Цанговый патрон токарный: Цанговые патроны и цанги для токарных станков
alexxlab | 16.11.1988 | 0 | Токарный
Цанговые патроны и цанги для токарных станков
- Главная
- / Технологическая оснастка
- / Патроны
- / Цанговые для токарных станков
Сортировать по: Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
Код товара: 10649
В наличии 4 шт.
Набор из 17 цанг Ø3-25 мм для 321292
Код товара: 10577
Нет в наличии
Цанговый патрон с цангами 4, 6, 8, 10, 12, 14, 16 мм 50000921
Цанговый патрон с цангами 4, 6, 8, 10, 12, 14, 16 мм 50000921
Код товара: 10695
Нет в наличии
Быстрозажимное цанговое приспособление (GH-1640 ZX – GH-2280 ZX)
Быстрозажимное цанговое приспособление (GH-1640 ZX – GH-2280 ZX)
Код товара: 10645
Нет в наличии
Быстрозажимное цанговое приспособление (GH-1440K)
Быстрозажимное цанговое приспособление (GH-1440K)
Код товара: 10616
Нет в наличии
Цанговый патрон для цанг 5С 50000190
Цанговый патрон для цанг 5С 50000190
Код товара: 11511
Цанговый патрон 5С Camlock ASA D1 – 4″ для станков D320, D330, D360
Цанговый патрон 5С Camlock ASA D1 – 4″ для станков D320, D330, D360
Код товара: 1404
Комплект цанг ER25 (3-16мм/14шт)
Комплект цанг ER25 (3-16мм/14шт)Код товара: 11410
Патрон цанговый Optimum ER25 (1 – 16 мм) для D250
Патрон цанговый Optimum ER25 (1 – 16 мм) для D250
Код товара: 10592
Нет в наличии
Цанговый патрон с цангами 4, 6, 8, 10, 12, 14, 16 мм 50000093
Цанговый патрон с цангами 4, 6, 8, 10, 12, 14, 16 мм 50000093
Код товара: 10650
Нет в наличии
Цанговый патрон для 50000190
Цанговый патрон для 50000190
Код товара: 11413
Патрон цанговый Optimum ER32 (3 – 20 мм) для D250
Патрон цанговый Optimum ER32 (3 – 20 мм) для D250
Код товара: 11411
Патрон цанговый Optimum ER25 (1 – 16 мм) для D240 / D280
Патрон цанговый Optimum ER25 (1 – 16 мм) для D240 / D280
Код товара: 11409
Цанговый патрон ER25
Цанговый патрон ER25
Код товара: 34461
Нет в наличии
T-KH-08, накатник, 12 мм
T-KH-08, накатник, 12 мм
Код товара: 11414
Патрон цанговый Optimum ER32 (3 – 20 мм) для D240 / D280
Патрон цанговый Optimum ER32 (3 – 20 мм) для D240 / D280
Код товара: 1642
Патрон цанговый типа 3911
Патрон цанговый типа 3911
Код товара: 11515
Универсальное цанговое устройство 5С для станков D320, D330, D360
Универсальное цанговое устройство 5С для станков D320, D330, D360
Код товара: 11512
Цанговый патрон 5С Camlock ASA D1 – 6″ для станков D420, D460
Цанговый патрон 5С Camlock ASA D1 – 6″ для станков D420, D460
Код товара: 1407
Зажим цанговый ER25 (WM250V)
Зажим цанговый ER25 (WM250V)
Код товара: 34435
Нет в наличии
T-203-5B, корпус цанги Ø127х32 мм
T-203-5B, корпус цанги Ø127х32 мм
Код товара: 34434
Нет в наличии
T-203-4B, корпус цанги Ø100х32 мм
T-203-4B, корпус цанги Ø100х32 мм
Код товара: 11517
Универсальное цанговое устройство 5С для станка D420
Универсальное цанговое устройство 5С для станка D420
Код товара: 34436
Нет в наличии
T-203-6B, корпус цанги Ø162х32 мм
T-203-6B, корпус цанги Ø162х32 мм
Код товара: 34456
Нет в наличии
T-3SJ, комплект сырых кулачков для патрона КМ-6 Ø125 мм
T-3SJ, комплект сырых кулачков для патрона КМ-6 Ø125 мм
Код товара: 11516
Универсальное цанговое устройство 5С для станков D460, D560
Универсальное цанговое устройство 5С для станков D460, D560
Код товара: 34463
Нет в наличии
540-111, резцовый блок 16х75 мм
540-111, резцовый блок 16х75 мм
Код товара: 35473
Нет в наличии
Устройство быстрозажимное для цанг 5C
Устройство быстрозажимное для цанг 5C
Код товара: 11408
Патрон цанговый Optimum ER16 (1 – 10 мм) для D140
Патрон цанговый Optimum ER16 (1 – 10 мм) для D140
Код товара: 34460
Нет в наличии
TDC-6. 5, сверлильный патрон 6,5 мм JT 1
5, сверлильный патрон 6,5 мм JT 1
TDC-6.5, сверлильный патрон 6,5 мм JT 1
Код товара: 1409
Зажим цанговый ER25 (WMP250V)
Зажим цанговый ER25 (WMP250V)
Сортировать по: Популярности Возрастанию цены ↑ Убыванию цены ↓ Наличию
Показывать по: 306090
- «
- 1
- 2
- »
Цанговые токарные патроны используются при необходимости быстрого крепления заготовок цилиндрической формы различных диаметров. Принцип работы цанги состоит в увеличении сцепления с заготовкой при сужении прорезей при вхождении конической части лепестков в патрон.
По конструкции такие цанговые патроны разделяются цанги на:
- выдвижные;
- втягиваемые;
- неподвижные.
