16К20 станок токарный характеристики: Токарный станок 16К20 – технические характеристики, паспорт, фото
alexxlab | 16.02.2023 | 0 | Токарный
Токарно винторезный станок 16к20.Узлы и технические характеристики
Краткая история серии
Еще два года спустя, в 1934 году, происходит запуск производства таких моделей, как ДИП-300, ДИП-400, ДИП-500.
К 1937 году разрабатывают специальные типажи по номенклатуре и размерам. Принимают единую систему условных обозначений. Таким образом, первый выпущенный заводом станок получил название 1Д62, но аббревиатуру ДИП – 20 сохранили.
1940 год ознаменовался созданием станка 162К 26А, как одного из версий ДИП-200.
Затем выпускают разные модернизированные станки, и в 48 году XX века, появляется легендарный 1А62. Модели выпускались по крупносерийному тиражу.
И, наконец в 1971 году, изготавливается первый опытный образец станка 16 к 20. Станок даже получил золотую медаль на ярмарке в 72 году.
С 1972 по 1973 года производят реконструкцию на заводе, связано это с масштабным выпуском новых моделей 16К20. Компания занимается освоением серийного производства этой модели и вот в конце 1973 года месячный оборот производства достигает 1 тыс. экземпляров. Экспортируется порядка 10% от общего числа.
экземпляров. Экспортируется порядка 10% от общего числа.
Затем появились различные модификации модели 16 к 20, среди которых 16 К 25, 16 К2 0М, 16 К2 0П, 16 К 20В, 16 К 20Г, 16 К 20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и другие. Все они были основаны на базовых стандартах модели 16 к 20.
1988 год ознаменует прекращение производства станков этой модели. Его сменила серия МК.
Основные разновидности и расшифровка модификаций
Данная модель имеет четыре разновидности, но общую кинематическую схему при этом:
- 16К20 – стандартная токарно-винторезная модель;
- 16К20П- станок токарно-винторезный с повышенной точностью;
- 16К20Г- станок токарно-винторезный имеет нормальную точность и выемку в станине;
- 16К25 – облегченная модель токарно-винторезного станка с высотой центров 250 мм.
Цифры и буквы в наименовании станка обозначают следующее:
- Цифра «1» указывает на соответствующую группу, к которой принадлежит станок (это универсальная токарно-винторезная модель, по общепринятой российской классификации ЭНИМС).

- Цифра «6» — описывает подгруппу (токарно-винторезную в этом случае).
- Буква «К» это расшифровка завода, изготовившего станок, и обозначение поколения.
- Цифра «20» показывает высоту центра в 220 мм.
Технические характеристики
Основные параметры станка
- С наибольшим диаметром обработки станины — 400 мм.
- С наибольшим диаметром обработки суппорта — 220 мм.
- Расстояние между центрами -1500 мм.
- Отверстие шпинделя — 51 мм.
- Скорость шпинделя — 12,5–1600 об / мин 24 шага.
- Источник питания — 415 вольт / 50 Гц / 3 фазы.
- Сверхмощный токарно-винторезный станок.
- Изготовлено в России.
- Цельная литая основа.
- Пневматический плавающий хвостовой запас.
- Седельная смазка.
- Метрическая конфигурация.
- Галогенная рабочая лампа.
- Резерв для механической защиты патрона.
- Защита задней бабки, ходового винта и подающего вала.
- Система охлаждения.
Шпиндель
Выступает в качестве пустотелого, многоступенчатого вала, изготовленного из стали, с термической обработкой для увеличения стойкости.
Шпиндель имеет стальную конструкцию и продольное отверстие внутри, оно пропускает заготовку. Сам шпиндель вращается за счет специализированных прецизионных подшипников. Они износостойки и точны в изготовлении, не требуют частого техобслуживания.
Суппорт и подачи
Это часть станка, используемая для удержания инструмента и позволяющая производить продольное и поперечное перемещение инструмента.
Этот блок станка очень жесткий, что снижает вероятность ошибок, вызванных упругой деформацией системы скольжения во время резки.
Резцовые салазки
Салазки нужны для настройки попадания резьбы, они ездят по продольному направлению. На них закрепляют резцовую головку.
Задняя бабка
Используется для зажима вращающегося режущего инструмента и в качестве дополнительной опоры, применяется с вращающимися и не вращающимися центрами при жесткой резке.
Электрооборудование
Благодаря электрооборудованию, обеспечивается максимальная защита работника, ограждая его от удара электрического тока. А сам агрегат от получения повреждений.
Из чего состоит электрооборудование:
- Основного электродвигателя.
- Электродвигателя, перемещающего суппорт и каретку.
- Электронасоса с системой СОЖ.
- Системы автоматического выключения.
- Предохранителей.
- Теплового реле.
- Заземления.
- Микропереключателя.
Габариты и масса
Размер (Д х Д х В) — 3200 мм х 1300мм х 1900мм;
Вес (приблизительно) — 3000 кг.
Конструкция механизма фартука токарно-винторезного станка 16К20
Механизм фартука расположен в корпусе, привернутом к каретке суппорта. От ходового вала через ряд передач получает вращение червячное колесо и связанное с ним колесо. Оба колеса сидят свободно на валу. Отсюда вращение передается на колеса, свободно сидящие на валах. На этих валах установлены муфты с торцовыми зубьями, которыми включается подача суппорта в одном из четырех направлений.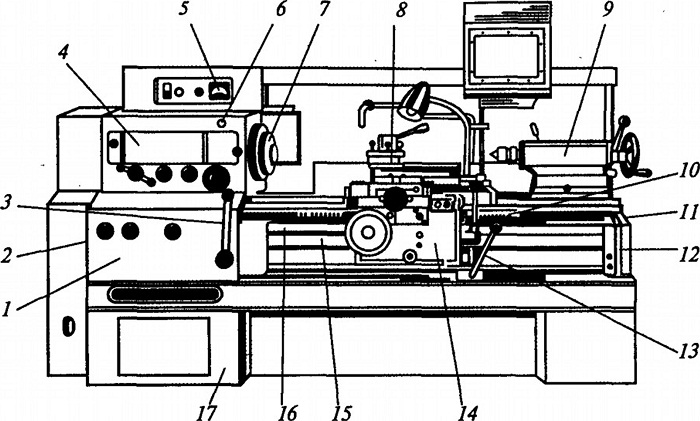
Продольное перемещение суппорта (влево или вправо) осуществляется при включении муфт через колеса, далее через колесо, закрепленное на втулке. Последняя подвижным шпоночным соединением связана с реечным колесом, передающим движение через рейку (на рисунке не показана) суппорту. Колесо может быть выведено из зацепления с рейкой кнопкой. Поперечное перемещение суппорта (вперед или назад) осуществляется при включении муфт. Тогда движение зубчатых колес передается на колесо, свободно сидящее на втулке, и далее — на винт поперечной подачи суппорта.
