Хон двигателя – : , ,
alexxlab | 22.07.2020 | 0 | Вопросы и ответы
Хон цилиндров и сила трения в двигателе или как остановить износ
Ответим на частые вопросы и сомнения:
- Не навредит ли металлокерамика хону?
- Что лучше растачивать двигатель или обработать RVS составом?
Под износом двигателя надо понимать в первую очередь – его цилиндры. Много говорится о факторах, влияющих на ее степень. Однако в первую очередь зависит от материала, из которого изготовлен блок цилиндров.
Именно материал играет значительную роль. Насколько он будет устойчив при контакте металлических поверхностей. Стенки гильзы также должны выдерживать воздействия температур от 1500 до 2000 C., и обладать повышенной механичной прочностью, призванной защищать гильзу от абразива, коррозии и трения. Создание высокопрочных материалов для гильз повлечет за собой существенное удорожание продукции, так как потребуются дополнительные стадии обработки, шлифовки и полировки, что могут позволить себе лишь единичные производители.
Для уменьшения силы трения, которая является самым большим врагом износостойкости, на стенках гильзы наносят хон, удерживающий масляную пленку.
Хонингование цилиндров делается в два этапа абразивным материалом. В результате на стенках образуются риски – так называемый хоновый рисунок, при этом мелкие риски имеют размер в доли микрон и визуально их не увидишь,
и крупные риски по размеру, достигающие десятки микрон, которые мы визуально и наблюдаем в цилиндре.
Шероховатость, созданная хоном, задерживает масло на стенках цилиндра, что способствует снижению трения. Однако не все так просто.
При холодном запуске происходит сухое трение. В этот короткий промежуток времени ее сила достаточно велика, и сравнимы с пробегом в 500 км.
По мере поступления масла в каналы на деталях образуется масляная пленка. При этом ее толщина зависит от высоты шероховатости, и скорости вращения коленчатого вала. Чем меньше скорость, тем меньше толщина. В такие моменты она закрывает только маленькие неровности. В то время как большие риски продолжают сталкиваться друг с другом и изнашиваться. При увеличении скорости растет подъемная сила, и масло поднимается и закрывает верхние риски. В такие моменты трение снижается. Для сравнения: чем быстрее движется катер, тем больше выталкивающая сила воды и меньше сила сопротивления.
Именно по этой причине в пробках, на малых оборотах, и в момент резкого старта с места происходит наибольшее изнашивание мотора.
Итак, как влияет образование металлокерамики на хон.
Если риски имеют правильную форму, то в узких местах его масло, благодаря силе поверхностного натяжения поднимается над ними. Там, где они широкие масло втягивается внутрь. В этом случае эффекта снижения трения не будет.
Металлокерамический слой образуется только в местах мелких неровностей, в то время, как крупные выступы остаются выше этого слоя и не изменяются.
Как видно на рисунке
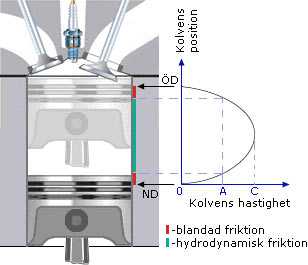
При прохождении через верхнюю и нижнюю мертвые точки, происходит так называемое «ёрзание» поршня, за счет смены направления его движения и при этом складывается картина, при котором высота масляной пленки мала и не покрывает вершины рисок. Именно здесь и происходит наибольший слом вершин. Пленка в этих местах рвется. По сути, происходит разрушение поверхностей деталей, которые находятся без смазки. Верхние слои сопряженных деталей пластически деформируются, возникает местное схватывание с разрушением и отделением частиц металла и налипание их на поверхности сопрягаемых деталей. Такой износ называют изнашивание схватыванием. Температура здесь достигает 900C и выше, при таких температурах масло теряет свои свойства, присадки, содержащиеся в базовом масле, разлагаются. Абразивные частицы и продукты разложения попадают в масло и продолжают изнашивать стенки цилиндров – это называется абразивным износом.
В этих местах и создается слой металлокерамики. Минералы, входящие в состав RVS размалываются выступами микрорельефа, выделяется достаточное количество энергии для прохождения процессов микросваривания и микросхватывания. Начинается реакция замещения с образованием новых кристаллов и небольшого слоя металлокерамики. В ходе дальнейшей приработки частицы РВС размалываются до размера элементарных частиц, имеющих определенную структуру и форму (микрочешуйки). Эта особая форма позволяет очистить микрорельеф поверхности от продуктов разложения, что не может сделать ни одна из промывок масляной системы. После очистки происходит плотная нагартовка частиц РВС в углубления контактируемых поверхностей. В каждой точке соприкосновения поверхностей электромагнитные микрополя выстраивают микрочастицы РВС в определенном порядке. В результате начинается реакция замещения атомов Mg в кристаллических решетках микрочастиц РВС на атомы Fe поверхностного и подповерхностного слоев металла контактируемой поверхности. Так образуется металлокерамический защитный слой, толщина которого пропорциональна количеству частиц, нагартованных в микроуглублениях рельефа и энергии, выделяемой при контакте. Данный слой саморегулирующийся. Если есть энергия при трении и контакте, то слой растет. В результате компенсируются зазоры, снижается выделение энергии – прекращается реакция замещения – прекращается дальнейший рост. Именно по этой причине производители масла не добавляют RVS в свои масла – РВС составы не требуют постоянного присутствия в масле.
В средней части, где масляная пленка поднимается над вершинами рисок, слома не происходит и создание слоя маловероятно.
В случае же, если микрорельефа на цилиндрах совсем не осталось, или как говорят, образовалось зеркало, то создаваемый защитный слой уплотнит сопряжение цилиндр-кольцо.
