163 токарный станок паспорт – 163 Станок токарно-винторезный универсальныйСхемы, описание, характеристики
alexxlab | 05.10.2019 | 0 | Токарный
Универсальный токарно-винторезный станок модель 163
Универсальный токарно-винторезный станок модель 163
- Подробности
- Категория: Токарные станки

Токарно-винторезный станок модели 163 (рис. 1) является скоростным универсальным станком, предназначенным для выполнения разнообразных токарных и винторезных работ по черным и цветным металлам, включая точение конусов и нарезание метрической, модульной и дюймовой резьбы. Жесткая конструкция станка, высокий предел чисел оборотов шпинделя (1250 об/мин) и сравнительно большая мощность привода (14 квт) дают возможность использовать его как скоростной станок с применением резцов из быстрорежущей стали и твердых сплавов.
Скачать документацию
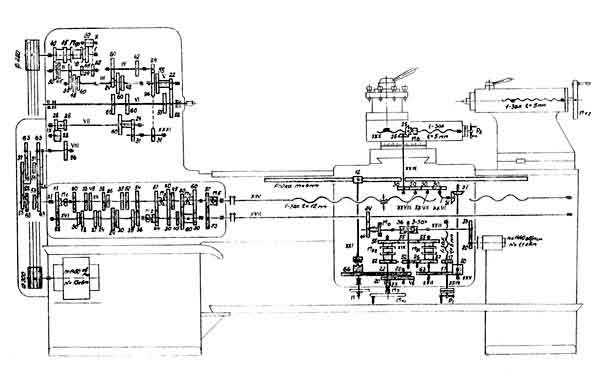
Кинематическая схема
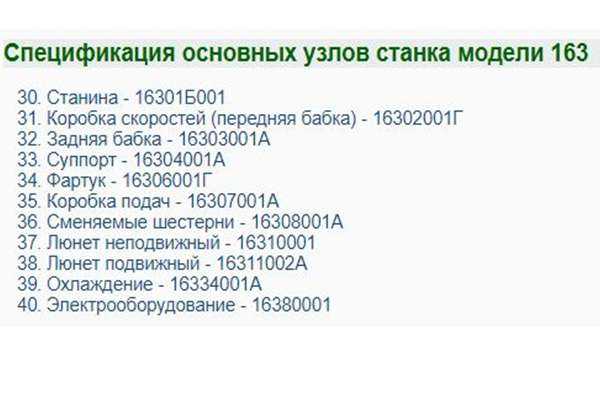
Станина
(Р М Ц-2800)
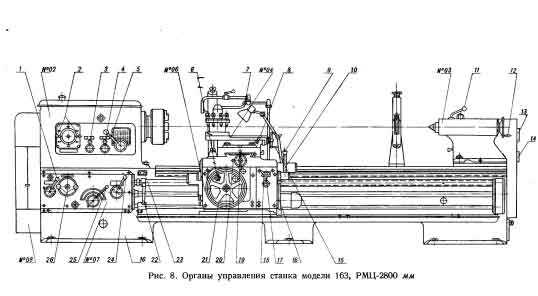
Станина жесткой конструкции с наклонными ребрами для отвода стружки назад имеет четыре направляющих: две одинаковых призматических направляющих для каретки и две — для задней бабки, из них одна — плоская (№016 рис. 8).
Станина— цельнолитая на 3-х тумбах. Левая тумба имеет большие габариты, сзади к ней крепится электродвигатель главного привода, установленный на плите, имеющей регулировку для натяжения ремней. В правой тумбе помещается бак с эмульсией и электронасос охлаждения. Средняя тумба служит для большой жесткости.
Для фундаментных болгов сделаны лапы.
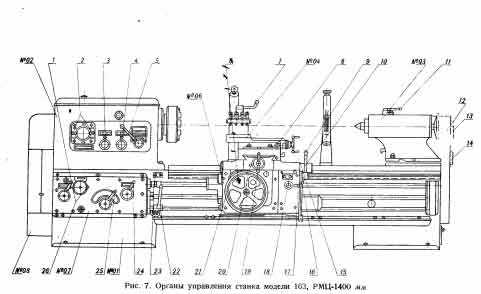
(Р М Ц-1400)
Станина жесткой конструкции с наклонными ребрами для отвода стружки назад имеет четыре направляющих: две одинаковых призматических направляющих для каретки и две — для задней бабки, из них одна — плоская (№ 01 рис. 7).
Левая тумба имеет большие габариты; сзади к ней крепится электродвигатель главного привода, установленный на плите, имеющей регулировку для натяжения ремней. В правой тумбе помещается бак с эмульсией и электронасос охлаждения.
Для фундаментных винтов сделаны лапы.
Коробка скоростей
Коробка скоростей (№ 02) установлена на левой части станины. Выверка шпинделя в горизонтальной плоскости осуществляется за счет поворота коробки вокруг штыря, запрессованного в станину под передней частью коробки, при помощи установочных винтов, находящихся снизу задней части коробки. Все шестерни кинематической цепи коробки скоростей смонтированы на пяти шлицевых валах и шпинделе, изготовлены из хромистой стали, закалены, шевингованы или шлифованы. Валы установлены на подшипниках качения. Передний подшипник шпинделя с регулируемым радиальным зазором — специальный 2-рядный с короткими цилиндрическими роликами и конусным внутренним кольцом.
Задний подшипник шпинделя — радиально-упорный, работающий в парс с упорным шарикоподшипником, воспринимающим на себя осевые усилия подачи при прямом точении. Передний конец шпинделя резьбовой. Шпиндель имеет 22 скорости от 10 до 1250 об/мин, знаменатель прогрессии — 1,26. Изменение чисел оборотов шпинделя производится за счет перемещения блоков шестерен по шлицевым валам при помощи двух рукояток, выведенных на переднюю стенку коробки скоростей. Реверс шпинделя осуществляется фрикционной муфтой. Торможение — электромагнитной муфтой 116 (см. кинематическую схему рис. 9).
Задняя бабка
Задняя бабка жесткой конструкции закрепляется ка направляющих станины при помощи двух .планок тремя болтами. Поперечное смещение корпуса бабки относительно мостика произво-дится с помощью винтов и гайки, установленной в мостике. Перемещение пи ноли производится от руки с помощью маховичка. Задняя бабка перемещается вдоль направляющих станины на 4-х шариковых подшипниках, установленных в мостике (№ 03 рис. 7 и 8).
Суппорт
Супорт крестовой конструкции (№04) имеет продольное перемещение по направляющим станины и поперечное — по направляющим каретки; как то, так и другое перемещение может быть ручным, механическим, рабочим и ускоренным. Поворотная часть супорта имеет направляющие для перемещения верхней части супорта с резцовой головкой. Верхняя часть супорта также может перемещаться вручную и механически. Гайка поперечного винта имеет прорезь для регулировки люфта. Осевые усилия поперечного винта и винта верхних салазок воспринимаются’ упорными шарикоподшипниками. Направляющие продольного перемещения супорта имеют текстолитовые накладки.
Фартук
Фартук закрытого типа со съемной передней стенкой (крышка) (№06). Движение супортной группе передастся фартуком от ходового винта или ходового” вала. Благодаря наличию в фартуке 4-х электромагнитных муфт, управление фартуком сосредоточено в одной рукоятке, причем направления включения рукоятки совпадают с направлением движения подачи. Дополнительным нажатием кнопки, встроенной в эту же рукоятку, включают ускоренный ход супорта. Благодаря наличию в фартуке обгонной муфты, включение ускоренного хода возможно при включенной подаче. Во избежание одно-временного включения маточной гайки и подачи рукоятки включения их сблокированы.
