Хромированные изделия – Хромирование деталей в домашних условиях своими руками
alexxlab | 27.07.2019 | 0 | Вопросы и ответы
Как вернуть блеск хромированным изделиям
 В современном жилище хромированных изделий достаточно много. Это смесители, полотенцесушители, душевые головки, крючки и штанги для развешивания вещей и даже корпуса некоторых бытовых приборов. Все эти предметы отлично выглядят и могут эксплуатироваться даже в очень влажной среде долгие годы, не зная коррозии. Разумеется, с течением времени хром теряет свой блеск и красоту, и уже не смотрятся так эффектно. Пятна на поверхности появляются очень легко, но если регулярно производить чистку хромированного изделия, то проблем не возникнет. Но случается и так, что до обслуживания блестящей вещи не доходят руки и идея почистить ее приходит уже тогда, когда она начинает выглядеть неопрятно. Что нужно делать, чтобы вернуть хромированному предмету сияние?
В современном жилище хромированных изделий достаточно много. Это смесители, полотенцесушители, душевые головки, крючки и штанги для развешивания вещей и даже корпуса некоторых бытовых приборов. Все эти предметы отлично выглядят и могут эксплуатироваться даже в очень влажной среде долгие годы, не зная коррозии. Разумеется, с течением времени хром теряет свой блеск и красоту, и уже не смотрятся так эффектно. Пятна на поверхности появляются очень легко, но если регулярно производить чистку хромированного изделия, то проблем не возникнет. Но случается и так, что до обслуживания блестящей вещи не доходят руки и идея почистить ее приходит уже тогда, когда она начинает выглядеть неопрятно. Что нужно делать, чтобы вернуть хромированному предмету сияние?
Основные факторы загрязнения
Прежде чем приступить к очистке хромированного предмета, стоит разобраться в том, что же является главными факторами загрязнения. Всем отлично известно низкое качество водопроводной воды. Именно вещества, содержащиеся в ней, и являются основными врагами хромированного блеска. В воде может содержаться более 1000 различных компонентов, многие из которых способны создавать стойкий налет на предметах. Самым неприятным из всех является налет известковый – он появляется достаточно быстро и избавиться от него обычными моющими средствами, к сожалению, не получится.
Также оказывают влияние на хромированные изделия и другие вещества. В помещении кухни, чаще всего, на хромированных поверхностях можно найти налет жира. Несмотря на то, что он не сравним по стойкости с известковым, в запущенных случаях при чистке придется повозиться, даже если в вашем распоряжении есть хорошее моющее средство для борьбы с жирами.
Вода и мыло
 Как это ни банально звучит, но самым эффективным средством для возвращения хромированным предметам первоначального блеска, является обычное мыло. Сорт и вид этого моющего средства совсем не важен, хотя более концентрированные составы делают очистку более оперативной. В связи с этим можно советовать использование мыла хозяйственного, которое измельчают на мелкой терке и растворяют в теплой воде. Подойдет также жидкое мыло для рук и лица, а в крайнем случае – шампунь или гель для душа. Точные пропорции моющего состава не важны, но лучше чтобы концентрация мыла была как можно выше.
Как это ни банально звучит, но самым эффективным средством для возвращения хромированным предметам первоначального блеска, является обычное мыло. Сорт и вид этого моющего средства совсем не важен, хотя более концентрированные составы делают очистку более оперативной. В связи с этим можно советовать использование мыла хозяйственного, которое измельчают на мелкой терке и растворяют в теплой воде. Подойдет также жидкое мыло для рук и лица, а в крайнем случае – шампунь или гель для душа. Точные пропорции моющего состава не важны, но лучше чтобы концентрация мыла была как можно выше.
Мыльный раствор наносят на хромированный предмет при помощи мягкой ткани. После того, как вся очищаемая поверхность покрылась составом, нужно подождать несколько минут и лишь затем начинать оттирать загрязнения. Часто приходится иметь дело с хромированными изделиями сложной формы, например смесителями. Качественно очистить эти предметы нелегко из-за их сложной формы. Чтобы упростить себе задачу, используйте для чистки старую зубную щетку, которая позволит проникнуть в самые укромные уголки.
Уксус
 Если жир можно победить при помощи мыла, то для того, чтобы бороться с известковым налетом, придется использовать более «тяжелую артиллерию». Известно, что известь разрушается в кислой среде, поэтому идеальным средством для борьбы с ней является обычный столовый уксус. При работе с этой жидкостью нужно соблюдать определенные меры предосторожности – избегать попадания в глаза и, желательно, на открытые участки кожи. Уксус, как и мыльный раствор, наносят на хромированные поверхности при помощи мягкой ткани или бытового распылителя. Действовать это вещества начинает сразу же после нанесения – налет буквально растворяется на глазах и его остается лишь смыть с очищаемого предмета при помощи теплой воды.
Если жир можно победить при помощи мыла, то для того, чтобы бороться с известковым налетом, придется использовать более «тяжелую артиллерию». Известно, что известь разрушается в кислой среде, поэтому идеальным средством для борьбы с ней является обычный столовый уксус. При работе с этой жидкостью нужно соблюдать определенные меры предосторожности – избегать попадания в глаза и, желательно, на открытые участки кожи. Уксус, как и мыльный раствор, наносят на хромированные поверхности при помощи мягкой ткани или бытового распылителя. Действовать это вещества начинает сразу же после нанесения – налет буквально растворяется на глазах и его остается лишь смыть с очищаемого предмета при помощи теплой воды.
Полироли для хрома
Очищенный от загрязнений хром блестит и радует глаз. Но есть способы придать поверхности настоящий зеркальный блеск. Для этого придется приобрести специальные полироли для хромированных изделий, которые сегодня широко представлены на рынке средств по уходу за домом и в магазинах автохимии. Каждый из этих составов имеет свою технологию использования, которая подробно описана в инструкции или на этикетке, но все они дают великолепный эффект, который наверняка оцените вы и ваши близкие.
Чего нельзя делать ни в коем случае
Несмотря на то, что хром является металлом, повредить его достаточно легко. Это связано с тем, что, во-первых, хром – это довольно мягкий металл, а во-вторых – наносимое производителями на изделия покрытие рассчитано лишь на защиту от коррозии и эстетический эффект, поэтому его толщина составляет доли миллиметра. Хромированное изделие можно поцарапать даже жесткой мочалкой для мытья посуды, поэтому, несмотря на соблазн выполнить работу быстрее и качественнее, ни в коем случае нельзя использовать для чистки абразивные изделия и вещества. Также хром может быть разрушен некоторыми химическими веществами. В связи с этим, если вы собираетесь использовать для работы коммерческие моющие средства, убедитесь, что их можно использовать для очистки хрома, иначе есть риск безвозвратно испортить блестящую поверхность.
Полезные советы 07.12.2017 17:18:21
krepcom.ru
технология химического и гальванического хромирования металла
 Хромирование — это ряд процессов диффузионного насыщения поверхностей металлических заготовок с помощью хрома, в результате чего они обретают зеркальную поверхность. В официальной литературе такую технологию также называют «металлизацией». Однако последнее название, скорее всего, обобщает все способы изменения характеристик поверхности металлических и неметаллических предметов с помощью тонкого металлического слоя.
Хромирование — это ряд процессов диффузионного насыщения поверхностей металлических заготовок с помощью хрома, в результате чего они обретают зеркальную поверхность. В официальной литературе такую технологию также называют «металлизацией». Однако последнее название, скорее всего, обобщает все способы изменения характеристик поверхности металлических и неметаллических предметов с помощью тонкого металлического слоя.
Освоив технологию хромирования, вы сможете проводить ряд уникальных работ в домашних условиях. Это позволит вам поменять внешний облик мотоцикла или автомобиля, а также изготовить множество стильных и современных вещей, например: ручки для шкафов или дверей, подставки, крепежные элементы, карнизы, кашпо и другие декоративные изделия, которые превратят ваш интерьер в нечто невероятное.
Краткое описание процесса
И хоть стандарты современной жизни диктуют свои правила, люди по-прежнему с особым интересом относятся к красивым и блестящим вещам, как это делали их предки много столетий назад. Изящные детали кузовов транспортных средств, блестящие изделия в ванных комнатах и кухнях, оригинальные статуэтки и яркие покрытия домов — всё это пользуется очень большой популярностью, поэтому спрос на хромирование деталей неуклонно растёт.
В настоящее время практикуется несколько способов металлизации заготовок. Среди них:
- Оцинкование;
- Покрытие хромом;
- Покрытие алюминием.
Использование цинка положительно сказывается на антикоррозийных свойствах стальных и металлических заготовок, в результате чего их эксплуатационный срок стремительно растёт.
Алюминий также улучшает антикоррозийные свойства, поэтому его наносят на оборудование, которое вынуждено работать в температурном режиме до 900 градусов Цельсия. В числе таких приборов — детали и механизмы для добычи нефтяных продуктов и перекачки газа, комплектующие печных систем, а также множество других изделий.
Что касается покрытия хромом, то такая методика является хорошим способом создания красивых декоративных покрытий, позволяющая скрыть все производственные дефекты и придать изделию более изящный вид. К тому же хромирование улучшает ряд эксплуатационных характеристик, а именно:
- Улучшает антикоррозийные свойства;
- Увеличивает твердость металла;
- Улучшает защитные характеристики от эрозии;
- Повышает жаропрочность;
- Улучшает износостойкость;
- Делает внешний вид изделия более привлекательным;
- Позволяет создавать качественные покрытия с заданными параметрами.
Особенности технологии
