Установка твч – Принцип работы установки твч для закалки
alexxlab | 31.01.2019 | 0 | Вопросы и ответы
Принцип работы установки твч для закалки
 Токи высокой частоты способны идеально справляться с множеством процессов термообработки металла. Установка ТВЧ отлично подойдет для закалки. На сегодняшний день нет оборудования, которое могло бы на равных конкурировать с индукционным нагревом. Производители стали все больше внимания уделять индукционному оборудованию, приобретая его для обработки изделий и плавки металла.
Токи высокой частоты способны идеально справляться с множеством процессов термообработки металла. Установка ТВЧ отлично подойдет для закалки. На сегодняшний день нет оборудования, которое могло бы на равных конкурировать с индукционным нагревом. Производители стали все больше внимания уделять индукционному оборудованию, приобретая его для обработки изделий и плавки металла.
Чем хороша установка ТВЧ для закалки
Установка ТВЧ – это уникальное оборудование, способное за короткий промежуток времени с высоким качеством обрабатывать металл. Для выполнения каждой функции следует подбирать определенную установку, например для закалки, лучше всего приобрести готовый закалочный комплекс ТВЧ, в котором все уже предназначено для комфортного произведения закалки.
Установка ТВЧ обладает широким перечнем преимуществ, но мы не станем рассматривать все, а остановимся на тех, которые подходят конкретно для произведения ТВЧ закалки.
- Установка ТВЧ нагревается за короткий промежуток времени, начиная быстро обрабатывать металл. При использовании индукционного нагрева нет необходимости тратить дополнительное время на промежуточные нагревы, так как оборудование сразу же начинает обрабатывать металл.
- Индукционный нагрев не нуждается в дополнительных технических средствах, например, в применении масла для закалки. Изделие получается качественным, а количество брака в производстве существенно снижается.
- Установка ТВЧ полностью безопасна для работников предприятия, а также проста в эксплуатации. Нет необходимости нанимать высококвалифицированный персонал, чтобы запустить и запрограммировать оборудование.
- Токи высокой частоты дают возможность произведения более глубокой закалки, так как тепло под воздействием электромагнитного поля, способно проникать на заданную глубину.
Установка ТВЧ обладает огромным перечнем достоинств, перечислять которые можно долго. Используя нагрев ТВЧ для закалки вы существенно снизите затраты электроэнергии, а также получите возможность увеличить уровень производительности предприятия.
Установка ТВЧ – принцип работы для закалки
Установка ТВЧ работает на основе принципа индукционного нагрева. За основу данного принципа были взяты законы Джоуля-Ленца и Фарадея-Максвелла о преобразовании электрической энергии.
Генератор подает электрическую энергию, которая проходит через индуктор, преобразуясь в мощное электромагнитное поле. Вихревые токи образовавшегося поля начинают действовать и, проникая в металл, трансформируются в тепловую энергию, начиная обрабатывать изделие.
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
Установка ТВЧ – ЭЛСИТ
Установка ТВЧ – это оборудование, в основе работы которого лежит высокотемпературная обработка металлических изделий под воздействием токов высокой частоты. Токи высокой частоты работают благодаря двум основополагающим законам физике о трансформации электрической энергии. Это законы Фарадея-Максвелла и Джоуля-Ленца. Попадая в индуктор, электрическая энергия набирает огромную мощность, превращаясь в электромагнитное поле. Вихревые токи электромагнитного поля, образовавшегося вокруг индуктора, проникают в металл, который должен быть размещен в непосредственной близости с индуктором (в идеале внутри него). В металле вихревые токи преобразуются в тепловую энергию, осуществляя термообработку.
Установка ТВЧ в производстве
Установка ТВЧ активно используется в производстве, которое нуждается в постоянной обработке металлических изделий посредством воздействия на них высоких температур.
Установка ТВЧ помогает владельцам следующих предприятий: литейные цеха, как правило, – это вторичные литейные цеха; металлургические заводы, занимающиеся созданием разнообразных деталей, инструментов, кухонной и садовой утвари из металла и т.п.; ювелирные заводы, занимающиеся выплавкой драгоценных металлов; исследовательские или химические лаборатории и т.п.
Возможности установки ТВЧ
Установка ТВЧ – это уникальное оборудование, которое обладает широким перечнем преимуществ и возможностей. Тут сразу следует отметить, что одна установка ТВЧ не сможет одинаково справиться и с плавкой и с термообработкой, поэтому под каждую нужду следует приобретать определенную индукционную установку.