Коробка подач
Коробка подач — закрытого типа. Корригированные шестерни, установленные в коровке подач, дают возможность нарезания двух типов резьб, метрической и дюймовой, без перестановки сменных шестерен (№ 07). При перестановке сменных шестерен имеется возможность нарезания еще двух типов резьб: модульной и питчевой. Предусмотрено также прямое включение на винт (минуя механизмы коробки подач) для нарезания точных и специальных резьб. Для получения увеличенной подачи или правой резьбы предусмотрен блок шестерен, находящийся в коробке скоростей. Корпус коробки подач имеет 2 продольные расточки, в которых на подшипниках качения смонтированы валы. Шестерни изготовлены из хромистой стали и закалены. Выбор величин подач осуществляется двумя рукоятками путем перемещения блоков шестерен. Выбор типа резьбы или включение на подачу осуществляется рукоятками 1 и 24. Для включения винта напрямую, рукоятку 1 надо поставить в положение “метрическая резьба”, рукоятку 2 — в положение “винт напрямую”, рукоятку 24 — „ходовой винт” (см. схему управления рис. 7; 8).
Комплекты сменных шестерен для получения метрической и дюймовой или модульной и питчевой резьб прилагаются к станку и располагаются на стенке корпуса коробки скоростей (№ 08).
Кроме того, к станку прилагается комплект сменных шестерен для нарезания резьбы при включении ходового винта напрямую. Помимо общего кожуха, закрывающего всю левую стенку коробки скоростей, сменные шестерни снабжены отдельным защитным кожухом.
Люнеты
Станок снабжен двумя люнетами, подвижным и неподвижным, для обработки круглых деталей диаметром от 20 до 150 мм (№10).
Люнеты снабжены Сменными роликами и сухарями, устанавливаемыми в зависимости от условий работы.
Электрическая схема
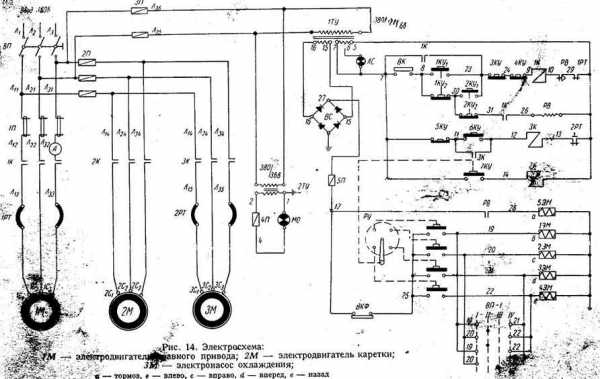
Перед началом работы станка необходимо подключить его электрическую часть к цеховой сети посредством пакетного выключателя ВП (рис. 14). При повороте пакетного выключателя в положение „включено” подается напряжение на понижающие трансформаторы ТБ-0,4 и ТПБ-50 питания цепей управления электродвигателем станка, селеновых выпрямителей и лампы местного освещения, что фиксируется загоранием лампы ЛC.
Управление главным приводом станка
Пуск электродвигателя осуществляется нажатием одной из кнопок „Пуск” 1КУ или 2КУ (расположенных на каретке и около коротки подач) при выключенном фрикционе, которая замыкает цепь питания магнитной катушки пускателя 1К (9—10). Катушка под влиянием проходящего по ней тока притягивает сердечник якоря и замыкает механически связанные с ним главные контакты и блок-контакты. Главные контакты при этом подключают к сети главный электродвигатель IM, а питание катушки пускателя осуществляется через замкнувшийся блок-контакт 1К (7—23), что исключает дальнейшее нажатие кнопки „Пуск”.
Одновременно с катушкой пускателя получает питание реле времени РВ, служащее ограничителем холостого хода через Н. О. блок-контакт 1К (31—26). В случае невключения фрикциона Н. 3. контакт ВК (7—8) остается замкнутым, реле времени и тормозная .муфта включены, то с выдержкой времени 2—3 мин реле РВ отключит своим контактом (10—29) главный электродвигатель от сети. В случае включения фрикциона Н. 3. контакт ВК разрывается, отключает реле времени и обеспечивает работу станка.
При остановке станка посредством фрикциона через конечный выключатель ВК(7—8) получает питание катушка реле времени РВ, своим Н. О. контактом включает тормозную муфту, а с выдержкой времени 2—3 мин. (если фрикцион не будет включен вновь) отключит от сети главный двигатель.
Управление электронасосом осуществляется с помощью кнопки „Пуск” 6КУ и „Стоп- 5КУ.
Управление приводом рабочих подач и ускоренного хода
1. В фартуке станка имеется четыре электромагнитные фрикционные муфты, две из которых служат для перемещения каретки в продольном направлении и две—для перемещения супорта в поперечном направлении. Рабочие подачи осуществляются от главного привела, ускоренные хода — от двигателя ускоренного хода.
Для управления приводами рабочих подач и ускоренных перемещений супорта, на фартуке имеется специальная рукоятка, имеющая 5 положений: одно — вертикально-нейтральное и 4 — наклонных, соответствующих направлению перемещения супорта или каретки.
Наклоном рукоятки осуществляется включение электромагнитной муфты, передающей движение фартуку (супорту) в направлении, соответствующем се наклону. Для включения электродвигателя ускоренного хода, при любом положении рукоятки переключения муфт, в головку рукоятки встроена пусковая толчковая кнопка.
2. во избежание одновременного включения маточной гайки и электромагнитных муфт фартука, предусмотрен блокировочный конечный выключатель (ВКФ), установленный внутри фартука, который отключает муфты при включении маточной гайки.
Скачать документацию
forkettle.ru
Токарный станок 163: технические характеристики, паспорт, схемы
Токарно-винторезный станок 163 был разработан в 1956 году на Рязанском станкостроительном заводе и выпускался в различных модификациях на протяжении шестнадцати лет. В настоящее время на этом предприятии производится его модернизированная версия под индексом 1М63Н. С начала шестидесятых и до конца восьмидесятых годов токарный станок 163 под индексом 1Д63 также выпускал Тбилисский станкостроительный завод им. Кирова.
У рязанских и тбилисских токарных станков одинаковые технологические характеристики, но они отличаются некоторыми конструктивными особенностями, которые зависят, в том числе, и от года выпуска.

Технические характеристики
Как и большинство токарного оборудования, 160-е токарно-винторезные станки выпускались в двух модификациях, у которых максимальная длина продольной обработки отличалась в два раза. В стандартном варианте межцентровое расстояние составляет 2800 мм, а длина точения — 2520 мм. В укороченной версии — соответственно 1400 и 1260 мм.
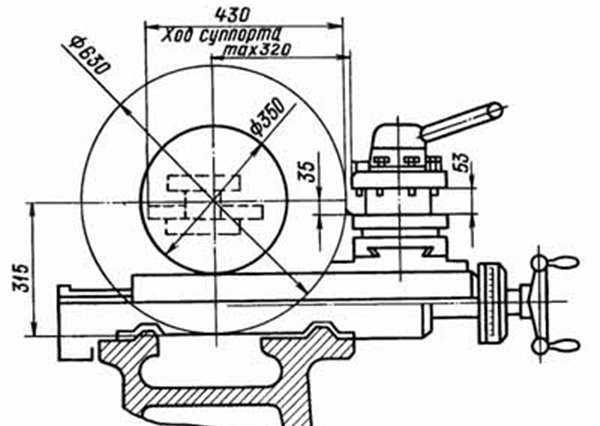
Предельные диаметры обточки (по паспорту) у этого станка составляют:
- над направляющими — 630 мм,
- над кареткой — 350 мм.
