Зубообрабатывающие станки – 16 Зубообрабатывающие станки
alexxlab | 06.06.2016 | 0 | Вопросы и ответы
Зубообрабатывающий станок. Большая энциклопедия техники
Зубообрабатывающий станок
Зубообрабатывающий станок – металлорежущий станок, на котором обрабатываются зубчатые колеса и рейки – основные детали зубчатой передачи. Зубчатые передачи используются в редукторах и дифференциальных механизмах.
На зубообрабатывающих станках производят черновую и чистовую обработку зубьев, их доводку, закругление, приработку зубчатых колес. Для осуществления этих действий используют зуборезный инструмент. Самые первые металлорежущие станки появились в конце XVIII в. Но широкое их использование и внедрение произошло в середине XIX в. во многих странах Европы и России с ростом промышленного производства.
Современные металлорежущие станки используются на машиностроительных, станкостроительных производствах.
Модификация зубообрабатывающих станков различается по типу применяемого зуборезного инструмента, который осуществляет различную обработку зубчатых колес. Виды зубообрабатывающих станков: зубофрезерные, зубодолбежные, зубострогальные, зубошевинговальные, зубошлифовальные, зубохонинговальные, зубопритирочные, зубообкаточные, зубозакругляющие.
Зубофрезерные станки. Вертикальные, с подвижным столом и неподвижной стойкой или с неподвижным столом и подвижной стойкой. На таких станках нарезают различные зубчатые колеса. Основной зуборезный инструмент этого станка – червячная фреза. Станок позволяет нарезать зубчатые колеса диаметром 2—750 мм и с модулем 0,05—10 мм.
Зубодолбежные станки. Вертикальные, их зуборезный инструмент – долбяк, движущийся возвратно-поступательно параллельно оси заготовки. Нарезание происходит методом обкатки. На зубодолбежных станках нарезают цилиндрические зубчатые колеса с прямыми или косыми зубьями, наружного и внутреннего зацепления, блоки зубчатых колес, зубчатые рейки, секторы, шлицевые валики. Диаметры колес 15—500 м с модулем 0,2—6 мм, и диаметры 800—1600 мм с модулем 8—12 мм.
Зубострогальные станки. Обработка зубчатого колеса происходит методом обкатки одним или двумя резцами. На таком станке обрабатывают конические зубчатые колеса с прямыми зубьями. Процесс нарезания идет при движении резцов к вершине конуса заготовки, обратный ход – холостой. Модуль 2,5—25 мм, длина зуба 20—285 мм.
Зубошевинговальные станки. Обработка зубчатого колеса идет бреющим резанием, при взаимном скольжении зацепленных зубьев инструмента, и зубьев обрабатываемого зубчатого колеса, при встречном движении. Направление подачи – параллельное, диагональное и касательное. Зуборезный инструмент – шевер – дисковый, реечный или червячный. Дисковый и реечный предназначены для обработки зубчатых колес, червячный – для червячных.
Зубошлифовальные станки. Различаются по исполнению – с вертикальным или горизонтальным расположением обрабатываемого зубчатого колеса.
Их инструмент – фасонный шлифовальный круг. Шлифование идет методом обкатки. Шлифовальные круги совершают вращательное и возвратно-поступательное движение, обкатываясь по обрабатываемому зубчатому колесу, они своими торцами шлифуют поверхности зубьев.
Зубохонинговальные станки. Их инструмент – зубчатый хон – зубчатое колесо с геликоидальным профилем, из пластмассы, и отделано абразивным порошком, зернистость которого выбирается от требований к шероховатости поверхности. На таких станках уменьшают шероховатость поверхности профиля зубьев. Зубчатый хон устанавливается в центре станка и совершает вращательное и возвратно-поступательное движение вдоль своей оси и оси обрабатываемого зубчатого колеса.
Зубопритирочные станки. Их инструмент – притир – чугунное зубчатое колесо, смазанное смесью мелкого абразивного порошка с маслом. Притир находится в зацеплении с обрабатываемым зубчатым колесом, которое обкатывают тремя притирами. Оси притиров наклонены к оси обрабатываемого зубчатого колеса. Притиры совершают возвратно-поступательное движение. На этих станках осуществляют притирку зубчатых колес после их термической обработки.
Зубообкаточные станки. На них обрабатывают в масляной среде без абразивного порошка незакаленные зубчатые колеса. Инструмент этих станков – изготовленное с высокой точностью закаленное колесо. Оно называется лон. В процессе обкатки сглаживается поверхность зубьев обрабатываемого зубчатого колеса. Но такой способ обработки применяют только для изготовления зубчатых колес, не требующих высокой точности.
Зубозакругляющие станки. Их инструмент – пальцевая коническая фреза, совершающая вращательное и возвратное поступательное движение. На этих станках идет закругление прямых и косых зубьев зубчатых колес наружного и внутреннего зацепления диаметром до 320 мм. В процессе обработки ось инструмента (фрезы) вертикальна, заготовка же наклонена к этой оси под углом 30—45° и закрепляется в приспособлении.
Дальнейшее усовершенствование конструкции зубообрабатывающих станков идет по увеличению их производительности и качества.
Поделитесь на страничкеСледующая глава >
info.wikireading.ru
Электроник – Зубообрабатывающие станки
Зубообрабатывающие станки предназначены для нарезания и отделки зубьев колес различных передач. По виду обработки и инструмента различают следующие зубообрабатывающие станки: зубофрезерные, зубострогальные, зубопротяжные, зубошлифовальные и др. По назначению зубообрабатывающие станки бывают: для обработки цилиндрических колес с прямыми и косыми зубами, червячных колес, шевронных колес, зубчатых реек, конических прямозубых колес, с криволинейными зубьями. По степени шероховатости обработанной поверхности выделяют станки: для предварительного нарезания зубьев, для чистовой обработки, для отделочной обработки поверхности зубьев.
Существует два метода нарезания зубчатых колес, метод обкатка и метод следа (копирования). При методе копирования используется инструмент, режущая кромка которого совпадает по форме с профилем впадины зубчатого венца. Модульная фреза 1 (дисковая см. рис.З.1, а или пальцевая на рис.З.1, б) перемещается вдоль впадины цилиндрического колеса 2, в каждый момент времени, оставляя отпечаток своей формы. После обработки одной впадины заготовку поворачивают на окружной шаг (движение деления) и обрабатывают следующую впадину.
Данный метод имеет свои недостатки: профиль зуба зависит от модуля и числа зубьев колеса. Для точной обработки каждого колеса нужна своя фреза. Поэтому необходим большой набор сложных фрез. Практически ограничиваются набором из 8 или 15 фрез для каждого модуля. При этом одной фрезой нарезают колеса с различным числом зубьев (в некотором интервале). Наименьшее из колес интервала получается с правильным профилем, другие – не точно. Достоинство метода копирования – простота оборудования. Обработку можно вести на горизонтально- и вертикально-фрезерных станках с использованием делительной головки. Метод копирования малопроизводителен.
Метод копирования используется в единичном производстве, чаще при ремонтных работах. Специальные зубодолбежные станки с резцовой головкой обеспечивают очень высокую производительность, их применяют в массовом производстве.
Наиболее распространен метод обката. В этом случае режущий инструмент и заготовка обкатываются подобно звеньям зубчатой передачи.
В зубодолбежном станке долбяк 1 (рис.З.1, а) и заготовка 2 воспроизводят зацепление цилиндрических колес. Если бы заготовка была достаточно пластичной, в ней можно было выдавливать впадины, прокатив по окружности твердое колесо (инструмент). В станке движение объекта (согласованное движение долбяка и заготовки) является сложным формообразующим движением. Оно служит для создания формы зуба в поперечном сечении эвольвенты. Чтобы удалить материал из впадины обрабатываемого колеса, на торце долбяка по всему контуру создают режущие кромки, а долбяку сообщают возвратно-поступательное движение, которое является также формообразующим движением и служит для получения формы зуба по длине. Долбяком можно нарезать зубчатую рейку. Для этого движение, образующее профиль зуба, должно состоять из вращения долбяка и согласованного с ним прямоугольного движения рейки. Можно режущей рейкой 2 (гребенкой) нарезать цилиндрическое колесо 1 (рис.З.1, б).
