Вольтодобавка для сварки своими руками – . ,
alexxlab | 01.01.2017 | 0 | Вопросы и ответы
| индустрия » Электротехника » Сварочные аппараты » Сварочный трансформатор Дроссель сварочного трансформатора является устройством позволяющим регулировать величину сварочного тока. Устройство представляет собой стержневой
Дроссель сварочного трансформатора включается последовательно во вторичную цепь. Поскольку образование сварочной дуги между электродом и свариваемым металлом требует определенного напряжения при выбранной силе тока, то дроссель, создавая смещение зависимости тока и напряжения, способствует возникновению дуги и стабильности ее горения. Электрическая часть дросселя состоит из обмоток выполненных одним проводом на двух стержнях одного замкнутого магнитопровода. Один конец обмотки подсоединяется к проводу вторичной обмотки трансформатора, а второй идет на сварочный электрод. Прохождение переменного тока по обмотке дросселя вызывает магнитный поток в магнитопроводе направленный вдоль сердечника, имеющего воздушный зазор (разрыв стержня). Воздушный зазор создает сопротивление магнитному потоку за счет рассеивания. Сопротивление возрастает с увеличением зазора. Магнитный поток индуцирует в обмотке ЭДС, которая направлена навстречу тока в обмотке, что создает дополнительное индуктивное сопротивление сварочному току. Таким образом, минимальный воздушный зазор будет соответствовать максимальному магнитному потоку и максимальному индуктивному сопротивлению, что даст на выходе минимальный ток сварки. Увеличение зазора повышает сварочный ток за счет уменьшения значения индуктивного сопротивления. Винтовой привод дросселя приводит в движение подвижный сегмент магнитопровода и позволяет вручную регулировать сварочный ток, что определяет скорость сварки. Второе назначение дросселя определяется его высокой индуктивностью. Вольтамперная характеристика для процесса сварки должна носит падающий характер. Такое возможно при наличии высокого сопротивления цепи. Индуктивное сопротивление дросселя, как раз обеспечивает необходимую падающую характеристику сварочному устройству. Индуктивности самого трансформатора недостаточно для обеспечения необходимых параметров падающей характеристики. Дросселя используются не только в трансформаторах для ручной дуговой сварки, но и для полуавтоматической в среде углекислого газа. Читайте также |














 Как сделать сварочный полуавтомат самому Делаем дроссель с вольтодобавкой Vol 3.0 УСТРОЙСТВЕМОНТ СВАРОЧНОГО ИНВЕРТОРА
Как сделать сварочный полуавтомат самому Делаем дроссель с вольтодобавкой Vol 3.0 УСТРОЙСТВЕМОНТ СВАРОЧНОГО ИНВЕРТОРА  Типы сварочных аппаратов и их выбор
Типы сварочных аппаратов и их выбор 



www.samsvar.ru
Вариант сварочного аппарата с вольтодобавкой CAVR.ru
Рассказать в:Вариант сварочного аппарата с”вольтодобавкой”
С. КОНДРАТЬЕВ, г. Тайшет Иркутской обл.
В дополнение к статье Л. Степанова “Вольтодобавка” в сварочном аппарате”, опубликованной в “Радио”, 2004, № 6, с. 40, предлагаю свой способ получения напряжения поджигания дуги. По этому способу собран не один десяток сварочных трансформаторов, работающих уже несколько лет.
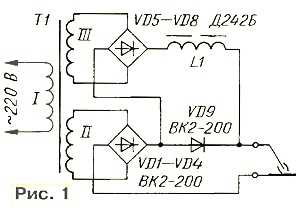
Схема аппарата показана на рис. 1. Для получения напряжения поджигания дуги в пределах 65…70 В служат обмотки III и IV. Каждая из них рассчитана на это напряжение. Обмотки соединены последовательно и питают добавочный двуполупериодный выпрямитель на диодах VD1. VD4, дающий постоянное напряжение 65…70 В. Обмотка II с отводом от середины — основная и рассчитана на напряжение 72 В. Диоды VD2, VD3 образуют основной двуполупериодный выпрямитель с выходным напряжением 36 В.
В режиме холостого хода диоды VD2, VD3 закрыты поджигающим напряжением. В момент возникновения дуги напряжение на выходе добавочного выпрямителя уменьшается, диоды VD2, VD3 открываются и в работу вступает основная обмотка II. Поджигающие обмотки в дальнейшей работе практически не участвуют. Напряжение на них при работе уменьшается, они перегружаются в меньшей степени, чем в аппарате Л. Степанова, где для
открывания переключательного диода напряжение на нем должно упасть ниже вольта, что для обмотки “вольтодо-бавки” является режимом, близким к замыканию.