Проходное отверстие в шпинделе у ранних моделей было Ø70 мм, позднее его увеличили до 80 и 90 мм. Диаметр трехкулачкового зажимного патрона – 320 мм Паспортная мощность двигателя привода шпинделя — 14 кВт.

Правила эксплуатации
При установке и эксплуатации токарно-винторезного станка 163 пользователь этого оборудования должен следовать указаниям, изложенным в главах 1 и 2 его «Руководства по эксплуатации». Они включают в себя следующие разделы:
- техника безопасности,
- порядок установки, монтажа и первого пуска,
- наладка и режимы работы,
- регулировка,
- система смазки,
- спецификация быстроизнашивающихся деталей.
Порядок ввода в действие и эксплуатации станка 163 не отличается от аналогичного токарного оборудования. Единственно, что обращает на себя внимание — это очень подробные указания по наладке и режимам работы.

Назначение и область применения
Токарно-винторезный станок мод. 163 — это крупногабаритное токарное оборудование, которое создавалось для обработки тел вращения весом до двух тонн. Он имеет виброустойчивую конструкцию и электродвигатель большой мощности, что позволяет вести точение с большими глубинами резания. Станок способен выполнять весь спектр технологических операций, характерных для универсального токарного оборудования, в том числе точение спиральных поверхностей и длинных конусов.
Модель 163 применялась в машиностроении (и до сих пор применяется) для единичного и мелкосерийного изготовления большеразмерных деталей. Кроме того, этими станками были оснащены многие ремонтными подразделения предприятий, эксплуатирующих крупногабаритное производственное оборудование. Одним из его самых важных достоинств является высокая скорость быстрых ходов режущего инструмента (для этого на нем установлен отдельный электродвигатель), что значительно сокращает время вспомогательных переходов и, соответственно, общее время обработки детали.

Габариты рабочего пространства
Геометрические ограничения по возможности обработки детали определяются техническими характеристиками токарного оборудования, главными из которых являются межцентровое расстояние, а также высота центральной оси над направляющими и кареткой суппорта. У токарного станка 163 эти значения составляют, соответственно 1400, 630 и 350 мм.
Кроме того зона точения заготовки над направляющими лимитируется габаритами и предельными ходами суппорта, а также возможностями обработки без заднего упора. Еще одним параметром, напрямую ограничивающим размеры обработки, является максимально допустимая масса заготовки (для этого станка она равняется двум тоннам).
Конструктивные особенности станка
Особенность токарно-винторезных станков 163-ей серии заключается в том, что они производились на разных станкостроительных предприятиях. По этой причине у них имеются некоторые несовпадения в конструкции отдельных узлов и агрегатов.
Из базовых отличий рязанских и тбилисских станков следует отметить то, что у первых обе направляющие были призматические, а у вторых — одна призматическая, а вторая плоская. Инструкции по эксплуатации и паспорта 163-х станков имеют множество вариаций, что иногда создает большие проблемы при ремонте этого оборудования.
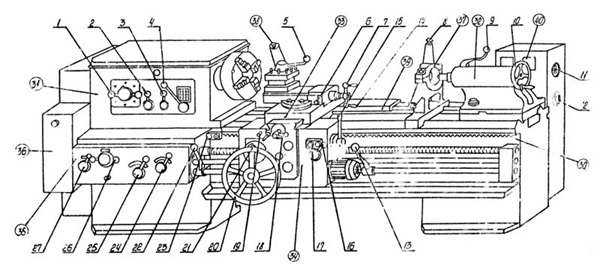

Расположение основных узлов
Токарный станок 163 имеет стандартную для такого вида оборудования компоновку. Его конструктивная основа представляет собой чугунную литую станину, на верхней плоскости которой находятся две призматические направляющие (у тбилисских станков — одна призматическая, одна плоская). На ее левой стороне смонтирована передняя бабка со шпиндельным узлом, а на правой — задняя бабка с выдвижной пинолью.
Главный рабочий орган станка — это крестообразный суппорт с резцедержателем, который перемещается по направляющим с помощью нижних салазок. Главный двигатель рязанского станка расположен снаружи, а тбилисского — внутри корпуса передней бабки. Движение к суппорту передается с помощью ходового винта и ходового вала от коробка подач, которая установлена внутри передней бабки. Задняя бабка передвигается по направляющим вручную и фиксируется на них четырьмя болтами.
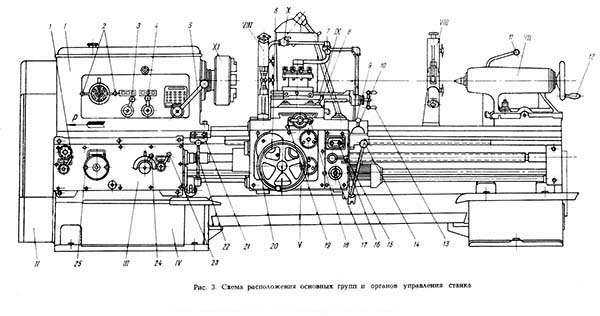
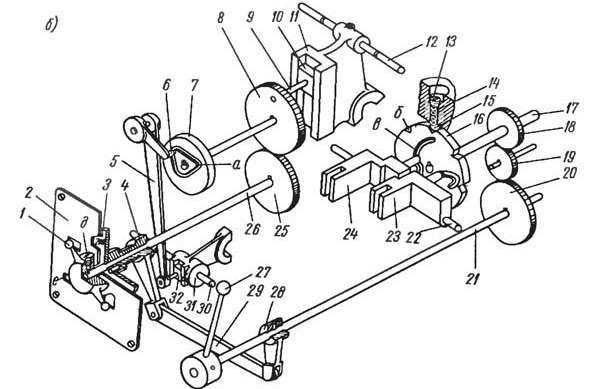
Расположение органов управления
Все основные органы управления токарным станком 163 расположены в его левой части. На верхней части корпуса передней бабки находятся рукоятки управления работой шпинделя, ниже них — ручки управления подачами и параметрами резьбы, а справа на валу — рычаг реверса шпинделя.
Органы управления на фартуке состоят их штурвала ручного хода, кнопки включения подачи салазок, кнопки включения быстрого хода, джойстика быстрых ходов и подач, кнопки пуска и останова главного двигателя. На суппорте находятся органы управления быстрыми ходами и подачами салазок, а на резцедержателе — рычаг поворота и крепления инструмента. Задняя бабка оснащена маховиком передвижения и рычагом фиксации пиноли.
Скачать схему в полном размере
Кинематическая схема
Кинематическая схема токарного станка 163 состоит из нескольких взаимосвязанных компонентов, главными среди которых являются следующие кинематические цепи:
- управления режимами работы и скоростью вращения шпинделя,
- резьбонарезания,
- продольных и поперечных подач,
- скоростных ходов суппорта.
Началом кинематической схемы является приводной шкив фрикционного вала коробки скоростей.

Скачать изображение в полном размере
Механизм переключения скоростей
На токарном станке 163 задание скорости вращения шпинделя производится двумя рукоятками: вращающейся и поворотной. С помощью первой происходит управление подвижными блоками шестерней, при этом задаваемая скорость вращения шпинделя указано на лимбе этой рукоятки. Поворотная рукоятка предназначена для фиксации выбранной шестеренчатой передачи.
