Вм 127м – ВМ127М Станок консольно-фрезерный вертикальный Схемы, описание, характеристики
alexxlab | 16.01.2019 | 0 | Вопросы и ответы
ВМ127М Станок консольно-фрезерный вертикальный Схемы, описание, характеристики
Сведения о производителе фрезерного станка ВМ127М
Вертикальный консольно-фрезерный универсальный станок ВМ127М выпускался на предприятии Воткинский машиностроительный завод, основанный в 1759 году.
В настоящее время ОАО «Воткинский завод» головное предприятие ракетно-космического комплекса и изготовитель широкой гаммы гражданской продукции.
Металлорежущие станки на Воткинском машиностроительном заводе выпускаются начиная с 1956 г. Это вертикально-фрезерные станки ВМ127- аналоги станков 6Р13, 6М13, ВМ127М, ВМ130, токарный настольный Универсал-В, а также фрезерные станки с ЧПУ ВМ133, ВМ500ПМФ4.
Станки, выпускаемые предприятием Воткинский машиностроительный завод
ВМ127М cтанок вертикальный консольно-фрезерный. Назначение, область применения
Станок фрезерный консольный вертикальный модели ВМ127М предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов и сплавов торцовыми, концевыми, цилиндрическими, радиусными и другими фрезами в условиях индивидуального, мелкосерийного и серийного производства. Масса детали с приспособлением — до 300 кг.
Консольно-фрезерный станок ВМ127М заменил в 1988 фрезерный станок ВМ127.
На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, зубчатые колеса и т. д.
Возможность настройки станка па различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание.
Мощный привод главного движения станка ВМ 127М и тщательно подобранные передаточные отношения обеспечивают оптимальные режимы обработки при различных условиях резания и полное использование возможностей быстрорежущего и твердосплавного инструмента.
Простота обслуживания станка ВМ127М переналадка приспособлений и инструмента представляют значительные удобства при использовании станка в мелкосерийном производстве.
Автоматическая система смазки узлов обеспечивает неприхотливость и надежность станка в самых жестких условиях эксплуатации.
В 2012 году Воткинский завод освоил изготовление новой модификации станка ВМ127М, в которой:
- Изменена конструкция вертикальных направляющих станины с профиля «Ласточкин хвост» на П-образный профиль, что позволило увеличить массу обрабатываемой детали до 800 кг
- Заменена механическая коробка подач на бесступенчатое регулирование (Серводигатель), для более точной и быстрой настройки режимов резания, и повышению производительности обработки
- При изготовлении станка с устройством цифровой индикации заменены комплектующие на импортного производителя с использованием магнитных линеек вместо оптических
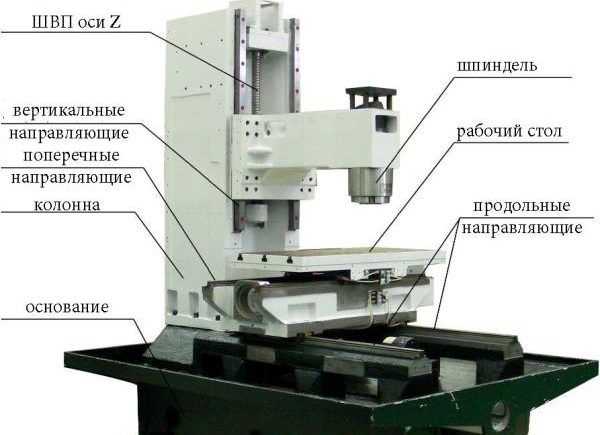
Общий вид вертикального консольно-фрезерного станка ВМ127М с УЦИ

Расположение составных частей консольно-фрезерного станка ВМ127М
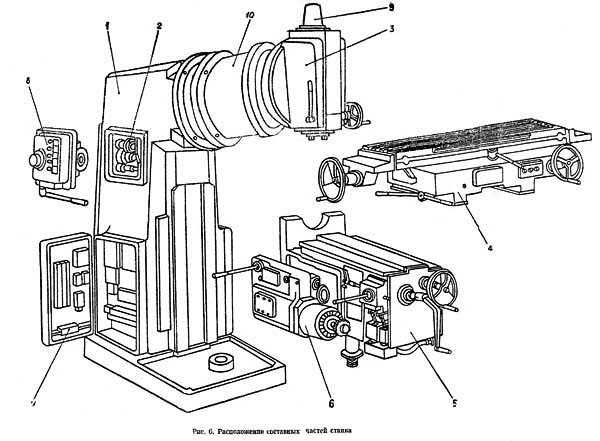
Спецификация составных частей консольно-фрезерного станка ВМ127М
- Станина
- Коробка скоростей
- Поворотная головка
- Стол – салазки
- Консоль
- Коробка подач
- Электрооборудование
- Коробка переключений скоростей шпинделя
- Устройство электромеханического зажима инструмента
Расположение органов управления фрезерным станком ВМ127М
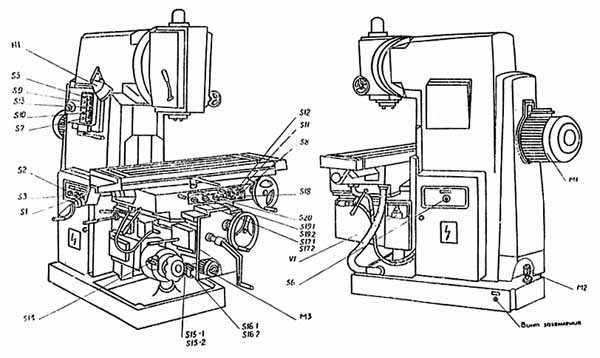
Перечень органов управления фрезерным станком ВМ127М
- Кнопка «Стоп» (дублирующая)
- Кнопка «Пуск шпинделя» (дублирующая)
- Стрелка-указатель скоростей шпинделя
- Указатель скоростей шпинделя
- Кнопка «Быстро стол» (дублирующая}
- Кнопка «Импульс шпинделя»
- Переключатель зажима—отжима инструмента
- Поворот головки
- Зажим гильзы шпинделя
- Звездочка механизма автоматического цикла
- Рукоятка включения продольных перемещений стола
- Зажимы стола
- Маховичок ручного продольного перемещения стола
- Кнопка «Быстро стол»
- Кнопка «Пуск шпинделя»
- Кнопка «Стоп»
- Переключатель ручного или автоматического управления продольным перемещением стола
- Маховик ручных поперечных перемещений стола
- Рукоятка ручного вертикального перемещения стола
- Кольцо-нониус
- Лимб механизма поперечных перемещений стола
- Кнопка фиксации грибка переключения подач
- Грибок переключения подач
- Указатель подач стола
- Стрелка-указатель подач стола . Рукоятка включения поперечной и вертикальной подач стола
- Зажим салазок на направляющих консоли
- Рукоятка включения продольных перемещений стола (дублирующая)
- Маховичок ручного продольного перемещения стола (дублирующий)
- Переключатель ввода «включено-выключено»
- Переключатель насоса охлаждения «включено-выключено»
- Переключатель направления вращения шпинделя «влево-вправо»
- Рукоятка переключения скоростей шпинделя
- Переключатель автоматического или ручного управления и работы круглого стола
- Зажим консоли на станине
- Маховичок выдвижения гильзы шпинделя
Кинематическая схема фрезерного станка ВМ127М

Схема кинематическая консольно-фрезерного станка ВМ127М. Смотреть в увеличенном масштабе
Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. По средством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении с ответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения. Вертикальные подачи в 3 раза меньше продольных
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка и жестко закреплена на основании и зафиксирована штифтами.