Ш-образного магнитопровода сварочного трансформатора Т1 Обмотка II размещена на среднем стержне и рассчитана на ток 80 90 А, так как каждая ее половина работает половину периода напряжения сети. Обмотки III и IV рассчитаны на ток 10 А. Диоды VD1, VD2 и VD3, VD4 устанавливают попарно на двух стандартных теплоотводах (например, серийных 0171-80). Тепло-отводы соединяют между собой перемычкой или резьбовыми шпильками для обеспечения надежного низкоом-ного электрического контакта. Все диоды можно установить и на одном теп-лоотводе.

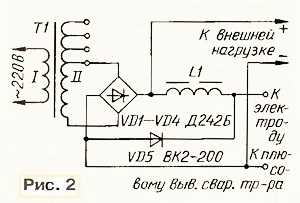
Еще один вариант сварочного аппарата (см. схему на рис. 2), являю-
щийся модернизацией предыдущего, может быть использован также и для запуска двигателей автомобилей двенадцати- и двадцатичетырехвольтной системой электрооборудования. Здесь применен мостовой выпрямитель для сварки и двуполупериодный со средней точкой для запуска двигателей. Поджигающие обмотки такие же, как и в предыдущем варианте. Обмотка II рассчитана на напряжение 48 В с тремя отводами через 12 В.
Для запуска двигателей автомобилей с двенадцативольтной батареей аккумуляторов используют напряжение между зажимами “О” (средняя точка обмотки II) и”-” При этом работают диоды VD3, VD4 и секции II.2, II.3. Для запуска двадцатичетырехвольтных автомобилей используют напряжение между зажимами “О” и “+”. Работают диоды VD2, VD4 и вся обмотка II.
При сварке положительный полупериод тока протекает через диод VD2, секции 11.1, II.2, ИЗ, диод VD4, а отрицательный — через диод VD5, секции и II.4, II.3, II.2, диод VD3. В итоге формируется напряжение 36 В.
Обмотка II рассчитана на ток 160 А. Мощные диоды устанавливают каждый на отдельный стандартный теплоот-вод. Диоды VD1 и VD6 монтируют на отдельных пластинчатых теплоотводах. Теплоотводы диодов VD3 и VD4 соединяют перемычками или стяжными шпильками.
Зажимы в виде латунных болтов М10 или М12 с гайками монтируют на толстой пластине из гетинакса или текстолита и снабжают крупными и четкими надписями для безошибочного подключения. Для формирования “падающей” характеристики применяют балластные резисторы (на схемах не показанные).
В устройстве можно использовать любые диоды на ток 160…200 А. Для диодов поджигающей цепи подойдут любые диоды на ток 10…25 А и обратное напряжение не менее 100 В.
От редакции. Режим работы поджигающего выпрямителя можно облегчить включением последовательно с каждым его диодом резисторе сопротивлением 50… 100 Ом на соответствующую мощность.
Редактор—Л. Ломают, графика — Л. Ломакин
Раздел: [Конструкции простой сложности]
Сохрани статью в:
Оставь свой комментарий или вопрос:
www.cavr.ru
Дроссель для сварки на инверторе или полуавтомате, сделанный своими руками
Дроссель — промышленное название такого электротехнического элемента, как катушка индуктивности. Это приспособление имеет широкий спектр применения, в частности, мощный дроссель можно использовать для улучшения рабочих характеристик полуавтомата или инвертора для сварки.
Принцип работы
Основное свойство катушки индуктивности, представляющей собой магнитопровод, намотанный с соблюдением определенных условий вокруг ферромагнитного сердечника, – это стабилизация силы тока по времени.
Проще говоря, напряжение, приложенное к катушке, вызывает плавное нарастание силы тока на выходе. Изменение полярности приводит к такому же плавному уменьшению силы тока.

Главным фактором является то условие, что ток, проходящий по дросселю, не может резко возрастать или снижаться. Именно это и определяет ценность использования дросселя для сварки — компенсация сопротивления позволяет избежать резких скачков по амперажу.
Это позволяет подстраховаться от случайного прожига свариваемых заготовок, уменьшить разбрызгивание плавящегося металла и точно подобрать параметры тока для сварки по заданной толщине металла. Шансы получить хороший шов с применением дросселя для сварки значительно выше.
Параметр, определяющий коэффициент изменения по току — индуктивность. Измеряется она в Гн (генри) — за 1 секунду при напряжении в 1 В через дроссель с индуктивностью в 1 Гн может пройти только 1 А.
Число витков на катушке напрямую влияет на величину индуктивности. Она прямо пропорциональна количеству витков, возведенному в квадрат. Но если надо изготовить сварочный дроссель своими руками, то высчитывать точное число витков не обязательно.
Так как параметры сварочных аппаратов бытового назначения в большинстве своем стандартны и общеизвестны, сварщику для изготовления дросселя собственноручно достаточно будет воспользоваться приведенной ниже инструкцией.
