Центр токарный вращающийся: Центр вращающийся токарный|Торцевые захваты, поводковые патроны
alexxlab | 02.09.1986 | 0 | Токарный
Вращающийся токарный центр в Украине. Сравнить цены и поставщиков промышленных товаров на маркетплейсе Prom.ua
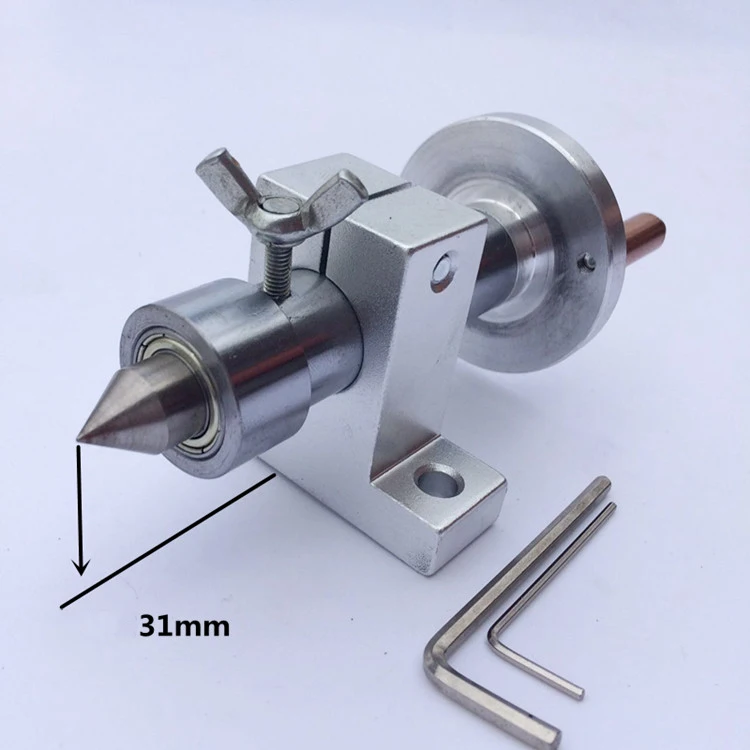
Центр станочный вращающийся вращения М12×1 для мини токарного станка SP
Уточняйте дату доставки
797.54 грн
398.77 грн
Купить
Shoppes
Центр станочный вращающийся вращения М12×1 для мини токарного станка
Отправка в течение 1 дня
по 295 грн
от 2 продавцов
295 грн
Купить
Чипест
Ровно
Центр станочный вращающийся вращения М12х1 для мини токарного станка
Отправка в течение 1 дня
295 — 304 грн
от 4 продавцов
590 грн
295 грн
Купить
GoodStore | Подарки, Товары для дома и работы
Центр станочный вращающийся вращения М12×1 для мини токарного станка
Отправка в течение 1 дня
по 295 грн
от 2 продавцов
295 грн
Купить
KRONS интернет- магазин
Ровно
Центр станочный вращающийся вращения М12х1 для мини токарного станка
Уточняйте дату доставки
295 — 413 грн
от 5 продавцов
368 грн
320 грн
Купить
ІНТЕРНЕТ-МАГАЗИН “Доставлено “
Центр станочный вращающийся вращения М12х1 для мини токарного станка
Отправка в течение 1 дня
295 грн
Купить
Techland
Центр станочный вращающийся вращения М12×1 для мини токарного станка
Уточняйте дату доставки
295 грн
Купить
freedelivery
Обертовий Токарний Центр MT2 від 20 до 51 мм
Под заказ
2 270 грн
Купить
sigma-market. com.ua
com.ua
Киев
Комплект Обертового Токарного Центра MT2 10 Од.
Под заказ
6 060 грн
Купить
sigma-market.com.ua
Киев
Обертовий Токарний Центр MT3
Под заказ
2 020 грн
Купить
sigma-market.com.ua
Киев
Обертовий Токарний Центр MT4
Под заказ
2 490 грн
Купить
sigma-market.com.ua
Киев
Обертовий Токарний Центр MT2
Под заказ
1 610 грн
Купить
sigma-market.com.ua
Киев
Центр станочный вращающийся вращения М12х1 для мини токарного станка
Уточняйте дату доставки
295 грн
Купить
АльтМаркет – интернет магазин
Центр станочный вращающийся вращения М12х1 для мини токарного станка
Уточняйте дату доставки
367 — 553 грн
от 2 продавцов
375 грн
367 грн
Купить
ІНТЕРНЕТ-МАГАЗИН “ЗАКУПИСЬ”
Центр станочный вращающийся вращения М12х1 для мини токарного станка, 101392
Отправка в течение 1 дня
295 грн
Купить
Интернет магазин ” Горячий Стиль “
Ровно
Смотрите также
Центр токарный MT2-60C
Уточняйте дату доставки
1 144 грн
Купить
Интернет-магазин “Рестоника”
Днепр
Центр токарный вращающийся со сменными наконечниками и съемником 8832-2/I KPL Bison-bial
Уточняйте дату доставки
12 361 грн/комплект
Купить
Интех-МТЗ
Центр токарный вращающийся со сменными наконечниками и съемником 8832-3 PRECISION KPL Bison-bial
Уточняйте дату доставки
12 863 грн/комплект
Купить
Интех-МТЗ
Центр токарный вращающийся со сменными наконечниками и съемником 8832-5 PRECISION KPL Bison-bial
Уточняйте дату доставки
26 732 грн/комплект
Купить
Интех-МТЗ
Обертовий токарний центр MT5
Уточняйте дату доставки
16 040 грн
Купить
ТОВ “Батекс”
Центр токарный MT4-60C
Уточняйте дату доставки
1 950 грн
Купить
Интернет-магазин “Рестоника”
Днепр
Центр токарный MT5-60C
Уточняйте дату доставки
1 922 — 2 379 грн
от 2 продавцов
2 379 грн
Купить
Интернет-магазин “Рестоника”
Днепр
Центр верстатний обертовий обертання М12х1 для міні токарного верстата
Уточняйте дату доставки
413 грн
Купить
Центр станочный вращающийся токарный (вращения) Морзе пр-во СССР ГОСТ 8742-75.
Уточняйте дату доставки
600 грн
Купить
KROK VIND
Центр станочный вращающийся вращения М12×1 для мини токарного станка GB
Уточняйте дату доставки
799.88 грн
399.94 грн
Купить
Global – магазин хороших покупок!