Новый слой обладает пластичностью до 50 кгс/см2, что позволяет противостоять изнашиванию, при котором сила трения в двигателе минимальны и коэффициент ее составляет 0,003-0,007
Такие результаты обработки РВС составом позволяют проехать без масла до 300 км. без нанесения урона схватыванием!
Кроме того, в результате воздействия значительных удельных давлений и больших скоростей трущихся деталей происходит тепловое изнашивание деталей. Выделяющееся тепло размягчает металл и разрушает поверхности в результате оплавления и переноса металла с поверхностей сопряженных деталей.
Твердость поверхностей с металлокерамикой может достигать 63-70 HRC, а температура его разрушения 1575-1600C. Новый слой является диэлектриком и огнеупором, стоек к коррозии, что позволяет ему противостоять как тепловому изнашиванию двигателя, так и окислительному изнашиванию, которое возникает вследствие воздействия кислорода, который, так или иначе, попадает вместе с атмосферным воздухом.
Как выполняется хонингование цилиндров и что это такое: преимущества процедуры и технология
 Большинство людей, которые имеют лишь поверхностные знания о технике, не могут сказать, что означает термин «хонингование». Это слово имеет английское происхождение: переводится «to hone» как, «обтачивать», «точить». При помощи этого термина обозначают обработку внутренних поверхностей цилиндра.
Большинство людей, которые имеют лишь поверхностные знания о технике, не могут сказать, что означает термин «хонингование». Это слово имеет английское происхождение: переводится «to hone» как, «обтачивать», «точить». При помощи этого термина обозначают обработку внутренних поверхностей цилиндра.
Выполнение хонингования позволяет обеспечить очень высокое качество обработки поверхности блока цилиндров. К этой процедуре обычно прибегают на финишной стадии проведения капитального ремонта и обработки мотора.
Хонингование цилиндров: что это такое
Блок цилиндров представляет собой элемент, основная задача которого заключается в создании связи между ключевыми механизмами двигателя:
- коробка передач;
- головка блока;
- механизмы поршневой группы.
 Наряду с выполнением основных задач блок цилиндров необходим для устранения шумов двигателя. Если запланирован капитальный ремонт, то специалисты находят время для проведения диагностики и этого элемента. Дело в том, что блок цилиндров в процессе эксплуатации испытывает значительные нагрузки. Все это увеличивает вероятность его износа. Новый цилиндр, как правило, имеет круглую форму, но постепенно становится овальным.
Наряду с выполнением основных задач блок цилиндров необходим для устранения шумов двигателя. Если запланирован капитальный ремонт, то специалисты находят время для проведения диагностики и этого элемента. Дело в том, что блок цилиндров в процессе эксплуатации испытывает значительные нагрузки. Все это увеличивает вероятность его износа. Новый цилиндр, как правило, имеет круглую форму, но постепенно становится овальным.
В свете того, что он работает достаточно долго и подвергается чрезмерным нагрузкам, его стенки могут получать повреждения и покрываться царапинами. Если в автомобиле имеется деформированный блок цилиндров, то впоследствии это может привести к довольно большим проблемам в работе транспорта.
Во время выполнения ремонта двигателя специалисты вынуждены обследовать разнообразные узлы, в числе которых не обходят вниманием и цилиндр. Воздействие постоянных нагрузок на цилиндр, приводит к тому, что его верхняя часть становится похожей на конус, а это может привести к уменьшению ступени уплотнения колец. Такая ситуация может увеличить риск прорыва газов и привести к увеличенному расходу масла. Вместо привычной круглой формы цилиндр становится шероховатым. Проведение хонингования блока цилиндров позволяет вернуть ему заводскую округлую форму, а, помимо этого, создать максимально точное число штриховок на поверхности.
Этапы хонингования
Чтобы избавить блок цилиндров от последствий деформации, необходимо выполнить соответствующую обработку, которая предусматривает проведение двух этапов.
- Начинается все с выполнения черновой обработки, для которой применяют крупнозернистый абразив. Подобная процедура обеспечивает механизму его первоначальную, округлую форму.
- Суть второго этапа сводится к обтачиванию узла мелкозернистым абразивом. В качестве основного рабочего инструмента, который применяется при хонинговании, выступает керамический или алмазный брус, находящийся на хонинговальной головке.
Работа по хонингованию головки заключается в совершении вращательных и возвратно-поступательных движений. При помощи этого инструмента можно гарантировать максимально точное выполнение этой процедуры. Использование мелкозернистых абразивов позволяет очистить поверхность от царапин и зазубрин, а, помимо того, обеспечить оптимальную степень шероховатости.
 Следует заметить, что процедуру хонингования блока можно выполнять с применением любого абразива. Если же обработке будет подвергаться цилиндр, то выбор следует останавливать на брусках, имеющих алмазное и керамическое покрытие. Керамическое хонингование имеет ряд серьезных недостатков, среди которых следует, в первую очередь, выделить недолговечность применяемых абразивов. На их фоне более предпочтительно использование алмазных головок, поскольку это позволяет добиться значительной экономии на обработке и уменьшить физические усилия, которые требуется прилагать во время хонингования.
Следует заметить, что процедуру хонингования блока можно выполнять с применением любого абразива. Если же обработке будет подвергаться цилиндр, то выбор следует останавливать на брусках, имеющих алмазное и керамическое покрытие. Керамическое хонингование имеет ряд серьезных недостатков, среди которых следует, в первую очередь, выделить недолговечность применяемых абразивов. На их фоне более предпочтительно использование алмазных головок, поскольку это позволяет добиться значительной экономии на обработке и уменьшить физические усилия, которые требуется прилагать во время хонингования.
Закончив финишную обработку цилиндров, занимаются подготовкой их поверхности, с которой следует удалить остатки металла и абразивов. Опыт показывает, что использование алмазного хонингования приводит к образованию большого количества металлических частиц, нежели при применении керамических абразивов. Эффективным средством, позволяющим удалить из пор и впадин ненужные отходы, является теплая мыльная вода. Чтобы убрать стружки металла, используют мягкую абразивную щетку, с помощью которой выполняется полировка цилиндра.
