Заточка фрезы – ( )
alexxlab | 20.06.2019 | 0 | Вопросы и ответы
Заточка фрезы по металлу на станке
СодержаниеПриспособления для заточки концевых режущих элементов фрезерно-брусующего станка, разделяются по характеру работы и подразделяются два типа – универсальные и специальные.
Ниже рассмотрим каждый из этих вариантов
Станки для заточки фрез по металлу — обзор заводских моделей
Заточка фрез для работы по металлу и дереву выполняется своими руками с помощью червячных универсальных устройств.
Кроме того режущие элементы фрезерно-брусующего станка могут быть заточены с помощью специальных приспособлений.
Читайте также: о конструкции сверлильно-присадочных станков и их назначении.
Как самодельный, так и универсальный станок для заточки концевых фрез по дереву оснащен устройствами, обеспечивающими закрепление, установку и заточку детали.

Станок для заточки фрезы
При выборе представленного инструмента для заточки ножей фрезерно-брусующего станка своими руками необходимо учесть такие параметры как:
- универсальность станка;
- габаритные размеры;
- скорость;
- класс точности механической обработки;
- мощность электродвигателя;
- способ установки;
- возможность подключения к электросети.
Наиболее приемлемым приспособлением для затачивания концевых ножей фрезерно-брусующего оборудования является Kaindl КСС.
Этот небольшой агрегат способен производить профессиональную заточку концевых ножей быстро и эффективно.
Стоит такое устройство в несколько раз дешевле профессионального оборудования и отличается простотой в применении.
Kaindl КСС применяется для корректировки режущей кромки алмазных дисковых пил и фрез, а также идеально подходит для домашнего использования. Представленное оборудование для заточки сверл, концевых ножей, алмазных дисковых пил.
Читайте также: особенности устройства и обзор популярных моделей лазерных гравировальных станков.

Станок для заточки фрезы Kaindl KSS
Эффективная заточка фрез червячных фрезерных агрегатов производится благодаря точному фиксированию инструмента в любом положении.
Читайте также: сферы применения универсальных фрезерных станков по металлу.
Для этого применяются призмы и упорные штифты. Сам шлифовальный диск можно настроить на работу в любом положении с помощью специального шарнирного держателя.
Основная особенность такого станка – использование обычной дрели вместо электромотора. Универсальная шарнирная крепежная система позволяет подсоединить к устройству дрель любого типа.
Заточка ножей фрезерно-червячных агрегатов может производиться с помощью устройства торговой марки Ruko, которое оснащено лазерным регулятором.
Это оборудование может работать с режущими гранями с диаметром от 12 до 100 мм. Представленный прибор быстро и легко устанавливается своими руками, этом у способствует специальный шаговой держатель.

Станок для заточки фрезы Ruko
Перед установкой режущих кромок червячных фрезерных агрегатов для точного расположения может быть использован лазерный указатель.
Угол заточки при этом меняется плавно (бесшагово). Сам процесс происходит с применением алмазных дисков с диаметром в 125 мм, а для более корректной обработки можно прикрепить лупу, оснащенную неоновой подсветкой.
Читайте также: «Руководство по изготовлению слесарного верстака».
к меню ↑
Делаем станок для заточки своими руками
Для изготовления устройства для заточки лезвия фрезерно-брусующего понадобится электрический двигатель, с мощностью не более 1 кВт, два шкива и подшипники с валом.
Самодельный станок нужно начинать собирать со станины. Станина изготавливается с помощью стальных уголков. Кроме того, самодельный станок должен быть оснащен подручником. Для его установки сооружается поворотная планка.

Самодельный станок для заточки фрезы
data-ad-client=”ca-pub-8514915293567855″
data-ad-slot=”5929285318″>
Эта конструкция поможет в регулировке уровня наклона режущей детали фрезерно-брусующего станка по направлению к шлифовальному кругу.
Заточка фрез производится таким образом, чтобы установленная режущая деталь минимально могла соприкасаться с вращающимся кругом.
При работе ее необходимо медленно подводить к диску. Самодельный заточный станок может быть изготовлен по заранее составленной схеме. В расчет при этом берется расположение шлифовального круга относительно подручника.
Самодельный станок для заточки ножей фрезерно-брусующего оборудования должен быть оснащен защитным кожухом, который будет прикрывать собой зазорный круг.
При сборке следует учесть, что зазор между установленной плитой и кругом, производящим заточку не должно превышать 3 мм.
Самодельный мини-станок для заточки резцов фрезерно-брусующего агрегата необходимо оснастить фланцами, которые будут обеспечивать прижим.
Стоит учесть, длина фланцев не должна быть меньше четвертой части диаметра шлифовального круга.
При самостоятельной сборке в зазоре между гайкой и фланцем нужно положить паронитовую прокладку. Благодаря ей гайка максимально туго затянется на валовом участке.
Читайте также: «Выбираем лучшие тиски для сверлильного станка».
к меню ↑
Как заточить фрезу своими руками?
Заточку ножа фрезерно-брусующего агрегата можно провести без наличия специальных механизмов и приспособлений.
Для этого можно использовать алмазный брусок, который кладется на край верстака или рабочего стола. Заточка кромки ножа производится посредством проведения по ее передней поверхности бруском.
Предварительно режущий элемент необходимо очистить от грязи и пыли с помощью растворителя. Если резак оснащен направляющим подшипником, перед тем, как производить заточку его необходимо снять.
Если этого не сделать, то фреза с большой вероятностью деформируется. При проведении заточки брусок периодически нужно смачивать небольшим количеством воды, а после того, как работа будет закончена протереть его насухо.
Важно знать, что в процессе стачивания передней поверхности кромка лезвия будет заострена, а ее диаметр немного уменьшится.
В процессе заточки рекомендуется использовать бруски с различной степенью зернистости. От этого напрямую будет зависеть результат и чистота обрабатываемой поверхности.
Кроме того, при заточке ножей фрезерно-червячного станка с целью сохранения симметричности кромки, нужно многократно производить движения, обеспечивая равномерный нажим.
В зависимости от материала, из которого сделана фреза, вместо бруса можно применять абразивную (наждачную) бумагу.
Она крепится на полосе стали или деревянной рейке. Также откорректировать лезвие можно с помощью точильного станка, вращающегося с низкой скоростью. Устройство можно оснастить соответствующим абразивным кругом.
к меню ↑
Правильная заточка фрезы (видео)
к меню ↑
Правила безопасности при заточке
При проведении работ крайне важно придерживаться следующих требований безопасности:
- точильный круг обязательно должен пройти предварительное испытание вращением;
- проверить, не будет ли превышать допустимая скорость вращения круга, указанное в маркировке значение;
- не использовать подручник вилкообразной формы, так он не позволяет произвести регулировку зазора с боков круга;
- перед началом работ абразивный круг следует подвергнуть балансировке .
Важно учитывать, что при установке подручника зазор между ним и кругом не превышал 3 мм. При этом площадка подручника должна располагаться на уроне горизонтальной оси не выше, чем на 10-15 мм.
Если зазор будет превышать указанное значение или подручник окажется ниже горизонтальной оси, его может вырвать и заклинить кругом.
Кроме того, нужно обратить внимание на отсутствие зазубрин и выбоин на вращающемся точильном элементе.
Категорически запрещается прикасаться в вращающемуся кругу, во избежание травмирования пальцев необходимо пользоваться кожаными напальчниками или строительными рукавицами из плотной ткани.
При проведении работ лезвие должно быть плотно прижато к подручнику, запрещено производить заточку, держа его на весу. В процессе корректировки режущей кромки нельзя подводить инструмент к кругу быстро.
Прижимать его следует постепенно, передвигая по поверхности подручника. При такой работе круг будет стачиваться равномерно, и его можно будет использовать повторно.
Если же резко подавать круг к затачиваемому инструменту, то он будет вырабатываться неравномерно и быстро придет в негодность.

