Вторичная обмотка сварочного аппарата – Как намотать сварочный трансформатор — особенности операций
alexxlab | 25.09.2020 | 0 | Вопросы и ответы
Как намотать сварочный трансформатор — особенности операций
Нередко при работе в квартире, на дачном участке или в гараже необходима сварка. Случается это нечасто, поэтому приобретение дорогого и громоздкого промышленного устройства нерационально.
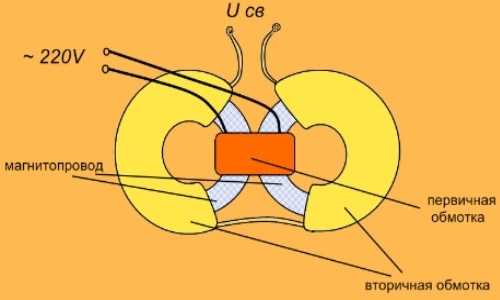
Схема намотки сварочного трансформатора.
Многие домашние мастера делают сварочный аппарат самостоятельно. Решить эту задачу можно, если знать, как рассчитать и как намотать сварочный трансформатор — основной элемент сварочного аппарата. Широкий диапазон токов и напряжений в таком устройстве получить достаточно сложно, но обеспечить возможность выбора хотя бы нескольких значений весьма желательно.
Понятно, что воспроизвести в домашних условиях изготовленный промышленным способом аппарат достаточно сложно. Поэтому маломощное самодельное сварочное устройство может быть изготовлено по упрощенной схеме. Для таких устройств можно наметить круг приемлемых для них параметров:
- относительно небольшие размеры и вес;
- питание от осветительной сети 220 В;
- продолжительность безопасной непрерывной работы достаточна для сжигания нескольких электродов.
Немного теории
Для устойчивого и бесперебойного функционирования сварочного трансформатора должны выполняться следующие условия:
Размещение изолирующих кругов из электрокартона.
- Чтобы дуга надежно зажигалась, должно обеспечиваться рабочее напряжение порядка 55-65 В.
- Рабочий ток (зависит от сечения электрода) должен поддерживать бесперебойное существование дуги.
- Величина напряжения на дуге при сварке должна составлять 18-25 В.
- При коротком замыкании величина потребляемого тока должна возрастать не более чем на одну треть.
Для домашней электросварки обычно применяют электроды диаметром 2 (рабочий ток порядка 70 А), 3 (110-120 А) или 4 мм (140-150 А). Осознавая, что с ростом мощности увеличиваются нагрев и износ трансформатора, его вес и стоимость обмоточного провода, чаще всего на практике ориентируются максимум на «тройку». Параметр мощности трансформатора, учитывающий интенсивность его работы при сварке такими электродами, равен:
P = U * I * (П / 100)1/2 = 65 В * 120 А * 0,4472 ≈ 3488 Вт ≈ 3,5 кВт,
где П — коэффициент интенсивности, показывающий, какую часть временного промежутка (%) трансформатор работает в режиме дуги и греется. Оставшуюся часть времени он охлаждается в холостом режиме. В расчетах П можно полагать равным 20-25%.
Параметр мощности трансформатора определяет ЭДС индукции, наводимая в одном витке обмоток:
E1 = 0,55 + 0,095 * P (кВт) = 0.55 + 0.095 * 3.5 ≈ 0.88 В/виток.
Схема трансформатора с первичной и вторичной обмоткой.
Зная E1, можно легко вычислить количество витков в любой из обмоток трансформатора:
N = U / E1
Например, если первичная обмотка рассчитана на напряжение 220 В, то количество витков в ней N
Вторичная обмотка трансформатора с U2 = 60 В должна содержать N2 = 60 / 0.88 = 68 витков.
Площадь поперечного сечения стального магнитопровода трансформатора (см2) может быть рассчитана по эмпирической формуле:
S = U2 * 10000 / (4,44 * f * N2 * B) = 60 * 10000 / (4,44 * 50 * 68 * 1,5) = 26,5 см2,
где f = 50 Гц — частота тока, В = 1,5 Тл — значение магнитной индукции в сердечнике.
При других сечениях сердечника потребуется перерасчет количества витков. Зависимость практически обратно пропорциональная — если площадь сечения сердечника увеличить в k раз, количество витков, наоборот, уменьшается в k раз.
Остается рассчитать сечение проводов. Учитывая перерывы в работе самодельного сварочного трансформатора, допустимая плотность тока — 5 А/мм2. Оценка величины рабочего тока I2 уже была произведена. Произведем оценку тока, протекающего через первичную обмотку. Если учитывать потери, средняя мощность на первичной обмотке примерно в 1,35 раза больше P. В нашем примере Р 1 ≈ 1,35 * 3,5 кВт ≈ 4,7 кВт. Тогда ток, протекающий через первичную обмотку I1 = P1 / U1 = 4700 Вт / 220 В ≈ 21 А.
Способы намотки обмоток сварочного аппарата на тороидальном сердечнике: 1 — равномерная, 2 — секционная, а — сетевая обмотка, б — силовая обмотка.
Рассчитаем площадь поперечного сечения проводов. Для этого делим величину тока, протекающего по обмоткам, на допустимую плотность тока. Для первичной обмотки получаем:
S1 = I1 / j = 21 А / 5 А/мм2 ≈ 4 мм2
Для вторичной обмотки:
S2 = I2 / j = 120 А / 5 А/мм2 = 24 мм2
Обмоточные провода следует брать с прочной и термостойкой изоляцией. Самой лучшей будет стеклоткань. Применение ПХВ оболочек недопустимо — расплавятся и вытекут. Вторичные обмотки удобно наматывать электроизолированной медной шиной. В случае ее отсутствия возможно использование многожильного гибкого провода.
Конструирование самодельного сварочного трансформатора
Разновидности магнитопроводов для трансформаторов
Самая важная деталь сварочного трансформатора — магнитопровод. Бывает так, что в сварочный трансформатор с успехом превращается достаточно мощный трансформатор, автотрансформатор и даже электродвигатель. Но тем не менее на практике чаще всего применяются сердечники трех типов:
- Броневые.
- Тороидальные.
- Стержневые.
Схема самодельного приспособления для обмотки трансформаторов.
В броневом сердечнике катушки располагают на центральном стержне. Площадь этого стержня S = a * b и является площадью сечения сердечника. Такое расположение обмоток обеспечивает эффективное использование окна сердечника (So = c * h), их защиту от внешних воздействий. Основным недостатком, важным именно для трансформаторов большой мощности, является то, что они быстро перегреваются, поскольку обмотки окружены сердечником, плохо проводящим тепло и затрудняющим циркуляцию воздуха.
Этот недостаток в значительной мере ослаблен при стержневой конструкции сердечника. Уменьшается толщина обмоток, сокращается расход обмоточного материала, возрастает площадь поверхности охлаждения. Вследствие этого мощные сварочные трансформаторы наиболее часто изготавливаются на основе таких сердечников. Площадь сечения магнитопровода S = a * b, площадь окна So = c * h.
Тороидальный магнитопровод представляет собой тор, то есть кольцо прямоугольного сечения. По сравнению с описанными выше, он имеет много плюсов:
- нет стыков и зазоров;
- возможно применение сплавов с более высокой магнитной проницаемостью, что позволяет уменьшить габариты и вес трансформатора, число витков в обмотках;
- низкое значение индуктивности рассеяния и, как следствие, уменьшение потерь;
- удобство и простота крепления, лучшие условия для охлаждения обмоток;
- более высокий КПД.
Схема устройства сварочного трансформатора.
Изготавливаются такие магнитопроводы из ленточной трансформаторной стали, которую сворачивают в рулон, придавая ей форму тора. Если диаметр внутреннего отверстия магнитопровода d1 (см. рис. 1б) мал и обмотки в нем не помещаются, можно отмотать часть ленты с внутренней стороны сердечника намотать ее на внешнюю. Диаметр внутреннего отверстия увеличится до d2, а внешний диаметр возрастет до D2.
После перемотки площадь сечения сердечника S2 = a2 * b несколько уменьшится по сравнению с первоначальным S1 = a1 * b. Если это нежелательно, придется подмотать ленту с другого сердечника, пока не восстановится первоначальное значение S.
Особенности изготовления обмоток для различных магнитопроводов
Обмотки при применении сердечников броневого и стержневого типа наматываются обычно на термостойкий, хорошо изолированный каркас. Термостойкая изоляция проводов будет, конечно, дороже обычной, но зато гарантирует от пробоя обмоток в результате перегрева. Каждый слой проводки изолируется несколькими прослойками эскапоновой лакоткани, а лишь затем намотка продолжается.
Типы обмоток трансформаторов.
Различают две разновидности устройства обмоток:
- Цилиндрические, в которых одни обмотки намотаны поверх других. Электромагнитное взаимодействие между катушками жесткое, для нормальной сварки необходим дроссель или балластный реостат, что усложняет изготавливаемое устройство.
- Дисковые, намотанные в отдельных, изолированных друг от друга секциях. Характеризуются отчетливо выраженным электромагнитным рассеиванием. Особенно сильно оно у трансформаторов со стержневым сердечником и обмотками, разнесенными на противоположные плечи магнитопровода. Балластная нагрузка не нужна, но и потери при такой конструкции возрастают. Самодельные устройства чаще всего изготавливаются по такой схеме.
Готовые катушки стягиваются и изолируются по всей наружной поверхности киперной лентой, пропитываются масляно-битумным, эскапоновым или кремнийорганическим лаком и просушиваются при температуре около 100
Изготовить трансформатор на тороидальном сердечнике заметно труднее. Объясняется это тем, что расположить обмотки на торе и намотать их весьма непросто. Можно рекомендовать использование такой последовательности операций:
- Обмотать сердечник хлопчатобумажной изолентой.
- На самодельный челнок намотать провод для обмотки.
- Челноком сквозь отверстие в торе наматывается обмотка, аккуратными движениями прижимается каждый виток. Витки равномерно распределяются по поверхности магнитопровода.
- После каждого заполненного слоя наматывается прослойка изоляции (лучше лакоткани).
- Наматывается следующий слой обмотки.
- После окончания намотки первичной обмотки и ее дополнительной изоляции поверх нее наматывается вторичная обмотка, но без использования челнока.
- После окончания намотки вторичной обмотки она стягивается киперной лентой, пропитывается лаком и просушивается.
Изготовленные в соответствии с приведенными рекомендациями трансформаторы могут служить основой недорогого, но достаточно эффективного устройства для сварки в домашних условиях.
Они не лишены недостатков, но просты и надежны в эксплуатации, не исключена возможность их дальнейшего совершенствования.
moyasvarka.ru
Сварочный аппарат своими руками – 3 конструкции
Оборудование для сварочных работ не обязательно покупать в магазине. Его можно сделать в домашней мастерской. Ведь, по сути, конструкция простейшего прибора элементарна и собрать сварочный аппарат своими руками не составляет труда. Для этого нужны только некоторые комплектующие и немного знаний по электротехнике.
Как сделать простые и, в тоже время, функциональные аппараты для сварочных работ и что для этого потребуется — об этом далее в нашей статье.
Что нужно для сборки сварки
Чтобы собрать простейший сварочный аппарат, нужно понимать принцип его работы.
Вся работа сварки основывается на преобразовании электрического тока из сети. В бытовом использовании нам доступно электричество с напряжением в 220 вольт и силой тока в 16-32 ампера.
Как мы знаем, для сварки этого недостаточно.
Для сварочной дуги требуется мощность, а ее обеспечивает сила тока, измеряемая в амперах (простым языком, это количество электронов подающихся на электрод). Чем больше заряд, тем более продуктивным будет аппарат.

