Защита алюминия от окисления – Коррозия алюминия и методы его защиты
alexxlab | 17.07.2017 | 0 | Вопросы и ответы
Коррозия алюминия и способы борьбы с ней (+22 фото)
Алюминий – широко распространенный в промышленности и быту металл. Окисление алюминия на воздухе не происходит. Его инертность обусловлена тонкой оксидной пленкой, защищающей его. Однако под влиянием определенных факторов из окружающей среды этот метал все же подвергается разрушительным процессам, и коррозия алюминия — не такое уж и редкое явление.
Виды коррозии
Окисляется алюминий в атмосфере быстро, но на небольшую глубину. Этому препятствует защитная окисная пленка. Окисление ускоряется выше температуры плавления алюминия. Если нарушается целостность оксидной пленки, алюминий начинает корродировать. Причинами истончения его защитного слоя могут стать различные факторы, начиная с воздействия кислот, щелочей и заканчивая механическим повреждением.
Коррозия алюминия – саморазрушение металла под воздействием окружающей среды. По механизму протекания выделяют:
- Химическую коррозию – происходит в газовой среде без участия воды.
- Электрохимическую коррозию – протекает во влажных средах.
- Газовое разрушение – но сопровождает нагрев и горячую обработку алюминия. В результате взаимодействия кислорода с металлами возникает плотная окисная пленка. Вот почему алюминий не ржавеет, как и все цветные металлы.
На видео: электрохимическая коррозия металлов и способы защиты.
Причины коррозии алюминия
Коррозионная стойкость алюминия зависит от нескольких факторов:
- чистоты – наличия примесей в металле;
- воздействующей среды – алюминий может одинаково подвергаться разрушению и на чистом сельском воздухе и в промышленно загрязненных районах;
- температуры.
Во многих случаях малоконцентрированные кислоты могут растворить алюминий. От возникновения коррозии не защищает естественная окисная пленка.
Мощные разрушители – фтор, калий, натрий. Алюминий и его сплавы корродируют при воздействии химических соединений брома и хлора, растворов извести и цемента.
Коррозия алюминия и его сплавов происходит в воде, воздухе, оксидах углерода и серы, растворах солей. Морская вода приводит к ускоренному разрушению. Алюминий считается активным металлом, но при этом отличается хорошими коррозионными свойствами.
Выделяют два основных фактора, которые влияют на интенсивность коррозийного процесса:
- степень агрессивности воздействующей окружающей среды – влажность, загрязненность, задымленность;
- химическая структура.
Алюминий не подвергается коррозии в чистой воде. Не влияют на защитную оксидную пленку нагревание и пар.
Проявление коррозии алюминия
Выделяют следующие виды коррозии алюминия и его сплавов:
- Поверхностная – наиболее распространенная, приносит наименьший вред, легко заметна и быстро поддается устранению.
- Локальная – разрушения наблюдаются в виде углублений и пятен. Опасный вид коррозии в силу своей незаметности. Встречается в труднодоступных частях и узлах металлических конструкций.
- Нитеподобная, филигрань – наблюдается под покрытиями из органики, на ослабленных местах поверхности.
Любой из видов коррозии конструкций из алюминия является причиной разрушения.
Это сокращает срок эксплуатации изделий. В гальванической паре алюминий может корродировать, при этом он защищает другой металл.
Естественных антикоррозийных свойств алюминия и его сплавов недостаточно. Поэтому механизмы, агрегаты, конструкции и изделия из металла нуждаются в дополнительной защите.
Способы борьбы с коррозией
Защита от коррозии производится несколькими способами:
- Механическое лакокрасочное защитное покрытие.
- Электрохимическая защита – покрытие более активными металлами;
- Покрытие алюминия порошковыми составами, так называемый процесс аллюминирования;
- Высоковольтное анодирование;
- Химическое оксидирование;
- Применение ингибиторов коррозии.
Механическое покрытие
Как защитить алюминий от коррозии? Чаще всего применяют механический способ – нанесение слоя краски.
Покройте краской изделие и вы убедитесь в действенности этого способа. Окрашивание бывает мокрым и сухим, или порошковым. Эти технологии усовершенствуются. При мокром окрашивании лакокрасочные слои наносят после защиты алюминия составом, содержащим соединения цинка и стронция. Металлическую основу тщательно подготавливают: защищают, шлифуют, сушат. Грунт наносят поэтапно.
Когда растворитель из грунтовочной смеси полностью исчезнет, поверхность можно покрывать изолирующим составом: масляным или глифталиевым лаком.
Специальные составы помогают остановить коррозию и защищают алюминиевые конструкции от химикатов, бензина, различного вида масел. Выбор покрытия зависит от условий последующей эксплуатации металлического изделия:
- молотковые – применяют для получения конструкций различных цветовых оттенков, используемых в декоре;
- бакелитовые – наносят под высоким давлением, заполняя микротрещины и поры.
Порошковое окрашивание требует тщательной очистки поверхности от жира и различных отложений. Это достигается погружением в щелочные или кислотные растворы с добавлением смачивателей. Далее на алюминиевые конструкции наносится слой хроматных, фосфатных, циркониевых или титановых соединений. После этого он не будет окисляться.
После просушки материала на окислившийся участок наносят защитный полимер. Чаще всего используются полиэфиры, стойкие к механическому, химическому и термическому воздействию. Применяют полимеризованный уретан, эпоксидные и акриловые порошки.
Оксидирование алюминия
Оксидирование алюминия протекает при постоянном токе под напряжением 250 В. Наращивание защитной пленки происходит при комнатной температуре с водяным охлаждением. Не требуется импульсного источника. Пленки получаются плотными и прочными в течение 45-60 минут.
На плотность и цвет оксидного покрытия влияет температура электролита:
- пониженная температура образует плотную пленку яркого цвета;
- повышенная – формирует рыхлую пленку, требующую дальнейшей окраски.
Образовать защиту алюминия от коррозии можно электрохимической реакцией. Процесс разделен на несколько этапов:
1. На стадии подготовки алюминиевое изделие обезжиривают, погружая его в раствор щавелевой кислоты.
2. После промывания водой опускают в щелочной раствор, чтобы удалить неравномерно образовавшийся оксидный слой.
3. Для дополнительной окраски алюминиевые изделия погружают в соответствующие растворы солей. Чтобы заполнить образовавшиеся поры, металлический материал обрабатывают паром.
4. Затем изделие подвергают сушке. Анодное оксидирование может проводиться с применением переменного тока.
Для защиты от коррозии применяют химическое оксидирование – менее затратное, не требующее специального электрического оборудования и квалификации исполнителей. Используется несложный химический состав.
В процессе алюминирования полученная оксидная пленка толщиной в 3 мкм имеет салатный цвет, обладает высокими электроизоляционными свойствами, не пориста, не окрашивается.
Коррозия алюминия возникает вследствие находящихся рядом металлов, которые окислились. Предотвращению этот процесса способствует изоляция. Это могут быть прокладки из резины, битума, паронита. При покрытии ржавчиной применяются лак и другие изолирующие материалы. Других способов избавиться от этой проблемы пока нет.
Три способа удалить окисную плёнку с поверхности алюминия (1 видео)
Материалы для обработки алюминия (22 фото)
gidpokraske.ru
Как защитить алюминий от коррозии и окисления: все способы
Алюминий – металл с большой реакционной способностью, окисляется при нормальных условиях в окружении кислорода.Алюминий – металл с большой реакционной способностью, окисляется при нормальных условиях в окружении кислорода. В обычном состоянии алюминиевые изделия покрыты оксидной пленкой, которая немного защищает металл. Спонтанно образовавшийся оксид алюминия покрывает поверхность неравномерно, сцепление с субстратом не всегда прочное. Защищенность металла самопроизвольно сформированным покрытием из оксида ненадёжна.
Коррозию алюминия инициируют кислород, влага. Катализируют процесс агрессивные среды, присутствие рядом некоторых металлов, материалов. Защита алюминия от коррозии сводится к нивелированию действия инициирующих, катализирующих влияний. Нейтрализовать внешнюю агрессию можно следующими методами:
- формированием на поверхности специального покрытия из целенаправленно полученного оксида;
- окрашиванием внешнего слоя.