Предназначение
 В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения.
В инверторе для сварки дроссель необходим, чтобы создать на электроде электрическую дугу. Поджиг происходит при достижении определенного уровня напряжения.
Сварочный дроссель увеличивает сопротивление, что смещает фазы между током и напряжением и позволяет производить более плавный поджиг. Сам по себе этот факт часто позволяет избежать прожигания заготовки, особенно если сварке подвергаются детали из тонкого листового металла.
Плавное изменение силы тока позволяет не испортить заготовку резкой подачей завышенной мощности, оптимально установить температуру дуги и, соответственно, не допустить разбрызгивания металла при сохранении нужной глубины обработки.
Другое ценное его свойство — это частичная защита от нестабильного напряжения в сети.
Дроссель для сварочного инвертора существенно облегчает поджиг электрода, который должен загораться при более высоком напряжении, чем выдает инвертор.
Примером может служить электрод MP-3, вольтаж для возгорания которого должен составлять 70 В. Выходной дроссель для сварки может существенно облегчить работу с этим электродом для инвертора, который выдает всего 48 В в режиме холостого хода.
Это происходит благодаря явлению самоиндукции. Устройство индуцирует ЭДС (электродвижущую силу), которая вызывает пробой воздуха и вспыхивание сварочной дуги, стоит только поднести присадку на расстояние в несколько миллиметров от поверхности металла.
Дроссель для сварки подключается ко вторичной обмотке трансформатора в аппарате. Его можно использовать в аппаратах любого типа — как в самодельных, так и заводского изготовления, работающих по любому принципу — инверторных, с понижающим трансформатором и тому подобное.
Материалы для изготовления
 Дроссель для дооборудования полуавтомата либо инвертора можно собрать своими руками, используя конструктивные элементы из старой техники — ламповых телевизоров, уличных фонарей старой конструкции и других устройств, в которых имеется трансформатор.
Дроссель для дооборудования полуавтомата либо инвертора можно собрать своими руками, используя конструктивные элементы из старой техники — ламповых телевизоров, уличных фонарей старой конструкции и других устройств, в которых имеется трансформатор.
Конструктивно он представляет собой сердечник из материала, проводящего магнитное поле, но не проводящего электрический ток либо надежно заизолированного, и трех слоев обмоток, разделенных диэлектриком.
В качестве основы для сердечника подойдет либо специальный материал — феррит, обладающий данными свойствами, либо ярмо (подкова) от старого трансформатора. Намотка устройства ля сварки делается алюминиевым или медным проводом сечением 20-40 мм.
Если используется алюминий, то сечение провода должно быть не менее 36 мм, медный провод может быть тоньше. Подойдет плоская медная шина сечением 8 мм.
Габариты сердечника должны позволять намотку примерно 30 витков шины данного сечения, с учетом прокладок-диэлектриков. Рекомендуется сердечник от повышающего трансформатора советского телевизора ТСА 270-1.
Последовательность действий
Когда необходимые инструменты и материалы подготовлены, можно приступать к изготовлению дросселя для сварки. Алгоритм действий такой:
- разобрать трансформатор, очистить катушки от следов старых обмоток;
- изготовить из стеклоткани, картона, пропитанного бакелитовым лаком, либо иных подходящих диэлектриков прокладки, которые в дальнейшем будут играть роль индуктивного (воздушного) зазора. Их можно просто приклеить к соответствующим поверхностям катушек. Толщина прокладки должна составлять 0,8-1,0 мм;
- произвести намотку на каждую катушку толстого медного или алюминиевого провода. Ориентироваться стоит на круглый провод из алюминия с сечением 36 мм либо медный с аналогичным омическим сопротивлением. На каждую «подковку» наносится 3 слоя по 24 витка в каждом;
- между слоями проложить диэлектрический материал — стеклоткань, пропитанный бакелитовым лаком картон или другой диэлектрик. Прокладки должны быть надежными, так как дроссель такой конструкции склонен к самопробою между намотками. Если сопротивление между намотками будет ниже, чем сопротивление воздуха между электродом и присадкой, то пробой произойдет именно между намотками, и устройство ля сварки будет необратимо повреждено.
Намотку надо производить равномерно, без перехлестов, строго в одну и ту же сторону, чтобы «мостик» между катушками был с одной стороны будущего дросселя, а контакты входа и выхода с другой.
В случае ошибки перемычку можно установить и косо. Важно, чтобы ее установка превращала катушки с разным направлением обмотки в катушки с одинаковым направлением по факту.
Включение и проверка
 Дроссель для сварки подключается к системе между диодным мостом и массой — контактом, который идет на соединение со свариваемым материалом. Выход диодного моста соединяется со входом дросселя, к выходу собранной катушки индуктивности — соответственно контакт массы.