Нанесение хрома на металлические заготовки принято называть химическим хромированием. Технологию применяют для улучшения декоративных и функциональных свойств металлических изделий. Сам процесс может выполняться посредством следующих методик:
- Гальванический метод.
- Химический.
- Посредством напыления.
Если говорить о нанесении хрома на поверхность заготовки с помощью первого метода, то это можно делать двумя путями: диффузным и электролитическим. Чтобы вводить обе разновидности гальваники, нужно запастись специальными резервуарами с кислотоупорным покрытием и водяными рубашками.
Электролитическое хромирование построено на принципе электролиза металлов. В процессе обработки электрический ток подаётся через электролит, представленный в виде специального раствора из солей хрома, кислоты или щелочи. По мере прохождения тока выделяются катионы хрома. В итоге они остаются на обрабатываемой поверхности.
Средние параметры хромирования гальваническим методом выглядят следующим образом:
- Хромовый ангидрид 250 г/л.
- Серная кислота — 2,5 г/л.
- Температурные показатели — 50 градусов Цельсия для декоративной обработки, и 55−60 градусов Цельсия для улучшения функциональных качеств.
- Плотность тока — 25 А/дм2 для декоративной обработки, а также 60 А/Дм2 для достижения функциональных свойств.
Чтобы выполнить качественную гальванику, нужно правильно подобрать температуру электролита и плотность тока. Такие параметры оказывают влияние на внешний вид и функциональные свойства нанесенного слоя.
Не забывайте, что любое увеличение температуры снижает выход хрома по току, а увеличение плотности действует противоположным образом.
При низкой температуре и постоянной плотности тока получаемое покрытие становится серым. Если плотность тока не меняется, а температуры остаются высокими, это позволяет получить молочный оттенок.
Диффузный метод гальванической обработки
Применять метод термической обработки стали с помощью хромирования, что положительно сказывается на эксплуатационных свойствах поверхности, придавая материалу прочность, твердость, вязкость, износостойкость, упругость, жаро- и коррозийную стойкость. При соблюдении определенного температурного режима, поверхность конкретной заготовки поддаётся воздействию реагентов, а посредством диффузии происходит насыщение поверхностного слоя хромом. Диффузионная обработка незаменима при нанесении на поверхностный слой кремния, углерода, азота и алюминия.
Термическое хромирование с помощью порошков подразумевает применение смесей, которые состоят из феррохрома и шамота. Подобный состав принято называть солянок кислотой. Ещё одна разновидность диффузной обработки заключается в конденсации паров хрома.
Химическое хромирование
При выполнении химической обработки применяется ряд следующих реагентов:
- Хлористый хром;
- Гипофосфат натрия;
- Лимоннокислый натрий;
- Уксусная ледяная кислота;
- Двадцатипроцентный раствор едкого натра;
- Вода h3О.
При проведении реакции выдерживается температурный показатель 80 градусов Цельсия. Перед тем как нанести хромовое покрытие на стальную заготовку, они предварительно покрываются слоем меди. В итоге заготовки моют в воде и тщательно высушивают. Используя раствор кислощелочного происхождения, проводят химическую металлизацию диэлектриков.
Кроме этого, в современном мире широко распространен ещё один тип химической металлизации — вакуумное хромирование или PVD-процесс. Метод обеспечивает комплексную конденсацию паров хрома на поверхностном слое заготовки. Это происходит в специальных вакуумных камерах, где металл нагревается до температуры испарения, а затем оседает в виде тумана на конкретную деталь. Толщина слоя хрома настолько крошечная, что его дополнительно покрывают лаком с целью защиты от царапин. Подобная методика используется при хромировании алюминиевых изделий.
Обработка посредством напыления
Напыление деталей хромом (каталитическое хромирование) осуществляется с помощью реакции «серебряного зеркала». В качестве реагентов используются комплексные серебряные слои в щелочных растворах аммиака. Роль восстановителя выполняет раствор инвертного сахара, гидразина или формалина.
При одновременном напылении серебра и восстановителя металлическая заготовка обретает красивое белоснежное зеркальное покрытие.
Для таких изделий характерна отличная отражательная способность. На следующем этапе каталитического хромирования происходит покрытие заготовки защитным лаком с добавлением красящего светостойкого тонера. Такое средство получается с помощью смешивания фиолетового, синего и черного цветов в соотношении 3:1:1.
Обработка посредством «серебряного зеркала» состоит из нескольких процессов:
 Анализ и подготовительный этап. Необходимо подготовить поверхность детали, очистив её и промыв специальным средством. Чтобы улучшить адгезию, поверхность предварительно шлифуют с помощью шлифовальной бумаги с показателями зернистости Р500−600.
Анализ и подготовительный этап. Необходимо подготовить поверхность детали, очистив её и промыв специальным средством. Чтобы улучшить адгезию, поверхность предварительно шлифуют с помощью шлифовальной бумаги с показателями зернистости Р500−600.- Использование глянцевой основы. Подготовленный материал покрывается черным глянцевым покрытием, которое полностью исключает желтизну зеркального слоя. Сушку нанесенных лаков осуществляют в температурном режиме 20−25 градусов Цельсия без использования дополнительных сушильных приборов. Для высушивания заготовку оставляют на 8 часов. Если речь идёт о сушке в окрасочно-сушильной среде с температурным режимом 60 градусов, то там достаточно 45 минут просушивания.
- Следующий этап заключается в сушке.
- Затем происходит травление поверхности заготовки для улучшения адгезии серебра, а также очистка материала с помощью дистиллированной воды.
- Дальше выполняют сенсибилизацию или специальную обработку поверхностного слоя с помощью активатора. Таким образом поверхность покрывается защитной пленкой.
- На следующем этапе осуществляют металлизацию с помощью серебра.
- Затем на заготовку наносят защитный лак, который надёжно защищает обработанную поверхность от потускнения и потери эксплуатационных свойств из-за длительного использования и агрессивных воздействий.
Подготовка к хромированию металла
Подготовительный этап заключается в выполнении нескольких обязательных действий:
- Подготовка поверхности заготовки посредством шлифовки и полировки.
- Очистка от загрязнений с помощью специального средства и дистиллированной воды и протирка ветошью.
- Полное изолирование поверхности, куда не нужно наносить хром, заделка отверстий (если не нужно покрывать внутренние полости).
- Установка изделия на специальную подвеску.
- Полное обезжиривание.
- Промывка водой.
- Декапирование.
Роль шестивалентного хрома выполняет хромовый ангидрид, трёхвалентного — сульфат или хлорид хрома.
Гальваническую ванну покрывают серной кислотой, а после помещения обрабатываемой заготовки в раствор поддают ток с определенными показателями плотности.
Также необходимо соблюдать подходящий температурный режим раствора в ванной, который устанавливается с учётом особенностей хромирования.
При использовании терморежима необходимо придерживаться одних и тех же температурных показателей на протяжении всего мероприятия. Любые отклонения от установленного стандарта могут привести к ухудшению адгезионных свойств покрытия, в результате чего гальваника потеряет правильную структуру, а на поверхностном слое появятся различные дефекты, такие как разводы, наросты и сталактиты.
Продолжительность гальванической обработки определяется требуемой толщиной хромированного слоя.
В процессе обработки из раствора выделяется ряд вредных паров, поэтому все мероприятия нужно проводить с учетом всех тонкостей техники безопасности и с использованиием средств персональной защиты.
В отдельных условиях металлизацию проводят лишь после травления или нанесения на заготовку другого металла, например, меди или никеля. Таким образом осуществляется укрепление полученного слоя.
Чтобы заделать образованные поры хрома, деталь дополнительно покрывают маслом или лаком. Образовавшуюся хромовую пленку дополнительно защищают термической обработкой, в процессе чего заготовку выдерживают под воздействием высоких температур (около двухсот градусов Цельсия) на протяжении некоторого времени.
Подвиды хромирования
 Как уже говорилось выше, гальваническое хромирование позволяет создать эффективный защитно-декоративный слой и придать поверхности особенные свойства.
Как уже говорилось выше, гальваническое хромирование позволяет создать эффективный защитно-декоративный слой и придать поверхности особенные свойства.
Хромированный металл декорируется и с помощью других металлов, включая медь или никель. В таком случае эксплуатационные показатели, а именно срок службы и сохранность блеска хрома существенно улучшаются. Также материал обретает отличные антикоррозийные свойства, поэтому он не поддаётся вредным воздействиям.
Твердое хромирование незаменимо в тех случаях, если речь идёт о желании улучшить износостойкость и твердость, уменьшив показатели трения на обрабатываемой заготовке.
В таком случае использовать другой металл не нужно. Выдержка в ванной отличается большой продолжительностью, что необходимо для получения определенной толщины слоя.
На отмену от декоративной металлизации, твердая подразумевает дополнительное использование специальных лаков или масел.
Теперь вы знаете, в чём заключаются все особенности металлизации деталей с помощью хрома. При соблюдении последовательности действий, можно успешно провести такое мероприятие в домашних условиях.
tokar.guru
Хромирование – ХромПром – Гальваника, вакуумное хромирование.
Хромирование применяется для деталей автомобилей, мотоциклов, велосипедов, станков, сантехники, медтехники и всякого рода приборов.
Так же широко распространено хромирование пластика, стекла, керамики, а именно:
- сувенирная продукция
- POS-материалы
- парфюмерия (колпачки, крышки, тара)
- алкогольная продукция (пробки, стеклянные бутылки)
- вывески (логотипы)
- мебельная фурнитура
Группа компаний «Хром-Пром» предлагает
Гальваническое хромирование и Вакуумное хромирование.