Анодное оксидирование алюминия
Реакцию образования экранирующего слоя можно проводить электрохимически. Процесс реализуют поэтапно.
Подготовка к анодированию. Изделие очищают от жирового налета погружением в раствор щавелевой кислоты. Затем промывают водой, окунают в раствор щёлочи для удаления слоя оксидов, неравномерно образовавшегося ранее.
Материал погружают в электролитический раствор сульфатной (серной) кислоты строго обозначенной плотности. В международной литературе эту кислоту называют дигидрогенсульфатом. Алюминиевый объект подключают к положительному полюсу источника электроэнергии. Поэтому процесс называют анодным. Катод сделан из свинца. Через рабочий раствор начинают пропускать ток определенной плотности при указанном напряжении. Огромное значение на плотность и цвет оксидного покрытия оказывает температура раствора.
Пониженная температура способствует образованию плотной пленки красивого насыщенного цвета. Повышенная температура приводит к формированию рыхлой бесцветной пленки, требующей последующего окрашивания. Охлаждение рабочей ванны – процесс энергоемкий. Решение о режиме проведения оксидирование принимают, основываясь на полученное техническое задание.
Для получения дополнительного окрашивания конструкцию можно погружать в подобранные растворы солей. Сформировавшееся покрытие в большем или меньшем количестве содержит поры. Для их закупоривания алюминиевый материал подвергают действию паров или кипящих растворов воды.
Завершает обработку просушивание материала, его упаковка.
В некоторых технологиях в качестве рабочего электролита используют вместо серной кислоты хромовокислый или щавелевокислый растворы. Согласно статистике в мире таким методом защищают меньшую часть алюминиевых конструкций.
Окрашивание алюминиевой продукции
Большую часть производимых изделий предохраняют нанесением слоя красящих веществ. Если красители растворены, то крашение называют мокрым. Если красители сухие, процедуру часто называют порошковым окрашиванием.
Мокрое окрашивание
Нанесение лакокрасочных слоёв возможно после защиты алюминия пассивирующим грунтом, в состав которых входят соединений цинка, стронция. Грунт наносят в две стадии на скрупулезно подготовленную металлическую основу. После полного испарения растворителя из грунтовочной смеси поверхность покрывают изолирующим внешним слоем масляного или глифталевого лака. Существуют функциональные лакокрасочные составы, защищающие от химических реагентов, от бензина, масел. Для получения цветных декоративных конструкций используют молотковые лаки. При некоторых технологиях защиты наносят бакелитовый лак под давлением, чтобы гарантированно заполнить все микропоры. Выбор покрытия обусловлен будущими условиями эксплуатации. Технология нанесения постоянно совершенствуется.
Порошковое окрашивание
Для использования этого метода металл также нужно очистить от слоя жира, других включений. Подготовку проводят погружением в щелочные, слабощелочные (почти нейтральные), кислотные растворы. Для повышения эффективности очистки иногда добавляют смачиватели.
Следующей стадией подготовки некоторых алюминиевых конструкций является формирование конверсионного слоя обработкой хроматными, фосфатными составами. Иногда используют циркониевые, титановые соединения. Необходимость этого этапа определяется специфическими особенностями изделия. Это вопрос компетенции технологов. Выполнение каждого этапа обработки чередуется с обязательным промыванием и сушкой материала.
Затем наносят полимер, выполняющий защитную функцию. Широко используют полиэфиры. Они образуют плотный слой, стойкий к химическому, механическому, термическому воздействию. Покрытия из полимеризованного уретана обладают большей твердостью. Применяют также эпоксидные, полиэфирно-эпоксидные, акриловые порошки – краски. Они формируют поверхность любого заданного цвета, структуры, способностью отражать световые лучи. Красящий порошок наносят электростатическим или трибостатическим методом.
Электростатически частицы пигмента в воздухе (флюиды) заряжают действием электродов. Трибостатически крупинки краски заряжаются благодаря силе трения, продуцируемой специальным пистолетом. Процесс реализуют в камерах. Неиспользованный порошок собирается, возвращается в исходное место. Стадия завершается полимеризацией при высокой температуре.
Оба вида окрашивания алюминия позволяют получать цвета, соответствующие международным стандартам. Некоторые производственные требования обуславливают необходимость последовательного сочетания двух методов: анодного оксидирования и окрашивания. Количество, суть используемых методов определяются специалистами.
Нивелирование влияния соседствующих материалов
Стимулировать коррозию алюминия могут металлы, материалы, находящиеся рядом. Для предотвращения этого эффекта рядом с алюминиевыми конструкциями позволительно нахождение только нержавеющей или оцинкованной стали. Могут предотвратить контакт прокладки из резины, паронита, битума. Алюминиевые конструкции не должны соприкасаться с бетоном, кирпичом, камнем, деревом. Для защиты рекомендован лак, любые другие изолирующие материалы.
www.technoflax.com
Коррозия алюминия и его сплавов. Методы борьбы и защиты алюминия от коррозии
Хотя алюминий является цветным металлом и, в сравнении с обычной сталью, стоит относительно дорого, используется он человеком достаточно широко. Применяться этот прочный и легкий материал может в быту, в строительстве, на производстве. Химическая формула алюминия в таблице Менделеева выглядит так: Al.
Подвержен ли коррозии
Ржавеет алюминий, как известно, очень медленно. По крайней мере, железо и сталь с ним в этом плане сравниться не могут. Объясняется стойкость алюминия к коррозии прежде всего с тем, что при обычных условиях на его поверхности образуется тонкая оксидная защитная пленка. В результате химическая активность алюминия резко снижается.
Факторы, влияющие на устойчивость к ржавлению
К коррозии алюминий устойчив, но в некоторых случаях он все же может начать довольно-таки быстро разрушаться из-за окисления. Происходит это обычно при повреждении по каким-либо причинам пленки или невозможности ее образования.
Чаще всего внешней тонкой защиты алюминий лишается под воздействием кислот или щелочей. Также причиной разрушения пленки могут стать и обычные механические повреждения.
Виды коррозии
После разрушения пленки Al и его сплавы начинают ржаветь, то есть саморазрушаться, как и многие другие металлы. При этом подвергаться может алюминий и коррозии:
Химической. В этом случае ржавление происходит в газовой среде без воды. В этом случае поверхность алюминиевого изделия разрушается равномерно по всей площади.
Электрохимической. Коррозия алюминия в данном случае протекает во влажной среде.
Газовая. Этот вид коррозии возникает тогда алюминий непосредственно контактирует с каким-нибудь химически агрессивным газом.

Уравнение коррозии алюминия (окисления кислородом) на воздухе выглядит следующим образом: 4AI+3O2=2AL2O3.
Химическая формула оксидной защитной пленки – AL2O3.
Сплавы
Самой устойчивой к коррозии разновидностью является технический алюминий. То есть практически чистый 90% металл. Сплавы алюминия, к сожалению, ржавлению подвержены гораздо больше. При этом считается, что меньше всего коррозийную устойчивость этого металла снижают примеси магния, а больше всего — меди.
Сплавы Mg-Al
Такие материалы широко используются в строительстве, пищевой и химической промышленности. Также их очень часто применяют в машиностроении. Считается, что неплохо подобные материалы подходят и для возведения сооружений, подвергающихся воздействию морской воды.
В том случае, если магния в состав сплава входит не более 3%, антикоррозийные свойства он будет иметь практически такие же, как и технический алюминий. Магний в таком сплаве находится в твердом растворе и в виде частиц Al8Mg5, равномерно распределенных по всей матрице.

Если этого металла в сплаве содержится больше 3%, частицы Al8Mg5 начинают выпадать по большей мере не внутри зерен, а по их границам. А это, в свою очередь, крайне негативно сказывается на антикоррозийных свойствах материала. То есть изделие становится гораздо менее устойчивым к ржавлению.
Сплавы с магнием и кремнием
Такие материалы чаще всего применяются в машиностроении и в строительстве. Mg2Si делают сплавы этой разновидности очень прочными. Иногда составляющим подобных элементов является и медь. Ее также вводят в сплав для упрочения. Однако добавляют медь в такие материалы в очень небольших количествах. Иначе антикоррозийные свойства алюминиевого сплава могут сильно понизиться. Межкристаллическое ржавление в них начинается уже при добавлении свыше 0.5% меди.