Трансформатор
Для увеличения мощности используют трансформаторы, которые понижают напряжение в несколько раз, но увеличивают силу потока электронов, что позволяет применить такой ток для образования сварочной дуги.
Трансформатор — это основной элемент, позволяющий собрать простейший аппарат, работающий на переменном токе.
Основу трансформатора составляет магнитопровод (сердечник из трансформаторной стали), на который и наматывают обмотки: первичную, из более тонкого провода и большим количеством витков. и вторичную, состоящую из толстого кабеля с наименьшим количеством намоток.
Магнитопроводы для сборки сварочных аппаратов можно использовать, например, со старых силовых трансформаторов.
Питание обеспечивается от бытовой розетки и подается на первичную обмотку.
Обмотки между собой не должны контактировать. Даже если трансформатор имеет намотки одну на другой, между ними обязательно располагается слой изоляции! Ток с одной обмотки на другую передается через сердечник магнитным потоком.
В качестве сварочных кабелей можно использовать продукцию заводского изготовления, или же подобрать подходящий по сечению провод. Главное, что они должны выдерживать мощность аппарата.
Держатели изготавливают из прутка или арматуры небольшого диаметра. По форме они напоминают трезубую вилку, в зубья которой и фиксируют электрод.
Как собрать трансформаторную сварку
Для этого нужно найти рабочий понижающий трансформатор. Можно взять модели С-Б22, ИВ-10, или ИВ-8, мощность которых должна составлять 1-2 кВт. Такие элементы, как правило, используются для питания различных электроинструментов и понижают напряжение с 220 до 36 вольт.
Снятие вторичной обмотки
Сборка трансформаторной сварки проводиться по следующему алгоритму.
- Изначально нужно снять с трансформатора вторичную обмотку, но нельзя повредить первичную.
- Снятую проволоку наматывают на первичную катушку, которая расположена посредине сердечника. При этом на каждые 30 мотков создают отводок (их нужно 8-10 штук), которые номеруют для удобства.
- Две другие стороны сердечника обматывают кабелем с несколькими жилами (минимум три медных проводка с сечением 6-8мм). Для каждой катушки потребуется до 12 метров такого провода. Это будет вторичная обмотка прибора (ВО).
- Клеммы изготавливают из медной трубки диаметром 10-12 мм, при этом кабель вставляют в один конец и зажимают, второй край плющат и сверлят отверстие под крепление. К этому зажиму крепят кабели ВО.
- На трансформаторе крепеж М6 нужно сменить на более мощный (находиться на верхней панели). К этому креплению присоединяют кабель вторичной обмотки.
- Для первичной обмотки потребуется кусок текстолитовой платы с десятью отверстиями, в каждое из которых монтируют крепление М6.
- Чтобы обеспечить работу, нужно последовательно соединить первичную обмотку с крайних, а затем со средней катушки. Отводки из вторичной обмотки вставляют в отверстия платы по номерам от 1 до 10. Ток будет регулироваться клеммами.
- Держатель для электродов можно изготовить из стального прутка в 5 мм, к которому присоединяют кабель. Его делают в виде трезубой вилки. На рукоятку надевают кусок резинового шланга.
- К кабелю массы можно приспособить держатель из магнита или же сделать стальной крючок, на который можно будет надевать на заготовки.
В таком аппарате в первичной обмотке ток будет с силой в 25 Ампер, а во вторичной — 60-120 А. Питание обеспечивается через бытовую розетку. Мощность прибора обеспечит отличную работу электродами с диаметром в 2 мм. Для расходника тройки время сварки будет ограниченным (безостановочно до 10-15 электродов, потом нужно дать остыть трансформатору).
Если у Вас опыта в электротехнике мало, то нужно более детально изучить материалы по тому, как создать такой аппарат.
Точечная сварка из микроволновки
Сваривание точками позволяет соединять очень тонкий металл в том случае, когда традиционные сварочные аппараты могут просто сжечь деталь.
Простейший точечный самодельный сварочный аппарат можно собрать с минимальным количеством материалов, используя старую рабочую микроволновку, с которой потребуется снять трансформатор с мощностью от 1 кВт. Одного такого элемента будет достаточно, чтобы варить точками металл толщиной до 1 мм. Для увеличения мощности можно использовать два трансформатора.
В микроволновке основную работу выполняет магнетрон, для которого требуется мощность около 4000 вольт. Трансформатор для этого работает не на понижения, а на повышение напряжения. На выходе такой элемент дает до 2000 В.
С такого элемента микроволновки нужно взять сердечник (магнитопровод) и первичную обмотку (намотан толстый провод с меньшим количеством витков). ВО (вторичная обмотка) при этом срезается или срубается с использованием стамески. С середины сердечника медную проволоку можно выбить или высверлить.
Важно не повредить при этих манипуляциях первичную обмотку (ПО) и сам сердечник!
После такой работы должен остаться магнитопровод с намотанной первичной обмоткой.
Когда все подготовлено, делают новую вторичную обмотку. Чтобы обеспечить большую силу тока, потребуется очень толстый кабель с сечением в 100 мм². Также может подойти многожильный провод.
Обычно такие кабели имеют толстую изоляцию и она может мешать намотке. Чтобы было удобно, ее можно снять, а кабель заизолировать тканевой изолентой.
Для вторичной обмотки нужно создать как можно меньше витков (уменьшить сопротивление). Сделать нужно 2-3 намотки. Концы кабеля выводят для контактов плюса и минуса.
Электроды изготавливают из толстого медного прута (желательно, чтобы он был не меньше диаметра провода вторичной обмотки). Если точечный сварочный аппарат будет небольшой мощности, то можно использовать жало с паяльников. Сами электроды затачивают в виде конуса.
Управление таким прибором осуществляется рычагом и выключателем. Нижний рычаг делают неподвижным, а верхний желательно сделать на пружине, для возможности сжимать и разжимать электроды. Выключатель ставят на первичную обмотку, куда подается и питание всего аппарата.
Для полноценного функционирования желательно поставить охлаждение для такого прибора. Можно использовать компьютерные вентиляторы. В противном случае потребуется постоянный контроль нагрева трансформатора и остальных элементов, а так же делать перерывы в работе для остывания.
Работу осуществляют следующим образом. Между электродами зажимают заготовку и включают ток. Поставив точку, питание отключают и перемещают деталь.
Такая сварка из микроволновки своими руками обеспечит сваривание очень тонких конструкций. Увеличить мощность можно за счет соединения двух трансформаторов. Но при этом важно правильно собрать такую сборку, иначе неизбежно замыкание.
Сварки постоянного тока
Самодельные трансформаторные аппараты работают на переменном токе, таким образом можно варить различные марки стали. Но некоторые металлы при сварке электродуговым способом требуют постоянного тока для получения качественного соединения.
Чтобы собрать такой прибор, к трансформатору потребуется добавить выпрямитель и дроссели для сглаживания тока.
Выпрямители собирают с диодов, способных выдерживать большую мощность (до 200 Ампер). Они, как правило, габаритные и, к тому же, потребуют сборки системы охлаждения. Диоды монтируют параллельно для повышения тока.
Такой выпрямительный мост позволит выровнять электрическую дугу и получить швы более высокого качества при сваривании нержавейки или алюминия.
Нужно ли все это
Сегодня на просторах интернета можно найти множество схем и конструкций различного оборудования для сварки. От простейшего массивного трансформаторного аппарата до сложнейших самодельных инверторов. Насколько целесообразно их собирать и использовать в домашней мастерской?
Еще десять лет назад инверторы были практически недоступны широким массам и все сварочные работы проводили с помощью габаритных трансформаторов, чаще всего именно самодельных. Их функции позволяют варить различные конструкции с использованием стальных деталей. А многие опытные сварщики варят такими приборами цветные металлы или чугун. Тем более сегодня намного улучшилась ситуация с электродами, которые можно подобрать практически для любого материала.
Однако трансформаторы без выпрямителя работают только на переменном токе и это затрудняет работу с нержавеющей сталью или, к примеру, алюминием. Использование дополнительно выпрямителей увеличивает габариты оборудования и стесняет подвижность. И если для мастерской это не проблема, то уже высотные работы затрудняются. Но главная проблема трансформаторной сварки самодельного изготовления — это точность настройки режимов. Инверторы заводского производства в этом случае намного выигрывают.
Различные конструкции точечных сварок тоже намного упрощают работу с тонкостенными металлами и изделиями, которые можно быстро починить. Но создание действительно мощного аппарата потребует большего количества комплектующих, а они не всегда доступны (попробуйте сейчас поискать два одинаковых трансформатора от микроволновки).
Сборка инвертора в домашней мастерской будет целесообразной в том случае, если у Вас есть почти все необходимые элементы: трансформаторы, выпрямители, транзисторы и прочие. В противном случае зачем заморачиваться поисками и сборкой прибора с сомнительной мощностью и настройкой, если он сегодня стоит от 50-100 долларов? И для небольших объемов работ такого аппарата будет более чем достаточно?
Что Вы можете добавить к этому материалу? Поделитесь своим опытом по сборке самодельного сварочного оборудования, особенно схемами сборки. Как Вы считаете: насколько эффективно применение таких приборов в домашнем хозяйстве? Оставьте свои комментарии в блоке обсуждений к этой статье.
wikimetall.ru
Сварочные аппараты своими руками. Самодельное электрооборудование
Из статьи вы узнаете, какими бывают сварочные аппараты. Своими руками изготовить их довольно просто, если имеются элементарные познания в электротехнике и необходимые инструменты. В качестве основы для сварочного автомата может быть взят как готовый трансформатор, так и самодельный.
Конечно, такие конструкции потребляют большую мощность, следовательно, в сети будет наблюдаться сильное падение напряжения. Это может сказаться на функционировании бытовых электроприборов. Именно по этой причине намного эффективнее оказываются конструкции, в основе которых находятся полупроводниковые элементы. Если сказать проще, то это инверторные сварочные аппараты.
Простейший сварочный аппарат

Так, первым делом стоит рассмотреть самые простые конструкции, которые может повторить любой. Конечно, это те устройства, в основе которых находятся трансформаторы. Конструкция, рассмотренная ниже, позволяет работать от напряжения 220 и 380 Вольт. Максимальный диаметр электрода, используемый при сварке, – 4 миллиметра. Толщина свариваемых металлических элементов колеблется в интервале от 1 до 20 миллиметров. О том, как сделать сварочный аппарат своими руками, вы сейчас узнаете в полной мере. Причем продвигаться сможете от простого к сложному.
Несмотря на такие прекрасные характеристики, изготовление сварочного аппарата производится из легкодоступных материалов. Вам потребуется для сборки трансформатор понижающий, работающий от трехфазного напряжения. При этом его мощность должна составлять порядка 2 киловатт. Также стоит отметить, что вам необходимы будут не все обмотки. Поэтому в том случае, если одна из них вышла из строя, проблем с дальнейшим конструированием не возникнет.
Переделка трансформатора
Суть в том, что вам необходимо внести изменения лишь во вторичной обмотке. Для облегчения задачи ниже в статье приведена схема сварочного аппарата, подключение его к сети также описано.
Итак, первичную обмотку трогать не нужно, она имеет все характеристики, необходимые для работы от сети переменного тока 220 Вольт. Разбирать сердечник нет необходимости, достаточно непосредственно на нём разобрать вторичную обмотку, а вместо нее намотать новую.
На трансформаторе, который вы должны выбрать, присутствует несколько обмоток. Три первичных, столько же вторичных. Но имеются еще и средние обмотки. Их тоже три. Именно вместо средней необходимо намотать такой же провод, какой был использован для изготовления первичной. Причем необходимо от каждого тридцатого витка делать отводы. Около 300 витков в общей сложности должна иметь каждая обмотка. Благодаря правильной намотке провода можно увеличить мощность сварочного аппарата.
На обеих крайних катушках наматывается вторичная обмотка. Точное количество витков указать сложно, так как чем их больше, тем лучше. Провод используется сечением 6-8 квадратных миллиметров. Вместе с ним наматывается одновременно тонкий провод. В качестве силового кабеля нужно использовать многожильный в надежной изоляции. Именно так делаются сварочные аппараты своими руками.
Если проанализировать все конструкции, изготовленные по данной технологии, то оказывается, что примерное количество провода — около 25 метров. Если нет провода с большим сечением, можно использовать кабель с площадью 3-4 квадратных миллиметра. Но в этом случае его необходимо складывать вдвое при намотке.
Подключение трансформатора
Конструкцию имеет простую сварочный аппарат. Полуавтомат можно изготовить на его основе, если сделать еще одну обмотку для питания электропривода подачи электродов. Обратите внимание на то, что на выходе трансформатора будет очень большой ток. Поэтому все коммутационные разъемы необходимо выполнять максимально прочными.

Чтобы сделать клеммы для подключения к выводам вторичной обмотки, вам потребуется медная трубка. У нее должен быть диаметр 10 миллиметров, а длина 3-4 см. С одного конца ее нужно расклепать. Получиться должна пластина, в которой необходимо проделать отверстие. Диаметр его должен составлять около одного сантиметра. С другого конца вставляются провода. Независимо от того, сварочный аппарат постоянного тока или переменного, коммутация делается максимально жесткой и надежной.

Желательно их идеально зачистить, при необходимости обработать в кислоте и нейтрализовать ее. Для улучшения контакта второй край трубки должен быть слегка сплюснут при помощи молотка. Выводы первичной обмотки лучше всего крепить к текстолитовой плате. Толщина ее должна быть около трех миллиметров, можно больше. Она жестко крепится к трансформатору. Кроме того, в этой плате нужно сделать 10 отверстий, диаметр каждого около 6 миллиметров. Посмотрите, какая схема сварочного аппарата, как он включается в сеть 220 и 380 Вольт.
В них необходимо установить винты, гайки и шайбы. К ним производится подключение выводов всех первичных обмоток. В том случае, если требуется, чтобы сварка работала от бытовой сети 220 Вольт, соединяются параллельно крайние обмотки трансформатора. Последовательно с ними включается средняя обмотка. Идеально будет работать сварка при питании от 380 Вольт.
Чтобы произвести подключение первичных обмоток к питающей сети, нужно использовать другую схему. Обе крайние обмотки соединяются последовательно. Лишь после этого последовательно с ними включается средняя обмотка. Причина для этого кроется в следующем: средняя обмотка является дополнительным индуктивным сопротивлением, с ее помощью происходит снижение напряжения и тока во вторичной цепи. Благодаря этому работают в нормальном режиме сварочные аппараты, своими руками изготовленные по приведенной технологии.
Изготовление электрододержателя

Конечно, неотъемлемая часть любого сварочного аппарата — это электрододержатель. Нет необходимости покупать готовый, если сделать его можно из подручных материалов. Вам необходима трехчетвертная труба, ее суммарная длина должна быть около 25 сантиметров. С обоих концов необходимо сделать небольшие выемки, примерно на 1/2 диаметра. С таким держателем будет нормально работать сварочный аппарат. Для пластиковых элементов конструкции отдельное требование – они должны быть расположены как можно дальше от трансформатора и держателя.
Делать их нужно в трех-четырех сантиметрах от края. Затем возьмите кусок стальной проволоки, диаметр которой 6 миллиметров, приварите его к трубе напротив большей выемки. С другой стороны необходимо просверлить дырку, к ней прикрепите провод, который будет соединяться со вторичной обмоткой.
Подключение к сети

Стоит отметить, что нужно подключать сварочный аппарат по всем правилам. Во-первых, нужно использовать рубильник, с помощью которого можно без труда произвести отключение устройства от сети. Обратите внимание на то, что сварочные аппараты, своими руками изготовленные, по безопасности не должны уступать аналогам, выпускаемым промышленностью. Во-вторых, сечение проводов для подключения к сети должно быть не меньше полутора квадратных миллиметров. Ток потребления первичной обмотки составляет максимум 25 ампер. При этом во вторичной цепи ток можно изменить в диапазоне 60..120 ампер. Обратите внимание на то, что данная конструкция сравнительно простая, поэтому подходит она лишь для применения в быту.
Старайтесь давать небольшой перерыв время от времени, независимо от того, какой сварочный аппарат – полуавтомат или ручной. Использовали десяток электродов – выключите сварку, дайте ей немного времени остыть. Но это лишь в том случае, если используются электроды с диаметром больше 3 миллиметров. Если же меньшие вы используете, например 2 миллиметра, то температура обмоток трансформатора не поднимается больше 80 градусов. Следовательно, можно работать, не выключая сварочный аппарат. При эксплуатации обязательно соблюдайте технику безопасности. Ознакомьтесь с правилами противопожарной безопасности при работе сварочного аппарата. Не поленитесь и почитайте о правилах электробезопасности.
Аппарат для точечной сварки

Полезным окажется и сварочный аппарат точечного типа. Конструкции таких устройств не менее простые, нежели предыдущих. Правда, величина тока на выходе очень большая. Зато имеется возможность производить контактную сварку металлов до трех миллиметров толщиной. В большинстве конструкций нет регулировки выходного тока. Но при желании это можно сделать. Правда, усложняется вся самоделка. Необходимость в регулировании выходного тока отпадает, так как можно контролировать процесс сварки визуально. Конечно, сварочные инверторные аппараты окажутся намного эффективнее. Но точечные могут выполнять то, чего не позволяет сделать любая другая конструкция.
Для изготовления вам потребуется трансформатор с мощностью около 1 киловатта. Первичная обмотка остается без изменений. Переделать потребуется только вторичную. И если используется трансформатор от бытовой микроволновки, то нужно выбить вторичную обмотку, вместо нее произвести намотку нескольких витков провода большого сечения. Если имеется возможность, лучше использовать медную шину. На выходе должно получиться около пяти вольт, но этого окажется достаточно для полноценной работы устройства.
Конструкция электрододержателя

Здесь она немножко отличается от той, которая была рассмотрена выше. Для изготовления вам потребуются небольшие дюралевые заготовки. Подойдут прутки с диаметром 3 сантиметра. Нижний должен быть неподвижен, полностью изолирован от контактов. В качестве изоляционного материала можно использовать шайбы из текстолита, а также лакоткань. Любой, даже простейший точечный сварочный аппарат нуждается в надежном электрододержателе, поэтому его конструированию уделите максимум внимания.
Электроды изготавливаются из меди, их диаметр – 10-12 миллиметров. Они прочно закрепляются в держателе с помощью прямоугольных латунных вставок. Исходное положение электрода держателя – его половины разведены. Для придания упругости можно использовать пружины. Идеально подходят от старых раскладушек.
Работа контактной сварки

Необходимо подключать такую сварку к электрической сети при помощи автоматического выключателя. Он должен иметь номинальный ток 20 ампер. Обратите внимание на то, что на входе (там, где у вас находится счетчик) автомат должен быть либо таким же по параметрам, либо большим. Чтобы произвести включение трансформатора, применяется простой магнитный пускатель. Несколько отличается работа сварочным аппаратом контактного типа от той, которая была рассмотрена выше. И эти особенности вы сейчас узнаете.
Для включения магнитного пускателя необходимо предусмотреть специальную педаль, которую вы будете нажимать ногой для выработки тока во вторичной цепи. Обратите внимание на то, что включается и выключается контактная сварка только в том случае, если электроды полностью сведены. Если пренебрегать этим правилом, то будет появляться очень много искр, как следствие, это приведет к пригоранию электродов, выходу их из строя. Старайтесь как можно чаще обращать внимание на температуру сварочного аппарата. Время от времени делайте небольшие перерывы. Не допускайте перегрева агрегата.
Инверторный сварочный аппарат

Он является наиболее современным, но сложнее в конструировании. В нем используется импульсный трансформатор и полупроводниковые транзисторы с высокой мощностью. Пожалуй, это наиболее дорогие и дефицитные детали. В первую очередь делается блок питания. Он импульсный, поэтому необходимо изготовить специальный трансформатор. А теперь более подробно о том, из чего состоит такой сварочный аппарат. Характеристики его компонентов смотрите далее.
Конечно, трансформатор, используемый в инверторе, намного меньше по габаритам, нежели рассмотренные выше. Также потребуется сделать дроссель. Итак, вам следует обзавестись сердечником из феррита, каркасом для изготовления трансформатора, медными шинами, специальными скобами, чтобы произвести фиксацию двух половин ферритового сердечника, изолентой. Последнюю необходимо выбирать, исходя из данных ее термической стойкости. Придерживайтесь этих советов, когда делаете сварочные инверторные аппараты.
Намотка трансформатора
Наматывается трансформатор на всю ширину каркаса. Только при таком условии он способен будет выдержать любые падения напряжения. Для намотки используется либо медная шина, либо провода, собранные в пучок. Обратите внимание на то, что провод из алюминия использовать нельзя! Он не может выдерживать такую большую плотность электрического тока, которая имеется в инверторе. Такой сварочный аппарат для дачи способен выручить вас, причем его вес крайне мал. Витки наматываются максимально плотно. Вторичная обмотка – это два провода с толщиной порядка двух миллиметров, скрученных вместе.