Поворотная головка (рис. 14) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в Т-образный паз фланца.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 6 и подтягиванием гайки.
Схема электрическая фрезерного станка ВМ127М. Силовая часть
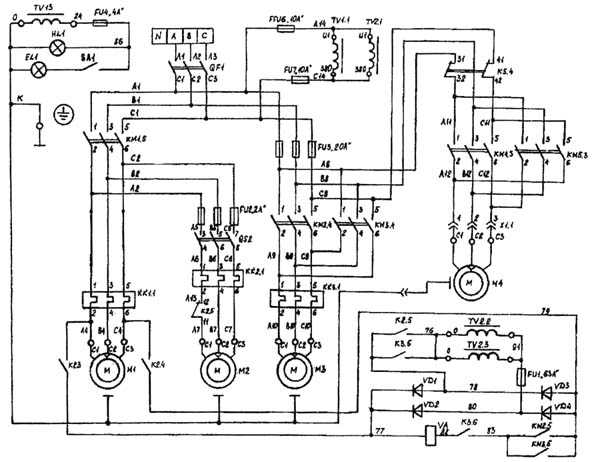
Схема электрическая фрезерного станка ВМ127М. Силовая часть. Смотреть в увеличенном масштабе
Схема электрическая фрезерного станка ВМ127М. Управляющая часть
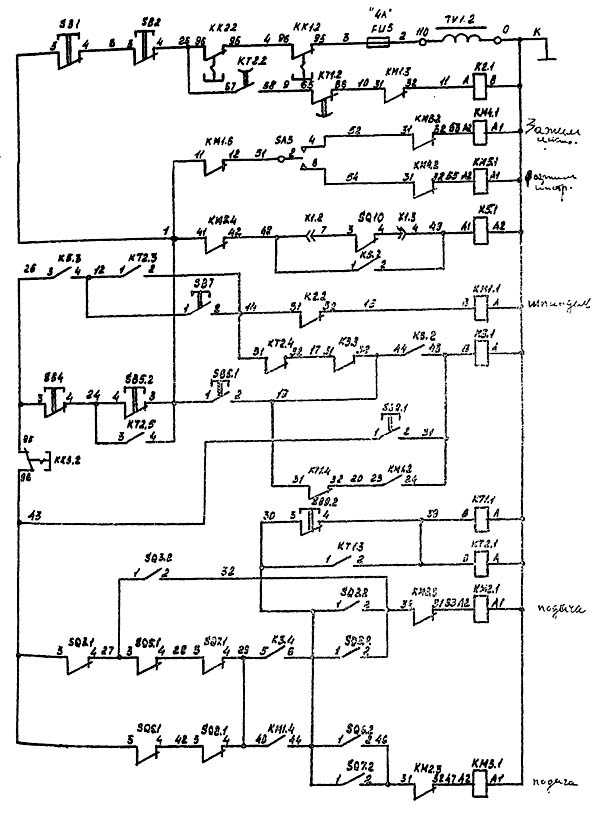
Схема электрическая фрезерного станка ВМ127М. Управляющая часть. Смотреть в увеличенном масштабе
Электрооборудование станка ВМ127М. Система питания
Питающая сеть: Напряжение 380 В, род тока переменный, частота 50 Гц
Цепи управления: Напряжение 110 В, род тока переменный
Цепи управления: Напряжение 65 В, род тока постоянный
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного аппарата (предохранителей, автоматического выключателя) в пункте питания электроэнергией 63 А.
Электрооборудование выполнено по следующим документам: принципиальной схеме 6Р13.8.000Э3. схеме соединения изделия Р13.8.000Э4.
Электрооборудование станка ВМ127М.
Функциональное назначение пускателей:
- КМ1 – подключает напряжение 380 В к приводу главного движения Ml и двигателю насоса охлаждения М2
- КМ2, КМЗ – подключают напряжение 380В к приводу подач М3
- КМ4, КМ5 – подключают напряжение 380В к двигателю механизма крепления инструмента
- К2 – включает динамическое торможение шпинделя
- КЗ – включает быстрый ход привода подач и импульсное включение привода главного движения при переключении скоростей шпинделя
- К5 – подготавливает цепь включения привода главного движения после зажима инструмента
- КТ1 – задает время вращения шпинделя после его выключения до включения торможения
- КТ2 – задает время торможения шпинделя
Функциональное назначение органов управления, расположенных на станке:
- QF1 – вводной выключатель
- QS2 – переключатель насоса охлаждения “включено-выключено”
- SQ3 – выключатель импульсного включения привода подач при переключении скоростей
- SQ5, SQ7 – выключатель привода стола “вперед-назад” и “вверх-вниз”
- SQ6, SQ8 – выключатель привода стола “влево-вправо”
- SQ10 – выключатель блокировки главного движения и подач при зажиме инструмента
Боковой пульт управления. Назначение органов управления:
- SB1 – Аварийное отключение
- SB5 – Импульсное включение шпинделя
- SA3 – Зажим, разжим инструмента
- QS2 – Включение насоса охлаждения
Передний пульт управления. Назначение органов управления:
- SB2 – Аварийное отключение
- SB4 – Отключение шпинделя
- SB7 – Включение шпинделя
- SB9 – Ускоренное перемещение подач
Работа составных частей электрооборудования фрезерного станка ВМ127М. Работа станка в наладочном режиме
Зажим инструмента
Для зажима инструмента необходимо тумблер SA3 (на боковом пульте) установить в положение “Зажим” и удерживать рукой. При этом срабатывает пускатель КМ4, который подает напряжение на двигатель механизма зажима инструмента М4. Идет зажим инструмента. Прощелкивание муфты в механизме зажима свидетельствует об окончании зажима инструмента. Микровыключатель SQ10 своими контактами включает пускатель К5.1, который становится на самопитание, отключает двигатель М4 и подготовит цепь пуска двигателя шпинделя.