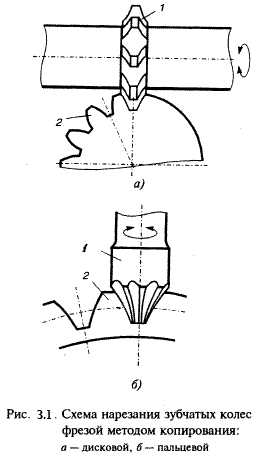 Рис. З.1 Схема нарезания зубчатых колес фрезой методом копирования
Рис. З.1 Схема нарезания зубчатых колес фрезой методом копирования 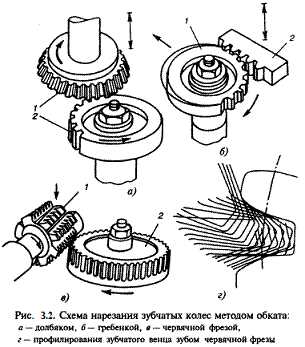 Рис. З.2 Схема нарезания зубчатых колес фрезой методом обката
Рис. З.2 Схема нарезания зубчатых колес фрезой методом обкатаВ зубофрезерном станке инструмент и заготовка образуют пару, подобно червячной передаче. Если провести секущую плоскость через ось червяка перпендикулярно оси червячного колеса, то в сечении червяка получается профиль зубчатой рейки. При вращении червяка эта рейка сдвигается вдоль его оси, обкатываясь с зубьями колеса. Такой же обкат имеет место в зубофрезерном станке, где червячная фреза 1 (рис.З.2, в) вращается с заготовкой 2 (сложное формообразующее движение).
Профилирование одной впадины зубчатого венца показано на рис.З.2, г.
При обработке червячного колеса достаточно углубиться фрезой на полную высоту зуба, чтобы получилась его форма по длине. При нарезании цилиндрического колеса необходимо еще формообразующее движение вдоль зуба. Если зуб зубчатого колеса прямой, то это движение простое. У косозубого колеса зуб винтовой, поэтому для его образования требуется сложное движение, состоящее из перемещения червячной фрезы вдоль оси колеса и доворота самого колеса. При нарезании конических колес заготовка обкатывается с воображаемым плоским производящим колесом. Метод обката отличается высокой производительностью и точностью. Преимущество метода обката – универсальность режущего инструмента: при одном модуле одним инструментом теоретически можно нарезать колеса с разным числом зубьев.
Зубофрезерный автомат 5М32. Станок, предназначенный для фрезерования зубьев цилиндрических, прямозубых и косозубых колес, а также червячных колес в условиях единичного и серийного производства. Червячное колесо можно нарезать методом радиальной и тангенциальной подач.
Зубоотделочные операции. Для получения точной формы и размеров зубьев, а также уменьшения шероховатости их рабочих поверхностей зубчатые колеса после нарезания на соответствующих зуборезных станках подвергают чистовой отделке на зубоотделочных станках методом обкатки, притирки, шевингования, шлифования и зубохонингования.
Обкатка – процесс образования гладкой поверхности профиля зубьев незакаленных зубчатых колес. Обработка ведется за счет давления, возникающего при вращении обрабатываемого колеса и закаленного шлифованного колеса (обкаточного эталонного колеса).
Притирка – доводочный процесс придания зубьям колес чистой и гладкой поверхности путем искусственного изнашивания зубьев обрабатываемого колеса посредством притира и абразивного порошка.
Шевингование применяют для уменьшения волнистости на поверхности зубьев цилиндрических зубчатых колес с помощью специального инструмента шевера, соскабливающего с поверхности профиля зуба стружку толщиной 0,005-0,1 мм.
Шлифование производится для повышения точности изготовления зубчатых колес и устранения отклонений, вызываемых термической обработкой. Шлифование может осуществляться двумя методами: копированием и обкаткой.
Зубохонингование применяют для обработки зубчатых колес после зубошевингования и термической обработки.
Зубообрабатывающие станки:
- Зуборезный станок 5П23А;
- Зуборезный станок 5С26П;
- Зуборезный станок 525;
- Зуборезный станок 5С273;
- Зуборезный станок 527В;
- Зуборезный станок 528С;
- Зуборезный станок 5А284;
- Зуборезный станок 5С270П;
- Зубострогальный станок 5Т23В;
- Зубострогальный станок 5П23БП;
- Зубострогальный станок 5236П;
- Зубострогальный станок 5А250П;
- Зубострогальный станок 5А250;
- Зубострогальный станок 5С276П;
- Зубострогальный станок 5С286П;
- Зубострогальный станок 5282;
- Зубострогальный станок 5А283;
elektronik-chel.ru
Зубодолбежные станки: технические характеристики, настройка, схемы
Для нарезания зубьев на цилиндрической или иной поверхности применяются зубодолбежные станки. При этом зубья могут быть самыми различными: косыми, прямыми, винтовыми, с внешним или внутренним зацеплением. В последнее время большой популярностью пользуется зубодолбежный станок с ЧПУ, который способен провести обработку в автоматическом режиме по установленной программе. Рассмотрим то, какая схема зубодолбежного станка и какими особенностями обладают популярные и типовые модели станков.
 Внешний вид зубодолбежного станка
Внешний вид зубодолбежного станкаКак работает и где применяется?
Рассматривая устройство зубодолбежного станка прежде всего следует учесть область применения и принцип работы. Область применения зубодолбежных станков следующая:
- При использовании оборудования с рассматриваемой группы можно провести нарезку шевронного или червячного колеса с прямым и косым расположением зубьев.
- Существенно расширить возможности оборудования можно путем его оснащения дополнительными специальными устройствами. К примеру, дисковая фреза может применяться для обработки зубьев и подрезки различных поверхностей.
- Современные зубодолбежные станки, характеристики которого могут варьировать в достаточно большом диапазоне, применяются для нарезания зубьев на колесах с диаметром от 12 мм. Если конструкция имеет систему реверсного хода, то есть присутствует возможность обрабатывать заготовки с закрытым углом шеврона.
- Зубодолбежный станок, описание которого приведено в этом материале, работает при установке долбяка в качестве основного режущего инструмента.
Рассматривая зубодолбежные станки, их назначение и область применения уделим внимание принципу работы:
- Проводится жесткая фиксация зубчатого колеса.
- Во время обработки деталей режущая кромка контактирует с заготовкой.
- Режущий инструмент изготавливается из износостойкого металла, что и позволяет проводить нарезание зубьев на поверхности заготовки.
Обработка внутренних и наружных колец
Зубодолбежный станок, назначение которого может существенно изменятся, работает по принципу обкатки. При этом у режущего инструмента и заготовки профиль может не соответствовать, что позволяет использовать одну фрезу для получения различных деталей.
Кроме этого, виды зубодолбежных станков могут существенно отличаться. Они весьма практичны и позволяют получить практически любую деталь. Процесс подборки режущего инструмента заключается в нижеприведенных особенностях:
- Фреза и заготовка цилиндрической формы вращаются вокруг своей оси, при этом создается определенное пятно контакта, где и происходит образование формы зуба.
- Под диаметр заготовки подбирается фреза с правильным количеством зубьев и с подходящим профилем.

Зубодолбежная обработка
Основные узлы зубодолбежных станков размещаются на станине. Обеспечивают и поступательное движение режущего инструмента для того, чтобы обеспечить равномерную обкатку поверхности без переустановки заготовки. На требуемую глубину зуба установить долбяк нельзя, так как сопротивление металла очень велико, и возникающую нагрузку станки не выдержат. В результате происходит деформация основных узлов и режущего инструмента, а также перегрев установленного электрического двигателя.