Центр вращения КМ2
Уточняйте дату доставки
370 грн
Купить
ИНСТРУМЕНТ ОТЛИЧНОГО КАЧЕСТВА
Центр вращения КМ3
Заканчивается
360 грн
Купить
ИНСТРУМЕНТ ОТЛИЧНОГО КАЧЕСТВА
Центр вращения КМ5
Уточняйте дату доставки
1 496 грн
Купить
ИНСТРУМЕНТ ОТЛИЧНОГО КАЧЕСТВА
Центр вращения КМ5 усиленный
Заканчивается
1 760 грн
Купить
ИНСТРУМЕНТ ОТЛИЧНОГО КАЧЕСТВА
Центр токарный вращающийся КМ3. Тип 8811.
Цена:
от: до:
Название:
Артикул:
Текст:
Выберите категорию:
Все Абразивный инструмент ANDRE Абразивный инструмент» Абразивный инструмент на керамической связке»» Шлифовальные круги тип 1( прямой профиль) 25А (белые)»» Шлифовальные круги тип 1( прямой профиль) 63С (зеленые)»» Шлифовальные круги тип 11( чашечные конические) 25А (белые)»» Шлифовальные круги тип 11( чашечные конические) 63С (зеленые)»» Шлифовальные круги тип 12( тарельчатые плоские) 25А (белые)»» Шлифовальные круги тип 12( тарельчатые плоские) 63С (зеленые)»» Шлифовальные круги тип 14( тарельчатые) 25А (белые)»» Шлифовальные круги тип 14( тарельчатые) 63С (зеленые)»» Шлифовальные круги тип 6»» Бруски» Инструмент на бакеллитовой связке»» Круги отрезные армированные по черным, цветным металлам и нержавеющим сталям тип 41»» Круги отрезные армированныепо бетону (камню, кирпичу) тип 41»» Круги зачистные армированные тип 1 (прямой профиль)»» Сегменты шлифовальные»» Круги отрезные не армированные»» Круги для заточки пил тип 3 (конический профиль) »» Круги зачистные не армированные тип 1 (прямой профиль)» Инструмент на гибкой основе»» Наждачная бумага»»» Наждачная бумага в рулонах»»» Наждачная бумага в листах»» Лепестковые круги КЛТ»» Лепестковые круги КЛ»» Лепестковые круги КЛО»» Фибровые диски»» Клетированные диски»» Ленты бесконечные»» Шлифблоки» Паста ГОИ» Вулканитовые круги» Тигли Алмазный инструмент и инструмент из СТМ» Карандаши алмазные правящие» Круги алмазные» Бруски алмазные правящие» Круги эльборовые» Надфили алмазные» Паста алмазная» Сверла алмазные» Сверла алмазные трубчатые» Стеклорезы алмазные Измерительный инструмент» Штангенциркули» Измерительные приборы» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Концевые меры длины» Линейки металлические» Рулетки» Угольники слесарные КЛЕЙМА HEIDENPETER» КЛЕЙМА БУКВЕННЫЕ» КЛЕЙМА ЦИФРОВЫЕ» НАБОРЫ ПУАНСОНОВ С ДЕРЖАТЕЛЯМИ» ГОЛОВКИ НУМЕРАЦИОННЫЕ серии "Compact Marker"» ДЕРЖАТЕЛИ ДЛЯ КЛЕЙМ Металлорежущий инструмент» Сверла»» Сверла с коническим хвостовиком ГОСТ 10903-77»» Сверла с коническим хвостовиком длинные, ГОСТ 12121-77»» Сверла с цилиндрическим хвостовиком средней серии, ГОСТ 10902-77»» Сверла с цилиндрическим хвостовиком длинной и удлиненной серий, ГОСТ 886-77 »» Центровочные сверла ГОСТ 14952-75, ТУ 2-3912-001, DIN 333»» Сверла монолитные твердосплавные с цилиндрическим хвостовиком ГОСТ 17274-71»» Наборы сверл»» Сверла для печатных плат»» Ступенчатые сверла для листовых материалов»» Сверла с центральной вставкой по DIN-1897 »» Сверла двухсторонние» Метчики»» Метчики с метрической (М) резьбой»»» Метчики гаечные прямые и изогнутые»»» Метчики машинно-ручные ГОСТ 3266-81»»» Метчики ручные»» Метчики с трубной цилиндрической (G) резьбой»» Метчики с трубной конической (Rc) резьбой ГОСТ 6227-80»» Метчики с дюймовой резьбой»» Метчики с дюймовой конической (К) резьбой ГОСТ 6227-80» Развертки»» Развертки ручные»» Развертки машинные» Фрезы»» Борфрезы»» Фрезы дисковые отрезные ГОСТ 2679-93»» Фрезы для пазов шпонок сегментных ГОСТ 6648-79»» Фрезы концевые с коническим хвостовиком ГОСТ 170»» Фрезы концевые с цилиндрическим хвостовиком ГОСТ 1702»» Фрезы модульные»» Фрезы монолитные (концевые и шпоночные)»» Фрезы торцевые»» Фрезы трехсторонние»» Фрезы цилиндрические»» Фрезы шпоночные»» Фрезы червячные»» Фрезы радиусные выпуклые и вогнутые» Круглые плашки»» Плашки круглые коническая трубная (Rc) резьба ГОСТ 6228-80»» Плашки круглые коническая дюймовая (К) резьба ГОСТ 6228-80»» Плашки круглые трубная цилиндрическая (G) резьба ГОСТ 6357-81»» Плашки круглые метрическая (М) резьба ГОСТ 9740-73» Пластины твердосплавные»» Напайные пластины»» Сменные пластины» Ножевочные полотна» Токарные резцы»» Резцы отрезные ГОСТ 18884-73»» Резцы подрезные отогнутые ГОСТ 18880-82»» Резцы проходные отогнутые ГОСТ 18877-82»» Резцы проходные прямые ГОСТ 18878-73»» Резцы проходные упорные отогнутые ГОСТ 18879-73»» Резцы проходные упорные прямые ГОСТ 18879-73»» Резцы расточные ГОСТ 18882-73, ГОСТ 18883-73»» Резцы резьбовые ГОСТ 18876-73»» Канавочные резцы»» Резцы левые» Сегментные пилы и сегменты к ним» Гребенки плоские к резьбонарезным головкам Металлорежущий инструмент FANAR» Метчики»» М, Mf- метрическая основная и метрическая мелкая резьба»»» Машинные метчики»»»» Серия MasterTAP»»»» Серия 800»»»» Серия 800X»»»» Серия INOX (для обработки нержавеющих сталей)»»»» Метчики для левой резьбы LH»»»» Серия 1400»»»» S-NC серия (для использования в станках