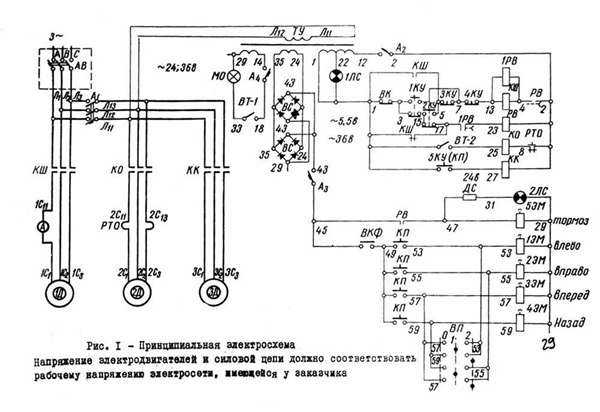
Электрическая схема
В электрической схеме токарного станка 163 производитель этого оборудования выделяет следующие отдельные цепи:
- главного выключателя и блокировки дверей,
- питания элементов управления,
- главного шпинделя,
- привода системы СОЖ,
- подач и перемещений каретки и суппорта.
Цепи управления переменного тока питаются от напряжения 110 В, постоянного тока — от напряжения 24 В. Асинхронные двигатели запитаны от переменного трехфазного напряжения 380 В, а электромагнитные муфты – от постоянного 24 В.
Скачать изображение в полном размере
Загрузка…xn—-ntbhhmr6g.xn--p1ai
Универсальный токарно-винторезный станок 163.: Электросхема станка
Электрическая схема токарно-винторезного станка 163 и условные обозначения.
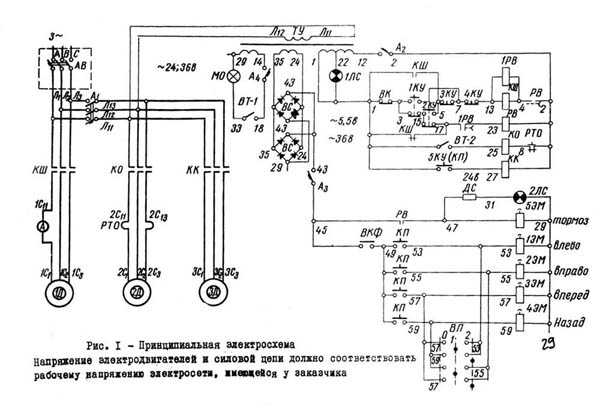
Программа включения контактов переключателя режима работы ВП.
Обозначение контактов по схеме | Положение переключателя | ||
Токарная работа | Обработка внутреннего конуса | Обработка наружного конуса | |
0 | I | II | |
53-57 53-59 55-59 55-57 | – – – – | х – х – | – х – х |
Примечание. х – Контакт замкнут
– – Контакт разомкнут
Условные обозначения на принципиальной электросхеме.
| Обозна-чение | Наименование | Тип | Количество исполнитель-ных контактов | При-меча-ние | |
з | р | ||||
| 1Д 2Д 3Д АВ КШ ВС МО
| Электродвигатель главного привода Электронасос охлаждения Электродвигатель быстрых ходов Вводной автомат Магнитный пускатель Реле времени Реле времени Выпрямитель селеновый Трансформатор понижающий Электромагнитные муфты Электромагнитная муфта Кнопки “Пуск”, “Стоп” Выключатель освещения, охлаждения Крестовый переключатель Выключатель конечный Выключатель конечный Переключатель пакетно-кулачковый Светильник местного освещенияУказатель нагрузки(пере-грузочный амперметр) Лампа сигналь-ная с арматурой Выключатель автоматический Выключатель автоматический | А2-61-4 ПА-22 АОЛ2-21-4 АК63-3МГ РВП-2 4ОГМ8Я Э421-1 АС-0 АК63-3МГилиАСТ-3 А63М | – – – – – – 3 – 4 1 3 – 1 1 1 – – – – – – – – – 1 1 1 – 5 – – 1 1 – 2 2 – – – – – –
3 – 1 – | Исп. М1О1 Исп. М3О1 Исп.2 Исп.4 Исп.2 | |
engine-lathe-163.blogspot.com
Паспорт на токарно-винторезный станок модели 163 / Токарные станки / Stanok-online.ru
Печать документации: Станкоимпорт, г.Москва
Год печати документации: 1963
Количество папок: 1
Количество страниц, листов: 82
Узнать стоимость документации
Паспорт и документация к данной модели станка находится в нашем архиве, в электронном виде. В комплект документации входит, по разделам, согласно содержания:
Паспорт и руководство по эксплуатации:
1. Назначение и область применения станка
2. Распаковка и транспортировка станка
3. Фундамент станка, монтаж, установка
4. Подготовка станка к первоначальному пуску
5. Паспорт станка
6. Спецификация основных групп станка
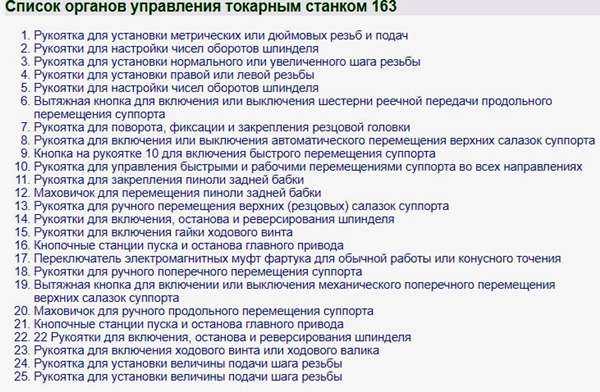
7. Спецификация органов управления
8. Спецификация зубчатых и червячных колёс, червяков винтов и гаек
9. Список шестерён станка, корригированных сдвигом инструмента
10. Механика главного привода
11. Механизм подач
12. Краткое описание станка
13. Описание конструкции групп станка
14. Спецификация электрооборудования
15. Электрооборудование
16. Смазка станка
17. Первоначальный пуск станка
18. Наладка станка
19. Регулирование станка
20. Регулирование подшипников шпинделя
21. Регулирование фрикциона
22. Принадлежности и приспособления станка
23. Спецификация подшипников качения
24. Список (чертёж) быстроизнашивающихся деталей станка модели 163
25. Акт технического испытания универсального токарно-винторезного станка
26. Упаковочный лист
Схемы и чертежи станка:
– Фундамент станка, монтаж, установка чертёж для модели 163
– Органы управления станка модели 163 чертёж
– Кинематическая схема станка
– Схема настройки гитары
– Электросхема
– Монтажная электросхема
– Электрооборудование станка схема
– Схема смазки станка
– Схема расположения подшипников
Краткое описание станка:
Токарно-винторезный станок модели 163 является скоростным универсальным станком, предназначенным для выполнения разнообразных токарных и винторезных работ по черным и цветным металлам, включая точение конусов и нарезание метрической, модульной и дюймовой резьбы. Жесткая конструкция станка, высокий предел чисел оборотов шпинделя (1250 об/мин) и сравнительно большая мощность привода (14 квт) дают возможность использовать его как скоростной станок с применением резцов из быстрорежущей стали и твердых сплавов. В случае работа с охлаждением налить в корыто станины 26 литров охлаждающей жидкости. Передвигать каретку, поперечные и резцовые салазки, суппорта, пиноль задней бабки и включать станок до очистки рабочих поверхностей категорически запрещается. Ни в коем случае нельзя употреблять для очистки станка металлические предметы или наждачную бумагу. В первый период после пуска станка не рекомендуется работать на максимальных числах оборота шпинделя.
