1616 станок токарный станок: 1616 Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики
alexxlab | 13.05.2023 | 0 | Токарный
1616 Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1616
Производителем токарно-винторезных универсальных станков 1616 является Средневолжский станкостроительный завод СВСЗ, основанный в 1876 году.
Производство металлорежущих станков на Средневолжском станкостроительном заводе впервые началось в конце января 1926 года. Первым выпущенным станком на предприятии был токарно-винторезный станок со ступенчатым шкивом модели ТВ-155В.
В годы войны завод освоил выпуск токарно-винторезного станка 1615 и вскоре модернизировал его, доведя скорость шпинделя до 1000 оборотов в минуту.
В 1949 году запущен в серийное производство станок 1616, в шестидесятых годах модели – 1В616 и 1А616, а с начала семидесятых годов начался выпуск серии 16Б16.
С 90х годов прошлого века предприятие СВСЗ выпускает токарные станки под торговой маркой SAMAT.
Станки производства Средневолжского станкостроительного завода, СВСЗ, г. Самара
- 1А616 станок токарно-винторезный универсальный, Ø 320
- 1А616к станок токарно-винторезный с АКП, Ø 320
- 1А616П станок токарно-винторезный повышенной точности, Ø 320
- 1Б811 станок токарно-затыловочный, Ø 250
- 1Е811 станок токарно-затыловочный, Ø 250
- 1П611 станок токарно-винторезный универсальный, Ø 250
- 16Б16 станок токарно-винторезный универсальный, 320
- 16Б16А станок токарно-винторезный особо высокой точности, Ø 320
- 16Б16КА станок токарно-винторезный особо высокой точности с АКП, Ø 320
- 16Б16П станок токарно-винторезный повышенной точности, Ø 320
- 16Б16КП станок токарно-винторезный повышенной точности с АКП, Ø 320
- 16Б16Ф3 станок токарный патронно-центровой с ЧПУ, Ø 320
- 16Б16Т1 станок токарный с ЧПУ, Ø 320
- 16Д16АФ1 станок токарно-винторезный особо высокой точности с УЦИ, Ø 320
- 16С16А станок токарно-винторезный особо высокой точности, Ø 320
- 162-ВУ станок токарно-винторезный универсальный, Ø 320 х 750
- 162-СП станок токарно-винторезный универсальный, Ø 320 х 750
- 561 станок резьбофрезерный, Ø 400 х 700
- 1615 станок токарно-винторезный универсальный, Ø 320
- 1616 станок токарно-винторезный универсальный, Ø 320
- 1716ПФ3 станок токарный с ЧПУ, Ø 320
- 1811 станок токарно-затыловочный, Ø 250
- 5350А станок шлицефрезерный полуавтомат, Ø 150
- К-96 станок токарно-затыловочный, Ø 290
- КТ-141 станок токарный патронный с ЧПУ, Ø 200 х 100
- Samat 400 станок токарно-винторезный повышенной точности, Ø 400
- Умелец станок токарный настольный, Ø 175
1616 станок токарно-винторезный универсальный.
 Назначение и область применения
Назначение и область примененияУниверсальный токарно-винторезный станок 1616 заменил в производстве устаревшую модель 1615 и был заменен на более совершенную модель этой же серии 1А616.
С 1949 года Средневолжский станкостроительный завод начал выпускать токарно-винторезный станок 1616 в двух исполнениях: нормальной точности (модель 1616) и повышенной точности (модель 1616П).
Токарно-винторезный станок 1616 предназначен для токарной обработки сравнительно небольших деталей из различных материалов как быстрорежущими, так и твердосплавными инструментами в условиях индивидуального и серийного производства. На станке можно нарезать резцом метрические, дюймовые и модульные резьбы.
Токарный станок модели 1616 обладает достаточной быстроходностью для своего времени (наибольшее число оборотов шпинделя в минуту 1415) и электродвигатель мощностью 2,8 кВт. В дальнейшем станок 1616 был усовершенствован: мощность двигателя увеличилась до 4,5 кВт, скорость шпинделя возросла до 44.
Наибольший диаметр детали типа Диск, обрабатываемой над станиной, составляет 320 мм, а максимальный диаметр детали типа Вал, закрепляемой в центрах над верхней частью суппорта – 175 мм. Расстояние между центрами 750 мм.
Наибольшая длина обтачивания детали с механической подачей суппорта равна 700 мм, т. е. на 50 мм меньше, чем максимальное расстояние между центрами.
Шпиндель станка 1616 получает 24 скорости вращения (19..1415 об/мин) в прямом и обратном направлении (142..580) от коробки скоростей через переборные шестерни. Для управления перебором служат рукоятки на передней бабке.
Две фрикционные муфты в коробке скоростей управляют пуском, остановом и реверсированием шпинделя при включенном двигателе.
Передний конец шпинделя станка 1616 имеет внешний конус, шпонку и гайку М115х4 для крепления промежуточного фланца с патроном.
- Конец шпинделя резьбовой – М115 х 4
- Внутренний (инструментальный) конус шпинделя – Морзе 5
- Стандартный диаметр токарного патрона – Ø 165 мм
- Диаметр сквозного отверстия в шпинделе – Ø 30 мм.
 Наибольший диаметр прутка – Ø 29 мм
Наибольший диаметр прутка – Ø 29 мм - Частота прямого вращения шпинделя I диапазон – 19; 27; 40; 53; 76; 108; 31; 45; 65; 86; 124; 178 об/мин (12 ступеней)
- Частота прямого вращения шпинделя II диапазон – 152; 220; 315; 418; 602; 864; 250; 360; 517; 685; 988; 1415 об/мин, (12 ступеней)
- Торможение шпинделя: нет
Коробка подач обеспечивает, нарезание метрической, дюймовой и модульной резьбы без применения сменных шестерен. Для нарезания точной резьбы ходовой винт может быть включен напрямую, минуя коробку подач.
Механизм коробки подач дает возможность получить через ходовой винт следующие резьбы:
- Резьба метрическая с шагом от 0,5 до 9 мм
- Резьба дюймовая с числом ниток на 1 дюйм от 2 до 38
- Резьба модульная с шагом в модулях от 0,5 до 9
- Продольные подачи 0,07..1,67 мм/оборот (140 ступеней)
- Поперечные подачи 0,02..1,24 мм/оборот (140 ступеней)
От шпинделя движение передается на гитару, и от нее на входной вал коробки подач.