Друг от друга они должны быть максимально изолированы. Если у вас большие запасы строчных трансформаторов от старых телевизоров, можно их применить в конструкции. Требуется 5 штук, причем сделать из них нужно один общий магнитопровод. Чтобы устройство работало с максимальной эффективностью, нужно уделять внимание каждой мелочи. В частности, толщина провода выходной обмотки трансформатора влияет на его бесперебойность.
Конструкция инвертора

Чтобы изготовить сварочный аппарат 200, необходимо уделить максимальное внимание всем мелочам. В частности, силовые транзисторы необходимо закрепить на радиаторе. Причем использование термопасты приветствуется для передачи тепла от транзистора к радиатору. И рекомендуется ее время от времени менять, так как она имеет свойство высыхать. Передача тепла при этом ухудшается, есть вероятность, что полупроводники выйдут из строя. Кроме того, нужно сделать принудительное охлаждение. Для этой цели используются вытяжные кулеры. Диоды, служащие для выпрямления переменного тока, необходимо закрепить на алюминиевой пластине. Ее толщина должна быть 6 миллиметров.
Соединение выводов осуществляется при помощи неизолированного провода. Его сечение должно составлять 4 миллиметра. Обратите внимание на то, чтобы между проводами соединения было максимальное расстояние. Они не должны прикасаться друг другу, независимо от того, какое воздействие испытывает корпус сварочного аппарата. Дроссель необходимо закрепить на основании сварочного аппарата при помощи металлической пластины.

Причем последняя должна полностью повторять форму непосредственно дросселя. Чтобы уменьшить вибрацию, необходимо установить уплотнитель из резины между корпусом и дросселем. Силовые провода внутри устройства разводятся в разные стороны. В противном случае имеется вероятность того, что произойдет короткое замыкание. Необходимо установить вентилятор таким образом, чтобы он осуществлял обдув всех радиаторов единовременно. В противном случае, если не получается использовать один вентилятор, придется ставить несколько.
Но лучше заранее полностью рассчитать место установки всех элементов системы. Обратите внимание на то, что вторичная обмотка должна охлаждаться максимально эффективно. Как видите, не только радиаторы нуждаются в эффективном обдуве. На этой основе можно без затрат сделать аргонный сварочный аппарат. Но его конструкция потребует использования иных материалов.
Заключение
Теперь вы знаете о том, как сделать несколько типов сварочных аппаратов. Если у вас имеются навыки в конструировании радиоэлектронных средств, то лучше, конечно же, остановиться на инверторном сварочном аппарате. Вы потратите время, зато на выходе получите прекрасное устройство, которое не уступает даже дорогим японским аналогам. Причем обойдется его изготовление в сущие копейки.

Но если имеется необходимость сделать сварочный аппарат, что называется, на скорую руку, то окажется проще соединить два трансформатора от микроволновых печей с измененными вторичными обмотками. Впоследствии весь агрегат можно усовершенствовать, добавив к нему электрический привод для подачи электродов. Также можно установить баллон, наполненный углекислым газом, чтобы в его среде осуществлять сварку металлов.
fb.ru
Как сделать сварочный аппарат. Самодельные сварочные аппараты
Самодельный сварочный трансформатор
Многие конструкции в быту (в гараже, на даче, дома и т.д.) тяжело построить без внедрения сварки, в особенности электродуговой. В текущее время на прилавках магазинов появилось огромное количество электросварочных аппаратов как ввезенного, так и русского производства. Отличные аппараты стоят дорого, а более дешевенькие не всегда обеспечивают качество сварочных работ. В предлагаемой статье хотелось бы поделиться некоторыми соображениями в главном практического характера по конструированию любительских сварочных аппаратов (С.А.) на базе анализа ранее опубликованных материалов. Это поможет не только в самостоятельном изготовлении любительского С.А., да и при выборе и покупке уже готовых сварочных аппаратов.
Сварочные аппараты бывают постоянного и переменного тока. С.А. постоянного тока применяются при сварке на малых токах тонколистового металла (кровельная сталь, автомобильная и т.д.). Сварочная дуга на постоянном токе более устойчива, вероятна сварка на прямой и оборотной полярности. На постоянном токе можно варить электродной проволокой без обмазки и электродами, созданными для сварки как на постоянном токе, так и на переменном. Для придания стойкости горения дуги на малых токах лучше иметь завышенное напряжение холостого хода Uxx сварочной обмотки (до 70 — 75 В). Для выпрямления переменного тока используются простые «мостовые» выпрямители на мощных диодах с радиаторами охлаждения (рис. 1). Для сглаживания пульсаций напряжения один из выводов С.А. подсоединяют к держателю электродов через дроссель L1, представляющий собой катушку из 10 – 15 витков медной шины сечением S = 35 мм2 намотанной на любом сердечнике, к примеру от магнитного пускателя. Для выпрямления и плавного регулирования сварочного тока используются более сложные схемы с внедрением мощных управляемых тиристоров. Одна из возможных схем на тиристорах типа Т161 (Т160) приведена в статье А.Чернова «И зарядит и приварит» (Моделист-конструктор, 1994, № 9). Достоинства регуляторов постоянного тока — в их универсальности. Спектр конфигурации ими напряжений составляет 0,1-0,9 Uxx. что позволяет использовать их не только лишь для плавной регулировки тока сварки, но и для зарядки аккумуляторных батарей, питания электронагревательных частей и других целей.
Рис. 1
Рис. 1. Мостовой выпрямитель для сварочного аппарата. Показано подключение С.А. для сварки тонколистового металла на “оборотной” полярности — “+” на электроде, “-” на свариваемой детали U2: — выходное переменное напряжение сварочного аппарата
Сварочные аппараты переменного тока используются при сварке электродами, поперечник которых более 1,6 – 2 мм, а толщина свариваемых изделий — более 1,5 мм. При всем этом ток сварки большой (10-ки ампер) и дуга пылает довольно стабильно. Используются электроды, созданные для сварки лишь на переменном токе. Для обычной работы сварочного аппарата нужно:
1.Обеспечить выходное напряжение для надежного зажигания дуги. Для любительского С.А. Uxx = 60 – 65в. Более высокое выходное напряжение холостого хода не рекомендуется, что связано в основном с обеспечением безопасности работы (Uxx промышленных сварочных аппаратов — до 70 – 75 В).
2.Обеспечить напряжение сварки U св нужное для устойчивого горения дуги. Зависимо от поперечника электрода — Uсв =18 – 24в.
3.Обеспечить номинальный сварочный ток Iсв = (30 – 40) dэ, где Iсв— величина сварочного тока, А; 30 – 40 — коэффициент, зависящий от типа и поперечника электрода; dэ — поперечник электрода, мм.
4.Ограничить ток короткого замыкания Iкз, величина которого не должна превышать номинальный сварочный ток более чем на 30 – 35%.
Устойчивое горение дуги может быть в этом случае, если сварочный аппарат будет владеть падающей наружной характеристикой, которая определяет зависимость меж силой тока и напряжением в сварочной цепи (рис. 2).
Сварочный аппарат указывает, что для грубого (ступенчатого) перекрытия спектра сварочных токов нужна коммутация как первичных обмоток, так и вторичных (что конструктивно более трудно из-за большого протекающего в ней тока). Не считая того, для плавной конфигурации тока сварки в границах избранного спектра употребляются механические устройства перемещения обмоток. При удалении сварочной обмотки относительно сетевой увеличиваются магнитные потоки рассеивания, что приводит к понижению тока сварки. Конструируя любительский С.А. не следует стремиться к полному перекрытию спектра сварочных токов. Целесообразно на первом шаге собрать сварочный аппарат для работы с электродами поперечником 2 – 4 мм, а на втором шаге, в случае необходимости работы на малых токах сварки, дополнить его отдельным выпрямительным устройством с плавным регулированием сварочного тока. Любительские сварочные аппараты должны удовлетворять ряду требований, главные из которых последующие: относительная компактность и маленький вес; достаточная длительность работы (более 5 – 7 электродов dэ = 3 – 4 мм) от сети 220в. Вес и габариты аппарата могут быть снижены благодаря уменьшению его мощности, а повышение продолжительности работы — благодаря использованию стали с высочайшей магнитной проницаемостью и термостойкой изоляции обмоточных проводов. Эти требования несложно выполнить, зная базы конструирования сварочных аппаратов и придерживаясь предлагаемой технологии их производства.
Рис. 2
Рис. 2. Падающая наружная черта сварочного аппарата: 1 — семейство характеристик для разных диапазонов сварки; Iсв2, Iсвз, Iсв4 — спектры токов сварки для электродов поперечником 2, 3 и 4 мм соответственно; Uxx— напряжение холостого хода СА. Iкз – ток короткого замыкания; Ucв -диапазон напряжений сварки (18 – 24 В)
Рис. 3. Магнитопровод стержневого типа: а — пластинки Г-образной формы; б — пластинки П-образной формы; в — пластинки из полос трансформаторной стали; S =axb — площадь поперечного сечения сердечника (керна), см2 с, d — размеры окна, см
Рис. 3
Итак, выбор типа сердечника. Для производства сварочных аппаратов употребляют в основном магнитопроводы стержневого типа, так как в исполнении они более технологичны. Сердечник набирают из пластинок электротехнической стали любой конфигурации толщиной 0,35- 0,55 мм, стянутых шпильками, изолированными от сердечника (рис. 3). При подборе сердечника необходимо учесть размеры “окна”, чтоб поместились обмотки сварочного аппарата, и площадь поперечного сечения сердечника (керна) S =axb, см2. Как показывает практика, не следует выбирать минимальные значения S = 25 – 35 см, поскольку сварочный аппарат не будет обладать требуемым запасом мощности и доброкачественную сварку получить будет трудно. Ну и перегрев сварочного аппарата после кратковременной работы также неизбежен. Сечение сердечника должно составлять S = 45 – 55 см2. Сварочный аппарат будет несколько тяжелее, но не подведет! Все большее распространение получают любительские сварочные аппараты на сердечниках тороидального типа, которые владеют более высочайшими электротехническими чертами, приблизительно в 4 – 5 раз выше, чем у стержневого, а электропотери невелики. Трудовые затраты на их изготовку более значительны и связаны сначала с размещением обмоток на торе и сложностью самой намотки. Но при правильном подходе они дают отличные результаты. Сердечники изготовляют из ленточного трансформаторного железа, свернутого в рулон в форме тора. Примером может служить сердечник из автотрансформатора «Латр» на 9 А. Для роста внутреннего диаметра тора («окна») с внутренней стороны отматывают часть металлической ленты и наматывают на внешнюю сторону сердечника. Но, как указывает практика, одного «Латра» недостаточно для производства высококачественного С.А. (не достаточно сечение S). Даже после работы с 1 – 2 электродами диаметром 3 мм он перегревается. Может быть использование 2-ух схожих сердечников по схеме, описанной в статье Б.Соколова «Сварочный малыш» (Сам, 1993, № 1), либо изготовка 1-го сердечника методом перемотки двух (рис. 4).
Рис. 4
Рис. 4. Магнитопровод тороидального типа: 1.2 — сердечник автотрансформатора до и после перемотки; 3 конструкция С.А. на базе 2-ух тороидальных сердечников; W11W12 — сетевые обмотки, включенные параллельно; W2 — сварочная обмотка; S =axb — площадь поперечного сечения сердечника, см2 , с, d— внутренний и наружный поперечники тора, см; 4 — электронная схема С.А. на базе 2-ух состыкованных тороидальных сердечников
Особенного внимания заслуживают любительские С.А. сделанные на базе статоров асинхронных трехфазных электродвигателей большой мощности (более 10 кВт). Выбор сердечника определяется площадью поперечного сечения статора S. Штампованные пластинки статора не полностью соответствуют характеристикам электротехнической трансформаторной стали, потому уменьшать сечение S менее 40 – 45 см нецелесообразно.
Статор высвобождают от корпуса, удаляют из внутренних пазов статорные обмотки, срубают зубилом перемычки пазов, зачищают внутреннюю поверхность ратфилем либо абразивным кругом, скругляют острые кромки сердечника и обматывают его плотно, с перекрытием хлопчатобумажной изоляционной лентой. Сердечник готов для намотки обмоток.
Выбор обмоток. Для первичных (сетевых) обмоток лучше использовать специальный медный обмоточный провод в х.б. (стеклотканевой) изоляции. Удовлетворительной теплостойкостью владеют также провода в резиновой либо резинотканевой изоляции. Неприменимы для работы при завышенной температуре (а это уже закладывается в конструкцию любительского С.А.) провода в полихлорвиниловой (ПХВ) изоляции из-за вероятного ее расплавления, вытекания из обмоток и их короткого замыкания. Потому полихлорвиниловую изоляцию с проводов необходимо или снять и обмотать провода по всей длине х.б. изоляционной лентой, или не снимать, а обмотать провод поверх изоляции. Вероятен и другой проверенный на практике метод намотки. Но об этом ниже.
При подборе сечения обмоточных проводов с учетом специфичности работы С.А. (периодический) допускаем плотность тока 5 А/мм2. При токе сварки 130 – 160 А (электрод dэ = 4 мм) мощность вторичной обмотки составит Р2 =Iсв х 160×24 = 3,5 – 4 кВт, мощность первичной обмотки с учетом утрат составит порядка 5— 5,5 кВт, а как следует, наибольший ток первичной обмотки может достигать 25 А. Следовательно, сечение провода первичной обмотки S1должно быть более 5 – 6 мм. На практике лучше использовать провод сечением 6 – 7 мм2 Или это прямоугольная шина, или медный обмоточный провод поперечником (без изоляции) 2,6 – 3мм. (Расчет по известной формуле S = пиR2где S — площадь круга, мм2 пи = 3,1428; R — радиус круга, мм.) При недостающем сечении 1-го провода вероятна намотка в два. При использовании дюралевого провода его сечение нужно прирастить в 1,6 – 1,7 раза. Можно ли уменьшить сечение провода сетевой обмотки? Да, можно. Но при этом С.А. растеряет требуемый запас мощности, будет греться быстрее, ну и рекомендуемое сечение керна S = 45 – 55 см в данном случае будет необоснованно велико. Число витков первичной обмотки W1 определяется из последующего соотношения: W1 = [(30 — 50):S] х U1где 30-50 – неизменный коэффициент; S — сечение керна, см2 , W1 = 240 витков с отводами от 165, 190 и 215 витков, т.е. через каждые 25 витков.
Большее количество отводов сетевой обмотки, как указывает практика, нецелесообразно. И вот почему. За счет уменьшения числа витков первичной обмотки возрастает как мощность С.А. так и Uxx, что приводит к увеличению напряжения горения дуги и ухудшению качества сварки. Как следует, только изменением числа витков первичной обмотки достигнуть перекрытия спектра сварочных токов без ухудшения свойства сварки нельзя. Для этого нужно предусмотреть переключение витков вторичной (сварочной) обмотки W2.
Вторичная обмотка W2 должна содержать 65 — 70 витков медной изолированной шины сечением более 25 мм (лучше сечением 35 мм ). Полностью подойдет и гибкий многожильный провод (например, сварочный) и трехфазный силовой многожильный кабель. Главное, сечение силовой обмотки не должно быть меньше требуемого, а изоляция — теплостойкой и надежной. При недостающем сечении провода вероятна намотка в два и даже в три провода. При использовании дюралевого провода его сечение необходимо увеличить в 1,6 – 1,7 раза.

