Волочение металла – —
alexxlab | 14.12.2018 | 0 | Вопросы и ответы
Методы волочения металлов
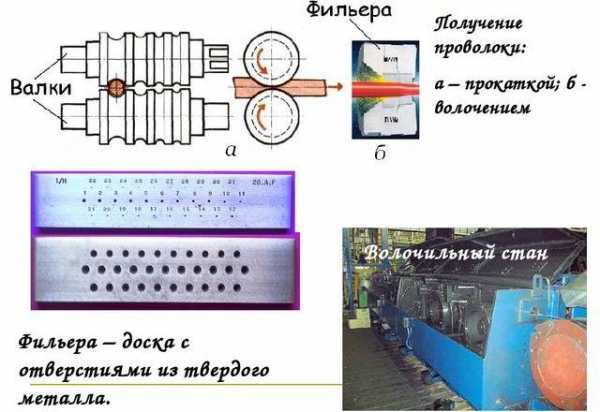
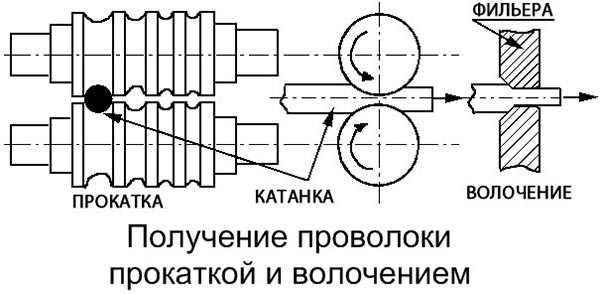
Волочением называется способ обработки металла давлением, при котором обрабатываемый металл в виде полосы с одинаковым поперечным сечением вводится в канал волочильного инструмента и протягивается (проволакивается) через него. Этот канал имеет поперечные сечения, одинаковые по своей форме или близкие к форме поперечного сечения протягиваемого металла, но плавно уменьшающиеся от места входа металла в инструмент к месту его выхода. Выходное сечение канала всегда меньше поперечного сечения протягиваемой полосы. Поэтому последняя, проходя через волоку, деформируется и изменяет свое поперечное сечение, принимая после выхода из волоки форму и размеры наименьшего сечения канала. Длина полосы при этом увеличивается прямо пропорционально уменьшению поперечного сечения. Перед волочением на специальном станке заостряют передний конец полосы, предназначенной для обработки, с таким расчетом, чтобы конец легко входил в волоку и частично выходил с ее противоположной стороны. Этот конец захватывают специальным механизмом и протягивают.
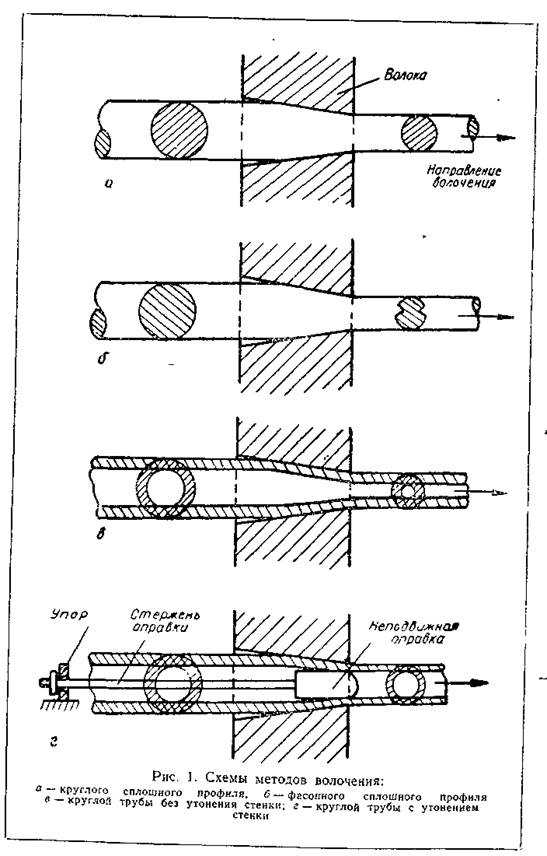
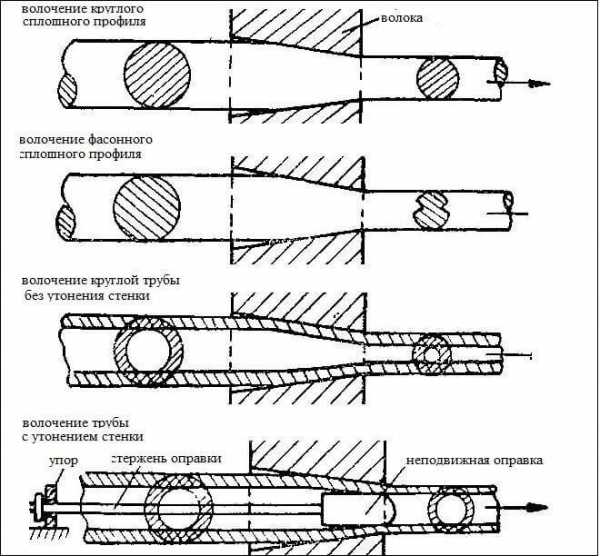
Схемы основных методов волочения показаны на рисунке. Чтобы уменьшить внешнее трение, между поверхностями протягиваемого металла и волочильного канала вводят смазку. Это уменьшает расход энергии на волочение, способствует получению гладкой поверхности у протягиваемого металла, сильно уменьшает износ самого канала и позволяет осуществлять процесс с повышенными степенями деформации.
Для уменьшения внешнего трения и повышения стойкости канала часто применяют метод волочения с противонатяжением. Сущность его заключается в следующем. К протягиваемому металлу со стороны входа его в волоку прикладывают силу, направленную в сторону, противоположную движению металла, и потому называемую противонатяжением. От этого в полосе еще до ее входа в волочильный канал в осевом направлении создаются растягивающие напряжения. Они вызывают, как это будет доказано далее, уменьшение давления металла на стенки канала, что, естественно, увеличивает стойкость последнего. Этот
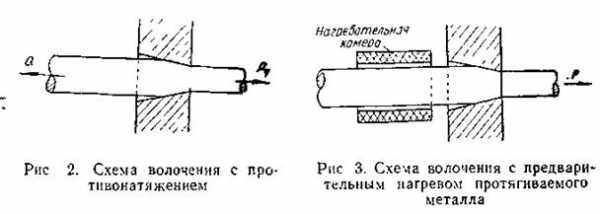
метод имеет и некоторые недостатки, отмеченные далее, и потому не всегда применятся.
В большинстве случаев металл, обрабатываемый волочением, предварительно не нагревают: он входит в волочильный канал при комнатной температуре, а образующееся в канале тепло деформации и внешнего трения отводят, непрерывно омывая волоки охлаждающей эмульсией, водой, или окружающим воздухом. При таком холодном волочении с надлежащей смазкой и инструментом протянутый металл имеет гладкую блестящую поверхность и достаточно точные размеры поперечного сечения.
В некоторых специальных случаях, когда деформируемый металл обладает недостаточной пластичностью, при комнатной температуре или высоким сопротивлением деформированию, волочение ведут в предварительно нагретом состоянии. Например, при волочении цинковой проволоки для увеличения пластичности заготовки ее предварительно подогревают до 80—90°, погружая моток в нагретую воду. В очаге деформации температура проволоки доходит до 120—150°, т. е. до температуры, при которой образуется максимальное количество систем скольжения.
При волочении вольфрама и молибдена, имеющих при комнатной температуре особо высокую сопротивляемость пластическому деформированию, их предварительно нагревают до 700—800°, пропуская протягиваемый металл через нагревательную камеру, установленную перед волокой.
В настоящее время намечается применение процесса горячего волочения при протяжке профилей сложных форм и для уменьшения сопротивления деформированию в тех случаях, когда это допускается требованиями к поверхности, механическим свойствам и точности размеров поперечного сечения.
Из приведенных схем волочения следует, что все они обладают тремя следующими, отличающими их от прочих видов обработки металлов давлением признаками:
а) линейные размеры поперечных сечений протягиваемого металла могут уменьшаться до заданных величин во всех направлениях одновременно;
б) возможность получить не изменяющийся по длине полосы как сплошной, так и полый профили почти любой формы и таких чиненных размеров его поперечного сечения, какие позволяет техника изготовления волочильных каналов,
в) величина деформации за один пропуск ограничивается максимально допустимым напряжением растяжения, возникающим в поперечном сечении протягиваемого металла у выхода из очага деформации.
Естественно, что это не ограничивает величины суммарной деформации между отжигами, которой может быть подвергнут металл, обрабатываемый волочением Путем ряда последовательных протяжек можно получить суммарную деформацию любой величины, в зависимости от пластических свойств протягиваемого металла
Волочение применяется
1. Для производства профилей большой длины, но сравнительно малых и очень малых сечений различных форм с отношением ширины к толщине поперечного сечения, не превышающим примерно 12. Такое изделие называется проволокой.
Вследствие большой длины проволоку либо свертывают в мотки, либо наматывают на катушки Волочением можно получить проволоку диаметром до 6—8 мм. Для дальнейшего уточнения приходится применять процессы, не требующие волок, например процесс равномерного растяжения, рассмотренный в конце настоящей главы, процесс электролитического растворения периферийных слоев.
2 Для производства профилей средних и больших сечений разных форм с отношением ширины к толщине поперечного сечения, не превышающим примерно 20, а также и в том случае, когда требуется получить сечение с минимально возможными отклонениями от заданных размеров или чистую и гладкую поверхность Такие профили обычно протягивают до небольшой длины (5—6 м) и не смешивают
3 Для производства полых профилей (труб) разных форм и сечений и, особенно, тонкостенных Волочением получают трубки диаметром до 0,5 мм, а иногда и тоньше.
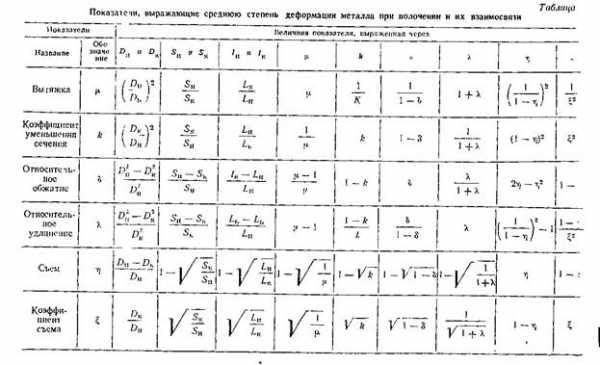
Процесс волочения принято характеризовать следующими основными показателями:
а) вытяжка;
б) коэффициент уменьшения сечения;
в) относительное обжатие,
г) относительное удлинение;
д) съем и
е) коэффициент съема.
Каждый из этих показателей в разных математических выражениях, приведенных в табл., связывает поперечные сечения деформируемою металла до и после процесса и этим до некоторой степени характеризует степень деформации в рассматриваемом процессе Поэтому все перечисленные показатели связаны между собой точными геометрическими соотношениями, основанными на законе практического постоянства объема при пластических деформациях, также указанными в табл.. В практических расчетах часто применяют показатель 5 — «относительное обжатие», представляющих собой, как это указано в табл., отношение уменьшения поперечного сечения протягиваемого металла к начальному поперечному сечению (до протяжки). Применение этого показателя при волочении, а также и при других процессах обработки металлов давлением, перенесенное из теории упругих деформаций, нельзя считать достаточно теоретически обоснованным
Если мысленно разделить любой процесс волочения на несколько этапов и соответственно разделить на части полное уменьшение поперечного сечения протягиваемой полосы за рассматриваемый процесс, то становится очевидной необоснованность определения степени деформации конечного и любого промежуточного этапа процесса путем отнесения уменьшения сечения полосы на этом участке к начальному сечению первого этапа, а не к начальному сечению рассматриваемого этапа. Иначе говоря, если начальные сечения каждого из этапов обозначить через 5Н ; 5г,
, то степень деформации m-го этапа логичнееопределить по отношению
чем по отношению-Между тем, применяя показатель «обжатия» для всего процесса
в виде выражения
степень деформации на каждом этапеучитывают по второму, менее обоснованному отношению. При этом получаются заниженные результаты как для каждого участка, так и общей степени деформации, потому что
Необоснованность применения показателя «обжатия» становится особенно заметной при сравнении больших пластических деформаций Пусть для примера сравниваются процессы с обжатиями в 98 и 99% На первый взгляд может показаться, что эти процессы по степени деформации почти одинаковы (отличаются всего на 1 %). Между тем, если определить вытяжку для обоих процессов по формуле, приведенной в табл.
, станеточевидным, что вытяжка при втором процессе вдвое больше, чем при первом, так как:
Поэтому обе рассматриваемые степени деформации считать близкими нельзя.
Если сравнить обжатия еще большей величины, то разрывы полечатся еще более заметные.
Рассуждая так же, можно считать недостаточно обоснованным и применение показателя «съем»
являющегося аналогом показателя «обжатие» и показателя «удлинение», который в отличие от показателя 5 дает завышение степени деформации Только в области упругих деформаций металлов, имеющих, как известно, весьма небольшие относительные значения, в итоге практически получаются одни и те же величины, независимо от того, отнесена разность сечений к начальному или конечному сечению.Волочение проволоки: технология, виды, описание процесса
Процесс волочения является формой обработки металла под давлением, при котором заготовка с круглым или фасонным сечением протягивается сквозь отверстия с сечением меньшим, чем размер протягиваемой заготовки.
В итоге прокатка изменяет свое сечение в меньшую сторону, а длина, напротив, увеличивается. Технология активно используется во время изготовления металлической проволоки, труб и иного металлопрофиля. Работа осуществляется на волочильных станках.
Виды
Исходя из типа операции, можно выделить следующие технологии:
- Сухая – производится сквозь емкость с мыльным порошком.
- Мокрая – с использованием мыльной эмульсии.
Чистота обработки также влияет на вид:
- Черновая или подготовительная;
- Чистовая – финальная стадия, требуемая для создания необходимой формы, размера.
Кратность перехода определяет:
- Однократный;
- Многократный – предполагается несколько заходов через станок одной детали.
Исходя из параллельности выполнения работы:
- Однониточные;
- Многониточные – участвует сразу несколько деталей.
Подвижность волок:
- Неподвижная;
- Вращающаяся.
Нагрев также влияет на технологию обработки:
- Холодная;
- Горячая.
Способы
Различают следующие варианты обработки:
- Барабанное – проволока, трубы, профили формируются на оборудовании барабанного типа.
- Беззавивочное – предполагает проталкивание детали передним концом вперед. Захватка заранее не изготавливается.
- Безоправочное – внутренние поверхности заготовки не обладают контактом с технологическим инструментом. Зачастую осуществляется в 2 волоки.
- Бухтовое – обработка труб из заготовок, собранных в бухты или же после волочения протянутые трубы сматываются в бухты. Способ предполагает работу как с оправочным, так и безоправочным волочением.
- Гидродинамическое – используются комбинированные волочильные устройства. Достаточно сложный технологический процесс наложил определенные ограничения на использование в широкой промышленности. Используется лишь в исключительных ситуациях.
- Длиннооправочное – пропускание заготовки сквозь волоки, имеющие длинные подвижне недеформируемые оправки, которые впоследствии извлекается.
- Мокрое – предполагает погружение волок в жидкие смазки.
- На деформируемых оправках – протягивание деталей сквозь оборудование с длинными подвижными оправками, которые деформируются формируемой деталью.
- За закрепленных оправках – относится к числу наиболее используемых способов.
- На самоустанавливающихся оправках – обрабатываются внутренние поверхности заготовок незакрепленными самоустанавливающимися оправками, которые удерживаются путем уравновешивания прикладываемых усилий.
- Волочение проволоки – одна из самых древних технологий обрабатывания металлов с помощью давления. Для смазки применяется жидкая смазка или эмульсия.
- Профилировочное – протягивание трубы, имеющей некруглую (фасонную) форму.
- Стержневое – вводится стержень в трубные заготовки для последующего ее протягивания совместно с ним. После прохождения волок стержень извлекается.
- Ультразвуковое – наложение деталь ультразвукового излучение. Способствует снижению сопротивления деформации и коэффициента трения.
- Электропластическое – протягивание труднодеформируемого сплава.