Вал 1 несет зубчатое колесо, которое через колеса сообщает вращение диску и через него — лимбу. Ручное продольное перемещение суппорта осуществляется штурвалом через колеса, втулку и реечное колесо.
Регулировка механизма фартука станка 16К20
Регулирование усилия, развиваемого механизмом подач, производится поворотом гайки 11. Величина усилия определяется динамометром, который нужно установить между жестким упором 47 (рис. 28) и кареткой 19 (рис. 27). Следует следить за тем, чтобы величина усилия не превышала допустимую по табл. 1 (раздел 19).
28) и кареткой 19 (рис. 27). Следует следить за тем, чтобы величина усилия не превышала допустимую по табл. 1 (раздел 19).
Маточная гайка 62, установленная на кронштейне 61, отрегулирована на заводе.
В случае необходимости восстановления или замены изношенной гайки при ремонте нужно воспользоваться специальными кондукторным приспособлением и метчиком, чертежи на которые могут быть высланы по запросу.
Мертвый ход винта 20 привода поперечных салазок 11, возникающий при износе гаек 22 и 23, устраняется следующим образом.
Снимается крышка 12 и при помощи выколотки (бородки) из мягкого металла отворачивается контргайка 15. Выборка зазора в винтовой паре осуществляется вращением гайки 14. Величина зазора определяется по лимбу 40 при легком поворачивании рукоятки 33. Оптимальная величина зазора в винтовой паре соответствует свободному ходу в пределах одного деления лимба. Затем контргайки 15 затягивается и устанавливается крышка 12.
Поставляемый по особому заказу задний резцедержатель 8 устанавливается на поперечных салазках, как показано на рис. 27.
27.
Если по мере износа рукоятка 4 в зажатом положении останавливается в неудобном для токаря месте, то посредством подшлифовывания или замены проставочного кольца 1 можно установить рукоятку 4 в требуемое положение.
При понижении точности фиксации резцедержателя 43 нужно разобрать резцовую головку и произвести тщательную очистку рабочих поверхностей сопрягаемых деталей. При дроблении резцедержателя необходимо провести притирку конусов.
Установка оптимального зазора между кареткой 19 и планками 18, 64 и 66 осуществляется путем шлифования последних.
Выборка зазора в направляющих поперечных салазок 11 и резцовых салазок 9 производится подтягиванием соответствующих клиньев 52 и 42 при помощи винтов, головки которых расположены в отверстиях протекторов 41 и 49.
Для удобства определения величин перемещения резцовых и поперечных салазок при обработке деталей суппорт снабжен масштабными линейками.
На резцовых салазках 9 установлена линейка с ценой деления 1 мм.
Отсчет производится по визиру, закрепленному на поворотной части 10 суппорта.
На каретке 19 установлена линейка с ценой деления 10 мм на диаметр изделия, по которой осуществляется контроль величины перемещения поперечных салазок 11 при помощи закрепленного на них визира.
Конструкция линейки, закрепленной на каретке, предусматривает установку жесткого упора поперечных перемещений, поставляемого по особому заказу.
Жесткий микрометрический упор 47 ограничения продольных перемещений крепится на передней полке станины двумя винтами 82.
Станок модели 16К20П комплектуется суппортом с механическим приводом резцовых салазок (рис. 29, 30), который также по особому заказу может быть поставлен со станком модели 16К20. Включение механического перемещения резцовых салазок 9 осуществляется вытягиванием на себя кнопки 122 при зажатой рукоятке 129. Величина подачи резцовых салазок равна 1/4 величины продольной подачи суппорта.
Примечание. Номерами, начинающимися со 100, обозначены детали, относящиеся только к суппорту с механическим приводом резцовых салазок. Числами меньше 100 — детали, унифицированные от суппорта с ручным перемещением резцовых салазок (рис. 27, 28).
Числами меньше 100 — детали, унифицированные от суппорта с ручным перемещением резцовых салазок (рис. 27, 28).
Общая конструкция и принцип работы
Конструкция токарно-винторезного станка представляет собой крупный агрегат, состоящий из большого числа составных элементов, куда входит электрооборудование, суппорты, коробку подач, шпиндель и заднюю бабку.
Важно!
Конструкция предусматривает наличие целого ряда защитных элементов, блокирующие и ограждающие, обеспечивая безопасность взаимодействия с устройством.
Работает по принципу универсального токарного станка, выполняющего ряд различных работ, и некоторые нестандартные операции с использованием дополнительного оборудования, например, нарезание резьбы, сверления и т. п.
Коробка передач (сменные шестерни, гитара)
Коробка передач служит для передачи вращения от выходного вала (ось I) шпиндельной бабки на выходной вал (ось II) коробки подач с помощью установки комбинаций сменных шестерен в соответствии со схемами таблицы (рис. 10). Станок можно налаживать на нарезание различных резьб.
10). Станок можно налаживать на нарезание различных резьб.
Сменные шестерни К и N монтируются на шлицевых валах и закрепляются болтами 9 через шайбы 8.
Промежуточные шестерни L и М устанавливаются на шлицевой втулке 10 оси 13, закрепляемой при помощи ключа в требуемом месте паза кронштейна 3, который фиксируется гайкой 6.
На торцах сменных шестерен К, L, М, N нанесены (см. упаковочный лист), число зубьев z и модуль т.
При закреплении кронштейна 3 и оси 13 нужно установить сменные шестерни с минимальным радиальным зазором.
Нельзя забывать о регулярной смазке (см. п. 6.2. «Карта смазки») сменных шестерен и втулки 10, которая смазывается через колпачковую масленку 12.
Станина, рейки, ходовой винт, ходовой вал и привод быстрых перемещений суппорта
Натяжение ремня привода быстрых перемещений суппорта осуществляется регулировочным винтом 3, который контрится гайкой 2.
При чистке ходового винта 13 и ходового вала 14 необходимо снять щитки 9 и 10. Для этого нужно отпустить винты 19 и вынуть щитки со стороны заднего кронштейна 18.
Для этого нужно отпустить винты 19 и вынуть щитки со стороны заднего кронштейна 18.
Фото и описание устройства станка
Ниже будут представлены схематичные изображения наиболее важных компонентов станка и краткое описание к ним.