Рис. 5
Рис. 5. Крепление выводов обмоток СА: 1 — корпус СА; 2 — шайбы; 3 — клеммный болт; 4 — гайка; 5 — медный наконечник с проводом
Трудность приобретения переключателей на большие токи, ну и практика показывают, что более просто выводы сварочной обмотки завести через медные наконечники под клеммные болты диаметром 8 – 10 мм (рис. 5). Медные наконечники изготавливают из медных трубок подходящего поперечника длиной 25 – 30 мм и укрепляют на проводах опрессовкой и, лучше, пропайкой. Особо остановимся на порядке намотки обмоток. Общие правила:
1.Намотка должна выполняться по изолированному керну и всегда в одном направлении (к примеру, по часовой стрелке).
2.Каждый слой обмотки изолируют слоем х.б. изоляции (стеклоткани, электрокартона, кальки), лучше с пропиткой бакелитовым лаком.
3.Выводы обмоток залуживают, маркируют, закрепляют х.б. тесьмой, на выводы сетевой обмотки дополнительно надевают х.б. кембрик.
4.В случае колебаний в качестве изоляции намотку можно проводить с использованием х/б шнура вроде бы в два провода (создатель использовал х.б. нить для рыболовства). После намотки 1-го слоя обмотку с х.б. нитью фиксируют клеем, лаком и т.д. и после высыхания наматывают последующий ряд.
Разсмотрим порядок расположения обмоток на магнитопроводе стержневого типа. Сетевую обмотку можно расположить 2-мя основными методами. Первый метод позволяет получить более «жесткий» режим сварки. Сетевая обмотка в данном случае состоит из 2-ух одинаковых обмоток W1W2 расположенных на различных сторонах сердечника, соединенных поочередно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток изготовлены отводы, которые попарно замыкаются (рис. 6а,в).
2-ой метод предусматривает намотку первичной (сетевой) обмотки на одной из сторон сердечника (рис. 6 в,г). В этом случае сварочный аппарат обладает крутопадающей характеристикой, варит «мягко», длина дуги меньше оказывает влияние на величину сварочного тока, а как следует, и на качество сварки. После намотки первичной обмотки СА нужно проверить на наличие короткозамкнутых витков и корректность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4 – 6А). Если предохранитель сгорает либо очень нагревается — это очевидный признак короткозамкнутого витка. Как следует, первичную обмотку придется перемотать, обратив повышенное внимание на качество изоляции.
Рис. 6
Рис. 6. Методы намотки обмоток СА на сердечнике стержневого типа: а – сетевая обмотка на 2-ух сторонах сердечника; б — соответствующая ей вторичная (сварочная) обмотка, включенная встречно-параллельно; в — сетевая обмотка на одной стороне сердечника; г — соответственная ей вторичная обмотка, включенная поочередно
Если сварочный аппарат очень гудит, а потребляемый ток превосходит 2 – 3 А, то это значит, что число первичной обмотки занижено и нужно подмотать еще некое количество витков. Исправный СА потребляет ток холостого хода менее 1 – 1,5 А, не нагревается и гудит не громко. Вторичную обмотку СА всегда наматывают на 2-ух сторонах сердечника. Для первого метода намотки вторичная обмотка также состоит из 2-ух схожих половин, включенных для увеличения устойчивости горения дуги (рис. 6) встречно-параллельно, а сечение провода можно взять несколько меньше — 15 – 20 мм2 .
Для второго метода намотки основная сварочная обмотка W21 наматывается на свободной от обмоток стороне сердечника и составляет 60 — 65% от общего числа витков вторичной обмотки. Она служит в главном для поджига дуги, а во время сварки, за счет резкого роста магнитного потока рассеивания, напряжение на ней падает на 80 — 90%. Дополнительная сварочная обмотка W22 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых границах напряжение сварки, а как следует, и сварочный ток. Напряжение на ней падает в режиме сварки на 20 — 25% относительно напряжения холостого хода. После производства С.А нужно провести его настройку и проверку качества сварки электродами различного диаметра. Процесс опции заключается в последующем. Для измерения сварочного тока и напряжения нужно приобрести два электроизмерительных прибора — амперметр переменного тока на 180 — 200 А и вольтметр переменного тока на 70 – 80в.
Рис. 7
Рис. 7. Методы намотки обмоток СА на сердечнике тороидального типа: 1.2 — равномерная и секционная намотка обмоток соответственно: а — сетевая б — силовая
Рис. 8. Схема подключения измерительных устройств
Рис. 8
Схема их подключения показана на рис. 8. При сварке разными электродами снимают значения тока сварки — Iсв и напряжения сварки Uсв которые должны быть в требуемых границах. Если сварочный ток мал, что бывает в большинстве случаев (электрод липнет, дуга неуравновешенная), то в данном случае или переключением первичной и вторичной обмоток устанавливают требуемые значения, или перераспределяют количество витков вторичной обмотки (без их роста) в сторону роста числа витков, намотанных поверх сетевой обмотки. После сварки можно сделать разлом либо распиливание кромок свариваемых изделий, и сходу станет ясно качество сварки: глубина провара и толщина наплавленного слоя металла. По результатам измерений полезно составить таблицу.
Исходя из данных таблицы, выбирают рациональные режимы сварки для электродов различного поперечника, помня о том, что при сварке электродами, к примеру, поперечником 3 мм, электродами поперечником 2 мм можно резать, т.к. ток резки больше сварочного на 30 — 25%. Трудность покупки измерительных устройств, рекомендованных выше, заставила прибегнуть к изготовлению измерительной схемы (рис. 9) на базе более распространенного миллиамперметра постоянного тока на 1—10 мА. Она состоит из измерителей напряжения и тока, собранных по мостовой схеме.
Рис 9
Рис. 9. Принципная схема измерителей напряжения и тока сварки и конструкция трансформатора тока
Измеритель напряжения подключают к выходной (сварочной) обмотке С.А. Настройку производят при помощи любого тестера, которым держут под контролем выходное напряжение сварки. С помощью переменного сопротивления R.3 стрелку прибора устанавливают на конечное деление шкалы при максимальном значении Uxx Шкала измерителя напряжения довольно линейна. Для большей точности можно снять две — три контрольные точки и проградуировать измерительный прибор на измерение напряжений.
Более трудно настроить измеритель тока, так как он подключается к самостоятельно сделанному трансформатору тока. Последний представляет собой сердечник тороидального типа с 2-мя обмотками. Размеры сердечника (наружный поперечник 35—40 мм) принципиального значения не имеют, главное, чтоб уместились обмотки. Материал сердечника — трансформаторная сталь, пермаллой либо феррит. Вторичная обмотка состоит из 600 — 700 витков медного изолированного провода марки ПЭЛ, ПЭВ, лучше ПЭЛШО поперечником 0,2 – 0,25 мм и подключена к измерителю тока. Первичная обмотка — это силовой провод, проходящий снутри кольца и подключаемый к клемному болту (рис. 9). Настройка измерителя тока заключается в последующем. К силовой (сварочной) обмотке С.А. подключают калиброванное сопротивление из толстой нихромовой проволоки на 1 – 2 сек (очень нагревается) и определяют напряжение на выходе С.А. По закону Ома определяют ток, протекающий в сварочной обмотке. К примеру, при подключении Rн = 0,2ом Uвых = 30в.
Отмечают точку на шкале прибора. 3-х – 4 измерений с различными RH достаточно, чтоб откалибровать измеритель тока. После калибровки приборы устанавливают на корпус С.А, пользуясь общепринятыми советами. При сварке в разных критериях (мощная либо слаботочная сеть, длинный либо короткий подводящий кабель, его сечение и т.д.) переключением обмоток настраивают С.А. на лучший режим сварки, и дальше тумблер можно установить в нейтральное положение. Несколько слов о контактно-точечной сварке. К конструированию С.А. данного типа предъявляется ряд специфичных требований:
1. Мощность, отдаваемая в момент сварки, должна быть наибольшей, но менее 5—5,5 кВт. В данном случае потребляемый из сети ток не превзойдет 25 А.
2. Режим сварки должен быть «жестким», а как следует, намотка обмоток С.А. должна проводиться по первому варианту.
3. Токи, протекающие в сварочной обмотке, добиваются значений 1500—2000 А и выше. Как следует, напряжение сварки должно быть менее 2—2,5в, а напряжение холостого хода — 6—10в.
4. Сечение проводов первичной обмотки более 6—7 мм , а сечение вторичной обмотки более 200 мм Добиваются такового сечения проводов методом намотки 4—6 обмоток и их следующего параллельного соединения.
5. Дополнительных отводов от первичной и вторичной обмоток делать нецелесообразно.
6. Число витков первичной обмотки можно взять мало расчетное в связи с кратковременностью работы С.А.
7. Сечение сердечника (керна) наименее 45—50 см брать не рекомендуется.
8. Сварочные наконечники и подводные кабели к ним должны быть медными и пропускать надлежащие токи (диаметр наконечников 12—14 мм).
Особенный класс любительских С.А. представляют аппараты, сделанные на базе промышленных осветительных и других трансформаторов (2—3 фазных) на выходное напряжение 36 в и мощностью более 2,5—3 кВт. Но до того как браться за переделку, нужно измерить сечение керна которое должно быть более 25 см , и поперечники первичной и вторичной обмоток. Вам сходу станет ясно, чего можно ожидать от переделки данного трансформатора.
И в заключение несколько технологических советов.
Подключение сварочного аппарата к сети должно выполняться проводом сечением 6—7 мм через автомат на ток 25 — 50 А, к примеру АП-50. Диаметр электрода зависимо от толщины свариваемого металла можно избрать исходя из последующего соотношения: da= (1—1,5)L, где L— толщина свариваемого металла, мм. Длина дуги выбирается зависимо от поперечника электрода и в среднем равна 0,5—1,1 d3. Рекомендуется делать сварку короткой дугой 2—3 мм, напряжение которой равно 18—24 В. Повышение длины дуги приводит к нарушению стабильности ее горения, увеличению утрат на угар и разбрызгиванию, понижению глубины проплавления основного металла. Чем длиннее дуга, тем выше напряжение сварки. Скорость сварки выбирает сварщик зависимо от марки и толщины металла.
При сварке на прямой полярности плюс (анод) подсоединяют к детали и минус (катод) — к электроду. Если необходимо, чтоб на детали выделялось наименьшее количество тепла, к примеру при сварке тонколистовых конструкций, применяют сварку на оборотной полярности (рис. 1). В этом случае минус (катод) присоединяют к свариваемой детали, а плюс (анод) — к электроду. При всем этом не только лишь обеспечивается наименьший нагрев свариваемой детали, но и ускоряется процесс расплавления электродного металла за счет более высокой температуры анодной зоны и большего подвода тепла. Сварочные провода присоединяют к СА через медные наконечники под клеммные болты с внешней стороны корпуса сварочного аппарата. Плохие контактные соединения понижают мощностные свойства СА, усугубляют качество сварки и могут вызвать их перегрев и даже возгорание проводов. При маленький длине сварочных проводов (4—6 м) сечение их должно быть более 25 мм. При выполнении сварочных работ необходимо соблюдать правила пожарной и электробезопасности при работе с электроприборами. Сварочные работы следует вести в специальной маске с защитным стеклом марки С5 (на токи до 150—160 А) и рукавицах. Все переключения СА выполнять только после отключения сварочного аппарата от сети.
elektrica.info
Сварочные аппараты своими руками. Самодельное электрооборудование
Cодержание статьи
Из статьи вы узнаете, какими бывают сварочные аппараты. Своими руками изготовить их довольно просто, если имеются элементарные познания в электротехнике и необходимые инструменты. В качестве основы для сварочного автомата может быть взят как готовый трансформатор, так и самодельный.
Конечно, такие конструкции потребляют большую мощность, следовательно, в сети будет наблюдаться сильное падение напряжения. Это может сказаться на функционировании бытовых электроприборов. Именно по этой причине намного эффективнее оказываются конструкции, в основе которых находятся полупроводниковые элементы. Если сказать проще, то это инверторные сварочные аппараты.
Простейший сварочный аппарат

Так, первым делом стоит рассмотреть самые простые конструкции, которые может повторить любой. Конечно, это те устройства, в основе которых находятся трансформаторы. Конструкция, рассмотренная ниже, позволяет работать от напряжения 220 и 380 Вольт. Максимальный диаметр электрода, используемый при сварке, – 4 миллиметра. Толщина свариваемых металлических элементов колеблется в интервале от 1 до 20 миллиметров. О том, как сделать сварочный аппарат своими руками, вы сейчас узнаете в полной мере. Причем продвигаться сможете от простого к сложному.
Несмотря на такие прекрасные характеристики, изготовление сварочного аппарата производится из легкодоступных материалов. Вам потребуется для сборки трансформатор понижающий, работающий от трехфазного напряжения. При этом его мощность должна составлять порядка 2 киловатт. Также стоит отметить, что вам необходимы будут не все обмотки. Поэтому в том случае, если одна из них вышла из строя, проблем с дальнейшим конструированием не возникнет.
Переделка сварочного трансформатора
Суть в том, что вам необходимо внести изменения лишь во вторичной обмотке. Для облегчения задачи ниже в статье приведена схема сварочного аппарата, подключение его к сети также описано.