Заточка фрезы
При работе с фрезой из закаленной стали необходимо как можно чаще прерывать натачивание, так как от чрезмерного прижатия к вращающейся поверхности лезвие может нагреться и потерять изначальную твердость.
Читайте также: виды, особенности и самостоятельная сборка фрез для мотоблока.
При установке инструмента его следует надежно закрепить в тисках или заточном приспособлении. Если фреза будет плохо зафиксирована, то ее может вырвать, что повлечет за собой повреждение круга.
При точильных работах запрещено наклоняться к инструменту для наблюдения процесса. Сам момент прикосновения круга к лезвию можно определить по появившейся искре.
Определять степень заточки можно после того, как инструмент будет отодвинут на безопасное расстояние.
Если в процессе работы станок нок начинает вибрировать, его необходимо сразу же выключить и произвести проверку подвижных соединений. Следуя этим несложным правилам безопасности можно выполнить все необходимые манипуляции быстро и эффективно.
data-full-width-responsive=”true”
data-ad-client=”ca-pub-8514915293567855″data-ad-slot=”8040443333″>
ostanke.ru
Заточка фрез по металлу: концевых, червячных
Методика выполнения заточки концевых фрез по металлу
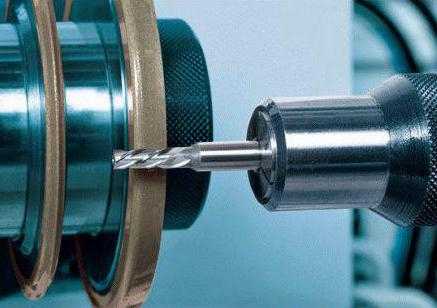
Фреза – инструмент, используемый для обработки различных изделий. Применяются фрезы различного типа, которые позволяют производить изменение внешних и внутренних поверхностей с необходимой точностью. Для достижения высокой производительности фреза должна иметь высокую кондицию – быть остро заточенной. Заточка концевых фрез для работы с металлами, древесиной, пластмассой, стеклом производится с использованием специальных станков и оснастки.
 Рис. 1 Заточка инструмента с применением наждачного тарельчатого круга.
Рис. 1 Заточка инструмента с применением наждачного тарельчатого круга.Заточка инструмента
Заточка производится для восстановления режущей способности, с проведением операций выполняемых поконтурно и раздельно.
Фрезы, поступившие на заточку, обычно предварительно шлифуют по цилиндрической поверхности с применением кругло-шлифовального станка для устранения повреждений с дальнейшей заточкой задней или передней части зубьев.
Концевые фрезы, имеющие остроконечную форму зубьев, затачивают по задней поверхности специальным кругом тарельчатой или чашечной формы. Для этого производят установку круга по отношению к оси под углом 89°, что позволяет достичь требуемого контакта между соприкасающимися поверхностями.
При выполнении заточки задних поверхностей концевых фрез применяют 2 основных метода:
- полиэлементный;
- контурный.
При использовании полиэлементного метода режущие кромки затачиваются отдельно. Сначала производится заточка главных поверхностей всех зубьев, затем вспомогательных и переходных.
При контурном методе – заточка, производится последовательно каждого зуба за одну операцию. Применяется также однооборотный метод заточки, когда режущие кромки обрабатываются за одну операцию. Все зубья затачиваются за один оборот, припуск удаляется с помощью операции шлифования.
Типы используемого инструмента
На промышленных предприятиях применяются различные типы инструмента:
- Цилиндрические – для обработки заготовок с использованием станков оснащенных горизонтальным шпинделем.
- Торцевые – для фрезерной обработки заготовок на станках с вертикальным шпинделем.
- Концевые – для проходки уступов, выемок, контуров (криволинейных). Используются на установках при вертикально-фрезерной обработке.
- Дисковые – для проходки пазов, канавок на горизонтальных станках.
- Шпоночные – для проходки канавок на станках с вертикальным шпинделем.
- Угловые – для фрезеровки плоскостей (наклонных), канавок, скосов.
- Фасонные – при обработке фасонных поверхностей.