Перед пуском станка необходимо: Тщательно очистить станок от антикоррозийного покрытий, нанесённых на наружные обработанные и неокрашенные поверхности, с помощью авиационного бензина либо керосина. Перед пуском станка необходимо залить в корпусы передней бабки, коробки подач и фартука необходимое количество масла, а так же снабдить маслом все остальные места смазки. Пользоваться в необходимых случаях установленным на станке защитным устройством с прозрачным экраном и строго соблюдать все основные общие и специальные правила техники безопасности при работе на токарных станках. Запрещается начинать работу со снятыми или открытыми защитными ограждениями клиноременной передачи и сменных шестерён, ограждениями и крышками электроустройств и дверками электрошкафа. Перед началом работы обязательно проверить исправность защитного заземления, изоляции электрических и токоведущих частей.
stanok-online.ru
Состояние документа: Паспорт в электронном виде, отсканирован, проверен, готов к отправке, можно скачать в течение 30 минут после оплаты в рабочее время Тип документации: Чертежи для ремонта Состав документации: Будьте внимательны, станки производило несколько предприятий – Рязань (РСЗ) и Тбилиси (Завод имени Кирова, Грузия). Проверяйте изготовителя вашего станка и ищите на портале нужную вам документацию 1) Альбом фирменных чертежей на станок универсальный токарно-винторезный 163, Рязань, 1965 год, 305 листов формата А4, А3, А2, А0: 2) Чертежи собственных разработок и ремонта узлов на станок универсальный токарно-винторезный 163, Рязань, 155 листов формата А4, А3, А2, А0: Дополнительная документация (нажмите на ссылку, чтобы просмотреть): Инструкции по скачиванию паспорта: Удачного скачивания! И не забывайте оставлять отзывы о скачанных паспортах на оборудование – нам важно ваше мнение! |
www.xn--80akollgcgac.xn--p1ai
Состояние документа: Паспорт в электронном виде, отсканирован, проверен, готов к отправке, можно скачать в течение 30 минут после оплаты в рабочее время Тип документации: Руководство по эксплуатации Состав документации: Будьте внимательны, станки производило несколько предприятий – Рязань (РСЗ) и Тбилиси (Завод имени Кирова, Грузия). Проверяйте изготовителя вашего станка и ищите на портале нужную вам документацию 1) Руководство по эксплуатации на станок универсальный токарно-винторезный 163, РМЦ1400, РМЦ2800, 1965 год, 85 страниц: 2) Руководство по эксплуатации на станок универсальный токарно-винторезный 163, РМЦ1400, 1960 год, 73 листа формата А4,А3: Дополнительная документация (нажмите на ссылку, чтобы просмотреть): Инструкции по скачиванию паспорта: Удачного скачивания! И не забывайте оставлять отзывы о скачанных паспортах на оборудование – нам важно ваше мнение! |
www.xn--80akollgcgac.xn--p1ai
| 1 | Паспорт 16Г16К (РМЦ 500, 750, 1000 мм) Универсальный токарно-винторезный станок нормальной точности с выемкой в станине и с автоматической коробкой передач |
| 2 | Паспорт 16Л20КП (РМЦ 500, 750, 1000, 1500 мм) Универсальный токарно-винторезный станок повышенной точности облегчённый с автоматической коробкой передач |
| 3 | Паспорт 250ИТВМФ1.01 (РМЦ 400 мм) Станок специальный токарный с системой цифровой индикации (Ижевск) |
| 4 | Паспорт 163 (РМЦ 1400 мм) Универсальный токарно-винторезный станок (Тбилиси) |
| 5 | Паспорт 163 (РМЦ 1400, 2800 мм) Универсальный токарно-винторезный станок (Станкоимпорт, Москва) |
| 6 | Паспорт 165 (РМЦ 2800, 5000 мм) Станок универсальный токарно-винторезный (Рязань) |
| 7 | Паспорт 16А20Ф3 Станок токарный патронно-центровой с числовым программным управлением (ЧПУ) (Москва) |
| 8 | Паспорт 16А20Ф3С32 Станок токарный патронно-центровой с числовым программным управлением (ЧПУ) (Москва) |
| 9 | Паспорт 16А20Ф3С39 Станок токарный патронно-центровой с числовым программным управлением (ЧПУ) (Москва) |
| 10 | Паспорт 16Б04П (РМЦ 350 мм) Токарно-винторезный станок повышенной точности (Одесса) |
| 11 | Паспорт 16Б05П (РМЦ 500 мм) Токарно-винторезный станок повышенной точности (Одесса) |
| 12 | Паспорт 16Б16 (РМЦ 500, 750, 1000 мм) Универсальный токарно-винторезный станок |
| 13 | Паспорт 16Б16К (РМЦ 500, 750, 1000 мм) Универсальный токарно-винторезный станок нормальной точности с автоматической коробкой передач |
| 14 | Паспорт 16Б16КП (РМЦ 500, 750, 1000 мм) Универсальный токарно-винторезный станок повышенной точности с автоматической коробкой передач |
| 15 | Паспорт 16Б16П (РМЦ 500, 750, 1000 мм) Универсальный токарно-винторезный станок |
| 16 | Паспорт 16Б16Т1С1 (РМЦ 750 мм) Станок токарный с числовым программным управлением (Куйбышев) |
| 17 | Паспорт 16Б20П (РМЦ 710, 1000, 1400 мм) Универсальный токарно-винторезный станок повышенной точности (Москва) |
| 18 | Паспорт 16Б25ПСп (РМЦ 1000, 1400 (1500), 2000 мм) Станок токарно-винторезный повышенной точности |
| 19 | Паспорт 16В20 (РМЦ 1000 мм) Токарно-винторезный станок (Астрахань) |
| 20 | Паспорт 16Г16 (РМЦ 500, 750, 1000 мм) Универсальный токарно-винторезный станок нормальной точности с выемкой в станине |
| 21 | Паспорт 16Д20 Токарно-винторезный станок нормальной точности |
| 22 | Паспорт 16Д20Г Токарно-винторезный станок нормальной точности с выемкой в станине |
| 23 | Паспорт 16Д20П Токарно-винторезный станок повышенной точности |
| 24 | Паспорт 16Д25 Токарно-винторезный станок нормальной точности с увеличенным диаметром обработки |
| 25 | Паспорт 16Д25Г Токарно-винторезный станок нормальной точности с выемкой в станине |