В чем разница и где лучше всего применять тот или другой вид хромирования?
Гальваническое хромирование – идеальный вариант, если материал изделия — металл, а к покрытию заявлены высокие требования. В результате электролитического процесса на выходе получается зеркальная блестящая ровная поверхность. Такое хромирование характеризуется высокими антикоррозийными качествами, электропроводностью, твердостью и износостойкостью, выдерживает высокие температуры.

Перечень услуг Гальванического цеха
Чаще всего данный вид хромирования применяется в сфере промышленности и восстановлении хрома ретро автомобилей. Мы работаем по технологии: медь-никель-хром, которая применялась в СССР для получения максимального качества и долговечности. На нашем предприятии установлены автоматические гальванические линии, это дает максимальную производительность и возможность выполнять миллионные тиражи.
Вакуумное хромирование или вакуумная металлизация – используется в первую очередь как декоративный тип хромирования. Область применения чаще всего сувенирная продукция, рекламная (промо-стенды, вывески, подарочная упаковка), тара ПЭТ, стеклотара, мебельная фурнитура, элементы интерьера и сантехники.
Вакуумное напыление происходит в специальных вакуумных камерах — под воздействием электромагнитного поля напыляется тонкий слой различных металлов. После металлизации деталь покрывается защитным слоем лака.