Также склонность к коррозии у таких материалов может возрастать при неоправданном увеличении количества входящего в их состав кремния. Это вещество добавляют в алюминиевые сплавы обычно в таких пропорциях, чтобы после образования Mg2Si не оставалось ничего лишнего. Кремний в чистом виде содержат лишь некоторые материалы этой разновидности.

Коррозия алюминия и его сплавов с цинком
Ржавеет Al, как уже упоминалось, медленнее, чем его сплавы. Касается это в том числе и материалов группы Al-Zn. Такие сплавы очень востребованы, к примеру, в самолетостроении. Некоторые их разновидности могут содержать медь, другие нет. При этом первый тип сплавов, конечно же, является к коррозии более устойчивым. В этом плане материалы Al-Zn сравнимы с магниево-алюминиевыми.
Сплавы этой разновидности с добавлением меди проявляют признаки некоторой неустойчивости к ржавлению. Но при этом разрушаются из-за коррозии они все же медленнее, чем изготовленные с использованием магния и Cu.

Основные способы борьбы с ржавлением
Конечно же, снизить скорость коррозии алюминия и его сплавов можно в том числе и искусственным путем. Способов защиты таких материалов от ржавления существует всего несколько.
К примеру, исключить контакт этого металла и его сплавов с окружающей средой можно путем окрашивания ЛКМ. Также для защиты алюминия от ржавления часто применяется электрохимический способ. В этом случае материал дополнительно покрывается слоем более активного металла.
Еще один способ защиты Al от ржавления — это высоковольтное оксидирование. Также для предотвращения коррозии алюминия может использоваться методика порошкового окрашивания. Применяют для его защиты, конечно же, и ингибиторы ржавления.
Как производится оксидирование
С использованием такой методики алюминий и его сплавы от коррозии защищают достаточно часто. Выполняют оксидирование под напряжением в 250 В. При применении такой методики на поверхности металла или его сплава образуется прочная оксидная пленка.
Воздействие на материал током в данном случае производится с использованием водяного охлаждения. При низких температурах из-за напряжения пленка на поверхности алюминия образуется очень прочная и плотная. Если же процедура производится при высоких температурах, она получается достаточно рыхлой. Обработанный в такой среде алюминий нуждается в дополнительной защите от контакта с воздухом (окрашивании).

Изделие при использовании такой технологии сначала обезжиривают в растворе щавелевой кислоты. Затем алюминий или сплав опускают в щелочь. Далее, на металл воздействуют током. На заключительном этапе, если оксидирование проводилось при достаточно высокой температуре, материал дополнительно окрашивают с погружением в растворы солей, а затем обрабатывают паром.
Использование ЛКМ
Этот способ, как и оксидирование, применяется для защиты алюминия от ржавления достаточно часто. Окрашиваться такой материал может по сухой, влажной методике или порошковым способом. В первом случае алюминий сначала обрабатывают составом, содержащим цинк и стронций. Далее, на металл наносят собственно сам ЛКМ.
При использовании порошкового способа рабочую поверхность предварительно обезжиривают путем погружения в щелочные или кислотные растворы. Далее, на изделие наносятся хроматные, циркониевые, фосфатные или титановые соединения.
Использование изоляторов
Очень часто стимуляторами начала коррозийных процессов в алюминии и его сплавах становятся другие металлы. Так происходит обычно при прямом контакте изделий или их частей. Чтобы предотвратить ржавление алюминия, в этом случае используются специальные изоляторы. Изготавливаться такие прокладки могут из резины, паронита, битума. Также в данном случае могут использовать лаки и краски. Еще одним способом защитить алюминий от коррозии при контакте с другими материалами является покрытие его поверхности кадмием.
В особенности важно обеспечить изоляцию алюминиевых деталей в разного рода механизмах и узлах от прямого соприкосновения с медью. Также считается, что защищать от контакта с другими металлами следует не только собственно детали, изготовленные из Al. В плане устойчивости к коррозии железо алюминию, как и сталь, к примеру, сильно уступает. Поэтому такие металлы и некоторые другие часто защищают особым образом. Материалы просто покрывают защитным алюминиевым слоем. От контакта с медью или другими металлами, конечно же, нужно беречь и такие изделия.
fb.ru
Декоративная защита алюминия от коррозии |
Покрасить алюминий в домашних условиях достаточно просто, достаточно лишь пройтись грунтовкой, дождаться пока она высохнет и можно смело красить. Этот рецепт может пригодится тем, кто хочет нанести защитное декоративное покрытие на поверхность алюминия без покраски.
Защита алюминия химическим способом в домашних условиях:
Бытовая химия не первый раз приходит нам на помощь, в рении сделать что-нибудь этакое. Вот, на пример, если вам необходимо придать алюминию приятный светло-серый оттенок который очень похож на цвет титана и служит декоративным защитным покрытием.
Рисунок №1 – Алюминиевая пластинка после химической обработкиВы можете смело использовать в этих целях каустическую соду. Которую не сложно купить в любом супермаркете (это обыкновенное средство для прочистки засора в сливной трубе, стояке, канализации).
 Рисунок№2 – Пример средства для прочистки труб типа «Крот»
Рисунок№2 – Пример средства для прочистки труб типа «Крот»Для придания декоративного покрытия алюминия при помощи каустической соды, вам необходимо соблюдать некоторые меры безопасности. Во-первых, необходимо налить в глубокую пластмассовую тарелку холодную воду. Ваша емкость должна выдерживать температуру горячей воды. А воду необходимо наливать обязательно холодную, так как когда вы высыпите туда каустическую соду начнет выделятся тепло! Во-вторых держите под рукой емкость с чистой водой что б туда поместить ваш алюминий после того как он окрасится. Сначала разведите в холодной воде каустическую соду. Пропорции вы вольны выбирать сами, я сыпал с расчётом чайная ложка на триста миллилитров холодной воды. Чем больше насыпьте – тем быстрее пройдёт реакция, но тут главное не переборщить, так как едкая щелочь с радостью сожрёт ваш алюминий. Рекомендую сначала поэкспериментировать на ненужных кусочках, прежде чем кидать в раствор основное изделие.
Почти сразу как вы вкинете алюминий в раствор, начинается реакция (вода может даже кипеть), так что держите под рукой большую ёмкость с холодной водой что бы туда сразу поместить алюминий после того как он полностью покроется декоративным налётом. Не лезьте туда голыми руками, если не хотите обжечься!!! После того как алюминий покрыт его необходимо промыть проточной водой, протереть и дать ему высохнуть.
 Рисунок№3 – Пластинка алюминия с нанесённым декоративным покрытием
Рисунок№3 – Пластинка алюминия с нанесённым декоративным покрытиемЗаранее хочу предупредить что этот химический рецепт подходит только для чистого алюминия. Сплавы типа дюралюминия, таким образом, качественно покрасить нельзя.
Вот таким образом можно быстро и просто получить декоративное защитное покрытие на поверхности алюминия. Заходите почаще на bip-mip.com и вы найдёте для себя ещё много полезных советов для реализации ваших идей.
bip-mip.com
Как очистить алюминий от окисления: эффективные способы
Считается, что алюминий не подвергается воздействию коррозии, но это не так. Алюминий –металл, обладающий высокой реакционной способностью. Под воздействием кислорода и влаги он окисляется. Данный процесс ускоряется за счет агрессивных сред и наличия рядом с алюминием некоторых материалов. В результате металл темнеет и покрывается рыхлым слоем окислов. Попробуем разобраться, как очистить алюминий от окисления и что для этого нужно.
Как правильно мыть алюминиевую посуду
Среди всех видов кухонных принадлежностей большинство хозяек выбирает алюминиевую посуду. Это легко объяснить – этот металл очень быстро нагревается, нагрев равномерный, посуда хорошо выдерживает износ, имеет легкий вес, что очень удобно в процессе эксплуатации.
Алюминиевые изделия отличаются ярким блеском, но со временем этот блеск теряется – металл покрывается жиром, белым налетом или темными пятнами.