Основным рабочим элементом патрона выступает втулка, имеющая несколько продольных прорезей, которые разделяют ее на отдельные лепестки (3, 6 или 9 – в зависимости от типоразмера патрона).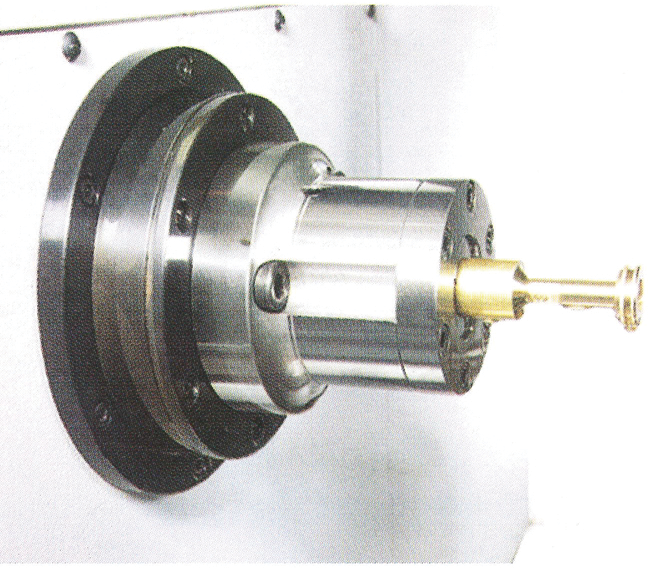 Предназначение лепестков аналогично функции кулачков в обычных патронах – они фиксируют заготовку в патроне для обработки режущим инструментом.
Предназначение лепестков аналогично функции кулачков в обычных патронах – они фиксируют заготовку в патроне для обработки режущим инструментом.
Звоните и заказывайте оснастку для токарного станка в компании «РуСтан» по телефону +7 (495) 249-49-90!
Изготовители
JET (Швейцария)
Optimum (Германия)
WEISS MACHINERY
TRIOD
Найдено товаров : 53
Вверх
Цанговый патрон для токарного станка: назначение и виды цанг
Трехкулачковый зажимной механизм, конечно же, способен ежеминутно сжимать и разжимать детали в процессе обработки, но такой режим богат контраргументами и главные из них – разорительно для собственно производителя и утомительно для станочника.
Применение легких станков (массой до 1000 кг) эти вызовы не решали, а с проблемой покончили изобретением цанги в зажимном устройстве, впоследствии переселившиеся в прутковые автоматы и обрабатывающие центры с ЧПУ.
Содержание:
- 1 Назначения
- 2 Виды цанг
- 3 Как работает цанговый зажим?
- 4 Конструктивные особенности
- 5 Какой лучше выбрать?
Назначения
Цанговый патрон – это механизм, предназначенный для быстротечного зажима цилиндрического и иного сечения (четырехгранных, шестигранных и др.) прутков, заготовок или режущего инструмента. Чаще применяются при финишных операциях.
Цанга – это стальная калёная втулка (или из иного упругого материала) с неполными разрезами по бокам, образующие лепестки, пружинящего свойства (возвращаются в исходное положение). Эти свойства применены в основах процесса зажима — разжима и центрирования заготовки в рабочей зоне станка.
Эффект от внедрения данного типа зажимов проявлен при:
- восстановлении режущих кромок свёрл, метчиков и фрез;
- производстве деталей из пруткового материала, труб и точного литья;
- фиксации заготовок с обратной поверхностью;
- работе по предварительно обработанному материалу.

Применением выравнивающих вкладышей решается проблема несоответствия поверхности заготовки размерам цангового зажимного механизма.
Виды цанг
Зажимные цанговые устройства конструктивно разделены на:
- втягиваемые – зажим происходит при утоплении цанги в зажимном механизме;
- выдвижные – фиксируют заготовки при их выдвижении из патрона;
- неподвижные – зажимают деталь наездом конусного отверстия зажимного устройства на коническую рабочую поверхность неподвижной цанги.
По назначению разделены на:
- подающие – захватывают и выдвигают часть прутка в зону обработки;
- зажимные – только фиксируют заготовку в патроне (подобие цанги цангового карандаша), без выполнения иных функций.
Читайте также: токарный станок с ЧПУ своими руками
Как работает цанговый зажим?
Выполнен в виде втулки с усеченным конусом, имеющим отверстие заданной конфигурации (круглое, четырехгранное, шестигранное и др. ). Вдоль цанги сделаны пропилы, формирующие зажимные лепестки с коническими рабочими поверхностями.
). Вдоль цанги сделаны пропилы, формирующие зажимные лепестки с коническими рабочими поверхностями.
Принцип работы устройства таков:
- при зажиме, в отверстие, образованное зажимными лепестками:
вставляется заготовка; - патрон закручивается по резьбе;
- коническая поверхность патрона наезжает на рабочую поверхность цанги;
- лепестки сжимаются, захватывая и центрируя заготовку;
устройство зажимает предмет. - извлекается деталь вращением патрона в обратном направлении и снятием его усилия с поверхности лепестков цанги.
Конструктивные особенности
Цанги изготавливают из инструментальных и легированных сталей с особенностью закалки:
- рабочую часть закаливают до требуемой твёрдости;
- хвостовик подвергают отпуску до оптимальной величины.
- Будучи самозажимными, устройства не требуют применения дополнительных винтов, шпилек или стопорных элементов.

- Точность центрирования обеспечивается упруго деформируемыми зажимными элементами, называемые лепестками, перемещающимися в рабочем пространстве одновременно. Этим обеспечивается их самоцентрирование.
- Погрешность точности центрирование детали не превышает 0.05 – 0.08 мм.
- Усилия при изгибе лепестков не должны превышать пределы значений их упругости. Отсюда, требование к точности диаметра детали для базирования в зажимном устройстве.
- БЕЗОСТАНОВОЧНЫЙ цанговый патрон Батроханова, позволяет вести установку и смену заготовок без остановки вращения шпинделя. Скорость обработки ограничивается частотой оборотов, какие способны выдержать подшипники станка.
- Характерной особенностью цанговых устройств является:
- применимость в диапазоне размеров заготовок, от минимальных до ниже средних;
- высокая скорость резания при малых подачах;
- повышенные требования к точности размеров заготовок и хвостовиков инструмента и их незначительные отличия от размеров отверстий, образованных зажимными лепестками.

Какой лучше выбрать?
Способы установки токарных цанговых патронов на шпинделе станка определяют выбор. Принятие решения о выборе оборудования должно обосновываться на точном знании диаметра пояска и параметров конусности.
Вариантов установки зажимного механизма в станке обнаружено три:
- посредством специального фланца;
- посадкой на конус Морзе;
- навинчивание на резьбовой конец шпинделя.
Диаметр хвостовика инструмента или обрабатываемой заготовки определяет количество зажимных лепестков цанги.
- шестилепестковый – для диаметров свыше 80 мм;
- четырехлепестковый – до 80 мм;
- трёхлепестковый – до 3 мм.
При выборе ВАЖНО ПОМНИТЬ, что для инструментов и заготовок, различных форм и размеров, должны применяться соответствующие им цанговые втулки.