Преимущества вакуумного хромирования — его низкая цена и визуальная идентичность гальваническому хрому. Но не стоит забывать, что оно декоративное и идеально там, где к изделию не применяются высокие требования к износостойкости.
hrom-prom.ru
Химическое хромирование – лучший способ хромирования металлов + Видео
Для улучшения физико-химических параметров металлических изделий применяют различные способы. Химическое хромирование позволяет повысить прочностные и другие характеристики поверхности деталей.
1 Химический способ хромирования
Хромирование – это процесс нанесения хрома на металлическое изделие. Такая обработка позволяет существенно изменить или улучшить физико-химические характеристики поверхности детали, инструмента, иного объекта, а также придать последним привлекательный внешний вид. Поверхность хромированных изделий обладает высокой стойкостью к коррозии, жаростойкостью, износостойкостью, более технологичными электромагнитными и механическими свойствами.
Наиболее распространенными способами нанесения хрома являются электролитический и диффузионный. Химическое хромирование производится с помощью водных растворов при определенной температуре, в отличие от первых двух способов, не требует специального оборудования и позволяет получить необходимое покрытие для изделий любой формы на всей их поверхности, даже в полостях.

Рекомендуем ознакомиться
В основе этого процесса лежит химическая реакция, во время которой хром восстанавливается из растворов своих солей посредством гипофосфита натрия и ряда других химреактивов, а затем осаждается на металлическую поверхность. Именно наличие гипофосфита натрия во всех смесях, применяемых при химическом нанесении хрома, является главным отличием от любого состава химраствора хромирования установкой для электролитического способа получения такого покрытия.

При химическом методе получают слой хрома, который первоначально имеет серый цвет и приобретает требуемый блеск после полирования. Химический способ, по сравнению с электролитическим и диффузионным, позволяет нанести более качественное хромовое покрытие, в котором присутствует фосфор, значительно увеличивающий его твердость.
2 Технология химического хромирования – подготовка к нанесению хрома
Технология химического хромирования не требует значительных финансовых вложений, достаточно проста и может проводиться самостоятельно. Однако используемые химреактивы, растворы из них, испарения, образующиеся в процессе химических реакций, ядовиты и представляют опасность для здоровья. Поэтому хромирование необходимо проводить в помещении, которое хорошо проветривается и, желательно, оборудовано принудительной вентиляцией.
Также требуется предусмотреть средства защиты глаз, органов дыхания и кожного покрова тела (очки, респиратор, спецодежду, резиновые перчатки и фартук).
При приготовлении растворов для хромирования химическим способом и других смесей, применяемых во вспомогательных операциях, используют дистиллированную воду. Химреактивы необходимо брать чистые, имеющие на этикетке обозначение “Ч”. Посуду для приготовления растворов и хромирования используют эмалированную или стеклянную.

Прежде чем начать хромирование, деталь обязательно тщательно очищают и обезжиривают. От качества проведения этих операций надежность и добротность будущего покрытия зависят в значительной мере. При необходимости изделие подвергают пескоструйной обработке, снимая лишние слои до основного металла, или шкурят наждачной бумагой. Удалению подлежат ржавчина, краска, грязь. Наилучших результатов хромирования можно добиться, если поверхность изделия отшлифовать, а затем отполировать. После этого деталь обезжиривают в следующем водном растворе:
- натр едкий – 100–150 г/л;
- сода кальцинированная – 40–50 г/л;
- клей канцелярский (силикатный) или “жидкое стекло” – 3–5 г/л.
Полученную смесь нагревают до 80–100 °С и держат в ней изделие, в зависимости от уровня загрязненности, от 15 минут до 1 часа. Чем чище и ровнее поверхность, тем надежнее, прочнее будет ее сцепление с покрытием. Затем обработанную и подготовленную деталь декапируют – дополнительно обезжиривают и активируют в специальном растворе. Перечень составов для декапирования указан в конце статьи.

Для алюминия и сплавов из него перед хромированием химическим способом проводят также еще одну обработку – цинкатную. Растворы для этой операции приведены после составов для декапирования. По завершении цинкатной обработки изделия промывают в воде и помещают в хромирующий раствор. Стальные детали перед хромированием обязательно омедняют – наносят на поверхность слой меди. Готовят для этого следующий водный раствор:
- медь сернокислая – 50 г/л;
- кислота серная концентрированная – 5–8 г/л.
Рабочая температура смеси 15–25 °С. Изделие погружают в раствор на 5–10 секунд, затем тщательно промывают в воде и сушат. Хромирование будет более качественным, если провести никелирование – стальную деталь не только омеднить, но и покрыть никелем, толщина слоя которого будет более 1 мкм. После этого приступают к хромированию.
3 Подготовка растворов и хромирование
Последовательность приготовления растворов следующая:
- все химреагенты для хромирования (за исключением гипофосфита натрия) смешивают или растворяют в воде;
- раствор нагревают до рабочей температуры;
- растворяют в разогретой смеси гипофосфит натрия.
В приготовленный раствор завешивают деталь, которую хромируют 5–8 часов (в зависимости от необходимой толщины слоя). На протяжении всего процесса поддерживают рабочую температуру химической смеси. Затем хромированные изделия извлекают, промывают в воде, а потом сушат. Для того, чтобы покрытие было безопасно (не содержало остатков химреактивов), рекомендуется деталь после промывания прокипятить в течение получаса в чистой воде.

