Заточной ленточный станок – Ленточные станки для заточки ножей
alexxlab | 14.02.2020 | 0 | Вопросы и ответы
Станок для заточки ленточных пил
Разделка и распиловка массивов древесины и рядовых пиломатериалов выполняется двумя типами станков – циркулярной дисковой пилой и ленточными бесконечными пилами. Технология разрезки с помощью тонкой ленточной пилы, сваренной в кольцо, дает меньше отходов, выше качество обрабатываемой поверхности, и признается наиболее прогрессивной технологией обработки древесины. Высокая скорость пореза и давление на режущую кромку ленты требуют периодически восстанавливать остроту полотна, используя заточной станок для ленточных пил. Сегодня, кроме плотных древесных массивов, лентой режут и отдельные марки сталей и сплавов.

Как затачивают ленточные пилы
Чтобы добиться высокой производительности, пильное полотно изготавливается из хром-ванадиевых сталей, обладающих высокой стойкостью к истиранию и твердостью поверхности. Дорогие модели ленточных пил делают в виде двух сваренных лент, разной ширины и разного металла.
Для широкой части используются пружинные марки стали, обладающие высокой стойкостью к переменным нагрузкам. Для тонкой полоски полотна используют сплавы, содержащие кобальт и вольфрам. Заточка ленточных пил по дереву такой конструкции требует использования специальных материалов. Для обычной пилы из стали 9ХФ применяются заточные круги на основе нитридов бора или титана. Кобальтовые или вольфрамовые сплавы приходится резать алмазными материалами.

Чтобы правильно подготовить режущую кромку ленточной пилы к работе на заточном оборудовании, потребуется:
- Выполнить разводку ленточного полотна, последовательно отгибая половину или 2/3 высоты каждого зубья в разные стороны от линии реза. Оптимальная величина отгиба 0,5-0,7 мм. Операцию выполняют с помощью специального приспособления до момента установки пилы на заточной станок;
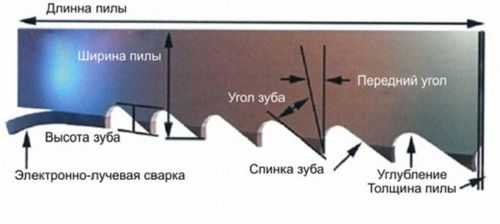
- Правильно настроить на заточном станке высоту и грань затачиваемого профиля. Инструкция по заточке ленточных пил требует обработки передней грани профиля зуба, но допускается также переточка пилы по задней грани. Ленточные пилы по металлу имеют наименьшую высоту и шаг профиля;
- Точно настроить движение заточного круга станка по профилю впадины зуба. В этом случае достигается полнопрофильная заточка. Если толщина полотна маленькая, заточное устройство для ленточных пил настраивают для обработки верхних режущих кромок профиля, чтобы избежать утончения основания зуба.
К сведению! Кроме того, потребуется правильно настроить положение заточного круга по переднему углу наклона зуба. Чем плотнее и тверже разрезаемый материал, тем меньше величина угла.
Параметры профиля и угла наклона задаются при производстве ленточной пилы, и на протяжении всего периода эксплуатации не меняются. При неправильной настройке наклона заточного камня станка оптимальный угол может быть искусственно увеличен. В результате пила, установленная на распиловочный станок, будет работать с перегрузкой и быстро выйдет из строя.
Состояние ленточной пилы и необходимость выполнения заточки зачастую определяют по усилию реза и визуально по режущей кромке профиля. Для режущих полотен маломощных станков можно даже не использовать станок для заточки ленточных пил, подправить кромку с помощью надфиля. Малая величина удаляемого металла практически не влияет на геометрию, но способна существенно повысить режущую способность полотна.

Заточные механизмы и станки для ленточной пилы
Полотно небольшой длины с малоразмерными зубами можно заточить надфилем или насадкой к граверному станку. Это тяжело и долго, но вполне возможно. Главная проблема ручного затачивания заключается в том, что каждый зуб имеет едва уловимое отклонение от оптимальных параметров. Установленная на распиловочный станок лента испытывает нерасчетные нагрузки и сильно нагревается.
Заточной электрический станок позволяет сделать кромки всех зубьев ленточной пилы более-менее одинаковыми. Необходимо только правильно настроить систему подачи полотна и величину захода заточного эльборового круга в профиль.
Конструктивно станки для заточки и восстановления кромок ленточных пил делятся на несколько категорий:
К сведению! Прежде чем пытаться заточить пилу вручную, дедовским способом, стоит помнить, что по статистике 80% поломок вызвано дефектами при заточке.
Первые модели заточных станков были практически полностью ручными. В отличие от современных моделей, подачу полотна, настройку углов и затачивание необходимо было выполнять встроенными приводами ленты и абразивного круга. Для работы на таком станке требовался очень серьезный опыт, и подготовка специалиста по заточке ленточной пилы занимала достаточно большой период времени.

С появлением автоматизированных станков человеческий фактор стал уменьшаться. Теперь было достаточно правильно отрегулировать движение кулачка подачи и угол заточки зуба. Все остальные операции выполнялись дублированием настроек.
Заточные центры позволили в разы увеличить качество и производительность работы. Самые сложные разнопрофильные пилы затачивались с максимальной точностью.
Устройство и работа заточного станка
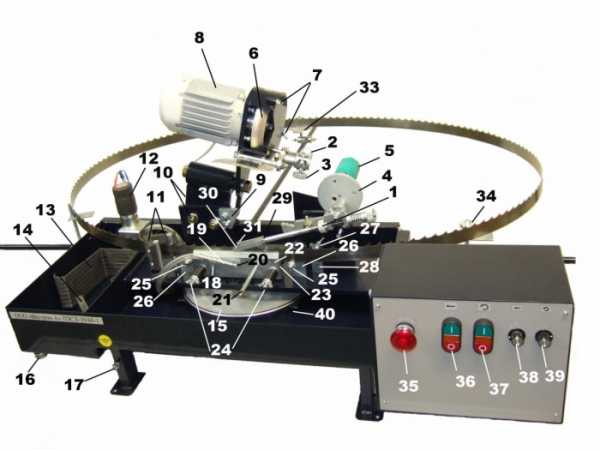
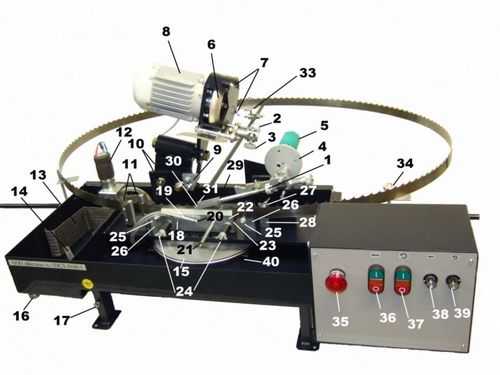
В качестве типичного представителя парка полуавтоматов для заточки пил можно привести станок ПСЗЛ.