Обрабатываемая деталь устанавливается в центрах или патроне. Привод станка осуществляется от одного электродвигателя через два клиноременных ремня и редуктор, расположенный в левой тумбе станка.
Наличие клиноременной передачи предохраняет механизмы коробки скоростей и шпиндельной бабки от динамических ударов при пуске, реверсировании и торможении.
Коробка подач обеспечивает, нарезание метрической, дюймовой и модульной резьбы без применения сменных шестерен. Для нарезания точной резьбы ходовой винт может быть включен напрямую, минуя коробку подач.
Двигатель для привода быстрого хода не предусмотрен.
В станке предусмотрена возможность установки гидрокопировального устройства и гидропневмоцилиндров для зажима изделий в патроне или цанге.
Станина жесткой конструкции установлена на общей массивной тумбе. Привод станка разделенный. Коробка скоростей смонтирована в левой части тумбы.
Коробка подач закрытого типа имеет удобное управление. К станку прилагаются копирная линейка и механизм четырехпозиционных продольных упоров. Станок 1616 имеет централизованную циркуляционную систему смазки и систему охлаждения с отдельным приводом.
Станок 1616 имеет централизованную циркуляционную систему смазки и систему охлаждения с отдельным приводом.
Габарит рабочего пространства станка 1616. Эскиз суппорта
Габарит рабочего пространства станка 1616
Присоединительные и посадочные базы станка 1616. Эскиз шпинделя.
Шпиндель токарно-винторезного станка 1616
Станина токарно-винторезного станка 1616
Станина токарно-винторезного станка 1616. Смотреть в увеличенном масштабе
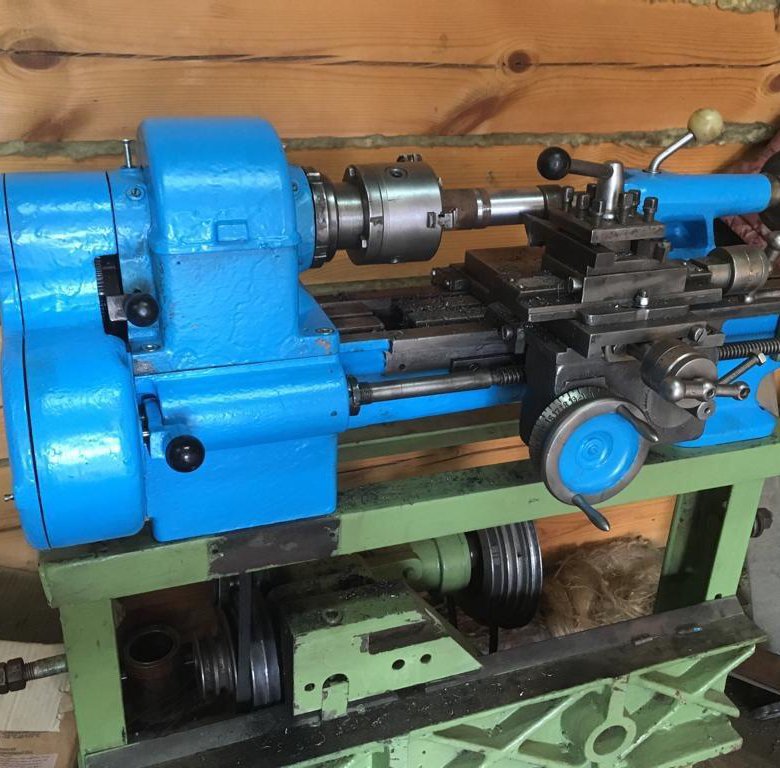
Общий вид токарно-винторезного станка 1616
Фото токарно-винторезного станка 1616
Фото токарно-винторезного станка 1616
Размещение органов управления токарно-винторезным станком 1616
Размещение органов управления токарным станком 1616
Спецификация органов управления токарным станком 1616
- рычаг управления коробкой скоростей;
- рукоятка управления трензелем;
- рукоятка управления коробкой подач;
- рукоятка управления перебором;
- рукоятка включения ходового винта;
- маховичок продольной ручной подачи;
- рукоятка включения продольного самохода;
- маховичок поперечной ручной подачи;
- рукоятка поперечного самохода;
- рукоятка поворота и зажима резцовой головки;
- масляный насос;
- маховичок подачи верхней части суппорта;
- рукоятка включения маточной гайки;
- рукоятка включения, выключения и реверсирования станка;
- масляный бак
- рычаг закрепления задней бабки
- маховичок подачи пиноли задней бабки
- основание
- бак для охлаждающей жидкости
- масляный фильтр
- рукоятка включения предохранительной муфты
Кинематическая схема токарного станка 1616
Кинематическая схема токарного станка 1616
1. Схема кинематическая токарно-винторезного станка 1616. Смотреть в увеличенном масштабе
Схема кинематическая токарно-винторезного станка 1616. Смотреть в увеличенном масштабе
2. Схема кинематическая токарно-винторезного станка 1616. Смотреть в увеличенном масштабе
Конструкция и описание основных узлов токарно-винторезного станка 1616
Коробка скоростей токарного станка 1616
Коробка скоростей (редуктор) токарного станка 1616
Коробка скоростей (редуктор) токарного станка 1616. Смотреть в увеличенном масштабе
Основанием станка 1616 является сплошная тумба. В левой части основания смонтирован на подвеске редуктор с фланцевым электродвигателем; в средине тумбы установлены масляный резервуар и маслонасос, а слева расположены бак и привод для системы охлаждения.
В корпусе редуктора на радиальных шариковых подшипниках смонтированы три валика. На первом шлицевом валике перемещается тройной блок шестерен, а на втором – двойной блок шестерен. Управление обоими блоками осуществляется от одной рукоятки и может производиться на ходу станка 1616. Устройство для переключения скорости редуктора показано на фиг. 206. При оттягивании рычага 1 на себя в направлении стрелки а барабан 5 перемещается вправо и размыкает посредством диска 2 контакты микропереключателя 7, выключая тем самым приводной электродвигатель.