Рис. 2 Набор червячных фрез.
Для обработки заготовок используется оснастка, которая предназначена для работ:
- по металлу;
- по дереву.
Фрезы с соответствующей оснасткой выпускают обычно в качестве наборов с посадочными размерами крепежной части разного диаметра. Для того чтобы фреза использовалась длительный период она должна быть всегда наточена, а при проведении рабочей операции необходим температурный режим, не допускающий перегрев, который снижает их прочностные характеристики.
Использование оборудования для заточки червячных фрез
При обработке заготовок наиболее часто используются червячные фрезы.
Рис. 3 Процесс заточки червячный фрезы на универсальном станке.
Характеристики червячных фрез строго регламентированы ГОСТ 9324-60 и производятся:
- цельными;
- сборными (сварные, вставные).
Сборные червячные фрезы (для модулей с 10 до 16) применяются со вставными гребенками, которые выполняются из быстрорежущей литой стали или кованными.
Червячные фрезы (для модулей с 18 по 30) изготавливаются путем сварки, и посадки зубьев из углеродистой стали на основание.
При использовании червячных фрез для нарезания цилиндрических зубчатых колес рабочие части зуба изнашиваются неравномерно.
Для повышения срока использования червячных фрез предлагается метод высотной коррекции за счет изменения формы пространственной кривой характеризующей рабочий процесс. Применяется также метод осевых смещений инструмента, который повышает скорость проведения операций с увеличением срока использования червячных фрез.
Процесс заточки затылованных червячных фрез выполняется по передней части, а острозаточенных по задней поверхности зуба. После окончания процесса заточки производятся замеры:
- профиля поверхности передней;
- шага окружного;
- соответствия канавок стружечных.
Виды оснастки применяемой для фиксации инструмента
Оснастка, используемая для крепления инструмента, делится на 2 типа:
- насадочную;
- концевую.
Концевая оснастка крепится с помощью цанги и патрона, а насадочная используется путем установки на шпиндель с применением специальной оправки.
Для крепления инструмента производят оправки 2-х видов:
- центровые;
- концевые.
Центровые оправки производят с коническим хвостовиком, который имеет размеры соответствующие отверстию в шпинделе, и производят 2-х типов 7:24 и конус Морзе.
Допускается при использовании данного типа оправок устанавливать несколько режущих инструментов с фиксацией специальными кольцами.
При применении цилиндрической концевой фрезы необходим патрон с цангой. Обычно в оснастку входит 7-11 цанг позволяющих подобрать необходимый размер для надежной фиксации.

Цанговый патрон с цангами
Оснастка для фиксации заготовки
Для проведения процесса фрезеровки необходимо фиксировать заготовку для чего используются:
- поворотные столы;
- тиски;
- зажимы.
Столы поворотные круглые используются для проведения операций фрезерования заготовок имеющих криволинейную поверхность.
Данный тип столов имеет широкий диапазон смещений:
- вращение;
- изменение угла наклона плоскости стола;
- возможности обработки изделий в вертикальном положении.
Зажимы или прихваты позволяют фиксировать изделия с помощью специальных элементов, которые в свою очередь крепится к столу с помощью болтов и гаек. Для фиксации небольших по размеру заготовок используются тиски простые и с поворотным механизмом.
Использование дополнительных приспособлений
Для фиксации деталей имеющих цилиндрическую форму используют трехкулачковый патрон и специальные центры, которые с помощью хомутиков и люнетов осуществляют фиксацию, а также использования делительных головок. Данные приспособления применяются для обработки деталей под заданным углом при вращении.
Делительная головка состоит из элементов:
- корпуса;
- колодки поворотной;
- шпинделя.
На шпиндель крепится трехкулачковый патрон, предназначенный для фиксации заготовки другой конец, которой упирается в бабку. Колодка может вращаться с фиксацией под требуемым углом. При обработке длинной заготовки для фиксации используются люнеты.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Эксплуатация и заточка фрез
Операции по заточке фрез поддерживают технико-физические характеристики деталей, продлевая тем самым их рабочий ресурс. Существует множество подходов к выполнению подобных мероприятий, выбор среди которых определяется характером эксплуатации и конструкцией элемента. Интенсивность износа фрезы во многом зависит от ее конструкции, исходя из которой мастер подбирает и режимы техобслуживания.
Например, подбор метода переточки быстрорежущих деталей ориентируется на изнашивание передней поверхности. С другой стороны, заточка фрез по задней поверхности больше подходит для фасонных элементов. Поэтому важно учитывать как можно больше эксплуатационных факторов, которые позволят сделать верный выбор техники обработки.

Разновидности фрез
Такие элементы широко используются в обработке деталей на копировальных, калевочно-шипорезных, фрезерных и других станках. Как правило, это деревообрабатывающее оборудование, хотя встречаются и детали для работы с металлическими заготовками. Различаются фрезы по размерам, форме и назначению.
В целом выделяется две категории элементов – концевые и насадные. Первые отличаются наличием хвостовика, который фиксируется в специальной нише шпинделя. Изделия второй группы имеют центральное отверстие, которое позволяет их насаживать на рабочий шпиндель и надежно фиксировать. Соответственно, такая заточка фрез отличается более высоким уровнем качества, не говоря об удобстве в обращении с деталями для оператора. Насадные элементы могут быть составными, цельными и сборными.
Особенностью этой группы является возможность формирования режущего инструмента из нескольких фрезерных частей. Также стоит отметить категорию концевых фрез, которые могут быть сборными и цельными. Разделяются элементы и по качеству выполнения затылованной обработки. Так, заточка фрез с затылованными поверхностями производится по передней грани с целью сохранения базовых угловых показателей.
Техническое обслуживание фрез
Несмотря на применение в изготовлении фрез высокопрочных сплавов, длительное время эксплуатации приводит к стиранию, а также деформации граней. Со временем изношенные элементы утилизируются, но до истечения рабочего ресурса мастер может восстановить характеристики детали при помощи мероприятий технического обслуживания. Важно учитывать, что заточка фрез позволяет не только наделять их прежней геометрией, обеспечивающей качественную работу. Данная процедура также повышает стойкость элемента, снижая расход инструмента. Но это не значит, что любая фреза может быть восстановлена таким образом.
Технологи не рекомендуют доводить инструмент до состояния полного износа. Производители фрез указывают в маркировках технико-эксплуатационные значения, которые являются предельными для конкретного элемента, и после их преодоления режущие кромки не поддаются реставрации.

Для выполнения заточки применяются специальные фрезерные станки, оснащенные шпинделями с частотой вращения в среднем до 24 000 об./мин. Перед началом работы на них мастер производит балансировку фрез. Она может осуществляться двумя способами – динамическим и статическим. В первом случае процедура выполняется на специальном станке, который обеспечивает не только уравновешивание силы, но и момента, действующего на фрезу в процессе вращения. Такая техника особенно актуальна для случаев, когда выполняется заточка фрезы по металлу.
Станки для балансировки по статической методике предполагает только уравновешивание силы, воздействующей на фрезу. Элемент закрепляется в оправе, после чего производится его балансировка через устройство, состоящее из двух горизонтальных ножей-направляющих. Непосредственно заточка выполняется на специальном высокоточном оборудовании.
Станки выпускаются в разных конфигурациях, предполагающих как ручное, так и автоматическое управление. Общим для всех агрегатов этого типа является наличие линейных подшипников на направляющих рабочей поверхности. Это конструкционное решение позволяет добиваться высокой точности перемещения элемента, как правило, с погрешностью 0,005 мм.
Требования к оборудованию
Чтобы обеспечить качественную заточку фрез, следует не просто использовать подходящее для этой задачи оборудование, но и правильно его подготовить. В первую очередь шпиндели оборудования должны иметь достаточную вибростойкость, беспрепятственно вращаться и располагать минимальными показателями биения. Далее подающий механизм должен стабильно работать во всех предусмотренных конструкцией направлениях без задержек и с минимальными зазорами. Большое значение имеют настройки угла подъема – в этом параметре также должна быть высокая точность. Например, заточка червячной фрезы, которая выполняется на автоматических станках, предполагает установку и определенного угла подъема, и шага винтовой канавки. Если же используются заточные круги, то важно обеспечить надежную посадку сменных шайб и шпинделей, за счет которых производится точная посадка рабочего элемента.

