16К20 с чпу токарный станок – Токарный станок с ЧПУ 16К20Ф3: конструкция, работа, варианты
alexxlab | 11.02.2020 | 0 | Токарный
| Станок | ТС16К20Ф3 |
|---|---|
| Наибольший диаметр заготовки, мм | 450 |
| Макс. диаметр изделия типа диск, мм | 400 |
| Наибольший диаметр заготовки, обрабатываемый над суппортом, мм | 210 |
| РМЦ, мм | 750 |
| Макс. вес заготовки, кг | 200 |
| Оси | |
| Максимальное перемещение по оси Х, мм | 235 |
| Макс перемещение по оси Z, мм | 700 |
| Быстрые перемещения по оси Х, мм/мин | 6000 |
| Быстрые перемещения по оси Z, мм/мин | 9000 |
| Рабочая подача, мм/мин | 0,01~4000 |
| Диаметр ШВП/шаг ось Х, мм | 20/4 |
| Диаметр ШВП/шаг ось Z, мм | 40/6 |
| Тип мотора и мощность по оси X, кВт | серво 1,5 кВт |
| Тип мотора и мощность по оси Z, кВт | серво 1,5 кВт |
| Тип направляющих Х | ласточкин хвост |
| Тип направляющих Z | Призматические |
| Точность позиционирования по осям X/Z, мм | ±0,005 |
| Повторяемость позиционирования осей X/Z, мм | ±0,003 |
| Угол наклона станины, град | 0 |
| Ширина направляющих, мм | 340 |
| Шпиндельная бабка | |
| Диаметр 3х кулачкового патрона, мм | 200 |
| Диапазон скоростей шпинделя, об/мин | I 10-330; II 130-1800 |
| Диаметр отверстия шпинделя, мм | 53 |
| Максимальный диаметр прутка, мм | 51 (38 с полым гидропатроном) |
| Торец шпинделя | С6 (ГОСТ 12593) |
| Конус отверстия шпинделя | Морзе 6 |
| Внутренний диаметр подшипника шпинделя | 90 |
| Момент на шпинделе (до 30 минут), Нм | 610 |
| Момент на шпинделе (продолжительно), Нм | 610 |
| Мощность э/д шпинделя (до 30 минут), кВт | 7,5 |
| Мощность э/д шпинделя (продолжительно), кВт | 7,5 |
| Тип э/д шпинделя | Асинхронный |
| Резцедержка | |
| Число инструментов, шт | 6 |
| Тип резцедержки | э/мех |
| Размер хвостовика режущего инструмента, мм | 25х25 |
| Время смены инструмента – верт. револьверная головка, с | – |
| Время смены инструмента – гориз. револьверная головка, с | 3 |
| Мощность э/д приводного инструмента, кВт | – |
| Обороты приводного инструмента, об/мин | – |
| Задняя бабка | |
| Перемещение задней бабки, мм | до патрона/люнета |
| Выдвижение пиноли задней бабки, мм | 130 |
| Диаметр пиноли, мм | 60 |
| Конус пиноли гидравлической задней бабки, № | – |
| Конус пиноли механической задней бабки, № | Морзе 4 |
| Прочее | |
| Потребляемая мощность, кВА | 11 |
| Система ЧПУ | Siemens 808 |
| Наличие транспортера стружки | нет |
| Емкость бака СОЖ, л | 38 |
| Емкость гидростанции, л | – |
| Вес нетто, кг | 1800 |
| Вес брутто, кг | 1900 |
| Габаритные размеры ДхШхВ, мм | 2220х1150х1500 |
| Габаритные размеры упаковки ДхШхВ, мм | 2220х1350х1600 |
| Примечания | |
stankomach.com
Токарный станок с чпу 16к20ф3 технические характеристики
Главная » Станок » Токарный станок с чпу 16к20ф3 технические характеристики6. Назначение и техническая характеристика токарного станка с чпу мод. 16к20фзс32
6.1 Назначение и область применения станка
Станок токарный патронно-центровой с числовым программным управлением (ЧПУ) модели 16К20Ф3С32 предназначен: для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности в один или несколько проходов в замкнутом полуавтоматическом цикле и нарезание крепежных резьб. У этого станка есть УЧПУ типа 2Р22 с вводом программ с
клавиатуры, магнитных кассет или с перфоленты.
Станок предназначен преимущественно для центровых работ и может оснащаться системами контурного программного управления, как отечественного, так и иностранного производства. Программа перемещений инструмента и вспомогательные команды записываются в одном из стандартных кодов
Станки применяются в индивидуальном, мелкосерийном и серийном производствах с небольшими повторяющими партиями.