Общий вид
Чертеж
На чертеже изображена рабочая зона станка, расположение и расстояние всех значимых частей оборудования.
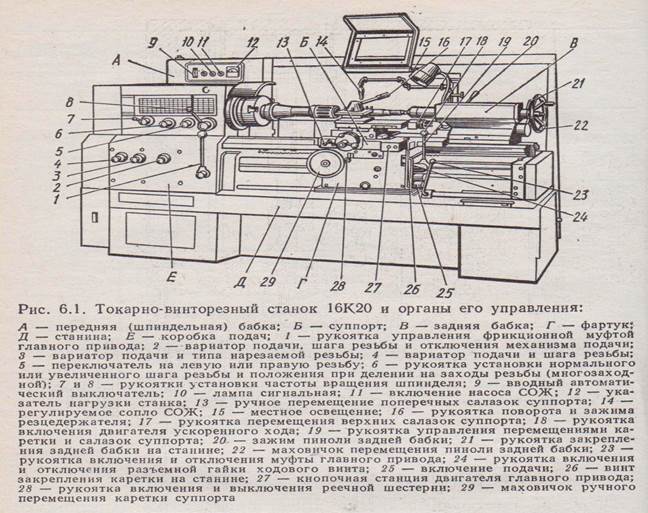
Расположение органов управления
На схеме под цифрами обозначено расположение следующих органов управления:
- Рукоятки, устанавливающей величину подачи, и резьбу.
- Рукоятки, отвечающей за вид работы: подачу и тип резьбы.
- Рукоятки, устанавливающей число по оборотам шпинделя.
- Рукоятки, устанавливающей увеличенный шаг резьбы.
- Вводного автоматического выключателя.
- Сигнальной лампы.
- Выключателя насоса.
- Указателя нагрузок.
- Рукоятки, регулирующую правую и леву резьбу.
- Рукоятки, устанавливающей ряд чисел оборота.

- Рукоятки, регулирующей фрикционную муфту в главном приводе.
- Выключателя освещения рабочего места.
- Рукоятки, поворачивающую и закрепляющую индексируемую резцовую головку.
- Рукоятки, перемещающей резцовые салазки.
- Рукоятки, крепящие заднюю бабку к корпусу станины.
- Маховика, перемещающего заднюю бабку.
- Рукоятки, регулирующей фрикционную муфту.
- Рукоятку, выключающую и включающую ходовой винт.
- Рукоятку, управляющую механическим перемещением каретки и салазок.
- Кнопочной станции, включающей и выключающей электродвигатель.
- Рукоятку, перемещающую поперечную салазку суппорта.
- Маховика, устанавливающего ручное перемещение каретки.
- Кнопку, направляющую каретку и поперечные салазки.
- Рукоятку, устанавливающую подачу и шаг для резьбы.
Кинематическая схема
Кинематическую схему используют для того, чтобы понять связь и взаимодействие между основными элементами станка.
Шпиндельная бабка
Шпиндельная бабка может устанавливать числа в 4 ряда, по двум рядам с пределами 40, 50 и 160 об/мин, по двум рядам с пределами 200, 630 и 500.
Коробка подач
Обеспечивает перемещение резца и инструмента на направляющих станка с заданной скоростью. Эта часть используется для установки постоянной скорости подачи при резке или других работах.
С редуктором внутри, состоящим из переключаемой зубчатой передачи. На нее, с использованием входного вала, идет крутящий момент от шпиндельного узла. С ходовым винтом, валом на коробке подач.
Фартук
Фартук – деталь, отвечающая за точность подачи в суппорт. Имеет механизмы, ограждающие и обеспечивающие надежность с безопасностью во время работы.
Фартук располагается в корпусе, рядом с каретой суппорта. Обеспечивает вращательные движения ходового винта и передает их суппорту.
Суппорт
Представляет собой узел, крепящий инструмент в ручном или автоматическом режиме. Суппорт содержит резцедержатель и салазки.
Задняя бабка
Если при отведении рукоятки 19, не обеспечивается достаточный прижим задней бабки, необходимо изменить регулировку винтов 26 и 33, чтобы изменить прижимную планку.
Если нужно установить заднюю бабку поперечно шпинделю, нужно совместить винты 41 с плоской поверхностью А.
Конструкция коробки подач токарно-винторезного станка 16К20
Связь шпинделя и суппорта станка для обеспечения оптимального режима резания осуществляется с помощью механизма подач, состоящего из реверсирующего устройства (трензеля) и гитары, которые осуществляют изменение направления и скорости перемещения суппорта.
Коробка подач закреплена на станине ниже шпиндельной (передней) бабки и имеет несколько валов, на которых установлены подвижные блоки зубчатых колес и переключаемые зубчатые муфты. В правом положении муфты получает вращение ходовой винт, а в левом ее положении (как показано на рисунке) через муфту обгона вращается ходовой вал.
Подачи продольные (22 шт), мм/об: 0,05-0,06-0,075-0,09-0,1-0,125-0,15-0,175-0,2-0,25-0,3-0,35-0,4-0,5-0,6-0,7-0,8-1-1,6-2-2,4-2,8.
Подачи поперечные (24 шт), мм/об: 0,025-0,03-0,0375-0,045-0,05-0,0625-0,075-0,0875-0,1-0,125-0,15-0,175-0,2-0,25-0,3-0,35-0,4-0,5-0,6-0,7-0,8-1-1,2-1,4.
Регулировка коробки подач станка 16К20
При ремонте станка особое внимание следует обратить на правильность монтажа механизма переключения зубчатых колес, смонтированного на плите 38, которая крепится к корпусу 3, коробки подач. Во избежание нарушения порядка сцепления зубчатых колес коробки подач при сборке нужно совместить риски, нанесенные на шестернях 51 и 52.
Инструкция по первому запуску и эксплуатации
Перед первым запуском, нужно проверить внешние параметры надежности, устойчивость установки агрегата. Закончив осмотр, стоит выключить питание для каждого электродвигателя и используя вводный автоматический выключатель F1 в цеховую сеть.
Все блокировочные устройства должны соответствовать данным, указанным в инструкции:
- Главный привод вращается против часовой стрелки в сторону вала.
- Электронасос вращается согласно указанной схеме на корпусе.
- Гидроэлектростанция вращается в сторону вентилятора, по часовой стрелке.
- Электродвигатель быстрого перемещения вращается по часовой стрелке.

Важно!
Проверьте срабатывание магнитного пускателя и реле. После проверки правильности работы каждого электроаппарата, присоедините прежде выключенные провода. После полной проверки электродвигателя, можно приступать к работе.