Технология волочения проволоки
Операция волочение, в сравнении с прокатом, способна обеспечить в несколько раз большую чистоту поверхности. Помимо этого заготовки обретают лучшие механические характеристики, что свидетельствует об укреплении конечного изделия.
Необходимо отметить, что современное технологическое оборудование способно гарантировать высокую производительность. В настоящее время волоки способны функционировать на высокой скорости без возникающих нарушений. При этом результат может достигать 60 м/с, с учетом высокой степени обжатия изначальных заготовок.
Основные этапы
Процесс предполагает проведение нескольких стадий:
- Травление исходников. Применяется сернокислый раствор, нагреваемый до 50°С. Требуется для увеличения срока эксплуатации матриц путем удаления окалин.
- Отжиг. Выполняется для повышения пластичности и формирования мелкозернистости.
- Удаление остатков сернокислого раствора путем промывки и нейтрализации.
- Заострение концов с помощью молота.
- Проведение процедуры протягивания.
- Отжиг.
После основной технологии обработки проволока может быть подвергнута дополнительным – рез, оправка, торцевание и т.д. Представленное видео, поможет наглядно понять технологию и сущность операции.
Особенности процедуры
Рассматриваемая технология, как считают специалисты, имеет единственный значительный недостаток – незначительная деформация проволоки. Объясняется это тем, что уровень деформационных усилий ограничен степенью прочности детали, к которой приложены определенные станком усилия.
Исходный материал для волочения – непрерывные отлитые, спрессованные, скатанные заготовки из цветного или черного металла, а также углеродистые и легированные стали. Высокий уровень качества можно достичь в случае с исходным сырьем с определенной микроструктурой.
Раньше стальная проволока обрабатывалась патентированием – нагревом, при температуре которого происходила аустенизация и экспозиции в соляных или свинцовых расплавах. Выдержка производилась примерно при 500°С.
 4
4
Какое оборудование применяется
При волочении медной и стальной проволоки используется оборудование именуемое станом, в котором основным элементом является так называемый «глазок» или волока. Ее сечение всегда меньше, чем размеры поперечного сечения пропускаемых сквозь нее заготовок.
В современных условиях в промышленности используется оборудование 2 видов, отличающихся тянущими механизмами:
- Станок, в котором готовое изделие сматываются в барабан. Этим создаются тяговые усилия.
- Станок, предполагающий движение готового изделия прямолинейно.
Оборудование 2 типа чаще всего используется при волочении трубных изделий, не требующих сворачивания в бухту. В основном проволока и трубы малого сечения производятся на станках с барабанными механизмами. Они, исходя из своей конструкции, бывают:
- Однократный;
- Многократный – предполагающий скольжение или без такового, а также с использованием принципа противонатяжения заготовки.
Самая простая конструкция у однократного оборудования. Технологический процесс предполагает протягивание проволоки в 1 проход. При работе на многократном станке катанка может пройти два или три прохода.