с ЧПУ и ОЦ)»»»» Серия FAN (для обработки сталей, нержавейки, чугуна)»»»» Серия WGN ( метчики-раскатники)»»»» Серия AL (для обработки алюминия)»»»» Серия GAL (для обработки алюминиевых сплавов)»»»» Серия Az (с шахматным расположением зубов)»»»» Серия EL (сверхдлинные метчики для глубоких отверстий)»»»» Серия FAN-Ni (для обработки никеля и жаропрочных сплавов на его основе)»»»» Серия GG (для обработки чугуна)»»»» Серия Ti (для обработки титана, никеля, бронзы, легированных и нержавеющих сталей)»»»» Серия Ms (для обработки меди, бронзы, латуни)»»»» Серия HRC 50 (для обработки материалов с твердостью до 50HRC)»»» Машинно-ручные (машинные) однопроходные метчики»»» Машинно-ручные ( ручные) комплектные метчики»»»» HSS машинно-ручные ( ручные) комплектные метчики »»»» INOX машинно-ручные ( ручные) комплектные метчики»»»» HSS левые машинно-ручные ( ручные) комплектные метчики»»»» HRC40 машинно-ручные ( ручные) комплектные метчики»»» Гаечные метчики»»» Комбинированные метчики-сверла»»» Метчики-биты»» G- трубная цилиндрическая резьба»» UNC- унифицированная американская дюймовая резьба с крупным шагом»» UNF- унифицированная американская дюймовая резьба с мелким шагом»» BSW- дюймовая резьба Витуорта с крупным шагом»» BSF- дюймовая резьба Уитворта с мелким шагом»» NPT- дюймовая коническая резьба»» Pg – трубопроводная резьба»» Rc – трубная коническая резьба»» Vg- вентильная резьба» Сверла спиральные ц/х по нержавеющим сталям DIN-338 серия INOX» Плашки круглые»» М- метрическая основная и Mf- метрическая мелкая резьба»»» Плашки круглые серия 800 правая метрическая резьба»»» Плашки круглые серия 800 левая метрическая резьба»»» Плашки круглые серии INOX (для обработки нержавеющих сталей) метрическая резьба»» G- трубная цилиндрическая резьба »»» Плашки круглые для трубной цилиндрической резьбы G cерия 800»»» Плашки круглые для трубной цилиндрической резьбы G серия INOX (для обработки нержавеющих сталей)»» Плашки круглые для американской унифицированной дюймовой резьбы UNC с крупным шагом»» Плашки круглые для американской унифицированной дюймовой резьбы UNF с мелким шагом»» Плашки круглые для дюймовой резьбы BSW ( дюймовая резьба Уитворта с крупным шагом)»» Плашки круглые для дюймовой резьбы BSF ( дюймовая резьба Уитворта с мелким шагом)»» NPT- американская коническая трубная резьба»» Pg – трубопроводная резьба»» R – трубная коническая резьба»» Vg – вентильная резьба» Воротки для метчиков и плашек» Калибры»» Гладкие калибры-пробки»» Резьбовые калибры-пробки и калибры-кольца для метрической основной М и мелкой резьбы Mf»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNC»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта UNF»» Резьбовые калибры-пробки и калибры-кольца для трубной цилиндрической резьбы стандарта G»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта BSW»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта Rc и R»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта NPT»» Резьбовые калибры-пробки и калибры-кольца для резьбы стандарта PG»» Резьбовые калибры-пробки и калибры-кольца для трапециедальной резьбы стандарта Tr» Наборы резьбонарезного инструмента» Станочная оснастка» Твердосплавные фрезы» Фрезы из быстрорежущей стали» Зенковки с направляющей» Зенковки» Конические развертки 1:16 Сверхдлинные сверла для металла и нержавеющей стали Сверла производства WIERTLA BAILDON» Сверла с к/х шлифованные HSS, NWKc, DIN 345» Сверла с к/х по нержавеющей стали серии INOX » Сверла с ц/х вальцованные HSS, светлые NWKa, DIN 338» Сверла с ц/х шлифованные HSS, длинные , DIN 340» Сверла с ц/х шлифованные HSSCo5, длинные , DIN 340, для нержавеющей стали» Сверла с проточенным хвостовиком» Сверла для высверливания точечной сварки Оснастка для электро-бензо-пневмоинструмента» Оснастка для перфораторов»» Буры для перфораторов SDS+»» Буры для перфораторов SDSmax»» Пики, долота, зубила, переходники для перфораторов » Биты для шуруповертов»» Биты, насадки, головки, держатели USH»» Биты, насадки, головки, держатели ПРАКТИКА» Коронки биметаллические» Коронки твердосплавные» Сверла по кирпичу и бетону твердосплавные» Сверла по стеклу и кафелю» Сверла по дереву»» Перовые сверла по дереву»» Сверла для мебельных стяжек»» Сверло по дереву 3-х заходное»» Сверло по дереву спиральное»» Винтовое сверло по дереву»» Сверла ФОРСТНЕРА»» Сверла фрезерные» Диски пильные с твердосплавными пластинками» Диски алмазные» Коронки алмазные» Корщетки для дрелей и шлифмашинок» Патроны и переходники для дрелей» Пилки для электролобзиков»» Пилки REBIR для электролобзиков »» Пилки BOSCH для электролобзиков»» Пилки ПРАКТИКА для электролобзиков» Полировальные приспособления» Аккумуляторы для электроинструмента» Ножи для электрорубанков» Наборы инструментов и приспособлений GRATTEC – инструменты для снятия заусенцев, фасок и шабрения поверхностей.