| 26 | Паспорт 16Е16КП (РМЦ 750 мм) Универсальный токарно-винторезный станок |
| 27 | Паспорт 16К20 (РМЦ 710, 1000, 1400, 2000 мм) Токарно-винторезный базовый станок нормальной точности (Москва) |
| 28 | Паспорт 16К20В Токарно-винторезный станок высокой точности (Москва) |
| 29 | Паспорт 16К20ВФ1 Токарно-винторезный станок высокой точности (Москва) |
| 30 | Паспорт 16К20Г (РМЦ 710, 1000, 1400, 2000 мм) Токарно-винторезный станок нормальной точности с выемкой в станине (Москва) |
| 31 | Паспорт 16К20П (РМЦ 710, 1000 мм) Токарно-винторезный станок повышенной точности (Москва) |
| 32 | Паспорт 16К20ПФ1 (РМЦ 710, 1000 мм) Станок токарно-винторезный повышенной точности с устройством цифровой индикации (УЦИ) (Москва) |
| 33 | Паспорт 16К20Т1 (РМЦ 1000 мм) Станок токарный программный с оперативной системой управления (Москва) |
| 34 | Паспорт 16К20Т1.01 (РМЦ 1000 мм) Станок токарный программный с оперативной системой управления (Москва) |
| 35 | Паспорт 16К20Ф1 (РМЦ 710, 1000, 1400, 2000 мм) Станок токарно-винторезный нормальной точности с устройством цифровой индикации (УЦИ) (Москва) |
| 36 | Паспорт 16К20Ф3 Патронно-цифровой токарный станок с ЧПУ (Москва) |
| 37 | Паспорт 16К20Ф3С2 Патронно-цифровой токарный станок с ЧПУ (Москва) |
| 38 | Паспорт 16К20Ф3С5 Патронно-цифровой токарный станок с ЧПУ (Москва) |
| 39 | Паспорт 16К20Ф3С8 Патронно-цифровой токарный станок с ЧПУ (Москва) |
| 40 | Паспорт 16К25 (РМЦ 710, 1000, 1400, 2000 мм) Токарно-винторезный облегчённый станок нормальной точности с увеличенным диаметром обработки (Москва) |
| 41 | Паспорт 16К25Ф1 (РМЦ 710, 1000, 1400, 2000 мм) Станок токарно-винторезный облегчённый нормальной точности с устройством цифровой индикации (УЦИ) (Москва) |
| 42 | Паспорт 16К30Ф305 (РМЦ 1400 мм) Станок токарный (Рязань) |
| 43 | Паспорт 16К30Ф325 (РМЦ 1400 мм) Станок токарный (Рязань) |
| 44 | Паспорт 16К40 (РМЦ 2.800 мм) Станок токарно-винторезный (Рязань) – 2 вариант |
| 45 | Паспорт 16К40 (РМЦ 3000 мм) Станок токарно-винторезный (Рязань) |
| 46 | Паспорт 16К40-1 (РМЦ 1.400 мм) Станок токарно-винторезный (Рязань) |
| 47 | Паспорт 16К40Ф1 (РМЦ 3000 мм) Станок токарно-винторезный (Рязань) |
| 48 | Паспорт 16К40Ф101 (РМЦ 2.800 мм) Станок токарно-винторезный (Рязань) |
| 49 | Паспорт 16К40Ф101-1 (РМЦ 1.400 мм) Станок токарно-винторезный (Рязань) |
| 50 | Паспорт 16Л20 (РМЦ 500, 750, 1000, 1500 мм) Универсальный токарно-винторезный станок нормальной точности облегчённый |
| 51 | Паспорт 16Л20К (РМЦ 500, 750, 1000, 1500 мм) Универсальный токарно-винторезный станок нормальной точности облегчённый с автоматической коробкой передач |
| 52 | Паспорт 16Л20П (РМЦ 500, 750, 1000, 1500 мм) Универсальный токарно-винторезный станок повышенной точности облегчённый |
| 53 | Паспорт 16Л20ПФ1 (РМЦ 500, 750, 1000, 1500 мм) Универсальный токарно-винторезный станок повышенной точности с устройством цифровой индикации |
| 54 | Паспорт 16Л20Ф1 (РМЦ 500, 750, 1000, 1500 мм) Универсальный токарно-винторезный станок нормальной точности с устройством цифровой индикации |
| 55 | Паспорт 16М05А Токарно-винторезный станок особо высокой точности (Одесса) |
| 56 | Паспорт 16Т02 (РМЦ 250 мм) Настольно-токарный станок повышенной точности (Кировакан) |
| 57 | Паспорт 16Т02А (РМЦ 250 мм) Настольно-токарный станок особо высокой точности (Кировакан) |
| 58 | Паспорт 16Т02П (РМЦ 250 мм) Настольно-токарный станок повышенной точности (Кировакан) |
| 59 | Паспорт 16Т03А (РМЦ 250 мм) Токарный станок особо-высокой точности (Кировакан) |
| 60 | Паспорт 16Т04А (РМЦ 350 мм) Токарный станок особо-высокой точности (Кировакан) |
| 61 | Паспорт 16У03П (РМЦ 250 мм) Токарно-винторезный станок повышенной точности |
| 62 | Паспорт 16У04П (РМЦ 350 мм) Токарно-винторезный станок повышенной точности |
| 63 | Паспорт 1А616 (РМЦ 710 мм) Токарно-винторезный станок (Станкоимпорт, Москва) |
| 64 | Паспорт 1А616К (РМЦ 710 мм) Токарно-винторезный станок (Средневолжский станкозавод г.Куйбышев) |
| 65 | Паспорт 1А616П (РМЦ 710 мм) Токарно-винторезный станок (Средневолжский станкозавод г.Куйбышев) |
| 66 | Паспорт 1А625 (РМЦ 1000, 1400, 2000 мм) Токарно-винторезный станок |
| 67 | Паспорт 1А670 (РМЦ 10000 мм) Станок токарно-винторезный (Краматорск) |
| 68 | Паспорт 1В62Г (РМЦ 1000 мм) Токарно-винторезный станок (Астрахань) |
| 69 | Паспорт 1Е61 (РМЦ 750 мм) Токарно-винторезный станок повышенной точности |
| 70 | Паспорт 1Е61ВМ (РМЦ 710 мм) Станок токарно-винторезный |
| 71 | Паспорт 1Е61МТ (РМЦ 710 мм) Токарно-винторезный станок высокой точности |
| 72 | Паспорт 1Е61ПМ (РМЦ 710 мм) Станок токарно-винторезный |
| 73 | Паспорт 1Е95 (РМЦ 1000 мм) Токарно-комбинированный станок |
| 74 | Паспорт 1Е95Г (РМЦ 1000 мм) Токарно-комбинированный станок с выемкой в станине |
| 75 | Паспорт 1И611П (РМЦ 500 мм) Универсальный токарно-винторезный станок повышенной точности (Ижевск) |
| 76 | Паспорт 1ИС611В (РМЦ 500 мм) Специальный токарно-винторезный станок высокой точности (Ижевск) |
| 77 | Паспорт 1К62 (РМЦ 710, 1000, 1400 мм) Станок токарно-винторезный (Челябинск) |
| 78 | Паспорт 1К62 (РМЦ 710, 1000, 1400 мм) Токарно-винторезный станок (Москва) |
| 79 | Паспорт 1К625 (РМЦ 1000, 1400, 2000 мм) Токарно-винторезный станок (Москва) |
| 80 | Паспорт 1К62Д (РМЦ 750, 1000, 1500 мм) Станок токарно-винторезный (Челябинск) |
| 81 | Паспорт 1К62Т (РМЦ 1000 мм) Универсальный токарно-винторезный станок особо высокой точности (Москва) |