Обработка концевых фрез
Выполнение обработки концевых элементов чаще всего производится вручную на универсально-заточном оборудовании. Обычно по такой технике выполняется обновление рабочих характеристик инструмента с винтовым зубом. Во многом заточка концевых фрез напоминает аналогичное обновление цилиндрических фрез посредством чашечного круга. Это относится к операциям, которые предполагают установку концевой фрезы в центр посадочного места. Также подобная заточка выполняется на полуавтоматических моделях. В данном случае могут обслуживаться концевые фрезы диаметром от 14 до 50 мм. При этом обработка подходит и для задней, и для передней поверхности.
Заточка торцевых фрез
Фрезы, выполненные из быстрорежущей стали, а также некоторые элементы, снабженные твердосплавными пластинками, затачивают в собранном виде. Основная задняя поверхность торцовой фрезы затачивается шлифовальным чашечным кругом. Перед выполнением этой же операции на плоскости вспомогательной задней стороны элемент сначала устанавливается таким образом, чтобы его режущая кромка встала в горизонтальную позицию. После этого ось фрезы поворачивается по горизонтали и вместе с этим наклоняется в вертикальной плоскости. В отличие от схемы, по которой выполняется заточка концевых фрез, в данном случае смена положения заготовки производится несколько раз. Работа с передней поверхностью зуба может осуществляться торцевой частью шлифовального тарельчатого круга или же дисковым кругом с периферийной стороны.
Работа с дисковыми фрезами
По задней основной поверхности обработка дисковых элементов осуществляется чашечным кругом. Вспомогательная задняя поверхность выполняется по аналогии с торцевыми фрезами, то есть путем обращения по горизонтали режущих кромок. При этом отмечаются особенности обработки торцевых зубьев такого инструмента. В данном случае заточка дисковых фрез выполняется по передней поверхности таким образом, чтобы обрабатываемые зубцы направлялись кверху. Сама же фреза в этот момент должна занимать вертикальную позицию. Угол наклона оси элемента по вертикали должен соответствовать положению основной режущей кромки.
Особенности заточки фрез по дереву
Концевые фасонные детали затачиваются без специальных приспособлений, как правило, с помощью тонкого алмазного бруска. Данный элемент или ложится на край рабочего стола, или, если фреза имеет глубокую выемку, фиксируется дополнительным инструментом. Ввод фрезы производится по закрепленному бруску. В ходе обработки брусок периодически смачивается водой. Когда процедура завершается, мастер тщательно моет и сушит изделие. По мере стачивания передних поверхностей кромка становится острее, но зато уменьшится диаметр инструмента. Если фреза имеет направляющий подшипник, его в первую очередь необходимо снять, а затем продолжить операцию. Дело в том, что заточка фрезы по дереву вместе с загубленным подшипником может привести к порче элемента. Также необходимо очистить инструмент от остатков древесных смол при помощи специального растворителя.
Особенности заточки фрез по металлу

Такие элементы менее распространены и в то же время требуют меньше усилий в процессе подготовки. Обработка производится с помощью шлифовальных кругов подходящей зернистости. Материалы при этом могут быть разными, в частности, распространено использование алмазных кругов, а также деталей, выполненных из обычного или белого электрокорунда. Если планируется заточка концевых фрез по металлу, произведенных из инструментальной стали, то рекомендуется выбирать именно электрокорундовые диски. Для изделий с более высокими характеристиками желательно использовать эльборовые круги. Самые же производительные и эффективные детали для заточки выполняются из карбида кремния. Их используют для обслуживания резцов, изготовленных из твердых сплавов. Перед работой абразив охлаждается, так как высокие температурные нагрузки в процессе операции могут негативно сказаться на структуре круга.
Обработка затылованных фрез
Затылованные элементы используют в тех случаях, когда требуется повысить устойчивость режущей детали и сократить шероховатость поверхности. Зубцы затылованной фрезы обрабатываются по передней поверхности таким образом, что после переточки в радиальном сечении профиль функциональной кромки сохраняет свои изначальные параметры до полноценной эксплуатации детали. Заточка таких фрез также выполняется с соблюдением строго установленного переднего угла. В случае обработки острозаточенных элементов необходимо соблюдать постоянный угол заострения.
Доводка фрез

В сущности, это операция, предназначенная для коррекции результата, полученного в процессе основной заточки. Как правило, доводка выполняется с целью обеспечения оптимальных показателей шероховатости или в тех случаях, когда нужно скорректировать угол заточки фрезы с рабочими гранями. Довольно распространены техники абразивной и алмазной доводки. В первом случае предполагается использование мелкозернистых кругов из карбида кремния, а во втором – алмазных дисков на бакелитовой связке. Обе техники позволяют справляться, кроме прочего, с твердосплавным инструментом.
Контроль качества заточки
В процессе проверки мастер оценивает геометрические показатели режущих поверхностей на предмет соответствия техническим требованиям. В частности, определяется биение фрезы, а также степень шероховатости доведенных или заточенных плоскостей. В контроле параметров прямо на рабочем месте могут использоваться вспомогательные приборы. Например, если выполнялась заточка концевой фрезы по древесному материалу, то специалист может измерить углы по рабочим граням. Для этого используется угломер, у которого шкала представлена в форме дуги. Специальные измерительные инструменты применяются и для оценки других параметров, опять же, большинство из них ориентировано на проверку геометрических данных фрезы.
Заключение