Поделиться в социальных сетях
Патрон цанговый для токарного станка
Главная » Станок » Патрон цанговый для токарного станка
Виды токарных патронов, область их применения и особенности эксплуатации
Фиксация заготовки в токарном станке для ее дальнейшей обработки происходит с помощью токарного патрона. Этот элемент оборудования может иметь различную конструкцию, которая определяется функциональностью и технологическими требованиями.
Этот элемент оборудования может иметь различную конструкцию, которая определяется функциональностью и технологическими требованиями.
Назначение и особенности эксплуатации
Токарные работы характеризуются высокой скоростью вращения детали. Поэтому к патронам предъявляются особые требования. Они устанавливаются на переднюю шпиндельную бабку станка, которая соединена с электродвигателем посредством коробки передач и раздаточной коробки.
Для выбора оптимальной модели необходимо знать основные технические характеристики, которыми обладают токарные патроны. Они во многом зависят от токарного станка, а также перечня выполняемых операций на нем. Поэтому методика выбора должна быть комплексной.
Существуют следующие эксплуатационные и технические параметры, согласно которым подбираются токарные патроны для станков:
- конструкция. Определяет способ фиксации заготовки, количество зажимных элементов, их расположение и возможность установки нескольких деталей;
- рабочие диаметры.
 К ним относятся наружный, присоединительного пояска, а также расположение и размеры крепежных отверстий;
К ним относятся наружный, присоединительного пояска, а также расположение и размеры крепежных отверстий; - характеристики обрабатываемого изделия. Диапазон размеров: максимальный и минимальный диаметр (наружный и внутренний) в зависимости от способа крепления — на прямых или обратных кулачках. Учитывается максимально допустимая масса заготовки;
- диаметр отверстия в корпусе. Оно предназначено для установки прутка;
- пределы частот вращения токарного патрона.
Изделия этого класса относятся к сложным технологическим конструкциям. Для их изготовления применяются несколько типов материалов. Корпус делается из чугуна специальной марки, не ниже СЧ-30. Остальные компоненты изготавливаются из инструментальной стали, у которой предел прочности не может быть меньше 500 МПа.
Характеристики шероховатости патронов зависят от конкретного компонента. Так, для передней цилиндрической части этот показатель не может быть более 0,8. Рабочие поверхности обладают шероховатостью до 1,6.
Классификация токарных патронов
Цанговые
Этот тип крепежного элемента представляет собой втулку, в которой находится несколько осевых прорезей. В них расположены фиксирующие лепестки, количество которых различно и может составлять от 3-х до 6-ти штук.
Конструктивно токарный патрон этого типа состоит из подающей цанги, в которой находится втулка с разрезами, формирующими лепестки. Для фиксации заготовки устанавливается цельная зажимная цанга с лепестками пружинного типа. Для увеличения показателя сцепления происходит смещение цельной цанги относительно заготовки и лепестков.
Область применения токарных патронов цангового типа для станков:
- заточка сверл и фрез;
- обработка металлических прутков;
- использование для крепления заготовки с обратной поверхностью.
К недостаткам этого типа сверлильных патронов можно отнести относительно небольшие максимальные диаметры деталей, а также невозможность обрабатывать заготовки с большой массой.
Если конфигурация поверхности заготовки не соответствует размерам цангового патрона – необходимо применять специальные выравнивающие вкладыши.
Рычажные
До недавнего времени были самыми популярными типами креплений в токарных станках. Принцип действия основан на смещении кулачков с зажимами посредством движения двуплечего рычага. Для оптимизации настройки в конструкции есть гидропривод.
Главной характеристикой патронов этого типа является количество фиксирующих кулачок и степень их смещения на рабочем диске. Настройка положения заготовки является сложным процессом. В особенности если необходима нестандартная обработка.
Способы переналадки токарного патрона этого типа:
- одновременное смещение кулачков с помощью ключа. Он устанавливается в прорезь регулирования гидравлического привода;
- регулировка каждого кулачка в отдельности. Эта операция требует много времени и не каждая конструкция токарного патрона рычажного типа имеет такую функцию.

В процессе работы может наблюдаться незначительный люфт детали во время ее вращения. Поэтому рычажные фиксирующие компоненты станка применяются в основном только для черновой обработки.
Клиновые
Эта модель токарного патрона представляет собой усовершенствованную конструкцию вышеописанного рычажного механизма. Для обеспечения большей точности для каждого кулачка есть свой пневматический или механический привод.
Подобная конструкция применяется для выполнения точных операций по токарной обработке. Преимуществом ее эксплуатации является возможность смещения центра заготовки относительно оси вращения. Таким образом можно изготавливать детали сложной формы.
К особенностям работы с клиновыми токарными патронами можно отнести следующие факторы:
- сложность настройки;
- высокая точность выставляемых параметров, низкий процент погрешности обработки;
- надежность фиксации за счет равномерного распределения усилия давления на каждом кулачке.

Для токарных станков с блоком ЧПУ важна возможность быстрой перенастройки. Поэтому в подобном оборудовании используются специальные модели зажимных устройств, подключаемые к блоку управления.
К материалу изготовления клиновых патронов предъявляются особые требования. Зачастую обработка происходит на высоких оборотах, поэтому свойства фиксирующего устройства не должны измениться во время выполнения этого процесса.
Мембранные
Наиболее высокими показателями точности фиксации обладают мембранные модели токарных патронов. Мембраны из упругого материала крепятся к фланцу. После установки заготовки отключается гидропривод и деталь крепится с помощью расширения мембраны.
Для этой модели фиксирующего устройства характерно большое количество кулачков и низкая степень зажима. Поэтому мембранные патроны в основном используются для чистовой обработки, выполняемой на низких скоростях.
В видеоматериале показан пример установки и эксплуатации:
stanokgid.ru
Цанговые патроны
Цанговый патрон – специальное приспособление, используемое для зажима инструмента при выполнении токарных, фрезерных, сверлильных и прочих операций связанных с обработкой металлических заготовок на основании технического задания (последовательности выполняемых операций, технологии обработки, прилагаемого эскиза изделия).
Цанги
Виды и принципы действия зажимных патронов
Цанговые патроны используют в основном при обработке холоднокатаного прутка или других металлических изделий имеющих уже обработанную поверхность.
Конструктивно патроны можно классифицировать по функциональности:
- с неподвижным механизмом;
- с выдвижным механизмом;
- с втягиваемым механизмом.