Настройка параметров работы выполняется регулировочными винтами:
- Винтом 1 регулируется положение под абразивным инструментом и определяется глубина врезания по передней кромке;
- Точкой 2 настраивается глубина опускания диска, фиксатор позиции 3 используется для установки максимального предела для заглубления;
- Поворотным регулятором 4 определяется шаг зуба, с которым кулачок будет проталкивать ленту вдоль прижимных планок.
Чтобы станок мог определить точку, с которой началась заточка зубьев, на полотно с внутренней стороны устанавливается магнит.
В процессе выполнения обработки стального полотна материал охлаждается маслом. Жидкость стекает с поверхности ленточной пилы, собирается и перекачивается масляным насосом через фильтр и магнит. Первый задерживает немагнитные включения и абразивную пыль, второй – металлическую стружку.
Автомат ПЗСЛ 30/60 способен обрабатывать любой профиль зуба для наиболее распространенных размеров лент, длиной от 30 до 60 мм до 10 м. В качестве рабочих дисков применяются эльборовые и алмазные круги. Чтобы освоить работу на заточном станке, даже неопытному человеку потребуется практика в течение 1-2 часов, как на видео:
Наиболее удачные станочные заточные системы
Среди наиболее известных станочных автоматов можно отметить продукцию компании Wood-Mizer, специализирующуюся на изготовлении пилорам и распиловочных линий. Например, станок BMS500, оснащенный электрическим приводом в 500 Вт, способен в полностью автоматическом режиме затачивать полотно ленточной пилы любой сложности за 4-5 мин работы.

Кроме полных автоматов,фирма выпускает целую линейку полуавтоматических и ручных станков, позволяющих заточить зубья ленточной пилы с максимальной точностью и тем самым обеспечить увеличение ресурса на 30-50%.
Одним из лучших производителей станочного заточного оборудования для пил является компания Vollmer, специализирующаяся на выпуске точной программируемой механики.
Третью строчку в рейтинге производителей заточных систем можно отдать компании Lenker, специализирующейся на выпуске режущего инструмента для станков.
Заключение
Средний срок окупаемости наиболее простых моделей при 50% нагрузке составляет 4-5 месяцев эксплуатации. При ресурсе основных механических частей в 24-36 месяцев станок способен снизить затраты на покупку дорогостоящих ленточных пил для столярной мастерской примерно на 45-50%. Приведенные данные не учитывают расходов на эльборовые материалы.
Предыдущий пост
Как заработать в гараже
Следующий пост
Маты для теплого водяного пола
obrawa.ru
Заточной станок для ленточных пил
Разделка и распиловка массивов древесины и рядовых пиломатериалов выполняется двумя типами станков – циркулярной дисковой пилой и ленточными бесконечными пилами. Технология разрезки с помощью тонкой ленточной пилы, сваренной в кольцо, дает меньше отходов, выше качество обрабатываемой поверхности, и признается наиболее прогрессивной технологией обработки древесины. Высокая скорость пореза и давление на режущую кромку ленты требуют периодически восстанавливать остроту полотна, используя заточной станок для ленточных пил. Сегодня, кроме плотных древесных массивов, лентой режут и отдельные марки сталей и сплавов.

Как затачивают ленточные пилы
Чтобы добиться высокой производительности, пильное полотно изготавливается из хром-ванадиевых сталей, обладающих высокой стойкостью к истиранию и твердостью поверхности. Дорогие модели ленточных пил делают в виде двух сваренных лент, разной ширины и разного металла.
Для широкой части используются пружинные марки стали, обладающие высокой стойкостью к переменным нагрузкам. Для тонкой полоски полотна используют сплавы, содержащие кобальт и вольфрам. Заточка ленточных пил по дереву такой конструкции требует использования специальных материалов. Для обычной пилы из стали 9ХФ применяются заточные круги на основе нитридов бора или титана. Кобальтовые или вольфрамовые сплавы приходится резать алмазными материалами.
Чтобы правильно подготовить режущую кромку ленточной пилы к работе на заточном оборудовании, потребуется:
- Выполнить разводку ленточного полотна, последовательно отгибая половину или 2/3 высоты каждого зубья в разные стороны от линии реза. Оптимальная величина отгиба 0,5-0,7 мм. Операцию выполняют с помощью специального приспособления до момента установки пилы на заточной станок;
- Правильно настроить на заточном станке высоту и грань затачиваемого профиля. Инструкция по заточке ленточных пил требует обработки передней грани профиля зуба, но допускается также переточка пилы по задней грани. Ленточные пилы по металлу имеют наименьшую высоту и шаг профиля;
- Точно настроить движение заточного круга станка по профилю впадины зуба. В этом случае достигается полнопрофильная заточка. Если толщина полотна маленькая, заточное устройство для ленточных пил настраивают для обработки верхних режущих кромок профиля, чтобы избежать утончения основания зуба.
Параметры профиля и угла наклона задаются при производстве ленточной пилы, и на протяжении всего периода эксплуатации не меняются. При неправильной настройке наклона заточного камня станка оптимальный угол может быть искусственно увеличен. В результате пила, установленная на распиловочный станок, будет работать с перегрузкой и быстро выйдет из строя.
Состояние ленточной пилы и необходимость выполнения заточки зачастую определяют по усилию реза и визуально по режущей кромке профиля. Для режущих полотен маломощных станков можно даже не использовать станок для заточки ленточных пил, подправить кромку с помощью надфиля. Малая величина удаляемого металла практически не влияет на геометрию, но способна существенно повысить режущую способность полотна.

Заточные механизмы и станки для ленточной пилы
Полотно небольшой длины с малоразмерными зубами можно заточить надфилем или насадкой к граверному станку. Это тяжело и долго, но вполне возможно. Главная проблема ручного затачивания заключается в том, что каждый зуб имеет едва уловимое отклонение от оптимальных параметров. Установленная на распиловочный станок лента испытывает нерасчетные нагрузки и сильно нагревается.
Заточной электрический станок позволяет сделать кромки всех зубьев ленточной пилы более-менее одинаковыми. Необходимо только правильно настроить систему подачи полотна и величину захода заточного эльборового круга в профиль.
Конструктивно станки для заточки и восстановления кромок ленточных пил делятся на несколько категорий:
- Полуавтоматические с ручным приводом полотна и консоли абразивного инструмента;
- Станки с настраиваемым шагом перемещения и подачи пилы с автоматической заточкой профиля по регулируемым параметрам полотна. Помимо геометрии зуба, датчик станка отслеживает количество заточенных в ленте зубов и автоматически останавливается после выполнения полного цикла;
- Обрабатывающие центры с программируемой установкой необходимых параметров подачи и заточки. Такие конструкции используются для затачивания сложных и массивных лент с применением охлаждающих жидкостей и контролем рабочей температуры и качества обработки.
Первые модели заточных станков были практически полностью ручными. В отличие от современных моделей, подачу полотна, настройку углов и затачивание необходимо было выполнять встроенными приводами ленты и абразивного круга. Для работы на таком станке требовался очень серьезный опыт, и подготовка специалиста по заточке ленточной пилы занимала достаточно большой период времени.