Потребность в механической обработке режущего инструмента сохраняется даже в век высоких технологий. Единственное изменение в этом отношении произошло с системами управления фрезеровочным оборудованием. Появились автоматические устройства, позволяющие оптимизировать процесс обращения с заготовками. Однако заточка сверл, фрез, бит и других обрабатывающих металлических элементов по-прежнему выполняется с помощью абразивов. Конечно, есть и альтернативные технологии, позволяющие восстанавливать геометрию деталей, но о широком их распространении пока говорить не приходится. Это касается лазерных технологий, гидродинамических станков, а также установок, оказывающих термическое воздействие. На данном этапе их развития по экономическим соображениям многие предприятия все же отдают предпочтение традиционным методам заточки.
fb.ru
Заточка концевых фрез: элементы, которые понадобятся (видео)
На сегодня производится достаточно большое количество фрез различных типоразмеров. Их можно классифицировать по функциональным и конструктивным качествам.
Станок для заточки концевых фрез.
Заточка концевых фрез выполняется с помощью использования специальных устройств для подобных инструментов. В некоторых случаях заточка может быть произведена вручную.
Фрезы имеют сравнительно большую протяженность и неровность зубчиков для резки. В процессе заточки понадобится позаботиться о движении основания круга по кромке. В данном случае нужно будет заточить фасонные фрезы, которые имеют затылованный угол. Следует знать, что произвести заточку достаточно сложно. Чтобы сберечь профиль конструкции и облегчить процесс заточки, затылованные зубчики надо будет затачивать исключительно по переднему основанию. Острые зубчики, которые имеют ровную или кривую форму, надо затачивать исключительно по заднему основанию. Прорезные и отрезные фрезы можно затачивать по переднему и заднему основаниям зубчиков.
Геометрия зубчиков фрез
Геометрия зубьев фрезы: а — острозаточенный зуб, б — затылованный зуб.
Чтобы произвести заточку правильно, понадобится знать геометрию зубчиков фрезы. По конструкции зубчиков различаются фрезы с затылованными и острыми зубцами. У последних часть заднего основания, которая прилегает к кромке для резки, являет собой плоскость. Зубцы с острыми концами в большинстве случаев затачиваются по заднему основанию, но можно произвести их заточку и по переднему основанию зубца.
У затылованных зубцов, которые идут в комплекте с торцевыми фрезами, заднее основание выполнено по спирали Архимеда. Технологически обработать фасонное основание достаточно трудно, потому затачивать фрезы с затылованными зубчиками можно исключительно по переднему основанию.
Независимо от количества зубцов в фрезе каждый из них может быть рассмотрен как отдельный зубчик, который характеризуется типичными параметрами для зубца — углами передней и задней части, размерами площадки для заточки, а также углом наклона зубцов.
Площадка для заточки являет собой элемент заднего основания зубчика, который подвергается шлифовке в процессе затачивания по заднему основанию. По данному основанию будет происходить максимальный износ зубцов. Его размер влияет на величину силы трения между инструментом и обрабатываемой заготовкой, потому основание нужно поддерживать в конкретном диапазоне.
Схема заточки сборных фрез на универсально-заточном станке.
Основной передний угол — угол между касательной к переднему основанию и основанию оси. Его можно измерить в плоскости, которая будет проходить через заданную точку перпендикулярно к основной кромке для резки.
Основной задний угол — угол между касательной к заднему основанию в заданной точке основной кромки для резки и касательной к плоскости вращения этой точки. Этот угол способствует уменьшению трения между инструментом и обрабатываемой заготовкой.
С помощью вспомогательного заднего угла можно охарактеризовать большой просвет между фрезеруемым основанием и телом зубчика. Затачивать инструмент по дополнительному углу нужно при конкретной величине повреждения инструмента и увеличении площадки для заточки. Цель данного действия заключается в уменьшении трения между зубчиком и фрезеруемой заготовкой. Следует знать, что не все инструменты подобного типа имеют данный угол.
Вернуться к оглавлению
Как заточить концевые фрезы для обработки дерева?
Заточка концевых фрез по дереву.
По форме зубчики могут быть прямыми или винтовыми. Наклон зубцов инструмента можно охарактеризовать как угол между развернутой кромкой винтового типа и осевой частью инструмента.
Значения углов зубцов будут зависеть от типа инструмента, марки сплава и стали, из которых он изготавливается, а также разновидности материала, для фрезеровки которого предназначается инструмент.
Во время фрезеровки вязких материалов основной передний угол нужно выбирать в промежутке 15-20° и более. У инструментов из твердых металлов для фрезеровки сталей угол будет 0° или -5°. Задний угол варьируется в широком диапазоне.
Элементы, которые понадобятся:
- Алмазный брус.
- Стол.
- Вода или раствор с мылом.
- Растворитель.
- Абразивная бумага.
- Планка из твердых пород дерева или стальная полоса.
- Абразивный круг.
Затачивать фасонные концевые фрезы возможно без специальных устройств для заточки, по переднему основанию, алмазным брусом небольшой толщины. Брус нужно установить на крайнюю часть стола. Если у инструмента имеется большая выемка, то инструмент нужно закрепить вдоль стола.
Таблица термостойкости различных материалов, °C.
При заточке брус надо будет смочить чистой водой или раствором с мылом. После заточки инструмент понадобится вымыть и высушить.
В процессе затачивания переднего основания кромка будет становиться острее, но диаметр инструмента уменьшится несильно.
Если на инструменте установлен подшипник, то его первым делом надо демонтировать, после чего производить заточку. Попытка сэкономить время в данном случае может закончиться поврежденным подшипником и неработающей фрезой.
Обязательно нужно очищать фрезу от излишков смолы из деревьев. Для этого лучше всего использовать растворитель.
Вернуться к оглавлению
