Восстановление деталей сваркой и наплавкой – 3. Ремонт деталей сваркой и наплавкой
alexxlab | 07.02.2019 | 0 | Вопросы и ответы
Восстановление деталей сваркой и наплавкой
Восстановление деталей сваркой и наплавкой
Категория:
Ремонт промышленного оборудования
Восстановление деталей сваркой и наплавкой
Сварка и наплавка широко применяются при ремонтных работах. Сваркой исправляют детали с изломами, трещинами и отколами.
Наплавка является разновидностью сварки и заключается в том, что этим способом не соединяют металлические детали или части в одно целое, а наращивают, наплавляя на основной металл присадочный материал. Наплавкой восстанавливают изношенные поверхности деталей, посадочные размеры которых затем получают механической обработкой на станках.
В ремонтном деле применяют главным образом два вида сварки: дуговую и газовую.
Дуговая сварка может осуществляться металлическим и угольным электродами. Широко применяют сварку на переменном токе (по сравнению с постоянным током) вследствие меньшего расхода электроэнергии, небольшой стоимости оборудования и простоты ухода за оборудованием. При этом применяют электроды со стабилизирующими обмазками.
Газовая сварка также широко используется в ремонтном производстве. Сущность газовой сварки стальных и чугунных деталей заключается в плавлении металла при горении ацетилена в избыточной среде кислорода, при этом развивается температура 3300 °С и выше.
Решая вопросы восстановления деталей сваркой и наплавкой, необходимо учитывать недостатки данного метода. При этом происходит нагрев, вызывающий деформация и возникновение внутренних напряжений. Для ликвидации последних приходится осуществлять термическую обработку, которая также может быть причиной деформации деталей.
Сварка и наплавка стальных деталей. Свариваемость стали зависит от ее химического состава, главным образом от содержания углерода. Большое влияние оказывают и легирующие элементы — хром, марганец, никель и др. С увеличением количества углерода и легирующих элементов в стали ее свариваемость ухудшается.
Хорошо сваривающиеся стали можно сваривать или наплавлять в оГычных производственных условиях без предварительного нагрева и баз последующей термической обработки. Это же относится и к удовлетворительно сваривающимся сталям. Однако детали из этих сталей большой толщины и большого диаметра нужно перед сваркой назреть, чтобы предотвратить образование трещин. Стали с ограничен эй и тем более с плохой свариваемостью могут давать трещины (в зоне теплового влияния в наплавленном металле), поэтому рекомендуется детали из них перед сваркой отжигать при температуре 600—650 °С, а по окончании сварки подвергать закалке и отпуску.
В ремонтной практике применяют главным образом дуговую сварку металлическими электродами.
Наплавкой восстанавливают многие детали, в том числе и вращающиеся в подшипниках скольжения цапфы валов и осей. Прежде чем приступить к наплавке, поверхность детали очищают до металлического блеска. Наплавку ведут слоями параллельно оси цапфы, причем слои наплавляют поочередно на диаметрально противоположных участках цапф, чтобы предупредить деформацию детали. Ширина наплавленного слоя не должна превышать двойной толщины электрода. Наплавив слой, зачищают его стальной щеткой. Следующий слой должен покрывать предыдущий на одну треть ширины.
Сварка и наплавка деталей из чугуна. При восстановлении чугунных деталей (а также деталей из углеродистых сталей толщиной менее мм) применяют главным образом газовую сварку. Сварочный шов получают, используя присадочный материал в виде прутков или проволоки. Чугунные отливки (детали) сваривают обычно при помощи чугунного же присадочного материала. Сварка чугуна ведется кислородно-ацетиленовым пламенем с небольшим избытком ацетилена (пламя получается восстановительное). Чтобы предохранить расплавленный металл шва от окисления, применяют флюсы.
Детали из серого чугуна можно сварить с предварительным общим нагревом, с местным подогревом или без подогрева. Сварку деталей с предварительным подогревом до 500—700 °С условно называют горячей сваркой, при подогреве до 250—450 °С— полугорячей, а без подогрева — холодной сваркой. Лучшие результаты дает горячая сварка. Детали нагревают в печах или горнах.
В ремонтной практике широко распространен способ восстановления корпусных деталей из чугуна методом сварка-пайка латунной проволокой и прутками, отлитыми из медно-цинковых оловянных сплавов. Этот способ не требует нагрева свариваемых кромок до расплавления, а лишь до температуры плавления припоя.
Ковкий чугун плохо поддается сварке. Наиболее простым способом восстановления деталей из ковкого чугуна является сварка с применением латунных электродов или электродов из монель-металла.
Для высококачественной сварки необходима соответствующая подготовка поверхности для сварки и режим охлаждения соединения деталей. Сварное соединение охлаждают медленно. Крупные детали охлаждают вместе с печью, в которой они были нагреты, мелкие помещают в сухой горячий песок или золу. При быстром охлаждении образуется твердый и хрупкий отбеленный чугун. Неравномерное охлаждение приводит к возникновению внутренних напряжений и появлению трещин.
Наплавка цветных металлов
Изношенные детали, изготовленные из меди, бронзы, латуни, алюминия и его сплавов, восстанавливают газовой наплавкой. В качестве присадочных материалов применяют стержни, близкие по составу к основному металлу.
При восстановлении размеров деталей из бронзы в качестве присадочного материала могут служить латуни Л62, Л К-62-03, ЛСЖ-1-03, которые дают плотный наплавленный металл, хорошо сопротивляющийся изнашиванию. Детали больших размеров и массой более кг предварительно подогревают горелкой или в специальных печах до 400—460 °С. После наплавки рекомендуется быстрое охлаждение на воздухе, а для бронз с высоким содержанием меди — в воде.
Детали из меди наплавляют медной проволокой. Большие детали наплавляют двумя горелками, одной из которых осуществляют подогрев, а другой ведут наплавку. Наплавленный слой можно дополнительно уплотнить проковкой в горячем состоянии.
Алюминиевые детали восстанавливают газовой наплавкой с применением флюса АФ-4А. В качестве присадки выбирают металл, близкий по составу к основному металлу.
Детали из черных металлов можно наплавлять медью, латунью, бронзой при помощи ацетилено-кислородной горелки с применением газообразных флюсов БМ-1 или БМ-2. При этом получается плотный слой цветного металла, хорошо сплавленного с основным.
Поверхность детали, подлежащую наплавке, тщательно очищают и обезжиривают, затем нагревают газовой горелкой до температуры, близкой к температуре плавления присадочного металла. При больших размерах наплавляемой поверхности наплавку нужно выполнять с предварительным нагревом.
В ряде случаев целесообразно выполнять наплавку двумя горелками, одну из которых располагают впереди (по ходу процесса наплавки) и подогревают ею металл, а второй с флюсом БМ-1 ведут наплавку. Флюс БМ-1 обеспечивает полную защиту от окисления расплавленного слоя цветного металла, что не достигается в присутствии порошковых флюсов. Поверхность металла после остывания получается ровной, блестящей и неокисленной.
Для наплавки рекомендуются латуни различных марок (например, Л62), не содержащие кремния, свинца, олова, бронзы, в частности БрКМЦЗ-0,5, дающие плотный слой при наплавке на чугун и сталь. Прочность соединения с чугуном и сталью соответствует прочности литой латуни.
Наплавка поверхностей твердыми сплавами
Для восстановления деталей и Повышения их износостойкости применяют наплавку легированными сплавами, обладающими высоким сопротивлением износу (повышение срока службы в 2—6 раз и более). При ремонте деталей часто применяют сормайт, литой твердый сплав, порошковый твердый сплав, а также электроды со специальной обмазкой, компоненты которой в процессе плавления, соединяясь с основным металлом и металлом электрода, образуют однородный износостойкий слой.
Сормайт № применяют в виде прутка диаметром от до мм. Этими сплавами ремонтируют кулачковые муфты, фиксаторы, различные упоры и др. После охлаждения наплавленную деталь обрабатывают шлифованием.
Реклама:
Читать далее:
Восстановление и упрочнение изношенных деталей электролитическими и химико-термическими способами
Статьи по теме:
pereosnastka.ru
Восстановление деталей сваркой и наплавкой
В эксплуатационных и ремонтных предприятиях сварка и наплавка нашли самое широкое применение из-за простоты, надежности и экономической целесообразности. При восстановлении изношенных и поврежденных деталей подвижного состава использование и распространение получили ацетилено-кислородная (газовая) и электродуговая сварка и наплавка. Детали подвижного состава преимущественно изготовляют из серого и ковкого чугуна, конструкционных углеродистых и легированных сталей, а также из алюминия. Основными дефектами деталей, устраняемыми при ремонте, являются трещины, износ, отколы и повреждения резьбы. Устранение дефектов требует разных приемов сварочных и наплавочных работ из-за различия свойств используемых материалов, проявляемых после воздействия высокой температуры.
Серый чугун неоднороден по составу, имеет графитовые включения, большое содержание углерода и кремния, обладает низкой пластичностью и необратимостью изменения объема при нагреве (рост чугуна). Ковкий чугуи при высокой температуре переходит в белый, при этом теряет пластичность и приобретает хрупкость, что особенно проявляется в зоне сварного шва.
Углеродистые и легированные стали под влиянием высокой температуры, сопровождающей процесс сварки, утрачивают часть своих механических свойств, так как легированные присадки от высокой температуры образуют в поверхностном слое тугоплавкие окислы; в специальных сталях происходит самозакаливание и рост внутренних напряжений, что способствует возникновению поверхностных трещин.
диаметр электрода. Ионизирующие обмазки обеспечивают устойчивое горение электрической дуги и при сварке требуют пониженного напряжения. Обмазка может готовиться непосредственно в сварочном отделении и состоять из смеси 80% мела и 20% жидкого стекла, нанесенной тонким слоем па электродную проволоку.
Качественная обмазка электродов выполняется специализированными предприятиями и содержит компоненты, легирующие наплавленный металл шва и замедляющие процесс его охлаждения. Электроды с такой обмазкой делят в зависимости от химического состава и твердости наплавленного металла па типы, а в зависимости от химического состава покрытия на марки. Наплавка представляет собой процесс нанесения слоя расплавленного присадочного металла на поверхность детали с целью восстановления ее или достижения необходимых геометрических размеров и формы. Способ наплавки зависит от материала детали, возможности достижения требуемой поверхностной твердости и обеспечения условий работы детали, величины и характера износа восстанавливаемой поверхности, последующей механической обработки и технико-экономического обоснования целесообразности выбора способа наплавки.
Наплавка включает в себя процесс подготовки детали, непосредственно наплавку и последующую механическую обработку. Для подготовки поверхности к наплавке (преимущественно посадочных мест, имеющих небольшой износ) требуется снять с поверхности слой металла в 23 мм. Это вызвано тем, что прн небольшом износе после механической обработки остается очень малый слой присадочного материала со структурно неоднородным составом н плохими механическими характеристиками. Граничный слой основного металла детали также утрачивает некоторые механические качества. Для достижения целей восстановления необходимо, чтобы поверхность восстановленной детали находилась по возможности дальше от границы соединения основного и присадочного материалов. Если предварительно снять небольшой слой с поверхности детали, после механической обработки наплавленной поверхности рабочая поверхность сопряжения будет содержать металл требуемого или допустимого качества. Наплавка ведется с перекрытием сварного валика, что обеспечивает однородность наплавленного слоя и исключает такие дефекты, как иепровары, кратеры, шлаковые включения. Наплавку цилиндрических деталей значительной длины следует вести короткими продольными швами для снижения внутренних напряжений, поворачивая детали на 180° после наложения каждого валика (для целей выравнивания деформаций). Наплавка многослойными швами нежелательна, так как в этом случае происходит сварка присадочного металла с присадочным, что ухудшает механические свойства наплавленного слоя. При электродуговой сварке может использоваться переменный и постоянный ток (прямой и обратной полярности). Наиболее высокое качество наплавленного слоя достигается при использовании постоянного тока обратной полярности (деталь плюс, электрод минус). Силу постоянного тока, необходимую для сварки, можно определить приближенно:
где d диаметр электрода, мм. После наплавки выполняется механическая обработка деталей резанием на токарных стайках, чем достигаются необходимые геометрические размеры и нужная степень шероховатости поверхности.
Так как надежность восстановительных работ способом сварки и наплавки зависит при отлаженных технологических операциях и от свойств осиовного металла детали, то необходимо знать специфические приемы выполнения этих работ. При сварке деталей из серого чугуна возникающие внутренние напряжения от высокого местного нагрева и быстрого охлаждения могут привести к возникновению трещин по шву или к отбеливанию чугуна, особенно в тонкостенных деталях. Поэтому сварку рекомендуется вести с предварительным равномерным подогревом, желательно без непосредственного воздействия пламени, и последующим медленным охлаждением. Нагрев до температуры 600650° С при ацегиленово-кислородной сварке и до 400 450° С при электродуговой и медленное охлаждение предотвращают отбеливание, образование отдельных закаленных участков и трещин. Для предотвращения остывания деталь покрывают листовым асбестом, а сварку ведут нижним швом во избежание растекания расплавленного чугуна. Газовую сварку (рис. 35) рекомендуется вестн нейтральным пламенем или с небольшим избытком ацетилена. В качестве присадочного материала используются чугунные прутки марки А с флюсом, изготовленным на основе буры или специальными электродами марки ОМЧ. При сварке серого чугуна без предварительного подогрева пользуются электродами из малоуглеродистой стали, медными электродами или электродами из монельметалла (сплав меди с никелем). При сварке деталей из ковкого чугуна для предотвращения отбеливания ее ведут при пониженной температуре. В качестве электродов используют латунные стержни марки Л и моиель-металл. Сварку алюминия и его сплавов ведут преимущественно газовым пламенем, но не исключается и применение электрической дуги. Тугоплавкость окислов, алюминия, превышающая в три раза температуру его плавления, препятствует сварке алюминия. Окислы алюминия в процессе сварки необходимо растворить, что достигается применением специальных флюсов типа АФ. В качестве присадочного металла используют алюминий того же состава, что и основной металл. Основной металл в зоне шва целесообразно предварительно нагреть до температуры 200250° С и произвести отжиг после сварки при 300350° С. При сварке деталей из легированных или термически обработанных деталей электроды выбирают применительно к марке стали деталей. Покрытия применяемых электродов содержат газон шлакообразующие легирующие вещества и раскислители. Связывающим веществом всех покрытий электродов является жидкое стекло. Качество сварки и наплавки зависит от режима, который выбирается в зависимости от размеров, конструкции и химического состава основного металла, а также от материала электрода. Режим сварки позволяет в широких пределах изменять степень участия основного и присадочного металлов в образовании сварного валика. Диаметр электрода должен соответствовать толщине ос
Повысить качество сварного шва и материала наплавки можно, применив струю углекислого газа для предотвращения доступа кислорода и азота воздуха к расплавленному металлу. Максимальный диаметр присадочного электрода при сварке в среде углекислого газа не должен превышать 3 мм. Сварка в среде углекислого газа ведется плавящимися и неплавящимися электродами. При не-плавящнхся электродах (угольных или вольфрамовых) используют присадочные прутк из проволоки.
Для получения пластичного наплавленного слоя высокого качества применяют наплавку под флюсом, что обеспечивает наиболее полную защиту расплавленного металла от кислорода и азота
воздуха (рис. 36). Наплавку под флюсом можно вести и пластинчатым электродом (рнс. 37), что технологически оправдано при большой площади наплавки и небольшой высоте слоя. Кроме того, флюс замедляет охлаждение металла и способствует удалению из расплавленного металла неметаллических частиц и газа. Наибольшее применение получили высокомарганцовистые флюсы. Широко распространена на ремонтных предприятиях наплавка вибрирующим электродом (рис. 38). Этот способ обеспечивает слабый нагрев восстанавливаемой детали и незначительную зону термического воздействия, что сохраняет почти неизменными физико-механические свойства детали. Наплавка ведется при напряжении от 12 до 22 В и токе от 80 до 300 А.
Установка содержит головку с электромагнитным вибратором и механизмом подачи присадочной проволоки. Вибрирующая головка замыкает и размыкает контур, в состав которого входит деталь и электродная проволока, создавая непрерывный контактно-дуговой процесс. Частота вибрации 50100 Гц. В зону контакта электродов подается охлаждающая жидкость для закалки наплавленного металла. Вибродуговая наплавка в принципе позволяет наращивать слой металла любой высоты. Наплавку можно вести и без охлаждающей жидкости, под флюсом и в среде защитных газов. Недостатком способа вибродуговой наплавки является образование больших остаточных напряжений, пор и мелких трещин, из-за чего не рекомендуется применять его для деталей, работающих при знакопеременных нагрузках.
Восстановление деталей пайкой
Пайка — процесс соединения деталей в твердом состоянии металлическим расплавом, образующимся из присадочного материала (припоя) непосредственно в месте пайки. Локальный подвод тепла, которым расплавляется припой и подогреваются соединяемые поверхности, производится нагретым паяльником или газовым пламенем.
При ремонте машин чаще используют легкоплавкие припои, температура плавления которых 150-450°С, и средне-плавкие (450-1100°С).
Качество пайки зависит от смачивающей способности припоя, толщины его слоя, а также от чистоты паяемых поверхностей. Чем лучше смачивающая способность, тем лучше припой заполняет стыковые участки. При этом обеспечивается и меньшая толщина слоя припоя между соединяемыми поверхностями.
В паяном соединении между основным металлом и припоем имеет место взаимное растворение металлов. В итоге усиливается химическая неоднородность металла в зоне пайки и ухудшается антикоррозийная стойкость. Влияние этого фактора тем больше, чем толще соединительный слой в паяном соединении. Меньшая химическая неоднородность обеспечивает большую прочность соединения. Поэтому пайку необходимо вести с обеспечением минимальной толщины прослойки присадочного материала, что требует правильного подбора температурного режима пайки.
Перед пайкой проводят предварительную зачистку поверхностей до металлического блеска. Однако на воздухе поверхности окисляются, а при нагреве процесс окисления усиливается. Поэтому необходима очистка от окислов соединяемых поверхностей в процессе пайки. Она достигается с помощью флюсов, которые раскисляют окислы и способствуют очистке от образующихся загрязнений.
При ремонте машин для пайки меди, латуни, бронзы и стали используют обычно бессурьмянистые оловянно-свинцовые припои ПОС 40, ПОС 30 и ПОС 10; малосурьмянистые оловянно-свинцовые — ПОССу 50-0,5, ПОССу 40-0,5, ПОССу 30-0,5 и ПОССу 25-0,5 и сурьмянистые оловянно-цинковые — ПОССу 35-2 и ПОССу 30-2. В приведенных обозначениях цифра после буквенной части указывает среднее содержание олова, а последующая за тире — содержание сурьмы 6%. Эти припои пластичны, обладают хорошей смачиваемостью, коррозийной стойкостью. Более высокую коррозионную стойкость создают припои с боль-шим содержанием олова, а лучшие пластические свойства — с большим содержанием свинца.
При пайке оловянно-свинцовистыми припоями используют флюсы на основе хлористых соединений металлов и канифоли. Большее распространение получили водные растворы хлористого цинка: 40%-ный раствор хлористого цинка; раствор хлористого цинка (10-50%) и хлористого аммония (5-10%), а также флюс- паста 15-85 и др. Они обладают высокой химической активностью.
Флюсы на основе канифоли применяют в тех соединениях, которые нельзя промыть после пайки. Остатки этих флюсов не вызывают коррозии. Часто используют канифоль и флюсы JITH- 115, ЛТН-120, ЛК-2, КС и др.
Пайку легкоплавкими припоями применяют при ремонте радиаторов, топливных баков, генераторов, электропроводов и др.
Для получения паяных соединений высокой прочности и стойкости к повышенной температуре применяют среднеплавкие припои медные, медно-цинковые и серебряно-медно-цинковые.
Медные припои марок Ml, М2, МФ1 и МФ2 хорошо смачивают поверхности, затекают в мельчайшие зазоры и дают прочные пластические соединения.
Медно-цинковые припои (латуни) марок ПМЦ-36, ПМЦ-48, ПМЦ-54, П-62 (цифры указывают процентное содержание меди) представляют собой сплавы меди и цинка. Припои ПМЦ применяются для пайки деталей, не испытывающих динамических нагрузок и вибрации ввиду недостаточной пластичности. Латуни Л-62 и Л-68 используют для пайки стали и меди, а МцН48-10, ЛК62-0.5, ЛСЖ62-06-04 — для пайки чугуна. Для пайки режущего инструмента применяют латуни ЛЖМц57-1,5-0,75, МНМц50-2.
Серебряно-медно-цинковые припои марок ПСрЮ, ПСр25, ПСр45, ПСр70 (цифры указывают процентное содержание серебра) позволяют получить соединения с высокой прочностью и пластичностью. На практике чаще применяют припои ПСр25 и ПСр45 при пайке стали, меди и ее сплавов для получения соединений с высокими механическими свойствами. Припой ПСр70 обладает высокой электропроводимостью, поэтому его используют для пайки токоведущих элементов.
Пайку среднеплавкими припоями ведут с использованием флюсов на основе буры и борной кислоты. Наиболее распространенный флюс этой группы — бура. Перед применением ее прокаливают при температуре 400-450°С. Борную кислоту, как менее активный флюс, обычно применяют в смеси с обезвоженной бурой.
Для пайки деталей из алюминиевых сплавов используют алюминиевые припои марок П590А, П755А, П550А, 34А и др. Наиболее распространен припой 34А с температурой плавления 525°С. Пайку ведут газовой горелкой с помощью флюсов марок Ф320А, Ф380А, Ф17 и других, в состав которых входят хлористый калий, хлористый литий, фтористый натрий и хлористый цинк.
Пайку среднеплавкими припоями деталей из чугуна проводят в следующей последовательности. Вначале поверхности соединяемых деталей тщательно подгоняют одну к другой и разделывают кромки под усиленные швы. Затем их подогревают до температуры 900-930 С» ацетилено-кислородным пламенем горелки, посыпают флюсом, облуживают, натирая прутком припоя (латуни), и постепенно заполняют шов. Пайку ведут окислительным пламенем. Детали при пайке нагреваются, что исключает возможность возникновения в них внутренних напряжений. Это выгодно отличает процесс пайки от сварки.
Рис. Подготовка чугунной детали при пайке латунью: S — толщина стенки.
Контакты реле-регуляторов, прерывателей припаивают серебряными или медными (медная лента Ml толщиной 0,1 мм) припоями электроконтактным способом.
infopedia.su
способы и методы восстановления, особенности, технологический процесс
Технологии сварки и наплавки позволяют эффективно восстанавливать металлические детали, обеспечивая высокую степень надежности и долговечности изделия. Это подтверждается и практикой использования данных методов при выполнении ремонтных операций в самых разных областях – от починки автомобилей до производства металлопроката. В общем объеме работ по ремонту металлических конструкций восстановление деталей сваркой и наплавкой занимает порядка 60-70%. Наиболее распространена починка стальных блоков цилиндров, моторных валов, картеров, цепных звеньев, лопаток и т. д.