Итак, установка ТВЧ способна отлично справиться со следующими видами высокотемпературной обработки металлов, существующими на сегодняшний день: пайка, сварка, закалка, плавка, ковка, деформация, штамповка, отжиг, обжиг, сжигание, термообработка сварных швов и т.п.
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
xn--h1afsf5c.xn--p1ai
5.Установки для нагрева токами высокой частоты (т.В.Ч.).
Закалочная установка для нагрева т. в. ч. состоит из генератора т. в. ч.,
понижающего трансформатора, конденсаторных батарей, индуктора, станка (иногда станок заменяется приспособлением для приведения в движение детали или индуктора) и аппаратуры, несущей вспомогательную службу (реле времени, реле управления подачей закалочной жидкости, сигнальных, блокировочных и регулирующих устройств).
В рассматриваемых установках применяются такие генераторы т.в.ч. при средних частотах (500-10000 Гц) машинные генераторы, а в последнее время статические преобразователи тиристорного типа; при высоких частотах (60000 Гц и выше) ламповые генераторы. Перспективным видом генераторов являются ионные преобразователи, так называемые экситронные генераторы. Они позволяют свести потери энергии до минимума.
На рис. 5 изображена схема установки с машинным генератором. Кроме машинного генератора 2 и двигателя 3 с возбудителем 1, установка содержит понижающий трансформатор 4, конденсаторные батареи 6 и индуктор 5. Трансформатор понижает напряжение до безопасного (30-50 В) и одновременно увеличивает силу тока в 25-30 раз, доводя ее до 5000-8000 А.
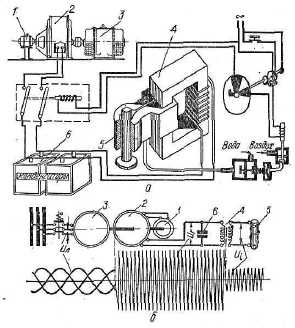

Рисунок 5 Рисунок 6
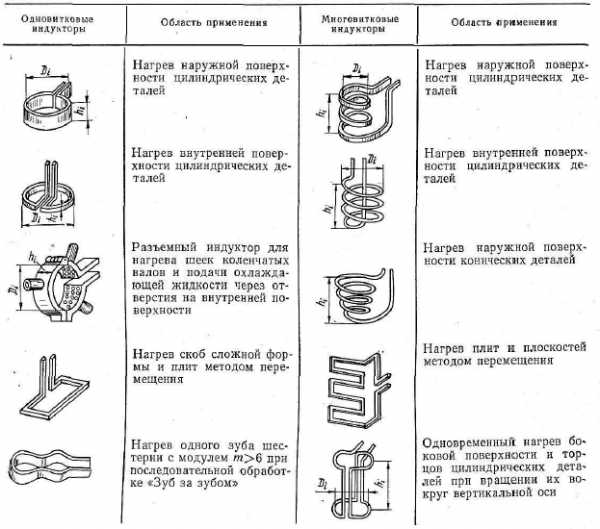
Таблица 1 Типы и конструкции индукторов
На Рис. 6 показан пример закалки многовитковым индуктором. Закалка осуществляется следующим образом:
Деталь помещается внутри неподвижного индуктора. С запуском аппарата ТВЧ деталь начинает вращаться вокруг своей оси и одновременно нагреваться, потом с помощью автоматизированного управления подается жидкость (вода) и охлаждает делать. Весь процесс длиться от 30-45 секунд.
ТВЧ закалка – вид термообработки металла, в результате которого значительно повышается твердость и материал утрачивает пластичность. Отличие ТВЧ закалки от других способов закалки в том что нагрев производится при помощи специальных ТВЧ установок, которые действуют на предназначающуюся для закалки деталь токами высокой частоты. ТВЧ закалка обладает большим количеством преимуществ, главный из которых – полный контроль нагрева. Применение данных закалочных комплексов может значительно повысить качество выпускаемой продукции, так как процесс закалки производится в полностью автоматическом режиме, работа оператора заключается только в закреплении вала и включении цикла работы станка.
5.1.Преимущества индукционных закалочных комплексов (установки индукционного нагрева):
ТВЧ закалка может производиться с точностью до 0,1 мм
Обеспечение равномерного прогрева, индукционная закалка позволяет добиться идеального распределения твердости во всей длине вала
Высокая твердость ТВЧ закалки достигается благодаря использованию специальных индукторов с водоводами, которые остужают вал незамедлительно после прогрева.