Производитель:
ВсеABRABOROANDRE abrasive articlesAPX TechnologieASKAYNAK, ТурцияBISON-BIALBOSCHESABFANARFELO, ГерманияGLOBUS, ПольшаGRATTECHavera, ГерманияHeidenpeterHeller, ГерманияIZAR, ИспанияKARNASCHKEMMLERKULLENMP-SNOOK, ЛатвияOregonParitet, ЛатвияPFERDREBIR, ЛатвияSAIT, ИталияTaerosol OYTITEX+, ГерманияTIVOLYUSHWiertla BaildonWILPU, ГерманияYG-1ZM-KOLNOZPS-FNБАЗ (Белгород)БелоруссияБуревестник (Гатчина)ВМПАВТОГерманияЕСАБ-СВЭЛ (СПб)Каменец-ПодольскийКитайКМЗ (Копейск)КОМЗ (Каменск)КРИН (Киров)ЛАЗ (Луга)Межгосметиз (Мценск)МЕТАЛЛИСТ (Глазов)НИЗ (Новосибирск)ПМ (Рязань)ПРАКТИКАРоссияСеверсталь(Череповец)Северсталь-метиз(Орел)СМИ (Арефино)СПРИНТ (Москва)СтИЗСЭЗ (Сычевка)тестТруд (Вача)ЧИЗ (Челябинск)
Новинка:
Всенетда
Спецпредложение:
Всенетда
Результатов на странице:
5203550658095
Съемный вращающийся центр для закрепления заготовок на токарном станке
Полезная модель относится к области станкостроения и может быть использована для базирования и крепления деталей на токарном станке.
Технический результат заключается в повышении точности обработки заготовок на токарном станке, упрощении конструкции, повышении надежности и технологичности съемного вращающегося центра. Сущность полезной модели: в съемном вращающемся центре для закрепления заготовок на токарном станке, содержащем корпус с коническим хвостовиком в виде конуса Морзе, шпиндель с коническим наконечником, роликовый радиально-упорный подшипник, служащий опорой передней части шпинделя, крышку с фетровым уплотнением, ввернутую в корпус и упирающуюся в торец наружного кольца, одновременно защищающую подшипник от загрязнения и вытекания смазки, а также регулирующую внутренний зазор в подшипнике, в хвостовике шпинделя и корпусе выполнены полусферы, между которыми установлен шарик, служащий опорой задней части шпинделя. 1 ил.
Полезная модель относится к области станкостроения и может быть использована для базирования и крепления деталей на токарном станке.
Известен неподвижный стандартный центр по СТ СЭВ 147-75, который крепится в пиноль задней бабки с помощью особой конструкции хвостовика в виде конуса Морзе.
Устройство имеет следующие недостатки:
– использование такого центра при обработке деталей приводит к значительному трению в месте соприкосновения обрабатываемой детали с центром, а, следовательно, к увеличению крутящего момента вращения шпинделя токарного станка,
– для уменьшения трения между заготовкой и неподвижным центром необходимо вручную обеспечивать между ними минимальный зазор, а при частой переустановке обрабатываемой заготовки центровые отверстия необходимо заполнять густой смазкой.
Такой центр используется в основном при обработке не ответственных деталей.
Известен также вращающийся центр (патент РФ на полезную модель 41428, МПК В23В 23/04), содержащий роликовый и шариковый радиальные подшипники, упорный подшипник, воспринимающий осевое усилие, а также неподвижную ось с коническим хвостовиком и центровой стакан с центрирующим конусом. При этом, шариковый радиальный подшипник имеет собственную крышку, а осевое усилие, действующее на центровой стакан, передается упорному подшипнику через дистанционную шайбу.
Устройство имеет следующие недостатки:
– устройство имеет сложную конструкцию и низкую степень надежности из-за наличия большой номенклатуры подшипников, длительность использования которых приводит к их разрушению при осевых нагрузках,
– устройство не технологично: использование в конструкции трех разных подшипников создает значительную трудоемкость, как при изготовлении корпуса, так и при сборке вращающегося центра,
– сосредоточение (концентрация) всех трех подшипников в центровом стакане может привести к перекосу центрового стакана при значительных усилиях, прилагаемых к детали через резец токарного станка при ее обработке.
Известен также съемный вращающийся центр по ГОСТ 8742-75 для закрепления заготовок на токарном станке, принятый за прототип, содержащий корпус, хвостовик которого выполнен с конусом Морзе. Внутри корпуса установлен шпиндель с коническим наконечником, вращение которого обеспечивается тремя подшипниками: спереди – радиально-упорным и упорным, а сзади – игольчатым. В корпус ввернута крышка с фетровым уплотнением, защищающим подшипники от загрязнения и вытекания смазки. Крышка упирается в торец наружного кольца и одновременно служит для регулирования внутреннего зазора в подшипнике.
В корпус ввернута крышка с фетровым уплотнением, защищающим подшипники от загрязнения и вытекания смазки. Крышка упирается в торец наружного кольца и одновременно служит для регулирования внутреннего зазора в подшипнике.
Прототип имеет следующие недостатки:
– устройство не технологично: использование в конструкции трех разных подшипников создает значительную трудоемкость, как при изготовлении корпуса, так и при сборке вращающегося центра,
– устройство имеет сложную конструкцию и низкую степень надежности из-за наличия подшипников, длительность использования которых приводит к их разрушению при осевых нагрузках,
– наличие в конструкции устройства радиального биения (согласно ГОСТ 8742-75, радиальное биение рабочего конуса у вращающегося центра, который еще не был в эксплуатации, не должно превышать 0,015 мм-0,02 мм), приведет при его эксплуатации к неточности изготовления обрабатываемых деталей.
Предлагаемой полезной моделью решается задача повышения точности установки и обработки заготовок, упрощения конструкции и технологичности, а также повышения надежности съемного вращающегося центра.
Задача достигается тем, что в съемном вращающемся центре для закрепления заготовок на токарном станке, содержащем корпус с коническим хвостовиком в виде конуса Морзе, шпиндель с коническим наконечником, роликовый радиально-упорный подшипник, служащий опорой передней части шпинделя, крышку с фетровым уплотнением, ввернутую в корпус и упирающуюся в торец наружного кольца, одновременно защищающую подшипник от загрязнения и вытекания смазки, а также регулирующую внутренний зазор в подшипнике, в хвостовике шпинделя и корпусе выполнены полусферы, между которыми установлен шарик, служащий опорой задней части шпинделя.
Предлагаемый съемный вращающийся центр для закрепления заготовок на токарном станке иллюстрируется чертежом фиг.1, где показан общий вид вращающегося центра.