Устройство для переключения скорости редуктора показано на фиг. 206. При оттягивании рычага 1 на себя в направлении стрелки а барабан 5 перемещается вправо и размыкает посредством диска 2 контакты микропереключателя 7, выключая тем самым приводной электродвигатель.
При поворачивании рычага станка 1616 с барабаном по часовой стрелке (в) или против часовой стрелки (г) относительно оси 6 производится выбор нужного числа оборотов, которые указываются стрелкой 4, закрепленной на барабане 5. Числа оборотов нанесены на табличке, установленной на неподвижном кронштейне 3. При подаче рычага 1 от токаря по стрелке б сначала производится переключение скорости, затем – включение электродвигателя. Принципиальная схема механизма переключения скоростей показана на фиг. 207-Переключающии диск 5, связанный с барабаном 8, имеет расположенные по окружности в определенной закономерности отверстия.
Каждой скорости редуктора соответствует свое расположение отверстий. Как уже указывалось выше, при повороте диска с барабаном происходит выбор нужной скорости, при этом против круглых реек 10 и 11 на диске располагается необходимая для данной скорости комбинация отверстий При перемещении переключающего диска в направлении стрелки б вдоль вала 6 он упирается в конец рейки 10 или 11 и перемещает ее. поворачивая при этом зацепляющуюся с нею шестерню 9. Одновременно с шестерней 9 получает вращение сидящая с ней на одной оси шестерня 7, вызывая перемещение рейки 3 с переключающей вилкой 4, Вилка входит в кольцевой паз блока шестерен 2 и при своем движении перемещает блок вдоль вала 1, производя переключение скорости.
поворачивая при этом зацепляющуюся с нею шестерню 9. Одновременно с шестерней 9 получает вращение сидящая с ней на одной оси шестерня 7, вызывая перемещение рейки 3 с переключающей вилкой 4, Вилка входит в кольцевой паз блока шестерен 2 и при своем движении перемещает блок вдоль вала 1, производя переключение скорости.
Передняя бабка токарного станка 1616
Передняя бабка токарного станка 1616
Передняя бабка токарного станка 1616. Смотреть в увеличенном масштабе
Схема смазки токарного станка 1616
Схема смазки токарного станка 1616
Схема смазки токарного станка 1616. Смотреть в увеличенном масштабе
Схема электрическая принципиальная токарного станка 1616
Электрическая схема токарного станка 1616
Электрооборудование токарного станка 1616
На станке установлены два трехфазных электродвигателя;
Электродвигатель ДГ привода главного движения типа A02-41-4 мощностью 4,0 кВт, 1430 об/мин, 220/380 В.
Электронасос ДО для подачи охлаждающей жидкости к резцу – типа ПА 22 мощностью 0,12 кВт, 2800 об/мин, 220/880 в.
Станки изготавливаются с электрооборудованием, рассчитанным для работы при напряжении 380 В, как в силовых цепях, так и в цепях управления.
Лампа местного освещения питается напряжением 36 в от понижающего трансформатора Т
Согласно условиям заказа станки могут быть изготовлены с рабочим напряжением 220 или 500 В.
Читайте также: Производители токарных станков в России
Токарно-винторезный универсальный станок 1616. Видеоролик.
Технические характеристики станка 1616
| Наименование параметра | 1616 | 1А616 | 16Б16 |
|---|---|---|---|
| Основные параметры | |||
| Класс точности по ГОСТ 8-82 | Н | Н | Н |
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 320 | 320 | 320 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 175 | 180 | 180 |
| Наибольшая длина заготовки, обрабатываемой в центрах (РМЦ), мм | 750 | 710 | 500,750,1000 |
| Наибольшая длина обтачивания, мм | 700 | 660 | 960 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 25 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 185 | 170 | |
| Высота оси центров над плоскими направляющими станины (высота центров), мм | 160 | 165 | |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | |||
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | |||
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 30 | 35 | 45 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 29 | 34 | 44 |
| Частота прямого вращения шпинделя, об/мин | 19. .1415 .1415 | 9..1800 | 25..2500 |
| Число ступеней частот прямого вращения шпинделя | 24 | 21 | 21 |
| Частота обратного вращения шпинделя, об/мин | 19..1415 | 9…1800 | 25…1250 |
| Число ступеней частот обратного вращения шпинделя | 24 | 21 | 18 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 6 |
| Конец шпинделя | М115х4 | 6К ГОСТ 12593-72 | 6К ГОСТ 12593-72 |
| Торможение шпинделя | нет | есть | есть |
| Блокировка рукояток | нет | есть | есть |
| Суппорт. Подачи | |||
| Наибольшее перемещение продольной каретки суппорта от руки, по валику, по винту, мм | 850/ 750/ 750 | 670 | 500,750, |
| Наибольшее перемещение поперечной каретки суппорта от руки, по винту, мм | 210/ 90/ нет | 195 | 220 |
| Цена деления лимба продольного перемещения суппорта, мм | 1 | 1 | |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,02 | 0,05 | |
| Число ступеней продольных подач | 140 | ||
| Пределы продольных рабочих подач, мм/об | 0,07. .1,67 .1,67 | 0,065..0,91 | 0,05..2,8 |
| Пределы поперечных рабочих подач, мм/об | 0,02..1,24 | 0,065..0,91 | 0,025..1,4 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | 4 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | 2 |
| Количество нарезаемых резьб метрических | |||
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..9 | 0,5…24 | 0,25…56 |
| Количество нарезаемых резьб дюймовых | |||
| Пределы шагов нарезаемых резьб дюймовых | 38..2 | 56..1 | 112..0,5 |
| Количество нарезаемых резьб модульных | |||
| Пределы шагов нарезаемых резьб модульных | 0,5..9 | 0,25..22 | 0,25. .56 .56 |
| Количество нарезаемых резьб питчевых | |||
| Пределы шагов нарезаемых резьб питчевых | нет | 128…2 | 112…0,5 |
| Резцовые салазки | |||
| Наибольшее перемещение резцовых салазок, мм | 105 | 120 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 | 0,05 | 0,05 |
| Наибольший угол поворота резцовых салазок, град | ±45° | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° | 1° |
| Наибольшее сечение державки резца, мм | 20 х 30 | 20 х 25 | |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 20 | 25 | 25 |
| Число резцов в резцовой головке | 4 | 4 | 4 |
| Задняя бабка | |||
| Диаметр пиноли задней бабки, мм | |||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 4 | Морзе 4 | |
| Наибольшее перемещение пиноли, мм | 95 | 120 | |
| Перемещение пиноли на одно деление лимба, мм | 1 | 1 | |
| Величина поперечного смещения корпуса бабки, мм | ±10 | ±10 | ±10 |
| Электрооборудование | |||
| Количество электродвигателей на станке | 3 | 2 | 4 |
| Мощность электродвигателя главного привода, кВт | 2,8/ 1420 | 4 | 4,2; 7,1 |
| Тип электродвигателя главного привода | АОЛ42-4 | А02-41-4 | 4А132М8/4У3 |
| Мощность электродвигателя маслонасоса, кВт | 0,1 | ||
| Мощность электродвигателя насоса охлаждения, кВт | 0,1 | 0,125 | 0,125 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 2355 х 852 х 1275 | 2135 х 1225 х 1220 | 2025 х 1110 х 2270 |
| Масса станка, кг | 1850 | 1500 | 1900 |
- Токарно-винторезный станок 1616.