Разжим инструмента: тумблер SA3 установить в положение “Разжим” и удерживать рукой. При этом срабатывают пускатели КМ5.1. Пускатель КМ5.3. подает напряжение на двигатель М4. Идет отжим инструмента. Окончание отжима инструмента контролируется визуально.
Примечание:
- Во избежание получения травм при разжиме инструмента пуск шпинделя блокируется замыкающими контактами К5
- При вращающемся шпинделе разжим инструмента заблокирован размыкающими контактами К5 в цепи включения двигателя М4
- При зажиме и разжиме инструмента, с целью исключения проворачивания шпинделя, необходимо установить низкую скорость оборотов шпинделя (не выше 400об/мин)
Включение шпинделя
Для включения шпинделя необходимо нажать кнопку SB7, включаются пускатель КМ1 и реле времени КТ1, КТ2. Пускатель КМ1 подает напряжение 380В на двигатель Ml, a KT2 своими замыкающими контактами блокирует выключатель SB7.
Выключение и торможение шпинделя
Для выключения шпинделя необходимо нажать кнопку SB4. Отключаются пускатель КМ1 и реле времени КТ1, КТ2. Через 1,2 с включится пускатель К2, который своими замыкающими контактами включит динамическое торможение шпинделя. Через 5,6 с замыкающие контакты реле времени КТ2 выключают пускатель К2, а К2 соответственно отключит динамическое торможение шпинделя.
Включение насоса охлаждения
Насос охлаждения включается переключателем QS2. 380В подается на двигатель М2 при включенном шпинделе.
Аварийное выключение станка
При аварии на станке нажать кнопку SB1 (SB2), которая отключает 110В в цепях управления станком вм127м. Примечание. Для повторного включения станка необходимо:
- кнопку SB1 (SB2) установить в исходное положение
- произвести зажим инструмента
Импульсное включение
Для облегчения переключения скоростей шпинделя и подачи предусмотрено импульсное включение двигателя шпинделя Ml кнопкой SB5, двигателя подачи М3 выключателем SQ3.
Электропривод подач
Электропривод подач представляет собой электромеханическую систему. Включение и отключение подачи осуществляется рукоятками, которые имеют три. фиксированных положения, а также выключателями SQ6, SQ8 для продольной; SQ5, SQ7 для вертикальной или поперечной подачи.
Быстрый ход подачи происходит при нажатии кнопки SВ9, включается пускатель КЗ и электромагнит быстрого хода УА. На станке электрической блокировкой исключается возможность одновременного включения продольной и поперечной или вертикальной подачи.
Регулировка цепи торможения шпинделя
Регулировка цепи торможения производится после замены или ремонта реле времени КТ1, КТ2, а также в случае, когда временные характеристики цепи торможения не соответствуют указанным в п. 7.6.5.
Для проведения регулировки необходимо:
- подать питание на станок
- включить шпиндель
Одновременно с выключателем шпинделя включить секундомер и остановить его при срабатывании К2. Если зафиксированное время превышает I сек., повернуть регулятор реле времени КТ1 по часовой стрелке. Повторить включение и выключение шпинделя, добиваясь включения пускателя К2 через 1 сек. Если пускатель К2 срабатывает менее , чем 1 сек. после отключения шпинделя, тогда регулятор реле КТ1 повернуть против часовой стрелки. Регулировку реле КТ2 проводить аналогично КТ1. Выключить шпиндель станка, одновременно с нажатием кнопки SB4, запустить секундомер и остановить его после остановки шпинделя. Зафиксированное время не Должно быть более 6 сек.
ВМ127М Станок консольно-фрезерный вертикальный. Видеоролик.
Основные технические данные и характеристики станка ВМ127М
| Наименование параметра | ВМ127 | ВМ127М |
|---|---|---|
| Рабочий стол | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Максимальная нагрузка на стол (по центру), кг | 300 | 800 |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1600 х 400 | 1600 х 400 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее перемещение стола продольное механическое и ручное, мм | 1000 | 1010 |
| Наибольшее перемещение стола поперечное механическое, мм | 300 | 300 |
| Наибольшее перемещение стола поперечное от руки, мм | 320 | 320 |
| Наибольшее перемещение стола вертикальное механическое, мм | 400 | 400 |
| Наибольшее перемещение стола вертикальное от руки, мм | 420 | 420 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола при ручном перемещении, мм * Размер 30 мм обеспечивается за счет выдвижения шпинделя | 30..500* | 30..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины, мм | 620 | 420 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба продольное, мм | 4 | 4 |
| Перемещение стола на один оборот лимба поперечное, мм | 6 | 6 |
| Перемещение стола на один оборот лимба вертикальное, мм | 2 | 2 |
| Шпиндель | ||
| Частота вращения шпинделя, об/мин | 31,5..1600 | 40..2000 |
| Количество скоростей шпинделя | 18 | 18 |
| Наибольший крутящий момент, кгс.м | 137 | |
| Эскиз конца шпинделя | ГОСТ 836-72 | |
| Конус шпинделя | 50 | 50АТ5 |
| Наибольшее осевое перемещение пиноли шпинделя, мм | 80 | 80 |
| Перемещение пиноли на один оборот лимба, мм | 4 | 4 |
| Перемещение пиноли на 1 деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота шпиндельной головки, град | ±45 | ±45 |
| Цена одного деления шкалы поворота головки, град | 1 | |
| Механика станка | ||
| Быстрый ход стола продольный и поперечный, мм/мин | 3000 | 3000 |
| Быстрый ход стола вертикальный, мм/мин | 1000 | 1000 |
| Число ступеней рабочих подач стола | 18 | 18 |
| Пределы рабочих подач. Продольных и поперечных, мм/мин | 25..1250 | 25..1250 |
| Пределы рабочих подач. Вертикальных, мм/мин | 8,3..416,6 | 8,3..416,6 |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | есть | есть |
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть | есть |
| Блокировка раздельного включения подачи | есть | есть |
| Автоматическая прерывистая подача Продольная | есть | есть |
| Автоматическая прерывистая подача Поперечная и вертикальная | нет | |
| Торможение шпинделя | есть | есть |
| Предохранение от перегрузки (муфта) | есть | есть |
| Привод | ||
| Количество электродвигателей на станке | 3 | 4 |
| Электродвигатель привода главного движения М1, кВт | 11 | 11 |
| Электродвигатель насоса охлаждающей жидкости М2, кВт | 0,12 | 0,12 |
| Электродвигатель привода подач М3, кВт | 3 | 2,1 |
| Электродвигатель зажима инструмента М4, кВт | Нет | АИР56В2УЗ |
| Электронасос охлаждающей жидкости Тип | Х14-22М | П-32МС10 |
| Производительность насоса СОЖ, л/мин | 22 | 22 |
| Габарит станка | ||
| Габариты станка, мм | 2560 х 2260 х 2430 | 2560 х 2260 х 2500 |
| Масса станка, кг | 4250 | 4250 |
Примечания
- Полную величину указанных ходов можно использовать только при отсутствии деталей и устройств, ограничивающих перемещение стола, салазок или консоли, например:
- при установке в шпинделе оправки с фрезой сокращается вертикальный ход;
- при установке обрабатываемой детали или приспособления, свисающих между столом и зеркалом станины, сокращается поперечный ход салазок.