| 82 | Паспорт 1М61 (РМЦ 710, 1000 мм) Токарно-винторезный станок (Станкоимпорт, Москва) |
| 83 | Паспорт 1М61П (РМЦ 710 мм) Токарно-винторезный станок (Станкоимпорт, Москва) |
| 84 | Паспорт 1М63 (РМЦ 1400 мм) Токарно-винторезный станок (Тбилиси) |
| 85 | Паспорт 1М63Б (РМЦ 2800 мм) Станок токарно-винторезный (Рязань) |
| 86 | Паспорт 1М63Б-1 (РМЦ 2800 мм) Станок токарно-винторезный (Рязань) |
| 87 | Паспорт 1М63БФ101 (РМЦ 2800 мм) Станок токарно-винторезный (Рязань) |
| 88 | Паспорт 1М63Д (РМЦ 1400 мм) Станок токарно-винторезный (Тбилиси) |
| 89 | Паспорт 1М63ДФ101 (РМЦ 1400 мм) Станок токарно-винторезный (Тбилиси) |
| 90 | Паспорт 1М63М (РМЦ 1500 мм) Станок токарно-винторезный (Тбилиси) |
| 91 | Паспорт 1М63МФ101 (РМЦ 1500 мм) Станок токарно-винторезный (Тбилиси) |
| 92 | Паспорт 1М63Н (РМЦ 3000 мм) Станок токарно-винторезный (Рязань) |
| 93 | Паспорт 1М63Н-1 (РМЦ 1500 мм) Станок токарно-винторезный (Рязань) |
| 94 | Паспорт 1М63НФ101 (РМЦ 3000 мм) Станок токарно-винторезный (Рязань) |
| 95 | Паспорт 1М63НФ101-1 (РМЦ 1500 мм) Станок токарно-винторезный (Рязань) |
| 96 | Паспорт 1М65 (РМЦ 3000 мм) Станок токарно-винторезный (Рязань) |
| 97 | Паспорт 1М65-5 (РМЦ 5000 мм) Станок токарно-винторезный (Рязань) |
| 98 | Паспорт 1Н65 (РМЦ 3000 мм) Токарно-винторезный станок (Рязань) |
| 99 | Паспорт 1Н65-0 (РМЦ 1000 мм) Токарно-винторезный станок (Рязань) |
| 100 | Паспорт 1Н65-5 (РМЦ 5000 мм) Токарно-винторезный станок (Рязань) |
| 101 | Паспорт 1Н65Г (РМЦ 3000 мм) Токарно-винторезный станок (Рязань) |
| 102 | Паспорт 1Н65ГФ1 (РМЦ 3000 мм) Токарно-винторезный станок (Рязань) |
| 103 | Паспорт 1Н65Ф1 (РМЦ 3000 мм) Токарно-винторезный станок (Рязань) |
| 104 | Паспорт 1Н65Ф1-0 (РМЦ 1000 мм) Токарно-винторезный станок (Рязань) |
| 105 | Паспорт 1Н65Ф1-5 (РМЦ 5000 мм) Токарно-винторезный станок (Рязань) |
| 106 | Паспорт 1П611 (РМЦ 500 мм) Универсальный токарно-винторезный станок повышенной точности (Одесса) |
| 107 | Паспорт 1У61 (РМЦ 500 мм) Токарно-винторезный станок нормальной точности |
| 108 | Паспорт 1У61П (РМЦ 500 мм) Токарно-винторезный станок повышенной точности |
| 109 | Паспорт 250ИТВ (РМЦ 500 мм) Станок специальный токарный высокой точности (Ижевск) |
| 110 | Паспорт 250ИТВМ (РМЦ 500 мм) Станок специальный токарный (Ижевск) |
| 111 | Паспорт 250ИТВМ.02 (РМЦ 500 мм) Станок специальный токарный (Ижевск) |
| 112 | Паспорт 250ИТВМФ1 (РМЦ 400 мм) Станок специальный токарный с системой цифровой индикации (Ижевск) |
| 113 | Паспорт 250ИТВФ1 (РМЦ 500 мм) Станок специальный токарный с системой цифровой индикации (Ижевск) |
| 114 | Паспорт 250ИТМ.01 (РМЦ 500 мм) Станок специальный токарный (Ижевск) |
| 115 | Паспорт 250ИТП (РМЦ 500 мм) Станок специальный токарный повышенной точности (Ижевск) |
| 116 | Паспорт 250ИТПМ (РМЦ 500 мм) Станок специальный токарный (Ижевск) |
| 117 | Паспорт 250ИТПМ.01 (РМЦ 500 мм) Станок специальный токарный (Ижевск) |
| 118 | Паспорт 95ТВ (РМЦ 500 мм) Токарно-винторезный станок |
| 119 | Паспорт 9М14 Трубонарезной станок (Тбилиси) |
| 120 | Паспорт C8C Универсальный токарный станок (Болгария) |
| 121 | Паспорт DLZ500 Токарно-винторезный станок (ФРГ) |
| 122 | Паспорт DLZ630 Токарно-винторезный станок (ФРГ) |
| 123 | Паспорт DLZ800 Токарно-винторезный станок (ФРГ) |
| 124 | Паспорт DZ500 Токарно-винторезный станок с ходовым валиком (ФРГ) |
| 125 | Паспорт DZ630 Токарно-винторезный станок с ходовым валиком (ФРГ) |
| 126 | Паспорт EMU-200R (РМЦ 350 мм) Прецизионный токарно-винторезный станок (Будапешт) |
| 127 | Паспорт EMU-200RFP (РМЦ 350 мм) Прецизионный токарно-винторезный станок (Будапешт) |
| 128 | Паспорт EMU-250FP (РМЦ 600 мм) Прецизионный токарно-винторезный станок (Будапешт) |
| 129 | Паспорт EMU-250R (РМЦ 600 мм) Прецизионный токарно-винторезный станок (Будапешт) |
| 130 | Паспорт MN-80A (РМЦ 300 мм) Токарный станок для тонкой механики (Чехословакия, TOS) |
| 131 | Паспорт SAMAT400L (РМЦ 750, 1000 мм) Станок токарно-винторезный повышенной точности (Самара) |
| 132 | Паспорт SAMAT400M (РМЦ 750, 1000 мм) Станок токарно-винторезный повышенной точности (Самара) |
| 133 | Паспорт SAMAT400S (РМЦ 750, 1000 мм) Станок токарно-винторезный повышенной точности (Самара) |
| 134 | Паспорт Schaublin (шаублин) 150 (РМЦ 630 мм) Высокопрецизионный токарный станок с холодным винтом |
| 135 | Паспорт SNB 360 (РМЦ 750, 1000, 1500, 2000 мм) Станок токарно-винторезный |
| 136 | Паспорт SNB 400 (РМЦ 750, 1000, 1500, 2000 мм) Станок токарно-винторезный |
| 137 | Паспорт SUI 40 (РМЦ 750, 1000, 1500, 2000 мм) Универсальный центровой токарный станок (TOS, Чехословакия) |
| 138 | Паспорт SUI 50 (РМЦ 750, 1000, 1500, 2000 мм) Универсальный центровой токарный станок (TOS, Чехословакия) |
| 139 | Паспорт SV-18-RA (РМЦ 500, 750, 1000, 1250 мм) Универсальный токарно-винторезный станок (TOS, Чехословакия) |
| 140 | Паспорт ГС526У (РМЦ 1000, 1500, 2000 мм) Станок токарно-винторезный повышенной точности (Гомель) |
| 141 | Паспорт ЕУ175 (РМЦ 750, 1000 мм) Токарно-винторезный станок (Венгрия) |
| 142 | Паспорт ЕУ215 (1500 мм) Токарно-винторезный станок (Венгрия) |
| 143 | Паспорт ИС1-1 (95ТС1) (РМЦ 500 мм) Специализированный токарно-винторезный станок |
| 144 | Паспорт КТ116 (РМЦ 400 мм) Станок специальный патронный токарно-винторезный (Куйбышев) |
| 145 | Паспорт КТ64 Специальный токарный станок (Куйбышев) |
| 146 | Паспорт Кусон 3 (Kuson 3) (РМЦ 1000, 1500 мм) Токарно-винторезный станок (КНДР) |