Сварка и наплавка в ремонтно-восстановительных работах
Оба способа основываются на методах термического воздействия с разными параметрами работы подключаемого оборудования. Под сваркой понимается процесс формирования межатомных связей, которые могут использоваться для соединения разных элементов детали, заделки технологических зазоров и устранения мелких дефектов на поверхности. Энергетический потенциал для сварочного процесса обеспечивается за счет общего или местного нагрева заготовки.
К типовым операциям данного рода можно отнести закрепление добавочных или отломанных частей пластин, венцов и втулок. Кроме ремонта изделий с простыми геометрическими формами, возможны и более сложные восстановительные задачи, но в составе с другими технологическими операциями. Например, восстановление резьбы сваркой будет дополняться процедурами механической правки и проточки. К тому же в подобных работах следует соблюдать требования к перегревам вспомогательного инструмента наподобие плашек, которые непосредственно участвуют в коррекции резьбы.
Что касается наплавки, то этот способ подразумевает нанесение дополнительного металлического покрытия на восстанавливаемую поверхность. Новый технологический слой может быть полезен при ремонте изношенных деталей или усиления поверхности в области трения.

Применяемое оборудование
При сварочных работах обязательно используется источник тока, оснастка для удержания детали и направления дуги. Чаще применяют сварочный преобразователь, в состав которого входит двигатель с генератором постоянного тока от 70 до 800 А. Также могут задействоваться выпрямители с трансформаторами тока и пускорегулирующей установкой. Если говорить о расходниках и вспомогательных устройствах, то восстановление деталей сваркой и наплавкой выполняется с подключением удерживающих мундштуков, электродов и систем охлаждения. При наплавке также задействуют деформирующие головки с суппортами и подъемниками, допускающими возможность крепления на станках (токарных или винторезных). Для удаления лишних металлических кромок и слоев применяются специальные резцы.
Требования к подготовке детали
И при сварке, и в процессе наплавки качество выполнения операции в немалой степени будет определяться изначальным состоянием заготовки. Поверхности детали должны быть зачищены от ржавчины, окалины, грязи и жира. В ином случае повышается риск сохранения непроваров, трещин и шлаковых включений. Особое внимание следует уделить обезжириванию от заводских и консервационных масел. Эту процедуру выполняют в горячем растворе, после чего изделие омывается и сушится. Перед восстановлением деталей способом сварки рекомендуется выполнять и пескоструйную обработку, что повышает качество ремонта. Для таких задач используют методы абразивной обработки с подключением компрессорного оборудования, шлифовальных дисков и резцов. Незначительные следы коррозийного поражения можно удалить и ручными металлическими щетками.
Какие электроды используются при восстановлении?

После подготовки основного рабочего оборудования и заготовки можно приступать к выбору электродов. Подбор зависит от вида металла, характера дефекта и требований к слою наплавки. Как правило, в распространенных случаях обломов и трещин используют обычные сварочные электроды с сопротивлением разрыву порядка 4 МПа. Для работы с углеродистыми сталями рекомендуется применять расходники, стержни которых выполнены из проволоки марки Св-08 толщиной 1,5-12 мм. Не стоит игнорировать и характеристики покрытия. Высокий стабилизирующий эффект при восстановлении деталей сваркой и наплавкой обеспечит меловая обмазка электрода типа Э-34. Она будет способствовать устойчивому процессу горения дуги, что позволит сформировать плотный и ровный шов.
Также сегодня используются нестандартные электродные расходники наподобие ленточных и трубчатых порошковых элементов. Обычно они представляют собой свернутые металлические ленты толщиной до 0,8 мм, поверхность которых наполнена различными порошкообразными легирующими смесями на основе ферромарганца, сталинита и др. К таким электродам стоит обращаться, если планируется наделять ремонтируемый участок дополнительными эксплуатационными свойствами.
Ручной дуговой метод сварки и наплавки

При восстановлении поврежденных сварных швов, заделке трещин и запайке герметичных корпусов можно применять ручной метод с графитовыми, угольными или вольфрамовыми электродами. В ходе работы берется пучок стержней с обмазкой и скрепляется проволокой. Окончания необходимо предварительно сварить и вставить в подготовленный держатель. В ходе работы электроды сформируют так называемую блуждающую дугу с широким полем действия. Чем больше площадь поврежденного участка, тем крупнее должен быть пучок. Главная сложность процесса сварки таким способом заключается в необходимости подключения трехфазной сети, поскольку та же наплавка пучком из 5-6 электродов должна производиться на повышенном токе. Таким методом ремонтируют детали из легированных и низколегированных сталей средней и большой толщины.
Метод автоматической наплавки под флюсом
Автоматический процесс наплавки отличается тем, что подача электрода с перемещениями самой дуги по рабочей поверхности полностью механизируются. Флюс, в свою очередь, обеспечивает изоляцию целевой зоны от вредного воздействия кислорода. Метод задействуется для восстановления поверхностей плоских и цилиндрических деталей с глубиной износа до 15 мм. По мере увеличения размера дефекта может применяться несколько слоев наплавки, но в этом случае потребуется ожидание полимеризации каждого предыдущего пласта. Данная технология восстановления деталей сваркой и наплавкой требует подключения источников тока в виде преобразователя или выпрямителя с токарно-винторезным станком. В рабочей зоне формируется покрытие флюса толщиной 1-4 мм, после чего автоматом направляется электродная проволока с дугой. К основным достоинствам этого метода относительно ручной сварки можно отнести минимальные потери металла в результате разбрызгивания. Ручной метод дает в несколько раз больше огарков и угара.

Метод вибродуговой наплавки
В данном случае применяются плавкие электроды, которые в процессе горения дуги вибрируют с короткими замыканиями. Операции подачи и перемещения расходных материалов также автоматизированы. Несмотря на внешнюю сложность процесса, метод довольно простой и не требует применения специальной оснастки. Более того, в конечном счете можно ожидать исключения деформации детали с сохранением твердости без термической обработки. Однако есть и ограничения. Так, вибрационные способы восстановления деталей сваркой и наплавкой подходят для заготовок с диаметром не менее 8 мм или толщиной от 0,5 до 3,5 мм. Теоретически вибродуговая наплавка может выполняться в разных защитных средах с газом или флюсом, но на практике чаще задействуют жидкостную изоляцию – например, кальцинированный раствор соды.
Сварка и наплавка в газовых защитных средах
Этот метод предусматривает подготовку специального баллона со сжатой газовой смесью. Могут использоваться аргоновые и углекислотные газы, направляемые в зону сварки под высоким давлением. Задача смеси также сводится к защитной функции изоляции заготовки от негативного воздействия азота и кислорода в воздухе. Наиболее качественные соединения сваркой в газовых средах получаются при использовании вольфрамовых электродов с отдельным вводом в рабочую зону присадочных материалов. Наплавка осуществляется под постоянным током с обратной полярностью. Процесс может быть механизирован, если применяется электродная проволока, но операции с газоэлектрическими горелками обычно выполняют вручную.

Полуавтоматические способы сварки и наплавки
Оптимальный метод для работы с алюминием и различными сплавами цветмета. Благодаря гибкой настройке параметров оборудования и возможностям использования разных защитных сред оператор может получить при небольшой силе тока качественный шов на заготовке толщиной до 12 мм. Полуавтоматический метод восстановления деталей сваркой производится с помощью вольфрамовых электродов толщиной 0,8-6 мм. Напряжение при этом может варьироваться от 20 до 25 В, а сила тока укладывается в 120 А.
Альтернативная технология восстановления под давлением
Кроме термических способов сварки и наплавки, также применяется широкая группа контактных или холодных методов изменения структуры металлических заготовок. В частности, восстановление деталей сваркой под давлением осуществляется с помощью механических агрегатов с пуансонами. В процессе пластической деформации в точках контакта формируется сварное соединение с определенными параметрами. Конфигурация деформирующего эффекта будет зависеть от характеристик пуансона и техники оказания сжатия.