Для очистки кухонной утвари большинство женщин использует обычное средство, предназначенное для мыться посуды. Эффект, конечно будет, но незначительный. Есть несколько секретов, позволяющих отмыть алюминий более эффективно:
- Мыть нужно лишь полностью остывшую посуду. Если намочить горячий металл, то существует риск деформаций.
- Если внутри кастрюли имеются пригоревшие остатки продуктов, то кастрюлю заливают теплой водой и добавляют в нее моющее средство. Далее воду нужно оставить примерно на час. После этого пригоревшие остатки пищи легко отойдут.
- Не стоит пытаться очищать посуду кислотами и щелочами – после такой очистки на поверхности могут образовываться темные участки. Нужно помнить, что щелочь и кислота лишают алюминий блеска.
- Отмывать изделия из этого металла лучше вручную – если моют с применением жестких щеток и металлических губок, то на поверхности обязательно останутся следы.

На видео: как отмыть алюминиевую кастрюлю от гари и жира.
Чем очистить алюминий от продуктов коррозии и окиси
Давайте посмотрим, как убирать коррозию, окисления, нагар, налет и прочие загрязнения:
- Для борьбы с темными пятнами пойдет кислое молоко, кефир, а также рассол. Любым из этих средств заливают дно и оставляют на 12 часов. Затем нужно обильно промыть изделие под проточной холодной водой. Далее все потемнения отмоются обычной тряпкой.

- Нагар хорошо убирает кислое яблоко, можно использовать и лимон. Для этого его разрезают пополам и трут половиной поверхность, которую нужно очистить. За счет воздействия кислот нагар можно очень быстро удалить.
- Удалять окись можно с помощью соли и теплой воды. Раствор готовят в одинаковых пропорциях. Температура воды может быть любой, самое главное, чтобы соль в ней полностью растворилась. Далее при помощи этого раствора и губки можно очищать поверхность.
Уксус – эффективное средство
Данный метод ухода за алюминиевой посудой и изделиями достаточно простой и эффективный. Нужно взять уксус или уксусную эссенцию. В жидкости смачивают салфетки и очищают загрязненный участок. Уксус легко уберет окиси разной сложности.
Если грязь не поддается, то обрабатываете деталь в кипящем уксусе. Жидкость доводят до кипения, а затем остужают. Когда уксус остынет, то можно заняться очисткой обрабатываемой детали. Если загрязнение сильное, то изделие кипятят в уксусе.
Сода и клей против застарелых окислов
Чистить окислы и нагар можно при помощи этих веществ. В домашних условиях можно приготовить очень сильное средство, которое не только сделает алюминиевую деталь чистой, но и придаст ей новый вид. В емкость наливают горячую воду, а затем в нее добавляют пищевую соду и клей. Ингредиенты берут в следующих пропорциях – на 10 л воды нужно 100 г соды и 100 г канцелярского клея. Все компоненты нужно тщательно перемешать.
Также нужен небольшой брусок обычного мыла, натрите его на терке и добавьте в воду с клеем и содой. Обрабатываемую деталь кладут в готовый раствор на 2-3 час. Затем, когда пройдет время, нужно промыть изделие в воде и насухо вытереть салфетками. Этот способ позволит удалить окисную плёнку.
Рецепты из гаража
Некоторые детали автомобилей также изготавливаются из алюминия. Нередко они подвергаются окислению и требуют очистки. Автолюбители разработали эффективные способы, позволяющие очистить детали даже от сложных окислов:
- На 2 столовые ложки соды берут литр воды. Изделие погружают в раствор, а затем кипятят. Процесс следует контролировать. Уже после 10 минут очищения появляется видимый эффект. Для придания идеальной чистоты алюминию может понадобиться несколько кипячений.

- Убрать окисную пленку с алюминия можно с помощью буры. На 10 г вещества нужно несколько капель нашатырного спирта. Достаточно нанести раствор на поверхность алюминиевых деталей и дать ему высохнуть (примерно 30 минут). После этого деталь протирают сухой тряпкой.

- Хорошо очищает алюминий едкий натр. Нужно приготовить раствор: на 1 литр воды берут 1-2 чайной ложки едкого натра. В полученную смесь кладут деталь – образуется бурная химическая реакция. Уже через пять минут на поверхности не будет и следа оксидной пленки. Далее остается только промыть водой обработанные детали.

- Также обрабатывают детали из данного металла кока-колой. Очистка займет определенное время, но при этом напиток эффективно удалит ржавчину, окисление, грязь. Если должного эффекта не наступило, можно прокипятить деталь в кока-коле.
На видео: полироль для очистки алюминия.
Анодирование как способ защиты алюминия
Чтобы не приходилось постоянно чистить изделия из алюминия, можно защитить поверхность, применив технологию анодирования. Так, на деталях формируют плёнку из оксидов, а также окрашивают внешний слой. Сначала деталь чистят от налета, для этого ее шкурят, погружают в щавелевую кислоту и промывают водой.
Затем готовят специальный раствор — электролит. Для этого нужно в пластиковую емкость подходящего размера налить дистиллированную воду и серную кислоту в пропорции 1:1. В качестве последней подойдет электролит для свинцового аккумулятора, который можно приобрести в автомагазине.

Важно! При смешивании воды и серной кислоты нужно быть максимально осторожным. Используйте плотные резиновые перчатки и защитные очки, так как в процессе смешивания компонентов происходит бурная реакция.
Дальнейшая обработка будет проводиться электрохимическим методом. Для этого источник питания подключается таким образом: плюсовой провод идет на обрабатываемое изделие, а минусовой контакт — на ванну с электролитом. То есть через раствор пропускают электричество, а на алюминиевой детали начнет оседать оксидная пленка. Время процедуры — примерно 30 минут, после чего деталь достается из емкости и тщательно промывается.

С помощью оксидирования создается надежная защита. Деталь, покрытая такой пленкой, также будет иметь привлекательный внешний вид. Нанести ущерб данному покрытию достаточно сложно, а значит, защита будет максимально долговечной.