ТВЧ закалочное оборудование (печи закалочные) подбирается или изготавливается в точном соответствии техническим заданием.
6.Удаление окалины в дробеструйных установках
В дробеструйных установках детали от окалины очищаются струей чугунной или стальной дроби. Струя создается сжатым воздухом давлением 0,3-0,5 МПа (пневматическая дробеструйная очистка) или быстровращающимися лопаточными колесами (механическая очистка дробеметами).
При пневматической дробеструйной очистке в установках может использоваться как дробь, так и кварцевый песок. Однако в последнем случае образуется большое количество пыли, доходящее до 5—10 % от массы очищаемых деталей. Попадая в легкие обслуживающего персонала, кварцевая пыль вызывает профессиональную болезнь — силикоз. Поэтому указанный способ применяется в исключительных случаях. При дробеструйной очистке давление сжатого воздуха должно составлять 0,5-0,6 МПа. Чугунная дробь изготовляется литьем жидкого чугуна в воду при распылении струи чугуна сжатым воздухом с последующей отсортировкой на ситах. Дробь должна иметь структуру белого чугуна с твердостью 500 НВ, ее размеры находятся в пределах 0,5—2-мм. Расход чугунной дроби составляет лишь 0,05—0,1 % от массы деталей. При очистке дробью получается более чистая поверхность детали, достигается большая производительность аппаратов и обеспечиваются лучшие условия труда, чем при очистке песком. Для защиты окружающей атмосферы от пыли дробеструйные установки снабжаются закрытыми кожухами с усиленной вытяжной вентиляцией. По санитарным нормам предельно допустимая концентрация пыли не должна превышать 2 мг/м3. Транспортировка дроби в современных установках полностью механизирована.
Основной частью пневматической установки является дробеструйный аппарат, который может быть нагнетательным и гравитационным. Простейший однокамерный нагнетательный дробеструйный аппарат (рис. 7) представляет собой цилиндр 4, имеющий вверху воронку для дроби, герметически закрывающуюся крышкой
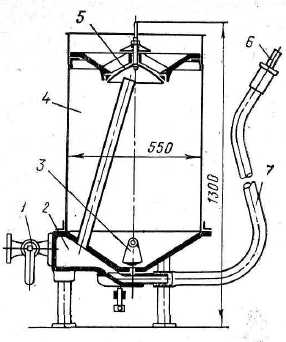

Рисунок 7
studfiles.net
Установка ТВЧ для закалки – ЭЛСИТ
 Ток высокой частоты образуется в установке благодаря индуктору и позволяет нагревать изделие, размещенное в непосредственной близости с индуктором. Индукционная установка идеально подходит для закалки металлических изделий. Именно в ТВЧ установке можно четко запрограммировать: нужную глубину проникновения тепла, время закалки, температуру нагрева и процесс охлаждения.
Ток высокой частоты образуется в установке благодаря индуктору и позволяет нагревать изделие, размещенное в непосредственной близости с индуктором. Индукционная установка идеально подходит для закалки металлических изделий. Именно в ТВЧ установке можно четко запрограммировать: нужную глубину проникновения тепла, время закалки, температуру нагрева и процесс охлаждения.
Впервые индукционное оборудование было использовано для закалки после предложения, поступившего от В.П. Володина в 1923 году. После долгих проб и тестирований ТВЧ нагрева его стали использовать для закалки стали с 1935 года. Установки ТВЧ для закалки на сегодняшний день являются наиболее продуктивным способом термообработки металлических изделий.
Почему индукционная установка лучше подходит для закалки
Закалка ТВЧ металлических деталей производится для повышения устойчивости верхнего слоя изделия к механическим повреждениям, при этом центр заготовки имеет повышенную вязкость. Важно отметить, что сердцевина изделия при ТВЧ закалке остается полностью неизменной.
Индукционная установка имеет немало очень важных преимуществ в сравнении с альтернативными видами нагрева: если раньше ТВЧ установки были более громоздкими и неудобными, то сейчас этот недостаток исправили, и оборудование стало универсальным для термообработки изделий из металла.