Заключение
На сегодняшний день не существует более действенных способов коррекции дефектов металлической структуры, чем сварка и наплавка. Другое дело, что в данных сегментах наблюдается активное развитие разных методик реализации технологии на практике. Наиболее перспективным направлением можно назвать восстановление деталей сваркой и наплавкой на автоматизированном оборудовании. Механизация выполнения ремонтных операций повышает производительность процесса, его эргономичность и уровень безопасности для сварщика. Параллельно развиваются и методы высокоточной аргонодуговой сварки с подключением газовых защитных сред. О полной автоматизации в этом направлении пока еще рано говорить, но в плане качества результата эта область является передовой.
fb.ru
Восстановление деталей погрузочных машин сваркой и наплавкой
Строительные машины и оборудование, справочник
Восстановление деталей погрузочных машин сваркой и наплавкой
Категория:
Эксплуатация и ремонт погрузочночных машин
Восстановление деталей погрузочных машин сваркой и наплавкой
Электродуговая сварка и наплавка характеризуются высокой производительностью и низкой стоимостью процесса, возможностью получения высокого качества соединения деталей и наплавленного слоя металла и поэтому имеют большое значение при ремонте машин. Наплавкой восстанавливают до 60% изношенных деталей, сваркой заделывают трещины и пробоины, соединяют и закрепляют отломанные части и дополнительные детали.
При ремонте машин применяют ручную и механизированную электродуговую сварку и наплавку, качество которых зависит от выбора электрода или электродной проволоки, режима сварки (наплавки), подготовки поверхности и от химического состава металла. Малоуглеродистые и низколегированные стали, содержащие до 0,3 % углерода, свариваются хорошо, без предварительного нагрева. Углеродистые и легированные стали относятся к удовлетворительно сваривающимся, такие детали перед сваркой желательно нагревать до температуры 150—300 °С, а после сварки подвергать высокому отпуску.
Сварка и наплавка в основном выполняются плавящимися электродами с толстой (качественной) обмазкой, в состав которой входят стабилизирующие, газо- и шлакообразующие, раскисляющие, легирующие и связующие компоненты. Стержни электродов изготовляют из углеродистых или легированных сварочных проволок (Св-08, Св-10Г2 и др.) и наплавочных (Нп-40, Нп-50, Нп-10ГЗ и др.) диаметром от 2 до 6 мм.
Марки электродов выбирают в соответствии с химическим составом восстанавливаемой детали и требованиями к прочности сварного шва или износостойкости наплавленного металла. Для сварки металлоконструкций грузоподъемных машин применяются электроды типа Э-42А-Ф марки УОНИИ-13/45, СМ-11, ОЗС-2 и другие, а при наплавке — 03H-250, ОЗН-ЗОО, ЦН-250, Т-590 и др. Высокую твердость наплавленного слоя можно получить применением трубчатых электродов марок ЭТН-1, ЭТН-2 и др.
К режимам ручной дуговой сварки и наплавки относятся вид и полярность тока, диаметр электрода, длина дуги, скорость сварки (наплавки).
Вид и полярность тока зависят от толщины и марки металла и электрода. При сварке постоянным током дуга более устойчива и получается более качественный шов. В этом случае можно регулировать распределение тепла, образующегося при горении дуги (на аноде выделяется 43 % тепла, на катоде — 37%), что позволяет, применяя обратную полярность («минус» на деталь и «плюс» на электрод), сваривать тонкостенные детали.
Диаметр электрода при сварке выбирают в зависимости от толщины свариваемых элементов, типа сварного шва и положения его в пространстве в момент сварки, а при наплавке — в зависимости от толщины наплавляемого слоя.
Длина дуги (расстояние между кондом электрода и сварочной ванной) находится в пределах 0,5—1,2 диаметра электрода и зависит от марки электрода, положения шва в пространстве. При очень короткой дуге шов плохо формируется, при чрезмерно большой уменьшается глубина провара, увеличивается разбрызгивание и образуются поры.
Подготовка деталей под сварку (рис. 78) заключается в разделке фасок стыкуемых деталей, разделке трещин, тщательной очистке деталей в зоне сварки до металлического блеска. Перед наплавкой изношенные поверхности деталей очищают металлическим песком или щеткой, удаляют нагревом до температуры 250 —300 °С остатки нефтепродуктов, стачивают старую наплавку и изношенную резьбу. При незначительном износе с поверхности детали, подлежащей наплавке, снимают слой металла 0,5—1 мм, что обеспечивает образование однородной и качественной структуры наплавленного слоя.
Рис. 78. Схема подготовки деталей под сварку
Сварку и наплавку следует вести так, чтобы не допустить или свести к минимуму искривление деталей. Для этого накладывают швы в такой последовательности, чтобы деформация от предыдущего шва ликвидировалась обратной деформацией следующего шва (рис. 79). В этом случае применяют кондукторы для сварки деталей в закрепленном состоянии и др.
Рис. 79. Способы уравновешивания напряжений при сварке:
а, б — симметричных сечений; в — несимметричных сечений
Наплавка под флюсом, характеризующаяся более высокой производительностью и стабильным качеством, является одним из наиболее распространенных способов восстановления деталей. В качестве присадочного материала используется голая проволока, а функции обмазки выполняют флюсы. Процесс ведется в автоматическом (механизированы подача электродной проволоки и перемещение дуги вдоль наплавляемой поверхности) или полуавтоматическом (перемещение дуги осуществляется вручную) режиме.
Наплавку цилиндрических поверхностей и шлицев обычно выполняют на токарно-винторезных станках (рис. 80), снабженных редуктором, понижающим частоту вращения шпинделя до 0,5—5 об/мин. На суппорте станка на диэлектрической прокладке устанавливается наплавочная головка 2 и бункер для флюса. Ток (постоянный обратной полярности) поступает на сварочную головку от преобразователя типа ПСО, ПСГ или селенового выпрямителя. Перемещение дуги осуществляется включением ходового валика, вращение детали — включением шпинделя. Наплавка шлицев производится при выключенном шпинделе.
Для наплавки наибольшее применение находят сварочные головки А-580М, ПШ-54, А-874Н. Сварочная головка, показанная на рис. 81, используется для наплавки и сварки под флюсом плоских деталей, круглых поверхностей сплошной и порошковой проволокой диаметром до б мм, ленточным электродом шириной до 120 мм.
Наплавка под флюсом широко применяется при восстановлении шеек валов и осей диаметром более 50 мм, шлицев, катков, колес, шкивов, барабанов и других деталей, имеющих износ более 1—1,5 мм на сторону.
Наплавка деталей диаметром до 50 мм затруднена из-за сте- кания металла, осыпания флюса, возможности прожога и коробления деталей.
Качество наплавленного металла зависит от марки электродной проволоки, флюса, режима наплавки и качества подготовки поверхности.
Выбор марки флюса и проволоки определяется требованиями, предъявляемыми к наплавленному слою. Детали из малоуглеродистых и низколегированных сталей наплавляют проволокой диаметром 1,2—2,5 мм марок Св-08, Св-ЮА, Нп-30, Нп-40 и др., а из легированных сталей —марок Св-18ХГСА, Нп-ЗОХГСА, порошковыми проволоками марок ПП-ЗХ2В8, ПП-Х42ВФ и др. Высокую износостойкость наплавленного слоя можно получить наплавкой проволоки Нп-2Х14.
Обычно для наплавки применяют плавящиеся марганцовистые флюсы марок АН-348А и ОСЦ-45, с помощью которых наплавляемый слой легируется марганцем, повышающим его вязкость и твердость. Наплавкой проволокой Св-08 под керамическим флюсом АНК-19 можно получить твердость наплавленной поверхности HRC 45—49.
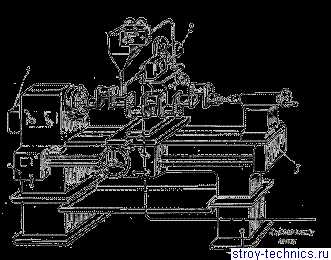
Рис. 80. Установка для автоматической наплавки под слоем флюса
Совмещение процесса наплавки под флюсом с упрочнением наплавленного слоя накатными роликами (рис. 82) повышает качество наплавленного слоя.
Режимы наплавки шеек диаметром 50—300 мм приводятся в табл. 18.
Наплавляемую поверхность и электродную проволоку необходимо перед наплавкой обезжирить, зачистить до металлического блеска, выправить погнутые детали, заварить трещины и удалить наклеп. При необходимости исправляют центровые отверстия.
Цилиндрические поверхности наплавляются по винтовой линии с перекрытием предыдущего валика на V2—V3 его ширины; перед наложением последующего валика с предыдущего удаляют шлак.
По сравнению с ручной наплавка и сварка под флюсом имеют ряд существенных преимуществ: более высокая производительность и экономичность, высокое качество и однородность наплавленного слоя. К недостаткам метода относятся: определенные трудности при восстановлении отверстий, невозможность ведения процесса непосредственно на машине (механизме).
Сварка и наплавка в среде защитных газов являются высокопроизводительным процессом, сущность которого заключается в том, что защиту расплавленного [металла от вредного действия кислорода и азота воздуха осуществляет газ (давление 0,05—0,2 МПа), вытесняющий при выходе из сопла газоэлектрической горелки воздух из зоны сварки (рис. 83). При сварке стальных и чугунных деталей обычно применяется углекислый газ (С02). Установка для сварки и наплавки деталей в среде углекислого газа показана на рис. 84.
Окисляющее действие кислорода, образующегося при сгорании углекислого газа, приводит к повышенному выгоранию элементов основного металла (углерода, марганца, кремния идр.), что ухудшает качество шва и вызывает образование пор. Для нейтрализации реакции окисления при сварке в среде углекислого газа применяются проволоки (диаметром 0,8—-2,5 мм) с повышенным содержанием марганца и кремния (Св-08Г2С, Св-12Г2С, Нп-ЮГЗ и др.).
Рис. 81. Сварочная головка А874Н
Сварка и наплавка в среде углекислого газа ведутся полуавтоматами, например А-547, постоянным током обратной поляр-
Таблица 18
Рис. 82. Схема наплавки и накатки роликами шеек вала: 1 — накатные ролики; 2 — деталь; 8 — мундштук; 4 — флюсопровод; 5 — шлако- удаляющий резец; 6 — шлаковая корка
ности при плотности тока 150—200 А/мм2. В качестве источника тока применяются сварочные преобразователи типа ПСГ и выпрямители ВС-400.
Сваркой в среде углекислого газа сваривают детали толщиной 0,6 мм в любом пространственном положении, а также непосредственно на машинах. Наплавкой восстанавливают резьбы, шлицы, вилки кардана и другие детали диаметром от 10 до 60 мм. Наплавку ведут в автоматическом режиме, для чего сварочные головки устанавливают на суппорте токарно-винторезного станка.
Рис. 83. Схема сварки в среде защитного газа: 1 — газовое сопло; 2 — плавящийся электрод; 3 — дуга; 4 — защитный газ
Сварка и наплавка в среде водяного пара нашли широкое применение в ремонтных предприятиях. В отличие от сварки в среде углекислого газа функцию защиты расплавленного металла от воздуха в этом случае выполняет водород, получаемый при распаде пара при температуре около 4000 °С. Преимущество этого метода заключается в ведении процесса без защитных средств (флюса, газа), что упрощает и удешевляет его.
Рис. 84. Схема установки для полуавтоматической наплавки в среде углекислогогаза:
1 — баллон с газом; 2 — осушитель; 3 — нагреватель; 4 редуктор; 5 — расходомер; 6 — регулятор давления газа; 7 — электромагнитный клапан; 8 — аппаратный ящик; 9 — механизм подачи проволоки; 10 — горелка; 11 — восстанавливаемая деталь; 12 — источник тока
Для наплавки в среде водяного пара применяют шланговые полуавтоматы ПШ-54, предназначенные для сварки под флюсом; вместо бункера к ним подсоединяют шланг, подводящий пар под давлением 0,02—0,03 МПа от ресивера парообразователя. Источники питания тока и сварочные проволоки применяют те же, что и при сварке в среде углекислого газа.
Наплавкой в среде водяного пара восстанавливают стальные и чугунные детали с твердостью до НВ 275—285 с износом более 1 мм на сторону (опорные катки, поддерживающие ролики, кривошипы и др.), заваривают трещины и раковины в корпусных деталях из чугуна и прочие детали.
Автоматическая вибродуговая наплавка ведется электродом, имеющим продольные колебания, создаваемые электрическим или механическим вибратором, в струе жидкости, углекислого газа, в воздушной среде или под слоем флюса. Деталь 3 (рис, 85) устанавливают в центрах токарно-винторезного станка. Электродная проволока из кассеты подается в зону сварки подающим механизмом через мундштук под углом к оси детали. С помощью вибратора электрод колеблется (90—100 колебаний в секунду) и в результате этого он периодически замыкается и размыкается с деталью, и расплавившийся конец электрода в виде капли металла переходит в сварочную ванну на детали.
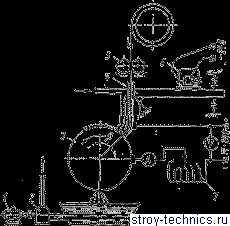
Рис. 85. Схема установки для вибродуговой наплавки
Наплавку предпочтительно вести постоянным током (напряжение 14—20 В, плотность тока 60—80 А/мм2) обратной полярности с включением в цепь регулируемого индуктивного резистора, который стабилизирует процесс и повышает его к. п. д. Охлаждающая жидкость (4—6%-ный водный раствор кальцинированной соды), подаваемая в зону наплавки с помощью электродвигателя и насоса, интенсивно охлаждает и одновременно закаляет наплавленный слой металла.
Станок оборудуется редуктором, понижающим частоту вращения шпинделя в пределах 0,5—10 об/мин. Для автоматической вибродуговой наплавки выпускаются несколько типов головок. Наибольшее применение получили головки УАНЖ-6, КУМА-5М, ГВМК-2. Наплавку стальных деталей ведут электродной проволокой диаметром 1—2,4 мм марок Св-ЮГ, Св-Г2С (твердость до НВ 300), Нп-40, Нп-30, ХГСА (твердость НВ 300—450), для деталей из чугуна применяют проволоку Св-08, Св-10ГА. Вибрацию электрода устанавливают в пределах 0,75—1 его диаметра, а угол наклона р = 35ч-45°.
Особенность этого процесса заключается в мелкокапельном переходе металла с электрода на деталь, образования минимально возможной сварочной ванны и получения при этом прочного сплавления электродного металла с основным. Небольшой нагрев детали (70—90 °С) и незначительная глубина зоны термического влияния исключают деформацию ее в процессе наплавки. Однако вибродуговая наплавка не дает хорошего перемешивания присадочного металла с основным, наплавленный слой неоднороден по твердости и структуре. Охлаждение металла жидкостью создает в нем термические напряжения, образующие трещины, предел выносливости детали значительно снижается.
Предел выносливости может быть повышен поверхностным наклепом или одновременным с наплавкой воздействием пластической деформации накатными роликами, а также наплавкой без охлаждения жидкостью.
Вибродуговая наплавка применяется для восстановления цилиндрических поверхностей диаметром 15—80 мм при износах до 2 мм на сторону, склонных к короблению при наплавке другими способами, подвергавшихся термической обработке и испытывающих статическую нагрузку (шейки под сальники, шейки распределительных валов и подобные).
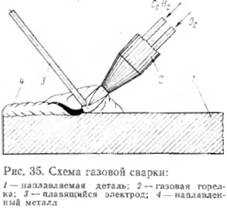
Рис. 86. Схема газовой сварочной установки:
1 — горелка; 2 — деталь; 3 — присадочный материал; 4 — шланги; 5 — редуктор; б — баллон с кислородом; 7 — ацетиленовый генератор; 8 — очиститель; 9 — водный затвор
Газовая сварка (рис. 86) применяется главным образом для сварки деталей толщиной до 3 мм, деталей из чугуна и цветных металлов. Сварка происходит путем нагрева деталей и присадочного материала до расплавленного состояния пламенем, образующимся при сгорании газов в струе кислорода. В качестве горючих газов обычно применяются ацетилен и пропан-бутан, создающие температуру сварочного пламени до 3250 и 2000 °С соответственно.