Итак, первичную обмотку трогать не нужно, она имеет все характеристики, необходимые для работы от сети переменного тока 220 Вольт. Разбирать сердечник нет необходимости, достаточно непосредственно на нём разобрать вторичную обмотку, а вместо нее намотать новую.
На трансформаторе, который вы должны выбрать, присутствует несколько обмоток. Три первичных, столько же вторичных. Но имеются еще и средние обмотки. Их тоже три. Именно вместо средней необходимо намотать такой же провод, какой был использован для изготовления первичной. Причем необходимо от каждого тридцатого витка делать отводы. Около 300 витков в общей сложности должна иметь каждая обмотка. Благодаря правильной намотке провода можно увеличить мощность сварочного аппарата.
На обеих крайних катушках наматывается вторичная обмотка. Точное количество витков указать сложно, так как чем их больше, тем лучше. Провод используется сечением 6-8 квадратных миллиметров. Вместе с ним наматывается одновременно тонкий провод. В качестве силового кабеля нужно использовать многожильный в надежной изоляции. Именно так делаются сварочные аппараты своими руками.
Если проанализировать все конструкции, изготовленные по данной технологии, то оказывается, что примерное количество провода — около 25 метров. Если нет провода с большим сечением, можно использовать кабель с площадью 3-4 квадратных миллиметра. Но в этом случае его необходимо складывать вдвое при намотке.
Подключение сварочного трансформатора
Конструкцию имеет простую сварочный аппарат. Полуавтомат можно изготовить на его основе, если сделать еще одну обмотку для питания электропривода подачи электродов. Обратите внимание на то, что на выходе трансформатора будет очень большой ток. Поэтому все коммутационные разъемы необходимо выполнять максимально прочными.

Чтобы сделать клеммы для подключения к выводам вторичной обмотки, вам потребуется медная трубка. У нее должен быть диаметр 10 миллиметров, а длина 3-4 см. С одного конца ее нужно расклепать. Получиться должна пластина, в которой необходимо проделать отверстие. Диаметр его должен составлять около одного сантиметра. С другого конца вставляются провода. Независимо от того, сварочный аппарат постоянного тока или переменного, коммутация делается максимально жесткой и надежной.

Желательно их идеально зачистить, при необходимости обработать в кислоте и нейтрализовать ее. Для улучшения контакта второй край трубки должен быть слегка сплюснут при помощи молотка. Выводы первичной обмотки лучше всего крепить к текстолитовой плате. Толщина ее должна быть около трех миллиметров, можно больше. Она жестко крепится к трансформатору. Кроме того, в этой плате нужно сделать 10 отверстий, диаметр каждого около 6 миллиметров. Посмотрите, какая схема сварочного аппарата, как он включается в сеть 220 и 380 Вольт.
В них необходимо установить винты, гайки и шайбы. К ним производится подключение выводов всех первичных обмоток. В том случае, если требуется, чтобы сварка работала от бытовой сети 220 Вольт, соединяются параллельно крайние обмотки трансформатора. Последовательно с ними включается средняя обмотка. Идеально будет работать сварка при питании от 380 Вольт.
Чтобы произвести подключение первичных обмоток к питающей сети, нужно использовать другую схему. Обе крайние обмотки соединяются последовательно. Лишь после этого последовательно с ними включается средняя обмотка. Причина для этого кроется в следующем: средняя обмотка является дополнительным индуктивным сопротивлением, с ее помощью происходит снижение напряжения и тока во вторичной цепи. Благодаря этому работают в нормальном режиме сварочные аппараты, своими руками изготовленные по приведенной технологии.
Изготовление электрододержателя

Конечно, неотъемлемая часть любого сварочного аппарата — это электрододержатель. Нет необходимости покупать готовый, если сделать его можно из подручных материалов. Вам необходима трехчетвертная труба, ее суммарная длина должна быть около 25 сантиметров. С обоих концов необходимо сделать небольшие выемки, примерно на 1/2 диаметра. С таким держателем будет нормально работать сварочный аппарат. Для пластиковых элементов конструкции отдельное требование – они должны быть расположены как можно дальше от трансформатора и держателя.
Делать их нужно в трех-четырех сантиметрах от края. Затем возьмите кусок стальной проволоки, диаметр которой 6 миллиметров, приварите его к трубе напротив большей выемки. С другой стороны необходимо просверлить дырку, к ней прикрепите провод, который будет соединяться со вторичной обмоткой.
Подключения сварочного аппарата к сети

Стоит отметить, что нужно подключать сварочный аппарат по всем правилам. Во-первых, нужно использовать рубильник, с помощью которого можно без труда произвести отключение устройства от сети. Обратите внимание на то, что сварочные аппараты, своими руками изготовленные, по безопасности не должны уступать аналогам, выпускаемым промышленностью. Во-вторых, сечение проводов для подключения к сети должно быть не меньше полутора квадратных миллиметров. Ток потребления первичной обмотки составляет максимум 25 ампер. При этом во вторичной цепи ток можно изменить в диапазоне 60..120 ампер. Обратите внимание на то, что данная конструкция сравнительно простая, поэтому подходит она лишь для применения в быту.
Старайтесь давать небольшой перерыв время от времени, независимо от того, какой сварочный аппарат – полуавтомат или ручной. Использовали десяток электродов – выключите сварку, дайте ей немного времени остыть. Но это лишь в том случае, если используются электроды с диаметром больше 3 миллиметров. Если же меньшие вы используете, например 2 миллиметра, то температура обмоток трансформатора не поднимается больше 80 градусов. Следовательно, можно работать, не выключая сварочный аппарат. При эксплуатации обязательно соблюдайте технику безопасности. Ознакомьтесь с правилами противопожарной безопасности при работе сварочного аппарата. Не поленитесь и почитайте о правилах электробезопасности.
Аппарат для точечной сварки

Полезным окажется и сварочный аппарат точечного типа. Конструкции таких устройств не менее простые, нежели предыдущих. Правда, величина тока на выходе очень большая. Зато имеется возможность производить контактную сварку металлов до трех миллиметров толщиной. В большинстве конструкций нет регулировки выходного тока. Но при желании это можно сделать. Правда, усложняется вся самоделка. Необходимость в регулировании выходного тока отпадает, так как можно контролировать процесс сварки визуально. Конечно, сварочные инверторные аппараты окажутся намного эффективнее. Но точечные могут выполнять то, чего не позволяет сделать любая другая конструкция.
Для изготовления вам потребуется трансформатор с мощностью около 1 киловатта. Первичная обмотка остается без изменений. Переделать потребуется только вторичную. И если используется трансформатор от бытовой микроволновки, то нужно выбить вторичную обмотку, вместо нее произвести намотку нескольких витков провода большого сечения. Если имеется возможность, лучше использовать медную шину. На выходе должно получиться около пяти вольт, но этого окажется достаточно для полноценной работы устройства.
Конструкция электрододержателя

Здесь она немножко отличается от той, которая была рассмотрена выше. Для изготовления вам потребуются небольшие дюралевые заготовки. Подойдут прутки с диаметром 3 сантиметра. Нижний должен быть неподвижен, полностью изолирован от контактов. В качестве изоляционного материала можно использовать шайбы из текстолита, а также лакоткань. Любой, даже простейший точечный сварочный аппарат нуждается в надежном электрододержателе, поэтому его конструированию уделите максимум внимания.
Электроды изготавливаются из меди, их диаметр – 10-12 миллиметров. Они прочно закрепляются в держателе с помощью прямоугольных латунных вставок. Исходное положение электрода держателя – его половины разведены. Для придания упругости можно использовать пружины. Идеально подходят от старых раскладушек.
Работа контактной сварки

Необходимо подключать такую сварку к электрической сети при помощи автоматического выключателя. Он должен иметь номинальный ток 20 ампер. Обратите внимание на то, что на входе (там, где у вас находится счетчик) автомат должен быть либо таким же по параметрам, либо большим. Чтобы произвести включение трансформатора, применяется простой магнитный пускатель. Несколько отличается работа сварочным аппаратом контактного типа от той, которая была рассмотрена выше. И эти особенности вы сейчас узнаете.
Для включения магнитного пускателя необходимо предусмотреть специальную педаль, которую вы будете нажимать ногой для выработки тока во вторичной цепи. Обратите внимание на то, что включается и выключается контактная сварка только в том случае, если электроды полностью сведены. Если пренебрегать этим правилом, то будет появляться очень много искр, как следствие, это приведет к пригоранию электродов, выходу их из строя. Старайтесь как можно чаще обращать внимание на температуру сварочного аппарата. Время от времени делайте небольшие перерывы. Не допускайте перегрева агрегата.
Инвентарно сварочный аппарат
Он является наиболее современным, но сложнее в конструировании. В нем используется импульсный трансформатор и полупроводниковые транзисторы с высокой мощностью. Пожалуй, это наиболее дорогие и дефицитные детали. В первую очередь делается блок питания. Он импульсный, поэтому необходимо изготовить специальный трансформатор. А теперь более подробно о том, из чего состоит такой сварочный аппарат. Характеристики его компонентов смотрите далее.
Конечно, трансформатор, используемый в инверторе, намного меньше по габаритам, нежели рассмотренные выше. Также потребуется сделать дроссель. Итак, вам следует обзавестись сердечником из феррита, каркасом для изготовления трансформатора, медными шинами, специальными скобами, чтобы произвести фиксацию двух половин ферритового сердечника, изолентой. Последнюю необходимо выбирать, исходя из данных ее термической стойкости. Придерживайтесь этих советов, когда делаете сварочные инверторные аппараты.

Намотка трансформатора
Наматывается трансформатор на всю ширину каркаса. Только при таком условии он способен будет выдержать любые падения напряжения. Для намотки используется либо медная шина, либо провода, собранные в пучок. Обратите внимание на то, что провод из алюминия использовать нельзя! Он не может выдерживать такую большую плотность электрического тока, которая имеется в инверторе. Такой сварочный аппарат для дачи способен выручить вас, причем его вес крайне мал. Витки наматываются максимально плотно. Вторичная обмотка – это два провода с толщиной порядка двух миллиметров, скрученных вместе.

Друг от друга они должны быть максимально изолированы. Если у вас большие запасы строчных трансформаторов от старых телевизоров, можно их применить в конструкции. Требуется 5 штук, причем сделать из них нужно один общий магнитопровод. Чтобы устройство работало с максимальной эффективностью, нужно уделять внимание каждой мелочи. В частности, толщина провода выходной обмотки трансформатора влияет на его бесперебойность.
Конструкция инвертора
Чтобы изготовить сварочный аппарат 200, необходимо уделить максимальное внимание всем мелочам. В частности, силовые транзисторы необходимо закрепить на радиаторе. Причем использование термопасты приветствуется для передачи тепла от транзистора к радиатору. И рекомендуется ее время от времени менять, так как она имеет свойство высыхать. Передача тепла при этом ухудшается, есть вероятность, что полупроводники выйдут из строя. Кроме того, нужно сделать принудительное охлаждение. Для этой цели используются вытяжные кулеры. Диоды, служащие для выпрямления переменного тока, необходимо закрепить на алюминиевой пластине. Ее толщина должна быть 6 миллиметров.
Соединение выводов осуществляется при помощи неизолированного провода. Его сечение должно составлять 4 миллиметра. Обратите внимание на то, чтобы между проводами соединения было максимальное расстояние. Они не должны прикасаться друг другу, независимо от того, какое воздействие испытывает корпус сварочного аппарата. Дроссель необходимо закрепить на основании сварочного аппарата при помощи металлической пластины.

Причем последняя должна полностью повторять форму непосредственно дросселя. Чтобы уменьшить вибрацию, необходимо установить уплотнитель из резины между корпусом и дросселем. Силовые провода внутри устройства разводятся в разные стороны. В противном случае имеется вероятность того, что произойдет короткое замыкание. Необходимо установить вентилятор таким образом, чтобы он осуществлял обдув всех радиаторов единовременно. В противном случае, если не получается использовать один вентилятор, придется ставить несколько.
Но лучше заранее полностью рассчитать место установки всех элементов системы. Обратите внимание на то, что вторичная обмотка должна охлаждаться максимально эффективно. Как видите, не только радиаторы нуждаются в эффективном обдуве. На этой основе можно без затрат сделать аргонный сварочный аппарат. Но его конструкция потребует использования иных материалов.
Заключение
Теперь вы знаете о том, как сделать несколько типов сварочных аппаратов. Если у вас имеются навыки в конструировании радиоэлектронных средств, то лучше, конечно же, остановиться на инверторном сварочном аппарате. Вы потратите время, зато на выходе получите прекрасное устройство, которое не уступает даже дорогим японским аналогам. Причем обойдется его изготовление в сущие копейки.