 Руководство, 1954
Руководство, 1954 - Токарно-винторезный станок повышенной точности 1616П. Руководство, 1957
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы
Связанные ссылки. Дополнительная информация
Дополнительная информация
технические характеристики, область применения, отзывы, паспорт
Обработка металлов резанием применяется не только на промышленных предприятиях, но и в частных цехах. Для резки используются металлообрабатывающие токарные станки. Один из них – универсальный токарно-винторезный станок 1616 стал выпускаться в серийном варианте начиная с 1949 года на заводе СВСЗ (Средне-волжский станкостроительный завод).
Содержание:
- 1 История создания
- 2 Детальное описание корпуса
- 2.1 Габариты рабочего пространства
- 2.2 Расположение органов управления
- 3 Передняя бабка
- 4
- 5 Схема смазки
- 6 Технические характеристики
- 6.1 Электрическая схема
- 6.2
- 6.3 Кинематическая схема
- 7
- 8 Сферы применения
- 9 Документация
- 9.1 Паспорт
- 10 Видео обзор токарного станка 1616
- 11 Отзывы пользователей
Это – образец удачного и надежного оборудования для спецобработки металла, который востребован не только в нашей стране, но и за рубежом. Этот универсальный станок, сменил в производстве модель 1615. Выпускался в двух вариантах:
Этот универсальный станок, сменил в производстве модель 1615. Выпускался в двух вариантах:
- Нормальной точности (непосредственно1616).
- Повышенной точности – 1616 П.
В дальнейшем модель была усовершенствована до серии 16Б16. С 90-х годов завод выпускает токарное оборудование «SAMAT» на основе модели 1616. Сейчас токарный станок 1616 снят с производства, выпускаются более современные модели. Но модификация 1616 до сих пор используется на многих предприятиях и в частном бизнесе.
Детальное описание корпусаОсновные узлы токарного станка 1616:
- Чугунная станина с диагональными ребрами жесткости и двумя направляющими. Передняя, усиленная направляющая предназначена для перемещения суппорта, задняя – для перемещения задней бабки. Станина болтовыми соединениями укреплена на чугунных тумбах.
- Коробка скоростей (передняя шпиндельная бабка с блоком повышения шага и переборным устройством).
- Задняя бабка с перемещаемой пинолю и рукояткой закрепления положения.

- Коробка подач, обеспечивающая перемещение резца на суппорте относительно вращающейся заготовки.
- Фартук закрытого типа с блоком шестерен передачи момента.
- Подвижной суппорт для перемещения резца вдоль, поперек и под углом к оси шпинделя.
- Люнеты – специальные приспособления для облегчения работы токаря с длинными заготовками и повышения точности обработки детали.
- Электрический шкаф,.
- Два трехфазных электродвигателя на 380 Вольт.
- Электронасос для обеспечения подачи охлаждающей жидкостью (мощность 4,0 кВт, 1430 об/мин, 220/380 В).
- Лампа освещения 36 В.
- Две опорные тумбы (задняя и передняя).
- Система охлаждения, повышающая прочностные характеристики режущего инструмента и качества обрабатываемой поверхности.
- Коробка переключения скоростей, заключенная в чугунный корпус с герметично закрывающейся крышкой. Устанавливается на станине слева и крепится болтами.
В комплектацию входит поддон, находящийся между станиной и тумбами (для сбора стружки и жидкости, идущей из контура охлаждения).
К органам управления токарного станка 1616 относятся:
- Рукоятки.
- Маховики.
- Суппорт
- Гайка крепления задней бабки, винт для ее поперечного перемещения.
- Трехфазный асинхронный электродвигатель.
Функции рукояток и маховиков как органов управления:
- Включение и выключение фрикционных муфт.
- Регулирование скорости движения шпинделя, установка его оборотов, кратных множителей для каждого режима.
- Изменение направления рабочей подачи.
- Регулирование характеристик резьбы (скорость, величина подачи и шаг).
- Изменение направления подач.
- Включение и выключение перебора.
- Включение ходового винта.
- Запуск поперечной и продольной подачи суппорта.
- Закрепление пиноли задней бабки.
- Пуск станка с реверсирования шпинделя.
Передняя бабка
Схема смазки
Технические характеристики
Электрическая схема
Кинематическая схема
Сферы примененияТокарный станок 1616 и его модификации разработаны для обработки небольших деталей. Возможности данного оборудования расширены за счет имеющихся дополнительных функций. Например, нарезка метрической, дюймовой, а также модульной резьбы.
Возможности данного оборудования расширены за счет имеющихся дополнительных функций. Например, нарезка метрической, дюймовой, а также модульной резьбы.
Основные виды работ на токарном станке 1616:
- Вытачивание наружных и внутренних цилиндрических и конических поверхностей различной сложности и конфигурации.
- Точение торцов заготовок.
- Обточка конических фасонных поверхностей.
- Нарезание метрической, модульной, дюймовой резьбы резцом.