С появлением автоматизированных станков человеческий фактор стал уменьшаться. Теперь было достаточно правильно отрегулировать движение кулачка подачи и угол заточки зуба. Все остальные операции выполнялись дублированием настроек.
Заточные центры позволили в разы увеличить качество и производительность работы. Самые сложные разнопрофильные пилы затачивались с максимальной точностью.
Устройство и работа заточного станка
В качестве типичного представителя парка полуавтоматов для заточки пил можно привести станок ПСЗЛ.
Настройка параметров работы выполняется регулировочными винтами:
- Винтом 1 регулируется положение под абразивным инструментом и определяется глубина врезания по передней кромке;
- Точкой 2 настраивается глубина опускания диска, фиксатор позиции 3 используется для установки максимального предела для заглубления;
- Поворотным регулятором 4 определяется шаг зуба, с которым кулачок будет проталкивать ленту вдоль прижимных планок.
Чтобы станок мог определить точку, с которой началась заточка зубьев, на полотно с внутренней стороны устанавливается магнит.
В процессе выполнения обработки стального полотна материал охлаждается маслом. Жидкость стекает с поверхности ленточной пилы, собирается и перекачивается масляным насосом через фильтр и магнит. Первый задерживает немагнитные включения и абразивную пыль, второй – металлическую стружку.
Автомат ПЗСЛ 30/60 способен обрабатывать любой профиль зуба для наиболее распространенных размеров лент, длиной от 30 до 60 мм до 10 м. В качестве рабочих дисков применяются эльборовые и алмазные круги. Чтобы освоить работу на заточном станке, даже неопытному человеку потребуется практика в течение 1-2 часов, как на видео:
Наиболее удачные станочные заточные системы
Среди наиболее известных станочных автоматов можно отметить продукцию компании Wood-Mizer, специализирующуюся на изготовлении пилорам и распиловочных линий. Например, станок BMS500, оснащенный электрическим приводом в 500 Вт, способен в полностью автоматическом режиме затачивать полотно ленточной пилы любой сложности за 4-5 мин работы.

Кроме полных автоматов,фирма выпускает целую линейку полуавтоматических и ручных станков, позволяющих заточить зубья ленточной пилы с максимальной точностью и тем самым обеспечить увеличение ресурса на 30-50%.
Одним из лучших производителей станочного заточного оборудования для пил является компания Vollmer, специализирующаяся на выпуске точной программируемой механики.
Третью строчку в рейтинге производителей заточных систем можно отдать компании Lenker, специализирующейся на выпуске режущего инструмента для станков.
Заключение
Средний срок окупаемости наиболее простых моделей при 50% нагрузке составляет 4-5 месяцев эксплуатации. При ресурсе основных механических частей в 24-36 месяцев станок способен снизить затраты на покупку дорогостоящих ленточных пил для столярной мастерской примерно на 45-50%. Приведенные данные не учитывают расходов на эльборовые материалы.
bouw.ru
Заточной станок для ленточных пил – зачем нужен, как работает + Видео
Если у вас есть заточной станок для ленточных пил, совсем несложно самостоятельно точить такой инструмент, не обращаясь в специализированные мастерские, где за простые услуги требуют немалых денег.
1 Общая информация о ленточных пилах
Под такими пилами, представляющими собой ленту замкнутого типа с зубьями, понимают режущий инструмент, который используется в разнообразных ленточнопильных установках. Они имеют ряд отличий от дисковых приспособлений для резки.
Основное из них заключается в том, что ленточные инструменты обеспечивают малую ширину пропила.
Это важно в тех случаях, когда обработке подвергаются ценные породы древесины и дорогостоящий металл.
При помощи ленточных пил можно производить резку любой детали. При этом их применение гарантирует минимальные отходы стружки, превосходное качество реза, достаточно высокую скорость выполнения работы. Но, во всех этих достоинствах можно лично удостовериться лишь в том случае, если заточка ленточной пилы выполняется регулярно и грамотно. Другими словами, ленточный инструмент будет качественно выполнять свои задачи при своевременном его обслуживании в соответствии с рекомендациями специалистов.

Рекомендуем ознакомиться
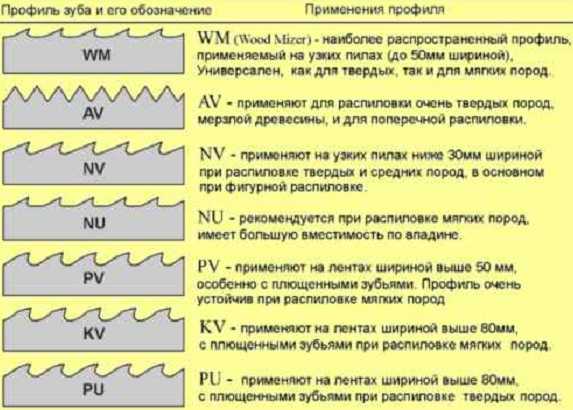
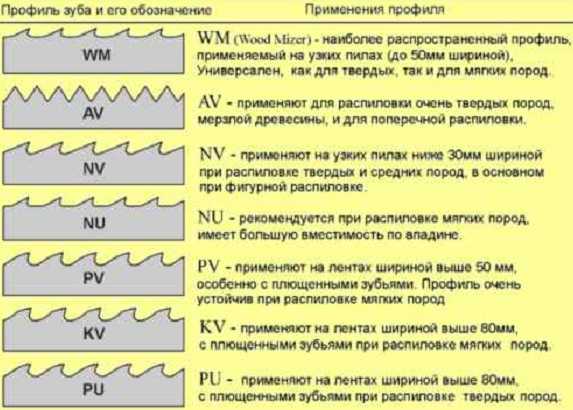
Геометрия зубов у рассматриваемых нами пил бывает разной. Она зависит непосредственно от механических и иных характеристик материала, который предполагается распиливать. Как правило, для обработки металлических заготовок используется инструмент из стали 9ХФ и В2Ф, деревянных – из инструментальной стали с НRС не менее 45.
Причем пилы для древесины делят дополнительно на делительные, столярные, для распиловки бревен. Каждый из этих подтипов инструмента характеризуется собственными конфигурациями зубьев и общими размерами. Угол заточки таких пил устанавливается с учетом различных факторов. Главной же тенденцией в данном случае является то, что передний угол инструмента изготавливают тем меньшим, чем тверже древесину предстоит резать или распиливать.
Нередко для резки металлических деталей применяют ленточные биметаллические пилы. В них лента с зубьями изготавливается из составов, в которых в достаточно высоких количествах имеется вольфрам и молибден, а полотно делают из пружинных быстрорежущих сталей. Подобные приспособления по своей стоимости дороже стандартных, так как технология их производства весьма трудоемкая. Она предполагает использование электронного луча для соединения основания инструмента с твердой сталью.
2 Разводка и заточка ленточных пил – суть процессов
Режущая кромка инструмента теряет свои свойства после каждого его использования по назначению. Исправить данную ситуацию невозможно, естественный износ пилы в процессе эксплуатации считается неизбежным. В связи с этим разводка, осуществляемая перед заточкой приспособления для резки, и непосредственно заточка оказывают большое влияние на функциональность инструмента.
Разводка представляет собой процедуру по отгибу в стороны зубьев режущего приспособления, необходимую для снижения трения полотна и предотвращения его зажатия. Указанная операция выполняется по трем вариантам:
- зачищающий: в начальном положении оставляют каждый третий зуб пилы, такой способ разводки рекомендован в тех случаях, когда ленточнопильный станок обрабатывает очень твердые сплавы и материалы;
- классический: производится поочередный отгиб зубьев в левую и в правую сторону;
- волнистый: наиболее сложный вид процедуры, при котором показатель отгиба каждого отельного зуба является сугубо индивидуальным.
Разводка выполняется посредством разводных специальных приспособлений. Ее величина, как правило, не превышает показателя в 0,7 мм (на практике зубы разводятся и на меньшую величину – от 0,3 до 0,6 мм). Обратите внимание на то, что отгибают 2/3 либо 1/3 зуба, а не весь зуб.
После грамотно сделанной разводки можно отправлять инструмент на заточной станок для ленточных пил, и приступать к его заточке. Известно, что более 80 процентов случаев потери пилой своих рабочих параметров связано с неправильной их заточкой или же с тем, что таковая не была произведена своевременно. Определить необходимость выполнения процедуры несложно визуально – по повышенной шероховатости стенок пропила, либо по виду зубьев.