| 147 | Паспорт Кусон 6 (Kusong 6 – KS-480) Токарно-винторезный станок (Корея) |
| 148 | Паспорт МК6046 (РМЦ 1000 мм) Станок токарно-винторезный повышенной точности (Москва) |
| 149 | Паспорт МК6056 (РМЦ 1000 мм) Станок токарно-винторезный повышенной точности (Москва) |
| 150 | Паспорт МК6057 (РМЦ 2000 мм) Станок токарно-винторезный повышенной точности (Москва) |
| 151 | Паспорт МК6058 (РМЦ 1500 мм) Станок токарно-винторезный повышенной точности (Москва) |
| 152 | Паспорт МК653 (РМЦ 1000, 1400 мм) Специальный токарно-винторезный станок повышенной точности (Москва) |
| 153 | Паспорт МК6733 (РМЦ 1000 мм) Станок токарный специальный с оперативной системой управления (ОСУ) (Москва) |
| 154 | Паспорт МК6734 (РМЦ 1000 мм) Станок токарный специальный с оперативной системой управления (ОСУ) (Москва) |
| 155 | Паспорт МК6735 (РМЦ 1000 мм) Станок токарный специальный с оперативной системой управления (ОСУ) (Москва) |
| 156 | Паспорт МК6736 (РМЦ 1000 мм) Станок токарный специальный с оперативной системой управления (ОСУ) (Москва) |
| 157 | Паспорт РТ2114Ф1 Специальный токарно-винторезный станок (Рязань) |
| 158 | Паспорт РТ705Ф312 (РМЦ 1400 мм) Токарный станок с ЧПУ (Рязань) |
| 159 | Паспорт РТ705Ф315 (РМЦ 1400 мм) Токарный станок с ЧПУ (Рязань) |
| 160 | Паспорт РТ706Ф312 (РМЦ 710 мм) Токарный станок с ЧПУ (Рязань) |
| 161 | Паспорт РТ706Ф315 (РМЦ 710 мм) Токарный станок с ЧПУ (Рязань) |
| 162 | Паспорт РТ755Ф311 (РМЦ 3000 мм) Станок токарный патронно-центровой с числовым программным управлением (ЧПУ) (Рязань) |
| 163 | Паспорт РТ755Ф316 (РМЦ 3000 мм) Станок токарный патронно-центровой с числовым программным управлением (ЧПУ) (Рязань) |
| 164 | Паспорт РТ755Ф331 (РМЦ 3000 мм) Станок токарный патронно-центровой с числовым программным управлением (ЧПУ) (Рязань) |
| 165 | Паспорт С-95 (РМЦ 125 мм) Станок настольно-токарный |
| 166 | Паспорт С13МВ (S13MV) (РМЦ 1.500, 2.000, 3.000, 5.000 мм) Универсальный токарный станок (Болгария) |
| 167 | Паспорт С13МД (S13MD) (РМЦ 1.500, 2.000, 3.000, 5.000 мм) Универсальный токарный станок (Болгария) |
| 168 | Паспорт С1Е61ВМ (РМЦ 710 мм) Станок токарно-винторезный |
| 169 | Паспорт С1Е61ПМ (РМЦ 710 мм) Станок токарно-винторезный |
| 170 | Паспорт СП402 (SP402) Токарно-винторезный станок (Болгария) |
| 171 | Паспорт СУ400M (SU400M) Токарный станок с горизонтальными направляющими (Болгария) |
| 172 | Паспорт СУ401 (SU401) Токарно-винторезный станок (Болгария) |
| 173 | Паспорт СУ402 (SU402) Токарно-винторезный станок (Болгария) |
| 174 | Паспорт СУ500M (SU500M) Токарный станок с горизонтальными направляющими (Болгария) |
| 175 | Паспорт СУ502 (SU502) Токарно-винторезный станок (Болгария) |
| 176 | Паспорт СУ580M (SU580M) Токарный станок с горизонтальными направляющими (Болгария) |
| 177 | Паспорт СУ582 (SU582) Токарно-винторезный станок (Болгария) |
| 178 | Паспорт ТВ-4 (РМЦ 350 мм) Токарно-винторезный станок |
| 179 | Паспорт ТВ125П (РМЦ 600 мм) Специализированный токарно-винторезный станок повышенной точности |
| 180 | Паспорт ТВ320 (РМЦ 500 мм) Токарно-винторезный станок нормальной точности |
| 181 | Паспорт ТВ320П (РМЦ 500 мм) Токарно-винторезный станок повышенной точности |
| 182 | Паспорт ТПК-125ВН2 Станок токарный патронный высокой точности с ЧПУ (Савелово) |
| 183 | Паспорт ТР3 (РМЦ 1100 мм) Специальный токарно-резьбонарезной станок |
| 184 | Паспорт ТР3А (РМЦ 1100 мм) Специальный токарно-резьбонарезной станок |
| 185 | Паспорт ТР3БМ (РМЦ 1600 мм) Токарный-резьбонарезной специальный станок |
| 186 | Паспорт ТС20 (РМЦ 900 мм) Станок токарный со специализированной системой программного управления (Челябинск) |
| 187 | Паспорт ТС25 (на базе станка 1К62) (РМЦ 710, 1000, 1400 мм) Станок токарно-винторезный с устройством цифровой индикации (УЦИ) (Челябинск) |
| 188 | Паспорт ТС60 (на базе станка 1К62Д) (РМЦ 750, 1000, 1500 мм) Станок токарно-винторезный с устройством цифровой индикации (УЦИ) (Челябинск) |
| 189 | Паспорт ТС70 (на базе станка 1К62Д) (РМЦ 750, 1000, 1500 мм) Станок токарно-винторезный гидрокопировальным устройством (Челябинск) |
| 190 | Паспорт ТС75 (на базе станка 1К62Д) (РМЦ 750, 1000, 1500 мм) Станок токарно-винторезный оснащённый (Челябинск) |
| 191 | Паспорт ТС75-01 (на базе станка 1К62Д) (РМЦ 750, 1000, 1500 мм) Станок токарно-винторезный оснащённый (Челябинск) |
| 192 | Паспорт ТС75-02 (на базе станка 1К62Д) (РМЦ 750, 1000, 1500 мм) Станок токарно-винторезный оснащённый (Челябинск) |
| 193 | Паспорт У115А (РМЦ 1000 мм) Станок специальный токарно-операционный |
| 194 | Паспорт У198 (РМЦ 1000 мм) Станок токарный с адаптивной системой управления подачей |
| 195 | Паспорт УС300 (YS300) (РМЦ 600 мм) Универсальный токарно-винторезный станок |
| 196 | Паспорт УТ16В (РМЦ 710 мм) Станок специальный токарно-винторезный высокой точности |
| 197 | Паспорт УТ16ВМ (РМЦ 750 мм) Станок специализированный токарно-винторезный высокой точности |
| 198 | Паспорт УТ16ВМТ (РМЦ 750 мм) Станок специализированный токарно-винторезный высокой точности |
| 199 | Паспорт УТ16П (РМЦ 710 мм) Станок специальный токарно-винторезный повышенной точности |
| 200 | Паспорт УТ16ПМ (РМЦ 750 мм) Станок специализированный токарно-винторезный повышенной точности |
| 201 | Паспорт УТ16ПМТ (РМЦ 750 мм) Станок специализированный токарно-винторезный повышенной точности |
| 202 | Паспорт ФТ-11 (РМЦ 1000, 1500, 2000 мм) Станок токарно-винторезный повышенной точности |
prompasport.ru