По завершении процедуры хонингования рекомендуется дополнительно обработать поверхность цилиндра абразивной пастой. Положительный эффект от проведения подобной операции заключается в более эффективном удалении остатков металла из самых мелких впадин на поверхности, которые сложно различить невооруженным глазом. Используя подобный подход, можно без особых усилий и финансовых затрат создать идеально гладкую поверхность и обеспечить цилиндрам необходимую форму.
Основные плюсы хонингования
 Несмотря на то что такие операции по обработке поверхности блока цилиндров, как полировка и притирка более привычны и распространены, хонингование представляется предпочтительным вариантом ввиду его более высокой эффективности и точности. Эта процедура позволяет увеличить устойчивость к износу для детали, а также поднять до предельных показателей давление в цилиндрах. Все это положительным образом сказывается на эффективности работы двигателя, в результате увеличивается его эксплуатационный ресурс.
Несмотря на то что такие операции по обработке поверхности блока цилиндров, как полировка и притирка более привычны и распространены, хонингование представляется предпочтительным вариантом ввиду его более высокой эффективности и точности. Эта процедура позволяет увеличить устойчивость к износу для детали, а также поднять до предельных показателей давление в цилиндрах. Все это положительным образом сказывается на эффективности работы двигателя, в результате увеличивается его эксплуатационный ресурс.
Обточка поверхности цилиндров с помощью подобной технологии позволяет создать малоразличимую сеточку. Это создает благоприятные условия для того, чтобы масло на стенках сохранялось как можно дольше. Итогом этого является постоянное наличие смазки на взаимодействующих друг с другом элементах двигателя, что делает более эффективной его работу.
Хонингование цилиндров, цена
 Если придерживаться рекомендаций специалиста, то проводить хонингование цилиндров следует с применением алмазных брусков. Причем подобный выбор стоит делать, даже невзирая на то, что этот материал стоит заметно дороже по сравнению с керамическими абразивами. Подобная технология финальной обработки цилиндров практикуется многими компаниями, что позволяет обеспечивать более высокий уровень качества этой процедуры в целом.
Если придерживаться рекомендаций специалиста, то проводить хонингование цилиндров следует с применением алмазных брусков. Причем подобный выбор стоит делать, даже невзирая на то, что этот материал стоит заметно дороже по сравнению с керамическими абразивами. Подобная технология финальной обработки цилиндров практикуется многими компаниями, что позволяет обеспечивать более высокий уровень качества этой процедуры в целом.
Хотя алмазные абразивы и стоят достаточно дорого, но этот недостаток компенсируется их повышенной устойчивостью к износу. Применение алмазных головок при проведении хонингования позволяет обеспечить отверстию идеальные геометрические размеры. Эта технология восстановления цилиндров позволяет создавать прямые стенки и круглую форму, а также правильное качество и количество штриховки. Все это положительным образом сказывается на сроке службы работы мотора и всего автомобиля.
Не стоит с пренебрежением относиться к процессу обточки с использованием указанной процедуры блока цилиндров. Хотя она и представляется обычной косметической процедурой, в действительности же с помощью этой технологии можно избежать преждевременного выхода из строя двигателя.
Технология хонингования в домашних условиях
Подобный метод обработки поверхностей получил распространение во многих отраслях. Осознав всю значимость этой процедуры, автовладельцу не помешает вначале выяснить, можно ли выполнить эту операция своими руками или же к такой работе следует привлечь квалифицированных работников специализированных мастерских. Следует заметить, что, если вам уже приходилось выполнять какие-либо сложные работы и вы располагаете приспособлением для хонингования цилиндров, то лучше провести хонингование цилиндров в домашних условиях, что позволит вам сэкономить.
Материалы
Чтобы выполнить подобную обработку, у вас должен быть хон. Желательно, чтобы он был гибкий, похожий на ершик для мытья бутылок. В случае его отсутствия можно обойтись и обычным. Однако хон — не единственное, что может вам потребуется для этой работы. Также у вас должны быть в наличии следующие элементы:
-
 дрель;
дрель; - защитные очки;
- хонинговочное масло, вместо которого можно использовать керосин,
- ветошь.
После того, как как вы все подготовите, хон нужно зафиксировать в патроне электродрели и обработать им отверстие, которое прежде необходимо хорошенько увлажнить. Имейте в виду, что инструмент сможет войти внутрь обрабатываемой детали лишь в том случае, если вы сожмете камни.
Технология работы
 Суть этой работы сводится к совершению движений вверх-вниз. Понять, не совершили ли вы ошибок, можно, ориентируясь на образующуюся на поверхности металла сетку. Возникающий узор должен быть равномерным, при этом линии должны создавать относительно друг друга угол в 60 градусов.
Суть этой работы сводится к совершению движений вверх-вниз. Понять, не совершили ли вы ошибок, можно, ориентируясь на образующуюся на поверхности металла сетку. Возникающий узор должен быть равномерным, при этом линии должны создавать относительно друг друга угол в 60 градусов.
Имейте в виду, что хон должен находиться внутри до полной остановки дрели. После окончания работы потребуется убрать фаску при помощи надфиля. Это поможет вам избежать зацепов колец. Делать это нужно очень аккуратно, поскольку есть риск повредить поверхность обработанного отверстия.
Далее деталь нужно очистить от загрязнений при помощи мыльной воды, которая поможет убрать следы абразива.
В завершение необходимо дать изделию высохнуть, после чего его обрабатывают специальным маслом, обладающим антикоррозионной защитой.
Заключение
 Столкнувшись с необходимостью ремонта двигателя, стоит также уделить вниманию и блока цилиндров. Даже если с ним все в порядке, не следует отказываться от его обработки при помощи такой процедуры, как хонингование. Эта операция пойдет на пользу блоку цилиндров, поскольку сможет устранить все признаки деформации узла, возникшие в результате длительной эксплуатации.