Советы, которые нужно знать
В процессе затачивания инструментов надо будет использовать брусья разной зернистости. Зернистость будет зависеть от толщины удаляемого слоя материала и нужной чистоты основания. Перед заточкой надо будет удостовериться в том, что брус имеет подходящую форму.
Чтобы сохранить симметрию, в процессе заточки каждого резца надо будет попытаться сделать идентичное количество движений, нажим при этом тоже должен быть одинаковым.
Рисунок 1. Формы кругов для шлифования.
Если зубчики фрезы изготавливаются из относительно мягкого материала, вместо бруса можно использовать абразивную бумагу, которая приклеивается на ровное основание. В качестве основания можно использовать планку из твердых пород дерева или стальную полосу.
Концевые фрезы для фрезеровки дерева затачиваются на специальном устройстве с малой скоростью вращения круга. В данном случае понадобится использовать подходящий абразивный круг.
Вернуться к оглавлению
Круги для заточки
Заточку модульных фрез можно производить кругами из белого или обыкновенного электрокорунда, алмазными и другими. К примеру, с помощью использования электрокорундовых кругов можно качественно выполнить заточку фрез для работы с металлом и деревом, которые изготавливаются из инструментальной или другой стали стандартной производительности. Эльборовыми кругами есть возможность затачивать конструкции из стали высокой производительности. Круги из карбида кремния и алмазные применяются для заточки резцов из твердых металлов.
Перед применением абразивных кругов рекомендуется произвести их охлаждение. Одним из значительных изъянов алмазного круга является относительно низкая устойчивость к высоким температурам. При температуре порядка 900°С алмаз сгорит.
За счет повышения температуры твердость подобного приспособления снижается. Температура 1000°С может понизить твердость практически в 2 раза. При температуре 1300°С подобный показатель снизится примерно в 6 раз.
Рисунок 2. Заточка торцевой фрезы: а — главной режущей кромки, б — вспомогательной режущей кромки, в — схема установки фрезы для заточки зубьев вспомогательной режущей кромки.
Использование воды для снижения температуры в большинстве случаев приводит к появлению ржавчины на заготовках и углах станка. Чтобы устранить коррозию, к воде нужно добавить мыло и некоторые электролиты, которые смогут сформировать пленки для защиты. При шлифовании практически всегда используют раствор с мылом или содой. Если производится чистовое шлифование, то следует использовать низкоконцентрированную эмульсию.
Чтобы увеличить качество шлифования абразивным кругом и уменьшить значительные повреждения, рекомендуется выбрать максимальную зернистость, которая способна обеспечить необходимый класс чистоты основания используемой фрезы.
Окружная скорость круга во время заточки зубцов из твердых металлов должна составлять примерно 15-18 м/с. К примеру, в процессе применения круга диаметром 12,5 см скорость вращения двигателя должна быть приблизительно 1600-2700 об/мин. Если надо произвести заточку более ломких материалов, действия нужно выполнять на меньшей скорости. В процессе использования инструментов из твердых металлов применение жесткого режима приводит к появлению высоких напряжений и трещинок, а в некоторых случаях и к повреждению кромок для резки. Износ круга в таком случае повысится.
Форма круга для заточки заднего угла зубцов на основании цилиндрической формы должна быть чашечной или тарельчатой. Для заточки переднего угла нужно использовать круг тарельчатой или плоской формы.
Существующие формы кругов для шлифования можно увидеть на (рис. 1).
Вернуться к оглавлению
Заточка боковых и торцевых зубцов
Подобное устройство должно обеспечить все необходимые движения фрезы, которая затачивается.
Боковые зубцы затачиваются следующим образом:
Заточка концевой фрезы: а — главной режущей кромки, б — вспомогательной режущей кромки.
- Фрезу понадобится установить в цангу.
- Иглу надо установить таким образом, чтобы она располагалась в самой высокой позиции. Ее конец должен соприкасаться с внешним краем борозды концевой фрезы.
- Инструмент должен быть установлен таким образом, чтобы игла находилась возле хвоста, упираясь в борозду зубца.
- При помощи рычага бокового сдвига надо передвинуть круг для шлифования в положение, при котором его внешняя кромка совпадет с иглой.
- Далее надо будет включить двигатель.
- С помощью рычага для подачи нужно на малой скорости подвести круг к фрезе, пока не начнут появляться искры.
- При помощи шкалы нужно определить толщину удаляемого металла.
- Затачивание зубца на всю длину выполняется за счет втягивания шпинделя с инструментом до тех пор, пока инструмент не сойдет с иголки. В данном случае надо будет следить за тем, чтобы инструмент непрерывно контактировал с иглой. Так можно обеспечить прокрутку фрезы, используемую для того, чтобы установленная деталь контактировала с кругом в одной и той же позиции.
- Чтобы обеспечить чистоту фрезеровки, проход фрезы нужно повторить еще один раз.
- Аналогичные действия нужно повторить для всех затачиваемых зубчиков.
Чтобы заточка зубцов была равномерной, не нужно изменять толщину удаляемого металла, определенную при помощи рычага прямой подачи в самом начале произведения работ.
Торцевые зубцы можно заточить следующим образом (рис. 2):
- Концевая фреза должна быть установлена таким образом, чтобы зубец разместился строго горизонтально. Горизонтальности можно добиться при помощи использования угольника.
- Заточка зубца выполняется за счет передвижения кромки круга вдоль кромки зубчика. Величину угла заточки можно регулировать сдвигом круга по вертикали или наклоном шпинделя с инструментом.
В конце фрезу нужно проверить на наличие сколов, трещинок и других дефектов. Также надо проверить шероховатость основания.
Заточка концевых фрез является несложным процессом, важно лишь знать все нюансы и иметь необходимые для работы инструменты.
moiinstrumenty.ru
Заточка фрез по металлу и дереву своими руками
В современном многообразии услуг, представленных на рынке строительных материалов, легко отыскать помощь в затачивании фрез.