Каждая конструкция имеет свои особенности. Подающий тип выполнен в виде стальной втулки с 3-мя разрезами образующими лепестки, которые обладают пружинящим эффектом.
Чертеж № 1 цанги главного шпинделя
Тип F
Цанги типа F – зажимные главного шпинделя используются для закрепления обрабатываемого изделия.
Чертеж № 2 цанги противошпинделя
Тип LN
Цанги типа LN – противошпинделя производятся удлиненными, размер Е зависит от типоразмера.
Чертеж № 3 цанги типа R
Тип R
Типа R – являются цангами тянущего типа.
Чертеж № 4 цанги типа Т
Тип T
Типа Т – зажимные.
Чертеж № 5 цанги BF
Тип BF
Цанга, подающая типа BF — предназначена для подачи прутка.
При установке на станке подающая цанга по резьбе крепится на трубу с помощью, которой подается в рабочую зону. Необходимо учитывать конструктивную особенность – размер и форму цанги, которая в обязательном порядке должна соответствовать профилю обрабатываемого прутка.
В ходе подготовки к обработке пруток продвигается через лепестки, которые за счет конструктивных особенностей плотно удерживают заготовку. В ходе обработки при подаче заготовки за счет вращения увеличивается сила сцепления между лепестками и изделием. Принцип действия зажимных элементов основан на усилении сцепления лепестков с обрабатываемой заготовкой при вращении рабочего механизма. Втулки, имеющие 3 лепестка, используются для обработки изделий до 3 мм, четыре – до 80 мм, шесть – свыше 80 мм. Обычно цанги имеют угол в вершине конуса равным 30º.
Принцип действия зажимных элементов основан на усилении сцепления лепестков с обрабатываемой заготовкой при вращении рабочего механизма. Втулки, имеющие 3 лепестка, используются для обработки изделий до 3 мм, четыре – до 80 мм, шесть – свыше 80 мм. Обычно цанги имеют угол в вершине конуса равным 30º.
Цанги на вал 2 мм (0,1-3 мм) для микродерели
При обработке тонкого прутка используются цанги оснащенные пружинами, увеличивающими прижимную силу кулачков. При увеличении диаметра обрабатываемой заготовки применяются конструкции, оснащенные специальными вкладышами подбираемые по габаритам изделия. Цанговый зажим также используются при обработке с помощью сверла, фрезы или метчика. Втулка фиксируется в патроне с помощью гайки, а режущий инструмент непосредственно в цанге. При фиксации гайкой производится уменьшение внутреннего объема отверстия, где устанавливается заготовка тем самым, увеличивается сила удерживающая пруток в неподвижном состоянии.
Патроны данной конструкции имеют и свои недостатки. Прежде всего, должно выполняться требование совпадения хвостовиков используемого инструмента с характеристиками используемых цанг. На предприятиях наиболее широко используются цанги типа ER, составляющими наибольшее количество в общем объеме используемого инструмента.
Прежде всего, должно выполняться требование совпадения хвостовиков используемого инструмента с характеристиками используемых цанг. На предприятиях наиболее широко используются цанги типа ER, составляющими наибольшее количество в общем объеме используемого инструмента.
При выполнении сложных работ по изготовлению изделий, используются различные цанги с указанием всех размеров и технологии выполнения рабочих операций, но часто приходится комбинировать оснастку или изготавливать своими руками необходимый цанговый патрон с требуемыми характеристиками.
Видео обзор токарного цангового патрона
При изготовлении своими руками различных изделий возникают ситуации, когда имеющаяся в наличии оснастка не позволяет выполнить необходимые операции. Требуется изготовить цанговый патрон, отвечающий предъявляемым запросам с выполнением изделия согласно разработанному эскизу.
Все работы необходимо начинать с подготовки эскиза с проработкой всех необходимых деталей. Эскиз патрона позволяет учесть все особенности при изготовлении своими руками необходимой оснастки и зажимного механизма.
Эскиз патрона позволяет учесть все особенности при изготовлении своими руками необходимой оснастки и зажимного механизма.
При изготовлении цанг своими руками необходимо учитывать несколько особенностей:
- внутренний диаметр цанги равен или меньше минимального диаметра детали;
- в цанге увеличение внутреннего диаметра возможно за счет расширения лепестков;
- для увеличения изготовления разводных цанг после разводки и повышения качественных характеристик необходима дополнительная шлифовка конической и направляющей части цанги;
- необходимо учитывать, что в ходе длительной работы теряется упругость лепестков цанг вследствие чего может произойти поломка.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Токарные цанговые патроны
Промышленность очень активно развивается и захватывает все новые и новые области. Человеческое участие требуется в гораздо меньшем объеме, ведь технологии и станки становятся все более совершенными.
Человеческое участие требуется в гораздо меньшем объеме, ведь технологии и станки становятся все более совершенными.
Важное место в тяжелой промышленности занимают токарные станки, как с ЧПУ, так и без. Для того чтоб станок надежно удерживал деталь даже на высокой скорости, используют самые разнообразные токарные патроны. Рассмотрим в этой статье такую разновидность этой детали, как цанговые патроны.
Особенности цанговых патронов
Сегодня, выпускают цанговые патроны самого разного размера и формы. Но, независимо от этого, главным элементом любого цангового патрона является втулка с осевыми прорезями, разделяющими ее на лепестки. В зависимости от размера патрона, прорезей может быть от трех и до восьми. В этой сравнительно простой конструкции лепестки выступают в качестве кулачков, фиксирующих деталь внутрь втулки.
Между собой цанги разделяют на подающие и зажимные. Первые представляют собой стальную втулку, которая прошла процесс закалки, с тремя неполными разрезами. Благодаря этому лепестки имеют поджатые концы, а зажимные цанги выполняются в виде втулки, которая имеет лепестки пружинящего типа.
Благодаря этому лепестки имеют поджатые концы, а зажимные цанги выполняются в виде втулки, которая имеет лепестки пружинящего типа.
Цанговые патроны наилучшим образом подходят для зажатия цилиндров, коротких прутков либо же втулок. Кроме того, их можно применять для фиксации фрез, гайковертов, сверл, метчиков и другого инструмента. Используется этот вид патронов и во время вторичного зажима заготовки, которая имеет уже обработанную поверхность. В том случае, если профиль детали не соответствует форме цангового отверстия, то используют специальные вкладыши.