Столкнувшись с необходимостью ремонта двигателя, стоит также уделить вниманию и блока цилиндров. Даже если с ним все в порядке, не следует отказываться от его обработки при помощи такой процедуры, как хонингование. Эта операция пойдет на пользу блоку цилиндров, поскольку сможет устранить все признаки деформации узла, возникшие в результате длительной эксплуатации.
Не стоит недооценивать эту процедуру, поскольку, несмотря на свою кажущуюся простоту, эффект от ее проведения может быть очень весомым, который поможет вашей машине дольше служить без необходимости проведения внеочередного ремонта.
Оцените статью: Поделитесь с друзьями!stanok.guru
это что такое? Как выполняется хонингование цилиндров?
Те, кто работает станочником или учится по данной специальности, не раз сталкивались с таким понятием, как абразивная обработка. К данному виду работ относятся наиболее популярные операции, такие как шлифование, полирование, суперфиниширование (суперфиниш) и хонингование.
Хонингование – это специфическая форма тонкой обработки. Ее редко применяют в машиностроении, так как есть иные механические операции, с помощью которых можно достичь лучших результатов. Поэтому мало кто знает о том, как выполняется хонингование цилиндров, что это такое, для чего и в каких случаях используется.
Хонингование: понятие и определения

Хонингование – это механическая операция по обработке материала резанием, где в качестве резального инструмента используются алмазные зерна. Данная операция считается очень производительной и эффективной по отношению к отверстиям. Снимать припуск при данной обработке можно до 2 млн мм3 в час. Это соответствует чистовому точению резцом при токарной обработке или черновому шлифованию абразивным кругом. Поэтому можно сказать, что хонингование – это еще и финишная обработка, так как во время операции получают окончательную поверхность, то есть готовую деталь.
Хонинговальный инструмент
Инструмент, который используется при хонинговании, называется хоном, или хонинговальной головкой. Хон представляет собой металлорежущий инструмент, состоящий из трех и более абразивных брусков (камней), расположенных по периметру.
Во многих хонах камни являются съемными. То есть при изнашивании или поломке их можно с легкостью заменить.
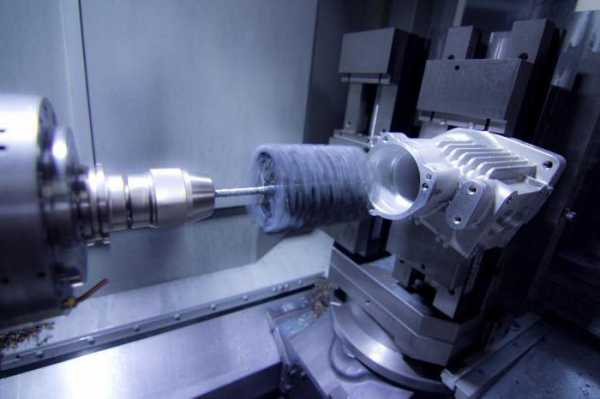
Хонинговальные станки

В производстве хонингование выполняют на специальных станках, которые бывают двух видов: горизонтальные и вертикальные. Горизонтальные хонинговальные станки выполняют с горизонтальным расположением шпинделя. Вертикальные, соответственно, имеют вертикальное расположение шпинделя. Первые используются для длинных деталей, а также для наружных операций. Вертикальные станки – для коротких деталей и преимущественно для внутренней обработки, т. е. отверстий.
Известные модели станков: 3Г833, 3К833, 3Н-86, М4215-1. А также новые модели: Sunnen HTS-124-020, LEV125 СОМЕС, LEV250 СОМЕС, ТН170 и ТМ806 (807).
Зачастую новые модели хонинговальных станков делают специализированными, а не универсальными, в отличие от станков советского производства. То есть они пригодны лишь для какой-то одной операции, к примеру, для хонингования цилиндров. Также есть и новые модели станков небольшого размера. Как правило, такие станки разрабатываются для проведения хонингования в домашних условиях.
Когда применяется хонингование?

Как и говорилось ранее, зачастую такая механическая операция, как хонингование, применяется для финишной обработки отверстий и других круглых труднодоступных поверхностей в тех случаях, когда остальные методы абразивной обработки применить нельзя или их применение будет нецелесообразно. Кроме того, хонингование отверстий применяется в тех случаях, когда необходимо достигнуть минимальной шероховатости и цилиндричности поверхности, вплоть до микронов. Именно поэтому наибольшую популярность данный вид обработки получил при изготовлении цилиндров. Последние широко используются в технике, строительстве и автомобилестроении.
Преимущества хонингования

Хоть шлифование, полирование и притирка считаются наиболее популярными и распространенными методами обработки цилиндров, в большинстве случаев предпочтение отдают хонингованию, так как оно является более эффективным и точным. Помимо этого, при хонинговании можно столкнуться и с другими преимуществами, среди которых:
- Повышение устойчивости к износу. Это, в свою очередь, позитивно влияет на дальнейшую работу двигателя и позволяет максимально повысить его срок эксплуатации.
- Отсутствие брачных деталей. Дело в том, что при обрабатывании цилиндров хоном поверхность подвергается меньшему давлению, чем, например, при шлифовании. То есть шансы на получение брачного цилиндра значительно уменьшаются.
- Достижение технических требований. За счет того, что хонинговальные бруски имеют более широкую номенклатуру в сравнении с теми же абразивными кругами, достичь технических требований, предъявляемых к детали, в несколько раз проще.
- Изготовление точного отверстия. За счет своей конструкции хон во время обработки может автоматически исправить отклонения отверстия от допустимых значений, которые остались от предыдущих операций, например, после сверления.