Но если имеется необходимость сделать сварочный аппарат, что называется, на скорую руку, то окажется проще соединить два трансформатора от микроволновых печей с измененными вторичными обмотками. Впоследствии весь агрегат можно усовершенствовать, добавив к нему электрический привод для подачи электродов. Также можно установить баллон, наполненный углекислым газом, чтобы в его среде осуществлять сварку металлов.
promsnabservisnk.ru
Самодельный сварочный аппарат постоянного тока своими руками
Главная » Статьи » Самодельный сварочный аппарат постоянного тока своими рукамиКак создать сварочный аппарат своими руками
 Если человек планирует выполнять в бытовых условиях небольшие объемы каких-либо несложных сварочных работ, он вполне может изготовить сварочный аппарат своими рукамиСейчас сложно увидеть проведение каких-либо работ с металлом без использования сварочного аппарата. Этот прибор свободно режет или соединяет железные детали, независимо от его толщины и размеров. Чтобы заниматься сваркой, нужно иметь некоторые навыки, ну и собственно, сам аппарат. Можно его купить, можно нанять сварщика для проведения нужных работ, а можно сделать агрегат своими руками.
Если человек планирует выполнять в бытовых условиях небольшие объемы каких-либо несложных сварочных работ, он вполне может изготовить сварочный аппарат своими рукамиСейчас сложно увидеть проведение каких-либо работ с металлом без использования сварочного аппарата. Этот прибор свободно режет или соединяет железные детали, независимо от его толщины и размеров. Чтобы заниматься сваркой, нужно иметь некоторые навыки, ну и собственно, сам аппарат. Можно его купить, можно нанять сварщика для проведения нужных работ, а можно сделать агрегат своими руками.
Содержание:
Прежде чем приступить к созданию сварочного аппарата в домашних условиях, следует понять его устройство.
 Для того чтобы сделать сварочный агрегат из легкодоступных материалов и деталей, необходимо четко понять ключевые принципы его функционирования
Для того чтобы сделать сварочный агрегат из легкодоступных материалов и деталей, необходимо четко понять ключевые принципы его функционирования
Основной элемент сварочника, из которого он состоит – это трансформатор, питающий дугу аппарата, управляющую переменным напряжением и контролирующую качество и величину тока.
Далее к трансформатору присоединяются соединяющие провода, выключатели и движки регуляторов, необходимые клеммы. Все это заключается в корпус и оборудуется для удобства переноса, ручками или колесиками.
Конструкции стандартных сварочных аппаратов весьма разнообразны, но можно выделить такие основные типы:
- Аппарат переменного тока;
- Работающего с постоянным током;
- Трехфазный;
- Инверторный.
Сварку с применением постоянных токов обычно используют для работы с тонколистным материалом, автомобильной и кровельной стали.
Сварочные приборы постоянного и переменного тока надежные, неприхотливые при эксплуатации, тяжелые по весу и очень чувствительные к перепадам напряжения. Если оно упадет ниже 200 Вольт, работать будет трудно, возникнут проблемы с зажиганием и поддержкой дуги.
Эти сварочные аппараты очень похожи по своей конструкции и если у нас есть сварка переменного тока, то немного ее доработав, мы получим прибор для работы с постоянным током.
Что касается инверторов, то благодаря применению электронных деталей, их вес стал гораздо легче. Они не боятся падения напряжения, но при этом весьма чувствительны к перегреву. Работать с такими аппаратами нужно аккуратно, иначе они могут сломаться.
Самодельный сварочный аппарат переменного тока
Сварочный агрегат, работающий с переменным током – один из самых распространенных моделей. Он самый простой в использовании и его легко собрать дома по сравнению с другими видами сварочников.
Что для этого нужно:
- Провода для вторичной и первичной обмотки;
- Сердечник для намотки;
- Понижающий трансформатор (можно взять «ЛАТРА»).
Какие нужны провода? Оптимальное напряжение при работе аппарата, созданного самостоятельно, составляет 60В при оптимальном токе – 120 -160А. Исходя из этого, понимаем, что минимальное сечение медных проводов, чтобы намотать первичку, должно быть 3-4 кв. мм. Оптимальное – 7 кв. мм, которое учитывает возможную дополнительную нагрузку и скачки напряжения.
Нельзя использовать провода в ПВХ или резиновой изоляции, так как они могут перегреться и вызвать замыкание.
Если нет провода нужного сечения, можно использовать тонкие жилы, наматываемые вместе. Правда толщина обмотки увеличится, что повлечет увеличение габаритов самого аппарата. Чтобы сделать вторичную обмотку можно брать толстый медный провод, состоящий из множества жил.
Сердечник для самоделки делается из пластины стали трансформатора, толщина которой должен быть от 0,35 мм до 0,55 мм. Их необходимо сложить так, чтобы получился сердечник необходимой толщины, а потом закрепить устройство болтами по углам. В завершении работы следует надфилем обработать поверхность пластинок и сделать изоляцию.
Затем начинается намотка. Вначале первичная (можно сделать примерно 240 витков). Для того чтобы была возможность регулировать проходящий ток, нужно сделать несколько отводов с примерным шагом в 20-25 виточков.
Сколько нужно меди для вторичной обмотки? Обычно количество витков составляет 65-70. Сечение провода – 30 – 35 кв мм. Как и при первичном обматывании нужно делать отводы для регулирования тока. Изоляция проводов должна быть надежной и стойкой к теплу.
Намотка делается в одном направлении и каждый ее слой изолируется. Концы намотки крепятся болтами к пластине и можно считать, что самодельный сварочник готов.
Если нужно увеличить силу тока – в этом деле может помочь вольтодобавка или можно сделать это вручную, уменьшив количество витков первичной намотки и переключив провод на контакт с более малым количеством витков.
Создавая сварочный аппарат, нужно не забыть его заземлить, согласно технике безопасности. А также всегда нужно следить за тем, чтобы сварочный аппарат не перегревался!
Простой сварочный аппарат постоянного тока
Для сварки чугуна и нержавейки понадобится аппарат с постоянным током. Создать его можно за 15 минут, если уже есть аппарат на переменном токе. В этом случае будет произведена модернизация уже имеющегося устройства.
 Прежде всего, следует определиться с мощностью тока самодельного сварочного аппарата
Прежде всего, следует определиться с мощностью тока самодельного сварочного аппарата
Переделка переменки будет заключаться в подключении к вторичной обмотке выпрямителя, который собирается на диодах. Диоды должны в свою очередь выдерживать ток в 200 А и хорошо охлаждаться.
Выпрямитель лучше справится со своей работой, если использовать конденсаторы с напряжением 50В и специальный дроссель для регулировки тока.
Что нужно знать, подключая аппарат к сети на постоянку:
- Обязательно надо использовать рубильник, который в любой момент может отключить устройство из сети;
- Сечение провода для подключения должно быть больше или равно 1,5 кв. мм, а ток потребления в первичной обмотке – максимум 25 А.
Схема работы сварочника такова, что ему время от времени нужно давать отдохнуть. И неважно полуавтомат это, или ручник. Впрочем, если аппарат работает на электродах диаметром меньше 3 мм, то можно не прерываться.
Инвертор: как сделать сварочный аппарат своими руками
Самостоятельно инвертор можно собрать из мелких деталей и проводки от советского телевизора или пылесоса.
Особенности работы инвертора:
- Аппарат работает с постоянным током и плавной его регулировкой от 40 до 130 А;
- Самый большой ток для первичной обмотки – 20А, используемые электроды должны быть не больше 3 мм;
- Электрический держак должен иметь кнопку, нажав которую в аппарат пойдет напряжение.
Все элементы инвертора располагаются на специальной печатной плате, а для лучшего отвода тепла от диодов, они фиксируются на специальный теплоотвод, который прикручивается к плате. Сама плата обычно изготавливается из стеклотекстолита, примерной толщиной 1,5 мм.
Для дополнительного охлаждения схемы можно использовать вентилятор, фиксируемый прямо на корпус, в котором расположен инвертор.
С помощью такого аппарата можно спокойно варить цветные и черные металлы, заготовки из тонкого листа.
Трехфазные сварочные аппараты обычно используются для сварки в условиях производства, поэтому делать дома их не имеет смысла.
Особой популярностью пользуются сварочники Тимвала, Буденого и на тиристорах.
Советы, как сделать сварочный аппарат в домашних условиях: точечная сварка
Одной из самых удобных и экономных мини сварок в последнее время стала точечная, происходящая контактным способом. В быту такая вещь применяется для ремонта бытовой техники и сварки аккумуляторов.
 Самыми простыми в изготовлении являются сварочные аппараты контактной точечной сварки переменного тока с нерегулируемой силой тока
Самыми простыми в изготовлении являются сварочные аппараты контактной точечной сварки переменного тока с нерегулируемой силой тока
Нагревание происходит с помощью импульса, причем импульсный миг не превышает одну десятую секунды, то есть все происходит очень быстро.
Создается такая минисварка с помощью трансформатора от старой микроволновки, который будет дорабатываться в процессе создания аппарата. Цель – возможность получить на выходе кратковременный импульс не меньше 1000А.
Доработка происходит таким образом:
- Из трансформатора удаляется все, кроме сердечника и первичной обмотки;
- На место вторичной обмотки наматывается провод с сечением не меньше чем 100 кв. мм;
- Здесь главное очень плотно намотать провод на сердечник.
В итоге на выходе должно быть около 5 вольт, но если мощность слишком мала, можно взять еще один трансформатор. После чего нужно снова проверить напряжение. Если оно не больше 2000 А – микросварочный аппарат готов к использованию.
Как сделать сварочный аппарат своими руками (видео)
При использовании электропроводки и работе со сварочным аппаратом нужно не забывать следовать технике безопасности. Впрочем, ей нужно следовать всегда, независимо оттого, создаете вы сварку или хитрый доильный аппарат. Прежде чем приступить к подобного рода работам, всегда нужно ознакомиться с тем, как правильно их выполнять.
6watt.ru
Сварочные аппараты из подручных материалов
Оборудование для сварочных работ не обязательно покупать в магазине. Его можно сделать в домашней мастерской. Ведь, по сути, конструкция простейшего прибора элементарна и собрать сварочный аппарат своими руками не составляет труда. Для этого нужны только некоторые комплектующие и немного знаний по электротехнике.
Как сделать простые и, в тоже время, функциональные аппараты для сварочных работ и что для этого потребуется — об этом далее в нашей статье.
Что нужно для сборки сварки
Чтобы собрать простейший сварочный аппарат, нужно понимать принцип его работы.
Вся работа сварки основывается на преобразовании электрического тока из сети. В бытовом использовании нам доступно электричество с напряжением в 220 вольт и силой тока в 16-32 ампера.
Как мы знаем, для сварки этого недостаточно.
Для сварочной дуги требуется мощность, а ее обеспечивает сила тока, измеряемая в амперах (простым языком, это количество электронов подающихся на электрод). Чем больше заряд, тем более продуктивным будет аппарат.
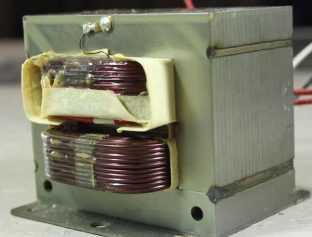
Для увеличения мощности используют трансформаторы, которые понижают напряжение в несколько раз, но увеличивают силу потока электронов, что позволяет применить такой ток для образования сварочной дуги.
Трансформатор — это основной элемент, позволяющий собрать простейший аппарат, работающий на переменном токе.
Основу трансформатора составляет магнитопровод (сердечник из трансформаторной стали), на который и наматывают обмотки: первичную, из более тонкого провода и большим количеством витков. и вторичную, состоящую из толстого кабеля с наименьшим количеством намоток.
Магнитопроводы для сборки сварочных аппаратов можно использовать, например, со старых силовых трансформаторов.
Питание обеспечивается от бытовой розетки и подается на первичную обмотку.
Обмотки между собой не должны контактировать. Даже если трансформатор имеет намотки одну на другой, между ними обязательно располагается слой изоляции! Ток с одной обмотки на другую передается через сердечник магнитным потоком.
В качестве сварочных кабелей можно использовать продукцию заводского изготовления, или же подобрать подходящий по сечению провод. Главное, что они должны выдерживать мощность аппарата.
Держатели изготавливают из прутка или арматуры небольшого диаметра. По форме они напоминают трезубую вилку, в зубья которой и фиксируют электрод.
Как собрать трансформаторную сварку
Для этого нужно найти рабочий понижающий трансформатор. Можно взять модели С-Б22, ИВ-10, или ИВ-8, мощность которых должна составлять 1-2 кВт. Такие элементы, как правило, используются для питания различных электроинструментов и понижают напряжение с 220 до 36 вольт.
Сборка трансформаторной сварки проводиться по следующему алгоритму.
- Изначально нужно снять с трансформатора вторичную обмотку, но нельзя повредить первичную.
- Снятую проволоку наматывают на первичную катушку, которая расположена посредине сердечника. При этом на каждые 30 мотков создают отводок (их нужно 8-10 штук), которые номеруют для удобства.
- Две другие стороны сердечника обматывают кабелем с несколькими жилами (минимум три медных проводка с сечением 6-8мм). Для каждой катушки потребуется до 12 метров такого провода. Это будет вторичная обмотка прибора (ВО).
- Клеммы изготавливают из медной трубки диаметром 10-12 мм, при этом кабель вставляют в один конец и зажимают, второй край плющат и сверлят отверстие под крепление. К этому зажиму крепят кабели ВО.
- На трансформаторе крепеж М6 нужно сменить на более мощный (находиться на верхней панели). К этому креплению присоединяют кабель вторичной обмотки.
- Для первичной обмотки потребуется кусок текстолитовой платы с десятью отверстиями, в каждое из которых монтируют крепление М6.
- Чтобы обеспечить работу, нужно последовательно соединить первичную обмотку с крайних, а затем со средней катушки. Отводки из вторичной обмотки вставляют в отверстия платы по номерам от 1 до 10. Ток будет регулироваться клеммами.
- Держатель для электродов можно изготовить из стального прутка в 5 мм, к которому присоединяют кабель. Его делают в виде трезубой вилки. На рукоятку надевают кусок резинового шланга.
- К кабелю массы можно приспособить держатель из магнита или же сделать стальной крючок, на который можно будет надевать на заготовки.
В таком аппарате в первичной обмотке ток будет с силой в 25 Ампер, а во вторичной — 60-120 А. Питание обеспечивается через бытовую розетку. Мощность прибора обеспечит отличную работу электродами с диаметром в 2 мм. Для расходника тройки время сварки будет ограниченным (безостановочно до 10-15 электродов, потом нужно дать остыть трансформатору).
Если у Вас опыта в электротехнике мало, то нужно более детально изучить материалы по тому, как создать такой аппарат.
Точечная сварка из микроволновки
Сваривание точками позволяет соединять очень тонкий металл в том случае, когда традиционные сварочные аппараты могут просто сжечь деталь.
Простейший точечный самодельный сварочный аппарат можно собрать с минимальным количеством материалов, используя старую рабочую микроволновку, с которой потребуется снять трансформатор с мощностью от 1 кВт. Одного такого элемента будет достаточно, чтобы варить точками металл толщиной до 1 мм. Для увеличения мощности можно использовать два трансформатора.
В микроволновке основную работу выполняет магнетрон, для которого требуется мощность около 4000 вольт. Трансформатор для этого работает не на понижения, а на повышение напряжения. На выходе такой элемент дает до 2000 В.
С такого элемента микроволновки нужно взять сердечник (магнитопровод) и первичную обмотку (намотан толстый провод с меньшим количеством витков). ВО (вторичная обмотка) при этом срезается или срубается с использованием стамески. С середины сердечника медную проволоку можно выбить или высверлить.
Важно не повредить при этих манипуляциях первичную обмотку (ПО) и сам сердечник!
После такой работы должен остаться магнитопровод с намотанной первичной обмоткой.
Когда все подготовлено, делают новую вторичную обмотку. Чтобы обеспечить большую силу тока, потребуется очень толстый кабель с сечением в 100 мм². Также может подойти многожильный провод.
Обычно такие кабели имеют толстую изоляцию и она может мешать намотке. Чтобы было удобно, ее можно снять, а кабель заизолировать тканевой изолентой.
Для вторичной обмотки нужно создать как можно меньше витков (уменьшить сопротивление). Сделать нужно 2-3 намотки. Концы кабеля выводят для контактов плюса и минуса.
Электроды изготавливают из толстого медного прута (желательно, чтобы он был не меньше диаметра провода вторичной обмотки). Если точечный сварочный аппарат будет небольшой мощности, то можно использовать жало с паяльников. Сами электроды затачивают в виде конуса.
Управление таким прибором осуществляется рычагом и выключателем. Нижний рычаг делают неподвижным, а верхний желательно сделать на пружине, для возможности сжимать и разжимать электроды. Выключатель ставят на первичную обмотку, куда подается и питание всего аппарата.
Для полноценного функционирования желательно поставить охлаждение для такого прибора. Можно использовать компьютерные вентиляторы. В противном случае потребуется постоянный контроль нагрева трансформатора и остальных элементов, а так же делать перерывы в работе для остывания.
Работу осуществляют следующим образом. Между электродами зажимают заготовку и включают ток. Поставив точку, питание отключают и перемещают деталь.
Такая сварка из микроволновки своими руками обеспечит сваривание очень тонких конструкций. Увеличить мощность можно за счет соединения двух трансформаторов. Но при этом важно правильно собрать такую сборку, иначе неизбежно замыкание.
Сварки постоянного тока
Самодельные трансформаторные аппараты работают на переменном токе, таким образом можно варить различные марки стали. Но некоторые металлы при сварке электродуговым способом требуют постоянного тока для получения качественного соединения.
Чтобы собрать такой прибор, к трансформатору потребуется добавить выпрямитель и дроссели для сглаживания тока.
Выпрямители собирают с диодов, способных выдерживать большую мощность (до 200 Ампер). Они, как правило, габаритные и, к тому же, потребуют сборки системы охлаждения. Диоды монтируют параллельно для повышения тока.
Такой выпрямительный мост позволит выровнять электрическую дугу и получить швы более высокого качества при сваривании нержавейки или алюминия.
Нужно ли все это
Сегодня на просторах интернета можно найти множество схем и конструкций различного оборудования для сварки. От простейшего массивного трансформаторного аппарата до сложнейших самодельных инверторов. Насколько целесообразно их собирать и использовать в домашней мастерской?
Еще десять лет назад инверторы были практически недоступны широким массам и все сварочные работы проводили с помощью габаритных трансформаторов, чаще всего именно самодельных. Их функции позволяют варить различные конструкции с использованием стальных деталей. А многие опытные сварщики варят такими приборами цветные металлы или чугун. Тем более сегодня намного улучшилась ситуация с электродами, которые можно подобрать практически для любого материала.
Однако трансформаторы без выпрямителя работают только на переменном токе и это затрудняет работу с нержавеющей сталью или, к примеру, алюминием. Использование дополнительно выпрямителей увеличивает габариты оборудования и стесняет подвижность. И если для мастерской это не проблема, то уже высотные работы затрудняются. Но главная проблема трансформаторной сварки самодельного изготовления — это точность настройки режимов. Инверторы заводского производства в этом случае намного выигрывают.
Различные конструкции точечных сварок тоже намного упрощают работу с тонкостенными металлами и изделиями, которые можно быстро починить. Но создание действительно мощного аппарата потребует большего количества комплектующих, а они не всегда доступны (попробуйте сейчас поискать два одинаковых трансформатора от микроволновки).
Сборка инвертора в домашней мастерской будет целесообразной в том случае, если у Вас есть почти все необходимые элементы: трансформаторы, выпрямители, транзисторы и прочие. В противном случае зачем заморачиваться поисками и сборкой прибора с сомнительной мощностью и настройкой, если он сегодня стоит от 50-100 долларов? И для небольших объемов работ такого аппарата будет более чем достаточно?
Что Вы можете добавить к этому материалу? Поделитесь своим опытом по сборке самодельного сварочного оборудования, особенно схемами сборки. Как Вы считаете: насколько эффективно применение таких приборов в домашнем хозяйстве? Оставьте свои комментарии в блоке обсуждений к этой статье.
wikimetall.ru
Сварочный аппарат для сварки мелких деталей своими руками
Довольно часто в практике любого хозяина возникает необходимость соединить металлические детали. Один из таких способов соединения — это сварка. Но что делать, если нет сварочного аппарата? Конечно, можно его приобрести, но можно и изготовить самый простейший аппарат самому, причем практически за полчаса.
Пролог
Простейший прототип сварочного аппарата – осветительный электродуговой проектор — использовался еще в середине ХХ-го века в киностудиях во время съемок фильмов.
В домашних условиях, возможно, сделать простой раритетный самодельный сварочный аппарат из автотрансформатора мощностью 200 Вт. (Примерная схема автотрансформатора приведена на рисунке). Выходное напряжение регулируется за счет перестановки телевизионной вилки в гнездах.
На вторичной обмотке трансформатора необходимо найти два вывода, на которых напряжение будет около 40 В. К этим выводам остается подсоединить графитовые электроды и сварочный аппарат готов! Правда нужно учитывать, что при использовании такого автотрансформатора в сварочных целях желательно хорошо знать основы электробезопасности, поскольку не обеспечивается гальваническая развязка с электросетью.