Особенности типовой конструкции
Практически все современные зубодолбежные станки имеют практически идентичную компоновку. Основные узлы следующие:
- Станина. Устройство практически всех металлообрабатывающих станков имеет станину, которая необходима для объединения всех элементов и гашения вибрации.
- Гитара обкатки. Схема зубодолбежного станка предусматривает возможность настройки устройства для получения заготовок с определенными параметрами.
- Шпиндель. Зубодолбление проходит при контакте режущего инструмента с заготовкой. Шпиндель предназначается для крепления режущего инструмента.
- Рабочий стол. Зубодолбёжные станки также имеют рабочий стол, на котором проводится крепление заготовки во время обработки.
- Направляющие суппорта. Рассматривая зубообрабатывающее оборудование следует уделить внимание тому, что подвижные элементы представлены суппортами.
- Гитара, которая обеспечивает круговую и радиальную подачу. Гитара сменных колес представлена шестернями самого различного диаметра.
- Долбежный суппорт. Назначение его достаточно просто: крепление долбяка и обеспечение его подачи.
- Кулачки врезания. Эти элементы позволяют настроить режим обкатки, довольно быстро сменяются при необходимости.
Следует учитывать, что принцип работы зубофрезерных станков основан на работе четырех цепей:
- Главное движение, передаваемое режущему инструменту. Главное движение круговое, принимает основной крутящий момент от установленного электродвигателя.
- Радиальная подача может подаваться как заготовке, так и режущему инструменту.
- Круговая подача, передающаяся обрабатываемой заготовке.
- Обкатка.
Примером подобной работы можно назвать модель 5М14. Проводя обзор можно уделить внимание тому, что основное вращение передается от главного электродвигателя. Момент, который передается на режущий инструмент или заготовку, передается через клиноременную передачу. Кроме этого есть и коробка скоростей, которая позволяет управлять зуборезным оборудованием.
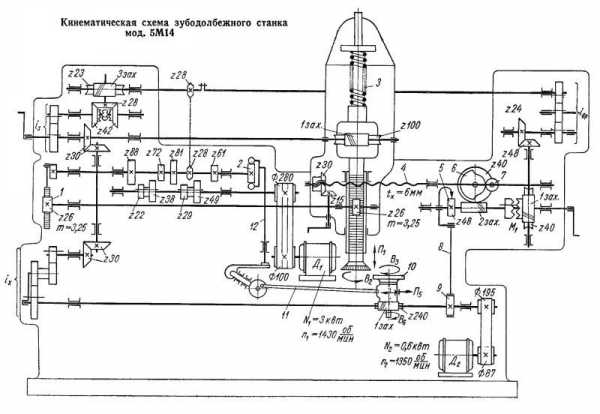
Кинематическая схема станка 5М14
Основные технические характеристики
При выборе станка уделяется особое внимание на его описание. Основные технические характеристики следующие:
- Колесо может обладать различным диаметром. Этот показатель выбирается при настройке оборудования. Ограничение ведется как по максимальному, так и минимальному показателю диаметрального размера заготовки. От этого показателя зависят основные параметры обработки.
- Показатель максимальной ширины нарезаемых зубьев. Этот параметр зависит от типа устанавливаемого режущего инструмента.
- Диапазон нарезаемых модулей.
- Рассматривая основной узел размещения режущего инструмента и возможность регулировки отметим, что угол наклона зубьев может быть самым различным.
- Размеры стола. Данный параметр определяет то, насколько большая заготовка может обрабатываться. Закономерность довольно проста: с увеличением размеров стола увеличивается размер самого станка и заготовки.
- Тип установленного электродвигателя. Электрическая схема станка определяет то, что вращение передается от мотора через привод к исполнительным органам. В продаже встречаются модели, которые могут иметь мотор с мощностью несколько киловатт.
- Размеры оборудования. Примером можно назвать вес станка, длину и ширину. Важным параметром считается вес по причине того, что под этот параметр создается наиболее подходящее основание.
Кроме этого отметим зубодолбежный станок с ЧПУ, который относится к отдельной группе. Данный тип оборудования может использоваться для точного фрезерования или обкатки.
Какие особенности моделей с ЧПУ?
Сегодня наибольшее распространение получили модели, которые работают от блока числового программного управления. Характеристики данного оборудования определяет нижеприведенные моменты:
- Работа станка может проходить в автоматическом режиме. Для этого требуется всего лишь провести установку заготовки и задать требуемую программу.
- Инструкция по эксплуатации определяет возможность получения высокоточных деталей. За счет того, что все узлы позиционируются с высокой точностью относительно друг друга, погрешность в размерах существенно снижается.
- Есть модели, которые даже проводят автоматическую погрузку/разгрузку заготовок. Они устанавливаются в цехах конвейерного производства, когда деталь передается с одного этапа обработки к другому.

- Зубодолбежный станок с ЧПУ

- Модель зубодолбежного станка с ЧПУ
Существует довольно большое количество вариантов исполнения зубодолбежных станков с ЧПУ. Рассматривая паспорт нужно уделить внимание тому, какой язык или метод программирования применяется. Электросхема моделей с ЧПУ намного сложнее, чем обычных.
Особенности настройки
Зубодолбежные станки могут настраиваться под определенные режимы работы. Их принцип работы определяет то, как проводится установка основных параметров. Для того чтобы обработать цилиндрический элемент различных конструкций выполняется следующая работа:
- Подбираются шестерни деления и подачи. Кинематическая схема предусматривает возможность смены колес, за счет и происходит деление цилиндрической поверхности на нужное количество зубьев.
- Подбираются наиболее подходящие кулачки радиальной подачи. Следует учитывать, что за один проход может сниматься только определенное количество металла.
- Подбирается требуемая скорость оборотов и число хода долбяка. Следует учитывать тот момент, что скорость резания и другие параметры зависят от типа установленного режущего инструмента. Так износоустойчивый материал лучше выдерживает воздействие повышенной температуры и трения.
Многие показатели выбираются путем использования специальных формул. Все основные значения можно взять с паспорта зубодолбежного станка. Сам процесс замены представлен выполнением демонтажных работ и установкой более подходящих элементов. Отметим, что на это уходит довольно много времени. Поэтому рассматриваемая группа зубодолбежных станков без ЧПУ применяется при крупносерийном производстве, когда настройка выполняется для выпуска большой партии.
Особенности наладки определяют то, что ее может провести как мастер, так и технолог. Для этого к сменным шестерням и кулачкам предоставляется быстрый доступ: зачастую достаточно провести снятие защитной панели. Рассматриваемую работу можно провести при наличии обычного набора инструментов.
Подача смазывающей жидкости
Рассматриваемый метод производства характеризуется повышенным износом режущего инструмента. Для достижения высокой скорости обработки увеличивается скорость и величина хода долбяка. Подобный метод увеличения производительности становится причиной:
- Быстрого износа режущего инструмента. За счет повышения температуры материала режущей кромки повышается показатель пластичности и уменьшается сопротивление трению. Поэтому решением проблемы становится использование режущего инструмента с высокопрочным сплавом.
- Изменение эксплуатационных качеств материала заготовки. Из-за повышения температуры в зоне резания он начинает пригорать, что приводит к появлению заусеницей. Кроме этого изменяются основные характеристики получаемых зубчатых колес. В определенных случаях это может привести к браку, из-за которого изделие не сможет использоваться.
- При неправильном выборе режимов обработки страдает и само оборудование. Следует учитывать, что производитель указывает максимальное значение нагрузки, которая может возникать на момент обкатки заготовки.
Станки зубодолбежные классического вида имеют систему подачи смазывающей жидкости. Электросхема зачастую представлена отдельным мотором, который создает давление в системе подачи смазывающей жидкости. Она подается в зону резания, что снижает силу трения и температуру поверхности.