- Уменьшение времени, отведенного на обработку. Как известно, существует не одно приспособление для хонингования цилиндров. Есть и такие приспособления, которые позволяют выполнять хонингование блока деталей. За счет обработки нескольких отверстий одновременно и уменьшается время, отведенное на операцию. Это особенно важно в массовом производстве, когда в день необходимо изготавливать тысячи цилиндров.
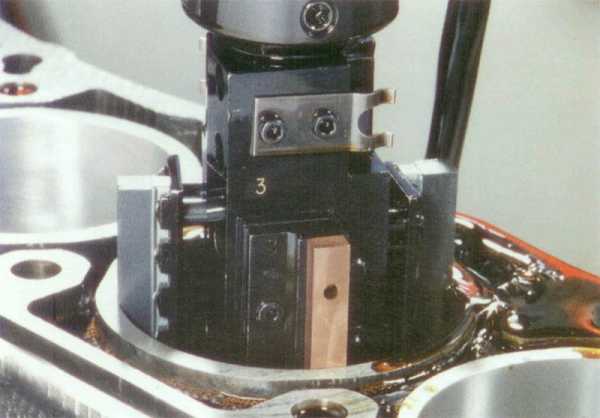
Хонингование блока цилиндров
Как и говорилось ранее, чтобы выполнить хонингование нескольких цилиндров за одну операцию, на многих предприятиях используется специальное приспособление для хонингования. Зачастую это зажимные приспособления, которые помогают закрепить цилиндровый блок на станине станка для последующей обработки.
Таким образом, после закрепления узла в приспособление на станке хонингование блока цилиндров выполняется в два этапа:
- Черновое хонингование. На этом этапе обработки применяется хон с крупнозернистыми брусками. С помощью такого инструмента можно обеспечить первоначальную, круглую форму отверстия цилиндра, которая еще не будет отвечать техническим требованиям.
- Чистовое хонингование. Вместо хона с крупнозернистыми брусками теперь используется мелкозернистый абразив. Это могут быть алмазные либо керамические бруски. Суть второго этапа заключается в устранении окончательных припусков и создании готовой формы отверстия, которая будет отвечать техническим требованиям, предъявляемым к детали.
Хонингование в домашних условиях

Немногие знают о том, что хонингование цилиндров можно проводить не только в заводских условиях, но и дома. Зачастую такая операция может понадобиться в тех случаях, когда старый цилиндровый блок утратил свое свойство устойчивости к износу или его необходимо очистить от накопившейся накипи.
В домашних условиях хонингование – это все та же тонкая обработка, но не с использованием СОЖ и хона, а керосина (или хонинговального масла) и специальной хонинговальной головки, которая с легкостью крепится на обычную электродрель. Подобные головки можно приобрести в любом автомобильном или строительном магазине (по виду они смахивают на ершики для мытья посуды). Как и в случае с хонами для станков, хонинговальные головки для дрели продаются также для черновой и чистовой обработки. Отличаются они между собой допустимыми диаметрами и материалом.
Для проведения подобной операции и для более комфортной обработки цилиндровый блок можно закрепить в любом зажимном устройстве или, на крайний случай, на такой поверхности, которую можно удерживать ногами. После того как деталь надежно закреплена, можно проводить само хонингование. Рекомендуется два раза обработать отверстие при черновой обработке и один раз при чистовой.
Очистка поверхности цилиндров

После выполнения операции хонингования, как правило, следует очистить деталь от стружки металла и абразива. Эффективно выполнить очищение позволит теплая мыльная вода и мягкая щетка. Таким образом, можно избавить деталь не только от стружки, но и отполировать ее.
После всех вышеперечисленных действий цилиндры обычно дополнительно обрабатывают специальной абразивной пастой. Она позволяет очистить поверхность от оставшейся мелкой стружки, которую сложно заметить невооруженным глазом.
Использование мыльной воды, щетки и пасты для очистки позволяет восстановить прежний вид блока цилиндров, избавиться от всяких заусенцев, накипи и т. д.
В заключение
Узнав, как выполняется повторное хонингование цилиндров, что это такое, когда его необходимо использовать, многие могут подумать о том, что это довольно простая процедура и, может быть, даже не совсем необходимая. Но, несмотря на простоту, эффект от проведения повторной обработки цилиндров хонингованием не заставит себя долго ждать.
Такая обработка поможет продлить срок эксплуатации как самого узла, так и автомобиля. Кроме того, повторное хонингование в домашних условиях поможет повысить ремонтопригодность без необходимости обращения к соответствующим специалистам.
fb.ru
Хонингование цилиндров двигателя. Что это и зачем его делают?
При производстве и ремонте двигателей внутреннего сгорания используются самые различные технологические и конструктивные решения. От правильности их выбора зависит совершенство силового агрегата, его безупречная работа и эксплуатационный ресурс. В данной статье мы поговорим об одной из классических, обязательных при изготовлении или восстановлении ДВС технологий – хонинговании – рассмотрев этот процесс во всех его аспектах.
В чём суть хонингования цилиндров
Выполняют его для того, чтобы снизить шероховатости на стенках цилиндров, при этом улучшается приработка колец и самих поршней. Это заметно продлевает срок эксплуатации отремонтированного мотора.
Во время работы силовой агрегат подвержен достаточно сильному износу и потере своей изначальной формы. Особенно это влияет на цилиндры. Их первоначальная круглая форма становится овальной, на стенках появляются задиры и царапины. В результате капитального ремонта не избежать.
Во время ремонта цилиндры подвергаются растачиванию, а хонингование позволяет сохранить их форму правильной и получить наиболее низкую шероховатость стенок. Само хонингование — это заключительная фаза при обработке цилиндров. Если сравнивать все обычные заключительные действия, например, полировку или притирку какой-либо поверхности, то у процесса хонингования повышенная точность и эффективность проведенных работ.