Область применения такого самодельного сварочного аппарата довольно широкая: от сварки металлических изделий до закалки рабочих поверхностей инструмента.
Примеры применения Вольтовой дуги
В практике радиолюбителей временами возникает необходимость в сваривании или очень сильном разогреве мелких деталей. В таких случаях нет необходимости в применении серьезного сварочного аппарата, т.к. чтобы создать высокотемпературную плазму не обязательно иметь специальное оборудование.
Рассмотрим несколько примеров практического применения Вольтовой дуги.
Сварка накала магнетрона с питающими шинами

В этом случае сварка просто необходима, хотя многие, при встрече с такой трудностью, производят замену магнетрона. А ведь чаще всего бывают лишь две неисправности: обрывается накал в точке (поз.1) и выходят из строя из-за пробоя проходные конденсаторы (поз.2).
На рисунке магнетрон от микроволновой печи «Kenwood», который проработал после ремонта более двадцати лет.
Ремонт термопары своими руками
Конечно, изготовить термопару – дело совсем безнадежное, однако бывает, что нужно ее отремонтировать в случае облома «шарика». Обычно такие термопары встречаются в мультиметрах, у которых есть режим замера температуры
Нагревание высокоуглеродистой стали
В случае необходимости изменения формы пружины или проделывания отверстия следует учитывать, что закаленная пружина имеет слишком высокую твердость для сверления и слишком хрупкая для пробивания отверстия при помощи пробойника.
А в случае закалки стального инструмента (изготовленного из инструментальной стали) достаточно нагреть рабочую поверхность до малинового цвета и охладить в ванночке с машинным маслом. На рисунке изображено закаленное жало отвертки после механической обработки рабочей кромки.
Как получить Вольтовую дугу?
Мелкие сварочные работы можно выполнять при помощи трансформатора мощностью от 200 Ватт и выходным напряжением в диапазоне от 30 до 50 Вольт. При этом сварочный ток должен быть 10-12 Ампер. Можно не беспокоиться по поводу перегрева трансформатора, поскольку горение дуги кратковременно.
Также подойдет и обычный лабораторный автотрансформатор ЛАТР с силой тока от 9 Ампер. Однако нужно учитывать всю степень опасности в связи с тем, что отсутствует гальваническая развязка с электросетью.

В целях предупреждения повреждения графитового ролика токосъемника ЛАТРа желательно ввести ограничения входного тока применением плавкой вставки (предохранителя). Тогда случайное короткое замыкание в цепи электрода уже не страшно.
Электродами могут быть любые графитовые стержни простых карандашей (желательно мягкие).

В качестве держателя для грифеля используется металлическая часть электромонтажного клеммника.
На этом рисунке показан пример держателя с применением клеммника, причем одно отверстие используется для крепления ручки, а второе для зажима грифеля в клемме.

В целях предотвращения расплавления одноразового шприца (поз.3) при нагреве клеммника (поз.1) используются шайбы из стеклотекстолита (поз.2). А для стандартного подключения к кабелю можно применить стандартное гнездо от прибора (поз.4).
Итак, схема соединения довольно простая: один вывод вторичной обмотки соединяется с держателем, а второй вывод подсоединяется к свариваемой детали.

Есть еще другой вариант крепления держателя электрода с применением электромонтажной клеммы. Второй держатель понадобится в случае сварки металлических изделий с такой же температурой плавления или при необходимости раскалить металлическое изделие (закалка, изменение формы).
Схема подключения к вторичной обмотке трансформатора двух графитовых электродов.

Для сохранения глаз от ожога роговицы и от попадания искр недостаточно будет использовать темные очки из-за малой плотности светофильтров. Можно изготовить такое приспособление: в качестве щитка может быть оправа бинокулярных очков с удаленными линзами; фильтр крепится при помощи канцелярского зажима. Или можно воспользоваться радиолюбительскими очками, применяемыми в SMD технологиях.

В случае сварки меди с нихромом или сталью понадобится флюс. При добавлении небольшого количества воды в тетраборат натрия (буру) или в борную кислоту получается кашица, которой смазываются места сварки.

Материалы для приготовления флюса обычно можно найти в хозяйственном магазине. Также можно воспользоваться средством борьбы с насекомыми «Боракс» содержащим борную кислоту.
volt-index.ru
Как сконструировать сварочный аппарат своими руками?
Комментариев:
Рейтинг: 14
Оглавление: [скрыть]
- Классификация сварочных приборов
- Требования к самодельным сварочным приборам
- Как подобрать сердечник для сварочного агрегата?
- Правильный подбор обмотки
В бытовых условиях порой никак нельзя обойтись без сварочного аппарата, особенно туго без возможности осуществления электродуговой сварки. Сегодня в специализированных точках продажи можно увидеть огромный выбор различных приборов для сварки от зарубежных и отечественных производителей. Хороший сварочный аппарат обойдется недешево, а относительно дешевые инструменты далеко не всегда могут похвастаться высоким качеством работы.

Конструкция сварочного инвертора.
Есть хорошая альтернатива покупке прибора для сварки — сделать сварочный аппарат своими руками.
Классификация сварочных приборов
В зависимости от характера сварочного тока, аппараты для сварки разделяют на две категории:
- Приборы постоянного тока.
- Приборы переменного тока.
Сварочный агрегат постоянного тока применяют для сварки тонколистовых металлов, таких как автомобильная и кровельная сталь, на малом токе. При этом дуга сварки характеризуется большей устойчивостью, есть возможность проведения сварки на обратной либо прямой полярности. Используя сварочный прибор своими руками, работающий на постоянном токе, можно осуществлять сварку посредством несмазанной электродной проволоки и любых электродов. Для обеспечения более устойчивого горения сварочной дуги на малом токе необходимо наличие повышенного напряжения холостого хода (а пределах 70-75 В). Выпрямляется переменный ток путем применения «мостовых» выпрямителей на диодах высокой мощности с охлаждающими радиаторами.
Устройство сварочного инвертора.
Чтобы сгладить пульсацию напряжения, к одному из выводов сварочного аппарата присоединяют через дроссель L1 держатель электродов. Дроссель имеет вид медной катушки размером от 10 до 15 витков шины и диаметром 3,5 см2, установленной на одном из сердечников (от магнитного пускателя, к примеру). Чтобы выпрямлять и осуществлять плавно регуляцию тока сварки, применяются усложненные схемы с наличием управляемых тиристоров высокой мощности.
Регуляторы постоянного тока обладают очень важным преимуществом — универсальностью. Они могут применяться как для плавного регулирования сварочного тока, так и для зарядки аккумуляторов, для питания элементов электронагрева и прочих целей.
Это все, что касалось агрегатов для сварки с постоянным током. Теперь поговорим о том, как сделать сварочный аппарат переменного тока. Они используются для сварки электродами небольшого диаметра (от 1,5 до 2 мм) при толщине рабочего материала свыше 1,5 мм. Причем ток сварки имеет высокое значение и наблюдается устойчивое горение сварочной дуги. Можно пользоваться только теми электродами, которые предназначаются специально для сварки с переменным током.
Чтобы сварочные аппараты нормально функционировали, необходимо:
Схема сварочного аппарата.
- Обеспечение выходного напряжения для уверенного зажигания сварочной дуги. Для самодельного сварочного агрегата вполне достаточно 60-65 В. Напряжение выше этой отметки является нежелательным по причинам потенциальной опасности сварочного процесса.
- Устроить сварочное напряжение, которое обеспечит стабильное горение электродуги. В зависимости от сечения рабочего электрода это напряжение будет находиться в диапазоне от 18 до 24 В.
- Создать нормальный ток сварки.
- Уменьшить ток короткого замыкания, максимум которого определяется 30-35%.
Дуга будет стабильно гореть тогда, когда у сварочного прибора будет падающая внешняя характеристика, определяющая зависимость напряжения в цепи сварки от силой сварочного тока.
Вернуться к оглавлению
Для того чтобы грубо (постепенно) перекрыть диапазон токов сварки, в конструкции сварочного аппарата необходимо устройство и первичной, и вторичной обмотки. Помимо этого, чтобы осуществлять плавную перемену сварочного тока в конкретном диапазоне, необходимо использовать механизмы перехода обмотки. Если убрать сварочную обмотку, то по отношению к сетевой увеличатся магнитные рассеивающие потоки, что повлечет за собой уменьшение сварочного тока.
Схема устройства сварочного полуавтомата.
Собирая сварочные аппараты своими руками, нет необходимости полностью перекрывать диапазон тока сварки. В первую очередь рационально сделать прибор для сварки, предназначенный для работы с электродами сечением от 0,2 до 0,4 см. Затем, если существует необходимость сварки на малом токе, преобразовать аппарат путем установки отдельного устройства выпрямления с легкой регуляцией тока сварки.
Сварочные аппараты, сконструированные своими руками, должны отвечать следующим требованиям:
- Иметь небольшие габариты и вес.
- Способность непрерывно работать относительно долгое время (минимум 5 электродов 0,3-0,4 см сечением) от электросети 220 В.
Уменьшить вес и размеры прибора для сварки возможно путем снижения мощности, увеличить время непрерывной работы можно с использованием теплостойкой изоляции обмотки и магнитно-проницаемой стали.
http://moyakovka.ru/youtu.be/BDNtM0eScNc
Вернуться к оглавлению
В большинстве случаев при изготовлении приборов для сварки применяют магнитопровод по типу стержней, так как они отличаются своей технологичностью. Сердечник делают из стальных пластинок произвольной формы толщиной от 0,3 до 0,5 мм, которые стягиваются шпильками. Выбор сердечника требуется проводить с учетом габаритов «окна», в которое будет помещаться обмотка прибора для сварки, а также размер поперечного сечения магнитопровода. Практикой доказано, что очень маленький размер сечения (примерно 250-350 мм) не стоит выбирать, так как в этом случае у агрегата не будет необходимого запаса мощности и добиться качественного сварочного шва будет очень непросто. К тому же сварочный прибор будет перегреваться уже после короткого периода работы.
В среднем магнитопровод должен обладать сечением 450-550 мм2. Тогда вес инструмента немного увеличится, но при этом будет более надежным. Все чаще самостоятельно делают сварочные приборы с тороидальным сердечником, для которого характерны повышенные электротехнические параметры (в 5 раз больше, чем таковые, у сердечника стержневого типа), при этом небольшие электропотери. Основная сложность их устройства заключается в расположении на торе обмотки и трудностями при изготовлении собственно обмотки.
http://moyakovka.ru/youtu.be/L75jxmwkoII
Но если правильно подойти к задаче, получится хороший эффект. Произвести сердечник можно из трансформаторного ленточного железа, скрученного в конфигурацию тора. В качестве примера можно привести магнитопровод трансформатора «Латр» на 9 А. Чтобы расширить внутреннее окно в сердечнике, необходимо с внутренней части отмотать определенную длину ленточной стали и намотать ее на наружную часть элемента. Но практикой показано, что одного сердечника типа «Латра» для сборки полноценного сварочного агрегата не хватит (причина тому — недостаточная величина сечения). Такой аппарат будет перегреваться уже после смены пары электродов 0,3 см сечением.
Отдельное внимание стоит уделить самодельным конструкциям сварочных приборов, сделанных на основе статоров асинхронных электродвигателей с тремя фазами, обладающих большой мощностью (свыше 10 кВт). От величины сечения статора зависит выбор сердечника для сварки. Но трансформаторная электротехническая сталь не идеально соответствует штампованным пластинам статора, потому делать сечение меньше 4-4,5 см не имеет смысла.
Первым делом со статора удаляется оболочка, убираются обмотки из внутренней части, перегородки внутренних пазов спиливаются, внутреннюю часть зачищают с помощью абразивного круга или напильника, округляют острые углы сердечника и тесно его заматывают в хлопчатобумажную изоляционную ленту. Теперь можно приступать к устройству обмотки.
Вернуться к оглавлению
Для устройства первичного слоя/сетевой обмотки лучше всего подойдет специально предназначенный для этого обмоточный провод из меди со стеклотканевым изоляционным материалом. Можно использовать провод с прорезиненной изоляцией. Нельзя использовать провода, изолированные с помощью полихлорвинила, так как он под воздействием высоких температур может расплавиться, вытечь из первичного слоя обмотки и привести к короткому замыканию.
Наматывая обмотку на сердечнике, необходимо руководствоваться следующими правилами:
- Обмотку следует производить на изолированный керн и только в одну сторону (против часовой стрелки, к примеру).
- Каждый новый слой изолируется стеклотканевой либо электрокартонной изоляцией.
- Выводы обмотки требуется залуживать, маркировать, фиксировать хлопчатобумажной тесьмой.
http://moyakovka.ru/youtu.be/LvIyLUOzS64
Сварочный провод подсоединяется к прибору посредством медных наконечников с внешней стороны прибора.
moyakovka.ru
www.samsvar.ru
Сварочный аппарат своими руками
Различные конструкии или ремонт металлических узлов требуют применения сварки. И хотя в продаже появилось большое количество сварочных аппаратов как импортного, так и российского производства, действительно надёжные и хорошие аппараты стоят дорого, а более дешевые не всегда обеспечивают приемлимое качество сварочных работ. Поэтому ниже мы рассмотрим полезный материал по конструированию самодельных сварочных аппаратов, не хуже китайских. В любом случае, информация будет полезна даже при выборе и покупке уже готовых сварочных аппаратов. Для начала можете скачать и почитать книгу по изготовлению сварочников.
В зависимости от используемого для сварки напряжения, различают сварочные аппараты постоянного и переменного тока. Сварочные аппараты с использованием малых постоянных токов применяют при сварке тонколистового металла, в частности, кровельной и автомобильной стали. Сварочная дуга в этом случае более устойчива и при этом сварка может происходить как на прямой, так и на обратной полярности, подаваемого постоянного напряжения. На постоянном токе можно варить электродной проволокой без обмазки и электродами, которые предназначены для сваривания металлов при постоянном или переменном токе. Для придания горения дуги на малых токах желательно иметь на сварочной обмотке повышенное напряжение холостого хода Uхх до 70 В. Для выпрямления переменного тока, как правило, используют мостовые выпрямители на мощных диодах.
Для сглаживания пульсаций напряжения один из выводов аппарата подсоединяют к держателю электродов через дроссель L1, представляющий собой катушку из 10 – 15 витков медной шины сечением S = 35 мм2 намотанной на любом сердечнике, например от магнитного пускателя. Для выпрямления и плавного регулирования сварочного тока используются более сложные схемы с использованием мощных управляемых тиристоров. Преимущества регуляторов постоянного тока — в их универсальности. Диапазон изменения ими напряжений составляет 0,1-0,9 Uxx. что позволяет использовать их не только для плавной регулировки тока сварки, но и для зарядки аккумуляторных батарей, питания электронагревательных элементов и других целей.
Сварочные аппараты переменного тока применяются при сварке электродами, диаметр которых более 1,6 – 2 мм, а толщина свариваемых изделий — более 1,5 мм. При этом ток сварки значителен (десятки ампер) и дуга горит достаточно устойчиво. Используются электроды, предназначенные для сварки только на переменном токе. Для нормальной работы сварочного аппарата необходимо:
1. Обеспечить выходное напряжение для надежного зажигания дуги. Для любительского сварочника Uxx = 60в. Более высокое выходное напряжение холостого хода не рекомендуется, что связано в основном с обеспечением безопасности работы.
2. Обеспечить напряжение сварки Uсв необходимое для устойчивого горения дуги. В зависимости от диаметра электрода – Uсв = 18–24в.
3. Обеспечить номинальный сварочный ток Iсв = (30–40) dэ, где Iсв— величина сварочного тока, А; 30–40 — коэффициент, зависящий от типа и диаметра электрода; dэ — диаметр электрода, мм.
4. Ограничить ток короткого замыкания Iкз, величина которого не должна превышать номинальный сварочный ток более чем на 30 – 35%.
Устойчивое горение дуги возможно в том случае, если сварочный аппарат будет обладать падающей внешней характеристикой, которая определяет зависимость между силой тока и напряжением в сварочной цепи.