В качестве смазки могут использоваться самые различные масла, а также эмульсионная жидкость. Из-за обильной смазки изделие после обработки также остается покрытым смазкой. Конечно, в большинстве случаев оно будет эксплуатироваться также при подаче масла, но все же этот момент усложняет транспортировку, погрузку и разгрузку, а также процесс установки. Поэтому в некоторых случаях подобный метод охлаждения зоны резания не подходит.
В заключение отметим, что рассматриваемый тип станков относится к отдельной группе узкоспециализированного оборудования. Встречается оно чаще всего в машиностроительной отрасли производства, так как именно в транспортных средствах довольно много различных шестерен и цепных, ременных передач. Большинство моделей имеет большие размеры и вес, что определяет особые требования к подготовке основания.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Зубофрезерные станки: технические характеристики, схемы, модели
Среди всего металлообрабатывающего оборудования следует выделить зубофрезерные станки. В принятой системе классификации их вынесли в отдельную группу. Станки зубофрезерные горизонтальные, вертикальные или иной разновидности применяются для получения зубчатого эвольвентного профиля. Получение сложной поверхности проводится методом обкатки.
 Зубофрезерный станок
Зубофрезерный станокГде применяются?
Модели зубофрезерных станков могут отличаться по достаточно большому количеству характеристик, не получили столь широкого распространения как оборудование токарной или фрезерной группы. Поэтому они применяются в:
- Машиностроительной отрасли промышленности.
- Авиационной и автомобильной отраслях промышленности.
- Приборостроении.
Универсальный зубофрезерный станок устанавливается с иным металлообрабатывающим оборудованием, так как обработка на зубофрезерных станках не позволяет изменить диаметральный размер цилиндрической формы. В продаже можно встретить модели, пригодные для применения в серийном, мелкосерийном и крупносерийном производстве.

- Вертикальный зубофрезерный станок

- Общий вид зубофрезерного станка
Основные технические параметры
Данный вид станков обладает достаточно большим количеством технических характеристик. При этом настройка зубофрезерного станка позволяет провести изменение некоторых параметров, что позволяет одну панель применять для получения зубчатых колес с различными параметрами.
Зубофрезерные станки имеют следующие основные технические характеристики:
- Настройка зубофрезерного станка с учетом диаметра венца и максимального размера модуля зуба
- Важным показателем можно назвать ширину зубчатого венца.
- Проводя расчет гитары дифференциала зубофрезерного станка можно задавать режим обработки при нарезании зубьев под углом. При этом угол может устанавливаться в определенном диапазоне.
- Рассматривая универсальный зубофрезерный станок отметим, что конструкция имеет суппорт, перемещающийся в вертикальном и поперечном направлении. Важным моментом является максимальный показатель перемещения.
- Классическое устройство зубофрезерного станка имеет узел, в котором проводится крепление режущего инструмента. Ручная установка или устанавливаемые системы ЧПУ для зубофрезерных станков могут устанавливать скорость вращения режущего инструмента в определенном диапазоне.
- Устанавливаемые зубофрезерные станки имеют технические характеристики, которые определяют диапазон подачи. Она может быть ручной или механической, быть вертикальной, тангенциальной и радиальной.
- Принцип работы основан на передаче вращения от основного электродвигателя через привод режущему инструменту и креплению заготовки. Именно поэтому одним из основных показателей является мощность основного электродвигателя. Кроме этого горизонтальный или вертикальный зубофрезерный станок может иметь несколько двигателей, каждый отвечает за выполнение определенных задач.
- Различные зубофрезерные станки имеют разные габаритные размеры. Стоит учитывать тот момент, что размеры оборудования определяют не только особенности его установки, но и некоторые эксплуатационные качества. Так с увеличением габаритных размеров зачастую увеличивается ход суппорта и режущего инструмента, а также увеличиваются размеры стола.
- Вес может варьироваться также в большом диапазоне.
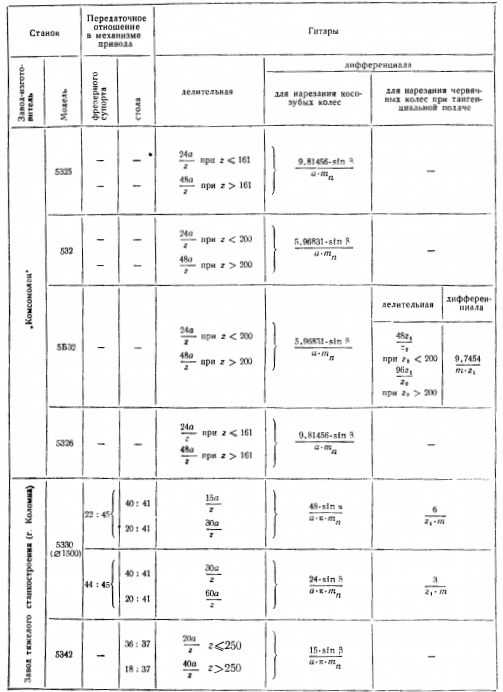
Формулы настройки гитар зубофрезерных станков
Гитара деления зубофрезерного станка может также существенно отличаться в зависимости от особенностей конкретной модели. Это должны учитывать проводя расчет гитары деления зубофрезерного станка.
Типовые конструктивные компоновки
Рассматривая зубофрезерный станок и принцип работы следует уделить внимание тому, какая у него компоновка. По данному показателю можно выделить следующие группы:
- Вертикальная ориентация оси заготовки. Компоновка зубофрезерных станков определяет особенности обработки, имеют подвижный стол. Компоновка применяется при производстве универсальных моделей, получивших наибольшее распространение.
- Вертикальная ориентация оси заготовки, инструмент подвижен по горизонтали. Устройство данного зубофрезерного станка имеет инструментальный суппорт, через который проводится передача осевой подачи. Данная компоновка наиболее подходит для моделей, оснащенных системой автоматизации погрузки/выгрузки заготовок. Именно подобные зубофрезерные станки с ЧПУ, принцип работы которых предусматривает автоматическую подачу заготовки, получили широкое распространение при выпуске больших партий продукции.
- Зубофрезерные станки при размещении заготовки в вертикальном направлении. Рассматривая основные узлы отметим стол, который зачастую подвижен в вертикальном направлении. Радиальная подача осуществляется инструментальной стойкой. Данные зубофрезерные станки, модели которых могут существенно отличаться в зависимости от предназначения, имеют конструкцию, которые позволяют легко их встраивать в различные автоматические линии обработки. Обработка на современных зубофрезерных станках сводится к уменьшению количеству операций, требующих вмешательства оператора.
- Горизонтальные с размещение оси заготовки в этой плоскости. Стол подвижный также в этом направлении, передает осевое вращение. Инструмент крепится на инструментальной стойке. Зубофрезерный станок данного вида получил широкое применение в сфере нарезания мелкомодульных зубчатых колес. Конструкция имеет горизонтальные направляющие для обеспечения перемещения инструментальной стойки.
- Горизонтальные станки имеют крепление для размещения заготовки в этой плоскости. Ключевая особенность заключается в неподвижности стола. Инструментальная стойка подвижная, предназначена для передачи осевой и радиальной подачи. Эти виды оборудования позволяют обрабатывать зубчатые колеса, которые выполнены в виде единой конструкции с валом.
Отметим, что расчет дифференциала зубофрезерного станка проводится в зависимости от особенностей схемы. Дифференциальный метод встречается крайне часто.

Пример кинематической схемы зубофрезерного станка
Числовое программное управление
Настройка гитары деления зубофрезерного станка проводится для изменения параметров нарезаемых зубьев. Зубофрезерные станки с ЧПУ имеет основные узлы, которые могут настраиваться под условия резания, они имеют высокую точность перемещения. Станки с ЧПУ можно охарактеризовать следующим образом:
- Могут применяться для нарезания конических шестерен, а также для конических колес. Числовое программное управление позволяет устанавливать основные режимы обработки.