Преимущества индукционного оборудования
- Индукционный нагрев позволяет изменять только ту часть детали, которая нуждается в нагреве. ТВЧ нагрев получается наиболее экономичным, чем другие способы нагрева. Закалка в ТВЧ установке занимает немного времени и позволяет повысить уровень производительности на предприятии.
- Установка для ТВЧ закалки позволяет избежать появления трещин, окалины и сколов на изделии, кроме того, значительно снижается риск получения брака из-за коробления.
- Если необходимо, то глубину закаливаемого слоя можно увеличить или уменьшить.
- Благодаря воздействию токов высокой частоты, можно усилить физические свойства металла.
- Индукционная закалка позволяет избежать деформации металла во время нагрева изделия.
Один из минусов индукционной установки для закалки – это невозможность обработки некоторых изделий, имеющих сложную форму.
Разновидности закалки металла
Закалка металла бывает нескольких типов. Для одних изделий достаточно нагреть металл и сразу же остудить, а для других необходима выдержка при определенной температуре.
Существуют следующие виды закалки:
- Стационарная закалка: применяется, как правило, для деталей, имеющих небольшую плоскую поверхность. Положение детали и индуктора при использовании данного способа закалки остается неизменным.
- Непрерывно-последовательная закалка: применяется для закалки цилиндрических или плоских изделий. При непрерывно-последовательной закалке деталь может перемещаться под индуктором, либо сохраняет свою позицию неизменной.
- Тангенциальная закалка изделий: отлично подходит для обработки небольших деталей, имеющих цилиндрическую форму. Тангенциальная непрерывно-последовательная закалка прокручивает изделие единожды в течение всего процесса термообработки.
- Установка ТВЧ для закалки – это оборудование, способное произвести качественную закалку изделия и при этом сэкономить производственные ресурсы.
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
xn--h1afsf5c.xn--p1ai
ТВЧ установки | Установка индукционного нагрева | Индукционная установка
ООО «ЭЛСИТ» занимается разработкой и производством современного оборудования для технологии индукционного нагрева на базе транзисторных преобразователей частоты.
Универсальность разработок ООО «ЭЛСИТ» состоит:
- В схемотехнических решениях
- В программном обеспечении
- В конструкторских решениях
В состав ТВЧ установки ЭЛСИТ входит:
- силовой блок преобразователя (СБП) частоты, выполненный на IGBT-модулях производства Германии с микропроцессорной системой управления;
- трансформаторный блок с резонансными конденсаторами (ТБ), обеспечивающий гальваническую развязку от сети и согласование нагрузки.
Установка индукционного нагрева может быть выполнена в зависимости от условий эксплуатации и установленной мощности в виде моноблока СБП или с раздельными корпусами блока силового преобразователя (СБП) и трансформаторного блока (ТБ).
Охлаждение установки и индуктора осуществляется проточной технической водой. За счет высокого КПД преобразователя (> 95%) разница температуры воды на входе и выходе СБП различается всего на три-четыре градуса Цельсия.
Специалистами предприятия был создан абсолютно новый алгоритм для микропроцессорной системы управления, позволяющий производить автоподстройку частоты практически мгновенно. Это позволило значительно увеличить надежность оборудования не только в штатных режимах работы, но и в экстремальных режимах перегрузок.
В системе управления установки заложен протокол MODBUS, позволяющий в любой момент времени получать информацию о состоянии установки и управлять процессом нагрева удаленно. Это предполагает возможность для подключения промышленного контроллера и дополнительных автоматических систем.