Дроссель для сварки подключается к системе между диодным мостом и массой — контактом, который идет на соединение со свариваемым материалом. Выход диодного моста соединяется со входом дросселя, к выходу собранной катушки индуктивности — соответственно контакт массы.
Всю конструкцию для сварки в сборе необходимо протестировать на кусочке металла того же химического состава и толщины, с каким в дальнейшем планируется вести большую часть сварочных работ. Показателями качества являются:
- легкий электроподжиг;
- стабильность дуги;
- относительно слабый треск;
- плавное горение без сильных брызг расплава.
Учтите, что введение этого элемента в конструкцию сварочного аппарата приводит не только к стабилизации работы, но и к некоторому падению силы тока. Если инвертор или полуавтомат начал варить хуже, то значит — упала сила тока.
Дроссель нужно отсоединить и снять несколько витков с каждой катушки. Точное количество витков в каждом конкретном случае подбирается эмпирическим путем.
svaring.com
www.newcom.cv.ua – “Вольтодобавка” в сварочном аппарате
Л. СТЕПАНОВ, г. Истра
Московской обл.
Самодельные малогабаритные сварочные аппараты с переменным сварочным током и питанием от бытовой электросети просты в изготовлении и недороги, однако работать с ними трудно — устойчивость дуги недостаточна. Улучшить работу аппарата можно, если перевести его на постоянный сварочный ток [1].
Как показывает практика, при постоянном сварочном токе для горения дуги вполне достаточно напряжения 30…40 В. Но зажечь ее по-прежнему непросто. Для маломощного сварочного аппарата — это самый тяжелый режим, так как происходит замыкание вторичной обмотки на короткое время до момента отведения электрода от детали.
Облегчить процесс зажигания дуги можно повышением напряжения холостого хода сварочного аппарата. Однако повышение этого напряжения ограничено требованиями электробезопасности — оно не должно превышать 80 В согласно ГОСТ95-77Е [2]. К тому же, как уже было сказано, оптимум по условиям горения дуги находится, наоборот, в зоне меньших значений напряжения.
Поэтому я поставил себе задачу разработать сварочный аппарат, у которого напряжение холостого хода повышено “вольтдобавкой”, а после зажигания дуги уменьшается до оптимальных 30…40 В. Схема такого аппарата показана на рис. 1.
Сварочный трансформатор Т1 с диодным выпрямителем VD1—VD4 дополнен еще одной обмоткой III, выпрямителем VD5—VD8, дросселем L1 и переключательным диодом VD9. Обмотка III намотана на отдельном каркасе и расположена рядом с катушкой, содержащей сетевую и основную обмотки I и II соответственно.
Основная вторичная обмотка II рассчитана на напряжение 30…40 В и ток 100… 120 А. Она обеспечивает рабочий сварочный ток в дуге. Дополнительная вторичная обмотка III рассчитана на напряжение 12… 14 В при токе 10 А. Она формирует напряжение “вольтдобавки”.
До момента касания электродом свариваемых деталей напряжение на нем равно сумме значений выпрямленного напряжения обеих обмоток, поскольку переключательный диод VD9 оказывается закрытым выходным напряжением моста VD5—VD8, а оба моста — включенными последовательно. Напряжение на электроде равно 42…54 В.
При касании электродом детали диод VD9 открывается, напряжение на нем уменьшается до 1,5 В, обеспечивая сварочный ток через зажженную дугу- Поскольку через диоды VD5—VD8 и дроссель L1 сварочный ток не протекает, для этого моста достаточно десятиамперных диодов, а дроссель можно намотать на любом магнитопроводе сечением 10… 12 см2. Обмотку выполняют проводом ПЭВ-2 диаметром 1,6… 1,8 мм до заполнения окна. При сборке магнитопровода необходимо предусмотреть немагнитный зазор между его частями, вложив прокладку из прессшпана толщиной 0,5…1 мм.
Вместо КД242Б можно использовать диоды Д305, Д214, КД213А, КД213В, КД2999А—КД2999В. Их надо установить на пластинчатые теплоотводы размерами 100x100x5 мм. Вместо ВК2-200 подойдут диоды Д161-250, Д161-320. Эти диоды лучше всего смонтировать на теплоотводы заводского изготовления. Здесь могут быть полезны рекомендации, данные в [2].
Конструктивно устройство “вольтдобавки” может быть выполнено и в виде приставки к бытовому сварочному аппарату, переведенному на постоянный сварочный ток. Схема такой приставки показана на рис. 2. Магнитопровод трансформатора Т1 и его сетевая обмотка — от сетевого трансформатора ТС-270, используемого в старых ламповых телевизорах цветного изображения. Вторичную обмотку на 12 В при токе до 15 А надо намотать самостоятельно. Целесообразно предусмотреть у этой обмотки выводы на 13, 14 и 15 В с тем, чтобы приставку можно было использовать и для других целей, в частности для зарядки аккумуляторных батарей.