Класс точности станка – П.
Область применения станка является индивидуальное, мелкосерийное и серийное производство с мелкими повторяющимися партиями деталей /16/.
Технические характеристики станка 16К20Ф3С 32 даны в таблице 2.1.
Таблица 1 – Технические характеристики станка 16К20Ф3С32
Наименование параметров | Единица измерения | Величина параметров | |
Наибольший диаметр обрабатываемого изделия над станиной | мм | 500 | |
Наибольший диаметр обрабатываемого изделия над суппортом | мм | 220 | |
Наибольший диаметр прутка, проходящего через отверстие в шпинделе | мм | 55 | |
Наибольшая длина обрабатываемого изделия | мм | 1000 | |
Наибольшая длина продольного перемещения каретки | мм | 905 | |
Наибольшая длина хода поперечного суппорта | мм | 250 | |
Количество рабочих скоростей шпинделя | 22 | ||
Пределы чисел оборотов шпинделя | об/мин | 20…2240 | |
Количество автоматически переключаемых скоростей | 9 | ||
Диапазон автоматического переключения | 16 | ||
Диапазон скоростей шпинделя, устанавливаемого вручную, I – II – III – | об/мин | 20-325 63- 900 160÷2240 | |
Центр пиноли задней бабки по ГОСТ 13214-67 | 7032-0045 Морзе №5 | ||
Центр шпинделя передней бабки по ГОСТ 13214-67 | 7032-0043 Морзе №6 | ||
Конец шпинделя по ГОСТ 12593-72 | 6К | ||
Максимальная скорость продольной подачи при врезании резьбы | мм/мин | 2000 | |
Пределы шагов нарезаемых резьб | мм | 0,01-40,95 | |
Диапазон скоростей подач | Продольных | мм/мин | 3 – 1200 |
Поперечных | 1,5÷600 | ||
Скорость быстрых ходов | Продольных | мм/мин | 7500 |
Поперечных | 5000 | ||
Дискретность перемещения | Продольных | 0,01 | |
Поперечных | 0,005 | ||
Высота резца | мм | 25 | |
Количество позиций на поворотной резцедержке | 6 | ||
Габаритные размеры станка (без гидроагрегата, электрошкафа привода подач и пульта ЧПУ) длина, ширина, высота | мм | 3250× 1700×2145 | |
Масса станка без учета ЧПУ, не более | кг | 3800 |
Соседние файлы в предмете [НЕСОРТИРОВАННОЕ]
studfiles.net
Изучение конструкции токарного станка с ЧПУ мод.16К20Ф3Т1.
Изучение конструкции токарного станка с ЧПУ мод.16К20Ф3Т1.
Цель работы.
1. Изучить устройство и работу основных частей станка.
2. Освоить наладку токарного станка на обработку детали.
3. Составить отчёт о проделанной работе.
План работы
1. Ознакомиться с расположением, назначением и устройством основных частей и механизмов станка.
2. Ознакомиться с расположением и назначением основных органов управления станком.
3. Ознакомиться с работой основных частей и механизмов.
4. Получить представление о порядке и последовательности наладки станка.
Назначение и основные технические данные станка.
Этот станок предназначен для токарной обработки в патроне наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем, включая сверление, зенкерование, развертывание отверстий, а также для нарезания внутренних и наружных крепежных резьб резцом и резьбонарезным инструментом (метчиком, плашкой). Класс точности станка – П (повышенной точности). Станок оснащён оперативным устройством ЧПУ модели 2Р22.
Станок применяется в единичном, мелкосерийном и среднесерийном производстве с мелкими повторяющимися партиями деталей.
Техническая характеристика станка:
Наибольший диаметр обрабатываемой заготовки, мм:
при установке над станиной 400
при установке над суппортом 215
Наибольшая длина обработки, мм 900
Диаметр отверстия в шпинделе, мм 53
Частота вращения шпинделя, об/мин 22,4… 2240
Максимальная рабочая подача, мм/мин:
продольная 2000
поперечная 1000
Скорость быстрых перемещений, мм/мин:
продольных 6000
поперечных 5000
Дискретность перемещений, мм:
продольных 0,01
поперечных 0,005
Шаг нарезаемой резьбы, мм 0,01… 40,959
Предельные диаметры сверления, мм:
по стали 25
по чугуну 28
Число позиций револьверной головки 5
Мощность главного электродвигателя, кВт 11
Конструкция и работа основных механизмов, устройств и систем.