Технические характеристики установок индукционного нагрева (ТВЧ установок) серии «ЭЛСИТ»:
| Максимальная установленная мощность, кВА | 20,30,40,60,80,100,120,160,210,250,300,360,420,500,600, 800, 1000, …….2000 |
| Питающая сеть | трёхфазная 380 В, 50 Гц |
| Частотный диапазон работы, кГц: | от 2 до 5; от 6 до 20; от 10 до 50; от 30 до 80; |
| Коэффициент полезного действия КПД | 0,92 – 0,98 |
| Подстройка резонансной частоты при смене индуктора | автоматически в заданном диапазоне (определяется микропроцессором) |
| Регулирование выходного тока, в процентах от максимального | от 5 до 100 |
| Охлаждение установок и индукторов | водяное (технической водой), со скоростью протока не менее 7 л/мин.; станция охлаждения встроенная или самостоятельная |
| Система управления преобразователем | микропроцессорная, с блоком памяти на 100 программ технологического процесса |
| Программирование параметров процесса | ток и время нагрева, температура нагрева, режимы работы (ручной, таймер, автоматический) |
| Индукторы | исполнение различной конфигурации; при Т≥1000°С заливка жаропрочным бетоном |
| Наличие электронных защит от различного рода нештатных ситуаций |
|
| Возможность встраивания в технологическую линию | Интерфейс RS485, протокол MODBUS |
| Мощность (кВА) |
Габаритные размеры (высота*ширина*длина) (мм) |
Общий вес (кг) |
| 20-40 | 750*430*360 | 27-43 |
| 60-80 | 750*430*500 | 57-65 |
| 100-120 | 820*430*700 | 78-95 |
| 160-240 | 820*430*900 | 110-140 |
| 300-600 | исполнение в двух корпусах |
Демонстрация индукционого нагрева ТВЧ видео:
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
xn--h1afsf5c.xn--p1ai
Установка для индукционного нагрева ТВЧ
 Первая установка индукционного нагрева появилась в 19 веке. Тогда ученым удалось, основываясь на законах Джоуля-Ленца и Фарадея-Максвелла, создать первую плавильную печь, которая могла плавить металл под воздействием токов высокой частоты. Позже нагрев ТВЧ получил более активное распространение и его стали изучать, создавая все новые и новые установки, которые могли бы не только плавить металл при помощи токов высокой частоты, но производили бы и другие виды термообработки, например, закалку ТВЧ, пайку, сварку, ковку, деформацию и т.п. И в ХХ веке удалось получить первые образцы разнообразных установок.
Первая установка индукционного нагрева появилась в 19 веке. Тогда ученым удалось, основываясь на законах Джоуля-Ленца и Фарадея-Максвелла, создать первую плавильную печь, которая могла плавить металл под воздействием токов высокой частоты. Позже нагрев ТВЧ получил более активное распространение и его стали изучать, создавая все новые и новые установки, которые могли бы не только плавить металл при помощи токов высокой частоты, но производили бы и другие виды термообработки, например, закалку ТВЧ, пайку, сварку, ковку, деформацию и т.п. И в ХХ веке удалось получить первые образцы разнообразных установок.
Современная установка индукционного нагрева – ТВЧ установка – способна осуществлять практически все виды высокотемпературной обработки металла.
Установка индукционного нагрева – виды обработки
Как уже было упомянуто выше, установка индукционного нагрева с легкостью справится со всеми видами высокотемпературной обработки металлических изделий. Основными задачами, с которыми справляется УИН, являются:
- Пайка ТВЧ. Производиться на предприятиях она стала гораздо чаще с появлением индукционного нагрева, потому что позволяет качественно обработать металл, не нарушая целостности его структуры.
- Плавка металла. Установка индукционного нагрева предназначена для работы со всеми видами металлов. Она отлично справится не только с черными, но и с цветными, и даже с драгоценными металлами.
- Закалка ТВЧ. Чаще всего закалка производится в отношении стальных изделий, которые постоянно подвержены механическому воздействию со стороны внешних факторов. Закалка ТВЧ неоспоримо является качественной и равномерной.
- Ковка, пластика, деформация и т.п. Производятся все эти операции в специальной индукционной установке, которая называется кузнечным нагревателем.
- Термообработка поверхности металла. Чаще всего производится в отношении сварных швов труб для разглаживания остаточного напряжения металла после вмешательства сварочного аппарата в его структуру.
Кроме вышеперечисленных операций установка индукционного нагрева хорошо справится и с другими видами термообработки. Если необходимо нагреть металл, произвести обжиг или отжиг или избавиться от каких-то вредных химических веществ, то установка ТВЧ станет незаменимым помощником.
Установка индукционного нагрева – виды
Установки индукционного нагрева подразделяются на три типа по частоте работе. При выборе частоты работы установки важно обратить внимание – для выполнения каких задач предназначена та или иная установка.
- Среднечастотные установки индукционного нагрева – установки, работающие на наиболее низких частотах. Частота работы данного типа индукционных установок колеблется в пределах 0,5 – 20 КГц.
- Среднечастотные установки применяются в тех случаях, когда требуется произвести глубокую закалку детали; для пайки массивных изделий, которая также требует глубины проникновения тепла в деталь; для плавки всех видов металлов.