Переключательный диод VD5 входит в состав приставки. Дроссель L1 такой же, как указано выше.
Если немного изменить схему на рис. 2, можно уменьшить число необходимых диодов, а значит, и громоздких теплоотводов для них, как показано на рис. 3.
Работа этого узла аналогична описанному выше, разница лишь в том, что роль переключательных выполняют два диода VD1, VD3 выпрямительного моста аппарата. Они открываются поочередно на половину периода сетевого напряжения, когда дуга еще не зажжена, и закрыты, когда дуга горит.
ЛИТЕРАТУРА
1. Клабуков А., Бабинцев С. Доработка сварочного аппарата. — Радио, 2002, № 4, с. 42.
2. Володин В. Сварочный трансформатор: расчет и изготовление. — Радио, 2002, № 11, с. 35, 36; № 12, с. 38, 39.
Редактор — Л. Ломакин,
графика — Л. Ломакин
Добавить комментарий
newcom.cv.ua
Как сделать (намотать) дроссель для сварочного инвертора
Электросварка широко применяется на крупных производствах и в мелких мастерских. Аппараты для соединения металлов электрической дугой тоже бывают разными по размерам и мощности. Но всех их объединяет одна возможная проблема — падение напряжения мешает розжигу дуги и ведению шва. Еще бывает трудно настроить нужную величину тока для конкретной толщины металла. Для решения всего этого используется дроссель в составе оборудования. Что это такое? Как он функционирует? Как сделать дроссель самому на свой аппарат?

Что это такое?
Дроссель для сварочного аппарата своими руками смастерить вполне возможно. Он состоит из сердечника и двух обмоток с определенным сечением, рассчитанным на работу с конкретной величиной тока. Дроссель от крупного сварочного оборудования не подойдет к маленькому агрегату, и наоборот, маленькая модель будет не эффективна на большом сварочном аппарате.
Дроссель получает и накапливает в себе ток от понижающего трансформатора, чем содействует плавному розжигу электрода. Во время ведения шва дуга горит более мягко и меньше разбрызгивается металл сварочной ванны. Если поступающее напряжение слишком велико, то дроссель берет на себя часть функции сопротивления. Это позволяет более точно настраивать аппарат и варить тонкий металл.
Преимущество самодельного дросселя
Для сварки металла различной толщины применяется несколько способов регулировки силы тока:
- Изменение расстояния между элементами трансформатора. В устройстве сварочных аппаратов имеется две обмотки, между которыми происходит электромагнитная индукция. Благодаря этому понижаются Вольты, и повышаются Амперы. Если сила тока слишком велика, для нормального ведения шва на заданной толщине материала, то обмотки разводятся между собой при помощи винта с резьбой. Это рассеивает индукцию и уменьшает силу тока. Степень регулировки зависит от длины винта и размеров корпуса аппарат. Чем шире настройки этого параметра, тем крупнее сам сварочный агрегат.
- Ступенчатая регулировка на обмотке трансформатора позволяет отсекать часть катушки, пуская ток по более коротком пути. Для уменьшения силы сварочной дуги устанавливают максимально длинный путь напряжению. Но это зависит от количества витков понижающего трансформатора.
- Сопротивление из стальной пружины с креплением клемм через определенный интервал позволяет регулировать силу тока мелкими «шагами», но имеет существенный недостаток в виде быстрого перегрева сопротивления, которое постоянно находится под ногами у сварщика.
Внедрение в схему дросселя решает все эти проблемы одновременно. Это небольшое электротехническое приспособление частично компенсирует недостающее сопротивление, поэтому нет необходимости использовать большие трансформаторы с широкими параметрами регулировки. Настройка тока происходит плавно без ступеней, а под ногами нет раскаленной пружины.
Применение
Сделанный самостоятельно дроссель хорошо взаимодействует на трансформаторах. Поскольку переменный ток отличается треском и разбрызгиванием металла, то добавление в схему этого элемента позволит варить более мягко. Особенно это чувствуется при работе на трубах отопления, где продолжает подтекать вода из системы.
Дроссель для сварочного инвертора и полуавтомата полезен и содействием быстрого розжига дуги. Например, если инвертор должен выдавать 48 V холостого хода, то при падении или скачках напряжения в сети, это значение будет еще меньше. Когда требуется варить электродом МР-3, оптимальное значение тока для которого составляет 70 V, а при 48V он зажигается с трудом, то в случае падения напряжения дугу будет возбудить очень сложно. В результате, запланированные сварочные работы придется отложить до восстановления нормального напряжения.
Дроссель, в сочетании с выпрямителем, способен производить ЭДС самоиндукции, которая пронизывает воздушное пространство и легко поджигает электрод. В случае полуавтомата это содействует легкому началу работ при малейшем поднесении к изделию подающейся из сопла проволоки.