Твердость зубьев напрямую влияет на то, какие конкретно круги следует установить на станок для заточки ленточных пил. Для биметаллических приспособлений обычно выбирают боразоновые или алмазные круги, для сделанных из инструментальных сталей – корундовые. А вот форму изделий для заточки определяют по характеристикам пилы. С этой точки зрения круги могут быть:
- тарельчатыми;
- чашечными;
- профильными;
- плоскими.
Выполняя заточку зубьев, нужно придерживаться следующих обязательных требований:
- не должно появляться заусенцев;
- по профилю зуба съем металла должен быть равномерным;
- следует использовать жидкость для охлаждения агрегата для заточки;
- профиль зуба и его высота не должны изменяться в результате проведения процедуры;
- чрезмерно сильный нажим на круг недопустим, так как в данной ситуации высока опасность формирования отжига.

Перед проведением заточки желательно оставить инструмент на 10–12 часов в вывернутом подвешенном состоянии. Это значительно облегчит процесс.
В большинстве случаев заточка в домашних условиях выполняется по задней поверхности зубьев пил, хотя рекомендации производителей позволяют осуществлять операцию и по передней поверхности.
3 Заточной станок для ленточных пил и способы их заточки
На сегодняшний день имеется два варианта заточки:
- Полнопрофильная. Выполняют ее на автоматических заточных агрегатах с использованием эльборовых кругов. Для каждой операции круг подбирают индивидуально с учетом формы инструмента. Затачивающее изделие пронзает межзубовую впадину пилы за одно движение, захватывая при этом и поверхности зубьев, расположенных рядом. Такая технология признается максимально качественной. Она исключает вероятность появления у основания зубьев угловатых форм. Минусом же способа можно считать необходимость приобретения большого числа кругов с разными параметрами для обработки различных пил.
- Граней зубьев. Данный вид заточки производится и вручную, и на станке. При ручном труде обычно применяют гравер (если “мастеру” совсем не жалко своих рук, можно использовать и надфиль). Понятно, что на станке заточка граней идет намного более качественно и быстро. Но в этом случае, опять же таки, нужно будет позаботиться о достаточном количестве разноразмерных кругов.

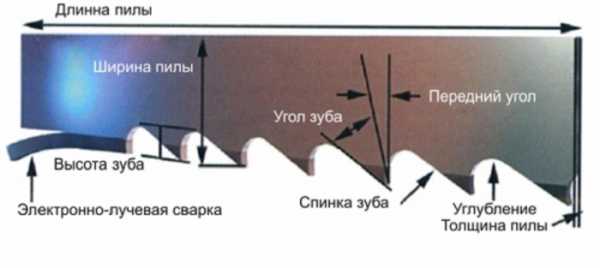
Стандартный заточной станок состоит из основания и устройства привода вращения круга для шлифования, который крепится на нем. Также в конструкции предусматривается наличие приводов подачи ленточного инструмента и качания заточного круга, узла, с помощью коего осуществляется зажим пилы. Управление механизмом производится при помощи специального блока.

При заточке инструмента человеком, у которого нет опыта выполнения подобной операции, могут возникнуть некоторые проблемы. Очень часто наблюдается кривизна формы пазух зубьев и неверный угол их наклона, вызванных неправильно выбранным профилем круга, неточной настройкой наклонного угла заточного агрегата, сносом его эксцентрика.
tutmet.ru
Заточной станок для ленточных пил
Ленточная пила – режущий инструмент на станках, предназначенных для разрезания древесины, пластика и других материалов. С течением времени она постепенно теряет свои эксплуатационные свойства. Для последующего нормального использования пилы, в таком случае, необходимо провести заточку. Специальный станок для заточки ленточных пил позволяет качественно провести данную процедуру, без обращения за сторонней помощью.
Ленточные пилы
Ленточные пилы в основном используются на деревообрабатывающих и лесопильных предприятиях. Они представляют собой металлическую ленту (замкнутый тип), обладающую заостренными зубьями. Основное предназначение инструмента – разрезка древесины.

Широкие ленточные пилы по дереву
Преимуществом подобных устройств является небольшая ширина пропила. Подобное обстоятельство очень важно в том случае, когда речь идет об обработке ценных пород древесины или дорогостоящего металла.
Вне зависимости от детали, резка при помощи ленточной пилы гарантирует:
- отсутствие большого количества отходов;
- качественный рез;
- высокую скорость проведения работы.
Для производства таких инструментов используется инструментальная сталь. Применение данного материала позволяет создавать пилы, которые будут обеспечивать рез высокого качества. Кроме того, благодаря сверхпрочному металлу увеличивается допустимое время эксплуатации инструмента.
Однако даже самая лучшая пила будет хорошо справляться с возложенной на нее работой только в том случае, если ее периодически затачивают. То есть, за таким инструментом необходимо постоянно следить и своевременно его обслуживать. В таком случае он будет работать качественно. Заточной станок для ленточных пил позволит добиться оптимального результата.