В зависимости от соотношения количества кислорода и горючего газа пламя может быть нейтральное, восстановительное (с избытком газа) и окислительное (при избытке кислорода). Сварку стальных деталей ведут нейтральным пламенем, деталей из чугуна и цветных металлов —с небольшим избытком ацетилена, резка металла выполняется окислительным пламенем. Сварочную горелку выбирают таким образом, чтобы обеспечивалась мощность пламени из расчета расхода 100—120 л/ч ацетилена на 1 мм толщины металла. Наконечники к горелкам выбирают по толщине металла.
В качестве присадочного материала при сварке деталей из стали и цветных металлов применяют прутки того же химического состава, что и основной металл. Для защиты расплавленного металла от окисления применяют флюсы различных марок. После сварки шов следует зачистить до полного удаления остатков флюса.
Сварка чугуна связана с определенными трудностями, обусловленными такими его свойствами, как неоднородность его состава и структуры, значительное содержание углерода и кремния, низкая пластичность и др. При сварке (вследствие местного нагрева и быстрого охлаждения) в деталях возникают напряжения, результатом которых может быть появление трещин в шве и околошовной зоне.
Уменьшение отрицательного воздействия высоких температур сварки достигается общим нагревом детали до температуры 600— 700 °С, в процессе сварки деталь не должна охлаждаться ниже 500 °С.
Газовую сварку чугуна выполняют восстановительным пламенем, присадочным материалом при этом являются прутки типов А и Б, в качестве флюса используется прокаленная бура.
Электросварку нагретых деталей ведут в нижнем положении постоянным током обратной полярности с применением чугунных прутков диаметром 3—5 мм с обмазкой, состоящей из мела и графита (по 50%) и жидкого стекла, электродом ОМЧ-1. После сварки детали подвергают отжигу при температуре 600—650 °С с постепенным охлаждением в печи.
Холодную электросварку чугуна выполняют стальными электродами УОНИ-13/45 (при многослойной наплавке), чугунными электродами^ЦН-4, медно-железноникелевыми МНЧ-1, а также электродами ОЗЧ-1, АНЧ-1, ЖНБ-1 и другими прерывистыми участками длиной 30—50 мм вразброс с промежуточным охлаждением и проковыванием шва в горячем состоянии, постоянным током обратной полярности при пониженной плотности тока (30—35 А/мм2).
При сварке деталей из ковкого чугуна применяются латунные стержни‘2Л-62 или электроды МНЧ-1.Во всех случаях перед сваркой трещины разделывают под углом 120—140° на глубину 3—5 мм, по концам трещин сверлят отверстия диаметром 3—5 мм, зону сварки очищают от грязи, масла, продуктов коррозии.
Охватываемые поверхности чугунных деталей восстанавливают наплавкой под флюсом с помощью расплавляемой оболочки из малоуглеродистой стали толщиной до 1 мм. Этой оболочкой покрывают восстанавливаемую поверхность. Оболочка препятствует прямому воздействию дуги на чугун, уменьшает глубину про- плавления детали, снижает температуру расплавленного чугуна. Наплавленный таким способом слой металла не имеет пор, раковин, трещин, повышается износостойкость, а предел выносливости снижается значительно меньше, чем при других способах наплавки.
В последнее время в ремонтное производство внедряется новый высокопроизводительный метод полуавтоматической сварки деталей из серого, ковкого и высокопрочного чугуна без нагрева самозащитной проволокой ПАНЧ-11.
Этим методом заваривают трещины на водяных рубашках, в масляных каналах блоков цилиндров, в перемычках между цилиндрами и клапанными гнездами, заваривают пробоины, приваривают отбитые несущие части в деталях с толщиной стенки 5—15 мм.
Сварка проволокой ПАНЧ-11 диаметром 1,2 мм выполняется открытой дугой (без дополнительной защиты газом или флюсом), постоянным током прямой полярности (ток 100—140 А, напряжение 14—18 В и скорость сварки 0,15—0,25 см/с). Эта проволока изготовлена из специального сплава на основе никеля, образует шов, отличающийся высокой прочностью, пластичностью и хорошей обрабатываемостью любым режущим инструментом.
При выборе формы и разделки трещин необходимо учитывать, что глубина проплавления проволокой составляет 2 мм. Способы разделки сквозных трещин приводятся на рис. 87. Разделка должна производиться строго по трещине. Сварка ведется участками длиной 30—50 мм, а с предварительным нагревом до температуры 150—250 °С—-участками до 80—120 мм шланговыми полуавтоматами А-547 и другими в комплекте с выпрямителями или преобразователями, дающими жесткую характеристику сварочного тока.
Рис. 87. Схема разделки сквозных трещин в деталях из чугуна под сварку проволокой ПАНЧ-11
Сварка деталей из алюминия и его сплавов ведется с помощью электрической дуги или пламенем газовой горелки. Лучшие результаты могут быть получены электродуговой сваркой в защитной среде аргона неплавящимся вольфрамовым электродом (аргонодуговая сварка). Сварка может производиться с присадочным материалом или без него — за счет расплавления кромок основного металла.
В качестве присадочного материала применяются стержни того же состава, что и основной металл, или специальные, в состав которых входит 92—95% алюминия и 8—5% кремния.
Рис. 88. Схема установки для электролитического осаждения металлов
Электросварку алюминиевых сплавов можно выполнять плавящимися электродами марок ОЗА-1 и ОЗА-2, в состав обмазки которых входят флюсы, растворяющие тугоплавкие окислы. Сварку ведут постоянным током обратной полярности, короткой дугой без перерыва при плотности тока до 40 А/мм2. Перед сваркой деталь нагревают до температуры 170—190 °С. Детали сложной формы после сварки подвергают отжигу при температуре 300— 350 °С с медленным охлаждением.
—-
Электродуговая сварка и наплавка характеризуются универсальностью, высокой производительностью, низкой стоимостью процесса, а также возможностью получения высокого качества соединения деталей и наплавленного слоя металла и поэтому широко распространены при ремонте машин. Сваркой и наплавкой восстанавливают до 60% изношенных деталей, при этом большую часть неисправностей восстанавливают наплавкой. Сваркой заделывают трещины и пробоины, соединяют части сломанных деталей.
Наплавке и сварке подвергаются, как правило, стальные и чугунные детали. Основными признаками, характеризующими свариваемость сталей, является склонность к образованию трещин и механические свойства сварного соединения или наплавленной поверхности. По свариваемости условно различают четыре группы сталей и в соответствии с этим выбирают условия наплавки и сварки.
Хорошо, без предварительного нагрева, свариваются и наплавляются детали из малоуглеродистой (до 0,3%) стали. Удовлетворительно, с предварительным или сопутствующим нагревом или без нагрева, но с последующим отпуском свариваются или наплавляются детали из углеродистой (до 0,4%) и легированной сталей. Плохо, только с предварительным и сопутствующим подогревом с обязательной последующей термической обработкой, наплавляются и свариваются детали из высокоуглеродистой легированной стали. Чугунные детали обладают плохой свариваемостью и поэтому их сваривают и наплавляют с применением специальной технологии с обязательной термической обработкой.
При ремонте машин применяют ручную и механизированную наплавку постоянным и переменным током прямой полярности, когда деталь подключают к положительному полюсу, и обратной, когда деталь подключают к отрицательному полюсу.
Вид и полярность тока определяются маркой металла, конструкцией детали. При сварке постоянным током дуга более устойчива и получается более качественный шов. В этом случае можно регулировать распределение тепла, образующегося при горении дуги: на аноде выделяется 43% тепла, на катоде — 37%, что обусловливает применение обратной полярности при сварке и наплавке тонкостенных деталей.
Ручная наплавка в основном выполняется плавящимися электродами с толстой (качественной) обмазкой, в состав которой входят стабилизирующие, газо- и шлакообразующие, раскисляющие.
легирующие и связующие компоненты. Стержни электродов изготовляют из углеродистых или легированных сварочных проволок (Св-08, Св-1012 и др.) или наплавочных (Нп-40, Нп-50, Нп-1073 и др.) диаметром от 2 до 6 мм.
Марки электродов выбирают в соответствии с химическим составом восстанавливаемой детали и требованиями к прочности сварного шва или износостойкости наплавленного металла. Для сварки металлоконструкций грузоподъемных машин используют электроды типа Э-42А-Ф марок УОНИИ-13/45, СМ-11, ОЗС-2 и др., а при наплавке — 03H-250, ОЗН-ЗОО, ЦН-250, Т-590 и др. Высокую твердость наплавленного слоя можно получить применением трубчатых электродов марок ЭТН-1, ЭТН-2 и др.
К режимам ручной дуговой сварки и наплавки относятся вид и полярность тока, диаметр электрода, длина дуги, скорость сварки (наплавки). Диаметр электрода при сварке выбирают в зависимости от толщины свариваемых элементов, а при наплавке — в зависимости от толщины наплавляемого слоя. Сварочный ток определяется главным образом диаметром электрода.
Длина дуги (расстояние между концом электрода и сварочной ванной) находится в пределах 0,5—1,2 диаметра электрода и зависит от марки электрода, положения шва в пространстве. При очень короткой дуге шов плохо формируется, при чрезмерно большой уменьшается глубина провара, увеличивается разбрызгивание и образуются поры.
Подготовка деталей под сварку заключается в разделке фасок стыкуемых деталей, разделке трещин, тщательной очистке деталей в зоне сварки до металлического блеска. Перед наплавкой изношенные поверхности деталей очищают металлическим песком или щеткой, удаляют нагревом до 250—300 °С остатки нефтепродуктов, стачивают старую наплавку или снимают слой металла 0,5—1 мм, что обеспечивает образование однородной и качественной структуры наплавленного слоя.
Чтобы не допустить искривление деталей, швы накладывают в такой последовательности, что деформация от предыдущего компенсируется обратной деформацией следующего шва. С этой целью применяют кондукторы для сварки деталей в закрепленном состоянии.
Широкое распространение при ремонте деталей получила наплавка под слоем флюса. Сущность этого метода состоит в том, что в зону дуги подается флюс толщиной 50—60 мм, который закрывает дугу и плавится под воздействием ее тепла. Это позволяет полностью или частично автоматизировать наплавку поверхностей.
В качестве присадочного материала используется неизолированная проволока, а функции обмазки электродов выполняют флюсы. Если подача электродной проволоки и перемещение дуги вдоль наплавляемой поверхности механизированы — говорят об автоматической наплавке; если же механизирована только подача электродной проволоки, а дуга перемещается вручную — говорят об полуавтоматической наплавке.
Марка флюса и проволоки определяется требованиями, предъявляемыми к наплавленному слою. Детали из малоуглеродистых и низколегированных сталей наплавляют проволокой диаметром 1,2—2,5 мм марок Св-08, Св-ЮА, Нп-30, Нп-40 и др., а из легированных сталей — марок Св-18ХГСА, Нп-ЗОХГСА, порошковыми проволоками марок ПП-ЗХ2В8, ПП-Х42ВФ и др. Высокую износостойкость наплавленного слоя можно получить наплавкой проволоки Нп-2Х14.
Для наплавки применяют плавящиеся марганцовистые флюсы марок АН-348А и ОСЦ-45, с помощью которых наплавляемый слой легируется марганцем, повышающим его вязкость и твердость. Наплавкой проволокой Св-08 под керамическим флюсом АНК-19 можно получить твердость наплавленной поверхности HRC 45—49. Наибольшее применение находят сварочные головки А-580М, ПШ-54, А-874Н. Сварочную головку, показанную на рис. 47, используют для наплавки и сварки под флюсом плоских деталей, круглых поверхностей сплошной и порошковой проволокой диаметром до 6 мм, ленточйым электродом шириной до 120 мм.
Наплавка под флюсом широко применяется при восстановлении валов, осей и других деталей диаметром более 50 мм, имеющих износ более 1—1,5 мм на сторону. Наплавка деталей диаметром до 50 мм затруднена из-за стекания металла, осыпания флюса, возможности прожога и коробления деталей.
Наплавляемую поверхность и электродную проволоку необходимо перед наплавкой обезжирить, зачистить до металлического блеска, выправить погнутые детали, заварить трещины и удалить наклеп. При необходимости исправляют центровые отверстия.
Совмещение процесса наплавки под флюсом с применением накатных роликов (рис. 48) повышает качество наплавленного слоя.
Один из эффективных способов получения наплавленных поверхностей при ремонте деталей — это наплавка в среде защитных (инертных) газов. Сущность метода состоит в том, что в зону дуги, горящей между наплавляемой деталью и электродом, непрерывно подастся защитный газ (рис. 49). При сварке используют углекислый газ (С02), для нейтрализации реакции окисления при сварке применяют проволоки (диаметром 0,8—2,5 мм) с повышенным содержанием марганца и кремния (Св-08Г2С, Св-12Г2С, Нп-10ГЗ и др.), а при наплавке деталей — проволоки 18ХГСА, Нп-ЗОХГСА, Нп-65Г и др. Для наплавки в среде защитных газов используют специальные автоматы (АДПГ-500, АТП-2 и др.) и полуавтоматы (А-547Р, ПШП-10 и др.).
К разновидностям наплавки в среде защитных газов относится наплавка в среде водяного пара. В отличие от сварки в среде углекислого газа функцию защиты расплавленного металла от воздуха выполняет водород, получаемый в результате распада пара при температуре около 4000°С. Для наплавки в среде водяного пара применяют шланговые полуавтоматы ПШ-54, предназначенные для сварки под флюсом. Вместо бункера к ним подсоединяют шланг, подводящий пар под давлением 0,02—0,03 МПа от ресивера парообразователя.
Сущность автоматической вибродуговой наплавки состоит в том, что электроду сообщаются продольные колебания, создаваемые электрическим или механическим способом, в струе жидкости, углекислого газа, в воздушной среде или под слоем флюса. Деталь (рис. 50) устанавливают в центрах токарно-винторезного станка. Электродная проволока из кассеты подается в зону сварки подающим механизмом через мундштук под углом к оси детали. С помощью вибратора электрод совершает 90—100 колебаний в секунду, в результате чего происходит периодическое замыкание и размыкание его с деталью, а расплавившийся конец электрода в виде капли металла переходит в сварочную ванну на детали. Наплавку предпочтительно вести постоянным током (напряжение 14—20 В, плотность тока 60—80 А/мм2) обратной полярности с включением в цепь регулируемого индуктивного резистора, который стабилизирует процесс и повышает его к.п.д. Охлаждающая жидкость (4—6%-ный водный раствор кальцинированной соды), подаваемая в зону наплавки с помощью электродвигателя и насоса, интенсивно охлаждает и одновременно закаляет наплавленный слой металла. Обработанная жидкость собирается в резервуар.
Рис. 47. Сварочная головка А-874Н
Рис. 48. Схема наплавки и накатки роликами шейки вала:
1 — накатные ролики; 2 — деталь- 3 — мундштук; 4 – флюсопровод; 5 – ‘шлако-удаляющий резец; 6 — шлаковая корка
Рис. 49. Схема сварки в среде защитного газа:
1 — газовое сопло; 2 — плавящийся электрод; 3 — дуга; 4 — защитный газ
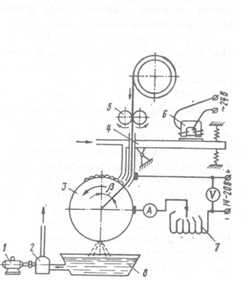
Рис. 50. Схема установки для вибродуговой наплавки