Основными механизмами, устройствами и системами станка являются: привод главного движения, привода продольного перемещения каретки и поперечного перемещения суппорта, механизированный трехкулачковый патрон, автоматическая универсальная головка, подвижное ограждение, ограничений перемещений каретки и суппорта, система автоматической смазки, пневмосистема.
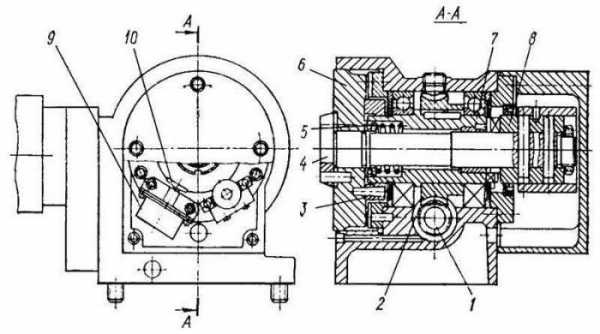
Привод главного движения.
Привод главного движения (рис. 4) включает регулируемый электродвигатель, поликлиновую ременную передачу, шпиндельную бабку и шпиндель.
В приводе главного движения используется электродвигатель М1- частотно- регулируемый асинхронный. Возможно использование регулируемого электродвигателя постоянного тока.
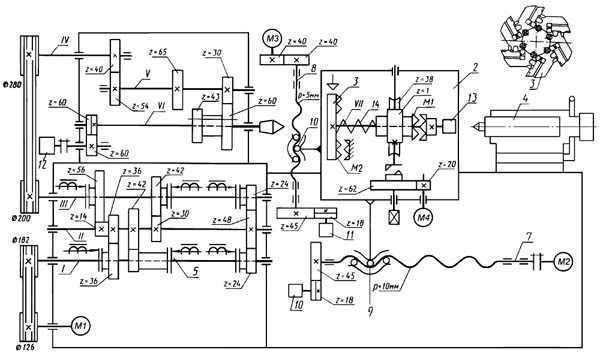
От электродвигателя М1 посредством поликлиновой передачи (со шкивами диаметрами 105 и 264 мм) вращение передается на вал I шпиндельной бабки, а затем через зубчатые колеса Z = 48 и Z = 48- на вал II. Далее обеспечивается три диапазона частоты вращения шпинделя (n = 22,4…315; 63…900; 160…2240 об/мин).
В пределах каждого диапазона частота вращения регулируется бесступенчато путем изменения частоты вращения электродвигателя М1. Для получения первого диапазона частот вращения движение от вала II через зубчатые колеса z = 45 и z = 45 передается на вал III. затем через зубчатые колеса z = 24 и z = 66 – на вал IV и далее через зубчатые колеса z = 30 и z = 60 – на вал V (шпиндель).
Для получения второго диапазона двойной блок зубчатых колес на шпинделе (вал V) вводится в зацепление с колесом z = 30 на валу II, зубчатое колесо z = 45 на валу III выводится из зацепления с колесом z = 45 на валу II.
Для получения
i-perf.ru
Токарный станок с ЧПУ 16К20Ф3: технические характеристики, паспорт
Содержание статьи:
Токарно-патронный станок с ЧПУ 16К20Ф3 был разработан на заводе «Красный пролетарий». Основой для оборудования послужила модель 16К20. Они имеют практически идентичные узлы и агрегаты. Разница заключается в наличии числового программного управления.
Особенности конструкции и функционала
Внешний вид
Этот станок предназначен для различных типов токарной обработки заготовок. Ограничения по диаметру составляют 40 см при наружном обтачивании. При внутреннем точении длина заготовки не должна превышать 100 см.
Главным преимуществом является возможность установки различных типов ЧПУ – замкнутые, разомкнутые и СТС. Для этого в конструкции предусмотрены контактные разъемы. Число управляемых координат при выполнении формообразования ограничено двумя.
Дополнительно наличие автоматического управления позволяет выполнять следующие операции на токарном станке 16К20Ф3, указанные в паспорте:
- автоматический контроль за значением подачи;
- изменение количества оборотов вращения шпинделя;
- возможность формирования резьбы согласно составленной программе.
К этим качествам стоит добавить высокую точность выполняемых работ и хорошие эксплуатационные характеристики. Согласно классификации ГОСТ 8-82 станок 16К20Ф3 имеет показатель точности «П». Для адаптации к конкретному типу выполняемых операций токарное оборудование этого типа может комплектоваться дополнительными модулями и расширенным диапазоном настроек.
В качестве дополнительных компонентов станки могут поставляться с транспортером стружкоудаленеия или без него. Для этого необходимо специальное основание, параметры которого указаны в паспорте.