Характеристика зубьев инструмента
На подобных инструментах, в зависимости от характеристик материалов, которые будут обрабатываться, могут применяться разные формы зубьев. К примеру, для работы с деревом используются устройства со:
- столярными;
- делительными зубьями.
Форма и другие параметры данных элементов различны в зависимости от вида и подвида зубьев. Под каким углом необходимо проводить точение определяет производитель. Данный параметр зависит от большого количества факторов. Однако есть одна общая тенденция: чем мягче материал – тем большим должен быть угол затачивания, и наоборот.
Ленту, предназначенную для разрезки металлических изделий, оснащают одним из двух видов зубьев:
- стандартными;
- с «положительным передним углом».

Направление резки
Все эти нюансы необходимо учитывать при точении. Как показывает статистика, в восьмидесяти – девяноста процентах случаев именно неправильная заточка является причиной разрыва ленты.
Разводка
Разводка предшествует точению. Если при заточке ленточных пил своими руками пропустить данный этап, можно не надеяться на удачный результат. Суть разводки заключается в отгибе зубьев в стороны. Данная процедура снизит трение полотна и предотвратит его сжатие. Проводить процедуру можно одним из трех способов:
- зачищающая разводка. Каждый третий зуб полотна оставляется в начальном положении. Другие отгибаются. Способ используется для обслуживания изделий, которые обрабатывают материалы повышенной твердости;
- классическая. Зубья поочередно отгибаются в правую и левую стороны;
- волнистая. Данный вид разводки является наиболее сложным. При ее применении предусматривается отгиб каждого отдельного зуба под определенным градусом. Причем градус этот индивидуален для каждого элемента.
Обычно производитель изделия указывает рекомендуемые параметры разводки. Диапазон допустимого отгиба варьируется в пределах от 0,3 до 0,7 миллиметров. Для осуществления операции необходимо иметь специальный разводной инструмент.
Заточка
Затачивание может производиться при помощи специального точильного станка, или без него. Для проведения данной процедуры не требуется обладать особыми навыками, хотя у лиц без опыта могут возникнуть определенные трудности. Выделяют два вида заточки:
- полнопрофильная заточка ленточных пил по дереву;
- заточка граней зубьев.
В первом случае не обойтись без специального станка, оснащенного эльборовым кругом. Круг подбирается индивидуально на основании формы изделия. Инструмент для заточки пронзает межзубовые впадины ленты, захватывая поверхности соседних зубьев. Качество такой обработки достаточно высокое. Однако придется приобретать большое количество кругов, обладающих разными характеристиками.
Грани можно затачивать вручную, без специального станка. Однако можно использовать и предназначенные для этого агрегаты. Для ручной заточки необходим гравер или надфиль. Качество обработки на станке выше, однако, как и в предыдущем случае, придется обзавестись большим количеством точильных кругов.

Точильные станки
Агрегаты, предназначенные для полнопрофильного точения, функционируют в автоматическом режиме. Движение толкателя и двигателя с кругом синхронизировано. Задача толкателя – перемещение ленты на шаг после заточки каждой выемки. Проблемой подобных станков является узость их применения. Для пил разных профилей необходимо иметь разные агрегаты.
Существуют также станки, которые затачиваются передние, задние поверхности зубьев, или обе стороны одновременно. Заточные круги – плоские круги, при изготовлении которых используется определенный абразив:
- электрокорунд;
- эльбор;
- алмазное напыление.
Специальные автоматические агрегаты целесообразно использовать в том случае, если необходимо обслуживать большое количество пил за короткий промежуток времени. В противном случае можно проводить заточку при помощи обычного станка или гравера.
Полезные советы
От качества заточки зависит качество работы изделия. Во время проведения данной процедуры необходимо соблюдать определенные требования. Среди них:
- на поверхности затачиваемых пил не должны образовываться заусеницы;
- во время заточки со всего зуба должно сниматься одинаковое количество металла;
- необходимо использовать охлаждающую жидкость, в противном случае полотно может перегреться;
- профиль, как и высота элементов, меняться во время проведения процедуры не должен;
- давление, оказываемое на зубья, должно находиться под контролем. При слишком сильном давлении возможно повреждение изделия.
Таким образом, использование ленточных пил позволяет повысить продуктивность обработки древесных материалов и изделий, сделанных из пластика, металла. С течением времени режущие качества инструмента ухудшаются. Для исправления ситуации необходимо проводить заточку.
Затачивать инструмент можно при помощи специальных автоматических станков, или ручных инструментов. Во избежание нанесения повреждений инструменту, необходимо тщательно следовать инструкции. От качества заточки зависит эффективность пилы и длительность ее эксплуатации.
Видео по теме: Заточной станок
promzn.ru
Заточной станок для ленточных пил
Разделка и распиловка массивов древесины и рядовых пиломатериалов выполняется двумя типами станков – циркулярной дисковой пилой и ленточными бесконечными пилами. Технология разрезки с помощью тонкой ленточной пилы, сваренной в кольцо, дает меньше отходов, выше качество обрабатываемой поверхности, и признается наиболее прогрессивной технологией обработки древесины. Высокая скорость пореза и давление на режущую кромку ленты требуют периодически восстанавливать остроту полотна, используя заточной станок для ленточных пил. Сегодня, кроме плотных древесных массивов, лентой режут и отдельные марки сталей и сплавов.
Содержание:

Как затачивают ленточные пилы
Чтобы добиться высокой производительности, пильное полотно изготавливается из хром-ванадиевых сталей, обладающих высокой стойкостью к истиранию и твердостью поверхности. Дорогие модели ленточных пил делают в виде двух сваренных лент, разной ширины и разного металла.
Для широкой части используются пружинные марки стали, обладающие высокой стойкостью к переменным нагрузкам. Для тонкой полоски полотна используют сплавы, содержащие кобальт и вольфрам. Заточка ленточных пил по дереву такой конструкции требует использования специальных материалов. Для обычной пилы из стали 9ХФ применяются заточные круги на основе нитридов бора или титана. Кобальтовые или вольфрамовые сплавы приходится резать алмазными материалами.
Чтобы правильно подготовить режущую кромку ленточной пилы к работе на заточном оборудовании, потребуется:
- Выполнить разводку ленточного полотна, последовательно отгибая половину или 2/3 высоты каждого зубья в разные стороны от линии реза. Оптимальная величина отгиба 0,5-0,7 мм. Операцию выполняют с помощью специального приспособления до момента установки пилы на заточной станок;
- Правильно настроить на заточном станке высоту и грань затачиваемого профиля. Инструкция по заточке ленточных пил требует обработки передней грани профиля зуба, но допускается также переточка пилы по задней грани. Ленточные пилы по металлу имеют наименьшую высоту и шаг профиля;
- Точно настроить движение заточного круга станка по профилю впадины зуба. В этом случае достигается полнопрофильная заточка. Если толщина полотна маленькая, заточное устройство для ленточных пил настраивают для обработки верхних режущих кромок профиля, чтобы избежать утончения основания зуба.
К сведению! Кроме того, потребуется правильно настроить положение заточного круга по переднему углу наклона зуба. Чем плотнее и тверже разрезаемый материал, тем меньше величина угла.