Для ступенчатого перекрытия диапазона сварочных токов необходима коммутация как первичных обмоток, так и вторичных (что конструктивно более сложно из-за большого протекающего в ней тока). Кроме того, для плавного изменения тока сварки в пределах выбранного диапазона используются механические устройства перемещения обмоток. При удалении сварочной обмотки относительно сетевой увеличиваются магнитные потоки рассеивания, что приводит к снижению тока сварки. Конструируя любительский сварочный аппарат не следует стремиться к полному перекрытию диапазона сварочных токов. Целесообразно на первом этапе собрать сварочный аппарат для работы с электродами диаметром 2–4 мм, а на втором этапе, в случае необходимости работы на малых токах сварки, дополнить его отдельным выпрямительным устройством с плавным регулированием сварочного тока. Любительские сварочные аппараты должны удовлетворять ряду требований, основные из которых следующие: относительная компактность и небольшой вес; достаточная продолжительность работы (не менее 5 – 7 электродов dэ = 3–4 мм) от сети 220в. Вес и габариты аппарата могут быть снижены благодаря уменьшению его мощности, а увеличение продолжительности работы — благодаря использованию стали с высокой магнитной проницаемостью и теплостойкой изоляции обмоточных проводов. Эти требования несложно выполнить, зная основы конструирования сварочных аппаратов и придерживаясь предлагаемой технологии их изготовления.
Выбор типа сердечника сварочного трансформатора
Для сварочных аппаратов используют в основном магнитопроводы стержневого типа, поскольку в исполнении они более технологичны. Сердечник набирают из пластин электротехнической стали любой конфигурации толщиной 0,35-0,55 мм, стянутых шпильками, изолированными от сердечника.

При подборе сердечника необходимо учитывать размеры “окна”, чтобы поместились обмотки сварочного аппарата, и площадь поперечного сечения сердечника (керна) S =axb, см2. Как показывает практика, не следует выбирать минимальные значения S = 30 см, поскольку сварочный аппарат не будет обладать требуемым запасом мощности и качественную сварку получить будет трудно. Да и перегрев сварочного аппарата после непродолжительной работы также неизбежен. Сечение сердечника должно составлять S = 50 см2. Сварочный аппарат будет несколько тяжелее, но не подведет! Все большее распространение получают любительские сварочные аппараты на сердечниках тороидального типа, которые обладают более высокими электротехническими характеристиками, примерно в 5 раз выше, чем у стержневого, а электропотери невелики. Трудозатраты на их изготовление более значительны и связаны в первую очередь с размещением обмоток на торе и сложностью самой намотки. Однако при правильном подходе они дают хорошие результаты. Сердечники изготовляют из ленточного трансформаторного железа, свернутого в рулон в форме тора. Например сердечник из автотрансформатора «Латр» на 9 А. Для увеличения внутреннего диаметра тора с внутренней стороны отматывают часть стальной ленты и наматывают на внешнюю сторону сердечника. Но, как показывает практика, одного «Латра» недостаточно для изготовления качественного сварочника (мало сечение S). Даже после работы с 1–2 электродами диаметром 3 мм он перегревается.

Возможно использование двух подобных сердечников по следующей схеме или изготовление одного сердечника путем перемотки двух. Иногда их делают на основе статоров асинхронных трехфазных электродвигателей большой мощности. Выбор сердечника определяется площадью поперечного сечения статора S. Штампованные пластины статора не в полной мере соответствуют параметрам электротехнической трансформаторной стали, поэтому уменьшать сечение S менее 40 см нецелесообразно. Статор освобождают от корпуса, удаляют из внутренних пазов статорные обмотки, срубают зубилом перемычки пазов, защищают внутреннюю поверхность напильником или абразивным кругом, скругляют острые кромки сердечника и обматывают его плотно, с перекрытием хлопчатобумажной изоляционной лентой. Сердечник готов для намотки обмоток.
Выбор провода обмоток
Для сетевых обмоток сварочного аппарата лучше использовать специальный термостойкий медный обмоточный провод в хлопчатобумажной или стеклотканевой изоляции. Удовлетворительной теплостойкостью обладают также провода в резиновой или резинотканевой изоляции. Не рекомендуется использовать для работы при повышенной температуре провода в ПХВ изоляции из-за возможного её плавления, вытекания из обмоток и короткого замыкания витков. Поэтому полихлорвиниловую изоляцию с проводов необходимо либо снять и обмотать провода по всей длине хлопчатобумажной изоляционной лентой, либо вообще не снимать, а обмотать провод поверх изоляции.
При подборе сечения обмоточных проводов с учетом периодической работы сварочного аппарата допускается плотность тока 5 А/мм2. Мощность вторичной обмотки можно рассчитать по формуле P2=Iсв*Uсв. Если сварка ведется электродом dэ=4 мм, при токе 130-160 А, то мощность вторичной обмотки составит: Р2=160*24=3,5-4 кВт, а мощность первичной обмотки с учетом потерь составит порядка 5-5,5 кВт. Исходя из этого, максимальный ток в первичной обмотке может достигать 25 А. Следовательно, площадь сечения провода первичной обмотки S1 должна быть не менее 5 мм2.
На практике площадь сечения провода желательно взять несколько больше, примерно 7 мм2. Для намотки берется прямоугольная шина или медный обмоточный провод диаметром 2,6…3 мм без учета изоляции. Площадь сечения S намоточного провода в мм2 вычисляют по формуле: S=(3,14*D2)/4 или S=3,14*R2; D – диаметр голого медного провода, измеренный в мм. При отсутствии провода нужного диаметра, намотку можно вести в два провода подходящего сечения. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6..1,7 раза. Число витков первичной обмотки W1 определяется из формулы:
W1=(k2*S)/U1, где
k2 – постоянный коэффициент;
S – площадь сечения ярма в см2.
При W1=240 витков делают отводы от 165, 190 и 215 витков, т.е. через каждые 25 витков. Большее количество отводов сетевой обмотки, как показывает практика, нецелесообразно. Это связано с тем, что за счет уменьшения числа витков первичной обмотки увеличивается как мощность сварочного аппарата, так и Uхх, что приводит к повышению напряжения горения дуги и ухудшению качества сварки. Изменением только числа витков первичной обмотки добиться перекрытия диапазона сварочных токов без ухудшения качества сварки не удается. В этом случае необходимо предусмотреть переключение витков вторичной (сварочной) обмотки W2.
Вторичная обмотка W2 должна содержать 70 витков медной изолированной шины сечением не менее 25 мм2 (лучше сечением 35 мм2). Для намотки вторичной обмотки подходит также гибкий многожильный провод, например, сварочный, и трехфазный силовой многожильный кабель. Главное, чтобы сечение силовой обмотки не было меньше требуемого, а изоляция провода была теплостойкой и надежной. При недостаточном сечении провода возможна намотка в два и даже в три провода. При использовании алюминиевого провода его сечение необходимо увеличить в 1,6 раза. Выводы сварочной обмотки обычно заводят через медные наконечники под клеммные болты.
Правила намотки обмоток сварочного аппарата

Сетевую обмотку на магнитопроводе стержневого типа можно расположить двумя основными способами. Первый способ позволяет получить более “жесткий” режим сварки. Сетевая обмотка при этом состоит из двух одинаковых обмоток W1, W2, расположенных на разных сторонах сердечника, соединенных последовательно и имеющих одинаковое сечение проводов. Для регулировки выходного тока на каждой из обмоток делают отводы, которые попарно замыкаются.
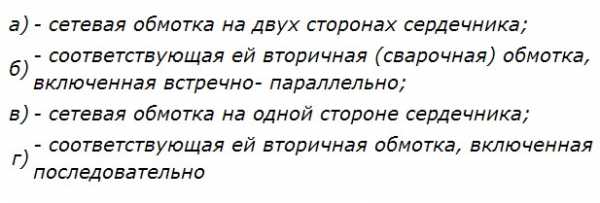
Второй способ намотки первичной обмотки представляет намотку провода на одной из сторон сердечника. В этом случае сварочный аппарат имеет крутопадающую характеристику, варит “мягко”, длина дуги меньше влияет на величину сварочного тока, а следовательно, и на качество сварки.
После намотки первичной обмотки сварочного аппарата необходимо проверить на наличие короткозамкнутых витков и правильность выбранного числа витков. Сварочный трансформатор включают в сеть через плавкий предохранитель (4-6 А) и если есть амперметр переменного тока. Если предохранитель сгорает или сильно греется – это явный признак короткозамкнутого витка. В этом случае первичную обмотку необходимо перемотать, обратив особое внимание на качество изоляции.
Если сварочный аппарат сильно гудит, а потребляемый ток превышает 3 А, то это означает, что число витков первичной обмотки занижено и необходимо подмотать еще некоторое количество витков. Исправный сварочный аппарат должен потреблять ток на холостом ходу не более 1 А, не греться и сильно не гудеть.
Вторичную обмотку сварочного аппарата всегда наматывают на двух сторонах сердечника. По первому способу намотки вторичная обмотка состоит из двух одинаковых половин, включенных для повышения устойчивости дуги встречно-параллельно. В этом случае сечение провода можно взять несколько меньше, то есть 15..20 мм2. При намотке вторичной обмотки по второму способу, вначале на свободной от обмоток стороне сердечника наматывается 60% от общего числа ее витков. Эта обмотка служит, в основном, для поджога дуги, а во время сварки, за счет резкого увеличения рассеивания магнитного потока, напряжение на ней падает на 80-90%. Остальное количество витков вторичной обмотки в виде дополнительной сварочной обмотки W2 наматывается поверх первичной. Являясь силовой, она поддерживает в требуемых пределах напряжение сварки, а следовательно, и сварочный ток. Напряжение на ней падает в режиме сварки на 20-25% относительно напряжения холостого хода.
Переключение обмоток в сварочных аппаратах проще сделать с помощью медных наконечников и клемм. Медные наконечники в домашних условиях можно изготовить из медных трубок подходящего диаметра длиной 30 мм, закрепив в них провода опрессовкой или пайкой. При сварке в различных условиях переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение.
Настройка самодельного сварочного аппарата
При сварке различными электродами снимают значения тока сварки – Iсв и напряжения сварки Uсв, которые должны находится в требуемых пределах. Если сварочный ток мал, что бывает чаще всего (электрод липнет, дуга неустойчивая), то в этом случае переключением первичной и вторичной обмоток устанавливают требуемые значения, или перераспределяют количество витков вторичной обмотки (без их увеличения) в сторону увеличения числа витков, намотанных поверх сетевой обмотки.
Схема измерителей напряжения и тока сварки и конструкция трансформатора тока

Измеритель напряжения подключают к выходной обмотке трансформатора. Настройку осуществляют с помощью любого тестера, которым контролируют выходное напряжение сварки. С помощью переменного сопротивления R3 стрелку прибора устанавливают на конечное деление шкалы при максимальном значении Uxx. Шкала измерителя напряжения достаточно линейна. Для большей точности можно снять три контрольные точки и проградуировать измерительный прибор на измерение напряжений.

Более сложно настроить измеритель тока, поскольку он подключается к самостоятельно изготовленному трансформатору тока. Последний представляет собой сердечник тороидального типа с двумя обмотками. Размеры сердечника (внешний диаметр 40 мм) принципиального значения не имеют, главное, чтобы уместились обмотки. Материал сердечника — трансформаторная сталь, пермаллой или феррит. Вторичная обмотка состоит из 600 витков медного изолированного провода марки ПЭЛ, ПЭВ, лучше ПЭЛШО диаметром 0,2 мм и подключена к измерителю тока. Первичная обмотка — это силовой провод, проходящий внутри кольца и подключаемый к клемному болту. Настройка измерителя тока заключается в следующем. К сварочной обмотке подключают калиброванное сопротивление из толстой нихромовой проволоки на 2 секунды (сильно греется) и измеряют напряжение на выходе сварочника. По закону Ома определяют ток, протекающий в сварочной обмотке. Например, при подключении Rн = 0,2 Ом Uвых = 30в. Отмечают точку на шкале прибора. Трех измерений с различными RH достаточно, чтобы откалибровать измеритель тока. После калибровки приборы устанавливают на корпус, пользуясь общепринятыми рекомендациями. При сварке в различных условиях переключением обмоток настраивают сварочный аппарат на оптимальный режим сварки, и далее переключатель можно установить в нейтральное положение. Итак, на основе этих рекомендаций можно сделать вполне достойный сварочный аппарат своими руками, даже не имея особого опыта. Л. А. Ерлыкин
Продолжая тему Сварочный аппарат своими руками:
|
| |||
|
|

smasteri.at.ua