Связанные ссылки
Каталог справочник вертикальных фрезерных станков и их аналогов
Паспорта и схемы к вертикальным фрезерным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
ВМ127 Станок консольно-фрезерный вертикальный Схемы, описание, характеристики
Сведения о производителе консольно-фрезерного станка ВМ127
Вертикальный консольно-фрезерный универсальный станок ВМ127 выпускался на предприятии Воткинский машиностроительный завод, основанный в 1759 году.
В настоящее время ОАО «Воткинский завод» головное предприятие ракетно-космического комплекса и изготовитель широкой гаммы гражданской продукции.
Металлорежущие станки на Воткинском машиностроительном заводе выпускаются начиная с 1956 г. Это вертикально-фрезерные станки ВМ127 – аналоги станков 6Р13, 6М13, ВМ127М, ВМ130, токарный настольный Универсал-В, а также фрезерные станки с ЧПУ ВМ133, ВМ500ПМФ4.
Станки, выпускаемые предприятием Воткинский машиностроительный завод
ВМ127 (ВМ-127) cтанок вертикальный консольно-фрезерный. Назначение, область применения
Станок фрезерный консольный вертикальный модели ВМ127 предназначен для фрезерования всевозможных деталей из стали, чугуна и цветных металлов и сплавов торцовыми, концевыми, цилиндрическими, радиусными и другими фрезами в условиях индивидуального, мелкосерийного и серийного производства. Масса детали с приспособлением — до 300 кг.
Консольно-фрезерный станок ВМ127 заменил в 1980 году широко известный фрезерный станок 6Р13, разработанный на Горьковском заводе фрезерных станков и был заменен в конце 80-х на более совершенный ВМ127М.
На станке можно обрабатывать вертикальные, горизонтальные и наклонные плоскости, пазы, углы, рамки, зубчатые колеса и т. д.
Возможность настройки станка па различные полуавтоматические и автоматические циклы позволяет организовать многостаночное обслуживание
Мощный привод главного движения станка ВМ 127 и тщательно подобранные передаточные отношения обеспечивают оптимальные режимы обработки при различных условиях резания и полное использование возможностей быстрорежущего и твердосплавного инструмента.
Простота обслуживания станка ВМ127 переналадка приспособлений и инструмента представляют значительные удобства при использовании станка в мелкосерийном производстве.
Автоматическая система смазки узлов обеспечивает неприхотливость и надежность станка в самых жестких условиях эксплуатации.
Общий вид вертикального консольно-фрезерного станка ВМ127 с УЦИ

Расположение составных частей консольно-фрезерного станка ВМ127

Спецификация составных частей консольно-фрезерного станка ВМ127 (ВМ-127)
- Станина – ВМ127.01.010
- Коробка скоростей – ВМ127.03.010
- Поворотная головка – 6Р13.31.01В
- Стол – салазки – 6Р13.7.01Б
- Консоль – 6Р13.6.01Б
- Коробка подач – ВМ127.4.01
- Электрооборудование – 6Р13.8
- Коробка переключений скоростей шпинделя – 6Р13.5.01
- Устройство электромеханического зажима инструмента – 6Р13К.93.000
Расположение органов управления фрезерным станком ВМ127

Перечень органов управления фрезерным станком ВМ127
- Кнопка «Стоп» (дублирующая)
- Кнопка «Пуск шпинделя» (дублирующая)
- Стрелка-указатель скоростей шпинделя
- Указатель скоростей шпинделя
- Кнопка «Быстро стол» (дублирующая}
- Кнопка «Импульс шпинделя»
- Переключатель зажима—отжима инструмента
- Поворот головки
- Зажим гильзы шпинделя
- Звездочка механизма автоматического цикла
- Рукоятка включения продольных перемещений стола
- Зажимы стола
- Маховичок ручного продольного перемещения стола
- Кнопка «Быстро стол»
- Кнопка «Пуск шпинделя»
- Кнопка «Стоп»
- Переключатель ручного или автоматического управления продольным перемещением стола
- Маховик ручных поперечных перемещений стола
- Рукоятка ручного вертикального перемещения стола
- Кольцо-нониус
- Лимб механизма поперечных перемещений стола
- Кнопка фиксации грибка переключения подач
- Грибок переключения подач
- Указатель подач стола
- Стрелка-указатель подач стола . Рукоятка включения поперечной и вертикальной подач стола
- Зажим салазок на направляющих консоли
- Рукоятка включения продольных перемещений стола (дублирующая)
- Маховичок ручного продольного перемещения стола (дублирующий)
- Переключатель ввода «включено-выключено»
- Переключатель насоса охлаждения «включено-выключено»
- Переключатель направления вращения шпинделя «влево-вправо»
- Рукоятка переключения скоростей шпинделя
- Переключатель автоматического или ручного управления и работы круглого стола
- Зажим консоли на станине
- Маховичок выдвижения гильзы шпинделя
- Зажим головки на станине
Кинематическая схема фрезерного станка ВМ127

Привод главного движения осуществляется от фланцевого электродвигателя через упругую соединительную муфту.
Числа оборотов шпинделя изменяются передвижением трех зубчатых блоков по шлицевым валам.
Коробка скоростей сообщает шпинделю 18 различных скоростей.
Привод подач осуществляется от фланцевого электродвигателя, смонтированного в консоли. По средством двух трехвенцовых блоков и передвижного зубчатого колеса с кулачковой муфтой коробка подач обеспечивает получение 18 различных подач, которые через шариковую предохранительную муфту передаются в консоль и далее при включении с ответствующей кулачковой муфты к винтам продольного, поперечного и вертикального перемещений.
Ускоренные перемещения получаются при включении фрикциона быстрого хода, вращение которого осуществляется через промежуточные зубчатые колеса непосредственно от электродвигателя подач.
Фрикцион сблокирован с муфтой рабочих подач, что устраняет возможность их одновременного включения. Вертикальные подачи в 3 раза меньше продольных
Станина является базовым узлом, на котором монтируются остальные узлы и механизмы станка и жестко закреплена на основании и зафиксирована штифтами.
Поворотная головка (рис. 14) центрируется в кольцевой выточке горловины станины и крепится к ней четырьмя болтами, входящими в Т-образный паз фланца.