- Нарезание метрической, дюймовой резьбы метчиком и плашкой.
- Рифление поверхностей.
- Прорезание канавок.
- Сверление, зенкерования и развертывание отверстий.
Также можно выполнять обработку деталей посредством вращения заготовки относительно режущего инструмента. На токарном станке 1616 можно обрабатывать не только металлические, но и заготовки из других материалов.
Операции выполняются твердосплавными насадками и приспособлениями из быстрорежущих инструментальных металлов.
Принцип работы токарного станка 1616 можно представить в виде следующего алгоритма:
- Фиксация заготовки в патроне станка или между его центрами.
- Закрепление резцов в резцедержателе на суппорте.
- Закрепление соответствующего инструмента (для сверления, расточки, нарезания внутренней резьбы) в пиноли задней бабки.
- Обработка заготовки за счет комбинирования двух движений – поступательного перемещения режущего инструмента и вращения детали. За счет этих движений можно обрабатывать детали цилиндрической, конической и фасонной конфигурации, винтовых поверхностей и торцов.
В документацию на токарный станок 1616 входят:
- Паспорт.

- Назначение и область применения.
- Распаковка и транспортировка.
- Фундамент станка, монтаж и установка.
- Подготовка к первоначальному пуску.
- Описание основных узлов.
- Смазка.
- Первоначальный пуск.
- Указания по технике безопасности.
- Настройка.
- Регулирование.
- Ведомость комплектации.
К работе на токарном станке 1616не допускается персонал без соответствующей квалификации. Правила эксплуатации необходимо соблюдать как во время пусконаладочных работ, так и во время постоянно проводимых операций:
- Проверяется уровень масла, при необходимости производится его долив.
- Во время проведения постоянных работ с охлаждением, в систему заливается соответствующий состав и проверяется наличие накопительного поддона.
- Производится контрольный осмотр силовых ка кабелей, соединение с источником питания.
- Выполняется визуальный осмотр узлов, нужного оснащения.
Во время работы соблюдаются правила техники безопасности:
- Нельзя во время работы токарного станка 1616 касаться рукоятей, находящихся на КП и задней бабке.

- Во время обработки деталей следует обязательно использовать защитную экранную сетку.
- При обработке центрированных деталей с хомутами надо использовать специальный патрон с защитным ободом.
- Дверцы станка во время обработки заготовки должны быть плотно прикрыты.
Паспорт
Паспорт универсального токарно-винторезного станка 1616 или Руководство по уходу и обслуживанию можно бесплатно скачать
Формат файла DjVu
Видео обзор токарного станка 1616
Отзывы пользователей Роман, Москва: Работаю на токарном станке 1616 более 10 лет. Отмечаю высокую точность обработки, больших проблем с ним не возникало. Василий, Екатеринбург: Справляется вполне с большими объемами. На токарном станке 1616 работаем вдвоем. Оба прошли обучение, нареканий к станку нет. Можно выполнять сложные задания по обточке, не только гайки и болты.
Александр, Волгоград: Токарный станок 1616 заслуживает уважения как ветеран металлообрабатывающего оборудования. Я его купил далеко не новым, пришлось восстанавливать. Сейчас работает как часы, служит отлично, нареканий нет.
Василий, Екатеринбург: Справляется вполне с большими объемами. На токарном станке 1616 работаем вдвоем. Оба прошли обучение, нареканий к станку нет. Можно выполнять сложные задания по обточке, не только гайки и болты.
Александр, Волгоград: Токарный станок 1616 заслуживает уважения как ветеран металлообрабатывающего оборудования. Я его купил далеко не новым, пришлось восстанавливать. Сейчас работает как часы, служит отлично, нареканий нет.
Поделиться в социальных сетях
Toolmaster ser-1616-h26 Инструменты и аксессуары для токарных станков по металлу
Из всех перечисленных моделей Toolmaster SER-1616-h26 100,00% были выставлены на продажу профессиональными продавцами оборудования, 0,00% – частными предприятиями. В настоящее время в Австралии выставлено 1 товаров на SER-1616-h26 от 1 профессиональных продавцов и 0 частных компаний.
Исторически модели Toolmaster SER-1616-h26 продавались по цене от до долларов, в среднем долларов. Текущая средняя цена листинга SER-1616-h26 составляет 9 долларов.5. Модели
Текущая средняя цена листинга SER-1616-h26 составляет 9 долларов.5. Модели
Toolmaster SER-1616-h26 исторически перечислены продавцами в категориях. Модели Toolmaster SER-1616-h26 составляют % запросов в прошлом и % всех запросов Toolmaster.
Наиболее распространенные годы выпуска Toolmaster SER-1616-h26 в списке: и 2023.