Для покрытий из хрома требуется термическая обработка. Она повышает сцепление нанесенного слоя (слоев) с основным металлом за счет низкотемпературной диффузии. Термическая обработка хромовых покрытий заключается в нагреве деталей до температуры 400 °С с последующей выдержкой их при этом режиме в течение 1 часа. Закаленные хромированные изделия (ножи, пружины, рыболовные крючки и тому подобное) при такой температуре могут отпуститься – потерять свою твердость.
Поэтому для них низкотемпературную диффузию осуществляют при 270–300 °С в течение 3 часов. Термообработка также повышает твердость нанесенного хромового покрытия. После высыхания хромированных деталей на них виден серый “налёт” нанесенного хрома. Чтобы покрытие приобрело зеркальную гладкость и стало блестеть, его необходимо отполировать, применяя материалы и составы для ухода за хромированными изделиями – специальную продукцию с авторынка (салфетки, мази и так далее) или используя пасту ГОИ.
4 Химреагенты для хромирования
Приведенные ниже составы растворов для хромирования проверены многолетней практикой использования и временем эксплуатации полученных с их помощью покрытий (количество необходимых реагентов указано в г/л и мл/л):
- Хромил фтористый – 14, натрий лимоннокислый – 7, кислота уксусная – 10 мл/л, натрия гипофосфит – 7 (кислотность раствора рН – 8–11). Рабочая температура смеси – 85–90 °С, скорость наращивания покрытия – 1,0–2,5 мкм/ч.
- Хромил фтористый – 16, хром хлористый – 1, натрий уксуснокислый – 10, натрий щавелевокислый – 4,5, натрия гипофосфит – 10 (рН – 4–6). Температура – 75–90 °С, скорость – 2–2,5 мкм/ч.
- Хромил фтористый – 17, хром хлористый – 1,2, натрий лимоннокислый – 8,5, натрия гипофосфит – 8,5 (рН – 8–11). 85–90 °С, 1–2,5 мкм/ч.
- Хром уксуснокислый – 30, никель уксуснокислый – 1, натрий гликолевокислый – 40, натрий уксуснокислый – 20, натрий лимоннокислый – 40, кислота уксусная – 14 мл/л, натрия гидроксид – 14, натрия гипофосфит – 15 (рН – 4–6). 99 °С, 2,5 мкм/ч.
- Хромил фтористый – 5–10, хром хлористый – 5–10, натрий лимоннокислый – 20–30, натрия пирофосфат (замена натрия гипофосфита) – 50–75 (рН – 7,5–9). 100 °С, 2–2,5 мкм/ч.

Все растворы делят на кислые (уровень рН находится в пределах 4–6,5) и щелочные (показатель рН более 6,5). Первые составы предпочтительнее использовать для покрытия меди, латуни и черных металлов. Щелочные – для хромирования изделий из нержавеющих сталей. Кислые (по сравнению с щелочными растворами) позволяют получить на полированной детали более гладкую поверхность, с меньшей пористостью. Кроме того, при их использовании скорость протекания химического процесса хромирования выше. Преимущество щелочных составов состоит в более надежном поверхностном сцеплении слоя покрытия с металлом подслоя или детали.
Составы растворов для декапирования
| Составы растворов для декапирования стали | г/л | Температура раствора | Время обработки |
| Состав 1 : | |||
| Серная кислота | 30–50 | 20 °С | 20–60 с |
| Состав 2: | |||
| Соляная кислота | 20–45 | 20 °С | 15–40 с |
| Состав 3 : | |||
| Серная кислота | 50–80 | 20 °С | 8–10 с |
| Соляная кислота | 20–30 | ||
| Состав раствора для декапирования меди и ее сплавов | Температура раствора | Время обработки |
| Серная кислота – 5 % раствор (по объему) | 20 °С | 20 с |
| Состав раствора для декапирования алюминия и его сплавов | Температура раствора | Время обработки |
| Азотная кислота – 10–15 % раствор (по объему) | 20 °С | 5–15 с |
Составы растворов для цинкатной обработки алюминия и литейных алюминиевых сплавов
| Составы растворов для цинкатной обработки алюминия | г/л | Температура раствора | Время обработки |
| При подготовке раствора 1 и 2 сначала отдельно в половине воды растворяют едкий натр, в другой половине цинковую составляющую. Затем оба раствора сливают вместе. | |||
| Состав 1 : | |||
| Гидроксид натрия (по другому каустическая сода или едкий натр) | 250 | 20 °С | 3–5 с |
| Оксид цинка | 55 | ||
| Состав 2 : | |||
| Гидроксид натрия | 120 | 20 °С | 1,5–2 мин |
| Сульфат цинка | 40 | ||
| Состав раствора для цинкатной обработки литейных алюминиевых сплавов | г/л | Температура раствора | Время обработки |
| Гидроксид натрия | 10 | 20 °С | 2 мин |
| Оксид цинка | 5 | ||
| Сегнетова соль кристаллогидрат | 10 |
| Состав раствора для цинкатной обработки деформируемых алюминиевых сплавов | г/л | Температура раствора | Время обработки |
| Хлорид железа (III) | 1 | 25 °С | 30–60 с |
| Гидроксид натрия | 525 | ||
| Оксид цинка | 100 | ||
| Сегнетова соль кристаллогидрат | 10 |
tutmet.ru
Хромирование
Если деталь подвергается частичному хромированию, то участки, не подлежащие покрытию, изолируются различными материалами: пластикатом, целлулоидом, винипластом, тонким листовым свинцом, алюминиевой фольгой, хлорвиниловыми трубками, перхлорвиниловым лаком, нитроклеем АК-20 и т. п. Отверстия и щелевые пазы подлежат заделке свинцом или другим стойким материалом, так как в противном случае вокруг отверстия остаются не покрытые хромом участки. Возможно также применение неметаллических экранов в виде целлулоидных пленок, свернутых в трубки и вставленных в отверстие.
Монтаж деталей на приспособления является наиболее ответственной операцией, так как от правильной завески деталей в ванну хромирования в первую очередь зависит качество покрытия. При монтаже деталей необходимо следить за тем, чтобы детали имели жесткий контакт с подвеской и не закрывали друг друга. Очень важно, чтобы все участки поверхности деталей находились, по возможности, на одинаковых расстояниях от анодов.
Процесс хромирования характеризуется очень низкой рассеивающей способностью, поэтому при покрытии сложнопрофилированных деталей необходимо применять дополнительные аноды, вводя их во внутренние поверхности изделий.
Дополнительные аноды следует перфорировать для лучшего перемешивания электролита в замкнутом пространстве и отвода выделяющихся газов. С целью предохранения выступающих участков и углов деталей от обрастания хромом завышенной толщины применяют металлические и неметаллические экраны.
Принимая во внимание значительные по величине токи при хромировании, токонесущие части подвесных приспособлений должны иметь достаточно большое сечение.
Удаление жировых загрязнений с поверхности изделий, подлежащих хромированию, необходимо выполнять, применяя обычные методы электрохимического обезжиривания.
Тонкостенные закаленные детали во избежание наводороживания следует обезжиривать
на аноде или же применять химическое обезжиривание. Если детали имеют изоляцию, нестойкую к воздействию щелочных растворов, то операцию обезжиривания осуществляют протиркой кашицей из венской извести.
Активацию деталей из черных металлов (сталь, чугун) производят непосредственно в
хромовой ванне. Для этого детали вначале выдерживают в электролите для прогрева без тока, а затем в течение 20—30 сек. дается ток обратного направления (анодное декапирование), после чего переключением тока «на катод» начинают осаждение хрома. Анодная плотность тока устанавливается в пределах 25-40 а/дм2. Активацию чугуна с высоким содержанием кремния рекомендуется производить в 5-процентном растворе плавиковой кислоты в течение
2—4 мин. с последующим протиранием поверхности (для удаления шлама)
и промывкой в холодной воде.
3. Электролиты хромирования
Основным компонентом электролитов хромирования является хромовый ангидрид, расход которого (вследствие работы с нерастворимыми анодами) должен непрерывно пополняться. В качестве анодов применяется свинец или его сплав с 5% сурьмы.
Низкий выход по току обусловливает выделение значительного количества водорода, частично проникающего в основной металл или подслой, вызывая сильное наводороживание, которое иногда приводит к отслаиванию покрытий или появлению трещин в основном металле. В целях частичного удаления водорода изделия после хромирования рекомендуется прогревать в масле или на воздухе при температуре 170—180° С в течение 0,5—1,5 час.
Приготовление электролитов.
Для приготовления стандартного электролита раздробленные куски хромового ангидрида загружаются в ванну, наполненную водопроводной водой, подогретой до 60—80° С. В случае, если вода имеет большую жесткость и содержит много железа, применяют конденсат. Растворение хромового ангидрида ведут при непрерывном помешивании. Полученный раствор тщательно перемешивают и определяют содержание хромового ангидрида по специальным методикам.
Корректирование электролита.
Корректирование электролита производится на основании данных химического анализа, а также на основании неполадок.
Низкая концентрация компонентов в электролите легко устраняется
соответствующим добавлением недостающего компонента. При повышенном содержании в электролите отдельных компонентов или накоплении вредных примесей поступают следующим образом.
1. Избыток серной кислоты устраняют добавлением кашицы углекислого бария, которую вводят в электролит при энергичном помешивании.
2. Накопление трехвалентного хрома в количестве более 10 г/л
устраняют проработкой электролита током при большой поверхности анодов и малой поверхности катода.
3. При накоплении в электролите железа более 10 г/л следует частично заменить электролит, используя загрязненный железом электролит для приготовления растворов-пассиваторов.
4. Размерное хромирование. Осаждение хрома с заданной толщиной
слоя и равномерным распределением его по поверхности детали является
весьма сложной задачей, так как процесс хромирования отличается исключительно большой неравномерностью распределения покрытия. Задача размерного хромирования решается посредством применения приспособлений, которые предусматривают экранирование выступающих участков, углов и краев детали.
Для устранения эллиптичности (если деталь цилиндрическая) периодически поворачивают деталь или же размещают аноды таким образом, чтобы от любой точки детали до анодов было равное расстояние.
Большой эффект дает применение неметаллических экранов. В качестве экранов рекомендуются текстолит, винипласт, органическое стекло, полиэтилен и т. п.
5. Хромирование алюминия. Хромирование алюминиевых сплавов применяют с целью увеличения износостойкости деталей, например цилиндров
мотоциклетных двигателей, деталей точных приборов и т. п., а также для защитно-декоративной отделки.
Хромовое покрытие осаждается непосредственно на алюминиевой детали или же на предварительно нанесенном никелевом подслое, толщина покрытия при этом может изменяться от 0,5 до 80 мкм (при толщине никеля 20—25 мкм).
При защитно-декоративном хромировании толщина хрома устанавливается 0,5—2,0 мкм.
Особенностью технологии хромирования изделий из алюминия и его сплавов является совокупность подготовительных операций, обеспечивающих удаление окисных пленок с поверхности и получение прочного сцепления покрытия с основным металлом детали. Хромирование осуществляется в обычном по составу и режиму электролите и обеспечивающем получение блестящих хромовых покрытий.
6. Контроль качества и удаление дефектных покрытий
Качество хромового покрытия определяют в первую очередь по внешнему виду:
покрытие должно быть гладким, без шишковатых наростов и подгаров.
Размеры деталей, подлежащих размерному хромированию, проверяются стандартными мерительными инструментами до и после хромирования с целью определения толщины осажденного хрома. Качество пористого хрома оценивается по эталонному образцу осмотром покрытия через лупу с 30-кратным увеличением. Местная толщина слоя хромовых защитно-декоративных покрытий определяется химическими или физическими методами контроля. Удаление дефектных хромовых покрытий осуществляется
химическим или электрохимическим способом. Химический способ удаления хромового покрытия состоит в растворении его в соляной кислоте, разбавленной в отношении 1:1, при температуре раствора 25—35° С. При электрохимическом способе хромовое покрытие удаляют анодным растворением в электролите, содержащем едкий натр в количестве 150—200 г/л. Режим электролиза следующий:
Температура электролита 18 — 30° С, Анодная плотность тока 10—15 а/дм2.
stankosaratov.com
Восстановление хрома: этапы, оборудование и материалы
Выполнить восстановление хрома, ранее нанесенного на поверхность металлического или пластикового изделия, не так просто. Несмотря на высокий уровень развития современных технологий, по-настоящему эффективных методов решения такой задачи не так много. Особенно трудно провести процедуру восстановления хрома в домашних условиях.