Ремонт станка 16К20. Типовые ремонтные работы, выполняемые при плановых ремонтах
За период межремонтного цикла станок должен быть подвергнут шести осмотрам, четырем малым ремонтам и одному среднему в сроки, указанные в рекомендуемом графике плановых ремонтных работ (рис. 42).
Следует учитывать, что наибольшую эффективность использования станка может обеспечить рациональное чередование и периодичность осмотров и плановых ремонтов, выполняемых с учетом конкретных для каждого отдельного станка условий эксплуатации.
Категории ремонтосложности станка:
- механическая часть — 12;
- электрическая часть — 8,5.
Осмотр станка
Наружный осмотр без разборки для выявления дефектов станка в целом и по узлам.
Проверка прочности и плотности неподвижных жестких соединений (основания с фундаментом; станины с основанием; шпиндельной бабки; коробки подач со станиной; каретки с фартуком; шкивов с валами и т. п.).
Открывание крышек узлов для осмотра и проверка состояния механизмов.
Выборка люфта в винтовой паре привода поперечных салазок.
Проверка правильности переключения скоростей шпинделя и подач.
Регулирование фрикционной муфты главного привода и ленточного тормоза шпинделя.
Проверка состояния и мелкий ремонт системы смазки.
Проверка состояния, очистка и мелкий ремонт ограждающих кожухов, щитков и т. п.
Выявление изношенных деталей, требующих восстановления или замены при ближайшем плановом ремонте.
Осмотр перед капитальным ремонтом
Работы, выполняемые при осмотрах перед другими видами ремонтов и, кроме того, выявление де талей, требующих восстановления или замены, эскизирование или заказ чертежей изношенных деталей из узлов, подвергающихся разборке.
Примечание. При проведении осмотра выполняются те из перечисленных работ, необходимость в которых обусловлена состоянием станка.
Малый ремонт токарного станка
- Частичная разборка шпиндельной бабки, коробки подач, фартука, а также других наиболее загрязненных узлов. Открывание крышек и снятие кожухов для внутреннего осмотра и промывки остальных узлов.
- Зачистка посадочных поверхностей под приспособления на шпинделе и пиноли задней бабки без демонтажа последних.
- Проверка зазоров между валами и втулками, замена изношенных втулок, регулирование подшипников качения (кроме шпиндельных), замена изношенных.
- Регулирование фрикционной муфты главного привода, добавление дисков, регулирование ленточного тормоза шпинделя.
- Зачистка заусенцев на зубьях шестерен и шлицах.
- Замена или восстановление изношенных крепежных и регулировочных деталей резцедержателей.
- Пришабривание или зачистка регулировочных клиньев, прижимных планок и т. п.

- Зачистка ходового винта, ходового вала, винтов привода поперечных и резцовых салазок суппорта.
- Зачистка и промывка посадочных поверхностей резцовой головки.
- Проверка работы и регулирование рычагов и рукояток органов управления, блокирующих, фиксирующих, предохранительных механизмов и ограничителей; замена изношенных сухарей, штифтов, пружин и других деталей указанных механизмов.
- Замена изношенных деталей, которые предположительно не выдержат эксплуатации до очередного планового ремонта.
- Зачистка забоин, заусенцев, задиров и царапин на трущихся поверхностях направляющих станины, каретки, салазках суппорта и задней бабки.
- Ремонт ограждающих кожухов, щитков, экранов и т. п.
- Ремонт и промывка системы смазки и ликвидация утечек.
- Регулирование плавности перемещения каретки, салазок суппорта; подтягивание клиньев прижимных планок.
- Проверка состояния и зачистка зубчатых муфт.
- Проверка и ремонт систем пневмооборудования и охлаждения; ликвидации утечек.

- Выявление деталей, требующих замены или восстановления при ближайшем плановом ремонте.
- Проверка точности установки станка и выборочно других точностных параметров.
- Испытание станка на холостом ходу на всех скоростях и подачах, проверка на шум, нагрев и по обрабатываемой детали на точность и чистоту обработки.
Примечание. При малом ремонте выполняются те из указанных работ, которые вызываются состоянием ремонтируемого станка, за исключением работ, предусмотренных в трех последних пунктах, которые должны выполняться во всех случаях.
Средний ремонт токарного станка 16к20
- Проверка на точность перед разборкой.
- Измерение износа трущихся поверхностей перед ремонтом базовых деталей.
- Частичная разборка станка.
- Промывка, протирка деталей разобранных узлов, промывка, очистка от грязи неразобранных узлов.
- Контроль жесткости шпиндельного узла (см. п. 13.1.5).
- Замена или восстановление изношенных втулок и подшипников качения.

- Замена или добавление фрикционных дисков и замена ленты тормоза шпинделя.
- Замена изношенных зубчатых колес и муфт.
- Восстановление или замена изношенных винтовых пар привода салазок суппорта и пиноли задней бабки.
- Замена изношенных крепежных деталей.
- Замена или восстановление и пригонка регулировочных клиньев и прижимных планок.
- Восстановление точности ходового винта (путем прорезки).
- Проверка и зачистка неизношенных деталей, оставляемых в механизмах станка.
- Ремонт насоса подачи охлаждающей жидкости и арматуры.
- При износе шарнирного механизма светильника НКС 01 х 100/ПОО-03 основание отвернуть, повернуть против часовой стрелки на 90° и снова закрепить.
- Ремонт насоса системы смазки, аппаратуры и арматуры; ремонт или замена маслоуказателей, прокладок, пробок и других элементов системы смазки.
- Исправление шлифованием или шабрением нуждающихся в ремонте направляющих поверхностей, если их износ превышает допустимый.

- Ремонт или замена протекторов на каретке, салазках суппорта, задней бабке.
- Ремонт или замена ограждающих щитков, кожухов, экранов и т. п.
- Сборка отремонтированных узлов, проверка правильности взаимодействия узлов и всех механизмов станка.
- Окрашивание наружных нерабочих поверхностей с подшпаклевкой.
- Обкатка станка на холостом ходу на всех скоростях и подачах.
- Проверка на шум и нагрев.
- Проверка станка на соответствие нормам точности.
Капитальный ремонт токарного станка 16К20
- Проверка станка на точность перед разборкой.
- Измерение износа трущихся поверхностей перед ремонтом базовых деталей.
- Полная разборка станка и всех его узлов.
- Промывка, протирка всех деталей.
- Осмотр всех деталей.
- Уточнение предварительно составленной (при осмотрах и ремонтах) ведомости дефектных деталей, требующих восстановления или замены.