Также цанговые патроны примечательны тем, что способны осуществлять закрепление очень обширного диапазона инструментов благодаря применению сменных компонентов. Стоит отметить, что в комплекте с одним и тем же патроном могут идти цанги, предназначенные для закрепления инструментов с хвостовиками от шести и до тридцати миллиметров.
Цанговые патроны можно использовать не только на токарных станках, но и на станках, которые имеют универсальное предназначение. Благодаря хорошо продуманной конструкции, такой патрон гарантирует передачу гораздо большего зажимного усилия при меньшем крутящем моменте, если сравнивать с патронами спирального типа.
Благодаря хорошо продуманной конструкции, такой патрон гарантирует передачу гораздо большего зажимного усилия при меньшем крутящем моменте, если сравнивать с патронами спирального типа.
В случае если посмотреть с технической стороны, то использование токарного патрона с цангой очень выгодно еще и потому, что закрепленная деталь практические не имеет сопротивления с радиальными биениями.
www.4ne.ru
Характеристики патрона для токарного станка
Точность и качество обработки на токарном станке во многом зависит от установленного патрона. Патрон для токарного станка по дереву обеспечивает закрепление заготовки штучного или пруткового типа и передает основное движение резания.
Обработка с высокими скоростями резания требует от патрона высокой точности центрирования и надежности крепления заготовки.
Разновидность
Патроны отличаются по конструкции в зависимости от функционального и технологического назначения.
Классифицируют токарные патроны по нескольким признакам:
- Способ крепления к станку: на фланец шпинделя, с использованием переходного фланца, прямо на шпиндель станка.

- Установка кулачков: с независимым перемещением, с установкой непосредственно на фланце шпинделя.
- Принцип закрепления заготовки: ручной, механизированный (с гидравлическим или пневмоприводом).
Принцып ручного закрепления заготовки
Использование механизированного привода снижает затраты вспомогательного времени на установку и закрепление заготовки. Привод обеспечивает точное положение заготовки и центрирование при установке, такой механизм способствует повышению точности обработки.
Токарные патроны имеют разное количество кулачков. Они могут быть 2, 3 и 4 кулачковыми. Кулачки находятся в непосредственном контакте с заготовкой при работе, удерживают ее в одном положении. Бывают прямые и обратные.
Дерево (заготовка) фиксируется за наружную поверхность или отверстие для деталей в виде тел вращения, за наружные грани крепятся призматические детали.
Патрон является сложным технологическим изделием, сборной конструкции. При изготовлении сборочных единиц используются различные материалы. Корпус выполняется из серого чугуна марки СЧ 30. Материалом для деталей служит инструментальная сталь с высоким пределом прочности и термической обработкой. Шероховатость на рабочих поверхностях не выше 1,6.
Корпус выполняется из серого чугуна марки СЧ 30. Материалом для деталей служит инструментальная сталь с высоким пределом прочности и термической обработкой. Шероховатость на рабочих поверхностях не выше 1,6.
Классификация
В зависимости от конструктивного исполнения токарные патроны бывают:
- рычажные;
- самоцентрирующиеся;
- клиновые;
- цанговые;
- мембранные.
Рычажный вид
Едва ли не самая популярная конструкция. Действие механизма основывается на перемещении кулачков и зажимов за счет подвижности двухплечего рычага. Наличие гидропривода позволяет оптимизировать конструкцию.
К основной характеристике устройства относится количество зажимов для закрепления кулачка и способность к смещению по рабочему диску. Настроить такой патрон достаточно сложно, особенно при нестандартной обработке.
Переналадка происходит по двум схемам:
- Независимая регулировка кулачков – операция трудоемкая и выполняется не для каждой конструктивного типа патрона.

- Синхронное перемещение кулачков ключом.
Для проведения наладки специальный ключ устанавливается в паз для настройки гидропривода.
При работе с устройством подобного типа отмечается небольшой люфт детали при вращении. По этой причине рычажные конструкции чаще используются при черновой обработке.
Самоцентрирующийся вид
Заготовка центруется в патроне за счет одновременного перемещения кулачков, что характерно трехкулачковому самоцентрирующемуся патрону. Синхронное перемещение всех кулачков обеспечивается за счет вращения диска, на торце которого сделаны пазы по спирали Архимеда.
С противоположной стороны диска нарезано коническое зубчатое колесо. Оно входит в зацепление с тремя малыми кончиками. При повороте ключа приводится во вращение малое зубчатое коническое колесо, находящееся в зацеплении с диском.
При повороте ключа приводится во вращение малое зубчатое коническое колесо, находящееся в зацеплении с диском.
Диск начинает вращение и перемещает кулачки, вставленные в пазы спирали. Изменением направления вращения производится сведение или разведение кулачков от центра. Сведение или разведение кулачков сопровождается зажимом или отжимом заготовки.
В патронах с механизированным приводом усилие зажима обеспечивает гидроцилиндр или пневмоцилиндр, установленный с задней стороны шпинделя. Шток цилиндра соединяется посредством тяги с механизмом перемещения кулачков в патроне. Тяга проходит через центральное отверстие в шпинделе. Перемещение поршня в одну или другую сторону означает, что заготовка зажимается либо освобождается.
Клиновой вид
Строение клинового патрона
Клиновая конструкция появилась после усовершенствования рычажного патрона.
Точность перемещения каждого кулачка удалось обеспечить после установки отдельных механических или пневматических приводов, что позволило использовать устройство на точных операциях.
Клиновой патрон наделен неоспоримым преимуществом перед прочими исполнениями. У него есть функция смещения оси заготовки от центральной оси станка. Присутствие эксцентриситета расширяет возможности станка по обработке деталей сложной конфигурации.
Характерные особенности при работе с клиновыми патронами:
- Трудности при настройке на операцию.
- Высокая точность установки при низком проценте погрешности.
- Равномерно распределенная нагрузка от усилия зажима каждым кулачком повышает надежность закрепления заготовки.
Токарный станок с устройством ЧПУ нуждается в быстрой переналадке. В таких станках устанавливают зажимные модули с возможностью подключения к системе управления.
Материал, из которого изготавливают клиновые патроны, должен соответствовать высоким стандартам качества. Нельзя допускать изменения рабочих характеристик патрона в процессе обработки с высокой скоростью.
Цанговый вид
Цанговый пневматический патрон для токарного станка
Закрепить быстро и надежно цилиндрическую деталь на токарном станке поможет цанговый патрон. Во время первой установки могут возникнуть трудности, специалисту следует изучить инструкцию, а также технический паспорт изделия.