Хромированная накладка автомобиля до и после восстановительных работ
Нанесение слоя хрома на изделия различного назначения осуществляется для того, чтобы не только улучшить их декоративные характеристики, но и сформировать на них надежное защитное покрытие. Хромированные детали хорошо защищены от коррозии, кроме того, слой хрома увеличивает их прочность и, соответственно, износостойкость.
Наиболее распространенной технологией, по которой на изделие наносится хромовый слой, является гальванический метод. Данный способ предполагает обработку детали в электролитическом растворе, через который пропускается электрический ток, и позволяет сформировать на ее поверхности защитный слой хрома. Эту же технологию используют для восстановления хрома.
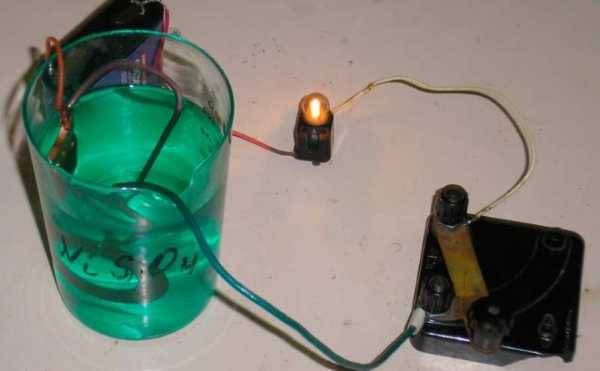
Для восстановления небольших деталей понадобится простейшая установка гальванического хромирования
Как ухаживать за хромовым покрытием
Хромированные изделия сегодня можно встретить практически повсеместно, но чаще всего хром наносят на детали, используемые для комплектации автомобилей. Хромированные элементы автомобиля из-за особенностей эксплуатации транспортных средств подвергаются наиболее негативному влиянию внешних факторов. Именно поэтому уходу за такими деталями следует уделить особое внимание. Чтобы в дальнейшем не восстанавливать и не менять их при повреждении или утрате привлекательности хромового покрытия, достаточно следить за их состоянием и регулярно выполнять несложные профилактические работы. Выполнить такие работы в состоянии каждый автолюбитель, которого волнует внешний вид своего транспортного средства.