Три способа удалить окисную плёнку с поверхности (1 видео)
Все методы и средства (23 фото)
gidpokraske.ru
Способы защиты алюминия – Справочник химика 21
Водорастворимые фторосиликаты называются флюатами, их используют в строительстве для закрепления и предохранения от разрушения различных природных и искусственных строительных камней, главным образом известняков и мрамора. Такой способ защиты называется флюатированием. В качестве флюатов чаще всего применяют фторосиликаты магния и алюминия. [c.123]Наиболее распространенным способом защиты от атмосферной коррозии является применение соответствующих металлов и сплавов, достаточно устойчивых в промышленных эксплуатационных условиях. Повышение коррозионной устойчивости обычных марок углеродистых сталей достигается их легированием более благородными элементами или созданием на их поверхно сти пассивного состояния. Примером получения сплавов, более стойких в атмосферных условиях, чем обычные черные металлы, является легирование последних медью, хромом, никелем, алюминием и др. [c.182]
Защита металлов от газовой коррозии может быть достигнута различными способами защитные покрытия, уменьщение агрессивности газовой среды и др. Наиболее эффективным способом защиты от окисления при высоких температурах является жаростойкое легирование, т. е. введение в состав сплава компонентов, повышающих его жаростойкость. Основными элементами, способствующими созданию защитного слоя на обычных железоуглеродистых, никелевых и других сплавах, являются хром, алюминий и кремний. Эти элементы окисляются при высоких температурах на воздухе легче, чем легируемый металл, и образуют хорошую защитную окалину. [c.146]
Способы защиты алюминия [c.570]
Электрохимическое оксидирование (анодирование) является наиболее распространенным способом защиты алюминия и его сплавов от коррозии. Свойства анодных пленок существенно зависят от состава электролита и режима процесса. Из предложенных электролитов наибольший интерес с точки зрения совокупности свойств получае- [c.366]
Наиболее простым и надежным способом защиты алюминия от коррозии является оксидирование. [c.16]
Наиболее простым и надежным способом защиты алюминия и его сплавов от коррозии является оксидирование-процесс получения на поверхности металла оксидных пленок в результате химической или электрохимической обработки. [c.19]
Наиболее часто применяемые способы защиты алюминия и его сплавов от коррозии в морской воде описаны на стр. 125. Алюминий применяется в качестве металлического покрытия на стали, нанесенного пульверизацией, которое обеспечивает отличную защиту в морской воде. Покрытие толщиной 0,25 мм предохраняет сталь от коррозии в условиях полного погружения в морскую воду в течение свыше 5 лет. [c.431]
В книге на современном научном уровне рассматривается коррозионная стойкость алюминия и его сплавов в различных средах. Приводятся данные по влиянию состава среды, металла, условий эксплуатации, термической обработки на коррозионное и электрохимическое поведение алюминия и его сплавов. Рассматриваются различные способы защиты алюминия от коррозии. [c.2]
В их состав компонентов — олова, кадмия, цинка и алюминия. Коррозию вызывают также трудноудаляемые остатки флюсов. Единственный способ защиты паяных соединений от коррозии— это лаковые покрытия. Наиболее устойчивыми в коррозионном отношении считаются соединения на алюминиевом припое вследствие незначительного различия между нормальными электродными потенциалами основного металла и припоя. [c.134]
Другой способ защиты металлов от коррозии заключается в создании на его поверхности тонкого слоя такого соединения металла, которое при данных условиях более устойчиво, чем сам металл [11]. Так, поверхность железа можно окислить концентрированной азотной кислотой или покрыть слоем химически стойкого фосфата фосфатирование) [12] медь можно защитить поверхностным окислением, алюминий и магний — электролитическим окислением, при котором на поверхности металлов образуется плотный слой окислов [И]. [c.35]
Защита источника света от атмосферной пыли. Одна из процедур спектрографического процесса, приводящая к загрязнению проб такими элементами, как кальций, кремний, магний, железо, алюминий и др.,— это испарение вещества в источнике тепла и света. Экспериментально доказано, что пыль, содержащаяся в атмосфере, может значительно влиять на результаты спектрального анализа при определении примесей в особо чистых веществах. Для уменьшения флуктуаций аналитического сигнала при испарении проб, например, в электрической дуге следует предотвратить попадание посторонних примесей в источник света. Одним из способов защиты источника света от влияния пыли, содержащейся в лабораторном воздухе, может быть приспособление, схема [c.189]
Алитированное железо стойко в парах серы и сернистом газе и применяется для защиты от окисления котельной аппаратуры, деталей газогенераторов, муфелей и др. Диффузионное насыщение стали алюминием — один из самых надежных способов защиты аппаратуры от окисляющего действия кислорода воздуха при повышенных температурах. [c.161]
Плакирование — один из основных способов защиты от коррозии легких сплавов на основе алюминия, главным образом сплавов типа дуралюмин. Известно, что дуралюмин как конструкционный материал применяется в самолетостроении вследствие его высоких механических свойств и малого удельного веса. Однако этот сплав обладает крайне низкой сопротивляемостью коррозии, особенно в морской атмосфере. Для повышения коррозионной стойкости дуралюмин покрывают чистым алюминием — материалом значительно более коррозионностойким, чем дуралюмин или сплавы этого типа. [c.131]
Основными способами защиты от газовой коррозии являются легирование металлов, создание защитных покрытий и замена агрессивной газовой среды. Для изготовления аппаратуры, подвергающейся действию коррозионно-активных газов, применяют жаростойкие сплавы. Для придания жаростойкости стали и чугуну в их состав вводят хром, кремний, алюминий применяются также сплавы на основе никеля или кобальта. Защита от газовой коррозии осуществляется, кроме того, насыщением в горячем состоянии поверхности изделия некоторыми металлами, обладающими защитным действием. К таким металлам принадлежат алюминий и хром. Защитное действие этих металлов обусловлено образованием на их поверхности весьма тонкой, но прочной оксидной пленки, препятствующей взаимодействию металла с окружающей средой. В случае алюминия этот метод носит название алитирования, в случае хрома — термохромирования. Для защиты используют и неметаллические покрытия, изготовленные из керамических и керамико-металлических (керметы) материалов. [c.687]
Наиболее распространенный способ защиты от коррозии прокатанного дуралюмина — это плакировка тонким слоем чистого алюминия. По отношению к дуралюмину чистый алюминий является анодом, и таким образом осуществляется [c.105]
Плакирование легких сплавов на основе алюминия (сплавов типа дуралюмин) является одним из основных способов защиты их от коррозии. Известно, что дуралюмин [c.210]
Создание на поверхности алюминия искусственных оксидных пленок значительной толщины, полученных главным образом электрохимической, а иногда химической обработкой, является одним из лучших способов защиты его от коррозии. [c.366]
Эмалирование алюминия — новая отрасль эмалировочной промышленности, получившая развитие лишь в последние годы. Однако оно уже получило широкое распространение, как наиболее эффективный способ защиты и декорирования поверхности алюминия, открывающий разнообразные перспективы использования этого металла в различных отраслях строительства и техники. По долговечности, механической, термической и химической устойчивости, стабильности и разнообразию окраски и текстуры эмалевые покрытия превосходят все другие виды защиты поверхности алюминия [479]. [c.422]
Наиболее эффективным способом защиты алюминия от коррозии является анодное оксидирование, но этот сгюооб не приемлем из-за малого диаметра отверстий радиаторных трубок. По этой причине данное исследование вели в направлении подбора химического способа антикоррозионной обработки радиаторных трубок. [c.99]
Алитировапная сталь обладает высокой жаростойкостью она стойка в сернистом газе, парах серы п ее соединениях. Диффузионное насыщение стали алюминием являстсл одним из самых падежных способов защиты ее от окисляющего действия кислорода воздуха при повыщенных температурах. [c.323]
Плакирование является одним из основных способов защиты от коррозии легких силавов на основе алюминия, главным образом сплавов типа дюралюминия. Известно, что дюралюминий как конструкционный материал применяется вследствие его высоких ме.чанических свойств и малого удельного веса. Однако этот сплав обладает низкой сопротивляемостью корроз)ш, особенно в морской атмосфере. [c.327]
Известно, что в гальванической паре разрушению от электрохимической коррозии подвергается анод. Этим обстоятельством иногда пользуются для защиты аппаратуры от коррозии. Если, например, в железный аппарат, где есть электролит, поместить цинковую пластинку, то именно она, не железная стенка аппарата, станет анодом и будет разрушаться, а железо аппарата будет со-лраняться. Если же взамен цинковой пластнши поместить никелевую, свинцовую или медную пластинку, то анодом окажется уже железо аппарата и его коррозия значительно усилится. Следовательно, подбирая гальваническую пару так, чтобы стенка аппарата была катодом, а не анодом, можно уменьшить ее электрохимическую коррозию. Такой способ защиты от коррозии называется протекторной защитой. Протекторы йзготовляют из цинка, алюминия, магния и сплавов, анодных по отношению к стали. Протекторная защита проста в эксплуатации и не требует постоянного обслуживания. [c.175]