Для нормальной работы бензиновых и дизельных моторов необходимо обеспечить высокую точность размеров их компонентов. Одним из важнейших факторов является соблюдение допусков на размеры и показателей шероховатости поверхности зеркала цилиндров. Необходимость в этом возникает по следующим причинам:
- Точное соблюдение размеров это ключ к увеличению компрессии и уменьшению количества прорывающихся в картер газов, содержащих продукты сгорания.
- Правильная обработка поверхности снижает износ поршневых колец, гаранти
www.cars-life.org
новые круглые кольца в старый овальный двигатель
Введение
Я надеюсь что будет достаточно противников и союзников по этой статье. Я только прошу перед очередным комментарием прочитать статью полностью. Это пробная статья на тему дисскусии в защиту “дешевой” капиталки двигателя. Под дешевой капиталкой двигателя я имею ввиду замену колец, колпачков, и всех сопутствующих прокладок по ходу ремонту без снятия двигателя. Нет необходимости, точить цилиндры и менять поршня под ремонтный размер.
Легкий – дешевый ремонт двигателя своими силами по расходникам выходит до 400$. Полноценная капиталка 0.25-0.50, добавляет примерно 100$ на расточку и хон, 60-300$ новые поршня (Honda, Teikin, Autowelt), плюс дополнительные работы по снятию двигателя и перепрессовки шатунов (поршней).
Конечно при полноценном ремонте двигателя чисто по материалам и работе, по цене 1000$ встает вопрос о целесообразности полного ремонта на D14 (а это ведь 75-110лс). Контрактный мотор D15, D16(ZC) пусть и не понятном состояние будет стоит 300-600$, B серия стоит 1500-2500$. С продажи своего D14 Вы можете вытянуть 100-300$. Я знаю людей в живую кто менял свой, жрущий масло мотор, на контрактный мотор, и мотор клинил через неделю после свапа. Это не байка.
Кольца поршня, шпоргалка
Размер цилиндра двигателя D серии 75мм. Это означает, что изначально цилиндр имеет диаметр 75мм, и радиус соответственно во всех точках 37.5. Со временем “по природе” работы двигателя износ становится эллипсоидным, то есть по оси X радиус становится больше чем Y. Конечно Y тоже меняется но менее значимо нежели X.
Первый ремонтный размер 0.25 это означает что диаметр цилиндра 75.25, а радиус во всех точках должен быть 37,625мм. То есть разница 0,125мм, не нужно считать что это очень мало и этим можно пренебречь. Это не верно. Но пока рассуждаем дальше.
Сейчас средний пробег для Honda Civic 6 поколения около 220000-250000 км, уже есть конечно единицы с 300000км пробегом. То есть примерно 13000км в год. В большинстве случаев, двигатели не вскрывались и кольца не менялись. К этому моменту начинает увеличиваться жор масла. Повышенный износ колец при масляном голодание (Хонду же не убьешь, она и без масла может), либо если кольца закоксовались, и полноценно не работают — залегли.
Тем не менее, по личному и дружественному опыту, большинство двигателей D серии, в особенности D14 и D15, по измерению цилиндра не доходили до ремонтного размера в износе 75->75.25. Да конечно, почти все двигатели имели эллипсность, грубо говоря x=75.08 и y=75.14. Очень редко когда какой то из размеров доходил до ремонтного или тем более переваливал его. Если это все таки случилось то конечно без вариантов — расточка, хон, новые поршня. Если вы планируете форсировать двигатель, то тут тоже без вариантов, только полный ремонт. И вы забудете о двигателе еще на долгое время, конечно при правильной эксплуатации.
Но если вы планируете остаться в стоке до 150лс (атмосфера, VTEC, чиповка) перемещаться в основном по городу и трассе, а не на кольце. Если вы студент и у вас нет оборудования для снятия двигателя, в общем если вы хотите просто убрать жор масла и дальше долгое время ездить без проблем, то нет никакого криминала в простой замене колец и колпачков. Я знаю ни один десяток ребят, кто просто заменил кольца и доволен как слон. Курсируют между Минском и Москвой, занимаются такси круглые сутки в городе, в общем живут в машине. Живые, свежие кольца после обкатки (примерно до первой замены масла) работают на отлично.

Измерение замка колец на поршне щупом
Ок, допустим это все бред Я не прав. Открывайте любой справочник Honda Civic 1992-2000. Найдите пункт “зазор в замке поршневого кольца”, возьмем второе самое толстое кольцо.
- Номинальное значение: 0,30-0,45 мм
- Эксплуатационное значение:0,70 мм
Вы сами можете измерить зазор замка кольца в середине цилиндра (максимальный износ) в обоих положениях (x,y), и в 90% значение замка не выходит за пределы номинального (рабочего) значения , часто бывает примерно 0.42-0.44 (для 200000км пробега). Не говоря уже об эксплуатационных значений, являющимися критическими 0.7мм.
Конечно, если подходить к вопросу более глобально то работу нужно проводить практически в стерильных условиях, со спец инструментами, править и заменять все что возможно, менять вкладыши по цвету, в общем, подходить к ремонту очень скрупулезно. Если идти по мануалу точно, то нужно менять и все болты, потому что они растягиваются. Но на это нужны колоссальные деньги и время. Мой выбор по прежнему быстрая замена колец с сопутствующими прокладками, еженедельные проверки двигателя, на наличие жидкостей и течей. И именно поэтому такого типа капиталка, намного выгодней нежели замены двигателя.
В крайнем случае если хона “мало”, но есть все таки возможность двиг снять, то примерно за $50 можно попробовать нанести хон. Конечно 100% вы не нанесете, но очень очень хорошо обновите цилиндры, без замены самих поршней и расточки блока (около 400$ экономия).
Но выбор конечно за вами. Все! Можете кидать помидоры. Но я также надеюсь каждый негативный отзыв будет подкреплен практикой, так как мои слова прошли через несколько лет промышленности, Я не всегда сидел за компом, и такие вещи как микрометр, допуск, посадка, квалитет, нонисус, расчет коэффициента теплового линейного расширения металла и сплавов мне чуть-чуть знакомы.