Фреза по дереву
Но не стоит спешить, данную работу можно выполнить самому. Это характерно не только для работ по заточке фрез, но и для других видов работ.
Как заточить фрезу
В станке для заточки фрез стандартной комплектации имеются два зажимных патрона разной конфигурации. Один из них для трех перовых фрез, а второй для двух и четырех перовых фрез. Ошибиться в данном случае сложно, так как при не верном установлении количества перьев фрезы, вставить фрезу в патрон не представиться возможным.

Фреза по металу
Определившись с выбором патрона можно переходить к непосредственным этапам заточки фрез:
- заточка по ленточке;
- заточка по торцу.
Заточка по ленточке
Необходимо воспользоваться одним из соответствующих гнезд стакана. Из стандартного набора цанг выбираем соответствующую по размеру цангу (8 мм, 10 мм, 12 мм).

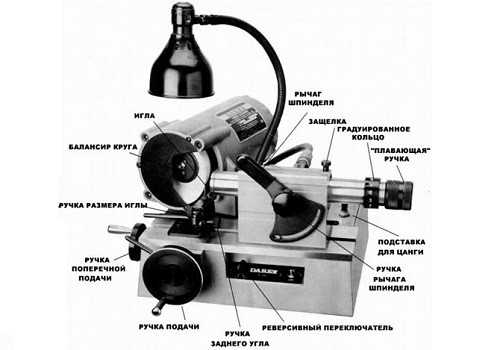
Станок по заточке фрез
Заводим цангу в патрон и фиксируем зажимной гайкой. Эта процедура делается без каких-либо усилий, зажимная гайка свободно вращается и затягивать ее не надо.
- В гнезде стакана выставляем длину затачиваемой ленточки. Как правило — это расстояние регулируется выкручиванием винтов, расположенных в гнезде стакана. Путем перемещения нижней части гнезда вверх или вниз, выбираем длину, после чего обратно фиксируем винты.
- Устанавливаем фрезу в патрон через верхнее отверстие, при этом заранее установив диаметр фрезы и угол заточки на регулировочном винте. Подготовленный патрон закрепляем в стакане, при этом правильным образом устанавливаем линии фрезы по отношению к затачиваемому элементу. То есть своими канавками фреза должна цепляться за штифт.
- Затем включаем станок и регулятором подачи подводим фрезу к точильному кругу до начала звука соприкосновения и производим заточку ленточки фрезы со всех сторон. Съем металла с затачиваемой фрезы можно уменьшать и увеличивать используя установленные на станке регуляторы. Данная регулировка необходима при смене диаметра фрезы и исправлении имеющихся неровностей на обрабатываемой фрезе.

Заточка торцев
Заточка фрезы по торцу
Для заточки фрезы по торцу необходимо воспользоваться вторым гнездом для патрона, расположенного на станке.

Заточка фрезы
При этом нужно проделать описываемые ранее действия по установке диаметра и длины.
- В зависимости от жесткости обрабатываемого металла выставляются настройки на гнезде. Чем тверже металл, тем поворот кольца гнезда больше в сторону знака “+”.
- Далее включаем станок, вставляем подготовленный патрон с фрезой в гнездо и обрабатываем деталь до прекращения характерного шума. Обрабатывается каждая канавка фрезы.
- В дополнительном гнезде станка осуществляется заточка фрезы с торца, для чего проделываются вышеописанные действия.
- Последняя операция – обработка задней стенки фрезы, которая производится путем вставления патрона с фрезой в соответствующее гнездо станка.
- Таким образом, осуществлена заточка фрезы с соблюдением всех требующихся геометрических особенностей по отдельности и по отношении друг к другу. Соблюдена равномерность заточки по всем сторонам.
Заточка фрез своими руками
Данную процедуру можно выполнить самому и использовать при этом подручные средства.

Такая возможность сэкономит деньги, и в случае многократного использования сохранит драгоценное время.
- Сначала очищаем фрезу от нагара, для чего используем специальную жидкость, наподобие тех, что применяются для чистки двигателей автомобилей. Надо залить фрезу и подождать примерно три минуты, после чего очистить фрезу со всех сторон щеткой.
- Далее берем алмазный брусок и начинаем точить фрезу по передней кромке (движение канала фрезы по алмазному бруску).
- Брусок смачивается обычной водой. После заточки необходимо обтереть фрезу тряпочкой.

Качество ручной заточки значительно отличается от заточки с использованием специального станка, но в ручном варианте экономится время.
Такой вариант заточки рекомендуется применять в случаях, когда фреза еще не сильно затупилась или как профилактическая заточка, направленная на улучшения качества обрабатываемых изделий.
metall.trubygid.ru
Как заточить фрезу по дереву
Такая операция, как заточка фрезы по дереву, не так уж и проста. Этот процесс требует определенных знаний и умений.
Приобрести фрезы по дереву в Киеве и в других городах сейчас не представляет большой проблемы. Но рано или поздно самая качественная из них затупится, и тогда придется ее затачивать. Как это правильно сделать?

Фреза по дереву: основные правила заточки
Зубчики изделия могут быть абсолютно разными. Наклон этих элементов может быть разным и характеризуется основной частью кромки. Параметры определения подходящих зубцов зависят от инструмента, а также от особенностей выбранного вами изделия.
Процесс заточки фрезы может обходиться и без специального дорогостоящего оборудования, так как можно использовать алмазные бруски малой толщины. При этом нужно пользоваться обычной водой или жидкостью с мыльным раствором. Когда процесс заточки подойдет к концу, стоит вымыть и высушить инструмент.
Сначала фрезу необходимо демонтировать. Главное, чтобы вы не забыли очистить ее от смол и древесины. С данными задачами способен справиться обычный растворитель.
Чтобы эффективно решить данные проблемы, вы должны делать выбор в пользу качественных материалов. Если вы этого не сделаете, то и работа не принесет желаемого результата.

Процесс заточки фрезы: основные правила
- вам нужно пользоваться брусками с различным уровнем зернистости. Этот параметр зависит от того материала, который вы собираетесь удалить;
- немаловажную роль играет чистота основания, определенная вами изначально. Перед тем, как производить процесс заточки, стоит убедиться в том, что брус будет нужной вам формы;
- симметрия сохраняется только в том случае, если вы попытаетесь в процессе заточки изделия создать конфигурацию, аналогичную движению резцов;
- если материал зубцов довольно мягкий, то замените брус абразивной бумагой, которая обеспечит идеально-ровное основание;
- концевые изделия затачивают на том устройстве, которое для этого предназначено. Круг вращается не слишком быстро, поэтому вам придется купить абразивное изделие.
Конечно, процесс заточки фрезы занимает немало времени. Однако данный ресурс окупится со временем, ведь вы будете выполнять свою работу с максимальным эффектом.
Это основные моменты, которые касаются данной сферы деятельности. Вы должны учесть все нюансы, чтобы добиться максимального результата, ведь все другие правила не обеспечат вам такого же эффекта.
Смотрите также:

Какая радиотехника появилась в 20 веке http://euroelectrica.ru/kakaya-radiotehnika-poyavilas-v-20-veke/.
Интересное по теме: Энергосервисный контракт – что это такое
Советы в статье “Монтаж систем сжатого воздуха” здесь.
Быстрая очистка и заточка фрез по дереву. Или как заточить концевую фрезу своими руками:
euroelectrica.ru
инженер поможет – Заточка фрез
С ее помощью добиваются необходимой геометрии зубьев. При последующей эксплуатации неизбежен износ зубцов фрезы, поэтому для улучшения ее работы необходимо периодически проводить её заточку и проверять состояние режущих частей.
Стойкость увеличивается, если заточка была выполнена верно. Как следствие, снижаются расходы на режущий инструмент. Желательно не допускать износ фрезы выше критерия затупления, так как это приводит к разрушению зубьев и чрезмерному износу инструмента.
Для заточки фрез используют специально-заточные и универсально-заточные станки (к примеру, ЗА64). Получить нужные величины углов режущих кромок инструмента можно, только правильно выбрав соответствующий шлифовальный круг и режим заточки. Как следствие, режущие свойства будут высокими, а обработанная поверхность – качественная. Фрезы из стали, содержащей кобальт и ванадий, в отличие от аналогичных из стали Р18, показывают в процессе заточки не очень хорошую шлифуемость и образование прижогов.
Винтовые и остроконечные зубья обычно обрабатывают на универсальном заточном станке. Зуб обрабатывается сзади дисковым или чашечным шлифовальным кругом. Чашечный круг, наклоненный под небольшим углом (1-2°) к оси фрезы, касается её лишь одной стороной. Это наклон способствует образованию заднего угла зуба, зафиксированного упором. Задняя поверхность зуба цилиндрической фрезы получится немного более вогнутая при затачивании шлифовальным кругом. Изменив диаметр диска, уменьшают возникающую погрешность заточки.
Чашечным шлифовальным кругом (торцевой плоскостью) обрабатывают стальные торцовые фрезы и с пластинами из твердых сплавов, не разбирая, по главной плоскости. Установив вспомогательную режущую грань горизонтально, затачивают вспомогательную заднюю поверхность. После этого фрезу размещают в соответствии с геометрией зубца. Краем диска или торцевой поверхностью тарельчатого шлифовального круга затачиваем переднюю поверхность зубьев, соблюдая необходимые геометрические параметры углов.
На универсальном заточном станке(например, В3125 для фрез d от 14 до 50 мм) мы сможем заточить винтовые зубцы по обеим сторонам. Главная и вспомогательная поверхности фиксируются и затачиваются торцом чашечного круга.
Основная поверхность зубьев дисковой фрезы затачивается чашечным шлифовальным диском аналогично процессу затачивания цилиндрической или концевой. Задняя вспомогательная – так же, как у торцевой.
Для заточки фрезу с простыми зубьями располагают вертикально, под наклоном – с разнонаправленными зубьями. Ось наклонена под углом главной кромки.
Одна передняя поверхность затачивается у фасонных фрез, имеющих затылованные зубья. Погрешность угла передней плоскости не должна превышать ±1°, в противном случае, фасонный профиль будет искажён.
Ровной частью чашечного диска можно заточить прямые канавки, а конической – винтовые. Для точной заточки применяют копир с таким же количеством зубьев. Не стоит затачивать затылованные зубья, имеющие износ задней плоскости больше, чем 0,5-0,75 мм, так как тогда нужно будет проводить заточку всего профиля.
Заточку вставных пластин фрез в сборе осуществляют, закрепив зуб в трёхповоротных тисках универсально-заточного станка или на точиле с подручником. Чтобы резец не треснул в тисках, между ними вставляют резиновую прокладку. Зубцы торцовой фрезы затачиваются за одну установку. При этом способе износ используемого шлифовального круга почти не влияет на точность. Для гладкости затачиваемой поверхности резца круг вращается по направлению от основания к режущей кромке. В промышленности зубцы торцовых фрез иногда обрабатывают, не проводя разбор на пластины. На станках для заточки инструмента из твёрдых сплавов затачивают также торцовые фрезы из композита алмазными дисками АСО 8—10 Б1 100%.

Доводка после заточки нужна для достижения гладкости поверхности режущих кромок не выше допустимых величин шероховатости. Процесс доводки нужен для устранения возможных прижогов, трещин или других погрешностей режущей пластины, появившихся во время заточки инструмента. Доводку фрезы проводят, в основном, посредством обработки алмазным или мелкозернистым карбидо-кремниевым абразивным кругом.
На промышленных станках доводят фрезы с резцами из минералокерамики или твёрдых сплавов. К примеру, на станке ЗВ-20 многогранные пластины обрабатывают в закрытых кассетах, защищающих от пыли; опорную плоскость доводят также в кассетах при помощи алмазного диска на плоскошлифовальном станке. Обработка алмазными кругами повысит стойкость инструмента из пластичного материала и с большим износом в 2-5 раз (в прямо-пропорциональной зависимости от скорости резания), если сравнивать с дисками из карбида кремния. Но она не целесообразна при работе со сталями из высокопрочных, титановых и твёрдых сплавов, особенно, при низких скоростях резания, а также с хрупким твердым металлом. В этих случаях она неэффективна, даже может снизить стойкость режущей плоскости инструмента из-за её крошения.
Для заточки и доводки фрез из твёрдых сплавов используют алмазные круги, например, следующих типов: AT, AIT, АЧК,АПВ, АПВД и другие. В результате получаем хорошее качество поверхности и повышение срока службы инструмента почти в два раза. Лучшим среди обычных абразивных кругов будет шлифовальный круг из композитных материалов.
После заточки обязательно проводят проверку геометрической правильности всех величин углов режущих кромок, гладкости поверхности и биение. Биение фрезы, закрепленной в приспособлении (в центровых бабках), контролируют индикатором во время её обработки. Для контроля внутреннее (посадочное) отверстие закрепляют на оправке вертикально или горизонтально. Биение рабочих частей фрезы с хвостовиком в виде конуса или цилиндра проверяют в специальном приборе или призме. Также контролируют биение торцевых зубьев, цилиндрической поверхности, опорного торца и кромок углов. Контроль качественной доводки и заточки проводят визуально с помощью увеличительных стёкол, лупы, микроскопа. Не допускаются зазубрины, выкрашивания, выбоины на режущих кромках. Трещины на зубцах из твердого сплава видно через лупу или при посыпании песком пластины, политой керосином.

И в конце совет специалистов: как заточить фрезу самостоятельно без станков и специальных приспособлений.
Снимаем с фрезы подшипник, очищаем растворителем загрязнения. На краю верстака или стола для работы расположим алмазный брусок, по которому будем водить передней плоскостью. Периодически меняем брусок на другие с разным зерном для повышения качества заточки. Если затачиваем фрезу для фрезерно-червячного станка, стараемся выдержать симметричность кромки, движения осуществляем с равномерным нажимом. Брусок время от времени немного смачиваем водой. По окончании работы просушиваем его ветошью или любой тканью. Можно использовать наждачную бумагу вместо бруска в зависимости от металла, из которого сделана фреза. Бумагу нужно приклеить или закрепить на поверхности (дереве, стали). Для заточки также можно применить точильный станок, вращая его с небольшой скоростью.
engcrafts.com