Способы защиты от коррозии металлов в морской воде заключаются в следующем а) очистке поверхности металла от окалины, ржавчины и покрытии ее лаком, этиленовыми красками, мастикой фенол-формальдегидной, каменноугольной или на битумной основе, применении фосфотирования, цинкования, оксидирования (для алюминия) б) использовании коррозионно-стойких металлов – меди и ее сплавов в) катодной и протекторной защите в комбинации с защитными покрытиями или без них г) применении ультразвуковой защиты совместно с катодной и протекторной защитой д) использовании элект-родренажной защиты. [c.43]
Одной из усоверщенствованных форм катодной внутренней защиты является электролизный способ защиты при помощи алюминиевых протекторов-анодов, питаемых током от внешнего источника он применяется для черных металлов без покрытий и горячеоцинкованных в системах снабжения холодной и горячей водой. Алюминий применяют как материал анода потому, что продукты его анодной реакции не ухудшают потребительских свойств воды и защищают трубопроводы, подсоединенные к резервуару, благодаря образованию защитного покрытия [7—9]. Наряду с катодной внутренней защитой резервуара и встроенных в него конструкций, например нагревательных поверхностей, при электролитической обработке воды происходит также и изменение ее параметров. Эффект защиты от коррозии обусловливается коллоидно-химическими процессами образования поверхностного слоя И обеспечивается не только для новых установок, но и для старых, уже частично пораженных коррозией [9]. [c.406]
В отличие от обычных алюминиевых протекторов (см. табл. 7.3) аноды-протекторы с наложением тока от внешнего источника при электролизном способе защиты изготовляют из чистого алюминия, который в присутствии хлоридных и сульфатных ионов не подвергается анодной пассивации. В воде с очень малым содержанием солей и электропроводностью хплотность защитного тока уже не будет обеспечена. Другим фактором, ограничивающим применимость, являются значения pH менее 6,0 и более 6,5, поскольку при этом растворимость А1(0Н)з получается слишком большой и эффект образования защитного слоя не достигается [8]. [c.412]
К способам защиты от газовой коррозии относится создание на поверхности стального изделия окали-ностойкото сплава с алюминием или хро(Мом путем диффузионной металлизации при высокой температуре. Для защиты металла нужен плотный, свободный от пор слой окалиностойкого материала, очень прочно сцепленный с основным металлом. Поэтому пленки, наносимые гальваническим способом, неприемлемы. [c.70]
Для защиты поверхности предложено несколько способов. Так, находит Применение способ защиты скульптуры, назьтаемый флюатиро-ванием. При этом способе мрамор обрабатывают раствором кремнефто-рида, магния, цинка или алюминия [c.80]
Другой менее популярный способ защиты аппаратов от коррозии — металлизация поверхности тонким слоем пневматически распыленного расплавленного металла. Джонсон и Дьюэй [17] сообщают об удовлетворительных результатах, полученных при металлизации алюминием реакиизнных камер Даббса. Реакционные камеры, защищенные пэ эгому методу, не обнаружили заметной коррозии на протяжении 41/2 лет по сравнению с ежегодной потерей от коррозии 0,9 л л до этого. Толщина покрытия колеблется между 0,04 и 0,05 мм. [c.263]
Диффузионное насыщение стали алюминием является одним из самых надежных способов защиты от действия кислорода при высоких температурах. Алитированые изделия могут использоваться вместо жаростойких сталей. [c.277]
Способы защиты от П. к. кабелей, трубопроводов и др. включают рациональный выбор трассы и метода прокладки, нанесение полимерных, битумных и др. изоляц. покрытий, а также катодную поляризацию (см. Электрохимическая защита). Катодную поляризацию подземных сооружений осуществляют т. о., чтобы создаваемые на всей пов-сти этих сооружений поляризац. потенциалы (по абс. величине) были для стали и алюминия не менее 0,85 В в любой среде, для свинца в кислой среде — 0,5 В, а в щелочной среде — 0,72 В/ (по отношению к медносульфатному электроду сравнения). Установка катодной заидаты состоит из преобразователя (источника пост, тока), анодного заземления и соединит, кабелей. Контакт с сооружением осуществляется непосредств. подключением к нему проводника от отрицат. полюса источника тока, а контакт проводника от положит, полюса с грунтом — через железокремниевые, графитовые или стальные анодные заземлители. Катодную поляризацию пОДйемных сооружений осуществляют также с помощью металлич. протекторов, у к-рых собств. электрохим. потенциал более отрицателен, чем электрохим. потенциал защищаемого сооружения. При этом создается гальва-нич. пара, в к-рой сооружение является катодом, а протек- [c.476]
Существует много способов защиты металла от коррозии. Широко распространена защита металла покрытиями из другого более стойкого к разрушению благородного или полублагородного металла — лу кение, меднение, хромирование, кадмирование, никелирование,, алитирование (покрытие алюминием), серебрение, золочение, а также окисными пленками (оксидирование). [c.3]
Алюминий также препятствует окислению железа. Это иллюстри-рируется кривыми окисления для нескольких железоалюминиевых сплавов (фиг. 15) [29]. Такой способ защиты используется на практике. Так как железоалюминиевые сплавы с содержанием [c.40]
Ингибирование — сложный способ защиты, и его успешное применение в различных условиях требует широких познаний. В ингибировании заключено много потенциальных опасностей. Нитриты нельзя применять в сочетании с латунью, так как продуктом их разложения является аммиак, способный вызвать коррозионное растрескивание (разд. 4.3). Окись алюминия растворяется как в кислотах, так и в щелочах, и первостепенную важность имеет контроль величины pH, однако сильные окислители способны стабилизтовать окисрую пленку и за пределами нормальных значений pH, как, например, перекись водорода, при добавлении в слабощелочные растворы. [c.145]
Магний и сплавы на его основе обладают удовлетворительной коррозионной стойкостью во фторсодержащих средах, что позволяет широко применять их для изготовления арматуры, КИП и деталей фторпых электролизеров [1—3]. Высокая коррозионная стойкость магния в этих средах обусловлена образованием на его поверхности при взаимодействии со средой защитных пленок, состоящих из фторида магния. Известны способы защиты магния от коррозии ив других средах, например во влажном воздухе с помощью фторид-пых пленок, получаемых путем предварительной обработки металла фтористым водородом и растворами фторидов [4—8]. При такой обработке на магнии возникают пленки, состоящие из фторида магния или смеси его с окисью магния. Образованием пленки из фторида магния объясняется удовлетворительная коррозионная стойкость этого металла в сухом фтористом водороде при повышенных температурах [9]. По литературным данным, в газообразном фтористом водороде при температурах до 500° С коррозионно стоек и алюминий [9, 10]. Однако сведения о коррозии сплавов на основе алюминия и магния в этой среде практически отсутствуют. [c.184]
К металлическим покрытиям относятся лужение, оцинкова-ние, хромирование, а также алитирование (защитный металл — алюминий), силицирование (защитный металл — кремний) и другие способы защиты поверхности изделия металлом, обладающим высокими антикоррозионными свойствами. [c.51]
Нередко металл сам заботится о своей сохранности. Это, например, уже упоминавшийся нами алюминий. Изделия из этого металла не нуждаются в окраске или иных способах защиты. Они надежно укрыты от воздействия кислорода атмосферы оксидной броней . А вот фто-ридная броня меди противостоит не только кислороду, но и всесъедающему фтору. [c.37]
Типичным сплавом этого рода является дуралюмин, содержащий 2,8—5,2% Си, 0,25—1,0% Мп, 0,25—1,75% M.g, 0,2— 0,6% 51 и 0,2—0,6% Ре. Структура такого сплава состоит из твердого раствора с включением интерметаллических соединений. Коррозионная устойчивость его значительно ниже, чем чистого алюминия. При применении дуралюмина обязательно нужно принимать меры защиты его от коррозии. Наиболее распространенный способ защиты от коррозии прокатанного дуралюмина — это плакировка тонким слоем чистого алюминия. По отношению к дуралюмину чистый алюминий является анодом, и таким образом осуществляется защита не только вследствие покрытия поверхности сплава алюминия более коррозионноустойчивым слоем, во также электрохимическая. При произ-1во(дстве и употреблении плакированного дуралюмина нужно избегать длительного и высокого нагрева, та К -как при повышенной температуре медь диффундирует из дуралюмина в плакирующий слой и коррозионная устойчивость последнего рез ко снижается. [c.91]
Нанесение алюминия — один из наиболее эффективных способов защиты металлов от окисления в газовых средах при высоких температурах. Алюминиевое диффузионное покрытие защищает железо от окисления в воздухе вплоть до 1000 °С. При взаимодействии алюминия с железом образуются как твердые растворы, так и определенные соединения — РезА1, РеЛ1, РеЛЬ, РегЛЬ, РеЛЬ, РезА 7. Покрытие из чистого алюминия на листовой стали, полученное методом горячего погружения, устойчиво до 700 °С. [c.95]
chem21.info
Основные методы коррозионной защиты алюминия / Блог им. rusnpf / Rus-npf

1. Введение
Как правило, алюминиевые сплавы обладают хорошими антикоррозионными свойствами в следующих средах: атмосфера, пресная вода, морская вода, большинство типов почвы, продуктов питания и множество химикатов. Термин «хорошая коррозионная стойкость» означает, что в большинстве случаев можно использовать алюминий без защитных покрытий и при этом срок службы будет долгим. В зависимости от агрессивности среды, а также назначения продукта, расчетного срока эксплуатации и требований к техническому обслуживанию, могут быть предприняты меры по противодействию или снижению степени коррозионного воздействия. Могут применяться несколько способов защиты. В этой лекции рассматриваются только те меры, которые относятся к незащищенным алюминиевым изделиям и компонентам. Защитные обработки поверхности, такие как предварительная обработка, покраска и анодирование.