Любой волочильный станок имеет главный рабочий орган – фильеру, которая создается из твердого металлокерамического сплава. Подобные металлы отличаются повышенной твердостью, высокой стойкостью к истиранию и низкой вязкостью. В некоторых ситуациях фильеры могут изготавливаться из технических алмазов, что дает определенные преимущества при обработке сложных металлов.
Фильеры размещены в прочных и вязких стальных обоймах – волочильной доске. Пластичная обойма не способна оказать существенное давление на фильеру, но в то же время значительно понижает растягивающие напряжения, возникающие при работе.
Современные предприятия зачастую применяют сборные волоки, позволяющие с большей эффективностью проводить процессы. Помимо этого уменьшается расход электроэнергии, а КПД повышается до 30%.
Как подготавливаются металлические заготовки
Добиться качественного изделия, работая на волочильном оборудовании, можно только если предварительно необходимым образом подготовить заготовку. Она предполагает удаление окалины. Для этого применяются следующие способы обработки:
- Механическая;
- Химическая;
- Электрохимическая.
Наиболее дешевым и простым методом является механическая очистка. Она в основном используется для очистки заготовки из углеродистой стали. Во время обработки катанка изгибается в различные стороны. При этом по поверхности работают механические щетки.
Технология химической очистки более сложная и трудоемкая. Для этого может применяться соляная или серная кислота. При этом волочильщик должен обладать соответствующей квалификацией для выполнения подобной работы. Однако этот метод незаменим, если требуется волочить проволоку, сделанную из нержавеющей или высоколегированной стали. После влияния химических растворов поверхности заготовок тщательно промывают.
Суть электрохимического метода заключается в травлении в электролитическом растворе. Исходя из особенности материала и условий он может быть анодным и катодным.
oxmetall.ru
Волочение проволоки – особенности технологии и оборудование
Волочение, посредством которого производят проволочную продукцию, является несложной технологической операцией. Между тем, чтобы в итоге выполнения такой процедуры получить качественное изделие, осуществлять ее необходимо в правильной последовательности и использовать для этого соответствующее оборудование.

Линия производства проволоки по методу волочения
Основные этапы
Суть технологии, по которой выполняют волочение проволоки, заключается в том, что металлическую заготовку из стали, меди или алюминия протягивают через сужающееся отверстие – фильеру. Сам инструмент, в котором такое отверстие выполнено, называется волокой, его устанавливают на специальное оборудование для волочения проволоки. На то, какими диаметром, сечением и формой будет обладать готовое изделие, оказывают влияние параметры фильеры.
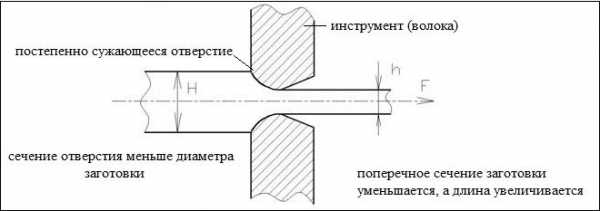
Принцип волочения металла
Выполнение волочения, если сравнивать такую технологическую операцию с прокаткой, позволяет получать изделия, отличающиеся более высокой чистотой поверхности и исключительной точностью геометрических параметров. Такими изделиями могут быть не только различные типы проволоки (электротехническая, используемая для сварки, вязочная и др.), но также фасонные профили, трубы и прутки разного диаметра. Полученные по такой технологии изделия отличаются и лучшими механическими характеристиками, так как в процессе волочения металла с его поверхностного слоя снимается наклеп. Что касается именно производства проволоки, то методом волочения можно получить изделия, диаметр которых находится в интервале от 1–2 микрон до 10 и даже более миллиметров.
Технология волочения сегодня уже хорошо отработана, для ее реализации используются современные модели волочильных станков, работающих без сбоев и позволяющих выполнять технологический процесс на скорости, доходящей до 60 метров готового изделия в секунду. Использование такого оборудования для волочения, кроме того, позволяет обеспечить значительную величину обжатия заготовки.
Технологическая схема волочения проволоки из нержавеющей стали
Изготовление проволоки по технологии волочения включает в себя несколько этапов.
- Исходная заготовка подвергается процедуре травления, для чего используется сернокислый раствор, нагретый до 50 градусов. С поверхности металла, прошедшего такую процедуру, легко снимается окалина, за счет чего увеличивается срок службы матриц волочильных станков.
- Чтобы увеличить пластичность обрабатываемой заготовки, а ее внутреннюю структуру довести до мелкозернистого состояния, выполняют предварительный отжиг металла.
- Остатки травильного раствора, который является достаточно агрессивным, нейтрализуют, после чего заготовку подвергают промывке.
- Чтобы конец заготовки можно было пропустить в фильеру, его заостряют, для чего может быть использован молот или ковочные валки.
- После завершения всех подготовительных операций заготовка пропускается через фильеры для волочения проволоки, где и формируются профиль и размеры готового изделия.
- Производство проволоки завершается выполнением отжига. После волочениия изделие также подвергают ряду дополнительных технологических операций – резке на отрезки требуемой длины, снятию концов, правке и др.
Особенности процедуры
Любой волочильщик проволоки знает такой недостаток волочения, как недостаточно высокая степень деформирования готового изделия. Объясняется это тем, что оно, выходя из зоны обработки волочильного станка, деформируется только до степени, ограниченной прочностью конца заготовки, к которому и прикладывается соответствующее усилие в процессе обработки.
В качестве исходного материала, который подвергают обработке на волочильных станках, служат металлические заготовки, полученные методом непрерывного литья, прессованием и катанием из углеродистых и легированных сталей, а также цветных сплавов. Наибольшую сложность процесс волочения представляет в том случае, если обработке подвергается стальной сплав. В таких случаях для качественного волочения необходимо довести микроструктуру металла до требуемого состояния. Чтобы получить оптимальную внутреннюю структуру стали, раньше использовали такую технологическую операцию, как патентирование. Заключался этот способ обработки в том, что сталь сначала нагревали до температуры аустенизации, а затем выдерживали в свинцовом или соляном расплаве, нагретом до температуры около 500°.