- При составлении программы обработки проводится подсчет всех параметров. Однако деление венца проходит несколько иначе, настройка гитары не требуется. Это связано с тем, что вертикальный зубофрезерный станок или горизонтального типа с ЧПУ имеет подвижные узлы, положение которых и основные показатели работы настраиваются созданной программой.

Зубофрезерные станки с ЧПУ
Современное оборудование не требует серьезного вмешательства оператора, так как гитара деления зачастую отсутствует. Подобные зуборезные модели дорогие и сложны в обслуживании. Поэтому в большинстве случаев целесообразно устанавливать и использовать обрабатывающий станок, у котором есть конструкция гитары дифференциала.
Классификация по типу привода
Станки зубофрезерные имеют достаточно сложную конструкцию. Тип привода определяет то, как можно рассчитывать деление диска. Рассмотрим особенности и параметры следующих распространенных схем привода:
- Группа зубофрезерных станков с делительной червячной передачей стола. Оборудование имеет переменную толщину витка. Настраивать зазор можно в диапазоне 0,03-0,05 мм с существенным смещением червяка.
- Рассматривая описание следует уделить внимание и расположению систем. Особенности данной схемы заключаются в монтировании отдельного корпуса для делительной передачи. Делятся венцы в данном случае путем регулировки зазора. Червяк перемещается вместе с червяком в радиальном направлении относительно колеса.
- Проводить обкатку заготовки зубофрезерованием также можно при установке двух червячных передач с различным направлением витков. Этот метод регулировки универсален, представлен осевым смещением одного из червяка. Центр может смещаться на определенное расстояние в зависимости от особенностей модели.
- Есть модели, на которых устанавливается узел с зубчатой передачей. Зубчатое колесо приводится в движение гидравлическим насосом.
- Цилиндрический тип зубчатого колеса может устанавливать на шпинделе фрезы, который представлен двумя половинами. Установка зазора проводится путем смещения половин колес относительно друг друга.
- Рассматривая чертеж различных станков отметим вариант исполнения, когда оба зубчатых колеса шпиндельной фрезы имеют малую конусность зубьев. Управлять зубообрабатывающим оборудование в данном случае можно путем смещения одного колеса в осевом направлении.
- На шпинделе фрезы может устанавливать зубчатое колесо с очень большим количеством зубьев. Проводя расчет отметим, что регулировка проводится за счет замедления вращения относительно основного колеса.
Кроме этого появились и иные варианты передачи вращения. Некоторые подходят для производства, характеризующимся единичным выпуском.

Обработка на зубофрезерном станке червячной фрезой
Классификация по назначению
Еще важным показателем можно назвать назначение оборудования. Конструкция станков создается под выпуск определенной продукции. По данному показателю выделяют следующие группы оборудования:
- Резьбо-нарезные.
- Зубофрезерные станки для конических шестерен.
- Для нарезания зубьев цилиндрических колес.
- Для обработки цилиндрических колес и шлицевых валов.
- Для выпуска червячных колес.
- Резьбофрезерные.
- Для обработки торцевых поверхностей колес.
- Зубоотделочные, обкатные и проверочные.
- Шлифовальные.
Кроме этого есть оборудование, создаваемое под определенные условия обработки. Его отводят в отдельную группу.
В заключение отметим, что оборудование для нарезания зубьев выпускается самыми различными компаниями. На протяжении длительного периода на производственных линиях в машиностроительной промышленности устанавливали модели, производимые на заводах СССР. Сегодня зарубежная техника намного обходит отечественную, позволяет получать изделия с высокоточными размерами и показателем шероховатости.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Зубообрабатывающие станки: назначение
 В машиностроении часто требуется доработка или ремонт зубчатых колес и реек, червяков и шестеренок. Справиться с такой задачей позволяют специальные станки, направление на фрезеровку, выдалбливание зубцов, их резку и отделку.
В машиностроении часто требуется доработка или ремонт зубчатых колес и реек, червяков и шестеренок. Справиться с такой задачей позволяют специальные станки, направление на фрезеровку, выдалбливание зубцов, их резку и отделку.
С помощью зубообрабатывающих станков производят черновую и чистовую обработку зубцов, подгонку колес, доведение до требуемых параметров самих зубцов, а также закругление их торцов.
Фрезерные станки служат для нарезки колес с прямыми, скошенными или шевронными зубцами, а также червячных элементов. Наиболее широко в промышленности используются вертикальные станки, оснащенные подвижным столом и стационарной стойкой или обратной комбинацией блоков. При нарезании новых зубцов на колесах заготовка жестко скреплена со специальным делителем червячного колеса, движение которого обеспечивается червяком. Он связан с фрезой посредство сменных зубчатых колес, что обеспечивает высокую эффективность работы агрегата.
Цилиндрические колеса с наружным или внутренним сцеплением, оснащенные прямыми или скошенными зубцами, выполняют на зубодолбежных станках. Также подобные машины используются для производства колес с буртами, систем зубчатых колес, специальных секторов, шлицевых валиков, реек с зубцами и других элементов разных агрегатов. Нарезка зубцов чаще всего производится обкаткой, реже применяется метод копирования. Наиболее распространены вертикальные станки с режущим долбяком, способным совершать поступательные движения в прямом и обратном направлении параллельно основной оси симметрии заготовки.
На станках, называемых зубострогальными, чаще всего обрабатываются зубчатые колеса конической формы с прямым расположение зубцов. В этом случае применяется обкатка одним или двумя резцами. Во время изготовления изделия происходит зацепление обрабатываемого колеса с производящим элементом, два зубца которого являются резцами. Благодаря поступательному движению последних на детали появляются прямые зубцы.
Для обработки некоторых издел
machine-tools-repair.com
Зубообрабатывающие станки
Назначение, классификация и область применения.Пятая группа станков включает все многообразие зубообрабатывающнх станков, а также специальные резьбообрабатывающие станки. Для обработки зубьев колес используются фрезерование, строгание, долбление, протягивание, точение, шлифование и другие технологические методы, что обычно отражается в названии станка.
В основу классификации зубообрабатывающнх станков положены вид зубчатого колеса, технологический метод резания, назначение обработки (образование зубьев, их отделка) и ряд других признаков. Приведем основные типы станков для обработки зубьев в соответствии с классификацией ЭНИМС.
- Зубодолбежные станки для обработки по методу обкатки зуборезным долбяком цилиндрических колес, а также зубчатых секторов внутреннего и внешнего зацепления с прямым, косым или винтовым зубом. Они отнесены к первому типу. Это мод. 5107, 5В150, 511.1 и другие полуавтоматические станки. В парке зуборезных станков они составляют более 20%
- Ко второму типу относятся зуборезные станки для обработки конических колес. По методу обкатки зуборезной головкой обрабатываются круговые зубья на станках мод. 525, 5Б231 и др. Прямозубые колеса получают на зубострогальных станках мод. 5А250, 5282, 5А283 и др. По методу кругового протягивания каждой впадины работает зубопро-тяжный станок мод. 5245 для обработки конических прямозубых колес в условиях массового производства. Зубофрезерные станки мод. 5П23, 5230 и др. применяют для обработки двумя дисковыми фрезами конических прямозубых колес по методу обкатки. За один цикл обрабатываются обе стороны профиля зуба модулем до 8 мм.
- Зубофрезерные станки для обработки по методу обкатки червячной фрезой цилиндрических прямозубых и косозубых колес, червячных колес в условиях единичного, серийного и массового производства. Они относятся к третьему типу и составляют около 50% зуборезного оборудования. К ним относятся мод. 530П, 5К32, 5А342, 5300 и др. На некоторых моделях можно работать и пальцевыми модульными фрезами по методу копирования, обрабатывая шевронные зубья. Согласно специфике процесса нарезания эти станки относятся к полуавтоматическим. На станках этого типа нарезаются шлицы на валах, так же как на обычных зуборезных и специальных шлицефрезерных станках (мод. 5350, 5350Б и др.).