Параметры профиля и угла наклона задаются при производстве ленточной пилы, и на протяжении всего периода эксплуатации не меняются. При неправильной настройке наклона заточного камня станка оптимальный угол может быть искусственно увеличен. В результате пила, установленная на распиловочный станок, будет работать с перегрузкой и быстро выйдет из строя.
Состояние ленточной пилы и необходимость выполнения заточки зачастую определяют по усилию реза и визуально по режущей кромке профиля. Для режущих полотен маломощных станков можно даже не использовать станок для заточки ленточных пил, подправить кромку с помощью надфиля. Малая величина удаляемого металла практически не влияет на геометрию, но способна существенно повысить режущую способность полотна.

Заточные механизмы и станки для ленточной пилы
Полотно небольшой длины с малоразмерными зубами можно заточить надфилем или насадкой к граверному станку. Это тяжело и долго, но вполне возможно. Главная проблема ручного затачивания заключается в том, что каждый зуб имеет едва уловимое отклонение от оптимальных параметров. Установленная на распиловочный станок лента испытывает нерасчетные нагрузки и сильно нагревается.
Заточной электрический станок позволяет сделать кромки всех зубьев ленточной пилы более-менее одинаковыми. Необходимо только правильно настроить систему подачи полотна и величину захода заточного эльборового круга в профиль.
Конструктивно станки для заточки и восстановления кромок ленточных пил делятся на несколько категорий:
- Полуавтоматические с ручным приводом полотна и консоли абразивного инструмента;
- Станки с настраиваемым шагом перемещения и подачи пилы с автоматической заточкой профиля по регулируемым параметрам полотна. Помимо геометрии зуба, датчик станка отслеживает количество заточенных в ленте зубов и автоматически останавливается после выполнения полного цикла;
- Обрабатывающие центры с программируемой установкой необходимых параметров подачи и заточки. Такие конструкции используются для затачивания сложных и массивных лент с применением охлаждающих жидкостей и контролем рабочей температуры и качества обработки.
К сведению! Прежде чем пытаться заточить пилу вручную, дедовским способом, стоит помнить, что по статистике 80% поломок вызвано дефектами при заточке.
Первые модели заточных станков были практически полностью ручными. В отличие от современных моделей, подачу полотна, настройку углов и затачивание необходимо было выполнять встроенными приводами ленты и абразивного круга. Для работы на таком станке требовался очень серьезный опыт, и подготовка специалиста по заточке ленточной пилы занимала достаточно большой период времени.

С появлением автоматизированных станков человеческий фактор стал уменьшаться. Теперь было достаточно правильно отрегулировать движение кулачка подачи и угол заточки зуба. Все остальные операции выполнялись дублированием настроек.
Заточные центры позволили в разы увеличить качество и производительность работы. Самые сложные разнопрофильные пилы затачивались с максимальной точностью.
Устройство и работа заточного станка
В качестве типичного представителя парка полуавтоматов для заточки пил можно привести станок ПСЗЛ.
Настройка параметров работы выполняется регулировочными винтами:
- Винтом 1 регулируется положение под абразивным инструментом и определяется глубина врезания по передней кромке;
- Точкой 2 настраивается глубина опускания диска, фиксатор позиции 3 используется для установки максимального предела для заглубления;
- Поворотным регулятором 4 определяется шаг зуба, с которым кулачок будет проталкивать ленту вдоль прижимных планок.
Чтобы станок мог определить точку, с которой началась заточка зубьев, на полотно с внутренней стороны устанавливается магнит.
В процессе выполнения обработки стального полотна материал охлаждается маслом. Жидкость стекает с поверхности ленточной пилы, собирается и перекачивается масляным насосом через фильтр и магнит. Первый задерживает немагнитные включения и абразивную пыль, второй – металлическую стружку.
Автомат ПЗСЛ 30/60 способен обрабатывать любой профиль зуба для наиболее распространенных размеров лент, длиной от 30 до 60 мм до 10 м. В качестве рабочих дисков применяются эльборовые и алмазные круги. Чтобы освоить работу на заточном станке, даже неопытному человеку потребуется практика в течение 1-2 часов, как на видео:
Наиболее удачные станочные заточные системы
Среди наиболее известных станочных автоматов можно отметить продукцию компании Wood-Mizer, специализирующуюся на изготовлении пилорам и распиловочных линий. Например, станок BMS500, оснащенный электрическим приводом в 500 Вт, способен в полностью автоматическом режиме затачивать полотно ленточной пилы любой сложности за 4-5 мин работы.

Кроме полных автоматов,фирма выпускает целую линейку полуавтоматических и ручных станков, позволяющих заточить зубья ленточной пилы с максимальной точностью и тем самым обеспечить увеличение ресурса на 30-50%.
Одним из лучших производителей станочного заточного оборудования для пил является компания Vollmer, специализирующаяся на выпуске точной программируемой механики.
Третью строчку в рейтинге производителей заточных систем можно отдать компании Lenker, специализирующейся на выпуске режущего инструмента для станков.
Заключение
Средний срок окупаемости наиболее простых моделей при 50% нагрузке составляет 4-5 месяцев эксплуатации. При ресурсе основных механических частей в 24-36 месяцев станок способен снизить затраты на покупку дорогостоящих ленточных пил для столярной мастерской примерно на 45-50%. Приведенные данные не учитывают расходов на эльборовые материалы.
Похожие статьи
kirpich174.ru
Станки для заточки ленточных пил
В этой статье мы расскажем о станках, которые используются для заточки ленточных пил. Эти станки разнообразны и с каждым годом они совершенствуются заводами изготовителями, но принцип работы данных станков остается таким же. Как и прежде, их задача производить качественную заточку ленточных пил.
Станок для заточки ленточных пил.
Сам станок производит всю работу в автоматическом порядке. На нём расположены два электродвигателя. Стоит заметить, что оба эти двигатели могут иметь питание как от сети 220 В, через выпрямитель, так и от аккумулятора 12 В, что очень удобно в полевых условиях.
Электродвигатель, приводящий в движение заточной камень, расположен на подвижной основе, с помощью которой специальным винтом регулируется глубина заточки, а так же и угол заточки.
Второй двигатель закреплён жёстко на самой станине. Благодаря специальным регуляторам, он имеет различный скоростной режим, что очень помогает при регулировке подачи. С помощью кулачка, который приводится в движение этим двигателем, приводится в движение весь станок.
Толкатель, с помощью которого производится подача, закреплён непосредственно на самом кулачке и толкает саму пилу. От него же, зависит и шаг пилы. Сразу поясним, что шагом пилы считается расстояние между зубьями. И именно этот шаг и регулируется с помощью этого толкателя. И им же регулируют подачу под камень для заточки.
Далее кулачок своей выпуклой стороной давит на специальную штангу, которая в свою очередь, через регулировочный винт, приводит в действие подвижную основу с заточным камнем, заставляя его двигаться вверх-вниз.
В этом заключается основная работа всех станков такого типа. Далее мы перечислим основные наиболее часто используемые заточные станки для ленточных пил.
Заточной станок «Тайга»