Во время первой установки могут возникнуть трудности, специалисту следует изучить инструкцию, а также технический паспорт изделия.
Цанга, являющаяся основным элементом конструкции, представляет собой втулку с продольными осевыми прорезями. За счет прорезей формируются упругие зажимные лепестки. Они служат кулачками при зажиме заготовки. Их количество варьируется от 3 до 6 в соответствии с диаметром втулки. Цанга помещается в корпус с зажимной гайкой.
Установленную во втулку заготовку равномерно обжимают лепестки за счет давления гайки на конус, который создает сжимающее усилие. Заготовка получает жесткую фиксацию, а радиальное биение почти отсутствует.
Патрон цангового типа рассчитан на длительный период эксплуатации, а количество закреплений-снятий не регламентируется. Мастеру необходимо выработать принцип работы на станке, с помощью которого коэффициент полезного действия будет оптимальным. Современные агрегаты легко поддаются настройке, многие мастерские предлагают услуги по установке такого оборудования.
Мембранный вид
Токарные патроны мембранного типа характеризуются высокой точностью центрирования и закрепления заготовки.
Мембрана из упругого материала располагается на фланце механизма. На нее устанавливаются зажимные кулачки со сменными губками. Количество кулачков варьируется быть от 3 до 8.
При закреплении заготовки включается пневмопривод.
Пневмопривод токарного станка
Под давлением мембрана прогибается, губки расходятся на 0,1–0,2 мм. Заготовка заводится в патрон до упора и привод отключается. Под действием упругих сил мембрана стремится вернуться в первоначальное положение. Губки обжимают заготовку.
Подобный процесс занимает небольшое количество времени, но от мастера требуется щепетильность, внимательность и осторожность. Не стоит легкомысленно относиться к производственному процессу. Детали агрегата легко выходят из строя под давлением.
Мембрана, выполненная из пружинной стали, прочно удерживает заготовку при обработке. С увеличением количества кулачков повышается точность центрирования.
Применяют мембранные патроны на чистовых операциях с малыми силами резания. Специфика работы известна далеко не каждому мастеру, необходимо изучить нормативную базу, а также рекомендации профессионалов.
Как выбрать деталь
Оптимальную модель патрона для станка выбирают, руководствуясь комплексной методикой. В первую очередь учитывают технические данные станка и выполняемые операции. Исходя из этого, анализируют следующие параметры.
Рабочий диаметр – специалисты обращают внимание на наружный диаметр устройства и размер доступный для установки на подобном оборудовании. Важен посадочный размер проточки и расположение крепежа.
Конструктивное исполнение – имеет значение способ закрепления заготовки, расположение и число кулачков.
Параметры обрабатываемых деталей – необходимо знать максимальный и минимальный диаметр по валу и отверстию будущей заготовки, вес, длину, конфигурацию. Эти факторы влияют на метод крепления – прямыми или обратными кулачками.
Размер отверстия полого шпинделя под установку заготовки из прутка. А также диапазон частот вращения.
А также диапазон частот вращения.
Условия эксплуатации токарного патрона требуют размещения в закрытом помещении, где исключено негативное воздействие природных факторов и агрессивных сред, способных вызвать коррозию.
Токарный патрон является неотъемлемой частью токарного станка и без него механическая обработка невозможна.
Видео по теме: Самодельный токарный патрон
promzn.ru
Цанги для мини- и настольных токарных станков
Для удержания заготовки на токарном станке цанги обеспечивают лучшую концентричность, чем
3-кулачковый патрон без необходимости центрировать 4-кулачковый независимый патрон. У нас есть множество вариантов использования цанг на небольших токарных станках.
|

 Вы можете передать материал до 7/16″
через цангу и вытяжную трубу, чтобы можно было использовать длинный материал.
Вы можете передать материал до 7/16″
через цангу и вытяжную трубу, чтобы можно было использовать длинный материал.
 Он крепится болтами к фланцу шпинделя или к адаптеру, если это необходимо.
Преимуществом этого типа цангового патрона является сквозное отверстие.
Вы можете пропускать материал через переднюю бабку, чтобы работать над
длинный материал.
Он крепится болтами к фланцу шпинделя или к адаптеру, если это необходимо.
Преимуществом этого типа цангового патрона является сквозное отверстие.
Вы можете пропускать материал через переднюю бабку, чтобы работать над
длинный материал.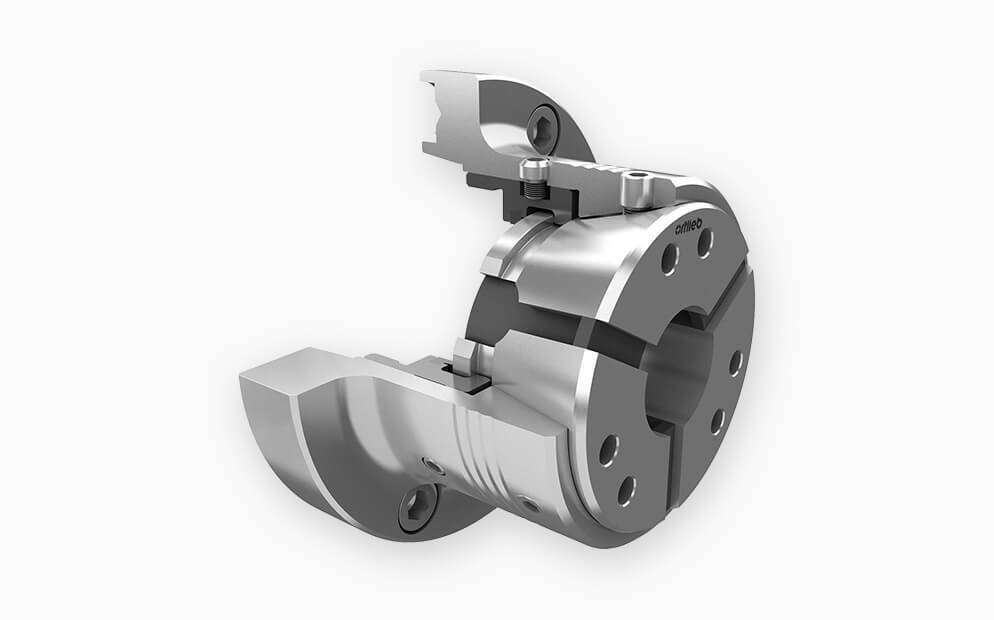 Внутри гайки находится эксцентриковое кольцо, которое входит в канавку в цанге. Это то, что делает их самоизвлекающимися. Снова наклоните цангу, чтобы снять ее с гайки.