- Зубофрезерные станки для обработки червячных колес работают только по методу обкатки. Как и станки для обработки реек, их относят к четвертому типу (хотя станки для обработки реек могут работать как фрезой по методу копирования, так и зуборезным долбяком). Примером станков этого типа являются мод. 5412, 5414 и др.
- Станки для обработки торцов зубьев относятся к пятому типу и позволяют обрабатывать фаски, снимать заусенцы или закруглять торцы зубьев. К этим станкам относятся мод. 5525, 5Н580, 5А580 и др.
- Шестой тип станков пятой группы включает рсзьбообрабатывающе станки, например мод. 5К63 и др.
- Зубоотделочные станки относятся к седьмому типу зубообрабатывающих станков. Это зубошевинговальные станки (мод. 5702, 5717 и др.), зубопритирочные (мод. 5П725) и др. Сюда же относятся контрольно-обкатные станки мод. 5А725, 5А726, 5Б725 и др. для контроля пятна контакта, бокового зазора и уровня шума.
- Зубо- и резьбошлифовальные станки относятся к восьмому типу. К нему также относятся станки для шлифования цилиндрических колес мод. 5В830, 5891, 5831 и др.
- К девятому типу относятся разные зубо- и резьбообрабатывающие станки, например зубохонинговальные (мод. 5913) и т. и. Зубофрезерные станки. Рабочие движения зубофрезерного станка сообщаются инструменту и заготовке. Движение резания осуществляет червячная фреза, закрепляемая на шпинделе фрезерного суппорта. Стол станка с оправкой В для заготовки получает вращательное движение, согласованное с вращением червячной фрезы. Эти движения обкаточные, они воспроизводят движение зубчатой пары, положенной в основу конструкции станка: рейка – колесо или червяк – колесо. В зависимости от вида нарезаемого колеса движение подачи сообщается заготовке или фрезе. Так, при нарезании цилиндрических, колес фрезерный суппорт по направляющим стойки перемещается вертикально и постепенно нарезает зубья по всей ширине обода колеса на полную высоту зуба или на часть ее (при больших модулях). При нарезании червячного колеса методом радиальной подачи эта подача осуществляется салазками с вращающимся столом, перемещающимся по горизонтальным направляющим станины. При нарезании червячного колеса методом тангенциальной подачи это движение получает фреза, перемещающаяся по направляющим фрезерного суппорта (осевая подача фрезы).
Двигатель зубофрезерного станка может обслуживать все рабочие и вспомогательные перемещения. Однако имеются станки, в которых, помимо электродвигателя рабочих движений, есть двигатели гидропривода, быстрого хода станка, периодического осевого перемещения инструмента для равномерного износа фрезы, насоса охлаждения и т. п.
Несущая система станка обеспечивает неизменность или точность выдерживания межосевого расстояния между осью фрезы и осью заготовки. Станина 6 станка имеет горизонтальные направляющие 5 для перемещения салазок со столом или (в других конструкциях) вертикальной стойки с фрезерным суппортом. Суппорт позволяет поворачивать фрезерный шпиндель на угол до + 60° при нарезании, левых, или правых колес с косым зубом.
Передаточные механизмы движения резания включают ременные, зубчатые конические и цилиндрические передачи, Передаточные механизмы движения подачи и обкатки состоят из зубчатых конических и цилиндрических передач и из червячной пары, приводящей во вращение стол. В качестве суммирующего механизма применяется конический дифференциал. В цепях движения резания и подачи имеются гитары сменных колес для настройки кинематических цепей подач, скоростей, обкатки (деления) и дифференциальной цепи.
Исполнительный механизм (шпиндель фрезерного суппорта) приводится во вращение от цилиндрической косозубой зубчатой передачи; перемещение фрезы при вертикальной и осевой подачах осуществляется винтовыми механизмами. Исполнительный механизм, вращающий заготовку со столом и оправкой, представляет собой обычно червячную пару высокой точности; горизонтальная подача стола на салазках осуществляется винтовой парой.
Система управления станком состоит из кнопочной станции, управляющей электродвигателями, и рукояток для наладки станка на конкретную заготовку (обеспечение межосевого расстояния между
фрезой и заготовкой, место для вертикального расположения фрезы относительно колеса, поворота шпинделя фрезы на нужный угол и т. п.). Станок работает как полуавтомат и требует вмешательства оператора лишь для смены заготовок. Зубодолбежные станки. Рабочие движения сообщаются инструменту и заготовке. Движением резания является возвратно-поступательное движение долбяка, закрепляемого на шпинделе станка. Стол станка с оправкой для закрепления заготовки (за кожухом) получает вращательное движение, согласованное с вращением долояка. Эти движения обкаточные, они воспроизводят движения зубчатой передачи шестерня – колесо, положенной в основу кинематики станка. Горизонтальное перемещение долбежной головки по направляющим траверсы осуществляется в период врезания долбяка в заготовку. В период холостого хода долбяка вверх осуществляется радиальное перемещение стола с отводом заготовки от долбяка. Перед началом рабочего движения заготовка подводится к долбяку.
Двигатель зубодолбежного станка чаще всего общий, обслуживающий все рабочие и вспомогательные перемещения, однако имеются станки, в которых помимо электродвигателя рабочих движений есть двигатели гидропривода, быстрого хода стола, подвода и отвода заготовки к долбяку, насоса охлаждения и др.
Несущая система станка обеспечивает неизменность межосевого расстояния между долбяком и заготовкой в процессе обработки. Станина 5 зубодолбежного станка с вертикальным шпинделем несет в верхней части траверсу с горизонтальными направляющими, по которым перемещается долбежная головка 2.
Передаточные механизмы движения резания включают ременные, зубчатые конические и цилиндрические передачи. Преобразование вращательного движения в возвратно-поступательное движение долбяка осуществляется кривошипно-шатунным механизмом и сектором с рейкой. Величина хода регулируется перемещением кривошипного пальца относительно оси его вращения, шатун делается раздвижным. Далее движение передается рычагом, имеющим зубчатый сектор, который входит в зацепление с рейкой на шпинделе (штосселе) станка.
Передаточные механизмы движения подачи и обкатки состоят из зубчатых конических и цилиндрических передач и червячной пары, приводящей во вращение стол. В цепях движения резания и подачи имеются гитары сменных колес для настройки цепи подач, скоростей и обкатки (деления). Плавное врезание долбяка в заготовку обеспечивается кулачком с рассчитанным профилем.
Исполнительный механизм (шпиндель долбежной головки) приводится во вращение червячной парой; возвратно-поступательное движение долбяка осуществляется реечной передачей. Исполнительный механизм, вращающий заготовку со столом и оправкой, представляет собой обычно червячную пару высокой точности; горизонтальные перемещения стола во время холостого хода долбяка осуществляются рычажным механизмом.
Система управления станком состоит из кнопочной станции, управляющей электродвигателями, и рукояток для наладки станка на конкретную заготовку (обеспечение межосевого расстояния между долбяком и заготовкой, места вертикального расположения долбяка относительно колеса, длины рабочего хода долбяка и т. п.). Станок работает как полуавтомат и требует вмешательства оператора лишь для смены заготовок. Зубострогальные станки для обработки конических колес. Широкое применение для обработки конических колес с прямым зубом находят зубострогальные станки, работающие двумя резцами. Рабочие движения сообщаются инструменту и заготовке. Движение резания осуществляют резцы, движущиеся возвратно-поступательно в радиальном направлении к центру станка и закрепляемые в резцовых салазках. Салазки размещены на люльке, представляющей собой образующее плоское колесо. Заготовка закрепляется в шпинделе делительной головки. Заготовке через зубчатую передачу сообщается вращение в период обкатки.