- Восстановление или замена изношенных деталей.
- Ремонт системы охлаждения.

- Смена насоса системы смазки и ее ремонт.
- Шлифование или шабрение направляющих поверхностей станины, каретки, салазок суппорта, задней бабки.
- Замена протекторов на каретке, салазках суппорта, задней бабке.
- Сборка всех узлов станка, проверка правильности взаимодействия узлов и механизмов.
- Шпаклевка и окраска всех необработанных поверхностей в соответствии с требованиями по отделке нового оборудования.
- Обкатка станка на холостом ходу на всех скоростях и подачах.
- Проверка на шум и нагрев.
- Проверка состояния фундамента, исправление его и установка станка в соответствии с разделом 4 настоящего руководства.
Правила эксплуатации и ухода, паспорт станка
- Предназначение станков использование в малосерийном и единичном производстве.
- Температуру в цеху, стоит поддерживать на уровне 30 градусов.
- Контроль влажности не больше 80%.
- Сохранение качества и долговечность работы агрегата напрямую зависит от условий эксплуатации, недопустимо накопление пыли, появления оскалин.

- Чугунные детали, вызывают повышенный износ трущейся части, во время обработки требуется тщательное удаление стружки и пыли.
- Своевременно смазываются движущие части.
- Устройство, оставленное на длительный период, должно быть, накрыто.
Скачать бесплатно паспорт токарно-винторезного станка 16К20 в pdf-формате можно по ссылке: Паспорт 16К20
Конструкция шпиндельной (передней) бабки с коробкой скоростей
Коробка скоростей токарно-винторезного станка 16к20
Шпиндельная бабка токарно-винторезного станка 16к20
Все валы коробки скоростей и шпиндель вращаются на опорах качения, которые смазываются как разбрызгиванием (коробка залита маслом), так и принудительно, с помощью насоса. Движение подачи от шпинделя передается валу трензеля и далее — на механизм подач.
Числа оборотов шпинделя в минуту — прямое вращение (22 шт): 12,5-16-20-25-31,5-40-50-63-80-100-125-160-200-250-315-400-500-630-800-1000-1250-1600.
Числа оборотов шпинделя в минуту — обратное вращение (11 шт): 19-30-48-75-120-190-300-476-753-1200-1900.
Шпиндель и все валы установлены на опорах качения. В передней опоре шпинделя находится радиальный двухрядный роликовый подшипник, в котором предварительный натяг создается благодаря посадке внутреннего кольца на коническую шейку шпинделя. Если надвигать гайкой кольцо на конус, то оно расширяется и давит на ролики.
В задней опоре шпинделя установлены два радиально-упорных шарикоподшипника, воспринимающих радиальные и осевые нагрузки; предварительный натяг регулируют гайкой, стягивающей внутренние кольца.
Валы II…V коробки скоростей смонтированы на конических роликоподшипниках, что удобно для сборки и разборки; предварительный натяг регулируют нажимными винтами 3. Так как валы III и IV — длинные, для них предусмотрена средняя опора.
В левой части фрикционной муфты 13, реверсирующей движение шпинделя, находится большое число дисков, так как при прямом направлении вращения требуются большие крутящие моменты. Особенностью блоков зубчатых колес являются клеевые соединения венцов со ступицами.
Ступица колеса Z= 60 на валу III является диском ленточного тормоза; тяга механизма управления, устанавливая муфту в нейтральное положение, включает тормоз (нажимом на ролик 1).
Современные аналоги
Уже упоминалось, что завод прекратил производство модели 16 к 20, поэтому актуален подбор станков с аналогичными характеристиками. Зарубежные производители славятся агрегатами D420x1000, Proma SPC-900PA, Jet GH-1640ZX DRO.
Белорусские аналоги, выпускаемые на Гомельском заводе, предлагают 16ВТ20П-21. Еще можно отметить модели TRENS, от Словацкого производителя SN 50 С и SN 500 SA.
Они имеют современную конструкцию и качественные немецкие комплектующие, с относительно небольшой стоимостью за свои характеристики.
Цены на товары других производителей начинаются от полутора миллиона до двух, без расчета доставки и установки агрегатов.
Станок токарный 16К20 – проведение работ на станке
Станок токарный 16К20 – проведение работ на станке- Изготовление
- Сварочные работы
- Металлообработка
- Проектирование
- О нас
- Контакты
Станок токарный 16К20
3035
Масса станка, кг
10 кВт
Мощность электродвигателя главного привода
0,12 кВт
Мощность насоса охлаждения
Благодаря своим характеристикам токарный станок 16К20 позволяют эффективно использовать его для точения поверхностей при длине заготовки до 2000 мм и массе до 1300 кг как цилиндрической, так и конусной формы.
Может быть использован для отрезания заготовок, подготовки отверстий, подготовки различных видов резьбовых соединений – метрической, дюймовой, модульной и питчевой. Станок получает резьбы с различным шагом. Так, возможна нарезка модульных и питчевых резьб с шагом от 0,5 до 56, дюймовых резьб с шагом от 0,5 до 112 ниток на дюйм и метрических с шагом 0,5 – 112 мм.
Токарно-винторезный станок обладает классом точности Н, обеспечивает отклонение от цилиндричности не более чем на 7 мкм, конусности – не более 20 мкм на 300 мм, торцевой поверхности – 16 мкм на диаметре 300 мм, продольного перемещения не более 10 мкм на длину 200 мм . Максимальная шероховатость поверхности при чистовой обработке Ra 1.6 мкм
Идеально подходит под следующие задачи:
– Обтачивание и расточка поверхностей конической и цилиндрической формы.
– Нарезание резьбы — внутренних, наружных, дюймовых, метрических, модульных и питчевых.
– Сверление с разными видами свёрл, зенкерования, развёртывания и другие виды работ с горячекатаного и холодного проката.
В компании Автопрагма вы можете заказать выполнение работ на Токарном станке 16К20 по доступной цене.
Будем рады вам помочь, обращайтесь.
Тех. характеристики
Technical Specifications
Диаметр обработки над станиной, мм
400
Диаметр обработки над суппортом, мм
220
Максимальная масса детали, закрепленной в центрах, кг
1 300
Максимальная масса заготовки, закрепленной в патроне, кг
300
Расстояние между центрами
1000 / 1500
ПРИМЕНЕНИЕ
Конвеерного производства
Производства
Учебе
В каких случаях полезен?
Втулок
Токарные работы по металлу позволяют добиться практически идеальной точности при изготовлении детали и высокую чистоту получаемых поверхностей.