Съемный вращающийся центр для закрепления заготовок на токарном станке содержит корпус 1 с коническим хвостовиком в виде конуса Морзе, шпиндель 2 с центрирующим конусом, роликовый радиально-упорный подшипник 3, служащий опорой передней части шпинделя, крышку 4 с фетровым уплотнением, ввернутую в корпус 1, одновременно защищающую подшипник от загрязнения и вытекания смазки, а также, упираясь в торец наружного кольца, регулирующую внутренний зазор в подшипнике.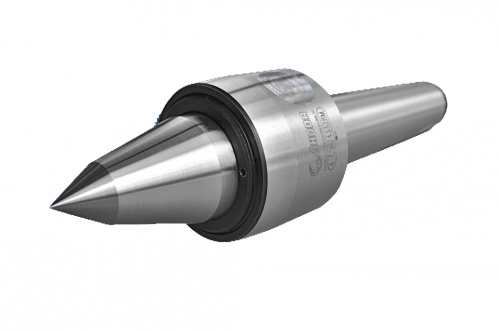 Согласно предлагаемой полезной модели в хвостовике шпинделя 2 и корпусе 1 выполнены полусферы 5 и 6, между которыми установлен шарик 7, служащий опорой задней части шпинделя.
Согласно предлагаемой полезной модели в хвостовике шпинделя 2 и корпусе 1 выполнены полусферы 5 и 6, между которыми установлен шарик 7, служащий опорой задней части шпинделя.
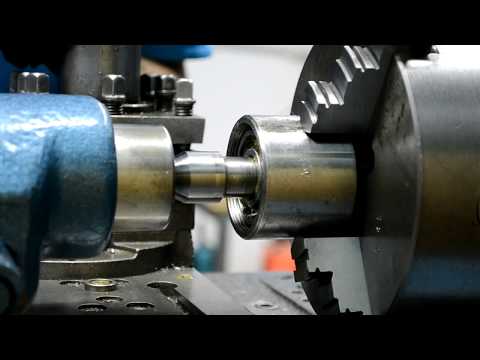
Предлагаемая полезная модель работает следующим образом. Съемный вращающийся центр (фиг.1) вставляется в коническое отверстие пиноли задней бабки токарного станка. Обрабатываемая деталь левым концом крепится в патроне шпинделя станка, а правым концом, имеющим центровое отверстие, поджимается центрирующим конусом съемного вращающегося центра при ее вращении.
Предлагаемая полезная модель, по сравнению с прототипом, имеет следующие преимущества:
– повышена точность обработки заготовки на токарном станке за счет установки шарика между полусферами хвостовика шпинделя 2 и корпуса 1, служащего опорой задней части шпинделя 2;
– упрощена конструкция съемного вращающегося центра за счет уменьшения комплектующих изделий – подшипников;
– повышена надежность и технологичность за счет замены двух шарикоподшипников на шарик.
Изготовлен и испытан опытный образец съемного вращающегося центра. Испытания дали положительный результат: при обработке деталей на токарном станке съемный вращающийся центр вращается с высокой точностью и без вибраций.
Съемный вращающийся центр для закрепления заготовок на токарном станке, содержащий корпус с коническим хвостовиком в виде конуса Морзе, шпиндель с коническим наконечником, роликовый радиально-упорный подшипник, служащий опорой передней части шпинделя, крышку с фетровым уплотнением, ввернутую в корпус и упирающуюся в торец наружного кольца, одновременно защищающую подшипник от загрязнения и вытекания смазки, а также регулирующую внутренний зазор в подшипнике, отличающийся тем, что в хвостовике шпинделя и корпусе выполнены полусферы, между которыми установлен шарик, служащий опорой задней части шпинделя.
Товар не найден
Мы заметили, что у Вас выключен JavaScript.Необходимо включить его для корректной работы сайта.

Каталог
- Патроны токарные BISON-BIAL (Бизон) Польша кулачки и запчасти к ним
- Патроны токарные Бизон Польша 2-х кулачковые спиральные с ручным зажимом
- Патроны токарные Bison-Bial Польша 3-х кулачковые спиральные с ручным зажимом
- Патроны токарные ф80мм Bison-Bial Польша
- Патроны токарные ф100мм Bison-Bial Польша
- Патроны токарные ф125мм Bison-Bial Польша
- Патроны токарные ф160мм Bison-Bial Польша
- Патроны токарные ф200мм Bison-Bial Польша
- Патроны токарные 250мм Bison-Bial Польша
- Патроны токарные ф315мм Bison-Bial Польша
- Патроны токарные ф400мм Bison-Bial Польша
- Патроны токарные ф500мм Bison-Bial Польша
- Патроны токарные ф630мм Bison-Bial Польша
- Патроны токарные ф800мм Bison-Bial Польша
- Патроны токарные ф1000мм Bison-Bial Польша
- Патроны токарные ф1250мм Bison-Bial Польша
- Патроны токарные ф1400мм Bison-Bial Польша
- Патроны токарные ф1600мм Bison-Bial Польша
- Патроны токарные ф2000мм Bison-Bial Польша
- Патроны токарные BISON Польша 4-х кулачковые спиральные с ручным зажимом
- Патроны токарные 100 четырехкулачковые Bison-Bial Польша
- Патроны токарные 125 четырехкулачковые Bison-Bial Польша
- Патроны токарные 160 четырехкулачковые Bison-Bial Польша
- Патроны токарные 200 четырехкулачковые Bison-Bial Польша
- Патроны токарные 250 четырехкулачковые Bison-Bial Польша
- Патроны токарные 315 четырехкулачковые Bison-Bial Польша
- Патроны токарные 400 четырехкулачковые Bison-Bial Польша
- Патроны токарные 500 четырехкулачковые Bison-Bial Польша
- Патроны токарные 630 четырехкулачковые Bison-Bial Польша
- Патроны токарные Bison-Bial (Бизон) Польша 6-ти кулачковые спиральные с ручным зажимом
- Патроны токарные Bison-Bial (Бизон) 4-х кулачковые с независимым перемещением кулачков
- Патроны токарные 4304 Bison-Bial DIN 6350 Чугунный корпус, цельные кулачки
- Патроны токарные 4305 Bison-Bial DIN 6350 Чугунный корпус, сборные кулачки
- Патроны токарные 4306 Bison-Bial DIN6350 Стальной корпус, цельные кулачки
- Патроны токарные 4307 Bison-Bial DIN6350 Стальной корпус, сборные кулачки
- Патроны токарные 4334 Bison-Bial DIN55027 Чугунный корпус, цельные кулачки
- Патроны токарные 4335 Bison-Bial DIN55027 Чугунный корпус, сборные кулачки
- Патроны токарные 4314 Bison-Bial DIN55026 Чугунный корпус, цельные кулачки
- Патроны токарные 4315 Bison-Bial DIN55026 Чугунный корпус, сборные кулачки
- Патроны токарные 4344 Bison-Bial DIN55029 Чугунный корпус, цельные кулачки.