Наверно эта марка станка самая распространённая. Возможно, такое распространение он получил за счёт своей простоты в обращении. Почти каждый рамщик узнает станки этого бренда по зелено-желтой окраске.
Регулировка его достаточно проста. Да Вы и сами посмотрите.
Кулачок, приводимый в движение двигателем, приводит в действие толкатель. С помощью этого толкателя регулируется подача пилы. И этим же кулачком давит на штангу, которая приводит в действие подвижную станину. На эту штангу опирается винт для регулировки высоты зуба.
Именно этот винт, опирающийся на штангу, приводит в движение подвижную основу с находящимся на ней заточным камнем. Сама подвижная основа с тыльной стороны имеет специальную разметку для установки угла заточки.
Угол устанавливается довольно просто. Ослабляются два болта, которые находятся на тыльной стороне станины и винтом находящимся внизу подвижного основания, устанавливается необходимый угол. Для точного ориентира разметка на тыльной стороне имеет деления.

На станине расположены упорные винты и зажим, с помощью винтов регулируется установка высоты пилы, так как пилы бывают различной ширины, а зажимом, фиксируется сама пила, для того чтобы предотвратить её движение в противоположную подаче сторону.
Для первоначальной подстройки имеется регулятор скорости подачи, с помощью которого можно убавлять подачу до минимума и настроить её точно по профилю пилы. После такой точной настройки, поворотом регулятора увеличивается скорость подачи, на которой осуществляется дальнейшая работа станка.
Станок заточной «Кедр».

Заточной станок «Кедр» мало чем отличается от «Тайги». Та же скорость подачи, та же установка угла и регулировка высоты зуба. Разница лишь в подключении к источнику питания. Ну и как «Тайга», «Кедр» имеет свои брендовые цвета — синий и красный.
Конечно, нужно отметить более современные модификации этого станка, к которым помимо всего добавляется подача охлаждающей жидкости на место соприкосновения заточного камня и пилы, а так же использование алмазных кругов. Все эти новшества очень повышают качество заточки и срок службы ленточной пилы.

Станок заточной АЗУ-02.

Автоматическое заточное устройство 02 — это наиболее современный прототип станка для заточки ленточных пил. Его отличие в том, что этот станок оснащён специальным устройством для подачи охлаждающей жидкости.
На панели управления находятся пять переключателей.
Два верхних отвечают за скорость подачи:
- первый — самой пилы
- второй — охлаждающей жидкости
Три нижних отвечают за включение отдельных узлов станка:
- первый — включает двигатель привода заточного камня
- второй — двигатель привода кулачка подачи
- третий — включает насос подачи жидкости.
Благодаря четырёх скоростному режиму подачи, данный станок производит свою работу значительно быстрее, чем станки описанные выше. А тот же станок АЗУ-02/09 оборудован алмазным камнем, которого в свою очередь хватает на довольно продолжительное время работы по сравнению с обычными заточными камнями.
Конечно, это не все станки, которые выпускаются на сегодняшний день, но на данный момент они составляют основу остальных моделей станков такого типа. И как Вы уже наверно заметили, в регулировке всех этих станков, практически нет различий.
Самым главным в этих автоматически работающих станках для заточки ленточных пил является контроль. Особенно контроль фаски на заточном камне. Согласно инструкции рабочая фаска должна быть 45 градусов, а противоположная сторона заточного камня должна поддерживаться с ровной поверхностью.
При недостаточном контроле и своевременной правке заточного камня, теряется профиль ленточной пилы, а соответственно и качество заточки. Качество заточки в свою очередь влияет на качество получаемого пиломатериала.
moyapodsobka.ru
Заточка ленточных пил – способы заточки и виды заточных станков
Если вы пользуетесь ленточной пилой, имейте в виду, что заточить ее самостоятельно совсем несложно. При этом вам не придется оплачивать услуги по заточке, оказываемые специализированными мастерскими.

Полотно ленточной пилы
Основные сведения о ленточных пилах
Ленточная пила – это режущий инструмент, выполненный в виде зубчатой ленты, имеющей замкнутый контур. Для его обслуживания необходим специальный заточной станок для ленточных пил. Кроме того, ленточные пилы имеют ряд других существенных отличий от традиционных дисковых моделей. Наиболее значимым из таких отличий является возможность получения с помощью такого инструмента пропила с минимальной шириной. Следует отметить, что это особенно актуально тогда, когда необходимо выполнить распил древесины ценных пород и заготовок из дорогого металла.
Оборудование, оснащенное ленточной пилой, может успешно использоваться для обработки деталей, изготовленных из разных материалов и имеющих различную конфигурацию. Такая обработка характеризуется минимальным количеством отходов обрабатываемого материала, исключительным качеством реза и высокой скоростью процесса. Однако таких параметров обработки можно добиться при условии, что заточка ленточных пил на станке выполняется не только правильно, но и регулярно. При обслуживании ленточного инструмента (особенно если вы справляетесь с этим своими силами) необходимо строго придерживаться рекомендаций квалифицированных специалистов.