Покупатели, которые интересовались моделями Toolmaster SER-1616-h26 , также недавно интересовались:
Последние статьи
Common We Ошибки16 декабря 2022 г. – Представлено Gun Welding Сварка — это процесс, удобный для новичков, и новички могут добиться успеха с самого начала. Хотя сварочная часть кажется простой, на самом деле внутри машины происходит многое. Эти советы охватывают ошибки сварки MIG, часто встречающиеся при сварке пистолетом, а также …
Man vs Machine
06 декабря 2022 г. –
Представлено Complete Machine Tools Является ли автоматизация решением проблемы нехватки квалифицированных операторов? Секторы металлообработки и машиностроения в настоящее время демонстрируют последствия нехватки квалифицированных операторов станков в постковидном мире. По данным Национальной комиссии по профессиональным навыкам правительства Австралии, спрос на будущую квалифицированную торговлю листовым металлом, конструкционной сталью и …
По данным Национальной комиссии по профессиональным навыкам правительства Австралии, спрос на будущую квалифицированную торговлю листовым металлом, конструкционной сталью и …
Accurpress Australia: Лидеры рынка по снижению энергопотребления
17 апреля 2023 г. – Представлено Accurpress Компания Accurpress является ведущим производителем листогибочных прессов с 1973 года. По всему миру Accurpress продала более 30 000 станков, став на пути к тому, чтобы стать крупнейшим поставщиком листогибочных прессов в Северной Америке. В 2015 году была создана Accurpress Australia, что дало Accurpress возможность поставлять оборудование мирового класса в …
Обновленные сварочные платформы обеспечивают повышение производительности
17 февраля 2023 г. –
Представлено Welding Industries of Australia Ассортимент сварочных аппаратов WIA Stick, MIG и TIG 2023 года, а также новый плазменный резак включают новые операционные платформы, которые обеспечивают полный цифровой контроль над процессом сварки для повышения эффективности и точности. Сварщики WIA в Австралии и Новой Зеландии Следующее поколение сварщиков WIA было …
Сварщики WIA в Австралии и Новой Зеландии Следующее поколение сварщиков WIA было …
Сокращение трудоемких задач по обработке алюминия
24 января 2023 г. – Представлено JDM Australia Венгерский завод Müller-Guttenbrunn Group в Будапеште демонстрирует, как можно успешно обрабатывать цветные металлы. На площадке площадью 30 000 м² машины IFE выполняют важную задачу по эффективной очистке алюминиевого лома. В сотрудничестве с производителем шредеров UNTHA компания IFE Material Handling поставила новую систему переработки лома на переработчик Mü-Gu …
Результаты поиска
В наличии
… …$95 Бывший ГОСТ
Посмотреть листинг
1
Новый кулачковый штифт L482 для держателей токарных инструментов Подходит для токарных инструментов L011 Набор токарных инструментов
TOOLMASTER L482 Кулачковый штифт для токарных держателей подходит для токарных инструментов L011 Набор инструментов для токарных станков ПОЗВОНИТЕ СЕЙЧАС И СДЕЛАЙТЕ СДЕЛКУ ДОБАВЬТЕ ЭТОТ АКТИВ К ВАШИМ. .. 12 долларов
Бывший ГОСТ
.. 12 долларов
Бывший ГОСТ
Посмотреть листинг
1
Новое сиденье L537 для держателей инструментов для нарезания наружной резьбы Подходит для держателей инструментов SER
TOOLMASTER L537 Сиденье для держателей инструментов для нарезания наружной резьбы Подходит для держателей инструментов SER ПОЗВОНИТЕ СЕЙЧАС И ЗАКЛЮЧИТЕ СДЕЛКУ ДОБАВЬТЕ ЭТОТ АКТИВ В СВОЙ ….
$16 Бывший ГОСТ
Посмотреть листинг
1
Новинка 502-QA-140 Быстросменный держатель надставки – стандартная высота центра 150–170 мм Подходит для модели QA-140 Подставка
HAFCO 502-QA-140 Быстросменный держатель надставки – Стандартная высота центра 150–170 мм Подходит для модели QA- 140 Toolpost ПОЗВОНИТЕ СЕЙЧАС И ЗАКЛЮЧИТЕ СДЕЛКУ ДОБАВИТЬ….
45 $ Бывший ГОСТ
Посмотреть листинг
1
Новая расточная оправка L103 с держателем 5/16″ бита из быстрорежущей стали не входит в комплект
TOOLMASTER L103 расточная оправка с держателем 5 16 бит из быстрорежущей стали не входит в комплект.
$35 Бывший ГОСТ
Посмотреть листинг
1
Новый винт L525, подходящий для держателей токарных инструментов Подходит для держателей инструментов SCLC, STFC и STGC
TOOLMASTER L525 Винт для токарного резца Подходит для держателей инструментов SCLC, STFC STGC ПОЗВОНИТЕ СЕЙЧАС И ЗАКЛЮЧИТЕ СДЕЛКУ ДОБАВЬТЕ ЭТОТ АКТИВ В СВОЙ….
$7 Бывший ГОСТ
Посмотреть листинг
1
Новинка L081 Держатель токарного станка 38 мм (загнутый хвост) 22–38 мм
TOOLMASTER L081 Держатель токарного станка 38 мм изогнутый хвост 22–38 мм ПОЗВОНИТЕ СЕЙЧАС И ЗАКЛЮЧИТЕ СДЕЛКУ ДОБАВЬТЕ ЭТОТ АКТИВ В ВАШУ МАСТЕРСКУЮ МЫ ПРЕДЛАГАЕМ МАШИННОЕ ОБОРУДОВАНИЕ….
50 долларов Бывший ГОСТ
Посмотреть листинг
4
Новый K11-160/D14 3-х кулачковый самоцентрирующийся патрон для токарного станка 160мм D1-4 Крепление Camlock
TOOLMASTER K11-160 D14 3-х кулачковый самоцентрирующийся токарный патрон 160мм D1-4 Крепление Camlock ПОЗВОНИТЕ СЕЙЧАС И ЗАКЛЮЧИТЕ СДЕЛКУ ДОБАВИТЬ ЭТОТ АКТИВ НА ВАШУ РАБОТУ. …
…
$300 Бывший ГОСТ
Просмотр листинга
4
Новый K12-200 4 кулачковый самоцентрирующийся патрон для токарного станка 200 мм
TOOLMASTER K12-200 4 кулачковый самоцентрирующийся патрон для токарного станка 200 мм ПОЗВОНИТЕ СЕЙЧАС И ЗАКЛЮЧИТЕ СДЕЛКУ Бывший ГОСТ
Посмотреть листинг
1
Новый Toolmaster C2865 Ключ для патрона, квадрат 13 мм
TOOLMASTER C2865 Ключ для патрона, квадрат 13 мм.0003
$32 Бывший ГОСТ
Посмотреть листинг
3
Новинка K72-630/D1-11 4-кулачковый независимый токарный патрон 630 мм D1-11 Крепление Camlock
TOOLMASTER K72-630 D1-11 4-кулачковый независимый токарный патрон 630 мм D1-11 Крепление Camlock ПОЗВОНИТЕ СЕЙЧАС И СДЕЛАТЬ СДЕЛКУ ДОБАВИТЬ ЭТОТ АКТИВ ДЛЯ ВАШЕЙ РАБОТЫ. …
…
$2,150 Бывший ГОСТ
Посмотреть листинг
2
Новый L0005 Биты из быстрорежущей стали – упаковка из 2 квадратных 3/8″ x длина 3″
TOOLMASTER L0005 Биты из быстрорежущей стали – упаковка из 2 3 8 квадратных x 3 длинных ПОЗВОНИТЕ СЕЙЧАС И ЗАКЛЮЧИТЕ СДЕЛКУ ДОБАВИТЬ ЭТОТ АКТИВ НА ВАШУ МАСТЕРСКУЮ МЫ О….