- Патроны токарные 4345 Bison-Bial DIN55029 Чугунный корпус, сборные кулачки
- Кулачки для токарных патронов Bison-Bial Польша (Шестерни, Диски, Втулки, рейки, накладки)
- Кулачки прямые Bison-Bial Польша
- Кулачки обратные Bison-Bial Польша
- Рейки (базовые кулачки) Bison-Bial Польша
- Кулачки накладные закаленные Bison-Bial Польша
- Кулачки мягкие накладные Кулачки мягкие накладные Bison-Bial Польша
- Кулачки полусырые Bison-Bial Польша
- Диск спиральный для токарных патронов Bison-Bial Польша
- Шестерни для токарных патронов Bison-Bial Польша
- Кулачки сборные закаленные Bison-Bial Польша
- Кулачки сборные мягкие Bison-Bial Польша
- Ключ для токарных патронов Bison-Bial Польша
- Токарные патроны Польша Bison с окончательной регулировкой положения до 0,005мм
- Патроны токарные Bison-Bial (Бизон) Польша клинореечные 3-х кулачковые
- Токарные патроны Bison-bial (Бизон) Польша 3-х кулачковые комбинированные
- Патроны BISON-BIAL (Бизон) больших диаметров тип 3505 стальной корпус 3-х кулачковые
- Патроны BISON (Bison-Bial) Польша больших диаметров тип 3205 3-х кулачковые самоцентрирующие
- Патроны токарные БИЗОН (Bison-Bial) Польша для заточки сверл и осевого инструмента
- Патроны токарные БИЗОН-БИАЛ Польша для обработки труб с большим проходным отверстием
- Патроны токарные БИЗОН (Bison-Bial) Польша тип 3597 трубные с большим отверстием 3-х кулачковые
- Патроны BISON тип 3295 с большим проходным отверстием для обработки труб 3-х кулачковые
- Патроны токарные БИЗОН тип 3515 HD для обработки труб, с большим отверстием 3-х кулачковые
- Патроны токарные БИЗОН (BISON) тип 4317 трубные 4-х кулачковые DIN 55026
- Патроны BISON Польша тип 4347 HD трубные, с большим проходным отверстием DIN 55029 Кэмлокк
- Токарные патроны Польша Bison-Bial тип СТ74-250 для шлифования коленвалов
- Патроны токарные Poreba Standart Польша аналог Bison-Bial
- Патроны токарные 80мм Poreba Standart аналог Бизон
- Патроны токарные 100мм Poreba Standart аналог Bison
- Патроны токарные 125мм Poreba Standart аналог Bison
- Патроны токарные 160мм Poreba Standart аналог Bison
- Патроны токарные 200мм Poreba Standart аналог Bison
- Патроны токарные 250мм Poreba Standart аналог Bison
- Патроны токарные 315мм Poreba Standart аналог Bison
- Патроны токарные 400мм Poreba Standart аналог Bison
- Патроны токарные 500мм Poreba Standart аналог Bison
- Патроны токарные 630мм Poreba Standart аналог Bison
- Белорусские токарные патроны БелТАПАЗ г.
 Гродно
Гродно - Кулачки для белорусских патронов БелТАПАЗ Гродно.
- Кулачки прямые для белорусских токарных патронов БелТАПАЗ Гродно
- Кулачки обратные для белорусских токарных патронов БелТАПАЗ г. Гродно
- Рейки (основные кулачки) для токарных патронов
- Кулачки полусырые для токарных патронов БелТАПАЗ Гродно
- Кулачки мягкие (сырые накладные) для белорусских токарных патронов БелТАПАЗ Гродно
- Диски спиральные для белорусских токарных патронов БелТАПАЗ Гродно
- Шестерни конические для белорусских токарных патронов БелТАПАЗ (Гродно Беларусь)
- Белорусские токарные патроны ф80мм БелТАПАЗ г.
 Гродно
Гродно - Белорусские токарные патроны ф100мм БелТАПАЗ г. Гродно
- Белорусские токарные патроны ф125мм БелТАПАЗ г. Гродно
- Белорусские токарные патроны ф160мм БелТАПАЗ г. Гродно
- Белорусские токарные патроны ф200мм БелТАПАЗ г. Гродно
- Белорусские токарные патроны ф250мм БелТАПАЗ г. Гродно
- Белорусские токарные патроны ф315мм БелТАПАЗ г.
 Гродно
Гродно - Белорусские токарные патроны ф400мм БелТАПАЗ г. Гродно
- Белорусские токарные патроны ф500мм БелТАПАЗ г. Гродно
- Белорусские токарные патроны ф630мм БелТАПАЗ г. Гродно
- Кулачки для белорусских патронов БелТАПАЗ Гродно.