Шпиндель представляет собой двухопорный вал, смонтированный в выдвижной гильзе. Регулирование осевого люфта в шпинделе осуществляется подшлифовкой колец 3 и 4. Повышенный люфт в переднем подшипнике устраняют подшлифовкой полуколец 6 и подтягиванием гайки.
Электрооборудование станка ВМ127 (вм-127)
Питающая сеть: Напряжение 380 В, род тока переменный, частота 50 Гц
Цепи управления: Напряжение 110 В, род тока переменный
Цепи управления: Напряжение 65 В, род тока постоянный
Местное освещение: напряжение 24 В.
Номинальный ток (сумма номинальных токов одновременно работающих электродвигателей) 20 А.
Номинальный ток защитного аппарата (предохранителей, автоматического выключателя) в пункте питания электроэнергией 63 А.
Электрооборудование выполнено по следующим документам: принципиальной схеме 6Р13.8.000Э3. схеме соединения изделия Р13.8.000Э4.
Схема электрическая фрезерного станка ВМ127

ВМ127 (ВМ-127) Станок консольно-фрезерный вертикальный. Видеоролик.
Технические данные и характеристики станка ВМ127 и ВМ127М
| Наименование параметра | ВМ127 | ВМ127М |
|---|---|---|
| Рабочий стол | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Максимальная нагрузка на стол (по центру), кг | 300 | 800 |
| Размеры рабочей поверхности стола (длина х ширина), мм | 1600 х 400 | 1600 х 400 |
| Число Т-образных пазов Размеры Т-образных пазов | 3 | 3 |
| Наибольшее перемещение стола продольное механическое и ручное, мм | 1000 | 1010 |
| Наибольшее перемещение стола поперечное механическое, мм | 300 | 300 |
| Наибольшее перемещение стола поперечное от руки, мм | 320 | 320 |
| Наибольшее перемещение стола вертикальное механическое, мм | 400 | 400 |
| Наибольшее перемещение стола вертикальное от руки, мм | 420 | 420 |
| Наименьшее и наибольшее расстояние от торца шпинделя до стола при ручном перемещении, мм * Размер 30 мм обеспечивается за счет выдвижения шпинделя | 30..500* | 30..500 |
| Расстояние от оси шпинделя до вертикальных направляющих станины, мм | 620 | 420 |
| Перемещение стола на одно деление лимба (продольное, поперечное, вертикальное), мм | 0,05 | 0,05 |
| Перемещение стола на один оборот лимба продольное, мм | 4 | 4 |
| Перемещение стола на один оборот лимба поперечное, мм | 6 | 6 |
| Перемещение стола на один оборот лимба вертикальное, мм | 2 | 2 |
| Шпиндель | ||
| Частота вращения шпинделя, об/мин | 31,5..1600 | 40..2000 |
| Количество скоростей шпинделя | 18 | 18 |
| Наибольший крутящий момент, кгс.м | 137 | |
| Эскиз конца шпинделя | ГОСТ 836-72 | |
| Конус шпинделя | 50 | 50АТ5 |
| Наибольшее осевое перемещение пиноли шпинделя, мм | 80 | 80 |
| Перемещение пиноли на один оборот лимба, мм | 4 | 4 |
| Перемещение пиноли на 1 деление лимба, мм | 0,05 | 0,05 |
| Наибольший угол поворота шпиндельной головки, град | ±45 | ±45 |
| Цена одного деления шкалы поворота головки, град | 1 | |
| Механика станка | ||
| Быстрый ход стола продольный и поперечный, мм/мин | 3000 | 3000 |
| Быстрый ход стола вертикальный, мм/мин | 1000 | 1000 |
| Число ступеней рабочих подач стола | 18 | 18 |
| Пределы рабочих подач. Продольных и поперечных, мм/мин | 25..1250 | 25..1250 |
| Пределы рабочих подач. Вертикальных, мм/мин | 8,3..416,6 | 8,3..416,6 |
| Выключающие упоры подачи (продольной, поперечной, вертикальной) | есть | есть |
| Блокировка ручной и механической подачи (продольной, поперечной, вертикальной) | есть | есть |
| Блокировка раздельного включения подачи | есть | есть |
| Автоматическая прерывистая подача Продольная | есть | есть |
| Автоматическая прерывистая подача Поперечная и вертикальная | нет | |
| Торможение шпинделя | есть | есть |
| Предохранение от перегрузки (муфта) | есть | есть |
| Привод | ||
| Количество электродвигателей на станке | 3 | 4 |
| Электродвигатель привода главного движения М1, кВт | 11 | 11 |
| Электродвигатель насоса охлаждающей жидкости М2, кВт | 0,12 | 0,12 |
| Электродвигатель привода подач М3, кВт | 3 | 2,1 |
| Электродвигатель зажима инструмента М4, кВт | Нет | АИР56В2УЗ |
| Электронасос охлаждающей жидкости Тип | Х14-22М | П-32МС10 |
| Производительность насоса СОЖ, л/мин | 22 | 22 |
| Габарит станка | ||
| Габариты станка, мм | 2560 х 2260 х 2430 | 2560 х 2260 х 2500 |
| Масса станка, кг | 4250 | 4250 |
Примечания
- Полную величину указанных ходов можно использовать только при отсутствии деталей и устройств, ограничивающих перемещение стола, салазок или консоли, например:
- при установке в шпинделе оправки с фрезой сокращается вертикальный ход;
- при установке обрабатываемой детали или приспособления, свисающих между столом и зеркалом станины, сокращается поперечный ход салазок.