Aвтоматическая ленточная пила BOMAR
Ленточные пилы в зависимости от характеристик обрабатываемого материала могут быть изготовлены из разных материалов, отличаться геометрией режущих зубьев. Если говорить о разделении заготовок из металла, здесь наибольшее распространение получили две марки стали, используемые для изготовления пил: 9ХФ и В2Ф. Оборудование для распила древесины оснащается пилами, выполненными из инструментальной стали, твердость которой по шкале HRC составляет не менее 45 единиц.
Ленточные инструменты для распиловки древесины дополнительно подразделяются на три типа: столярные, делительные, для обработки бревен. Инструменты, относящиеся к разным типам, естественно, имеют разные параметры (размеры полотна, форма и угол заточки). Более твердые породы дерева обрабатывают инструментом с меньшим углом заточки.
Сегодня все активнее используются ленточные пилы биметаллического типа, которые необходимы для разделения заготовок, выполненных из твердых сортов стали. Биметаллическими такие пилы называются потому, что состоят из двух разных металлов: режущие зубья – из стали с большим содержанием вольфрама и молибдена, а само полотно – из пружинных сталей. Конечно, такие полотна значительно дороже типовых моделей, так как для их изготовления необходимо специальное оборудование, в котором соединение двух разнородных металлов происходит под действием электронного луча.
Биметаллическая ленточная пила
Типы разводки ленточных пил
Как и любой другой инструмент, ленточная пила подвергается износу после каждого цикла резки. Это естественный и неизбежный процесс. Именно поэтому каждая пила ленточного типа нуждается в регулярном и квалифицированном обслуживании – разводке и заточке. Такое обслуживание позволяет не только поддерживать режущее полотно в рабочем состоянии, но и значительно увеличивать срок его эксплуатации.
Увеличить срок службы режущего полотна и значительно улучшить его функциональные возможности позволяет правильная разводка. Смысл такой операции заключается в следующем: режущие зубья пилы отгибают в разные стороны, что позволяет уменьшить силу трения в процессе резки, а также минимизировать риск зажатия полотна обрабатываемой деталью. Разводка ленточной пилы может выполняться по трем схемам, выбор которой зависит от типа обрабатываемого материала.
- При так называемом зачищающем типе разводки зубья отгибают таким образом, что нетронутым остается каждый третий из них. Такую схему применяют, если режущее полотно будет использоваться для распила особо твердых металлов и сплавов.
- Классический тип разводки предполагает поочередный отгиб каждого режущего зуба.
- При волнистой разводке каждый режущий зуб отгибается на определенный угол. Понятно, что такой тип разводки является наиболее сложным из всех остальных.

Станок для разводки ленточных пил
Для отгиба зубьев ленточной пилы применяется специальное оборудование, позволяющее выполнить такую технологическую операцию быстро и максимально точно. По общепринятым нормативам, максимальная величина разводки зубьев не должна превышать 0,7 мм, но обычно ее значение находится в диапазоне 0,3–0,6 мм. Важно не только выбрать тип разводки, ориентируясь на характеристики материала, который предстоит распиливать, но и выполнить ее правильно, отогнув зубья только на 1/3 или 2/3 их высоты.
После разводки можно отправлять режущее полотно на станок для заточки ленточных пил. Как показывает статистика, ленточные пилы чаще всего утрачивают свои функциональные возможности по причине того, что их заточка была выполнена неправильно или несвоевременно. Показателем того, что ленточная пила нуждается в разводке и дальнейшей заточке на станке, является повышенная шероховатость поверхности распила. Необходимость в такой процедуре можно также определить по внешнему виду режущих зубьев.
Основными элементами любых заточных станков являются круги, выбор которых, в первую очередь, зависит от твердости материала, использованного для изготовления режущих зубьев. Для того чтобы точить твердые материалы, необходимо использовать соответствующие круги. Так, для заточки полотен биметаллического типа выбирают точильные инструменты, состоящие из боразоновых или алмазных элементов, а для приведения в порядок пил, выполненных из инструментальных сталей, вполне подойдут корундовые круги.
Инструменты для заточки пил ленточного типа выбирают и по составу, и по конструктивному исполнению. Для различных по своей конструкции и размерам полотен в станках могут использоваться круги следующих типов:
- тарельчатой конфигурации;
- чашечной формы;
- профильные;
- плоские.

Комплект устройств Wood-Mizer для заточки и разводки ленточных пил
Согласно инструкции, при заточке ленточной пилы на станке следует следить за соблюдением следующих требований.
- На поверхности зуба при его заточке не должно оставаться заусениц.
- Точильный круг должен снимать одинаковый слой металла по всему профилю зуба.
- Во избежание перегрева зубьев при их точении на станке следует обязательно использовать специальную жидкость для охлаждения.
- При выполнении заточки не должны изменяться профиль и высота обрабатываемых зубьев.
- Следует обязательно следить за давлением, которое оказывает круг заточного станка на обрабатываемый зуб. Если пренебречь этим требованием, давление может оказаться слишком значительным, что может привести к отжигу зубьев.
Чтобы облегчить процесс выполнения заточки, полотно ленточной пилы предварительно выворачивают и в таком состоянии подвешивают на 10–12 часов.
Заточка пил ленточного типа своими руками имеет некоторые особенности. В таких случаях, как правило, заточке подвергают заднюю поверхность зубьев, хотя, если воспользоваться инструкцией производителя или посмотреть тематическое видео, то можно заточить и их переднюю поверхность.
Способы заточки и оборудование для нее
Решать, какой способ заточки выбрать, надо в конкретном случае, но существует две основных схемы выполнения данного процесса.
Заточка по полнопрофильной схемеДля выполнения такой заточки применяют автоматизированные станки, на которые установлены круги эльборового типа. Выполнить такую заточку своими руками очень сложно. Технология обработки по этой схеме предполагает выбор точильного круга для каждого типа ленточной пилы. При этом учитываются размеры и форма зубьев. Сама заточка имеет следующие особенности: она выполняется за одно перемещение круга, при этом он одновременно обрабатывает поверхности двух зубьев, расположенных рядом. При таком методе заточки удается получить плавный переход у основания зубьев. Самый большой минус такой технологии заточки заключается в необходимости использования отдельных заточных кругов для обработки пил с разными характеристиками режущих зубьев.
Заточка только граней режущих зубьевТаким способом можно заточить инструмент для своей пилорамы и вручную, и на станке. Заточить грани зубьев пилы вручную можно при помощи обычного гравера или надфиля. Однако более качественно и быстро сделать заточку по такой технологии позволяют специальные станки. В таком случае также придется подбирать круги для ленточных пил разного размера и с различной конфигурацией зубьев.

Устройство для заточки ленточных пил АЗУ-02/6.
Конструкция стандартного заточного станка включает в себя следующие элементы:
- основание;
- приводы для обеспечения подачи полотна пилы, вращения и качания точильного круга;
- устройство для закрепления обрабатываемого инструмента.
Управление всеми движениями заточного круга и ленты пилы осуществляется при помощи специального электронного блока.
При выполнении заточки зубьев пилы своими руками (особенно если у человека, который этим занимается, нет соответствующего опыта) могут возникать следующие проблемы: появление неправильной формы пазух между зубьями и несоблюдение угла их наклона. Причины таких недостатков заключаются, как правило, в следующем: для точения используется круг несоответствующего профиля, выбран неправильный угол его наклона, смещен эксцентрик заточного станка.
Оценка статьи:
Загрузка…Поделиться с друзьями:
met-all.org