Основные технические характеристики
Кинематическая схема
Эксплуатационные параметры и паспорт этого станка полностью соответствуют аналогу без ЧПУ. Поэтому анализ конструкции следует начать со свойств механической части – основных характеристик и шпинделя.
Общая масса станка составляет 5000 кг вместе с блоком ЧПУ. В зависимости от серии станка возможно несколько вариантов комплектации блоков электронного управления — 2Р22, Н22-1М или 2Н22-61. При этом основные паспортные технические параметры остаются неизменными:
- шпиндель. У него диаметр отверстия составляет 5,3 см;
- число рабочих скоростей составляет 12;
- пределы оборотов варьируются от 12,5 до 2000 об/мин;
- автоматических скоростей – 9;
- диапазон переключений – 12;
- конец по ГОСТ 12593-72 соответствует номеру «6К».
Следующим узлом для анализа возможностей станка 16К20Ф3 являются технические характеристики подачи. Они определяют степень точности положения резца и как следствие — качество обработки.
Параметры суппорта:
- смещение (продольное/поперечное). Составляет 90/25 см;
- скорость подачи, необходимой для максимально быстрого нарезания резьбы – 2000 мм/мин;
- пределы шагов для резьбы – от 0,1 до 39,999;
- оптимальная высота резца – 2,5 см;
- число позиций для державки, установленной в резцедержатель – 6.
Также необходимо знать основные параметры различных типов ЧПУ станка 16К20Ф3, указанные в паспорте. Они отличаются незначительно, но это может быть важно для выполнения конкретного вида операции.
Характеристики блока управления:
- количество координат, по которым выполняется обработка деталей – 2;
- дискретность смещения по осям X и Y составляет 0,001 мм;
- наличие датчика нулевого уровня. Он присутствует во всех типах, кроме 2Р22;
- датчик обратной связи. Отсутствует в модели Н22-1М;
- номинальная мощность электродвигателя главного привода – 11 кВт;
- суммарная мощность оборудования составляет 22 кВт.
Для обеспечения безопасности в конструкции предусмотрен механизм принудительной остановки при открытии дверей управляющих блоков. При проведении ремонтных или пуско-наладочных работ переключатель БУ2 должен быть поставлен в положение «дверь открыта». Это подробно описано в паспорте токарного оборудования.
Для предотвращения самопроизвольного включения в схеме станка 16К20Ф3 есть нулевая защита. При снижении напряжения до 80% от номинальной она автоматически отключает оборудование.
Электрооборудование станка
Габариты рабочего пространства
Бесперебойную работу токарного станка обеспечивает набор специального электрооборудования. Оно необходимо для нормального функционирования блока ЧПУ, электродвигателей и других компонентов станка. Важно, чтобы их исходные паспортные характеристики сохранились в течение всего периода функционирования оборудования.
Для активации определенного скоростного режима движения шпинделя соответствующие сигналы от электронного блока управления поддаются на кодовые реле. При этом включается выбранная электромагнитная муфта. Каким образом можно выбрать одну из девяти скоростей.
Изменение положения резцедержателя происходит по такому же принципу. После подачи управляющего сигнала на станок 16к20ф3 происходит смещение до того момента, пока не совпадет команда от ЧПУ с позицией реле. В этот момент активируется реверс.