Связанные ссылки
Каталог справочник вертикальных фрезерных станков и их аналогов
Паспорта и схемы к вертикальным фрезерным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Наименование характеристики | Ед. изм. | Параметры |
Класс точности по ГОСТ 8-82 |
| Н |
Стол | ||
Размеры рабочей поверхности стола (Д х Ш) | мм | 1600 х 400 |
Число Т-образных пазов |
| 3 |
Перемещение стола |
|
|
продольное (Х) | мм | 1010 |
поперечное (Y) | мм | 320 |
вертикальное (Z) | мм | 420 |
Количество подач стола |
| 18 |
Пределы подач стола |
|
|
Продольных | мм/мин | 25…1250 |
Поперечных | мм/мин | 25…1250 |
Вертикальных | мм/мин | 8,3…416,6 |
Расстояния от торца шпинделя до стола | мм | 30…500 |
Расстояние от оси шпинделя до вертикальных направляющих станины | мм | 420 |
Скорость быстрого перемещения стола |
|
|
Продольного и поперечного | мм/мин | 3000 |
Вертикального | мм/мин | 1000 |
Наибольшая масса обрабатываемой детали (с приспособлениями) | кг | 300 |
Перемещение стола на одно деление лимба |
|
|
продольное, поперечное | мм | 0,05 |
вертикальное | мм | 0,05 |
Перемещение стола на один оборот лимба |
|
|
продольное | мм | 4 |
поперечное | мм | 6 |
вертикальное | мм | 2 |
Шпиндель | ||
Количество ступеней скоростей шпинделя |
| 18 |
Внутренний конус шпинделя |
| 50 |
Частота вращения шпинделя | об/мин | 40…2000 |
Наибольшее осевое перемещение пиноли шпинделя | мм | 80 |
Перемещение пиноли на один оборот лимба | мм | 4 |
Перемещение пиноли на одно деление лимба | мм | 0,05 |
Наибольший угол поворота шпиндельной головки | град | ±45 |
Механика станка | ||
Выключающие упоры подачи |
| Есть |
Блокировка ручной и механической подач |
| Есть |
Блокировка рукояток |
| Есть |
Блокировка раздельного включения подачи |
| Есть |
Автоматическая прерывная подача |
|
|
продольная |
| Есть |
поперечная и вертикальная |
| Нет |
Торможение шпинделя |
| Есть |
Предохранение от перегрузки (муфта) |
| Есть |
Электрооборудование | ||
Количество электродвигателей на станке (с электронасосом) |
| 4 |
Главный привод станка |
|
|
Мощность | кВт | 11 |
Электродвигатель привода подач |
|
|
Мощность | кВт | 2,1 |
Электронасос подачи охлаждающей жидкости |
|
|
Мощность | кВт | 0,12 |
Тип |
| П-32МС10 |
Производительность | л/мин | 22 |
Электродвигатель зажима инструмента |
|
|
Тип |
| АИР56В2У3 |
Габариты и масса | ||
Габаритные размеры станка |
|
|
длина | мм | 2560 |
ширина | мм | 2260 |
высота | мм | 2500 |
Масса станка | кг | 4250 |
www.stanoktehpasport.ru
Станок специализированный фрезерный консольный ВМ127
- Главная
- Видеотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Обществознание
- Обществознание – как наука
- Иностранные языки
- История
- Психология и педагогика
- Русский язык и литература
- Культурология
- Экономика
- Менеджмент
- Логистика
- Статистика
- Философия
- Бухгалтерский учет
- Технические науки
- Черчение
- Материаловедение
- Сварка
- Электротехника
- АСУТП и КИПИА
- Технологии
- Теоретическая механика и сопромат
- САПР
- Метрология, стандартизация и сертификация
- Геодезия и маркшейдерия
- Программирование и сеть
- Информатика
- Языки программирования
- Алгоритмы и структуры данных
- СУБД
- Web разработки и технологии
- Архитектура ЭВМ и основы ОС
- Системное администрирование
- Создание программ и приложений
- Создание сайтов
- Тестирование ПО
- Теория информации и кодирования
- Функциональное и логическое программирование
- Программы
- Редакторы и компиляторы
- Офисные программы
- Работа с аудио видео
- Работа с компьютерной графикой и анимацией
- Автоматизация бизнеса
- Прочие
- Музыка
- Природное земледелие
- Рисование и живопись
- Естествознание
- Библиотека
- Естествознание
- Физика
- Математика
- Химия
- Биология
- Экология
- Астрономия
- Обществознание
- Естествознание
forkettle.ru
Вертикально-фрезерный станок ВМ127: технические характеристики
Вертикально-фрезерный станок ВМ127 относится к одной из самой распространенных категорий аппаратов, предназначенных для фрезерования небольших деталей и изделий средних габаритов. Агрегат в состоянии обрабатывать не только плоскости, расположенные вертикально и горизонтально, но и плоскости с наклоном. Аппарат эксплуатируется для производства мелкими сериям и для выпуска единичной продукции.
Характеристики станка
Для станка установлены технические характеристики:
- тип конуса шпинделя — 50АТ5;
- максимальное значение перемещения пиноли по оси — 80 мм;
- количество скоростей — 18;
- единичный оборот лимба равен перемещению пиноли на 4 мм;
- частота вращения шпинделя — до 1999 оборотов в минуту;
- шпиндельная головка способна поворачиваться на 450 в обе стороны;
- количество ступеней подач — 18;
- количество пазов — 3;
- вес станка — 4249 кг;
- параметры рабочей станочной поверхности — 1600 на 401 мм;
- максимальное продольное перемещение стола — 1010 мм;
- вертикальное перемещение (максимально возможное) — 401 мм;
- поперечное перемещение (максимальное) — 300 мм;
- скорость подачи в поперечном и продольном направлениях — 25-1249 мм/мин;
- скорость вертикальной подачи — до 416,5 мм/мин;
- габариты ВМ127 по длине, ширине и высоте соответственно — 256*226*250 см.

Шпиндель станка
Указанный фрезерный аппарат оснащен двумя электрическими двигателями. Первый двигатель главного движения, имеющий мощность 11 кВт. Второй двигатель привода подач обладает мощностью 2,1 кВт.
Электрическая схема ВМ 127 дополнена электронасосом, предназначенным для подачи охлаждающей жидкости к рабочим узлам агрегата. Мощность электрического насоса составляет 0,12 кВт. Насос способен производить до 22 литров охлаждающей жидкости в течение минуты.
Особенности станка
Для аппарата предусмотрен довольно мощный двигатель, позволяющий устанавливать на нем режущий инструмент из быстрорежущей стали. Фрезерный агрегат может использоваться на линиях производств, в состав которых входит большое количество аппаратов.
Агрегат работает как в автоматическом, так и в полуавтоматическом режимах при настройке его главных узлов.
Популярность станка на небольших предприятиях обусловлена простотой его эксплуатации. Устройство имеет механизмы, которые легко поддаются регулировке при необходимости. Это позволяет использовать аппарат в жестких условиях. ВМ127 отличается неприхотливостью в использовании и быстро ремонтируется любым квалифицированным мастером.
Среди особенностей станка выделяются:
- оборудование аппарата смазывается автоматически;
- надежность агрегата в тяжелых эксплуатационных условиях;
- наличие сервоконтролерного привода подач, имеющего обратную связь;
- наличие возможности оснастить аппарат устройством цифровой индикации;
- возможность выполнять фрезерование при разных условиях за счет плавного регулирования скорости подач и мощного привода;
- функционирование системы смазывания элементов аппарата, работающей в полуавтоматическом режиме.
В устройстве аппарата имеются механизмы, существенно упрощающие процесс его применения. Это обеспечивают следующие элементы:
- автоматическая подача продольно-прерывистого типа;
- защитная муфта от перегрузок;
- упоры подачи, выключающие рабочие элементы агрегата;
- система блокирования включения подач;
- блокировка ручной и механической подач;
- система, осуществляющая торможение шпинделя.