Методы волочения
Современный уровень развития металлургической промышленности, используемые в ней технологии и оборудование для получения металлов и сплавов позволяют не готовить металл к волочению таким сложным и трудоемким способом. Стальная заготовка, выходящая с прокатного стана современного металлургического предприятия, уже обладает внутренней структурой, оптимально подходящей для волочения.
Сама технология волочения и волочильное оборудование также совершенствовались на протяжении многих лет. В результате волочильщик проволоки сегодня имеет возможность применять современные волочильные устройства, позволяющие с минимальными трудозатратами гарантированно получать изделия высокого качества. Качество и точность обработки, выполняемой на таких волочильных специализированных станках, обеспечивается не только их оснащением современным рабочим инструментом, но и использованием при их работе комбинированной системы охлаждения, для которого применяются воздух и вода. Выходя с такого станка для волочения, готовое изделие обладает не только требуемым качеством и точностью геометрических параметров, но и оптимальной микроструктурой.
На каком оборудовании выполняется волочение металлов
Оборудование, которое волочильщик проволоки использует в своей профессиональной деятельности, называется станом. Обязательным элементом оснащения волочильной специализированной машины является «глазок» – волока. Диаметр волоки, разумеется, всегда должен быть меньше, чем размеры поперечного сечения протягиваемой через нее заготовки.
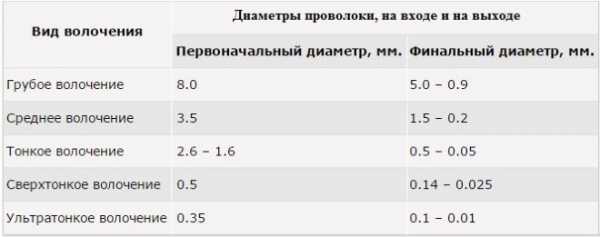
Соотношения первоначального и финального диаметров проволоки при различных типах волочения
На сегодняшний день производственные предприятия применяют волочильные специализированные станки двух основных типов, которые отличаются друг от друга конструкцией тянущего механизма. Так, различают:
- станки, в которых готовое изделие наматывается на барабан, чем и обеспечивается тянущее усилие;
- оборудование с прямолинейным движением готовой проволоки.

Прямоточный волочильный стан с программным управлением
На устройствах второго типа, в частности, выполняют волочение труб и других изделий, которые не требуют намотки на бухты. Именно проволоку, а также трубные изделия небольшого диаметра производят преимущественно на станках, оснащенных барабанным механизмом. Такие станки в зависимости от конструктивного исполнения могут быть:
- однократными;
- многократными, работающими со скольжением или без него, а также те, в которых используется принцип противонатяжения заготовок.

Многониточный волочильный стан обладает большей производительностью и выгоден на крупных предприятиях
Наиболее простой конструкцией отличается однократный станок для волочения. Манипулируя таким оборудованием, волочильщик проволоки выполняет ее протягивание за один проход. На волочильном устройстве многократного типа, которое работает по непрерывной схеме, формирование готового изделия осуществляется за 2–3 прохода. Крупные предприятия, производящие проволоку в промышленных масштабах, могут быть оснащены не одним десятком волочильных станков разной мощности, на которых изготавливается продукция различного назначения.
Основным рабочим органом любой волочильной машины, как уже говорилось выше, является фильера, для изготовления которой используют твердые металлокерамические сплавы – карбиды бора, молибдена, титана, термокорунд и др. Отличительными характеристиками таких материалов являются повышенная твердость, исключительная устойчивость к истиранию, а также невысокая вязкость. В отдельных случаях, когда необходимо изготовить очень тонкую проволоку из стали, фильера может быть изготовлена из технических алмазов.

Фильеры волочильной машины
Фильера устанавливается в прочную и вязкую стальную обойму. Это так называемая волочильная доска. За счет своей пластичности такая обойма не оказывает значительного давления на фильеру и одновременно снижает растягивающие напряжения, которые в ней возникают.
На современных предприятиях волочение металлов часто проводят с использованием сборных волок, которые позволяют эффективно выполнять такой процесс даже в условиях повышенного гидродинамического трения. Кроме того, применение такого инструмента снижает расход электроэнергии и увеличивает производительность работы оборудования на 20–30%.
Подготовка металлических заготовок
Волочильщик проволоки, используя специализированное оборудование, только в том случае сможет добиться качественного конечного результата, если поверхность заготовки будет соответствующим образом подготовлена. Такая подготовка заключается в удалении окалины, для чего могут быть использованы следующие методы:
- механический;
- химический;
- электрохимический.
Более простым и экономически выгодным является механический способ очистки от окалины, который используют для заготовок из углеродистых сталей. При выполнении такой очистки заготовку просто гнут в разные стороны, а затем обрабатывают ее поверхность при помощи металлических щеток.

Технология работы окалиноснимателя
Более сложной и затратной является химическая очистка от окалины, для выполнения которой используют растворы соляной или серной кислоты. Специалист, выполняющий такую сложную и достаточно опасную операцию, должен быть хорошо подготовлен и строго соблюдать все правила безопасности работы с агрессивными растворами. Без химического способа очистки не обойтись, если проволоку необходимо сделать из заготовок, выполненных из нержавеющих и других типов высоколегированных сталей. Следует иметь в виду, что сразу после выполнения химической очистки поверхность заготовки следует тщательно промыть горячей, а затем холодной водой.
Электрохимический способ очистки от окалины основан на методе травления в электролитическом растворе. В зависимости от особенностей выполнения такой метод может быть анодным и катодным.
Волочение медной проволоки
Чтобы более подробно познакомиться с технологией волочения, можно рассмотреть ее на примере того, как делают медную проволоку. Заготовки для выполнения такой операции получают методом литья, после чего их сплавляют между собой и прокатывают. Чтобы волочение медной проволоки было выполнено максимально качественно, с поверхности заготовки необходимо удалить оксидную пленку, для чего ее обрабатывают раствором кислоты.

Намотка готовой проволоки на барабан
Сам процесс волочения мало чем отличается от производства сварочной проволоки (или любой другой). Проволочный стан в таком случае тянет заготовку, пропуская ее через фильерные отверстия определенного диаметра. Для изготовления медной проволоки очень небольшого диаметра (до 10 мкм) ее формирование может осуществляться в специальном смазочном составе (погружной метод). В качестве таких составов, в частности, могут использоваться:
- комплексные растворы;
- специальные эмульсии;
- комплексные вещества.
Использование таких составов, через которые проволока проходит в процессе своего формирования, позволяет получать изделия, наружная поверхность которых отличается максимальной чистотой.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Волочение проволоки – особенности технологии и оборудование
Одним из способов качественной обработки металлических заготовок является волочение проволоки. Это особая технология на станках, при которой цветные металлы протягивают сквозь круглое или фасонное отверстие (фильеру) специального инструмента – волоки. Результатом процесса является уменьшение заготовки и увеличение ее длины. Это актуально для производства проволоки разного профиля и другой проволочной продукции, применяемой во всех областях человеческой деятельности.
Особенности процедуры
Процесс волочения несложный. В качестве исходного сырья используют катаную, литую или прессованную заготовки. Работы выполняют на специальном оборудовании – волочильных станках. Форма, диаметр и сечение готового длинномерного изделия зависят от параметров фильеры. По сравнению с прокаткой металла, технологическая операция имеет много преимуществ:
- Высокая производительность за счет автоматизации процессов станков.
- Волочение проволоки направлено на получение геометрически правильной продукции, с ровной и чистой поверхностью. Это позволяет снизить объем последующей обработки.
- Изделия обладают улучшенными механическими характеристиками.
- Возможность производить разные виды металлического шнура, в том числе порошковой проволоки, а также калиброванные прутки, тонкостенные трубы диаметром до 5 мм.
- Диаметр изделий варьируется от 1 до 10 микрон.
- Низкие затраты на волочильные станки.
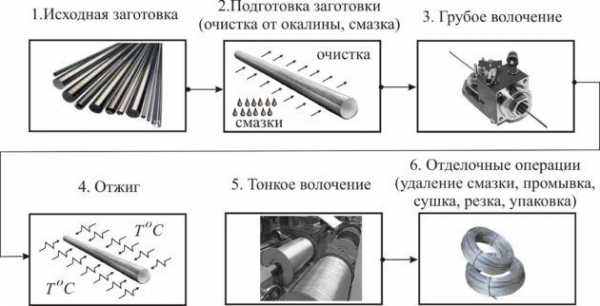
Схема процесса волочения
Этапы волочения
Технология производства проволоки разделена на пять этапов.
Этап №1
Процедура травления с целью удаления поверхностного слоя материала – окалины, которая мешает волочению:
Травление металла в непрерывном травильном агрегате
- Подготовка поверхности: обезжиривание, шлифование, полировка, вырезание бракованных участков.
- В окалине присутствуют сложные соединения других элементов, поэтому исходное сырье подвергают химической или механической обработке.
- Выбор метода травления зависит от природы металла. Удаление окалины производят фосфорной, соляной, азотной, плавиковой или серной кислотой, нагретой до 50 0C.
- Обрабатываемую поверхность очищают от продуктов травления. Это промывка заготовок с помощью специального растворителя или воды.
- После процедуры металл должен приобрести матовый оттенок.
- Сушка проволоки в течение часа при температуре 75–100 0C. Для этого используют специальные станки с сушильными камерами.
Этап №2
К термической относят процессы
Термическая обработка проводится для того, чтобы заготовку сделать полумягкой, с мелкозернистой структурой, свободной от внутренних напряжений. Металл нагревают до определенной температуры, некоторое время выдерживают в таких условиях, охлаждают.
Отжиг изменяет свойства материала и облегчает процесс волочения проволоки. Скорость нагрева зависит от теплопроводности металла. Быстрота охлаждения определяется твердостью, которую нужно достичь после отжига. Стальные проволоки охлаждаются медленнее, чем углеродистые соединения.
Этап №3
При помощи специального молота или ковочных валок концы заготовки сплющивают и выравнивают. Процедура позволяет закреплять металл на барабане станка и пропускать сквозь фильеру.
Фильера для волочения проволоки
Этап №4
Волочение проволоки: протравленное обработанное сырье протягивают на станке с максимальной скоростью через плавно сужающийся канал. По числу одновременно протягиваемых прутов процесс бывает:
- Однониточный.
- Многониточный.
По типу конечного продукта:
- Длинномерные изделия в виде мотков или катушек.
- Калиброванные прутки.