PS. ХОН:
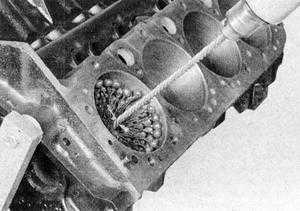
Тут я вскользь упомянул о хоне, и естественно нужно объяснить что такое хон цилиндра, или хон двигателя. Во первых хонингование — это процесс нанесения перекрестных насечек на всю внутреннюю часть цилиндра. На самом деле Хоном называется специальная головка которой производится процесс, но пускай хоном сейчас будет называется именно некий “результат” на поверхности цилиндра. Без хона (зеркало) нет маслинной пленки, а значит идет более быстрый износ колец. Если очень грубо объяснить, это нарезка тончайшей левой и правой резьбы внутри цилиндра (да простят меня гуру). Делается на станке специальными головками — Хонами.
Типовой вида хона, и процесс хонингования

Реальный хон на стенки цилиндра хонды
Данная статья актуальна для автомобилей Honda выпуска 1992-2000 годов, таких как Civic EJ9, Civic EK3, CIVIC EK2, CIVIC EK4 (частично). Информация будет актуальна для владельцев Honda Integra в кузовах DB6, DC1, с моторами ZC, D15B, D16A.
Полезные советы: После притирки клапанов не забудьте снять с клапанов притирочную пасту. Полный список советовНа большинство вопросов вам может помочь сообщество вКонтакте. Это реально удобнее чем писать комментарии ниже.
Please enable JavaScript to view the comments powered by Disqus. comments powered bywww.ej9.ru
что это такое, как оно выполняется, какие инструменты используются
 Хонингование цилиндров двигателя – процесс, с которым не приходится сталкиваться обычному автолюбителю, и он, скорее, знаком профессионалам сервисных центров и мастерам, которые занимаются модификацией моторов автомобилей на серьезном уровне. При этом сам процесс хонингования двигателя более чем важен, и продвинутый автолюбитель, интересующийся моторами, должен иметь общее представление о том, что собой представляет данная процедура, как она выполняется, зачем она нужна.
Хонингование цилиндров двигателя – процесс, с которым не приходится сталкиваться обычному автолюбителю, и он, скорее, знаком профессионалам сервисных центров и мастерам, которые занимаются модификацией моторов автомобилей на серьезном уровне. При этом сам процесс хонингования двигателя более чем важен, и продвинутый автолюбитель, интересующийся моторами, должен иметь общее представление о том, что собой представляет данная процедура, как она выполняется, зачем она нужна.
Хонингование цилиндров: что это такое
 Перед тем как рассматривать процесс выполнения хонингования цилиндров, необходимо разобраться с тем, что подразумевается под данным понятием. Многим автолюбителям знаком термин «расточка двигателя», которая может выполняться для повышения мощности мотора или при капитальном ремонте для устранения «эффекта конусности». После завершения растачивания цилиндров двигателя, необходимо провести их хонингование.
Перед тем как рассматривать процесс выполнения хонингования цилиндров, необходимо разобраться с тем, что подразумевается под данным понятием. Многим автолюбителям знаком термин «расточка двигателя», которая может выполняться для повышения мощности мотора или при капитальном ремонте для устранения «эффекта конусности». После завершения растачивания цилиндров двигателя, необходимо провести их хонингование.
Хонингование цилиндров – это завершающая стадия обработки цилиндров. Она выполняется с использованием специальных инструментов, и провести хонингование двигателя самостоятельно не получится без сервисного оборудования. Результатом хонингования является уменьшение шероховатости стенок цилиндров, что позволяет повысить качество приработки поршней и поршневых колец. Главная задача подобной процедуры – увеличить срок службы двигателя, благодаря уменьшению износа деталей в период их приработки.
Также хонингование цилиндров позволяет:
 Сократить прорыв газов в картер;
Сократить прорыв газов в картер;- Оптимизировать потребление моторного масла двигателем, благодаря образованию на стенках цилиндров микроскопической сетки. Ее сложно обнаружить «на глаз», но если провести пальцем, то можно ощутить наличие рисунка. Данная сетка необходима, чтобы на ней оседало масло, что позволяет повысить качество смазки трущихся деталей в процессе работы двигателя.
Процесс хонингования цилиндров выполняется не всегда, иногда мастера ограничиваются полировкой, а после притирка деталей происходит при работе двигателя. Подобный подход значительно снижает ресурс мотора до следующего капитального ремонта. В отполированном блоке цилиндров гораздо быстрее, чем в двигателе с проведенной процедурой хонингования, образуются царапины, сколы и шершавость на стенках, а цилиндр теряет свою первозданную форму, становясь конусообразным.
Как выполняется хонингование цилиндров
 Главным инструментом в процессе хонингования цилиндров двигателя являются хонинговальные головки (хоны). Выполняться хонинговальные головки могут из керамики или алмаза. В профессиональных мастерских хоны используются алмазные, поскольку при регулярном использовании они оказываются экономически более выгодными для мастеров, нежели керамические хонинговальные головки.
Главным инструментом в процессе хонингования цилиндров двигателя являются хонинговальные головки (хоны). Выполняться хонинговальные головки могут из керамики или алмаза. В профессиональных мастерских хоны используются алмазные, поскольку при регулярном использовании они оказываются экономически более выгодными для мастеров, нежели керамические хонинговальные головки.
Хоны приводятся в работу за счет использования специального механического стенда. Также в процессе выполнения хонингования цилиндров двигателя задействуется керосин или специальная смесь, состоящая из масла и керосина. Гораздо реже применяется при хонинговании средство на основе воды со специальными добавками, которые не позволяют развиться коррозии в цилиндрах.