2. Выбор коррозиестойких сплавов
Добавка легирующих элементов в алюминий влияет на характер коррозии, и важно выбрать наиболее пригодный сплав для каждой среды. Наиболее часто в качестве легирующих добавок в алюминиевых сплавах используют: медь, магний, марганец, кремний и цинк, а в качестве примесей в технически чистый алюминий – железо и кремний.
2.1. Кованые алюминиевые сплавы
Чистый алюминий (>99,9 % Al)
Сверхчистый алюминий (>99,9% Al) проявляет наилучшие для алюминия антикоррозионные свойства. Эти показатели резко снижаются с введением примесей, особенно меди и железа.
Al-Mn
Сплавы Al-Mn имеют хорошие антикоррозионные свойства и применяются вне помещений без защиты.
Al-Mg
Обычно, сплавы Al-Mg имеют наилучшие антикоррозионные свойства из всех сплавов алюминия. При содержании магний свыше 4%, технология изготовления оказывает заметное влияние на долговременные характеристики в коррозионных средах, даже при нормальных температурах. При длительном воздействии температуры свыше 60о С сплавы с большим содержанием магния становятся уязвимы к растрескиванию под напряжением и отслаиванию.
Al-Cu
Сплавы, содержащие существенное количество меди (> 0,25%) обладают меньшими антикоррозионными свойствами и потому не должны использоваться в агрессивных морских или промышленных средах без защитных покрытий. В прошлом, наиболее распространенной ошибкой было использование сплавов Al-Cu в коррозионных средах без соответствующих защитных мер.
Al-Zn-Mg-Cu
Сплавы, содержащие Zn, Mg и Cu обладают сходными коррозионными качествами, что и семейство сплавов Al-Cu и поэтому требуют защитных мер в коррозионных средах.
Al-Zn-Mg
Для этого семейства сплавов технология изготовления, особенно термическая обработка и состав сплава имеют решающее значение для коррозионного поведения. Сплавы из Al-Zn-Mg могут быть чувствительны к растрескиванию от коррозии под напряжением и отслаиванию.
2.2. Литейные алюминиевые сплавы
Коррозия в литых заготовках из алюминия обычно меньше чем в листовых изделиях, поскольку обычно, профиль толще и способен выдержать более суровую поверхностную коррозию. Литейные сплавы из Al-Mg имеют хорошие антикоррозионные свойства и могут применяться в морских средах. Считается, что Al-Si обладает хорошей коррозионной стойкостью в атмосфере и воде.
Сплавы из Al-Cu и Al-Si-Cu требуют защиты поверхности в коррозионных средах.
Поведение любого сплава зависит от среды, которую он должен выдержать;
В качестве примера приведенная ниже таблица показывает поведение различных сплавов в кислотах и щелочах. Чем ниже показатель, тем лучше сопротивляемость к коррозии.
3. Усовершенствование конструкции оборудования
Поскольку поведение коррозии в металлах зависит от физических и химических условий среды (например, температуры, примесей, изменение концентрации и т.д.) а также от химического состава, конструкция может значительно влиять на характер и скорость коррозии. Наиболее распространенные конструкционные отказы при обслуживании алюминиевых изделий включают в себя электрохимическую, щелевую и коррозию под напряжением.
В следующих параграфах даются рекомендации по предотвращению или, по крайней мере, снижению воздействия от этих видов коррозии:
3.1. Предотвращение электрохимической коррозии
Предлагаются следующие «правила» для уменьшения электрохимической коррозии:
Выбор комбинаций металлов как можно ближе стоящих друг к другу в ряде электродных потенциалов для рассматриваемой среды.
Использовать катодные крепления. Избегать комбинаций с неблагоприятным (малым) отношением площади анода к катоду. Обеспечить полную электрическую изоляцию двух соединенных металлов. Это можно сделать, если использовать изолирующую прокладку, втулки (трубки) и др. Если применяется краска, всегда красьте катод. Если покрасить только анод, любая царапина привела бы к неблагоприятному отношению площади анода к катоду, и к коррозии в месте царапины. Увеличение толщины анодного материала. В качестве альтернативы можно установить небольшие съемные толстые профили из анодного металла в месте соединения.
По возможности, размещать разнородный металлический контакт вдали от коррозионной среды. По возможности, избегать резьбовых соединений разнородных пар, т.к. резьба может разрушиться. Желательно соединять припоем или сваркой. Если возможно, использовать ингибиторы коррозии (например, в системах циркуляции).
В тех случаях, когда металлы должны оставаться в электрическом контакте через внешнюю цепь, проектировать оборудование таким образом, чтобы металлы располагались как можно дальше друг от друга, тем самым, увеличивая электрическое сопротивление через жидкость (электролит). По необходимости и возможности использовать катодную защиту с использованием цинкового или магниевого протекторного анода. Для большинства агрессивных сред, только цинк, кадмий и магний могут контактировать с алюминием не вызывая электрохимической коррозии.
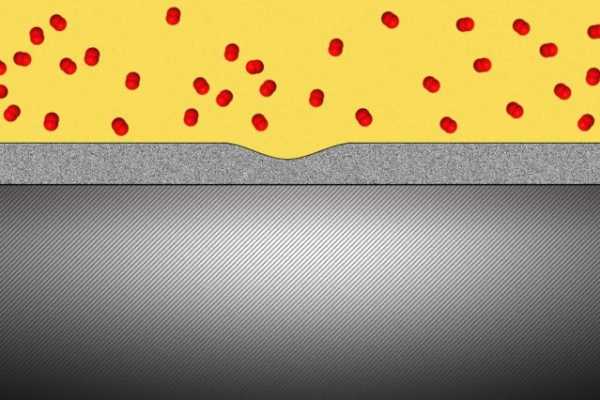
3.2. Предупреждение коррозии вследствие отложений
Следующие меры помогут снизить данный вид коррозии на алюминии
1. Перепроектировать для того, чтобы избежать отложения более благородного металла, например, используя дренажную систему
2. Применение Алькледа
3. Использование ингибиторов
4. Покраска металлической основы
5. Многократная очистка для удаления осажденного благородного металла
3.3. Предупреждение щелевой коррозии
Для проекта из алюминиевых конструкций подверженных воздействию морской атмосферы в течение продолжительного времени должны предприниматься меры по предупреждению щелевой коррозии.
Следующие меры помогут снизить щелевую коррозию в алюминиевых конструкциях:
1. Покрывать прилегающие поверхности перед сборкой ингибирующей лакокрасочной композицией
2. Заполнять щель замазкой (мастикой) или эластичным прокладочным материалом для предотвращения доступа влаги.
3.4. Предупреждение коррозии под напряжением
Для проекта из алюминиевых конструкций находящихся под постоянным напряжением (нагрузкой), следует предпринять ряд мер, чтобы минимизировать коррозию под напряжением.
Следующие меры помогут снизить эффект воздействия от такого вида коррозии в алюминиевых конструкциях:
1. Убедитесь, что выбран адекватный профиль, который не будет перегружен. Особое внимание следует уделять остаточным или монтажным напряжениям, действующим в коротком поперечном направлении.
2. Хорошая лакокрасочная композиция, включающая противокоррозионную грунтовку придаст дополнительную защиту от коррозии под напряжением. Однако, необходимо осознавать, что лакокрасочные покрытия не являются полностью непроницаемыми для влаги и потому не следует ожидать от них хорошей защиты особо чувствительных к коррозии сплавов.
3. Металлизация распылением с некоторыми алюминиевыми сплавами вносит заметный вклад в коррозионную защиту, которую следует в дальнейшем усилить при помощи краски.
4. Методы обработки поверхности, такие как дробеструйная обработка или шлифовка для получения остаточного напряжения сжатия, при правильном применении позволяют эффективно снизить масштабы коррозионного растрескивания под напряжением.
5. Приложенное напряжение. Постоянные приложенные напряжения растяжения на поверхности не должны превышать следующих пределов:
в продольном направлении 50% предела текучести;
по длинному поперечному направлению между 35 и 50% предела текучести;
по кратчайшему поперченному направлению: как можно меньше и желательно не больше 15% предела текучести.