В Видеоматериале показан пример модернизации станка 16К20Ф3:
stanokgid.ru
 |  |  | |
| Станок | ТС16А16Ф3 | ТС16А20Ф3 | ТС16К20Ф3 |
|---|---|---|---|
| Наибольший диаметр заготовки, мм | 320 | 400 | 450 |
| Макс. диаметр изделия типа диск, мм | 320 | 340 | 400 |
| Наибольший диаметр заготовки, обрабатываемый над суппортом, мм | 160 | 210 | 210 |
| РМЦ, мм | 350 | 750 | 750 |
| Макс. вес заготовки, кг | 130 | 170 | 200 |
| Оси | |||
| Максимальное перемещение по оси Х, мм | 300 | 235 | 235 |
| Макс перемещение по оси Z, мм | 350 | 750 | 700 |
| Быстрые перемещения по оси Х, мм/мин | 16 000 | 6000 | 6000 |
| Быстрые перемещения по оси Z, мм/мин | 16 000 | 9000 | 9000 |
| Рабочая подача, мм/мин | 0.01~8000 | 0,01-4000 | 0,01~4000 |
| Диаметр ШВП/шаг ось Х, мм | 24/6 | 20/4 | 20/4 |
| Диаметр ШВП/шаг ось Z, мм | 32/6 | 40/6 | 40/6 |
| Тип мотора и мощность по оси X, кВт | серво 1,5 кВт | серво 1,5 кВт | |
| Тип мотора и мощность по оси Z, кВт | серво 1,5 кВт | серво 1,5 кВт | |
| Тип направляющих Х | качения | ласточкин хвост | ласточкин хвост |
| Тип направляющих Z | качения | Призматические | Призматические |
| Точность позиционирования по осям X/Z, мм | ±0,005 | ±0,005 | ±0,005 |
| Повторяемость позиционирования осей X/Z, мм | ±0,003 | ±0,003 | ±0,003 |
| Угол наклона станины, град | 0 | 0 | 0 |
| Ширина направляющих, мм | 340 | 340 | |
| Шпиндельная бабка | |||
| Диаметр 3х кулачкового патрона, мм | 160 (6″ для гидро) | 200 | 200 |
| Диапазон скоростей шпинделя, об/мин | 200-3000 | 20~2050 | I 10-330; II 130-1800 |
| Диаметр отверстия шпинделя, мм | 48 (36 с гидро) | 53 | 53 |
| Максимальный диаметр прутка, мм | 46 (34 с гидро) | 51 | 51 (38 с полым гидропатроном) |
| Торец шпинделя | А2-5 | C6 (ГОСТ 12593) | С6 (ГОСТ 12593) |
| Конус отверстия шпинделя | КМ5 | Морзе 6 | Морзе 6 |
| Внутренний диаметр подшипника шпинделя | 80 | 90 | 90 |
| Момент на шпинделе (до 30 минут), Нм | 48 | 610 | |
| Момент на шпинделе (продолжительно), Нм | 48 | 610 | |
| Мощность э/д шпинделя (до 30 минут), кВт | 7,5 | 7,5 | |
| Мощность э/д шпинделя (продолжительно), кВт | 4 | 7,5 | 7,5 |
| Тип э/д шпинделя | асинхронный э/д | Асинхронный | |
| Резцедержка | |||
| Число инструментов, шт | 4 | 6 | 6 |
| Тип резцедержки | э/мех | э/мех | э/мех |
| Размер хвостовика режущего инструмента, мм | 20х20 | 25×25 | 25х25 |
| Время смены инструмента – верт. револьверная головка, с | 0,6 | – | – |
| Время смены инструмента – гориз. револьверная головка, с | – | 3 | 3 |
| Мощность э/д приводного инструмента, кВт | – | – | – |
| Обороты приводного инструмента, об/мин | – | – | – |
| Задняя бабка | |||
| Перемещение задней бабки, мм | опция | до патрона/люнета | до патрона/люнета |
| Выдвижение пиноли задней бабки, мм | 130 | 130 | |
| Диаметр пиноли, мм | 60 | 60 | |
| Конус пиноли гидравлической задней бабки, № | – | – | |
| Конус пиноли механической задней бабки, № | Морзе 4 | Морзе 4 | |
| Прочее | |||
| Потребляемая мощность, кВА | 11 | 11 | |
| Система ЧПУ | Siemens 808 Advanced | Siemens 808D | Siemens 808 |
| Наличие транспортера стружки | нет | нет | нет |
| Емкость бака СОЖ, л | 30 | 38 | 38 |
| Емкость гидростанции, л | 40 | нет | – |
| Вес нетто, кг | 1200 | 1800 | 1800 |
| Вес брутто, кг | 1300 | 1900 | 1900 |
| Габаритные размеры ДхШхВ, мм | 1900х1350х1500 | 2220х1150х1500 | 2220х1150х1500 |
| Габаритные размеры упаковки ДхШхВ, мм | 2220х1350х1500 | 2220х1350х1600 | |
| Примечания | |||
stankomach.com
Станок 16К20Ф3: технические характеристики и описание
Токарно-винторезное оборудование 16К20Ф3, технические характеристики которого рассмотрим ниже, создано на базе агрегата 16К20, используется преимущественно в мелкосерийном производстве. Оба станка имеют унифицированную конструктивную часть и общий принцип работы. Установка позволяет обрабатывать внешние и внутренние поверхности заготовок, длиной до 1000 миллиметров. Числовое программное обеспечение дает дополнительные возможности и облегчает обслуживание агрегата.

Из чего состоит?
Технические характеристики 16К20Ф3 обусловлены конструкцией и кинематической схемой станка. Агрегат выполнен в традиционной компоновке, которая соответствует универсальным стандартам, а также допускает производство широкого спектра операций.