Фланцев
Токарные работы по металлу позволяют добиться практически идеальной точности при изготовлении детали и высокую чистоту получаемых поверхностей.
Детали вращательного движения
Токарная обработка металла, как можно догадаться из названия, проводится на станках токарного типа для деталей, какие в дальнейшем будут использоваться как тела вращения.
Необходима точность
Токарные работы по металлу позволяют добиться практически идеальной точности при изготовлении детали и высокую чистоту получаемых поверхностей.
ПОСЛЕДНИЕ ВЫПОЛНЕННЫЕ ПРОЕКТЫ
Парковочные столбики из нержавеющей стали
Парковочные столбики из нержавейки – стиль и надежность в вопросах благоустройства города.
Дозирующая установка с логическим контроллером и тензодатчиками
Изготовление по чертежам дозирующей установки с логическим контроллером.
Изготовление уличных скамеек из металла
Проектирование и изготовление уличных скамеек со спинкой и без.
Спасибо!
Ваша заявка была отправлена
Заполнение заявки
Загрузить свой чертеж
Загрузить
Заказать
Плазменная порезка
Данный сервис поможет Вам узнать ориентировочную стоимость
Форма изделия
Квадратная
Круглая
Другая
AСталь
Аллюминий
Медь
Чугун
Техническая нержавейка
Пищевая нержавейка
0,5-2(мм)
3-4(мм)
5-6(мм)
7-8(мм)
9-12(мм)
13-15(мм)
16-18(мм)
19-22(мм)
23-25(мм)
26-30(мм)
31-40(мм)
Высота (мм)
Ширина (мм)
Длина реза (мм)
Диаметр изделия
Кол-во
Разработка чертежа конструктором + 300 грн
Загрузить свой чертеж для просчета Загруженно
Итого
Окончательная стоимость может отличаться от рассчитанной
Имя
Телефон
Спасибо за заполнение формы
Наш оператор свяжится с Вами в течении 30 минут
Изготовление деталей по чертежам заказчика
Данный сервис поможет Вам узнать ориентировочную стоимость
Вы можете загрузить чертеж для просчета стоимости изготовления, если он у Вас есть. После, введите свои контактные данные и наши менеджеры перезвонят Вам.
После, введите свои контактные данные и наши менеджеры перезвонят Вам.
Загрузить свой чертеж для просчета Загруженно
Если у Вас нет чертежа, наш конструктор может спроектировать его, и подготовить все необходимые детали в производство.
Разработка чертежа конструктором + 300 грн
Имя
Номер телефона
Коментарии
ЗаказатьСбросить параметры
Подготовка проектной документации
Данный сервис поможет Вам узнать ориентировочную стоимость
Имя
Номер телефона
Коментарии
ЗаказатьСбросить параметры
Сварка аргоном
Данный сервис поможет Вам узнать ориентировочную стоимость
Тип изделия
Листовой металл
Труба
Ремонтные работы
Другое
Тип металла
Сталь
Аллюминий
Медь
Чугун
Техническая нержавеющая сталь
Пищевая нержавеющая сталь
Длина шва (мм)
Кол-во
Разработка чертежа конструктором + 300 грн
Загрузить свой чертеж для просчета Загруженно
Итого
Окончательная стоимость может отличаться от рассчитанной
Имя
Телефон
ЗаказатьСбросить параметры
Сварка металлоконструкций
Данный сервис поможет Вам узнать ориентировочную стоимость
Вы можете загрузить чертеж для просчета стоимости изготовления, если он у Вас есть.
Загрузить свой чертеж для просчета Загруженно
Коментарии
Имя
Номер телефона
ЗаказатьСбросить параметры
Токарные и фрезерные работы
Данный сервис поможет Вам узнать ориентировочную стоимость
Вы можете загрузить чертеж для просчета стоимости изготовления, если он у Вас есть. После, введите свои контактные данные и наши менеджеры перезвонят Вам.
Загрузить свой чертеж для просчета Загруженно
Коментарии
Имя
Номер телефона
ЗаказатьСбросить параметры
Токарный станок STANKO 16K20 Станки б/у
- Описание
- Характеристики
- Об этом продавце
Тип: 16K20
Производитель: STANKO
Сделано в: 1979
Характеристика:
Максимальная длина токарной обработки: 570 мм
Диаметр обточки над станиной (макс. ): 400 мм
): 400 мм
Диаметр обточки над суппортом (макс.): 220 мм
Отверстие шпинделя: 52 мм
Минимальная скорость вращения шпинделя: 9 1/мин
Максимальная скорость вращения шпинделя: 1600 1/мин
Длина: 2210 мм
Ширина: 1020 мм
Высота: 1350 мм
Вес: 2800 кг
Оборудование:
Принадлежности
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
| Расстояние между центрами | 1000 мм |
| Высота центра | 220 мм |
| Длина поворота | 570 мм |
| Точение Ø | 500 мм |
| Ø над кроватью | 400 мм |
| Ø над поперечной направляющей | 220 мм |
| Максимальный вес заготовки | 900 кг |
| Нос шпинделя | |
| Отверстие шпинделя | 52 мм |
| Скорость поворота | |
| Мощность двигателя шпинделя | 10 кВт |
| Капитальный ремонт | № |
| Задняя бабка | № |
| Постоянный | № |
| ——————- | |
| Длина x ширина x высота | 2210,0 × 1020,0 × 1350,0 |
| Вес | 2800 кг |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | хороший |
| По местным нормам | ——— |
| Статус | под напряжением |
| Технический паспорт | Станко 16К25 |
| Тип клиента | Реселлер |
| Действует с | 2008 |
| Предложения онлайн | 501 |
| Последнее действие | 30 декабря 2022 г. |
Описание
Тип: 16K20
Производитель: STANKO
Сделано в: 1979
Характеристика:
Максимальная длина обточки: 570 мм
Диаметр обточки над станиной (max): 400 мм
Диаметр поворота над поперечными суппортами (макс.): 220 мм
Отверстие шпинделя: 52 мм
Минимальная скорость вращения шпинделя: 9 1/мин
Максимальная скорость вращения шпинделя: 1600 1/мин
Длина: 2210 мм
Ширина: 1020 мм
Высота: 1350 мм
Вес: 2800 кг
Оснащение:
Аксессуары
Обратите внимание, что это описание могло быть переведено автоматически. Свяжитесь с нами для получения дополнительной информации. Информация в этом объявлении является ориентировочной. Exapro рекомендует уточнять детали у продавца перед покупкой