По количеству переходов волочение проволоки имеет две разновидности:
- Однократное – при котором протягивание осуществляется через одну волоку. Процесс подходит для толстой, плохо деформируемой проволоки.
- Многократное, когда материал подвергается сжатию последовательно на нескольких волоках.
Станок для волочения формирует профиль и размеры готовой продукции.
Этап №5
Завершающий этап предполагает выполнение отжига. Это делается с целью устранить вредное напряжение после волочения. Изделие становится мягким, устойчивым к разрывам, податливым к загибам, удлинению и скручиванию. После термической обработки проводят дополнительные отделочные операции, среди которых:
- Цинкование проволоки.
- Консервационная смазка.
- Разрезание на части.
- Маркировка.

Вид готовой проволоки после всех процессов обработки
Оборудование для выполнения волочения проволоки
Волочение проволоки происходит на станке, оборудованном специальным инструментом – волоком с отверстием, которое называется «глазком». Отверстие имеет постепенно уменьшающееся сечение, через которое протягивают заготовку.
Конструкция оборудования зависит от особенностей тянущего механизма:
- Станок для волочения, в котором металл наматывают на барабан и снимают в виде мотка или катушки. Барабанные машины бывают однократными и многократными.
- Агрегат, обеспечивающий прямолинейное движение заготовки. Устройства этой группы разделяются на цепные, реечные и винтовые.

Основной рабочий инструмент станка для производства проволоки – волока. Он состоит из двух элементов: непосредственно волоки и обоймы. Такая конструкция обусловлена условиями эксплуатации и материалом, из которого сделана фильера. Ее изготавливают из качественных твердых сплавов, которые устойчивы к истиранию, расколу и механическому воздействию. Инструмент станка условно разделен на четыре рабочие зоны:
- входная;
- смазочная;
- деформирующая;
- калибрующая.
Волоки для волочения проволоки
Волоки бывают монолитными и составными из нескольких сопряженных частей. Сборная конструкция экономичнее монолитного механизма по расходу электроэнергии.
Во время волочения проволоку укладывают в стальную обойму, которая служит изделию защитой от излишнего сжимания.
На многих больших предприятиях калибровочные цеха оснащены разноплановыми станками под всевозможные виды продукции.
Удаление окалины
Волочение проволоки будет успешным при условии качественной обработки поверхности заготовки. Удалить окалину с поверхности можно тремя способами.
Электрохимический
Или электролитический метод позволяет увеличить скорость снятия ржавчины и окалины с поверхности металла под воздействием электрического тока и раствора кислоты. Процессы электрохимической обработки включают в себя два варианта.
Очистка деталей от ржавчины электрохимическим способом
Анодный – основан на растворении металла в контакте с положительным плюсом источника тока. Выделяющийся кислород способствует механическому отрыванию оксидов. Применяется для легированной и углеродистой стали с целью удаления тонких пленок.
Катодный – оксиды железа восстанавливаются под воздействием атомов активно образующегося водорода. Это опасный способ по сравнению с предыдущим, так как отрыв окалины плохо контролируется, и изделие обретает травильную хрупкость.
Химический способ
Незаменим, когда в качестве сырья используется кислостойкая сталь. Остатки флюсов и окислов удаляют с помощью раствора хлористых солей, щелочи или кислоты. Любое химическое вещество требует специальных знаний и осторожного обращения.
Традиционное кислотное травление предполагает последовательную обработку металла в двух ваннах – сернокислотной и азотнокислотной при определенной температуре.
Есть много вариантов этого способа. Выбор раствора и условия обработки зависят от состава и структуры окисной пленки.

Механический
Подразумевает шлифовку, галтовку, полировку и крацевание. В основе метода лежат такие процессы:
- деформация изгибом;
- скручивание, растяжение;
- прямое воздействие на поверхность изделия специальных реагентов или абразивных материалов;
- использование инструментов: щетки, иглорезы, микрорезцовые приборы.

Оборудование для механического удаления окалины на проволоке
Комбинированный
Способ основан на применении химического и электрохимического методов.

Механические и комбинированные методы очистки
Особенности при волочении медной проволоки
Изделия, полученные путем волочения на станках, находят широкое применение в электронной и электрической областях. Как правило, используют проволоку толщиной от 20 мм до 10 мкм.
Изготавливать проволоку из меди следует на основе литых заготовок соответствующего профиля. Их подвергают плавлению, затем в горячем виде прокатывают. Поскольку процедура способствует появлению тонкой оксидной пленки, перед волочением проволоку обрабатывают водным раствором серной кислоты при температуре 45–50 0C.

Основной технологический процесс такой же, как и в производстве продукции из других металлов:
- Медную заготовку охлаждают воздухом, водой или специальным раствором.
- Поверхность смазывают мыльно-масляной эмульсией.
- Волочение проволоки проводят на 22-х и 18-кратных станках с применением прочной алмазной волоки.
- В процессе вытягивания заготовки используют волоки, отверстия которых четко соответствуют диаметру изделий.
- Рабочий инструмент может иметь одну или несколько матриц.
- Изделия диаметром до 0,05 мм оставляют без промежуточного отжига. К ним применяется технология погружного формования.
- Для максимально тонкого материала важно правильно подобрать смазочный состав. Это могут быть комплексные химические растворы, эмульсии или синтетические вещества.
- При необходимости медь подвергают термической обработке безокислительного типа в специальных электропечах, лишенных доступа воздуха.
- Кроме стандартного оборудования, для медных заготовок могут использоваться станки с роликами вместо отверстий для прохождения катанки.
- Благодаря такой технологии, готовые изделия имеют гладкую блестящую поверхность и соответствующий диаметр.
Многие промышленные предприятия эксплуатируют станки с совмещением операций волочения и отжига. Данный метод позволяет не только изготавливать проволоку из меди, но и производить медные трубы.
Видео по теме: Волочение проволоки — как это происходит
promzn.ru
Волочение проволоки: технология, характеристика процесса
Одним из распространённых вариантов обработки металла стало волочение проволоки, технология, характеристика процесса зависят от конкретного производства. Технология известна человечеству уже не одно десятилетие. Этот метод используют для того, чтобы увеличить протяжённость, а также снизить поперечные параметры заготовки.
О сути операции, процессе выполнения
Волочение – это название для процесса, при котором происходит протягивание заготовок через отверстия, которые сужаются. При этом исходный материал может быть любым:
- Алюминий.
- Сталь.
- Медь – она тоже допускает использование такого инструмента, как фильеры для волочения проволоки.
Волока – это инструмент, который используется для решения задачи. Фильера – название отверстия, конфигурацией определяющего форму профиля в готовом виде, после обработки.