Комплектующие элементы оборудования:
- Остов (станина).
- Рама.
- Каретка суппорта.
- Резцедержатель поворотного типа.
- Задняя и шпиндельная бабка.
- Автоматическая передающая коробка.
- Направляющие элементы.
- Электромагнитные муфты.
- Поперечные и продольные приводы.
- Гидравлический усилитель.
Принцип работы
Станок 16К20Ф3, технические характеристики которого позволяют выбрать до 9 скоростей вращения вала, работает следующим образом:
- Металлическая деталь крепится в шпинделе, приводимым в действие посредством клиноременной передачи от электрического мотора.
- Скорость обработки корректируется при помощи автоматической коробки и узла шпинделя.
- Коробка-автомат оснащена шестью электромагнитными муфтами, комбинированное включение которых позволяет выбрать требуемую скорость.
- Для увеличения или уменьшения оборотистости используются зубчатые колеса шпиндельной бабки. Они управляются вручную, регулируют до 12 позиций.
- Каретка установки приспособлена к продольному перемещению с применением электромагнитного привода.
- Поперечная сдвижка суппорта и резцедержателя производится через привод, зубчатое колесо и ходовой винт.
- Поворотный резцедержатель может монтироваться в шести положениях со сменой углов обработки и горизонтальной оси вращения плоскости. Кроме того, в этих манипуляциях участвует крепление поперечного суппорта.
- На резцедержателе позиционируется инструментальная головка, рассчитанная на использование не более шести резцов, обрабатывающих заготовку согласно заданной программе.

Гидравлический привод
Этот узел токарного станка 16К20Ф3, технические характеристики это подтверждают, обеспечивает все основные процессы, связанные с функционированием рабочих элементов. Гидропривод состоит из следующих частей:
- Пары гидроусилителей.
- Регулирующего насоса.
- Привода.
- Резервуара с маслом.
- Контрольной аппаратуры.
Маркировка
Токарный агрегат 16К20Ф3, технические характеристики которого рассмотрим далее, имеет маркировку. Ее расшифровка выглядит следующим образом:
- Индекс «1» – токарный.
- 6 – винторезный.
- К – производство.
- 20 – показатель высоты по центрам в сантиметрах.
- Ф3 – оборудование ЧПУ.
Оборудование этой категории имеет стандартную мощность в пределах 10-11 кВт, класс точности соответствует ГОСТУ 8-82-П.
Станки с ЧПУ 16К20Ф3: технические характеристики
Параметры рассматриваемого оборудования:
- Габариты – 3,7/2,2/1,65 м.
- Масса – 400 кг.
- Количество скоростей –22.
- Диаметр отверстия – 53 мм.
- Центр пиноли – Морзе 5.
- Рабочий диапазон – от 12,5 до 2000 оборотов в минуту, в зависимости от выбранной скорости.
- Размер шага – 0,01-40 мм.
- Высота резца – 25 мм.
- Продольные/поперечные ходы – 5000/7500 мм/мин.

Описание
Станок токарный 16К20ФЗ, технические характеристики которого указаны выше, оборудован чугунной станиной, подвергающейся шлифовке, что обеспечивает длительный период эксплуатации. В качестве основного привода используется электрический двигатель мощностью 11 кВт. Он гарантирует крутящий момент в пределах до 800 Нм. Это позволяет корректировать обработку заготовки с максимальной точностью до необходимых размеров.
Шпиндель агрегата имеет отверстие диаметром 55 мм с возможностью фиксации штыревых деталей различного диаметра. Специальные револьверные головки используются для проведения особых операций, значительно расширяя возможности токарного оборудования. Этот узел более всего подвержен изнашиванию, поскольку происходит деформация планетарного редуктора в виде выкрашивания зубцов или разрушения эксцентрика. Избежать таких последствий поможет регулярный контроль состояния механизмов и своевременные профилактические работы. Смазка деталей осуществляется при включении оборудования направлено на различные элементы. Программное управление в автоматическом режиме определяет цикл подачи смазочной смеси на узлы оборудования. Имеется возможность запуска этой операции вручную. При этом запрограммированный цикл не нарушается.
Универсальность
Технические характеристики токарно-винторезного станка 16К20Ф3 позволяют использовать его для проведения следующих операций:
- Сверления отверстий различного диаметра.
- Обработки заготовок с торцевых частей.
- Зенкерования.
- Резьбовой нарезки.
- Расточки и отделки поверхностей конического и фасонного типа.