- Патроны токарные 3-х кулачковые ручные, спиральные, самоцентрирующие ГОСТ 2675-80 (Тайвань)
- Патроны токарные ф80мм самоцентрирующиеся спиральные ГОСТ 2675-80 Тайвань
- Патроны токарные ф100мм самоцентрирующиеся спиральные ГОСТ 2675-80 Тайвань
- Патроны токарные ф125мм самоцентрирующиеся спиральные ГОСТ 2675-80 Тайвань
- Патроны токарные ф160мм самоцентрирующиеся спиральные ГОСТ 2675-80 Тайвань
- Патроны токарные ф200мм самоцентрирующиеся спиральные ГОСТ 2675-80 Тайвань
- Патроны токарные ф250мм самоцентрирующиеся спиральные ГОСТ 2675-80 Тайвань
- Патроны токарные ф315мм самоцентрирующиеся спиральные ГОСТ 2675-80 Тайвань
- Патроны токарные ф400мм самоцентрирующиеся спиральные ГОСТ 2675-80 Тайвань
- Патроны токарные ф500мм самоцентрирующиеся спиральные ГОСТ 2675-80 Тайвань
- Патроны токарные ф630мм самоцентрирующиеся спиральные ГОСТ 2675-80 Тайвань
- Центра вращающиеся Bison-Bial Польша
- Центры вращающиеся 8811 Bison-Bial Польша
- Центры вращающиеся 8811R Bison-Bial Польша
- Центры вращающиеся 8809 Bison-Bial Польша
- Центры вращающиеся 8810 Bison-Bial Польша
- Центры вращающиеся 8812R Bison-Bial Польша
- Центры вращающиеся 8813R Bison-Bial Польша
- Центры вращающиеся 8814 Bison-Bial Польша
- Центры вращающиеся 8814R Bison-Bial Польша
- Центры вращающиеся 8814NC Bison-Bial Польша
- Центры вращающиеся 8815 Bison-Bial Польша
- Центры вращающиеся 8815NC Bison-Bial с отжимной гайкой
- Центры вращающиеся 8816 Bison-Bial Польша
- Центры вращающиеся 8823 Bison-Bial Польша
- Центры вращающиеся 8824 Bison-Bial Польша
- Центры вращающиеся 8831 Bison-Bial Польша
- Центры вращающиеся 8831 KPL Bison-Bial Польша
- Центры вращающиеся 8832 Bison-Bial Польша
- Центры вращающиеся 8832 KPL Bison-Bial Польша
- Центры вращающиеся грибковые 8825 Bison-Bial Польша
- Центры вращающиеся грибковые 8882 Bison-Bial Польша
- Центры вращающиеся 8410 Bison-Bial Польша
- Линейные направляющие HIWIN (Хивин)
- Блоки (каретки) серии HG — шариковые направляющие высокой грузоподъёмности
- Блоки (каретки) серии EG — шариковые направляющие с низким профилем
- Блоки (каретки) серии CG — шариковые направляющие с защитой
- Блоки (каретки) серии MGN — миниатюрные линейные направляющие
- Блоки (каретки) серии MGW — миниатюрные широкие линейные направляющие
- Блоки (каретки) серии QH — низкошумные направляющие
- Блоки (каретки) серии RG — роликовые направляющие высокой жёсткости
- Рельсы HIWIN для блоков серии HG и QH
- Рельсы HIWIN для блоков серии EG
- Рельсы HIWIN для блоков серии MGN
- Рельсы HIWIN для блоков серии MGW
- Рельсы HIWIN для блоков серии RG
- Рельсы HIWIN для блоков серии CG, защитные ленты и аксессуары к ним
- Аксессуары линейных направляющих
- Картриджи смазочные Hiwin E2
- Защита от загрязнений кареток Hiwin
- Смазка и прочие аксессуары
- Шарико-винтовые передачи HIWIN (ШВП Хивин)
- Гайки ШВП HIWIN (Хивин)
- Винты ШВП HIWIN (Хивин)
- Опоры ШВП HIWIN (Хивин)
- BF-BK Опоры ШВП HIWIN
- FF-FK Опоры ШВП HIWIN
- EF-EK Опоры ШВП HIWIN
- Тиски станочные, лекальные и тиски слесарные Bison-Bial Польша
- Тиски станочные Bison-Bial (Бизон)
- Тиски станочные Bison тип 6512 с закрытым винтом
- Тиски станочные Bison тип 6516 с гидравлическим усилением
- Тиски станочные Bison тип 6517 быстропереналаживаемые кэмлокк усиленные
- Тиски Bison 6522 станочные составные
- Тиски станочные 6523 Bison-Bial Польша с усиленным зажимом.

- Тиски станочные 6530 Bison-Bial синусные поворотные
- Тиски станочные 6531 Bison-Bial самоцентрирующие поворотные
- Тиски станочные 6534 Bison-Bial 3-х поворотные
- Тиски 6540 Bison-Bial Польша станочные быстрозажимные
- Тиски станочные 6542 Bison-Bial Польша эксцентриковые сверлильные
- Тиски станочные 6546 Bison-Bial для зажима круглых заготовок
- Тиски станочные 6910 Bison-Bial Польша с призматической направляющей
- Тиски сверлильные 6543 Bison-Bial Польша
- Тиски лекальные и прецизионные Bison-Bial Польша
- Тиски лекальные 6552 Bison-Bial Польша
- Тиски лекальные 6553 Bison-Bial Польша
- Тиски лекальные 6554 Bison-Bial Польша
- Тиски лекальные 6555 Bison-Bial Польша
- Тиски станочные 6620 BISON Бизон Польша Прецизионные быстропереналаживаемые
- Тиски станочные 6621 BISON Польша прецизионные с гидравлическим усилением
- Модули 6622 для прецизионных тисков Bison-Bial Польша
- Модули 6623 Bison-Bial Польша для прецизионных тисков с гидравлическим усилителем
- Модули 6624 Bison-Bial Польша с неподвижной губкой для прецизионных тисков
- Тиски станочные 6820 BISON Польша прецизионные горизонтально-вертикальные
- Тиски станочные 6821 BISON горизонтально-вертикальные с гидроусилением.