Для автоматической вибродуговой наплавки выпускается несколько типов головок. Наибольшее применение получили головки УАНЖ-6, КУМА-5М, ГВМК-2. Наплавку стальных деталей ведут электродной проволокой диаметром 1—2,4 мм марок Св-10Г. Св-Г2С (твердость до НВ 300), Нп-40, Нп-30, ХГСА (твердость НВ 300—450), для деталей из чугуна применяют проволоки Св-08, Св-ЮГА. Вибрацию электрода устанавливают в пределах 0,75—1 его диаметра, а угол наклона р = 35—45°.
Вибродуговая наплавка не обеспечивает хорошего перемешивания присадочного металла с основным, наплавленный слой неоднороден по твердости и структуре. Этот способ наплавки применяется для восстановления цилиндрических поверхностей диаметром 15—80 мм при износах до 2 мм на сторону, склонных к короблению при наплавке другими способами, подвергающихся термической обработке и испытывающих статическую нагрузку.
Помимо рассмотренных, весьма перспективными при восстановлении деталей являются такие процессы, как наплавка электродной лентой, электроконтактное напекание порошка, электроконтактная наплавка проволоки или ленты, а также плазменная наплавка.
Сварка чугуна связана с определенными трудностями, обусловленными такими его свойствами, как неоднородность состава и структуры, значительное содержание углерода и кремния, низкая пластичность и др. При сварке (вследствие местного нагрева и быстрого охлаждения) в деталях возникают напряжения, результатом которых может быть появление трещин в шве и околошовной зоне.
Уменьшение отрицательного воздействия высоких температур сварки достигается общим нагревом детали до температуры 600— 700 °С, в процессе сварки деталь не должна охлаждаться ниже 500 °С.
Электросварку нагретых деталей ведут в нижнем положении постоянным током обратной полярности с применением чугунных прутков диаметром 3—5 мм с обмазкой, состоящей из мела и графита (по 50%) и жидкого стекла, а также электродом ОМЧ-1. После сварки детали отжигают при температуре 600—650 °С с постепенным охлаждением в печи.
Холодную электросварку (сварку с местным нагревом) чугуна выполняют стальными электродами УОНИ-13/45 (при многослойной наплавке), чугунными электродами ЦН-4, медно-железонике-левыми МНЧ-1, а также электродами ОЗЧ-1, АНЧ-1, ЖНБ-1 и другими прерывистыми участками длиной 30—50 мм вразброс с промежуточным охлаждением и приковыванием шва в горячем состоянии, постоянным током обратной полярности при пониженной плотности тока (30—35 А/мм2).
Восстановление деталей из ковкого чугуна, наиболее склонного к отбеливанию, рекомендуется производить пайкой — сваркой ацетилено-кислородным пламенем латунным электродом марок ЛОМНА-54, Л-62 с использованием флюса ФПСН-2 с нагревом кромок детали до 700—750 °С.
Широкое распространение в практике ремонта машин получил метод сварки базовых деталей из серого, ковкого и высокопрочного чугуна без нагрева самозащитной проволокой ПАНЧ-11. Этим методом заваривают трещины, приваривают отбитые несущие части в деталях с толщиной стенки 5—15 мм. Сварка проволокой ПАНЧ-11 диаметром 1,2 мм выполняется открытой дугой (без дополнительной защиты газом или флюсом), постоянным током прямой полярности (ток 100—140 А, напряжение 14—18 В и скорость сварки 0,15—0,25 см/с). Проволока изготовлена из специального сплава на основе никеля. Шов отличается высокой прочностью, пластичностью и хорошей обрабатываемостью режущим инструментом.
При выборе формы и разделки трещин необходимо учитывать, что глубина проплавления проволокой 2 мм. Схема разделки сквозных трещин показана на рис. 51. Разделка должна производиться строго по трещине. Сварка ведется участками длиной 30—50 мм, а с предварительным нагревом до 150—250 °С — участками до 80—120 мм шланговыми полуавтоматами в комплекте с выпрямителями или преобразователями, дающими жесткую характеристику сварочного тока.
Сварка деталей из алюминия и его сплавов ведется с помощью электрической дуги или пламенем газовой горелки. Лучшие результаты могут быть получены электродуговой сваркой в защитной среде аргона неплавящимся вольфрамовым электродом (арго-нодуговая сварка). Сварка может производиться с присадочным материалом или без него — за счет расплавления кромок основного металла. В качестве присадочного материала применяют стержни того же состава, что и основной металл, или специальные, в состав которых входит 92—95% алюминия и 8—5% кремния.
Электродуговую сварку деталей из сплавов алюминия можно выполнять плавящимися электродами марок ОЗА-1 и ОЗА-2, в состав обмазки которых входят флюсы, растворяющие тугоплавкие окислы. Сварку ведут постоянным током обратной полярности, короткой дугой без перерыва при плотности тока 35—40 А/мм2. Перед сваркой детали нагревают до 200—250°С, а после сварки подвергают отжигу при температуре 300—350 °С и медленно охлаждают.
Рис. 51. Схема разделки сквозных трещин в деталях из чугуна под сварку проволокой ПАНЧ-11
Рис. 52. Схема газовой сварочной установки:
1 — горелка; 2 — деталь; 3 — присадочный материал; 4 — шланги; 5 — редуктор; 6 — баллон с кислородом; 1 — ацетиленовый генератор; 8 — очиститель; 9 —водный затвор
Газовую сварку (рис. 52) применяют главным образом для сварки стальных деталей толщиной до 3 мм, деталей из чугуна и цветных металлов. Сварка происходит нагревом деталей и присадочного материала до расплавленного состояния пламенем, образующимся при сгорании газов в струе кислорода. В качестве горючих газов обычно применяют ацетилен и пропан-бутан, создающие температуру сварочного пламени до 3250 и 2000 °С соответственно.
В зависимости от соотношения кислорода и горючего газа пламя может быть нейтральное, восстановительное (с избытком газа) и окислительное (при избытке кислорода). Сварку стальных деталей ведут нейтральным пламенем, деталей из чугуна и цветных металлов — с небольшим избытком ацетилена, резку металла выполняют окислительным пламенем. Сварочную горелку выбирают таким образом, чтобы обеспечивалась мощность пламени из расчета расхода 100—120 л/ч ацетилена на 1 мм толщины металла. Наконечники к горелкам выбирают по толщине металла.
В качестве присадочного материала при сварке деталей из стали и цветных металлов применяют прутки того же химического состава, что и основной металл. Для защиты расплавленного металла от окисления применяют флюсы различных марок. После сварки шов следует зачистить до полного удаления остатков флюса.
Газовую сварку чугуна выполняют восстановительным пламенем, присадочным материалам при этом являются прутки типов А и Б, в качестве флюса используют прокаленную буру; сварку деталей из сплавов алюминия производят строго нейтральным пламенем без флюса горелкой, обеспечивающей расход ацетилена 0,075—0,1 м3/ч на 1 мм толщины свариваемого металла. Образующуюся при этом окисную пленку удаляют стальными скребками.
Реклама:
Читать далее: Восстановление деталей электролитическими покрытиями
Категория: – Эксплуатация и ремонт погрузочночных машин
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Восстановление деталей сваркой и наплавкой
При ремонте машин сварка и наплавка является наиболее распространенными способами восстановления деталей. Из общего количества ремонтируемых деталей около 50 … 60% восстанавливают сваркой и наплавкой. Наибольшее распространение в ремонтном производстве получили сварка и наплавка плавящимися металлическими электродами.
Газовая сварка ацетиленокислородным пламенем находит применение для ремонта деталей, изготавливаемых из тонкого листового материала, а также для заварки трещин в чугунных деталях.
На долю ручных способов сварки приходится от 35 до 65% общей трудоемкости сварочных работ. Сваркой устраняют такие дефекты: трещины, пробоины, разрывы, отколы, обломы, а также наращивание изношенных поверхностей деталей.
Широкое распространение при ремонте машин сварка получила из-за быстроты выполнения сварочных операций относительной несложности технологического процесса и его экономичности, высокой производительности.
Процесс сварки, наплавки в общем случае можно представить в виде трех стадий:
• нагрев и расплавление основного и присадочного материала;
• сплавление металлов и их рафинирование;
• охлаждение и кристаллизация металла и образование сварочно-наплавочного валика.
При газовой сварке-наплавке первая стадия осуществляется за счет выделения тепла при сгорании газа, а при электродуговой мощным источником тепла – электрической дугой.
Общее выделение энергии в столбе дуги пропорционально силе тока и определяется по зависимости
где I – сила тока, А; Е – падение напряжения, В/мм; L – длина столба дуги в мм.
Большая часть этой энергии идет на нагрев и плавление основного металла и материала электрода (плавящегося). Однако, как при газовой, так и при дуговой сварке тепло используется не только на плавление, но и на нагрев остального материала детали. Это приводит к возникновению зоны термического влияния и, следовательно, к изменению структуры в зоне наплавки. Зона термического влияния участок основного металла детали, прилегающий сварному или наплавленному шву и изолирующий от действия тепла свою структуру или механические свойства. Воздействием этих причин значительно снижается усталостная прочность восстанавливаемых деталей.
Как уже отмечалось, наибольшее распространение в ремонтных предприятиях получила ручная электродуговая сварка и наплавка, которая имеет определенные особенности применения при ремонте машин по сравнению с машиностроением.
Перед сваркой, наплавкой детали должны быть предварительно подготовлены. Если заваривается трещина, то сначала:
• засверливают по краям трещины отверстия диаметром 3 … 5 мм для предупреждения ее дальнейшего распространения.
• Затем, при толщине стенки до 5 мм, очищают прилегающие к трещине поверхности шириной до 20 мм с каждой стороны. Если толщина стенки от 5 до20 мм, то разделывают трещину под V-образный профиль.
При наплавке деталей изношенные поверхности предварительно обрабатывают до удаления дефектного слоя. При электродуговой сварке и наплавке применяют постоянный или переменный ток.
При работе на постоянном токе дуга горит более устойчиво. На положительных полюсах выделяется больше тепла, чем на отрицательных. Поэтому если надо увеличить глубину проплавления и количество расплавленного металла, то сварку производят на прямой полярности, подключая деталь к положительному полюсу.
Для наплавки и сварки переменным током используются сварочные типа ТС-300, ТС-500 и др., а также источники постоянного тока (преобразователи) ПС-300, ПС-500, ПСО-300, ПСО-500 и др., сварочные выпрямители ВС-300, ВС-600 и др.
Чтобы горение дуги было устойчивым, ее статические характеристики должны соответствовать внешней характеристике источника тока. При крутопадающей характеристике с увеличением тока напряжение вначале уменьшается плавно, а затем падает до нуля. Такие источники применяют при ручной сварке. Они предохраняют цепь от больших токов короткого замыкания. Напряжение холостого хода при крутопадающей характеристике всегда выше рабочего напряжения дуги, поэтому облегчает ее возбуждение. У источников с другими характеристиками возможны короткие замыкания, так как в этом случае ток растет до больших величин.
Динамической характеристикой источника питания называется изменение тока во времени, отсчитываемое со времени включения нагрузки. Основным параметром динамической характеристики считается постоянная времени нарастания τп.
Постоянной времени источника тока называется отрезок времени, отсчитываемый от включения нагрузки до момента, когда ток в цепи достигнет 0,63 установленного значения.
Внешняя и динамическая характеристика они имеют большое значение при автоматической и полуавтоматической сварке и наплавке. Они влияют на стабильность и устойчивость горения дуги.
Статической характеристикой дуги называется зависимость напряжения от силы сварочного тока при постоянном диаметре электрода и длине дуги.
При малых значениях тока дуга горит только в случае высокого напряжения. С увеличением тока напряжение падает и затем стабилизуется. При увеличении тока сверх 1000А напряжение растет.
Для сварки и устранения дефектов деталей из конструктивных сталей по ГОСТ 9467. В зависимости от химического состава и механических свойств наплавленного металла электроды делятся на типы, а в зависимости от химического состава покрытия на марки, например, тип Э-42. Цифра показывает прочность сварочного шва на разрыв. Марки электродов этого типа могут быть 0 мм-5, ЦМ-6, ЦМ-8, и др.
Электроды для наплавки обозначаются двумя буквами «ЭН» и цифрами по
ГОСТ 10051-75. Цифры в этом случае показывают содержание углерода в сотых
долях, а последующие буквы и цифры содержание легирующих элементов и две
последние цифры твердость без термообработки, например, ЭН-15Г3-25, ЭН-
18Г5-35, ЭН-350 и др. |
Покрытие электродов служит для стабилизации процесса горения дуги, защиты от кислорода и азота воздуха и легирования наплавленного слоя. Они бывают толстые (0,25÷0,35)d и тонкие (0,15÷0,3)d на сторону, где d- диаметр стержня.
Выбор электродов происходит в зависимости от материала восстанавливаемой детали и предъявляемых к ней технических требований после восстановления, толщины восстанавливаемой детали.
Режим ручной сварки и наплавки характеризуется силой тока и скоростью сварки. Сила тока определяется в зависимости от диаметра электрода по формуле
где J – сила тока, А; k – коэффициент, 35-55 А/мм2; d – диаметр электрода, мм.
Диаметр электрода выбирается в зависимости от толщины свариваемой детали по справочникам. При сварке порошковыми проволоками J=(70 … 100)d.
Количество тепла, введенное в единицу времени в металл, определяется по уравнению, Дж/с
где U – КПД процесса нагрева, равный 0,50 … 0,75 при сварке открытой дугой, и равный 0,80 … 0,85 при сварке под флюсом.
Количество наплавленного металла определяется по формуле,
где ан – коэффициент наплавки, показывающий количество электродного материала, расплавленного током в 1А в единицу времени, Г/А-ч и перенесенного в материал шва, t – время горения дуги, с.
Длина дуги считается нормальной, если же равна 0,5 … 1,2 d.
При сварке малоответственных деталей из малоуглеродистых и низколегированных сталей применяют электроды типа Э-34, Э-42, Э-46 марок ОММ-5, ОМА-2 и др. Если углерода меньше 0,3%, то сварка ведется без подогрева, если выше, то детали подогревают до t=100 … 200°С.
Детали среднеуглеродистых легированных сталей 40Х, 30ГСА и др. сваривают электродами Э-42А, марки УОНИ 13/55 с подогреванием до t=300 … 400°С с последующим отпуском при температуре 600 … 650°С. Если термообработку проводить нельзя, то применяют электроды типа Э-256, марки ОЗА-9А и др.
Для восстановления изношенных поверхностей деталей средней твердости применяют электроды марки ОЗН-300, 350, 400. Наплавка ведется при обратной полярности.
Для наплавки деталей из высокоуглеродистых низколегированных сталей применяют электроды HP. При ручной дуговой сварке основное время (мин) рассчитывается по формуле
T=60F·l·γ/Km·J, (189)
где F – площадь поперечного сечения шва, см2; 1 – длина шва, см; γ – плотность наплавленного металла, г/см2; Кт – коэффициент наплавки, г/А-ч.
Похожие статьи:
poznayka.org
способы и методы восстановления, особенности, технологический процесс
Технологии сварки и наплавки позволяют эффективно восстанавливать металлические детали, обеспечивая высокую степень надежности и долговечности изделия.