Базовые механизмы станка
В состав вертикально-фрезерного агрегата входят элементы:
- станина;
- консоль;
- коробка скоростей;
- коробка подач;
- коробка, переключающая скорости шпинделя;
- стол-салазки;
- зажимной механизм для фрезы;
- поворотная головка;
- электрооборудование.
Станина выполняет функцию опоры станка. На ней монтируются все основные устройства агрегата. Станина крепится на надежном основании за счет штифтов.
В состав консоли входят многочисленные валы и шестерни. За их счет вращение передается от коробки подач к винтам поперечной и вертикальной подач.
Коробка скоростей находится внутри аппарата. Данный механизм подлежит обязательной смазке для нормального функционирования. Смазывание происходит путем разбрызгивания специальной жидкости при помощи плунжерного насоса. Процесс происходит в автоматическом режиме.

Коробка подач находится в левой части консоли и смазывается собственной системой.
Механизм переключений скоростей шпинделя располагается в левой части агрегата. Устройство коробки позволяет осуществлять переключение скоростей в любом выбранном порядке.
Салазки выполняют функцию передвижения изделий, которые обрабатывает станок.
Зажимной механизм для фрезы работает по электромеханической схеме.
Установка поворотной головки происходит в верхней части станины. Установочным материалом при этом выступают болты. Центрирование головки происходит в круговой проточке станины.
Шпиндель аппарата представляет собой вал, состоящий из двух опор. Он находится в выдвижной гильзе. Часто требуется корректирование люфта в шпинделе. Операция проводится путем подшлифовки колец, расположенных в агрегате.
Электрическое оборудование аппарата
Для электрооборудования станка характерно следующее описание:
- напряжение постоянного тока — 65 В;
- общая сила тока от трех двигателей станка — 20 А;
- напряжение локального освещения — 24 В;
- напряжение переменного тока — 110 В;
- значение тока для предохранителей и выключателя — 63 А.
Установка для фрезерования ВМ 127М, пришедшая на смену устаревшей модели ВМ 127, оснащена 5 выключателями:
- вводным;
- блокирующим подачи в процессе зажима фрезы;
- запуска привода подач импульсного типа, когда оператор станка изменяет скорость его работы;
- отключающим охлаждающий насос;
- выключающим привод рабочего стола.
Модель 127М содержит специальные пускатели:
- запускающие торможение шпинделя;
- фиксирующие время остановки и включения шпинделя;
- фиксирующие показатель торможения шпинделя;
- подключающие напряжение в 380 В к электрическому двигателю и насосу станка;
- запускающие быстрый ход;
- регулирующие включение привода.
Для электрического оборудования характерно трехфазное питание. Вторичные источники питаются от переменного (110 В) и постоянного напряжения в 56 В.
Указанный станок фрезерный имеет два пульта управления: передний и боковой. На переднем пульте запускаются задачи:
- остановка шпинделя;
- включение шпинделя;
- перемещение подач в ускоренном темпе;
- запуск функции аварийного выключения.
Боковой пульт оснащен режимами:
- выключения при аварии;
- включения насоса для охлаждения;
- зажимания и разжимания фрезы;
- импульсного включения шпинделя.
Видео по теме:Обзор вертикально фрезерного станка
promzn.ru
Станок вертикально фрезерный вм 127м
Вертикально-фрезерный станок ВМ 127М
в Москве +7 (499) 372-31-73 в Санкт-Петербурге +7 (812) 245-28-87 в Минске +375 (17) 246-40-09 в Екатеринбурге +7 (343) 289-16-76 в Новосибирске +7 (383) 284-08-84 в Челябинске +7 (351) 951-00-26 в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78 в Самаре +7 (846) 201-07-64 в Перми +7 (342) 207-43-05 в Ростове-на-Дону +7 (863) 310-03-86 в Воронеже +7 (473) 202-33-64 в Красноярске +7 (391) 216-42-04
в Абакане, Альметьевске, Архангельске,
Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64
stanok-kpo.ru
ВМ127М характеристики
Технические характеристики фрезерного станка ВМ127М реализуют возможность механической обработки деталей из чугуна методом фрезерования.
Наименование характеристики | Ед. изм. | Параметры |
Класс точности по ГОСТ 8-82 | Н | |
Размеры рабочей поверхности стола (Д х Ш) | мм | 1600 х 400 |
Число Т-образных пазов | 3 | |
Перемещение стола | ||
продольное (Х) | мм | 1010 |
поперечное (Y) | мм | 320 |
вертикальное (Z) | мм | 420 |
Количество подач стола | 18 | |
Пределы подач стола | ||
Продольных | мм/мин | 25…1250 |
Поперечных | мм/мин | 25…1250 |
Вертикальных | мм/мин | 8,3…416,6 |
Расстояния от торца шпинделя до стола | мм | 30…500 |
Расстояние от оси шпинделя до вертикальных направляющих станины | мм | 420 |
Скорость быстрого перемещения стола | ||
Продольного и поперечного | мм/мин | 3000 |
Вертикального | мм/мин | 1000 |
Наибольшая масса обрабатываемой детали (с приспособлениями) | кг | 300 |
Перемещение стола на одно деление лимба | ||
продольное, поперечное | мм | 0,05 |
вертикальное | мм | 0,05 |
Перемещение стола на один оборот лимба | ||
продольное | мм | 4 |
поперечное | мм | 6 |
вертикальное | мм | 2 |
Количество ступеней скоростей шпинделя | 18 | |
Внутренний конус шпинделя | 50 | |
Частота вращения шпинделя | об/мин | 40…2000 |
Наибольшее осевое перемещение пиноли шпинделя | мм | 80 |
Перемещение пиноли на один оборот лимба | мм | 4 |
Перемещение пиноли на одно деление лимба | мм | 0,05 |
Наибольший угол поворота шпиндельной головки | град | ±45 |
Выключающие упоры подачи | Есть | |
Блокировка ручной и механической подач | Есть |
|
Блокировка рукояток | Есть | |
Блокировка раздельного включения подачи | Есть | |
Автоматическая прерывная подача | ||
продольная | Есть | |
поперечная и вертикальная | Нет | |
Торможение шпинделя | Есть | |
Предохранение от перегрузки (муфта) | Есть | |
Количество электродвигателей на станке (с электронасосом) | 4 | |
Главный привод станка | ||
Мощность | кВт | 11 |
Электродвигатель привода подач | ||
Мощность | кВт | 2,1 |
Электронасос подачи охлаждающей жидкости | ||
Мощность | кВт | 0,12 |
Тип | П-32МС10 | |
Производительность | л/мин | 22 |
Электродвигатель зажима инструмента | ||
Тип | АИР56В2У3 | |
Габаритные размеры станка | ||
длина | мм | 2560 |
ширина | мм | 2260 |
высота | мм | 2500 |
Масса станка | кг | 4250 |
www.stanoktehpasport.ru
Станок вертикально фрезерный ВМ127М
Фрезерные станки > СТАНОК ФРЕЗЕРНЫЙ КОНСОЛЬНЫЙ МОДЕЛЬ ВМ127| Цена: | По запросу |
| Наличие на складе: | Уточняйте |
Торгово-производственная компания «РемПромМаш» предлагает Вашему вниманию станок вертикально фрезерный ВМ127М, позволяющий с высокой точностью выполнять металлообработку деталей из черных и цветных металлов. Данное оборудование отлично зарекомендовало себя и при работе в полуавтоматических циклах, позволяя организовать в цеху многостаночное обслуживание, и при единичном либо мелкосерийном производстве.