Она же совершает операцию деления при помощи особого механизма. Вращения люльки и заготовки являются обкаточными движениями, которые воспроизводят зацепление нарезаемого, конического колеса с плоским производящим колесом. Головка устанавливается под определенным углом к плоскости движения резцов на направляющих. Подвод и отвод заготовки к резцам совершается по салазкам. После установки заготовки станок работает но следующему циклу: пуск станка и начало работы резцов – врезание резцов в заготовку – обкатка резцами впадины зуба – отвод заготовки в исходное положение. – деление заготовки на один зуб и т. д. z раз.
Двигатель зубострогального станка обеспечивает все рабочие и вспомогательные движения. Несущая система станка обеспечивает неизменность условий обработки. На станине станка закреплены все основные узлы.
Передаточные механизмы движения резания включают ременные передачи со сменными шкивами. Преобразование вращательного движения в возвратно-поступательное движение резцов осуществляется кривошипно-шатунным механизмом. Передаточные механизмы движения подач и обкатки состоят из цилиндрических и конических передач и из червячной пары, приводящей во вращение шпиндель с заготовкой. Продолжительность обработки одной впадины изменяется при помощи гитары сменных колес. Вращение заготовки согласовывается с вращением суппорта, на котором установлены резцы. Согласование производится гитарой сменных колес суппорта, на котором установлены резцы.
Система управления станком состоит из кнопочной станции, управляющей электродвигателем, и рукояток для наладки станка на конкретную заготовку. Станок работает как полуавтомат: после установки заготовка и включения электродвигателя все движения, необходимые для нарезания зубьев, осуществляются автоматически.
Система охлаждения зоны резания включает помпу и систему очистки СОЖ.
Техника безопасности. При работе на зубообрабатывающих станках необходимо соблюдать правила техники безопасности, общие для металлообрабатывающего оборудования (долбежных, фрезерных, шлифовальных станков). Наряду с этим зубообработка предъявляет свои специфические требования. Так, при проектировании зубообрабатывающих станков необходимо предусматривать защитные экраны, предохраняющие зону резания. Как правило, зуборезный инструмент многозубый, с острыми режущими кромками, поэтому при использовании его необходимо соблюдать специальные меры предосторожности: установку и снятие инструмента со станка производить в рукавицах, а для очистки инструмента от стружки иметь металлические щетки. Во время работы станка нельзя осуществлять контроль обрабатываемой детали и поднастройку станка на размер. Хранить дорогостоящий режущий инструмент необходимо в специальной таре. Съем и установку заготовок на станок не следует делать при вращающемся инструменте.
bishelp.ru
§ 5. Зубообрабатывающие станки
Зубообрабатывающие станки разделяются на следующие типы.
По назначению различают станки для нарезания цилиндрических колес; червячных колес; конических колес; шевронных колес и зубчатых реек.
По характеру рабочего движения и виду режущего инструмента станки делятся на зубофрезерные, зубодолбежные, зубострогальные, зубопротяжные (фасонная протяжка), зубопритирочные, зубошевинговальные.
По виду обработки различают станки для черновой и чистовой обработки; для приработки зубчатых колёс; для доводки зубьев; для закругления тоцов зубьев.
§ 6. Способы изготовления прочих видов зубчатых колес, червяков и реек
Нарезание червячных колес. Зубчатый венец червячных колес чаще всего нарезают на зубофрезерных станках червячными фрезами, причем размеры фрез должны соответствовать размерам червяка, с которым будет зацепляться данное червячное колесо. Разница заключается лишь в том, что наружный диаметр червячной фрезы на 0,5 т больше диаметра червяка. Это обеспечивает фрезерование впадины полной глубины.
Ось фрезы устанавливают перпендикулярно оси колеса. Фрезерование может осуществляться либо с поперечной подачей заготовки на фрезу (рис. 276, а), либо с продольной подачей фрезы вдоль ее оси. В последнем случае фреза снабжается заборным конусом и между заготовкой и фрезой сразу устанавливается требуемое межцентровое расстояние (рис. 276, б).
Фрезерование с поперечной подачей обеспечивает большую производительность (вследствие малой величины перемещения детали), однако фрезерование с продольной подачей фрезы обеспечивает большую точность.
Нарезание червячных колес для глобоидных передач осуществляется глобоидной червячной фрезой (рис. 276, в). На всех трех схемах стрелками показаны движения, встречающиеся при
Глобоидная фреза
Рис. 276. Нарезание червячных колес
нарезании зубьев: v — движение скорости резания; sг и sr — движения подачи и v3 — делительное движение, согласованное кинематически с вращательным движением фрезы.
При отсутствии специального зуборезного оборудования червячные колеса можно нарезать на обычных фрезерных станках дисковыми зуборезными фрезами. Стол с заготовкой устанавливается под углом наклона зуба; зубофрезерование осуществляется с вертикальной подачей стола. После прорезки одной впадины стол опускается и заготовка при помощи делительной головки поворачивается на один зуб. Наружный диаметр дисковой фрезы должен быть на 0,5т больше наружного диаметра червяка, сцепляемого с данным колесом; номер фрезы из комплекта подбирается по фиктивному числу зубьев аналогично фрезерованию косозубых колес. Этот способ по точности и производительности уступает фрезерованию червячными фрезами.
Чистовая обработка червячных колес осуществляется чаще всего притиркой или прикаткой с эталонным червяком или шевингованием червячным шевером. Применяется также приработка червячного колеса и червяка непосредственно в механизме.
Нарезание конических прямозубых колёс. Метод копирования широко применяется при черновом (предварительном) нарезании, а также при изготовлении неответственных колес с неширокими венцами. В этих случаях могут быть использованы обычные универсально-фрезерные станки и дисковые модульные фрезы. Заготовку устанавливают на шпинделе делительной головки, повернутом на угол а, равный половине угла конуса по впадинам. После прорезки одной впадины с продольной подачей стола заготовку поворачивают на один зуб (рис. 277). Фрезы подбирают по наибольшему модулю.
Если венец колеса достаточно широкий, описанный способ не может быть применен вследствие больших погрешностей формы зуба. В этом случае при отсутствии специального оборудования может быть применен способ фрезерования каждой впадины за два прохода. Делительную головку устанавливают на поворотный стол и первоначально поворачивают на некоторый угол р против часовой стрелки (рис. 278). После прорезки всех впадин делительную головку поворачивают на такой же угол в противоположную сторону и вторично фрезеруют все впадины. Фрезы подбирают по наименьшему модулю. При этом форма зуба оказывается более или менее правильной, однако значительные погрешности профиля делают этот способ пригодным лишь для неответственных колес.
Заготовка
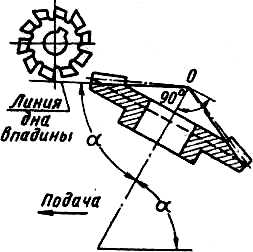
Рис.277 Рис.278
Рис. 277. Схема нарезания зуба конического колеса дисковой зуборезной фрезой:
а — половина угла конуса впадин
Рис. 278. Схема нарезания широких венцов конических зубчатых колес дисковой зуборезной фрезой; а — половина угла конуса впадин
Метод обката. Нарезание зубьев производится чаще всего на зубострогальных станках двумя резцами. В процессе резания воспроизводится зацепление нарезаемого колеса с воображаемым плоским колесом. После каждого цикла обката происходит поворот заготовки на один зуб.
На рис. 279, а приведена принципиальная схема нарезания конического прямозубого колеса двумя зубострогальными резцами. На схеме стрелками отмечены движения, участвующие в процессе нарезания. Поступательно-возвратное движение резцов vp и vx в процессе нарезания является движением скорости резания; вращательно-возвратное движение механизма обкатки (люльки) vA, согласованное с возвратно-вращательным движением заготовки колеса v3 — движением обкатки; поступательно-возвратное движение заготовки st служит для установки на глубину впадины и отвода бабки и, наконец, прерывистое вращательное движение 1/z (где г — число нарезанных зубьев).