$19 Бывший ГОСТ
Посмотреть листинг
2
Новые биты из быстрорежущей стали L0002 — упаковка из 3 шт., квадрат 3/16 дюйма, длина 2-1/2 дюйма
TOOLMASTER L0002 Биты из быстрорежущей стали – упаковка из 3 шт. 3 16 квадратных x 2-1 2 длинных ПОЗВОНИТЕ СЕЙЧАС И ЗАКЛЮЧИТЕ СДЕЛКУ ДОБАВЬТЕ ЭТОТ АКТИВ В СВОЮ МАСТЕРСКУЮ….
$16 Бывший ГОСТ
Посмотреть листинг
1
Новый BR-BP Quick Change Toolpost, высота центра токарного станка 202 мм
TOOLMASTER BR-BP Quick Change Toolpost, высота центра токарного станка 202 мм. 0003
0003
$720 Бывший ГОСТ
Посмотреть листинг
2
Новинка L0004 Биты из быстрорежущей стали – упаковка из 3 шт. квадрата 5/16″ x длина 2-1/2″
TOOLMASTER L0004 Биты из быстрорежущей стали – упаковка из 3 шт. И СДЕЛАЙТЕ СДЕЛКУ, ДОБАВЬТЕ ЭТОТ АКТИВ В ВАШУ МАСТЕРСКУЮ….
$21 Бывший ГОСТ
Просмотр листинга
2
Новый SIR-2420-S16 Внутренняя резьба 20 мм. Наконечник вставки не входит в комплект
TOOLMASTER SIR-2420-S16 Внутренняя резьба 20 мм. Наконечник вставки не входит в комплект.
100 долларов Бывший ГОСТ
Посмотреть листинг
4
Новый K72-320/D1-8 Четырехкулачковый независимый токарный патрон 320 мм D1-8 Крепление Camlock
TOOLMASTER K72-320 D1-8 4-х кулачковый независимый патрон для токарного станка 320 мм D1-8 Крепление Camlock ПОЗВОНИТЕ СЕЙЧАС И ЗАКЛЮЧИТЕ СДЕЛКУ ДОБАВЬТЕ ЭТОТ АКТИВ К ВАШИМ РАБОТАМ. …
…
$590 Бывший ГОСТ
Посмотреть листинг
1
Новинка L073 Держатель отрезного инструмента — подходит для насадки 1/2 дюйма из быстрорежущей стали Высота инструмента 16 мм Лезвие из быстрорежущей стали не входит в комплект
TOOLMASTER L073 Держатель отрезного инструмента — подходит для 1 2 бит для инструмента из быстрорежущей стали Высота инструмента 16 мм Лезвие из быстрорежущей стали не входит в комплект ПОЗВОНИТЕ СЕЙЧАС И СДЕЛАЙТЕ СДЕЛКА ДОБАВИТЬ TH….
$35 Бывший ГОСТ
Посмотреть листинг
1
Новый Отрезной диск Toolmaster L469 26 x 3 мм
TOOLMASTER L469 Отрезной диск 26 x 3 мм ПОЗВОНИТЕ СЕЙЧАС И ЗАКЛЮЧИТЕ СДЕЛКУ ДОБАВЬТЕ ЭТОТ АКТИВ В ВАШУ МАСТЕРСКУ МЫ ПРЕДЛАГАЕМ МАШИННЫЕ РЕШЕНИЯ В AFFO….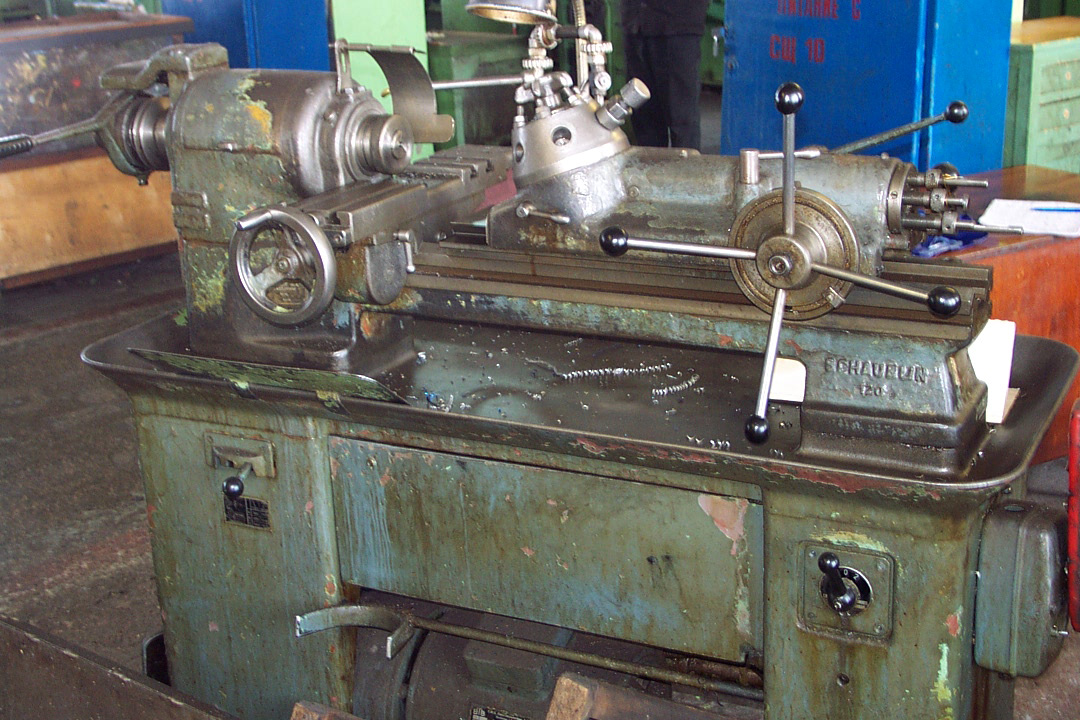
Посмотреть листинг
2
Новинка KNURL-QA-140 Быстросменный резцедержатель — держатель накатки, высота центра 150–170 мм Подходит для модели QA-140 Инструмент
HAFCO KNURL-QA-140 Быстросменный резцедержатель — держатель накатки, высота центра 150–170 мм Подходит для модели QA- 140 Toolpost ПОЗВОНИТЕ СЕЙЧАС И СДЕЛАЙТЕ Д….