Свежие окислы на блестящих деталях автомобиля можно удалить специальной пастой для восстановления хромовых покрытий
Для поддержания хромированного покрытия в первоначальном состоянии и профилактики повреждений, требующих его восстановления, его необходимо регулярно протирать поролоновой губкой или мягкой тканью, смоченной в теплой воде. Выполняя такие работы, нельзя использовать грубую ткань или жесткую губку, которые могут оставить на защитном слое мелкие царапины и потертости, что приведет к его потускнению.
Важно знать, что хромовый слой на поверхности изделия достаточно критично относится к перепадам температурного режима. Поэтому, чтобы исключить необходимость процедуры восстановления хрома, при эксплуатации автомобиля в холодное время года хромированные детали лучше всего защищать при помощи специального масляного спрея, а их очистку и обслуживание выполнять в условиях теплого гаража.

Производители автокосметики предлагают широкий ассортимент средств для ухода за хромированными поверхностями
Очистка хромированных деталей
Любого владельца транспортного средства интересует вопрос о том, как почистить хромированную деталь деликатно, чтобы затем не заниматься восстановлением хрома. Для качественного проведения такой процедуры необязательно обращаться к специалистам, выполнить ее можно и своими руками, используя для этого простейшие средства:
- мел, измельченный до состояния порошка;
- нашатырный спирт;
- полироль для хрома;
- салфетки, изготовленные из микрофибры;
- обычную кока-колу.
Как очистить поверхность, покрытую хромом, и вернуть ей первоначальный блеск, используя такие нехитрые средства?
- Наиболее бюджетный вариант очистки хромового покрытия предполагает применение кашицеобразной смеси измельченного мела, зубного порошка и нашатырного спирта. Очищенная при помощи такой смеси деталь приобретает свой первоначальный блеск. Для сохранения блеска на длительный период обработанную поверхность желательно покрыть слоем бесцветного лака, который надежно защитит ее от мелких механических повреждений.
- Многие автолюбители предпочитают очищать хромовое покрытие при помощи кока-колы, что также является достаточно эффективным способом. Объясняется это тем, что в составе данного напитка содержится ортофосфатная кислота, которая обладает сильными окисляющими и, соответственно, чистящими свойствами.
- Полировка хрома выполняется при помощи специальных паст, которые можно приобрести в любом автомобильном магазине. Такая паста наносится на салфетку из микрофибры, при помощи которой и выполняется обработка.
Процедура восстановления хрома
Восстановление хромированных деталей является значительно более сложной процедурой, чем приведение в первоначальный вид окрашенных изделий. Качественно восстанавливать поврежденный хромовый слой можно только с использованием специального оборудования и расходных материалов, многие из которых невозможно приобрести в обычном хозяйственном магазине.
Поэтому в тех случаях, когда хромированный автомобильный диск или другой элемент автомобиля, покрытый хромом, необходимо восстановить, лучше всего обратиться к специалистам. Однако знать о том, как восстановить хромированное покрытие, чтобы придать ему первоначальную привлекательность и защитные свойства, будет не лишним для любого автолюбителя.

Схема электролитического восстановления хромированных деталей
Выполняется процедура восстановления хрома следующим образом:
- Обычно хромированные покрытия требуется избавить от ржавчины, способной не только ухудшить их декоративную привлекательность, но и значительно снизить их защитные свойства: коррозия начинает активно поражать и основной металл, на который нанесен хром. Прежде всего с хромированного покрытия, подлежащего восстановлению, необходимо убрать следы коррозии, для чего используется шлифовальная машинка. При помощи такого инструмента с обрабатываемой поверхности следует убирать и все неровности, которые на ней имеются. На начальном этапе выполнения такой обработки на машинку устанавливается более грубый диск, который в дальнейшем заменяют на инструменты, выполненные из мелкого абразива. Финишная обработка с использованием шлифовальной машинки выполняется при помощи войлочного диска.
- Очищенный при помощи шлифовальной машинки элемент изделия, поверхность которого должна стать идеально гладкой, необходимо обезжирить. Для такой процедуры, выполнять которую можно несколько раз, если обрабатываемая поверхность сильно загрязнена жировыми и масляными пятнами, можно использовать бензин или керосин. На данной стадии обработки также удаляются различные загрязнения и налет.
- После обезжиривания необходимо убрать следы его выполнения и только после этого погружать изделие в ванну с электролитическим раствором для восстановления хрома.
- Чтобы реставрация хромированного покрытия была выполнена качественно, а слой хрома держался максимально долго, желательно выполнить технологическую операцию декапирования. Выполняется такая процедура в специальном растворе, состоящем из смеси соляной и серной кислот, в который и погружается обрабатываемое изделие. После декапирования деталь очень аккуратно извлекают из кислотного раствора и промывают теплой водой. Делать это следует при помощи щипцов.
- Сам процесс хромирования выполняется в ванне с электролитическим раствором, в состав которого входят хромовый ангидрид, хромин, криолит и нитрат натрия. Восстанавливать хром в электролите следует на протяжении 7–10 минут (длительность обработки зависит от температуры используемого раствора).
Собрать свой аппарат для восстановления хрома можно, но в домашних условиях, как правило, им можно обрабатывать детали, отличающиеся небольшими размерами и несложной формой.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org
Оборудование для хромирования деталей и технология нанесения хрома
Хромирование является одним из наиболее распространенных способов защиты металлических изделий от коррозии, а также их декоративного оформления. На сегодняшний день существует несколько технологий осуществления такой процедуры, для реализации которых применяется различное оборудование для хромирования.

Хромированная своими руками клапанная крышка
Принцип работы
На современном рынке можно приобрести как зарубежное, так и отечественное оборудование для хромирования. Первое, хотя и является компактным, удобным и эффективным в работе, отличается достаточно высокой стоимостью. В комплект такого оборудования входят рабочий стенд, набор манометров, пульверизатор и пистолет, при помощи которого выполняют обдув обрабатываемого изделия. Отечественное оборудование, используемое для хромирования деталей, стоит значительно дешевле зарубежного, но не позволяет выполнять декоративную обработку (с его помощью можно только имитировать ее результаты).