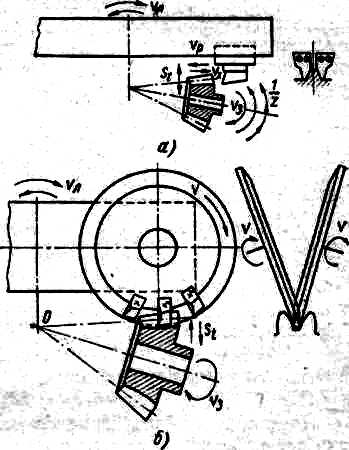
Рис.279. Нарезание конических прямозубых
колёс.
— делительным движением и осуществляется тогда, когда заготовка и резцы отведены друг от друга.
На рис. 279, б дана схема нарезания конического прямозубого колеса по методу обката двумя дисковыми сборными фрезами. Этот способ повышает производительность в 3—5 раз по сравнению с зубостроганием за счет применения вращающегося многорезцового инструмента вместо двух зубострогальных резцов, совершающих возвратно-портупательное движение, и позволяет нарезать колеса без предварительного прорезания впадин. Вращательное движение дисковых фрез v, указанное на схеме, является движением скорости резания; возвратно-вращательное движение люльки vA, согласованное с вращательным движением заготовки v3y — движением обката; поступательно-возвратное движение st — движением подачи на глубину впадины. Когда люлька закончит обкат, заготовка автоматически отводится от фрез, и люлька начинает вращаться в обратную сторону. Нарезаемая заготовка продолжает вращаться в ту же сторону, как вращалась и при рабочем ходе люльки. За период обратного вращения люльки заготовка успеет повернуться на такой угол, который соответствует делению на число нарезаемых зубьев. Существует еще способ нарезания. Конические неответственные колеса с неширокими венцами (b < 5т) можно нарезать на зубофрезерных станках червячными фрезами. Этот способ не обеспечивает высокой точности по профилю, однако обладает весьма высокой производительностью. В качестве инструмента применяется специальная дисковая фреза, зубья которой расположены по винтовым виткам многозаходного червяка (рис. 280). Число зубьев фрезы равно числу заходов червяка и обычно принимается равным четырем. Заготовку устанавливают в специальном приспособлении, укрепленном на столе станка, и связывают с движением стола. Между заготовкой и инструментом устанавливается кинематическая связь, соответствующая зацеплению колеса с z-заходным червяком, где z — число зубьев фрезы.Рис. 280. Специальная дисковая фреза для нарезания конических зубчатых колес
Рис. 281. Схема нарезания конических зубчатых колес специальной дисковой фрезой
Каждый следующий зуб начинает обработку следующей впадины; таким образом, деление происходит непрерывно. Фреза имеет продольную подачу вдоль образующей конуса впадин (схема обработки изображена на рис. 281).
Нарезание зубчатых колес внутреннего зацепления. Зубчатые венцы колес внутреннего зацепления получают либо долблением на зубодолбежных станках, либо протягиванием фасонными протяжками.
Нарезание зубчатых реек. Нарезание зуба у реек при отсутствии специального оборудования может быть произведено на обычных фрезерных станках дисковыми зуборезными фрезами. Рейку устанавливают в специальном приспособлении поперек -стола станка. После прорезки одной впадины с продольной подачей стола стол возвращается обратно и при помощи поперечной подачи стола или приспособления происходит перемещение рейки на один шаг. Так последовательно нарезаются все зубья рейки.
При фрезеровании косозубых реек стол станка поворачивается на требуемый угол наклона. Описанный способ характеризуется очень низкой производительностью и не обеспечивает высокой точности по шагу. Для ускорения процесса обработки на шпинделе станка может быть установлено несколько фрез на расстоянии, кратном шагу рейки. Число ходов стола при этом соответственно сокращается. Целесообразно обрабатывать несколько реек одновременно.
В серийном и массовом производстве могут быть применены специальные кольцевые фрезы, состоящие из ряда дисковых фрез, число которых равно числу зубьев нарезаемой рейки. В этом случае все зубья рейки нарезаются одновременно. Описанный способ весьма целесообразен для недлинных реек, так как обладает высокой производительностью. При одновременной установке нескольких заготовок производительность еще более увеличивается. Применяется также способ нарезания реек на токарно-винторезных станках. Рейки 1 устанавливают в специальные барабаны 2 достаточно больших диаметров, которые, в свою очередь,
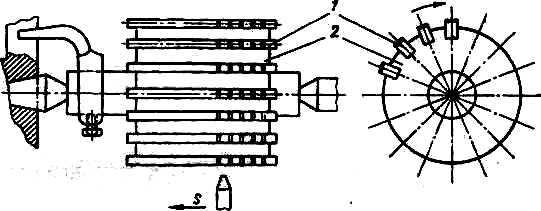
Рис. 282. Схема нарезания реек на токарно-винторезных станках
устанавливают в центрах станка (рис. 282). Чем больше диаметр барабана, тем больше число одновременно устанавливаемых реек. При нарезании прямозубых реек их устанавливают в барабан под углом β, определяемым из соотношения
т — модуль рейки;
D —диаметр барабана, измеренный по цилиндру, касательному делительной прямой рейки. Шаг подачи суппорта определяется из соотношения
также могут быть нарезаны косозуоые рейки, причем расчет угла установки несколько сложнее. Этот способ обеспечивает высокую производительность и достаточно высокую точность.
Накатывание зубчатых колес. Накатывание может осуществляться как в горячем, так и в холодном состоянии валками или рейками. В приборостроении применяется накатывание валками. Способ пригоден как для прямозубых, так и косозубых колес, причем одними и теми же валками могут быть накатаны зубчатые колеса с различным числом зубьев. Наибольшее распространение имеет способ накатывания двумя валками.
Процесс деформации осуществляется либо при помощи поперечной подачи валков (рис. 283, а), либо при помощи продольной подачи заготовки вдоль валков, заранее установленных на требуемое межцентровое расстояние (рис. 283, б). В последнем случае валки снабжаются заборным конусом. Накатывание с продольной подачей следует считать более целесообразным как в отношении точности, так и производительности.
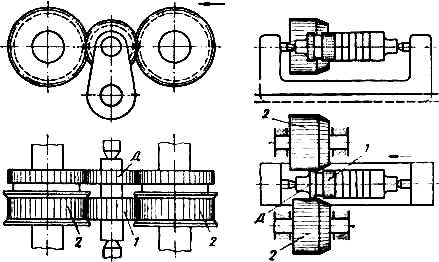
а) 5)
Рис. 283. Схемы накатывания зубчатых колес: / — накатываемое колесо; 2 — накатники; Д — делительное колесо
Для поперечного накатывания используются единичные заготовки; для продольного — либо прутки, которые впоследствии разрезаются на отдельные зубчатые колеса, либо единичные заготовки, набираемые на общую оправку.
Валки представляют собой корригированные зубчатые колеса с отношением высоты ножки к высоте головки, обратным этому отношению у накатываемого зубчатого колеса. Желательно иметь валки возможно большего диаметра. При этом увеличивается степень перекрытия и процесс накатывания протекает более плавно; условия деформации металла улучшаются. Материал валков — закаленная легированная сталь (обычно 5ХНМ).
В холодном состоянии накатывают преимущественно зубчатые колеса малых модулей из цветных металлов.
Стальные заготовки следует предварительно нагревать. Точность накатанных с принудительным делением зубчатых колес в значительной степени зависит от точности валков и колеблется в пределах 7—8-й степеней. Чистота поверхности, как правило, очень хорошая — порядка Ra=1,25-0,32 мкм.
14
studfiles.net