По сравнению с прокаткой в исполнении волочильщика, методика волочения гарантирует повышение чистоты и точности на поверхности проволоки. То же касается труб, прутков и других деталей с различными габаритами. После такой обработки меняются характеристики материала, только в лучшую сторону. Это связано с тем, что детали в готовом виде получают дополнительное укрепление.
Особенно популярна технология при изготовлении фасонных профилей, требующих высокой прочности. Удачно получаются трубы с разным диаметром, проволоки с сечением в пределах от 1-2 микрон до 10 миллиметров. Возможны и большие показатели. Призма волочения помогает добиться точного результата.
При использовании современных технологий волочения гарантирована высокая производительность оборудования. При волоках это тоже просто. Даже операции с высокой скоростью не мешают добиваться результатов постоянно, без периодических сбоев. Величины обжатия исходного материала остаются серьёзными. Надо только использовать правильный станок для волочения проволоки.
Сам процесс волочения состоит из нескольких этапов, среди которых:
- Сначала исходное сырьё проходит травление в сернокислом растворе, температура которого составляет примерно 50 градусов. Данную операцию выполняют для продления срока службы у матриц. Эффект достигается за счёт снятия окалины с заготовок.
- После первого этапа осуществляют отжиг металлической поверхности, предварительный. Его выполняют с целью увеличения различных характеристик исходного материала. Так обеспечивается мелкозернистая структура у основания. Кроме того, современные методы защищают провод от повреждений.
- Агрессивный раствор нейтрализуют, чтобы можно было провести травление. После заготовки промывают. Без этого волочение труб невозможно.
- Концы исходного металлического сырья заостряются при помощи молота или ковочных волков.
- Непосредственно процесс волочения.
- Выполнение отжига. На этом волочение труб заканчивается.
Готовая проволока может подвергаться дополнительным операциям по обработке, включая резку изделий на требуемые по длине отрезки, правку, снятие концов и так далее. Отпечатки на изделиях не появляются.
О других важных особенностях процедуры
Согласно мнению специалистов, технология отличается только одним существенным недостатком. Это то, что показатель деформации проволоки получается слишком маленьким. Так получается из-за ограничения, причиной которого служит прочность конца выхода у заготовки. Какая сила деформации прилагается – такой получаем и результат. Следы волочения тоже бывают разными.
Исходный материал всегда должен быть катаным, прессованным, непрерывно литым. Это касается углеродистых и легированных сталей, цветных металлов. Литьё будет качественным только в том случае, если у основания присутствует определённая структура. О следах пятен тогда можно будет забыть.
Патентирование – технология, которая раньше всегда использовалась для стальных проволок. При данной процедура сначала материал нагревался до температуры аустенизации. А затем проводили экспозицию при помощи соляного или свинцового расплава. Выдержка предполагала сохранение температуры примерно на уровне 500 градусов по Цельсию. Это тоже отличие от волочения.
В наше время можно обойтись без таких сложных процедур. При выходе с прокатного оборудования стала гораздо легче обеспечить требуемые характеристики. Каждый станок оснащается специализированной системой охлаждения. Сейчас рабочие процессы не обходятся без мыльной стружки для сухого волочения.
Особенности оборудования для проведения работы
Для волочильных технологических операций используют специальные станки. Они оборудованы так называемым «глазком». Именно через него протягивают проволоку. Волока по сравнению с ней наделяется меньшим диаметром. Станы можно разделить на следующие по устройству механизма тянущего типа:
- Агрегаты с наматыванием металла на барабан.
- Машины, предполагающие движение по прямой линии. И сохранение суммарного обжатия.
Есть и специальные станы, созданные для производства изделий, не требующих комплектовки в бухты. Речь идёт о трубах и прутках. Именно проволоку, другие детали небольшого размера изготавливают с использованием барабанов. У такого оборудования тоже выделяют несколько разновидностей:
- Многократные станы, функционирующие без скольжения либо со скольжением.
- Однократные.
- Многократные станы с противонатяжением заготовок.
Использование всего одного прохода для завершения операции предполагается в самом простом механическом станке. Многократные станы предполагают использование 2-3 проходов. Волочение проволоки подразумевает, что схема используется непрерывная. У самых крупных предприятий, как правило, на вооружении стоит по полтора-два десятка агрегатов. Латунная щепа у них не появляется.
Саму проволоку при выполнении операции, когда используются станы, укладывают в стальную обойму, которая отличается прочностью и вязкостью. Она ни в коем случае не сжимает изделие, но снижает напряжения растягивания, которые могут появляться в момент выполнения операции по волочению. Волоки изготавливают из технических алмазов, это позволяет катанку из стали минимальной толщины. Здесь станы становятся незаменимыми помощниками.
Волоки сборной конструкции в последнее время получают всё большее распространение. Высокое трение не мешает изготавливать качественные проволоки. Операция не требует серьёзных расходов электроэнергии. А производительность станов будет больше, на 20-30 процентов. Это важная характеристика процесса волочения.
Информация об удалении окалины
Надо тщательно подготовить поверхность к дальнейшей технологической обработке. Тогда и результат процесса волочения будет гораздо лучше. Для удаления окалины современные производства используют следующие технологии:
- Электрохимический метод.
- Механический способ.
- Химический вариант. Например, когда используется эмульсия для волочения медной проволоки.
Методика механической обработки – самая распространённая при создании заготовок из углеродистой стали. С точки зрения экономики, такое решение наиболее востребовано. И сама процедура выполняется без дополнительных сложностей.
Сначала проволоку укладывают между роликами спецконструкции, потом периодически происходит перегибание, в различных плоскостях. Наконец, металл из катанки и других вариантов очищается при помощи специальных щёток.
Химический метод избавления от окалины потребует серьёзных вложений денежных средств. В данном случае применяется соляная либо серная кислота. И для самих сотрудников операция связана с повышенной опасностью. Потому такие процессы применяются, только когда другие варианты недоступны по той или иной причине.
К оборудованию и самой работе допускают только тех, кто прошёл специальное обучение. Химические варианты процедуры станут незаменимыми, если окалину требуется удалить с нержавеющих, кислотостойких высоколегированных марок сталей. Это отличный вариант для тех, кого волнует, как защитить кабель от истирания при волочении.
Электрохимическая очистка предполагает осуществление травления электролитического типа. Технология делится на катодные и анодные разновидности. Эффективность и безопасность второго варианта выше. В данном случае роль анода играет очищаемая заготовка. Катодом становится медь, железо либо свинец.
Катодное травление представляет большую опасность в связи с тем, что при нём происходит активное выделение водорода в атмосферу. Отрыв окалины практически не контролируется. Из-за этого формируется так называемая «травильная хрупкость». Конструкция своих первоначальных свойств не меняет.
Заготовку надо тщательно промыть после того, как с неё удалили окалину, используя химический метод. Иначе конструкция не избавится от проблемных элементов:
- солей железа;
- грязи;
- шламов;
- остатков травильных элементов;
- раствора кислоты.
Эти компоненты просто засохнут, если не провести обработку сразу после завершения операции. Сначала конструкцию промывают в холодной воде, потом переходят к давлению в холодной. Величина давления с отжигом – примерно 700 Па.
Видео: волочение проволоки в Германии.
Удаление окалины механическим путём и волочение
В настоящее время запущено большое количество линий, которые относятся к комбинированной разновидности. В частности, производители совмещают устройства удаления окалины с волочильными станами. Есть и другие варианты комбинирования. Смазка для волочения помогает при любом из них.
Такое решение и использование методики даёт владельцам сразу несколько преимуществ:
- Нет необходимости совершать дополнительные операции.
- Все действия совершаются в одном месте.
- Катанка легко транспортируется в волочильное производство.
Стандартные и старые линии волочения трудно совместить с травильными станками из-за серьёзных габаритов. Но современные технологии позволили снять ограничение при расчете.
Объединение агрегатов имеет и другие положительные стороны:
- Сокращение персонала, требуемого для выполнения операций.
- Сокращение расходов, связанных с процессом.
- Удаление окалины механическими способами стоит дешевле, если сравнить с применением оборудования для химических процессов.
- Травильный агрегат не даёт отходов, что позволяет сохранить безопасность при любых условиях. Рассчитать итоговые свойства становится проще.