$50 Бывший ГОСТ
Посмотреть листинг
1
Новый C045 3MT Центр труб – 70 Конус
TOOLMASTER C045 3MT Центр труб – 70 Конус ПОЗВОНИТЕ СЕЙЧАС И ЗАКЛЮЧИТЕ СДЕЛКУ ДОБАВЬТЕ ЭТОТ АКТИВ В ВАШУ МАСТЕРСКУ МЫ ПРЕДЛАГАЕМ МАШИННЫЕ РЕШЕНИЯ ВО ВРЕМЯ….
210 долларов США Бывший ГОСТ
Посмотреть листинг
4
Новый K72-100 4-х кулачковый независимый патрон для токарного станка, 100мм Крепление на заднюю пластину
TOOLMASTER K72-100 4-х кулачковый независимый токарный патрон, 100мм Крепление на заднюю пластину ПОЗВОНИТЕ СЕЙЧАС И ЗАКЛЮЧИТЕ СДЕЛКУ ДОБАВЬТЕ ЭТОТ АКТИВ В ВАШУ МАСТЕРСКУЮ . …
…
$130 Бывший ГОСТ
Просмотр листинга
… …$95 Бывший ГОСТ
Посмотреть листинг
2
Новая расточная втулка CHR 10-32 — прямая подходит для токарных станков с ЧПУ 32 мм x 10 мм
TOOLMASTER CHR 10-32 Расточная втулка — прямая Подходит для токарных станков с ЧПУ 32 мм x 10 мм. Бывший ГОСТ
Посмотреть листинг
4
Новый K11-500/D11 3-х кулачковый самоцентрирующийся патрон для токарного станка 500 мм D1-11 Крепление Camlock
TOOLMASTER K11-500 D11 3-х кулачковый самоцентрирующийся токарный патрон 500 мм D1-11 Крепление Camlock ПОЗВОНИТЕ СЕЙЧАС И ЗАКЛЮЧИТЕ СДЕЛКУ ДОБАВИТЬ ЭТОТ АКТИВ НА ВАШУ РАБОТУ….
2190 долларов США Бывший ГОСТ
Посмотреть листинг
4
Новый K11 SERIES 3-х кулачковый самоцентрирующийся патрон для токарного станка, 400 мм Крепление на заднюю пластину
TOOLMASTER K11 SERIES 3-х кулачковый самоцентрирующийся токарный патрон, 400 мм Крепление на заднюю пластину. 990 долларов
Бывший ГОСТ
990 долларов
Бывший ГОСТ
Просмотр листинга
4
Новый K72-200 4-х кулачковый независимый патрон для токарного станка, 200мм Крепление на заднюю панель
TOOLMASTER K72-200 4-х кулачковый независимый токарный патрон, 200мм Крепление на заднюю пластину ПОЗВОНИТЕ СЕЙЧАС И ЗАКЛЮЧИТЕ СДЕЛКУ ДОБАВЬТЕ ЭТОТ АКТИВ В ВАШУ МАСТЕРСКУЮ ….
240 долларов Бывший ГОСТ
Посмотреть листинг
2
Новый Toolmaster CS2565 Режущая часть – гаечный ключ
TOOLMASTER CS2565 Режущая часть – гаечный ключ ПОЗВОНИТЕ СЕЙЧАС И ЗАКЛЮЧИТЕ СДЕЛКУ ДОБАВЬТЕ ЭТОТ АКТИВ В ВАШУ МАСТЕРСКУЮ МЫ ПРЕДЛАГАЕМ МАШИННЫЕ РЕШЕНИЯ В AFFO….
$13 Бывший ГОСТ
Посмотреть листинг
1
Новый Отрезной диск Toolmaster L468 26 x 2 мм
TOOLMASTER L468 Отрезной диск 26 x 2 мм ПОЗВОНИТЕ СЕЙЧАС И ЗАКЛЮЧИТЕ СДЕЛКУ ДОБАВЬТЕ ЭТОТ АКТИВ В ВАШУ МАСТЕРСКУ МЫ ПРЕДЛАГАЕМ МАШИННЫЕ РЕШЕНИЯ В AFFO. …
…
2 $1 Бывший ГОСТ
Посмотреть листинг
1
Новое сиденье L513 для токарных держателей подходит для держателей инструментов MWLN
TOOLMASTER L513 сиденье для токарных держателей подходит для держателей инструментов MWLN ПОЗВОНИТЕ СЕЙЧАС И ЗАКЛЮЧИТЕ СДЕЛКУ ДОБАВЬТЕ ЭТОТ АКТИВ В СВОЮ МАСТЕРСКУЮ W….
$16 Бывший ГОСТ
View Listing
< prev
Testimonials
“Очень доволен реакцией на рекламу, хорошо представленный сайт.”
– Джон Фейл
Разместить объявлениеПодать объявление
Без комиссий
SDJCR 1616 H 11 | Держатель токарного станка Pramet SDJC(RL) EXT, угол в плане 93°, для использования с DCMT 11T3
Посмотреть эту категорию
27 В наличии для отправки в тот же день
Добавить в корзинуtickAdded
Посмотреть корзину
2 Цена за штуку
3 1 576,75 крон(без НДС)
1 970,94 крон
(с НДС)
| Единиц | За единицу |
| 1 + | 1 576,75 kr 1 576,75 |
- RS Артикул:
- 866-0333
- Mfr Деталь №:
- SDJCR 1616 H 11
- Марка:
- Pramet
leafRoHS Статус: не применимо
- COO (страна происхождения):
- CZ
- 421 Технический справочник
- docPdfSDJCR Токарная обработка Держатели — Внешний техпаспорт
Законодательство и соответствие
leafСтатус RoHS: не применимо
- COO (страна происхождения):
- CZ
Подробная информация о продукте
Pramet SDJCR Токарный держатель Style DCJCR
9 4 90 Вставки.
- 421 Технический справочник