Внутри гайки находится эксцентриковое кольцо, которое входит в канавку в цанге. Это то, что делает их самоизвлекающимися. Снова наклоните цангу, чтобы снять ее с гайки. 
Цанговые патроны с ЧПУ Royal – Royal Products
Широкий ассортимент цанговых патронов с ЧПУ Royal предлагает множество преимуществ по сравнению с традиционными трехкулачковыми токарными патронами, особенно для заготовок диаметром менее 4 дюймов. Вот некоторые из этих преимуществ:
- Увеличенный зазор инструмента
- Контакт с заготовкой на 360°
- Большее усилие захвата – особенно при высоких оборотах
- Молниеносная переналадка – без расточных кулачков
- Снижение образования тумана
Цанговые патроны с ЧПУ Royal доступны в двух основных типах: в нашей низкопрофильной серии используются традиционные пружинные цанги 5C, 3J и 16C, а в нашей революционной серии Quick-Grip™ замена цанг занимает десять секунд, что является лучшим в отрасли диапазон захвата и функция параллельного захвата для превосходного сцепления с заготовкой и ее жесткости.
Цанговые патроны Royal CNC с гордостью производятся в США и являются предпочтительным выбором всех основных производителей станков. Каждый цанговый патрон с ЧПУ Royal включает изготовленный на заказ соединитель тяговой трубы для беспроблемной установки, а сотни патронов, цанг и аксессуаров всегда есть на складе, поэтому практически все цанговые патроны с ЧПУ Royal доставляются в день заказа!
Лучший выбор в отрасли
- Смена цанги за 10 секунд значительно сокращает время настройки и обеспечивает максимальную производительность.
- Вместимость прутка диаметром до 4 дюймов (100 мм).
- Сверхпрецизионная точность 0,0002″ TIR или лучше — не нужно тратить время на расточку кулачков по размеру. Цанги
- с параллельным захватом обеспечивают превосходную точность и усилие захвата, сохраняя контакт с заготовкой по всей длине.
- Full 0,062″ (0,080″ на QG-100) лучший в отрасли диапазон захвата для удобной работы с прутком малого и большого размера — более чем в 12 раз больше, чем у пружинной цанги.

- Чрезвычайно компактные размеры — самая короткая общая длина в отрасли для оптимизации возможности обработки деталей по оси Z.
- В этих «старых» цанговых патронах с ЧПУ используются стандартные пружинные цанги 5C, 16C и 3J и принадлежности.
- Вместимость бара диаметром до 1,75 дюйма.
- Низкопрофильная передняя часть обеспечивает отличный зазор инструмента. Пружинные цанги
- не обеспечивают функции параллельного захвата, поэтому размеры всех стержней/заготовок должны быть в пределах 0,005 дюйма от номинального размера цанги, чтобы избежать проблем с зажимом пятки/носка.
Цанговый патрон почти всегда является лучшим выбором для станков, оснащенных устройством подачи прутка. Цанговые патроны помогают свести к минимуму вибрацию, открываются и закрываются быстрее, чем трехкулачковые патроны, и, что наиболее важно, обеспечивают полный контакт на 360°, гарантируя, что прутковый материал остается на центральной линии для точного повторного захвата после перемещения.
Цанговые патроны лучше всего подходят для деталей диаметром от 1/16″ до 4″, поскольку они обеспечивают гораздо лучший зазор инструмента, могут работать на более высоких скоростях, чем кулачковые патроны, и обеспечивают превосходное усилие захвата.
Низкопрофильная конструкция цангового патрона обеспечивает лучший зазор инструмента и позволяет выполнять обработку очень близко к поверхности патрона. Эта возможность работать ближе к патрону также может помочь предотвратить провисание или изгиб тонких деталей.
Цанговые патроны намного менее уязвимы к негативному воздействию центробежной силы, что позволяет им работать на более высоких скоростях, сохраняя постоянное усилие захвата.
Замена цангового патрона выполняется намного быстрее, чем замена кулачков патрона, при этом растачивание не требуется. Цанговые патроны позволяют вашим машинам производить стружку и приносить прибыль!
Контакт на 360°, обеспечиваемый цангой, равномерно распределяет усилие захвата по всей окружности детали, снижая риск сдавливания или деформации тонкостенных деталей.
Цанги можно легко настроить для удержания деталей неправильной формы или смещенных от центра. Доступен широкий выбор стандартных цанг для работы с круглыми, квадратными и шестигранными заготовками.
Форма лопастного патрона с 3 кулачками может отклонять СОЖ до того, как она достигнет режущей кромки, что сокращает срок службы инструмента, тогда как обтекаемая форма цангового патрона обеспечивает точную подачу СОЖ. Цанговые патроны также производят значительно меньше тумана, чем трехкулачковые патроны.
В чем разница между патроном Pullback и патроном Accu-Length™?В цанговом патроне с обратным ходом закрытие цангового патрона достигается путем втягивания его обратно в корпус патрона, в то время как в патроне Accu-Length™ цанга жестко фиксируется на корпусе патрона, а коническая втулка выдвигается вперед поверх патрона. цанга, чтобы сжать его.
Использование обратного патрона приведет к небольшому изменению положения заготовки по оси Z. Происходит это из-за того, что по мере того, как цанга оттягивается и смыкается, она начинает захватывать заготовку и тоже тянуть ее назад. Обычно перемещение составляет всего несколько тысячных дюйма и остается постоянным до тех пор, пока диаметр детали не меняется.
Происходит это из-за того, что по мере того, как цанга оттягивается и смыкается, она начинает захватывать заготовку и тоже тянуть ее назад. Обычно перемещение составляет всего несколько тысячных дюйма и остается постоянным до тех пор, пока диаметр детали не меняется.
Это небольшое смещение по оси Z часто приемлемо для первой операции и может быть легко устранено с помощью торцовки. Однако есть несколько ситуаций, когда движение по оси Z нежелательно. В этих случаях использование цангового патрона Royal Accu-Length™ с фиксацией длины защитит от смещения заготовки.
ВАЖНО – Для станков с двумя шпинделями всегда необходимо, чтобы вторичный шпиндель (правый) был оснащен цанговым патроном Accu-Length™, и настоятельно рекомендуется, чтобы главный шпиндель (левый- рукой) также используйте патрон Accu-Length™.