3.5. Сплавы с хорошей сопротивляемостью к коррозии под напряжением
Ряд систем из высокопрочных алюминиевых сплавов восприимчивы к термическим обработкам (старение), при которых достигаются металлургические состояния с гораздо большей сопротивляемостью к коррозии под напряжением без потерь механический свойств (сплавы Т76, Т73).
Все эти рекомендации имеют общий характер и в каждом конкретном случае необходимо подробное изучение.
4. Изменение среды
Иногда можно снизить или даже свести на нет агрессивность среды, тем или иным способом изменяя последнюю. В некоторых химических веществах, например феноле, при добавлении небольшого количества воды (например, 0,3%) предотвратит сильную коррозию, которая бы возникла бы при отсутствии воды. В других веществах, таких как жидкий диоксид серы, вода способствует коррозии алюминия. Обычно, движение или турбулентность, не чрезмерная, иногда предотвращает точечную коррозию, которая возникла бы в противном случае. Приведение показателя рН до безопасного диапазона (от 4.5 до 8.5) предотвращает или снижает коррозию. Деаэрация воды значительно снижает тенденцию образования коррозионных язв в алюминии. Повышение температуры, обычно, может усилить скорость общей (равномерной) коррозии, но при этом благоприятно влияет на снижение скорости точечной коррозии. Очевидно, что эти воздействия являются специфичными для особых (отдельных) условий, и по этому вопросу можно сказать немногим больше, чем сказано выше.
4.1. Ингибиторы коррозии
Ингибитор это вещество, при добавлении которого (обычно в небольших количествах) в агрессивную жидкость или химикат снижается или предотвращается коррозия металла, возникающая в обратном случае. Ингибиторы могут воздействовать на анодную коррозию, в этом случае их принято называть «анодными ингибиторами», либо могут воздействовать на катодную коррозию, тогда их называю «катодными ингибиторами». Анодные ингибиторы могут представлять опасность, если их не добавить в достаточном количестве, т.к. в то время как они уменьшают эффективную площадь анода, воздействие на оставшиеся участки будет более суровым, чем в отсутствие ингибитора.
Катодные ингибиторы более безопасные, поскольку частичное уменьшение эффективной площади катода снижает коррозию на аноде. Однако, обычно они менее эффективны по сравнению с анодными ингибиторами. Хромат (в виде хромата калия или калия или дихромата) наиболее часто используется в качестве ингибитора с алюминием и принадлежит к анодным ингибиторам. Для предотвращения точечной коррозии алюминия в агрессивной воде, полезно добавить 500 ppm. (промиль) хромата натрия или дихромата с рН 8.5
Фосфат, силикат, нитрат, нитрит, бензоат, растворимое масло и другие вещества также рекомендуются в отдельности или в сочетании для снижения воздействия коррозии алюминия со стороны агрессивных жидкостей. Ингибирование воды обычно целесообразно только в рециркуляционных, замкнутых системах. В смешанных системах включающих, например, алюминий и медь важно спроектировать хорошую ингибиторную систему и поддерживать показатель рН выше 8.0-8.5, чтобы не допустить растворение меди и ее последующее отложение на поверхности алюминия. Сложность ингибирования заключается в том, что обычному инженеру трудно добиться достаточной водоподготовки без помощи специалиста.
Часто, необходимы лабораторные тесты на месте, чтобы достигнуть наилучших параметров.
5. Катодная защита
Теория катодной защиты металла проложенного в грунте простая. Постоянный электрический ток (вызываемый протекторными анодами или подаваемый ток) подается на защищаемый металл.
Этот ток поляризует локальные катодные участки до потенциала локального анода и создает поверхность с равномерным потенциалом. Таким образом, потенциал гальванической ячейки становится равным нулю и точечной коррозии не возникает.
Ток может производиться ректификатором с металлическим или графитовым электродом или протекторными гальваническими анодами из магния или цинка. Для того чтобы уменьшить требуемый ток, защищаемый металл иногда покрывают краской, защитной пленкой или другим оберточным материалом. В индустрии стальных трубопроводов метод протекторной защиты хорошо налажен и продемонстрировал достаточную эффективность. Опыт проложенного в земле алюминия ограничивается единичными экспериментами и ограниченным числом рабочих линий.
Протекторные аноды
Алюминий может быть катодно защищен путем соединения его с цинком или магнием, используемым как протекторный анод.
В случаем с алюминием, возможно механизм защиты состоит из поляризации катодных примесей в металле до коррозионного потенциала пассивного алюминия, препятствующего неблагоприятному воздействию таких примесей.
Цинк может применяться как протекторный анод по отношению к алюминию в нейтральной или чуть кислотной среде, несмотря на тот факт, что алюминий более активный, чем цинк в ряде электродных потенциалов. В щелочной среде алюминий теряет свою пассивность и становится анодом по отношению к цинку.
Магний обычно используют для защиты алюминия в ряде случаев. Установка анодов из магния позволят остановить коррозию даже в трубопроводах, проложенных в земле с накопленными продуктами коррозии. В некоторых случаях излишняя защита может привести к образованию катодной коррозии алюминия.
Потенциал создаваемый между анодами магния и алюминия обычно не превышает 1.20 вольт (Cu/SO4) и, обычно, благодаря щелочной структуре, катодной коррозии не происходит.
5.1. Подаваемый ток
Катодная защита с помощью катодного тока требует наличия источника постоянного тока и вспомогательного электрода, как показано на рисунке 5104.04.01.
Источник постоянного тока соединен положительной клеммой к вспомогательному электроду, а отрицательной к защищаемой конструкции. Ток течет от электрода через электролит к конструкции.
Общепринято, что защита алюминия обеспечивается в том случае, если потенциал поверхности алюминия проложенного в земле поддерживается в диапазоне от -0.85 до -1.10 вольт (Cu/SO4) и существенной катодной коррозии не возникает пока не превышено значение -1.20 вольт.
Химический состав почвы может влиять на безопасный верхний потенциал, который в ряде случаев может значительно превышать -1.20 вольт.
Требуемая плотность тока зависит от среды, но, обычно, плотность подаваемого тока должна всегда превышать эквивалент плотности тока, расчетной или измеряемой скорости коррозии (в водопроводной воде модно взять за расчет приблизительно 20 мА/м2, в почве в среднем 5 мА/м2 ).
Если используются защитные покрытия алюминия, плотность тока может быть меньше и для защиты 20 км трубы понадобиться лишь 90-240 мА.
5.2. Сплавы Альклед
Альклед это двухслойное изделие, состоящее из тонкого слоя одного сплава, полностью соединенного с другим, более толстым основным сплавом. Оболочный сплав исполняет роль протекторного анода для защиты основного сплава. Группа сплавов Al-Zn обычно применяется в качестве оболочных материалов для защитных целей, однако в ряде случаев используется чистый алюминий. Защитный механизм оболочки основан на протекторной защите. Когда язва достигает основного материала, оболочка коррозирует в первую очередь, в то время как основной слой остается нетронутым.
Оболочка (плакирование) дает реальную возможность продлить срок службы алюминиевых трубопроводов, по которым доставляется продукт, вызывающий точечную коррозию металла. Принято, что оболочка на каждой стороне листа составляет 5% общей толщины листа.
Практические вопросы
Как минимизировать точечную коррозию алюминия в агрессивной воде?
Здесь необходимо рассмотреть четыре возможные превентивные меры:
1. Использование сплава Альклед
Применять 3003 или 65S покрытый 72S. Это не предотвратит точечную коррозию, но существенно задержит образование сквозных язв.
2. Увеличение толщины стенки
Опираясь на опыт эксплуатации больших водяных цистерн можно предположить, что при толщине стенки 6-7мм сквозная коррозия не возникает достаточно долгое время (50-100 лет), даже в случае образования точечной коррозии.
3. Применение ингибиторов
Использование ингибиторов для предотвращения точечной коррозии оправдано только для замкнутых систем циркуляции
4. Катодная защита
Катодная система защиты с подаваемым током предотвратит от точечной коррозии, или остановит ее развитие, и может использоваться как в цистернах, так и в кораблях. Невозможно применить катодную защиту для внутренней поверхности трубопроводов с небольшим диаметром.
rus-npf.ru