Это подтверждается и практикой использования данных методов при выполнении ремонтных операций в самых разных областях – от починки автомобилей до производства металлопроката. В общем объеме работ по ремонту металлических конструкций восстановление деталей сваркой и наплавкой занимает порядка 60-70%. Наиболее распространена починка стальных блоков цилиндров, моторных валов, картеров, цепных звеньев, лопаток и т. д.

Сварка и наплавка в ремонтно-восстановительных работах
Оба способа основываются на методах термического воздействия с разными параметрами работы подключаемого оборудования. Под сваркой понимается процесс формирования межатомных связей, которые могут использоваться для соединения разных элементов детали, заделки технологических зазоров и устранения мелких дефектов на поверхности. Энергетический потенциал для сварочного процесса обеспечивается за счет общего или местного нагрева заготовки.
К типовым операциям данного рода можно отнести закрепление добавочных или отломанных частей пластин, венцов и втулок. Кроме ремонта изделий с простыми геометрическими формами, возможны и более сложные восстановительные задачи, но в составе с другими технологическими операциями. Например, восстановление резьбы сваркой будет дополняться процедурами механической правки и проточки. К тому же в подобных работах следует соблюдать требования к перегревам вспомогательного инструмента наподобие плашек, которые непосредственно участвуют в коррекции резьбы.
Что касается наплавки, то этот способ подразумевает нанесение дополнительного металлического покрытия на восстанавливаемую поверхность. Новый технологический слой может быть полезен при ремонте изношенных деталей или усиления поверхности в области трения.