Сочетая в себе две функции (компенсация сопротивления и стабилизация дуги) это устройство позволяет варить тонкий металл в условиях скачущего напряжения. Так, аппараты с дросселем широко используются для сварки кузовов автомобилей на СТО, или нержавеющих тонких емкостей.
Дроссель своими руками
Чтобы знать как намотать дроссель правильно, важно разобраться в его устройстве. Хотя оно простое, поэтапное точное выполнение каждой части обеспечит качественный результат. Для полуавтомата или инвертора, используемых в частном доме и на даче, подойдет дроссель, сделанный следующим образом:
- За основу берется старый трансформатор. Оптимальная модель — это повышающий элемент на ламповом телевизоре с маркировкой «ТСА 270-1». Подобные можно найти у пожилых знакомых в гараже. Размеры его внутренней части идеально подходят под сварочный аппарат для домашнего использования.
- Разборка трансформатора производится путем срезания болтов для освобождения катушек. Или можно повернуть ряд головок в верхней части устройства, и снять катушки напрямую.
- На пустые подковы необходимо установить прокладки, которые будут образовывать индуктивный зазор дросселя. Их можно изготовить из картона с толщиной листа от 0.8 до 1.0 мм. Прокладки приклеиваются на основание подковы.
- Обмотка производится мягким алюминиевым проводом с сечением 36 мм. На каждую катушку следует нанести по 24 витка. С использованием указанного сердечника от старого телевизора получится сделать три слоя по восемь витков в каждом. Между слоями необходимо выполнить качественную изоляцию бумагой и бакелитовым лаком. Это делается ввиду способности устройства к выработке ЭДС самоиндукции, которая появляется при разрыве дуги. Тогда разряд идет по пути наименьшего сопротивления и пробивает воздух, чем возобновляет горение электрода. Если наименьшее сопротивление окажется между витками обмотки, то пробой случится там, что повлечет порчу элемента.
- Наматывать провод нужно в одну сторону на каждой катушке. Благодаря одинаковому направлению получится конструкция, на которой вверху будет перемычка между отводами, соединяющая катушки, а внизу расположатся вход и выход.
- Если при наматывании была допущена ошибка, и катушки получились противоположными по направлению намотки, то выйти из положения можно установкой косой перемычки между верхним и нижним отводами по диагонали. Вторая пара отводов образует вход и выход.
- Устанавливать дроссель в цепь рекомендуется уже после диодов. Ко входу подключается кабель с диодного моста, а к выходу крепится кабель массы, подающийся на изделие.
Проверка дросселя
После сборки происходит тестирование устройства. Для этого необходимо выполнить сварку на металле, толщина которого будет применяться чаще всего в повседневной работе. Проверяется сила тока, которой должно быть достаточно для хорошего провара, но без прожогов.
Обращать внимание необходимо и на поведение сварочной дуги, ее стабильность, умеренный треск, и плавность горения без чрезмерных брызг. Легкий поджиг электрода и хорошие характеристики дуги будут показателем правильной сборки. Если сила тока значительно упала, то стоит перемотать устройство и удалить несколько витков обмотки на каждой катушке.
Внедрение дросселя в схему полуавтомата, инвертора или обычного трансформатора, облегчает работу с устройством. Накладывать швы становится более удобно, а поджиг электрода происходит плавно и стабильно. Особенно это практично в частном секторе, где скачки напряжения — привычное дело. Самодельное изготовление устройства легко выполнить придерживаясь последовательности приведенной в статье.
Поделись с друзьями
0
0
1
1
svarkalegko.com
Сварочный дроссель своими руками
Как установить дроссель для сварочного аппарата своими руками, интересует многих, кто взялся собирать сварочный аппарат своими руками или приобрел недорогую модель. Ведь выполнив небольшую доработку, можно получить хорошую технику, не уступающую дорогим образцам. Можно купить как готовый дроссель, так и изготовить его самостоятельно с минимальными финансовыми вложениями.
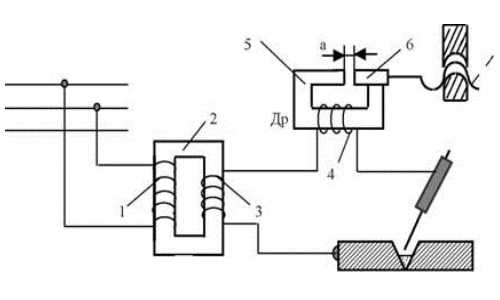
Схема сварочного аппарата переменного тока с отдельным дросселем: 1 — первичная обмотка, 2 — сердечник, 3 — вторичная обмотка, 4 — обмотка дросселя, 5 — неподвижная часть сердечника дросселя, 6 — подвижная часть сердечника дросселя, 7 — винтовая пара, Др — регулятор тока.