Сам процесс хонингования цилиндров проводится в 2 этапа:
- Сначала мастера надевают на станок черновые хонинговальные головки, которые имеют крупный абразив. Они необходимы, чтобы после расточки двигателя (при капитальном ремонте) удалить неровности, которые могли остаться по окончанию работы.

- На втором этапе используются хонинговальные головки с мелкозернистым абразивом. Данный процесс протекает дольше.
После того как хонингование выполнено, необходимо отдать цилиндры на промывку керосином или другим средством, препятствующим коррозии. Некоторые мастера рекомендуют завершать процесс хонингования чисткой с использованием абразивной пасты. Они утверждают, что за счет этого удается сгладить последние неровности, удалить заусенцы, углы и впадины, которые могли образоваться в процессе хонингования.
Загрузка…okeydrive.ru
Хонингование цилиндров – обзор методик, обработка своими силами + Видео
Хонингование цилиндров – это абразивная обработка внутренней поверхности цилиндра с помощью специальных материалов (хонов). Этот процесс позволяет обеспечить необходимый микропрофиль стенок цилиндра, который нужен для эксплуатации двигателя.
1 Хонингование цилиндров – повышение ресурсов двигателя
Блок цилиндров на двигателе внутреннего сгорания представляет собой основной связующий элемент между коробкой передач, поршневой группой и ГБЦ. В процессе эксплуатации цилиндры испытывают огромную нагрузку, что со временем приводит к деформации их внутренней поверхности, на которой могут образовываться различные повреждения и царапины. От этого страдают такие эксплуатационные характеристики, как расход масла, расход топлива, компрессия, мощность, ресурс двигателя.

Хонингование – это восстановление внутренней поверхности цилиндра
Рекомендуем ознакомиться
Чтобы восстановить микропрофиль внутренней поверхности цилиндра, выполняют хонингование этой детали и других цилиндрических отверстий в двигателе (отверстия нижней и верхней головки шатуна, втулки клапанного механизма, гильз). С его помощью устраняются царапины и другие виды деформации, и придается необходимая шероховатость поверхности. Шероховатость и количество рисок на стенках цилиндра зависят от типа применяемого абразивного материала (брусков). Хонингование обязательно проводится как при сборке двигателя, так и при капитальном ремонте.
В первом случае процедура позволяет правильно посадить поршневые кольца и обеспечить герметичность камеры сгорания. При капитальном ремонте расточка, полировка и хонингование позволяют вернуть цилиндрам форму, максимально приближенную к заводским показателям и создать точное число штрихов на поверхности для удержания масла, которое необходимо для постоянной смазки поршневых колец. В отличие от полировки или притирки, хонингование – более эффективный и глубокий процесс. Можно повысить устойчивость детали, ресурс двигателя и эффективность его работы.
2 Основные этапы и инструменты для обработки поверхности
Как правило, хонингование блока цилиндров подручными инструментами или автоматизированным способом проходит в два этапа. Первый этап представляет собой черновую обработку, используется крупнозернистый абразив на основе алмазной крошки и меди. При работе понадобится большое количество смазывающей и охлаждающей жидкости. При черновой обработке получаем ровную поверхность с глубокими рисками, и механизм приобретает первоначальную форму.
Процесс чернового хонингования во многом аналогичен процессу силовой расточки цилиндров, однако хонинговка позволяет добиться большей производительности детали.
Далее приступаем к чистовой обработке поверхности для достижения окончательных и оптимальных показателей. Она проводится мелкозернистым абразивным материалом, чаще всего рабочим элементом выступает алмазный брус, который закрепляется на специальной хонинговальной головке. Размер абразивных зерен не должен превышать 1/150 мм.

Чистовая обработка поверхности двигателя
На этом этапе формируется новый профиль детали и исправляется шероховатость. После начинается финишный этап обработки и полировки поверхности, который называется суперфиниширование. Он заключается в удалении остатков металла и абразивной крошки с помощью мыльного раствора и специальной нейлоновой щетки с мелкими кремниевыми кристаллами, которая одновременно полирует стенки.
3 Как выполнить хонингование своими руками, и что вам в этом поможет?
При наличии определенного набора инструментов и знании технологии обработки хонингование можно выполнить и в домашних (гаражных) условиях. Для работы вам потребуется специальный инструмент, который называется хон. Хоны могут быть двух типов, первый из них представляет собой гибкий элемент, который по конструкции схож с ершиком для мытья бутылок. Второй тип – поверхностный, это специальная насадка с закрепленными на ней точильными камнями. Для обработки цилиндров лучше пользоваться первым типом хона, так как насадки нужны при более глубокой обработке на расточных станках и другом оборудовании.
Помимо хона, вам потребуется большое количество машинного масла, ветошь и электрический инструмент под насадки. Отточка и хонингование цилиндров своими руками осуществляется плавными поступательными движениями снизу-вверх, при этом важно следить за тем, чтобы рисунок (сетка), который образуется на стенках металла, имел равномерный узор. Получаемые риски должны быть иметь равный угол относительно друг друга, в противном случае работу следует прекратить, чтобы окончательно не испортить деталь. Если все прошло успешно, угол хонингования подходящий, а сетка получилась равномерной, очистите деталь от стружки и остатков абразива с помощью мыльного раствора, а после высыхания обработайте стенки специальным маслом с антикоррозийным эффектом.

Ручное хонингование проводят, не снимая цилиндр с двигателя
Ручное хонингование можно проводить, не снимая блок цилиндров с двигателя, и в этом главное преимущество подобной работы. Важно также понимать, что вручную добиться оптимальных показателей цилиндра не получится. При сильном износе такая процедура лишь “освежит” стенки цилиндра, но не исправит проблему, и вскоре она появится снова. Капитально отточить и расточить цилиндры можно только на специальном оборудовании.
tutmet.ru