Профессиональная установка для химического хромирования. Все органы управления и контроля удобно расположены на лицевой панели
Хромировка при использовании такого оборудования выполняется следующим образом.
- Обрабатываемая поверхность перед хромированием очищается от лакокрасочных покрытий, любых загрязнений, шлифуется и обезжиривается.
- Затем на нее наносится слой грунтовки.
- Чтобы улучшить адгезию нанесенного грунта с металлом, последний можно подвергнуть термической обработке.
- После этого на поверхность остывшего изделия при помощи пульверизатора наносится слой хрома.
- Для защиты нанесенного в результате хромирования покрытия можно воспользоваться лаком или самоклеящейся пленкой.
Нанесенное таким образом покрытие не может обеспечить надежной защиты металла от коррозии. Эффективно решить эту задачу позволяет химическая металлизация, выполняемая с использованием специальных химических реагентов для хромирования. В результате этой процедуры формируется тонкой слой хрома, отличающийся высокими защитными свойствами.
Отличие псевдохромирования от настоящего
Самый простой способ хромирования, который нельзя считать полноценной металлизацией, подразумевает использование краски, содержащей не менее 75% хромовой пыли. Металлосодержащая краска наносится на поверхность холодного изделия (для этого применяют пульверизатор или обычную малярную кисть). Таким образом, создается своеобразный барьер, предохраняющий металл от коррозии. Результат такого хромирования, если оно правильно выполнено, может прослужить не менее пяти лет. Однако при повреждении покрытия коррозия затронет не только поверхность металла, но и его глубинные слои.
По-настоящему эффективная химическая металлизация предполагает применение:
- специальной емкости, в которой протекают гальванические процессы;
- электролита для хромирования;
- источника постоянного электротока.
Данный набор приспособлений и расходных материалов является минимальным для проведения хромирования.
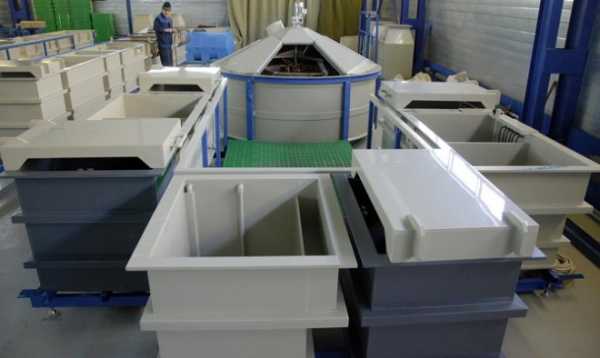
В полный комплекс оборудования для хромирования также входят ванны для обезжиривания и промывки, маслоотделитель и сушильные камеры
Нанесение хрома в производственных условиях
Алгоритм стандартной процедуры хромирования, выполняемого в производственных условиях, выглядит следующим образом.
- Обрабатываемое изделие помещается в ванну, наполненную электролитическим раствором.
- Затем оно подключается к плюсовому контакту источника электрического тока.
- К отрицательному контакту источника тока подключается любая заготовка, изготовленная из хрома.
- После того как электрический ток начнет поступать к заготовке из хрома, к изделию и в электролит, от заготовки начнут отделяться ионы хрома и двигаться по электролиту к обрабатываемой детали.
- Оседая на ее поверхности и связываясь с ней на молекулярном уровне, ионы хрома формируют на ней надежный и очень долговечный защитный слой.

Промышленная ванна для хромирования
Химическая металлизация позволяет сформировать самое надежное покрытие, отличающееся высокими защитными свойствами. При помощи такой технологии на металлическую деталь может наноситься слой не только хрома, но также цинка, серебра, алюминия и других металлов.
Следует иметь в виду, что химическая металлизация сопровождается выделением вредных для здоровья химических веществ, поэтому, если вы соберетесь провести ее в домашних условиях, необходимо использовать только нежилые помещения. Естественно, не следует пренебрегать и личными средствами защиты. Чтобы обеспечить равномерную скорость протекания химической реакции, для самостоятельного выполнения химической металлизации необходимо правильно подобрать источник постоянного электрического тока.
Технология термохимической металлизации
По технологии термохимической металлизации в недалеком прошлом выполняли золочение металла. Суть такой технологии, применение которой позволяет наносить на поверхность изделия покрытия не только из золота, но и из других металлов, заключается в следующем.
- На металл наносится специальный состав, состоящий из металлической пыли и связующего вещества, изготовленного на основе древесных смол.
- После того как нанесенный слой полностью высохнет, изделие помещается в муфельную печь.
- Под воздействием высокой температуры, создаваемой внутри печи, связующий состав выгорает, а металлическая пыль плавится, формируя тонкий защитный слой.

Нанесение состава на изделие производится стандартным покрасочным оборудованием
На сегодняшний день существует несколько вариаций такой технологии. Первая из них заключается в том, что слой металла наносится под высоким давлением, при этом само изделие находится в нагретой до требуемой температуры печи. Другой вариант металлизации предполагает, что слой металла предварительно напыляют на обрабатываемую поверхность, а затем изделие обжигают в печи.
Активно используется и более упрощенный, домашний вариант такой технологии:
- Сначала изделие покрывается слоем металлической пыли.
- При помощи фена металлическая пыль на поверхности изделия расплавляется, формируя тонкое покрытие.
- Чтобы сделать покрытие более ровным и гладким, а также равномерным по толщине, его подвергают шлифовке и последующей полировке.

Тщательно отполированное покрытие не уступит по внешнему виду заводской хромировке
Для применения такого метода металлизации потребуются следующие материалы и оборудование:
- пульверизатор, при помощи которого будет наноситься металлосодержащий состав;
- фен, позволяющий формировать поток воздуха, отличающийся высокой температурой;
- шлифовальная машинка;
- состав, при помощи которого будет выполняться финишное полирование обрабатываемой поверхности.

Минимальный набор инструментов для домашней металлизации
При реализации данной технологии на обрабатываемую поверхность распыляются металлические квасцы, которые также представляют определенную опасность для человеческого здоровья. Поэтому, решив воспользоваться таким методом металлизации, позаботьтесь о своей безопасности, надежно защитив органы зрения и дыхания.
Наиболее производительным, но и более сложным в техническом плане является хромирование, выполняемое по горячему методу. Применяется такой метод металлизации преимущественно на крупных производственных предприятиях, где за счет большого количества обрабатываемых изделий затраты на используемые для этого энергоносители минимизируются.

Максимально твердое покрытие можно получить только в производственных условиях
Суть горячего метода, применяемого для хромирования деталей, заключается в том, что обрабатываемое изделие помещают в емкость с расплавленным металлом, который покрывает его поверхность тонким слоем. Естественно, что использовать такую технологию металлизации в домашних условиях проблематично.
Решив покрывать металл слоем хрома в домашних условиях, вы должны иметь в виду токсичность реактивов для хромирования, поэтому при работе следует строго соблюдать все требования по технике безопасности. Кроме того, для выполнения такого процесса необходимо обладать хотя бы минимальными знаниями по химии и соответствующими навыками.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org