Технические характеристики
| Расстояние между центрами | 1000 мм |
| Центральная высота | 220 мм |
| Длина поворота | 570 мм |
| Точение Ø | 500 мм |
| Ø над кроватью | 400 мм |
| Ø над поперечной направляющей | 220 мм |
| Максимальный вес заготовки | 900 кг |
| Носик шпинделя | |
| Отверстие шпинделя | 52 мм |
| Скорость поворота | 1600 об/мин |
| Мощность двигателя шпинделя | 10 кВт |
| Капитальный ремонт | № |
| Задняя бабка | № |
| Постоянный | № |
| ——————- | |
| Длина x ширина x высота | 2210,0 × 1020,0 × 1350,0 |
| Вес | 2800 кг |
| Рабочее время | |
| Время работы без подзарядки | |
| Государственный | хороший |
| По местным нормам | ——— |
| Статус | под напряжением |
Об этом продавце
| Тип клиента | Реселлер |
| Действует с | 2008 |
| Предложения онлайн | 501 |
| Последнее действие | 30 декабря 2022 г. |
Токарное оборудование от Redmond Gary Australia Pty Ltd
Тип списка
- Машинное оборудование (67)
Состояние
- Новый (66)
- Использовал (1)
Категория
- Большой токарный станок (28)
- Токарный станок с ЧПУ (26)
- Вертикальные токарные станки с ЧПУ (3)
- токарный станок (1)
- Токарные станки с зазором (8)
- Токарный станок по металлу (1)
Марка
- ЧПУ таканг (10)
- Рязань (56)
- Станко (1)
Указывается по спецификации заказчика
1
Новый ручной токарный станок РЯЗАНСКАЯ МОДЕЛЬ 16К40-3
Этот станок имеет тяжелую конструкцию, аналогичную серии 1M63, за исключением увеличенной высоты центра и увеличенного основного шпинделя . …
…
POA
Просмотреть список
С завода
5
Рязанский токарный станок с ЧПУ модели 16M30F3 Б/У
Рязанский токарный станок с ЧПУ модели 16M30F3 Б/у с системой управления Mitsubishi CNC. 40 000 GST ONO. Это машина, которая была у нас в….
40 000 долларов США Бывший ГОСТ
Посмотреть листинг
5
Новый станко 2021 Токарный станок
Станки представляют собой современные версии станков 16к20 и 16к25. Они могут обрабатывать наружный и внутренний диаметры наружный, внутренний, метрический, в дюймах….
37 500 $ Бывший ГОСТ
Просмотреть список
Указывается по спецификации заказчика
3
Новый вертикальный токарный станок с ЧПУ Takang TKV-1100
Модель ТКВ-1100 ТКВ-1100М ТКВ-1600 ТКВ-1600М Вместимость Макс. диаметр поворота 1200 мм 47,2 1600 мм 62,9 Макс. диаметр токарной обработки 1200 мм 4….
диаметр поворота 1200 мм 47,2 1600 мм 62,9 Макс. диаметр токарной обработки 1200 мм 4….
Заказ на поставку
Просмотреть листинг
По спецификации заказчика
2
Новый токарный станок с ЧПУ RT817RF3-6 РЯЗАНСКАЯ МОДЕЛЬ
Обучаемый токарный станок большой мощности модели RT817RF3 был специально разработан для ручного управления или работы с ЧПУ. Он сочетает в себе технологи….
POA
Просмотр листинга
Указывается по спецификации заказчика
2
Новая РЯЗАНСКАЯ МОДЕЛЬ Токарный станок с ЧПУ RT317RF3-3
Обучаемый токарный станок большой мощности модели RT317RF3 был специально разработан для ручного управления или работы с ЧПУ. Он сочетает в себе технологи….
POA
Просмотреть листинг
По спецификации заказчика
2
Новый токарный станок с ЧПУ RT317RF3-6 РЯЗАНСКАЯ МОДЕЛЬ
Обучаемый токарный станок большой мощности модели RT317RF3 был специально разработан для ручного управления или работы с ЧПУ. Он сочетает в себе технологичность….
Он сочетает в себе технологичность….
Абонентский номер
Просмотреть листинг
По спецификации заказчика
2
Новый токарный станок с ЧПУ RT317RF3-8 РЯЗАНСКАЯ МОДЕЛЬ
Обучаемый токарный станок большой мощности модели RT317RF3 был специально разработан для ручного управления или работы с ЧПУ. Он сочетает в себе технологи….
POA
Просмотреть листинг
По спецификации заказчика
2
Новый токарный станок с ЧПУ RT417RF3-3 РЯЗАНСКАЯ МОДЕЛЬ
Обучаемый токарный станок большой мощности модели RT417RF3 был специально разработан для ручного управления или работы с ЧПУ. Он сочетает в себе технологичность….
Абонентский номер
Предусмотрено по спецификации заказчика
2
Новый токарный станок с ЧПУ RT417RF3-6 РЯЗАНСКАЯ МОДЕЛЬ
Обучаемый токарный станок большой мощности модели RT417RF3 был специально разработан для ручного управления или работы с ЧПУ. Он сочетает в себе технологи….
Он сочетает в себе технологи….
POA
Просмотреть листинг
По спецификации заказчика
2
Новый токарный станок с ЧПУ RT417RF3-8 РЯЗАНСКАЯ МОДЕЛЬ
Обучаемый токарный станок большой мощности модели RT417RF3 был специально разработан для ручного управления или работы с ЧПУ. Он сочетает в себе технологичность….
Абонентский номер
Просмотреть листинг
Указывается по спецификации заказчика
1
Новый Рязань RT783 Крупнокалиберный токарный станок
ХАРАКТЕРИСТИКИ Этот станок имеет прочную конструкцию для тяжелых условий эксплуатации, виброустойчивую и термостабилизированную для обеспечения постоянной точности. ….
Доверенность
Просмотреть листинг
Указывается по спецификации заказчика
1
Новый Рязань RT983 Крупнокалиберный токарный станок
ХАРАКТЕРИСТИКИ Этот станок имеет прочную конструкцию для тяжелых условий эксплуатации, виброустойчивую и термостабилизированную для обеспечения постоянной точности. ….
….
Абонентский номер
Предусмотрено по спецификации заказчика
1
Новый РЯЗАНЬ Станок крупносверлильный РТ783РФ3
ХАРАКТЕРИСТИКИ Станок токарно-винторезный специальный предназначен для нарезания резьбы, в том Просмотреть листинг
Предусмотрено по спецификации заказчика
1
Новый РЯЗАНЬ Станок крупносверлильный РТ983РФ3
ХАРАКТЕРИСТИКИ Станок токарно-винторезный специальный предназначен для нарезания резьбы, в том числе внутренней, в соответствии с применяемыми….