Преимущества дросселя для сварочного аппарата
Функцией дросселя в сварочном аппарате является регулировка силы тока, который применяется для сварки. Он компенсирует недостающее сопротивление в процессе работы. Подключение дросселя следует осуществлять ко вторичной обмотке трансформатора.
Так можно добиться смещения фаз между током и напряжением и облегчить тем самым зажигание электрической дуги в самом начале работы. Это позволит получить равномерное горение сварки и, соответственно, равномерный качественный сварной шов. Сила тока при отсутствии дросселя всегда имеет максимальные показатели, из-за чего могут возникнуть неприятные моменты в процессе сварочных работ.
Схема изготовления сварочного дросселя.
Дроссель может быть установлен в обычный сварочный аппарат, работающий с электродами, и в полуавтомат. Полуавтомат, оснащенный дросселем, позволяет сделать более качественный и глубокий сварной шов с минимальным разбрызгиванием металла. Оптимальным решением будет использование дросселя в паре с выпрямителем тока. Тогда для сварочных работ можно использовать практически все виды электродов и сварка при этом будет мягкой.
Дроссель может быть установлен и на сварочный аппарат, оснащенный понижающим трансформатором. Его необходимо подключать ко вторичной цепи трансформатора. Так, из сварочного аппарата, сделанного своими руками, можно получить полуавтомат, близкий по конструкции с дорогими заводскими моделями.
Как видно, эта деталь имеет большие преимущества. Установить дроссель можно не только на самодельный сварочный аппарат, но и на заводской образец. Данная деталь, установленная на недорогую модель сварочного аппарата, склонного к возникновению различных неполадок, способна облегчить с ним работу и выполнить ее качественно.
Вернуться к оглавлению
Материалы для самостоятельной сборки дросселя
Правильно подобрав материал, сварочный дроссель вполне можно собрать самостоятельно. Он представляет собой обычный сердечник с намотанным проводом. Для этой цели могут подойти многие неисправные электротехнические приборы. Очень часто для его изготовления используются трансформаторы от старых ламповых телевизоров, с которых можно удалить старую обмотку и намотать новую с требуемым сечением.
Схема источника питания инверторного сварочного аппарата.
Еще одним устройством, с которого можно снять дроссель, является старый уличный фонарь. Старую, пришедшую в негодность обмотку с этой детали нужно демонтировать, оставив только картонные прокладки для обеспечения зазора между основным элементом сердечника и замыкающим. В процессе намотки провода эти элементы следует установить на прежнее место.
Для изготовления дросселя подойдет любой магнитопроводящий сердечник с сечением 10 -15 см. Между его частями нужно сделать немагнитный участок, вставив изоляционную прокладку толщиной 0,5 -1 мм.
Для намотки дросселя применяется медный или алюминиевый провод.
Вернуться к оглавлению
Намотка и установка дросселя
Для намотки алюминиевого провода необходимо выбирать сечение 35-40 мм, для медного — достаточно 25 мм. Также можно производить замену провода на медную (4 на 6 мм) или алюминиевую шину с большим сечением. Так, при использовании обычного провода нужно сделать 25-40 витков, а шину нужно намотать в 3 слоя. Если вы выбрали деталь от уличного фонаря, то наматывать провод следует по всей длине одной из ее боковых сторон, пока не заполнится окно.
Перед тем как намотать провод, следует произвести изоляцию ярма. Наматывая провод, не меняйте направление. Следующий слой намотки изолируется от предыдущего хлопчатобумажной тканью, стеклотканью или картоном для изоляции, выполняется нанесение изолирующей пропитки бакелитовым лаком. Выводы при намотке должны быть маркированы.
Ступенчатая регулировка тока сварочной дуги достигается включением на выходе нагрузочного омического сопротивления, представляющего собой спираль из нихрома, через равное количество витков которой делаются отводы с хорошими контактами, выдерживающими большие нагрузки. Воздушный промежуток в сердечнике дросселя не делается. Но такой способ имеет недостаток: большой нагрев нити, порой докрасна.
Плавная регулировка тока достигается благодаря установке подвижных обмоток трансформатора.
Благодаря смене расстояния между первичной и вторичной обмотками трансформатора меняется величина магнитного потока и сопротивление во вторичной обмотке.
Особое внимание следует уделить настройке дросселя.
Настроить его можно так:
- добавив или отмотав количество витков провода;
- изменив в сердечнике размеры воздушного промежутка.
Правильно изготовленный и настроенный дроссель позволит вам работать с самодельным сварочным аппаратом не хуже, чем с дорогой импортной моделью.
expertsvarki.ru
Каталог радиолюбительских схем. “Вольтодобавка” в сварочном аппарате
Каталог радиолюбительских схем. “Вольтодобавка” в сварочном аппарате“Вольтодобавка” в сварочном аппарате
Л. СТЕПАНОВ, г. Истра Московской обл.