Как установить цанговый патрон на токарный станок
30 июля 2021 г. | импульс | Артикул
Использование цангового патрона на токарном станке позволяет более надежно удерживать деталь или заготовку. ТМ Smith предлагает качественные цанговые патроны для токарных станков и другого инструмента. Обладая этой информацией, вы сможете надежно и безопасно использовать цанговые патроны на своих токарных станках.
ТМ Smith предлагает качественные цанговые патроны для токарных станков и другого инструмента. Обладая этой информацией, вы сможете надежно и безопасно использовать цанговые патроны на своих токарных станках.
Обычно при установке цангового патрона на токарный станок сначала необходимо снять существующий патрон. Переход с одного на другой — относительно простой процесс. Тем не менее, вы должны быть осторожны, чтобы правильно выровнять части цангового патрона. Изогнутая деталь может стать очень опасной, когда машина работает на скорости. Сменный патрон также должен быть подходящего размера и формы, чтобы обеспечить надежную посадку и полный контакт с закрепленной деталью.
Ниже приведены общие шаги по снятию стандартного патрона с токарного станка и установке на его место цангового патрона. Естественно, шаги могут немного отличаться, если в настоящее время используется другой тип патрона. Тем не менее, большинство патронов можно снять относительно легко. Обязательно ознакомьтесь с документацией по токарному станку для получения конкретных инструкций. Хотя общие шаги должны быть одинаковыми, важно следовать указаниям производителя, чтобы обеспечить безопасность и защитить ваши инструменты от повреждений.
Обязательно ознакомьтесь с документацией по токарному станку для получения конкретных инструкций. Хотя общие шаги должны быть одинаковыми, важно следовать указаниям производителя, чтобы обеспечить безопасность и защитить ваши инструменты от повреждений.
Для стандартного токарного станка выполните три простых шага, чтобы снять существующий патрон:
- Получите ключ: токарный станок. Некоторые машины имеют другое расположение. Однако для удобства у них обычно есть специальное место для ключа. Не забудьте положить ключ обратно, когда закончите.
- Ослабьте кулачковые замки: Поддерживая патрон, поверните каждый из кулачковых замков примерно на четверть оборота против часовой стрелки с помощью ключа. Вы должны почувствовать, как патрон ослабляется, когда вы отсоединяете замки.
- Снимите патрон: Осторожно снимите патрон со шпинделя. Поместите его в безопасное и устойчивое место.

Процесс должен быть очень простым, особенно если ваш магазин хорошо организован. Сняв патрон, вы готовы перейти к установке новой цанги.
Этапы установки цангового патронаПроцесс установки цангового патрона немного сложнее, но достаточно прост, чтобы его мог выполнить любой. Опять же, точные шаги могут немного отличаться в зависимости от токарного станка.
- Очистка деталей: В первую очередь убедитесь, что все детали чистые. Надлежащие методы очистки помогают обеспечить максимальный срок службы деталей и повысить безопасность токарного станка.
- Установите адаптер: При необходимости установите цанговый адаптер. Легкое постукивание стержнем полиуретанового молотка поможет прочно установить его на место.
- Вставьте дышло на место: С задней стороны станка установите дышло на место. Его следует вставить до упора.
- Прикрепите скобу: Прикрепите скобу сзади машины.
 Когда будете готовы, задействуйте его.
Когда будете готовы, задействуйте его. - Положение цангового патрона: Поместите цангу на шпиндель токарного станка. Затяните его стяжной гайкой.
- Регулировка стопорного кольца доводчика: Наконец, отрегулируйте стопорное кольцо доводчика, пока цанга не сомкнется на детали, а рычаг не перевернется, чтобы зафиксировать ее. Вставьте ключ в стопорное кольцо доводчика.
При этом на станок устанавливается цанговый патрон. После зажима вашей детали включите токарный станок на низкую скорость, чтобы убедиться, что она квадратная.
ЗаключениеУстановка цангового патрона на токарный станок может помочь увеличить его полезность в мастерской. С вышеперечисленными шагами процесс довольно прост. Однако всегда следует соблюдать осторожность при использовании любой детали или инструмента на токарном станке, чтобы обеспечить правильную установку в соответствии со спецификациями производителя.
Похожие сообщения
Для чего используется цанга?
Для чего используется цанга? Цанга представляет собой цилиндрическую втулку, которая. ..
..Как узнать, когда нужно заменить держатель метчика
Компания TM Smith Tool была создана как пионер в области быстросменных инструментов за более чем 60 лет… между инструментом и станком, удерживая…Продлите срок службы цанг: что можно и чего нельзя делать Smith предлагает широкий выбор цанг, цанговых гаек и принадлежностей. Наши высококачественные…
Преимущества покупки высококачественных держателей метчиков
Являетесь ли вы инженером, работающим в механическом цехе или ремонтирующим резьбу…Почему я хочу использовать радиальный плавающий держатель инструмента?
Современные держатели инструментов предназначены для облегчения вашей работы. В Т.М. Smith our…Стандартизированные и нестандартные системы крепления инструмента
Стандартизированные и нестандартные системы крепления инструмента Когда речь идет о системах крепления инструмента, важна точность….Плавающие держатели разверток приспособление для создания отверстия в…
 9Держатели инструментов с ЧПУ 0022: что это такое и какие бывают типы? В вашем станке с ЧПУ используется ряд составных частей для завершения производственного процесса….
9Держатели инструментов с ЧПУ 0022: что это такое и какие бывают типы? В вашем станке с ЧПУ используется ряд составных частей для завершения производственного процесса….Типы держателей инструментов с ЧПУ и принцип их работы
В то время как обрабатывающие инструменты, очевидно, являются неотъемлемой частью механических мастерских, специальные держатели инструментов просто…ЧПУ Держатели фрезерных инструментов
Повысьте точность и производительность фрезерных станков с ЧПУ уже сегодня с помощью прочных держателей инструментов…Держатель метчиков с натяжением и сжатием
Обработка с ЧПУ требует точных движений и мощности резания для перемещения сложных заготовок и…Радиальные плавающие держатели метчиков
Повысьте точность и производительность станков с ЧПУ с помощью новейших метчиков…Держатели инструментов HSK
Если вы ищете специальный держатель инструмента для фрезерной обработки и обработки с ЧПУ…Конус Морзе Держатель метчика
При покупке держателя метчика для своего.