- Высокочастотные установки индукционного нагрева – это установки, работающие на более высокой частоте, чем среднечастотные, но на меньшей, чем сверхвысокочастотные. Частота работы данного типа индукционных установок 20-40 кГц, а в некоторых случаях доходит и до 30-100 кГц. При этом высокочастотная УИН обладает небольшой глубиной проникновения тепла в металл – не более 3 мм. Высокочастотная индукционная установка является наиболее универсальной, потому что позволяет справляться с большинством операций тепловой обработки металлов.
- Сверхвысокочастотные установки индукционного нагрева – это установки, обладающие самой высокой частотой работы. Частота работы от 100 кГц. Однако глубина проникновения тепла у СВЧ УИН не более 1 миллиметра. Сверхвысокочастотная установка индукционного нагрева чаще всего применяется для осуществления поверхностной закалки ТВЧ, для нагрева небольших заготовок и для пайки тонких и тонкостенных изделий.
Каждая установка индукционного нагрева имеет свою особенность. Если вы не знаете, как подобрать установку индукционного нагрева для своего предприятия, то подготовьте техзадание, исходя из которого, специалисты компании ЭЛСИТ помогут вам подобрать наиболее подходящее оборудование.
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
xn--h1afsf5c.xn--p1ai
Установка ТВЧ для пайки – ЭЛСИТ
 Индукционное оборудование отлично справляется большинством задач, непосредственно связанных с нагревом металла. К функциям установок индукционного нагрева относятся: плавка металла, закалка готовых изделий, термообработка металла, а также пайка токами высокой частоты. Установка ТВЧ отлично подходит для пайки, ведь при индукционном нагреве этот процесс происходит гораздо быстрее и качественнее, чем при использовании других нагревательных установок или газа.
Индукционное оборудование отлично справляется большинством задач, непосредственно связанных с нагревом металла. К функциям установок индукционного нагрева относятся: плавка металла, закалка готовых изделий, термообработка металла, а также пайка токами высокой частоты. Установка ТВЧ отлично подходит для пайки, ведь при индукционном нагреве этот процесс происходит гораздо быстрее и качественнее, чем при использовании других нагревательных установок или газа.
Применение пайки ТВЧ в производстве
Установка ТВЧ для пайки имеет высокую частоту преобразования, благодаря чему эффективность нагрева повышается, а эффект «электромагнитного сдувания» значительно снижается.
Пайка токами высокой частоты используется для произведения спаечного процесса во многих областях. Потребность в пайке возникает на предприятиях, где идет постоянная работа по созданию металлических изделий. Установка ТВЧ позволяет спаивать между собой различные металлы: латунь, чугун, медь, алюминий, сталь, железо, сталь и сплавы из металлов.
Индукционный нагрев начал привлекать внимание владельцев промышленных предприятий не так давно, но все больше и больше организаций заменяют «прошлые» методы пайки на установки индукционного нагрева, потому что данный метод является наиболее экономичным и качественным.
Преимущества ТВЧ пайки
Установка индукционного нагрева, позволяющая производить пайку готового изделия начала пользоваться спросом из-за того, что ТВЧ нагрев обладает рядом преимуществ, позволяющих улучшить качество готовой продукции и повысить ее срок эксплуатации.
Установка ТВЧ для пайки обладает следующими преимуществами:
- Возможность воздействовать напрямую на область, нуждающуюся в нагреве.
- Индукционный нагрев способен проникать на необходимую глубину и не допускать отпуска державки во время пайки.
- Во время работы индукционной установки ее корпус не нагревается, а изделие защищено от перегрева, так как программа четко регулирует весь процесс пайки.
- Пайка токами высокой частоты является экологически чистой и не несет негативного воздействия на организм человека. Установки ТВЧ не выделяют дыма или запахов гари.
- Для ТВЧ пайки достаточно лишь иметь базовые знания. Интерфейс программного обеспечения индукционных установок довольно понятный и любой сотрудник быстро разберется, как настраивать ее на рабочий процесс.
- Индукционное оборудование позволяет экономить электрическую энергию, так как нагрев происходит благодаря токам высокой частоты, проходящим через индуктор.
Установка ТВЧ отлично подходит для пайки металлов. Изделия, прошедшие тепловую обработку в индукционной установке, имеют более высокое качество и больший срок эксплуатации. Благодаря нагреву ТВЧ можно повысить производительность на предприятии и значительно снизить расходы.
Если заметили ошибку, выделите фрагмент текста и нажмите Ctrl+Enter
xn--h1afsf5c.xn--p1ai