Благодаря возможности применения различных типов фрез, станок обеспечивает высокую точность и отменное качество обработки вертикальных и горизонтальных плоскостей самых различных изделий на заготовительном, фрезерном и доводочном этапах.
Сфера применения станочного оборудования такого типа достаточно широка, ведь:
- Все станки, производимые на нашем предприятии, соответствуют установленным нормам и обладают высокой функциональностью.
- Возможность быстрой индивидуальной настройки различных параметров обуславливает неоспоримые преимущества станка для фрезерования модели ВМ127М, позволяя эффективно применять вертикальные агрегаты от «РемПромМаш» в различных промышленных направлениях.
- Автоматическая система подачи смазки на основные узлы и механизмы гарантирует безотказность работы даже в затрудненных условиях.
- Продуманная система защиты обеспечивает комфорт и безопасность выполнения работ.
- Доступная стоимость оборудования от производителя станет дополнительным бонусом для государственных предприятий и частных заказчиков.
Независимо от сферы применения, металлообработка является сложным процессом, требующим высокой точности выполнения работ, а потому особенно важно подобрать для оснащения участка механической обработки деталей оборудование, функционал которого в полной мере будет отвечать поставленным задачам. Опытные консультанты нашей компании готовы помочь Вам с правильным выбором оборудования, ответив на любые возникающие вопросы по выбору, установке, наладке и эксплуатации.
Задать интересующие вопросы специалисту, или уточнить наличие необходимого количества оборудования на складе, а также заказать станок вертикально фрезерный ВМ127М с бесплатной отгрузкой и помощью в организации доставки по России, Вы можете, обратившись к online консультанту, посетив наш офис в Екатеринбурге, или позвонив по телефонам: +7 (343) 278-94-63 (многоканальный телефон для справок), +7 (963) 033-33-39 (отдел заявок).
| ВМ127 | |
| Рабочая поверхность стола, мм | 1600×400 |
| Перемещение стола, мм, наибольшее | |
| – продольное | 1000 |
| – поперечное | 320 |
| – вертикальное | 400 |
| Перемещение пиноли шпинделя, мм | 80 |
| Расстояние, мм | |
| – от торца шпинделя до рабочей поверхности стола | 30-500 |
| – от оси шпинделя до вертикальных направляющих станины | 420 |
| Угол поворота шпиндельной головки, град | 45 |
| Количество скоростей шпинделя | 18 |
| Частота вращения горизонтального или вертикального шпинделя, мин-1 | 16-160 |
| Количество подач стола | 22 |
| Подача, мм/мин | |
| – продольная и поперечная | 25-1250 |
| – вертикальная | 8.3-416,6 |
| Мощность, кВт | |
| – привода главного движения | 15 |
| – привода подач | 3 |
| Масса обрабатываемой детали (вместе с приспособлением), кг | 300 |
| Габаритные размеры, мм | |
| – длина | 2680 |
| – ширина | 2260 |
| – высота | 2500 |
| Масса, кг | 4250 |
ekrpm.ru
ВМ127М станок фрезерный
Вертикально фрезерный станок ВМ127М с устройством цифровой индикации (УЦИ).
Назначение
- фрезерования всевозможных деталей (стальных, чугунных и из цветных металлов) в условиях индивидуального, мелкосерийного и серийного производства.
- обработки вертикальных, горизонтальных и наклонных плоскостей, пазов, рамок, колес с зубчиками и т. д.

Рисунок – Станок ВМ127М
Особенности
Станок можно настроить на различные полуавтоматические и автоматические циклы.
Для быстрого переключения скоростей шпинделя и подачи предусмотрено импульсное включение двигателя шпинделя и двигателя подачи выключателем.
Быстрый ход подачи.
На станке при помощи электрической блокировки невозможно одновременное включение продольной и поперечной или вертикальной подачи.
Имеется устройство электромеханического зажима инструмента.
Конструкция
Станина и консоль, базовые узлы станка в них устанавливаются все остальные узлы: коробка скоростей, коробка подач, электрооборудование. К хоботу крепится поворотная головка.
Обработка детали контролируется на столе с салазками.
Основные характеристики
- Размеры рабочей поверхности стола … 1600х400мм
- Количество скоростей шпинделя … 18
- Число ступеней рабочих подач стола … 18
- Количество электродвигателей на станке … 4
- Габариты станка … 2560х2260х2500 мм
- Масса станка … 4250кг
Скачать – Схема и электрооборудование на станок фрезерный ВМ127М
www.stanoktehpasport.ru
i-perf.ru
ВМ127М Электросхема | Паспорта на станки
Настоящее руководство по эксплуатации содержит описание работы электрооборудования станка и необходимые сведения для правильной его эксплуатации. Электросхема показана на рис. 32а, рис.32б.
Функциональное назначение пускателей:
КМ1 – подключает напряжение 380 В к приводу главного движения М1 и двигателю насоса охлаждения М2;
КМ2, КМ3 – подключают напряжение 380В к приводу подач М3;
КМ4, КМ3 – подключают напряжение 380В к двигателю механизма крепления инструмента;
К2 – включает динамическое торможение шпинделя.
К3 – включает быстрый ход привода подач и импульсное включение привода главного движения при переключении скоростей шпинделя;
К5 – подготавливает цепь включения привода главного движения после зажима инструмента;
КТ1 – задает время вращения шпинделя после его выключения до включения торможения.
КТ2 – задает время торможения шпинделя; .
Функциональное назначение органов управления, расположенных на станке:
QF1 – вводной выключатель;
QS2 – переключатель насоса охлаждения “включено-выключено”;
SQ3 – выключатель импульсного включения привода подач при переключении скоростей;
SQ5, SQ7 – выключатель привода стола “вперед-назад” и “вверх-вниз”;
SQ6, SQ8 – выключатель привода стола “влево-вправо”;
SQ10 – выключатель блокировки главного движения и подач при зажиме инструмента;
- Фрезерный станок ВМ127М Электросхема
- Фрезерный станок ВМ127М
Скачать Электросхема на станок специализированный фрезерный консольный ВМ127М
pasportanastanki.ru