Некоторые предприятия используют так называемое многониточное волочение медной проволоки. Но с увеличением количества ниток падает скорость производства. Это связана с тем, что приходится тратить больше времени на ликвидацию последствий после выполнения каждой операции.
Многониточные станки требуют использования тщательного подхода при подготовке основания, проволочную конструкцию надо защищать. Необходимо грамотно подобрать так называемую технологическую смазку, средства охлаждения.
metmastanki.ru
Волочение – это… Что такое Волочение?
ВОЛОЧЕНИЕ — ВОЛОЧЕНИЕ, способ обработки металла давлением, при котором заготовка, полученная прокаткой или прессованием, для уменьшения размеров сечения протягивается через отверстие канал волоки (фильеры) с плавно уменьшающимся сечением. Волочение возникло… … Современная энциклопедия
Волочение — вид обработки металла давлением, когда металл протягивается через ряд постепенно уменьшающихся отверстий в пластинах их твердой стали (волочильных досках). См. также: Обработка металлов давлением Финансовый словарь Финам … Финансовый словарь
волочение — тяга, вытягивание, протягивание, прокатка; калибрование Словарь русских синонимов. волочение сущ., кол во синонимов: 4 • вытягивание (26) • … Словарь синонимов
Волочение — ВОЛОЧЕНИЕ, способ обработки металла давлением, при котором заготовка, полученная прокаткой или прессованием, для уменьшения размеров сечения протягивается через отверстие канал волоки (фильеры) с плавно уменьшающимся сечением. Волочение возникло… … Иллюстрированный энциклопедический словарь
ВОЛОЧЕНИЕ — протягивание катаных или прессованных металлических заготовок круглого или фасонного профиля (главным образом прутков, катанки, труб) через отверстие волоки для уменьшения их поперечного сечения или придания им более точных размеров и гладкой… … Большой Энциклопедический словарь
ВОЛОЧЕНИЕ — ВОЛОЧЕНИЕ, волочения, мн. нет, ср. 1. Действие по гл. волочить. 2. Изготовление проволоки посредством протягивания металла через ряд суживающихся отверстий (тех.). Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
волочение — ВОЛОЧИТЬ, очу, очишь и очишь; окший; несов., кого что. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
волочение — Пластич. деформация металла, заключающ. в протягивании заготовки через отверстие волоки, размеры к рого меньше размеров поперечного сечения заготовки. Различают в.: черновое (заготовительное) и чистовое (заключит. операция для придания готовому… … Справочник технического переводчика
ВОЛОЧЕНИЕ — протягивание без нагрева металлических заготовок (из стали или цветных металлов) круглого и фасонного профиля за один или нескольких переходов через ряд постепенно уменьшающихся отверстий (фильер) из твёрдых сплавов. Площадь выходного сечения… … Большая политехническая энциклопедия
Волочение — Эту статью следует викифицировать. Пожалуйста, оформите её согласно правилам оформления статей … Википедия
Волочение — [drawing] пластическая деформация металла, заключающаяся в протягивании заготовки через отверстие волоки, размеры которого меньше размеров поперечного сечения заготовки. Различают волочение: черновое (заготовительное) и чистовое (заключительная… … Энциклопедический словарь по металлургии
dic.academic.ru
Реферат: Методы волочения металлов
Волочением называется способ обработки металла давлением, при котором обрабатываемый металл в виде полосы с одинаковым поперечным сечением вводится в канал волочильного инструмента и протягивается (проволакивается) через него. Этот канал имеет поперечные сечения, одинаковые по своей форме или близкие к форме поперечного сечения протягиваемого металла, но плавно уменьшающиеся от места входа металла в инструмент к месту его выхода. Выходное сечение канала всегда меньше поперечного сечения протягиваемой полосы. Поэтому последняя, проходя через волоку, деформируется и изменяет свое поперечное сечение, принимая после выхода из волоки форму и размеры наименьшего сечения канала. Длина полосы при этом увеличивается прямо пропорционально уменьшению поперечного сечения. Перед волочением на специальном станке заостряют передний конец полосы, предназначенной для обработки, с таким расчетом, чтобы конец легко входил в волоку и частично выходил с ее противоположной стороны. Этот конец захватывают специальным механизмом и протягивают.
Схемы основных методов волочения показаны на рисунке. Чтобы уменьшить внешнее трение, между поверхностями протягиваемого металла и волочильного канала вводят смазку. Это уменьшает расход энергии на волочение, способствует получению гладкой поверхности у протягиваемого металла, сильно уменьшает износ самого канала и позволяет осуществлять процесс с повышенными степенями деформации.
Для уменьшения внешнего трения и повышения стойкости канала часто применяют метод волочения с противонатяжением. Сущность его заключается в следующем. К протягиваемому металлу со стороны входа его в волоку прикладывают силу, направленную в сторону, противоположную движению металла, и потому называемую противонатяжением. От этого в полосе еще до ее входа в волочильный канал в осевом направлении создаются растягивающие напряжения. Они вызывают, как это будет доказано далее, уменьшение давления металла на стенки канала, что, естественно, увеличивает стойкость последнего. Этот
метод имеет и некоторые недостатки, отмеченные далее, и потому не всегда применятся.
В большинстве случаев металл, обрабатываемый волочением, предварительно не нагревают: он входит в волочильный канал при комнатной температуре, а образующееся в канале тепло деформации и внешнего трения отводят, непрерывно омывая волоки охлаждающей эмульсией, водой, или окружающим воздухом. При таком холодном волочении с надлежащей смазкой и инструментом протянутый металл имеет гладкую блестящую поверхность и достаточно точные размеры поперечного сечения.
В некоторых специальных случаях, когда деформируемый металл обладает недостаточной пластичностью, при комнатной температуре или высоким сопротивлением деформированию, волочение ведут в предварительно нагретом состоянии. Например, при волочении цинковой проволоки для увеличения пластичности заготовки ее предварительно подогревают до 80—90°, погружая моток в нагретую воду. В очаге деформации температура проволоки доходит до 120—150°, т. е. до температуры, при которой образуется максимальное количество систем скольжения.
При волочении вольфрама и молибдена, имеющих при комнатной температуре особо высокую сопротивляемость пластическому деформированию, их предварительно нагревают до 700—800°, пропуская протягиваемый металл через нагревательную камеру, установленную перед волокой.
В настоящее время намечается применение процесса горячего волочения при протяжке профилей сложных форм и для уменьшения сопротивления деформированию в тех случаях, когда это допускается требованиями к поверхности, механическим свойствам и точности размеров поперечного сечения.
Из приведенных схем волочения следует, что все они обладают тремя следующими, отличающими их от прочих видов обработки металлов давлением признаками:
а) линейные размеры поперечных сечений протягиваемого металла могут уменьшаться до заданных величин во всех направлениях одновременно;
б) возможность получить не изменяющийся по длине полосы как сплошной, так и полый профили почти любой формы и таких чиненных размеров его поперечного сечения, какие позволяет техника изготовления волочильных каналов,
в) величина деформации за один пропуск ограничивается максимально допустимым напряжением растяжения, возникающим в поперечном сечении протягиваемого металла у выхода из очага деформации.
Естественно, что это не ограничивает величины суммарной деформации между отжигами, которой может быть подвергнут металл, обрабатываемый волочением Путем ряда последовательных протяжек можно получить суммарную деформацию любой величины, в зависимости от пластических свойств протягиваемого металла
Волочение применяется
1. Для производства профилей большой длины, но сравнительно малых и очень малых сечений различных форм с отношением ширины к толщине поперечного сечения, не превышающим примерно 12. Такое изделие называется проволокой.
Вследствие большой длины проволоку либо свертывают в мотки, либо наматывают на катушки Волочением можно получить проволоку диаметром до 6—8 мм. Для дальнейшего уточнения приходится применять процессы, не требующие волок, например процесс равномерного растяжения, рассмотренный в конце настоящей главы, процесс электролитического растворения периферийных слоев.
2 Для производства профилей средних и больших сечений разных форм с отношением ширины к толщине поперечного сечения, не превышающим примерно 20, а также и в том случае, когда требуется получить сечение с минимально возможными отклонениями от заданных размеров или чистую и гладкую поверхность Такие профили обычно протягивают до небольшой длины (5—6 м) и не смешивают
3 Для производства полых профилей (труб) разных форм и сечений и, особенно, тонкостенных Волочением получают трубки диаметром до 0,5 мм, а иногда и тоньше.
Процесс волочения принято характеризовать следующими основными показателями:
а) вытяжка;
б) коэффициент уменьшения сечения;
в) относительное обжатие,
г) относительное удлинение;
д) съем и
е) коэффициент съема.