В качестве защиты винторезных пар выступают специальные ограничители, которые позволяют предотвратить преждевременную поломку механизмов. Модернизация рассматриваемых агрегатов заключается в оснащении комплектами ЧПУ отечественного и зарубежного производства с заменяемыми системами электрооснащения. Переоборудование дает возможность усилить мощность в 2-3 раза, в зависимости от состояния агрегатов. Все эти решения повышают производительность оборудования, сокращают режим трансформации заготовок. Модернизацию желательно производить одновременно с капитальным ремонтом.
Что дает усовершенствование?
Токарно-винторезный станок 16К20Ф3, технические характеристики которого можно улучшить путем модернизации тремя способами:
- Путем полной модернизации.
- Улучшение комплектующих и рабочих приспособлений.
- Реорганизация тягового оборудования.

Модернизация дает возможность увеличить число диапазонов обработки деталей, а также точность проведения манипуляций.
Для максимального повышения рабочего ресурса оборудования используют систему адаптивного управления. Она позволяет выключать агрегат при критических нагрузках, а также способствует следующим показателям:
- Снижению срока отделки деталей.
- Увеличению периода службы комплектующих элементов.
- Понижению случаев выхода из строя оснастки.
- Повышению общей работоспособности оборудования.
Технические характеристики токарного станка 16К20Ф3 с ЧПУ позволяют менять нагрузку на шпиндель. При этом имеется возможность корректировки подачи используемого инструмента, с учетом типа материала обрабатываемой заготовки. Это способствует увеличению срока службы всех деталей агрегата.
ЧПУ
При использовании числового программного обеспечения операции по обработке заготовок выполняются при помощи заранее установленных программ. Они дают возможность откорректировать информацию, поданную с операторского пульта, а также использовать кассеты внешней памяти. Итоговые данные выводятся на специальный дисплей, после анализа которых, можно принять решение по настройке последующего процесса.

Автоматизация процесса сопровождается 6-ю, 8-ю или 12-ю позициями, позволяющими менять диаметр обработки или ось поворота по горизонтали. Рабочая головка оборудована диском, на который можно монтировать три осевых и шесть радиальных элементов. Кроме того, она может эксплуатироваться с 8-12 блоками под различный инструмент.
Повысить эффективность станка 16К20Ф3, технические характеристики и описание которого приведены выше, можно дополнительно модернизировать посредством смены кинематической схемы либо установки современной энергосберегающей конструкции. Значительно расширяет функционал рассматриваемого агрегата комплекс ЧПУ. Благодаря нему улучшается точность и скорость обработки деталей, а также режим отделки. Станки с ЧПУ имеют диапазон продольных и поперечных перемещений – 0,005 и 0,01 миллиметров, соответственно.
fb.ru
Токарный станок 16к20ф3 с ЧПУ
Алексей Куликов из Тольятти спрашивает:
Устроился на новую работу. Необходимо работать с токарным станком 16к20фЗ с ЧПУ. Можно узнать конструкцию токарного станка с ЧПУ 16к20ф3 и правила его управления?
Ответ нашего эксперта:
Токарный станок 16к20ф3 предназначен для обработки внешней и внутренней стороны детали, которая имеет тело вращения со ступенчатым или криволинейным профилем. Обрабатываются элементы в один или несколько этапов, весь процесс проходит в автоматическом замкнутом цикле. Устройство применяется при серийном производстве.
Токарный станок 16к20ф3 изготавливается на базе универсального устройства, имеет стандартную комплектацию:
- Основание – монолитная отливка.
- Станина имеет коробчатую форму с ребрами поперечного типа. Направляющие станины проходят термообработку и шлифовку.
- Каретка суппорта имеет поворотный резцедержатель, он передвигается по передней призматической и задней плоской направляющим.
- Автоматическая коробка скоростей.
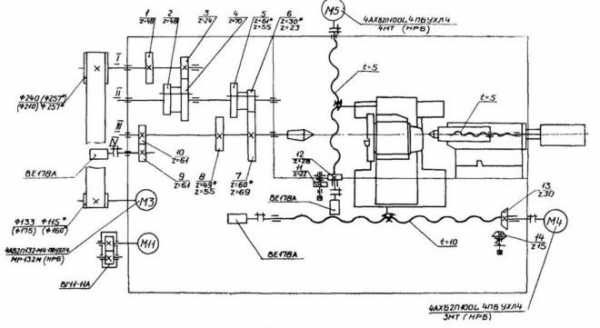
Схема токарного станка
Аппарат получает направление движения от приводов продольных и поперечных подач. Станок может быть оснащен различными системами ЧПУ. Комплектации с различными ЧПУ имеют определенные индексы. Сама система ЧПУ обеспечивает движение формообразования, следит за скоростью подачи и может изменять частоту движения шпинделя.