Абонентский номер
Предусмотрено по спецификации заказчика
1
Новый РЯЗАНЬ Станок крупносверлильный РТ993РФ3
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ Станок токарно-винторезный специальный предназначен для нарезания резьбы, в т.ч.
Указывается по спецификации заказчика
2
Новый вертикальный токарный станок с ЧПУ ТКВ-760 / 760М / 900 / 900М
Модель ТКВ-760 ТКВ-760М ТКВ-900 ТКВ-900М Вместимость Макс. диаметр поворота 850 мм 33,4 950 мм 37,4 Макс. диаметр токарной обработки 850 мм 33,4 950….
диаметр поворота 850 мм 33,4 950 мм 37,4 Макс. диаметр токарной обработки 850 мм 33,4 950….
Заказ на продажу
Просмотр листинга
Цитируется для клиента Spec
4
Новый CNC TAKANG CNC VERTICAL TATHE TKV-3000
Модели TKV-3000 3000M 3500 3500M 4500 4500M 6000 6000M 7000 7000M Стандартные аксессуары SPINDLEATTION с таблицей ориентации с HANT 4500M 6000 М 7000 М.
Абонент
Просмотреть листинг
по спецификации заказчика
1
Новая РЯЗАНСКАЯ МОДЕЛЬ 1М63Н-1,5 Ручной токарный станок
Токарный станок серии 1М63 с максимальным диаметром 700 мм над станиной, 350 мм над кареткой и 1500 мм между центрами…..
POA
Просмотр листинга
Указано по спецификации заказчика
1
Новая РЯЗАНСКАЯ МОДЕЛЬ 1M63N-3 Ручной токарный станок
Токарный станок серии 1M63 для тяжелых условий эксплуатации с максимальным диаметром 700 мм над станиной, максимальным диаметром 350 мм над кареткой и 3000 мм между центрами . ….
….
Абонентский номер
Просмотреть листинг
Указано по спецификации заказчика
1
Новая РЯЗАНСКАЯ МОДЕЛЬ 1M63N-5 Ручной токарный станок
Токарный станок серии 1M63 для тяжелых условий эксплуатации с максимальным диаметром 700 мм над станиной, максимальным диаметром 350 мм над кареткой и 5000 мм между центрами …..
Доверенность
Просмотреть листинг
Указано по спецификации заказчика
1
Новый РЯЗАНСКИЙ МОДЕЛЬ 16Р30-5 Ручной токарный станок
Конструкция аналогична серии 1М63, за исключением того, что он снабжен частотно-регулируемым приводом шпинделя и увеличен….
Абонентский номер
Просмотреть листинг
Указывается по спецификации заказчика
1
Новый РЯЗАНСКИЙ МОДЕЛЬ 16Р30-8 Ручной токарный станок
Этот токарный станок для тяжелых условий эксплуатации создан в соответствии со стандартами инструментального цеха с повышенной точностью по сравнению с серией 1М63Н. Основной с….
Основной с….
POA
Просмотреть листинг
Указано по спецификации заказчика
1
Новая РЯЗАНСКАЯ МОДЕЛЬ 16К40-1,5 Ручной токарный станок
Этот станок имеет тяжелую конструкцию, аналогичную станку серии 1М63, за исключением увеличенной высоты центра и увеличенного основного шпинделя ….
Абонентский номер
Посмотреть список
Не можете найти то, что ищете? Получайте оповещения, когда нужное вам оборудование становится доступным.
< prev123next >
Профиль компании
Редмонд Гэри занимается производством станков более 25 лет и сегодня обладает исключительными правами на распространение большей части наших товаров, перечисленных на этом веб-сайте, в Австралии и Новой Зеландии. Мы специализируемся на станках российского производства, но также поставляем оборудование из многих других стран. Надежность всех предлагаемых машин обеспечивается опытными инженерами и техниками по обслуживанию, хорошо оборудованными помещениями и широким ассортиментом легкодоступных запасных частей и принадлежностей, хранящихся в Австралии.
Мы специализируемся на станках российского производства, но также поставляем оборудование из многих других стран. Надежность всех предлагаемых машин обеспечивается опытными инженерами и техниками по обслуживанию, хорошо оборудованными помещениями и широким ассортиментом легкодоступных запасных частей и принадлежностей, хранящихся в Австралии.
О нас
Редмонд Гэри занимается производством станков более 25 лет и сегодня обладает исключительными правами на распространение большей части наших запасов, представленных на этом веб-сайте, в Австралии и Новой Зеландии. Мы специализируемся на станках российского производства, но также поставляем оборудование из многих других стран. Надежность всех предлагаемых машин обеспечивается опытными инженерами и техниками по обслуживанию, хорошо оборудованными помещениями и широким ассортиментом легкодоступных запасных частей и принадлежностей, хранящихся в Австралии.Подробнее
Часы работы
- Пн: 08:00 – 17:00
- Вт: 08:00 – 17:00
- Ср: 08:00 – 17:00
- Чт: 08:00 – 17:00
- Пт: 08:00 – 17:00
Управление асинхронным двигателем
Б/у
Подметально-уборочная машина Eureka Walk Behind – необслуживаемая система фильтрации
Б/у
Подметально-уборочная машина Eureka Walk Behind – необслуживаемая система фильтрации
Б/у
Omt МОДЕЛЬ ОШ-450 Станок плоскошлифовальный
Новая шлифовка и полировка
Omt МОДЕЛЬ ОРША-4063 Станок плоскошлифовальный
Новый шлифовально-шлифовальный станок
Omt МОДЕЛЬ ОРША-4080 Станок плоскошлифовальный
Новый станок для шлифовки и полировки
Weldmac SX-50 — Автоматическая машина для резки профилей
Б/у
Omt МОДЕЛЬ ОШ-550 Станок плоскошлифовальный
Новый шлифовальный и отделочный станок
Isuzu Ожидается продажа – ПРОДАНО – 2009 FRR500 Long – Table Top Tray Truck
Б/у
Redmond Gary RG Большой пластинчатый каток
Б/у
Ленточная пила по металлу Amada HA250
Используется
Не указано Неизвестно Б/У СВАРОЧНЫЙ ПОЗИЦИОНЕР
Б/у
Листогибочный пресс Azov 250T
Гибочный пресс б/у
Redmond Gary Подъемник навесной стрелы б/у на продажу
Используемый подъемник
Экока СДЖ460 стрелы установленный тележкой
Подержанный токарный станок