Применяемое оборудование
При сварочных работах обязательно используется источник тока, оснастка для удержания детали и направления дуги. Чаще применяют сварочный преобразователь, в состав которого входит двигатель с генератором постоянного тока от 70 до 800 А. Также могут задействоваться выпрямители с трансформаторами тока и пускорегулирующей установкой. Если говорить о расходниках и вспомогательных устройствах, то восстановление деталей сваркой и наплавкой выполняется с подключением удерживающих мундштуков, электродов и систем охлаждения. При наплавке также задействуют деформирующие головки с суппортами и подъемниками, допускающими возможность крепления на станках (токарных или винторезных). Для удаления лишних металлических кромок и слоев применяются специальные резцы.
Требования к подготовке детали
И при сварке, и в процессе наплавки качество выполнения операции в немалой степени будет определяться изначальным состоянием заготовки. Поверхности детали должны быть зачищены от ржавчины, окалины, грязи и жира. В ином случае повышается риск сохранения непроваров, трещин и шлаковых включений. Особое внимание следует уделить обезжириванию от заводских и консервационных масел. Эту процедуру выполняют в горячем растворе, после чего изделие омывается и сушится. Перед восстановлением деталей способом сварки рекомендуется выполнять и пескоструйную обработку, что повышает качество ремонта. Для таких задач используют методы абразивной обработки с подключением компрессорного оборудования, шлифовальных дисков и резцов. Незначительные следы коррозийного поражения можно удалить и ручными металлическими щетками.
Какие электроды используются при восстановлении?