Самодельные малогабаритные сварочные аппараты с переменным сварочным током и питанием от бытовой электросети просты в изготовлении и недороги, однако работать с ними трудно — устойчивость дуги недостаточна. Улучшить работу аппарата можно, если перевести его на постоянный сварочный ток [1].
Как показывает практика, при постоянном сварочном токе для горения дуги вполне достаточно напряжения 30…40 В. Но зажечь ее по-прежнему не просто. Для маломощного сварочного аппарата — это самый тяжелый режим, так как происходит замыкание вторичной обмотки на короткое время до момента отведения электрода от детали.
Облегчить процесс зажигания дуги можно повышением напряжения холостого хода сварочного аппарата. Однако повышение этого напряжения ограничено требованиями электробезопасности — оно не должно превышать 80 В согласно ГОСТ95-77Е [2]. К тому же, как уже было сказано, оптимум по условиям горения дуги находится, наоборот, в зоне меньших значений напряжения.
Поэтому я поставил себе задачу разработать сварочный аппарат, у которого напряжение холостого хода повышено “вольтдобавкой”, а после зажигания дуги уменьшается до оптимальных 30…40 В. Схема такого аппарата показана на рис. 1.
Сварочный трансформатор Т1 с диодным выпрямителем VD1—VD4 дополнен еще одной обмоткой III, выпрямителем VD5—VD8, дросселем L1 и переключательным диодом VD9. Обмотка III намотана на отдельном каркасе и рас-
положена рядом с катушкой, содержащей сетевую и основную обмотки I и II соответственно.
Основная вторичная обмотка II рассчитана на напряжение 30…40 В и ток 100… 120 А. Она обеспечивает рабочий сварочный ток в дуге. Дополнительная вторичная обмотка III рассчитана на напряжение 12… 14 В при токе 10 А. Она формирует напряжение “вольтдобавки”.
До момента касания электродом свариваемых деталей напряжение на нем равно сумме значений выпрямленного напряжения обеих обмоток, поскольку переключательный диод VD9 оказывается закрытым выходным напряжением моста VD5—VD8, а оба моста — включенными последовательно. Напряжение на электроде равно 42…54 В.
При касании электродом детали диод VD9 открывается, напряжение на нем уменьшается до 1,5 В, обеспечивая сварочный ток через зажженную дугу. Поскольку через диоды VD5—VD8 и дроссель L1 сварочный ток не протекает, для этого моста достаточно десятиам-перных диодов, а дроссель можно намотать на любом магнитопроводе сечением 10… 12 см2. Обмотку выполняют проводом ПЭВ-2 диаметром 1,6… 1,8 мм до заполнения окна. При сборке магнито-провода необходимо предусмотреть немагнитный зазор между его частями, вложив прокладку из прессшпана толщиной 0,5… 1 мм.
Вместо КД242Б можно использовать диоды Д305, Д214, КД213А, КД213В, КД2999А—КД2999В. Их надо установить на пластинчатые теплоотводы размерами 100x100x5 мм. Вместо ВК2-200 подойдут диоды Д161-250, Д161-320.
Эти диоды лучше всего смонтировать на теплоотводы заводского изготовления. Здесь могут быть полезны рекомендации, данные в [2].
Конструктивно устройство “вольтдобавки” может быть выполнено и в виде приставки к бытовому сварочному аппарату, переведенному на постоянный сварочный ток. Схема такой приставки показана на рис. 2. Магнитопровод трансформатора Т1 и его сетевая обмотка — от сетевого трансформатора ТС-270, используемого в старых ламповых телевизорах цветного изображения. Вторичную обмотку на 12 В при токе до 15 А надо намотать самостоятельно. Целесообразно предусмотреть у этой обмотки выводы на 13, 14и 15Вс тем, чтобы приставку можно было использовать и для других целей, в частности для зарядки аккумуляторных батарей.
Переключательный диод VD5 входит в состав приставки. Дроссель L1 такой же, как указано выше.
Если немного изменить схему на рис. 2, можно уменьшить число необходимых диодов, а значит, и громоздких теплоотводов для них, как показано на рис. 3. Работа этого узла аналогична описанному выше, разница лишь в том, что роль переключательных выполняют два диода VD1, VD3 выпрямительного моста аппарата. Они открываются поочередно на половину периода сетевого напряжения, когда дуга еще не зажжена, и закрыты, когда дуга горит.
В заключение следует заметить, что при изготовлении сварочного аппарата целесообразно воспользоваться информацией, изложенной в [2].
ЛИТЕРАТУРА
1. Клабуков А., Бабинцев С. Доработка сварочного аппарата. — Радио, 2002, № 4, с. 42.
2. Володин В. Сварочный трансформатор: расчет и изготовление. — Радио, 2002, № 11, с. 35, 36; №12, с. 38, 39.
РАДИО № 6, 2004, с.40
irls.narod.ru