Каждый из этих показателей в разных математических выражениях, приведенных в табл., связывает поперечные сечения деформируемою металла до и после процесса и этим до некоторой степени характеризует степень деформации в рассматриваемом процессе Поэтому все перечисленные показатели связаны между собой точными геометрическими соотношениями, основанными на законе практического постоянства объема при пластических деформациях, также указанными в табл.. В практических расчетах часто применяют показатель 5 — «относительное обжатие», представляющих собой, как это указано в табл., отношение уменьшения поперечного сечения протягиваемого металла к начальному поперечному сечению (до протяжки). Применение этого показателя при волочении, а также и при других процессах обработки металлов давлением, перенесенное из теории упругих деформаций, нельзя считать достаточно теоретически обоснованным
Если мысленно разделить любой процесс волочения на несколько этапов и соответственно разделить на части полное уменьшение поперечного сечения протягиваемой полосы за рассматриваемый процесс, то становится очевидной необоснованность определения степени деформации конечного и любого промежуточного этапа процесса путем отнесения уменьшения сечения полосы на этом участке к начальному сечению первого этапа, а не к начальному сечению рассматриваемого этапа. Иначе говоря, если начальные сечения каждого из этапов обозначить через 5Н ; 5г, , то степень деформации m-го этапа логичнее
определить по отношениючем по отношению-
Между тем, применяя показатель «обжатия» для всего процесса
в виде выражениястепень деформации на каждом этапе
учитывают по второму, менее обоснованному отношению. При этом получаются заниженные результаты как для каждого участка, так и общей степени деформации, потому что
Необоснованность применения показателя «обжатия» становится особенно заметной при сравнении больших пластических деформаций Пусть для примера сравниваются процессы с обжатиями в 98 и 99% На первый взгляд может показаться, что эти процессы по степени деформации почти одинаковы (отличаются всего на 1 %). Между тем, если определить вытяжку для обоих процессов по формуле, приведенной в табл. , станет
очевидным, что вытяжка при втором процессе вдвое больше, чем при первом, так как:
Поэтому обе рассматриваемые степени деформации считать близкими нельзя.
Если сравнить обжатия еще большей величины, то разрывы полечатся еще более заметные.
Рассуждая так же, можно считать недостаточно обоснованным и применение показателя «съем»являющегося аналогом показателя «обжатие» и показателя «удлинение», который в отличие от показателя 5 дает завышение степени деформации Только в области упругих деформаций металлов, имеющих, как известно, весьма небольшие относительные значения, в итоге практически получаются одни и те же величины, независимо от того, отнесена разность сечений к начальному или конечному сечению.
В связи с изложенным, важное значение в расчетах имеет так называемый интегральный показатель степени деформации, равный, численные значения которого находятся между соответствующими значениями 5 и > числовые связи
в.
Этот показатель часто называютпоказателем «истинной» относительной деформации потому, что он является суммой бесконечно малых деформаций, претерпеваемых рассматриваемым элементом и составляющих его конечную относительную деформацию При этом за начальные и конечные размеры для каждой промежуточной деформации принимаются те размеры, которые имеет элемент до и после каждой рассматриваемой бесконечно малой деформации, а не размеры до и после рассматриваемой конечной деформации. Интересно отметить, что интегральные показатели, соответствующие обжатиям 98 и 99%, сравнивавшиеся ранее, равны соответственно 3,9 и 4,6, т. е. заметно отличаются друг от друга и этим создают более правильные представления о степенях деформаций в подобных процессах. Важным расчетным свойством интегрального показателя является его «аддитивность», т. е возможность суммирования показателей и следующих друг за другом переходов Таким свойством показатели и не обладают . Более подробно об этом показателе. Однако то, что в теории пластических деформаций продолжают применять показателии объясняется, с одной стороны, переходом из теории упругих деформаций, а с другой — простотой определений.
Следует, однако, иметь в виду, что все перечисленные показатели степени деформации полностью не отражают деформированного состояния обрабатываемого металла. В волочении, как и во всяком техническом процессе обработки металлов давлением, удлинение (или укорочение) отдельных элементов обрабатываемого объема в общем случае, помимо основных, или «чистых» сдвигов, сопровождается так называемыми дополнительными или «простыми» сдвигами.
Только при удлинениях или укорочениях, протекающих в направлениях главных деформаций 2, дополнительные сдвиги отсутствуют.
В главе II показано, что даже в самом простом процессе волочения круглого сплошного профиля из сплошной круглой заготовки удлиняются в направлении этой оси без дополнительных сдвигов только бесконечно малые элементы деформируемого объема, которые расположены на оси волочильного канала, т. е., что направления их главных осей деформации совпадают с направлением оси канала. У всех же остальных бесконечно малых элементов деформируемого объема направления главных осей деформации не совпадают с направлением оси волочильного канала и поэтому удлинения элементов в направлении оси канала сопровождаются дополнительными сдвиговыми деформациями. Величины этих деформаций зависят от формы волочильного канала и других условий процесса. Можно совершенно точно доказать, что удлинения всех элементов, не расположенных на оси канала, в направлениях их главных осей деформации будут больше соответствующих удлинений элементов, расположенных на оси канала.
Поэтому следует иметь в виду, что приведенные ранее показатели степени деформации отражают лишь удлинения в направлении оси канала, не учитывают дополнительных сдвигов, возникающих во всех слоях в направлении этой оси, и являются заниженными по сравнению со средними значениями действительны4; деформаций удлинения. Это подтверждается тем, что металл, протянутый через волоку, при прочих возможных равных условиях, более упрочнен, чем металл, деформированный растяжением. Но все же рассматриваемые показатели считаются основными потому, что при заданных условиях процесса они определяют и дополнительные деформации.
Скорость волочения, под которой обычно понимают скорость движения металла после выхода его из волоки, колеблется в очень больших пределах: от 2 до 3000 м/мин (50 м/сек), Скорости волочения зависят от большого количества самых разнообразных факторов, влияние которых будет подробно разобрано дальше. В основном можно считать, что полосы больших сечений подвергают волочению с меньшими скоростями, чем полосы малых сечений.
Твердые и малопластичные сплавы (например, легированная сталь, нихром, бронза, вольфрам и т. п.), а также малопрочные металлы (например, свинец), протягивают с малыми скоростями. Наибольшие скорости применяют при волочении медной проволоки.
Волочение можно вести либо через одну волоку, либо при помощи специальных устройств одновременно через несколько волок. В первом случае волочение называется однократным, во втором — многократным. Соответственно этому различают две основные группы волочильных машин— однократного и многократного волочения. Принципиальные схемы многократных машин описаны далее.
Уменьшить диаметр круглого сплошного профиля можно и простым растяжением. Такой метод основан па известном из теории пластической деформации свойстве всякого круглого образца, сделанного из металла, у которого предел текучести меньше истинного напряжения разрыва, под действием приложенных сил сравнительно равномерно растягиваться с соответствующим уменьшением диаметра и сохранением формы поперечного сечения (круга). Чем больше разность между пределом текучести металла до растяжения и напряжением разрыва, тем большее равномерное пиление может показать образец до образования шейки. Таким способом можно, например, медную отожженную проволоку удлинить примерно на 15% и соответственно уменьшить площадь ее поперечного сечения и диаметр, не применяя “никакой волоки. Советскими исследователями М. И. Бойко и Н. И. Куклиным предложен метод непрерывного растяжения проволоки, названный ими «бесфильерным волочением».
Основными недостатками этого метода нагружения, препятствующими его массовому применению, являются: понижение пластичности обрабатываемого металла и необходимость после каждого сравнительно небольшого растяжения подвергать обрабатываемый металл отжигу.
При обычном методе волочения частые отжиги не являются необходимыми; так, например, медь можно протягивать без отжига с суммарной деформацией, доходящей до 99% (20—25 переходов). Однако, если отсутствуют волоки или имеются другие препятствия применению обычного метода волочения, «бесфильерное волочение» может дать надлежащие технические результаты. Следует отметить явление «самоогранения» тончайших проволок при таком растяжении, замеченное и описанное П. Д. Новокрещеновым. Сущность этого явления заключается в том, что круглое до растяжения поперечное сечение проволоки после достаточного растяжения вследствие организованных поворотов кристаллов становится квадратным (Си, Си + 2п, А1, 5г) или шестигранным (2п, Мg) в соответствии с характером решетки металла.
www.referatmix.ru