После подготовки основного рабочего оборудования и заготовки можно приступать к выбору электродов. Подбор зависит от вида металла, характера дефекта и требований к слою наплавки. Как правило, в распространенных случаях обломов и трещин используют обычные сварочные электроды с сопротивлением разрыву порядка 4 МПа. Для работы с углеродистыми сталями рекомендуется применять расходники, стержни которых выполнены из проволоки марки Св-08 толщиной 1,5-12 мм. Не стоит игнорировать и характеристики покрытия. Высокий стабилизирующий эффект при восстановлении деталей сваркой и наплавкой обеспечит меловая обмазка электрода типа Э-34. Она будет способствовать устойчивому процессу горения дуги, что позволит сформировать плотный и ровный шов.
Также сегодня используются нестандартные электродные расходники наподобие ленточных и трубчатых порошковых элементов. Обычно они представляют собой свернутые металлические ленты толщиной до 0,8 мм, поверхность которых наполнена различными порошкообразными легирующими смесями на основе ферромарганца, сталинита и др. К таким электродам стоит обращаться, если планируется наделять ремонтируемый участок дополнительными эксплуатационными свойствами.
Ручной дуговой метод сварки и наплавки

При восстановлении поврежденных сварных швов, заделке трещин и запайке герметичных корпусов можно применять ручной метод с графитовыми, угольными или вольфрамовыми электродами. В ходе работы берется пучок стержней с обмазкой и скрепляется проволокой. Окончания необходимо предварительно сварить и вставить в подготовленный держатель. В ходе работы электроды сформируют так называемую блуждающую дугу с широким полем действия. Чем больше площадь поврежденного участка, тем крупнее должен быть пучок. Главная сложность процесса сварки таким способом заключается в необходимости подключения трехфазной сети, поскольку та же наплавка пучком из 5-6 электродов должна производиться на повышенном токе. Таким методом ремонтируют детали из легированных и низколегированных сталей средней и большой толщины.
Метод автоматической наплавки под флюсом
Автоматический процесс наплавки отличается тем, что подача электрода с перемещениями самой дуги по рабочей поверхности полностью механизируются. Флюс, в свою очередь, обеспечивает изоляцию целевой зоны от вредного воздействия кислорода. Метод задействуется для восстановления поверхностей плоских и цилиндрических деталей с глубиной износа до 15 мм. По мере увеличения размера дефекта может применяться несколько слоев наплавки, но в этом случае потребуется ожидание полимеризации каждого предыдущего пласта. Данная технология восстановления деталей сваркой и наплавкой требует подключения источников тока в виде преобразователя или выпрямителя с токарно-винторезным станком. В рабочей зоне формируется покрытие флюса толщиной 1-4 мм, после чего автоматом направляется электродная проволока с дугой. К основным достоинствам этого метода относительно ручной сварки можно отнести минимальные потери металла в результате разбрызгивания. Ручной метод дает в несколько раз больше огарков и угара.

Метод вибродуговой наплавки
В данном случае применяются плавкие электроды, которые в процессе горения дуги вибрируют с короткими замыканиями. Операции подачи и перемещения расходных материалов также автоматизированы. Несмотря на внешнюю сложность процесса, метод довольно простой и не требует применения специальной оснастки. Более того, в конечном счете можно ожидать исключения деформации детали с сохранением твердости без термической обработки. Однако есть и ограничения. Так, вибрационные способы восстановления деталей сваркой и наплавкой подходят для заготовок с диаметром не менее 8 мм или толщиной от 0,5 до 3,5 мм. Теоретически вибродуговая наплавка может выполняться в разных защитных средах с газом или флюсом, но на практике чаще задействуют жидкостную изоляцию – например, кальцинированный раствор соды.
Сварка и наплавка в газовых защитных средах
Этот метод предусматривает подготовку специального баллона со сжатой газовой смесью. Могут использоваться аргоновые и углекислотные газы, направляемые в зону сварки под высоким давлением. Задача смеси также сводится к защитной функции изоляции заготовки от негативного воздействия азота и кислорода в воздухе. Наиболее качественные соединения сваркой в газовых средах получаются при использовании вольфрамовых электродов с отдельным вводом в рабочую зону присадочных материалов. Наплавка осуществляется под постоянным током с обратной полярностью. Процесс может быть механизирован, если применяется электродная проволока, но операции с газоэлектрическими горелками обычно выполняют вручную.

Полуавтоматические способы сварки и наплавки
Оптимальный метод для работы с алюминием и различными сплавами цветмета. Благодаря гибкой настройке параметров оборудования и возможностям использования разных защитных сред оператор может получить при небольшой силе тока качественный шов на заготовке толщиной до 12 мм. Полуавтоматический метод восстановления деталей сваркой производится с помощью вольфрамовых электродов толщиной 0,8-6 мм. Напряжение при этом может варьироваться от 20 до 25 В, а сила тока укладывается в 120 А.
Альтернативная технология восстановления под давлением
Кроме термических способов сварки и наплавки, также применяется широкая группа контактных или холодных методов изменения структуры металлических заготовок. В частности, восстановление деталей сваркой под давлением осуществляется с помощью механических агрегатов с пуансонами. В процессе пластической деформации в точках контакта формируется сварное соединение с определенными параметрами. Конфигурация деформирующего эффекта будет зависеть от характеристик пуансона и техники оказания сжатия.

Заключение
На сегодняшний день не существует более действенных способов коррекции дефектов металлической структуры, чем сварка и наплавка. Другое дело, что в данных сегментах наблюдается активное развитие разных методик реализации технологии на практике. Наиболее перспективным направлением можно назвать восстановление деталей сваркой и наплавкой на автоматизированном оборудовании. Механизация выполнения ремонтных операций повышает производительность процесса, его эргономичность и уровень безопасности для сварщика. Параллельно развиваются и методы высокоточной аргонодуговой сварки с подключением газовых защитных сред. О полной автоматизации в этом направлении пока еще рано говорить, но в плане качества результата эта область является передовой.
www.alfamag.pro
Глава 7 восстановление деталей электродуговой сваркой и наплавкой
7.1. Классификация способов варки
Различают три класса сварки в зависимости от вида энергии, применяемой при сварке, — термический, термомеханический и механический.
К термическому классу относятся виды сварки, осуществляемые плавлением, т. е. местным расплавлением соединяемых частей с использованием тепловой энергии. Основными источниками теплоты при сварке плавлением являются электрическая дуга, газовое пламя, электромагнитное поле, лучевые источники энергии и теплота, выделяемая при электрошлаковом процессе.
Источники теплоты характеризуются температурой и концентрацией, определяемой наименьшей площадью нагрева (пятно нагрева) и наибольшей поверхностной плотностью потока энергии в пятне нагрева. Например, при использовании в качестве источника теплоты газового пламени наименьшая площадь нагрева Sminсоставляет 1•10-2см2, а наибольшая поверхностная плотность потока энергии в пятнеW равна 5•104 Вт/см2. Для других источников энергииSminиWсоответственно составляют: электрическая дуга в парах металла— 1•10-3см2и 1•105, микроплазма— 1•10-6и 1•107, электронный луч — 1•107н 1•108; фотонный — 1•10-8и 1•109.
Приведенные в примере данные показывают, что степень сосредоточения теплоты в дуге в десятки раз, в плазме в тысячи раз, в фотонном луче (лазерная обработка) в десятки тысяч раз выше, чем в газовом пламени.
Из термического класса в ремонтном производстве в основном используют следующие виды сварки: электродуговую, газовую, электрошлаковую, индукционную, электронно-лучевую, лазерную.
Электродуговая сварка — сварка плавлением, при которой нагрев осуществляется электрической дугой. Разновидностью электродуговой сварки является плазменная сварка, при которой нагрев осуществляется сжатой дугой.
Газовая сварка — сварка плавлением, при которой кромки соединяемых частей изделия нагревают пламенем газов, сжигаемых на выходе горелки для газовой сварки.
Электрошлаковая сварка—сварка плавлением, при которой для нагрева металла используют теплоту, выделяющуюся при прохождении электрического тока через расплавленный электропроводный шлак.
Индукционная сварка — вид сварки плавлением, при которой кромки соединяемых частей изделия нагревают переменным электромагнитным полем.
Электронно-лучевая сварка — способ сварки плавлением в вакууме, основанный на использовании энергии сфокусированного потока электронов в электрическом поле высокой напряженности. Теплота выделяется в результате бомбардировки зоны сварки электронным потоком.
Лазерная сварка основана на использовании энергии светового потока высокой степени направленности. Это вид сварки плавлением, при котором нагрев металла осуществляется когерентным световым лучом, создаваемым оптическим квантовым генератором.
К термохимическому классу относятся виды сварки, при которых используется тепловая энергия и давление. К данному классу относятся контактная, диффузионная и прессовая.
Контактная сварка — сварка давлением, при которой – нагрев деталей осуществляется теплом, выделяемым при прохождении тока в соединяемых частях, находящихся в контакте.
Диффузионная сварка — сварка давлением, осуществляемая взаимной диффузией атомов контактирующих частей изделия при относительно длительном воздействии повышенной температуры’ и при незначительной пластической деформации.
При прессовых видах сварки соединяемые части могут нагреваться пламенем газов (газопрессовая), дугой (дугопрессовая сварка), индукционным нагревом (индукционнопрессовая сварка) с последующим приложением усилия Сжатия.
К, механическому классу Относятся виды сварки, осуществляемые с использованием механической энергии и давления: холодная, взрывом, магнитоимпульсная, ультразвуковая и трением.
Холодная сварка — это сварка давлением при значительной пластической деформации без внешнего нагрева соединяемых частей.
Сварка взрывом — вид сварки, при котором соединение осуществляется в результате вызванного взрывом соударения быстродвижущихся частей.
Магнитоимпульсная сварка — это вид сварки давлением, который основывается на использовании сил электромеханического взаимодействия между вихревыми токами, наведенными в соединяемых частях детали при пересечении их силовыми магнитными линиями импульсного магнитного поля, и самим магнитным потоком импульса. В отличие от других известных методов деформирования при магнитоимпульсной обработке электрическая энергия непосредственно преобразуется в механическую, и импульс давления магнитного поля действует непосредственно на заготовку без участия какой-либо
передающей среды. Это позволяет осуществлять деформацию как в вакууме, так и в любой среде; не препятствующей распространению магнитного поля.
Ультразвуковая сварка — это сварка давлением и основана она на соединении частей деталей посредством ведения механических колебаний высокой частоты (ультразвука).
Сварка трением—сварка давлением, при которой нагрев осуществляется трением, вызываемым вращением друг относительно друга свариваемых частей.
studfiles.net