Особенностью конструкции является то, что станина выполнена из литья чугуна, который перед процессом проходит процесс термообработки. Благодаря этому устройство отличается высоким сроком эксплуатации, повышенной работоспособностью. К тому же детали на таком аппарате получаются наиболее ровными и точными.
Высокоточный шпиндель дает возможность работать с деталями из пруткового материала. Обрабатывать элементы можно линейной насадкой или револьверной головкой, все зависит от пожеланий заказчика. Привод у станка может быть как отечественного, так и импортного производства.
Управление токарным станком осуществляется с помощью пульта. На клавиатуре можно отследить перемещение инструмента, работу главного привода и дать устройству вспомогательные команды. Агрегат можно контролировать с внешней кассеты памяти или с пульта управления системы ЧПУ, где можно увидеть все операции на цифровой панели оператора.
Конструкция токарного станка с ЧПУ 16к20ф3 позволяет обрабатывать элементы из разных материалов, в результате получаются точные и ровные детали, при этом все управление аппаратом происходит автоматически через пульт.
Видео: Токарный станок с ЧПУ 16К20Ф3
promzn.ru
6. Назначение и техническая характеристика токарного станка с чпу мод. 16к20фзс32
6.1 Назначение и область применения станка
Станок токарный патронно-центровой с числовым программным управлением (ЧПУ) модели 16К20Ф3С32 предназначен: для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем различной сложности в один или несколько проходов в замкнутом полуавтоматическом цикле и нарезание крепежных резьб. У этого станка есть УЧПУ типа 2Р22 с вводом программ с
клавиатуры, магнитных кассет или с перфоленты.
Станок предназначен преимущественно для центровых работ и может оснащаться системами контурного программного управления, как отечественного, так и иностранного производства. Программа перемещений инструмента и вспомогательные команды записываются в одном из стандартных кодов
Станки применяются в индивидуальном, мелкосерийном и серийном производствах с небольшими повторяющими партиями.
Класс точности станка – П.
Область применения станка является индивидуальное, мелкосерийное и серийное производство с мелкими повторяющимися партиями деталей /16/.
Технические характеристики станка 16К20Ф3С 32 даны в таблице 2.1.
Таблица 1 – Технические характеристики станка 16К20Ф3С32
Наименование параметров | Единица измерения | Величина параметров | |||
Наибольший диаметр обрабатываемого изделия над станиной | мм | 500 | |||
Наибольший диаметр обрабатываемого изделия над суппортом | мм | 220 | |||
Наибольший диаметр прутка, проходящего через отверстие в шпинделе | мм | 55 | |||
Наибольшая длина обрабатываемого изделия | мм | 1000 | |||
Наибольшая длина продольного перемещения каретки | мм | 905 | |||
Наибольшая длина хода поперечного суппорта | мм | 250 | |||
Количество рабочих скоростей шпинделя | 22 | ||||
Пределы чисел оборотов шпинделя | об/мин | 20…2240 | |||
Количество автоматически переключаемых скоростей | 9 | ||||
Диапазон автоматического переключения | 16 | ||||
Диапазон скоростей шпинделя, устанавливаемого вручную, I – II – III – | об/мин | 20-325 63- 900 160÷2240 | |||
Центр пиноли задней бабки по ГОСТ 13214-67 | 7032-0045 Морзе №5 | ||||
Центр шпинделя передней бабки по ГОСТ 13214-67 | 7032-0043 Морзе №6 | ||||
Конец шпинделя по ГОСТ 12593-72 | 6К | ||||
Максимальная скорость продольной подачи при врезании резьбы | мм/мин | 2000 | |||
Пределы шагов нарезаемых резьб | мм | 0,01-40,95 | |||
Диапазон скоростей подач | Продольных | мм/мин | 3 – 1200 | ||
Поперечных | 1,5÷600 | ||||
Скорость быстрых ходов | Продольных | мм/мин | 7500 | ||
Поперечных | 5000 | ||||
Дискретность перемещения | Продольных | 0,01 | |||
Поперечных | 0,005 | ||||
Высота резца | мм | 25 | |||
Количество позиций на поворотной резцедержке | 6 | ||||
Габаритные размеры станка (без гидроагрегата, электрошкафа привода подач и пульта ЧПУ) длина, ширина, высота | мм | 3250× 1700×2145 | |||
Масса станка без учета ЧПУ, не более | кг | 3800 | |||
studfiles.net