- Тиски станочные 6632 BISON-BIAL Польша с двойным зажимом
- Тиски станочные 6710 Bison-Bial Пневматические
- Прецизионные тиски 6850 Bison-Bial Модульная система зажима
- Прецизионные тиски 6851 Bison-Bial Польша Модульная система зажима
- Прецизионные тиски 6852 Bison-Bial Польша Прецизионные. Модульная система зажима
- Тиски слесарные Bison-Bial Польша
- Тиски слесарные 1240 Bison-Bial Польша
- Тиски слесарные 1271 Bison-Bial (Польша)
- Тиски слесарные 1253 Bison-Bial (Польша)
- Тиски слесарные 1250 Bison-Bial (Польша)
- Тиски слесарные 1256 Bison-Bial (Польша)
- Тиски слесарные 1710 Bison-Bial (Польша)
- Ручной пресс 9210 Bison-Bial (Польша)
- Штатив для трубных тисков 1711 Bison-Bial (Польша)
- Поворотные основания для тисков Bison-Bial
- Поворотные основания 6582 для тисков 6512 Bison-Bial
- Поворотные основания 6583 для тисков 6910 Bison-Bial
- Поворотные основания 6585 для тисков 6516 Bison-Bial
- Поворотные основания 6586 для тисков 6577,6578,6620,6621 Bison-Bial
- Поворотные основания 6587 для тисков 6517 Bison-Bial
- Поворотные основания 6588 для тисков 6523 Bison-Bial
- Поворотные основания 1282 для слесарных тисков 1250 Bison-Bial
- Тиски станочные Bison-Bial (Бизон)
- Редукторы промышленные
- Планетарные редукторы
- Волновые редукторы
- Угловые планетарные редукторы
- Поворотные редукторы
- Электродвигатели асинхронные
- Однофазные Электродвигатели
- Трёхфазные Электродвигатели
- Кабель-каналы гибкие
- Открытые кабель-каналы
- Полузакрытые кабель-каналы
- Закрытые кабель-каналы
- Шпиндели
- Зубчатые шестерни и рейки
- Рейки косозубые
- Рейки прямозубые
- Шестерни косозубые
- Шестерни прямозубые
- Цилиндрические направляющие
- Рельсовые цилиндрические направляющие на опоре
- Прецизионные направляющие валы
- Линейные шариковые втулки
- Опорные блоки цилиндрических направляющих
- Концевые опоры цилиндрических направляющих
- Виброопоры промышленные
- Муфты соединительные
- Направляющие Rollon X-Rail
- Фрезерные приспособления Bison-Bial Польша
- Поворотные столы и наклонные плиты Bison Bial Польша
- УДГ универсальные делительные головки Bison-Bial Польша
- Задние бабки Bison-Bial Польша
- Основания для крепления токарных патронов Bison Bial Польша
- Плиты наклонные 5150, 5155 Bison-Bial Польша
- Кулачки накладные для патронов Bison-Bial, SCHUNK, AUTOSTRONG, Roehm, SMW Autoblok, Kitagawa, Samchully, AUTOGRIP, CHANDOX, Howa
- Кулачки накладные для механизированных патронов Autogrip
- Кулачки накладные для механизированных патронов Samchully
- Кулачки накладные для механизированных патронов Roehm
- Кулачки накладные для механизированных патронов Kitagawa
- Кулачки накладные для механизированных патронов Bison-Bial
- Кулачки накладные для механизированных патронов Autostrong
- Кулачки накладные для механизированных патронов CHANDOX
- Кулачки накладные для механизированных патронов БЗСП
- Кулачки накладные для механизированных патронов SMW Autoblok
- Кулачки накладные для механизированных патронов SCHUNK
- Кулачки накладные для механизированных патронов Vertex
- Кулачки накладные для механизированных патронов Taiki
- Патроны токарные Bison-bial БИЗОН Польша механизированные
- Патроны токарные BISON Польша тип 2105 механизированные.
 Кулачки 1/16″x90°
Кулачки 1/16″x90° - Патроны токарный БИЗОН Польша тип 2405. Механизированные со сквозным отверстием, дюймовые 1/16″x90°
- Патроны токарные Бизон Польша тип 2405K Аналог Kitagawa Тип B-200 метрические кулачки 1,5×60°
- Патроны токарный БИЗОН Польша тип 2405ZW с большим проходным отверстием, кулачки 1/16″x90°
- Патроны токарные БИЗОН Польша тип 2405А Аналог SMW-AUTOBLOK BH-D кулачки 1/16″x90°
- Патроны токарные BISON Польша тип 2105 механизированные.
- Патроны токарные AUTOGRIP Тайвань механизированные
- Без проходного отверстия патроны Autogrip Тайвань механизированные
- Патроны токарные 2P/2PA Autogrip Тайвань без проходного отверстия
- Патроны токарные 3P/3PA Autogrip Тайвань без проходного отверстия 3-х кулачковые
- Патроны токарные 3P/3PA Autogrip Тайвань больших диаметров 3-х кулачковые без проходного отверстия
- Большое проходное отверстие патроны Autogrip Тайвань механизированные
- Механизированные патроны Autogrip 3H-2/3H-2A с большим проходным отверстием 2-х кулачковые
- Механизированные патроны Autogrip 3H-2/3H-2A с большим проходным отверстием 3-х кулачковые
- Механизированные патроны Autogrip 3H-2/3H-2A с большим проходным отверстием 4-х кулачковые
- Герметичные токарные патроны Autogrip Тайвань механизированные для вертикальных токарных станков
- 3-х кулачковые патроны Autogrip Тайвань герметичные для вертикальных станков
- 4-х кулачковые патроны Autogrip Тайвань герметичные для вертикальных станков
- Патроны Autogrip Тайвань механизированные со сквозным отверстием
- Механизированные патроны 2H/2H-A Autogrip Тайвань со сквозным отверстием
- Механизированные патроны 3H/3H-A Autogrip Тайвань со сквозным отверстием
- Механизированные патроны 4H/4H-A Autogrip Тайвань со сквозным отверстием
- Увеличенный ход кулачков патроны Autogrip Тайвань механизированные
- Патроны 2L/2L-A Autogrip Тайвань большое сквозное отверстие и увеличенный ход кулачка
- Патроны 3L/3L-A Autogrip Тайвань большое сквозное отверстие и увеличенный ход кулачка
- Патроны 3M Autogrip Тайвань большое сквозное отверстие и увеличенный ход кулачка
- Патроны 2M Autogrip Тайвань большое сквозное отверстие и увеличенный ход кулачка
- Патроны 1L Autogrip Тайвань большое сквозное отверстие и увеличенный ход кулачка
- Без проходного отверстия патроны Autogrip Тайвань механизированные
- Гидроцилиндры патронов Bison-Bial Польша
- Гидроцилиндры Bison-Bial Польша тип 1304 SDC без сквозного отверстия 2 датчика передвижения
- Гидроцилиндры патронов Bison-Bial польша 1305-SDC со сквозным отверстием 2 датчика передвижения
- Гидроцилиндры патронов Bison-Bial Польша 1304-SKC без сквозного отверстия один датчик передвижения
- Гидроцилиндры патронов Bison-Bial Польша 1305-SKC со сквозным отверстием один датчик передвижения
- Металлорежущий инструмент ISCAR, FANAR, DOLFAMEX
- ISCAR – инструмент и оснастка
- Инструмент FANAR Польша
- Инструмент DOLFAMEX Польша
- Державки, оправки, переходные втулки Bison-Bial Польша
- DIN 69871 Оправки для автоматической замены инструмента Bison-Bial Польша
- MAS 403-BT Оправки для автоматической замены инструмнета Bison-Bial
- DIN 2080 Оправки для ручной смены инструмента Bison-Bial Польша
- DIN 228 Оправки с хвостовиком конус Морзе Bison-Bial Польша
- Центры упорные Bison-Bial Польша
- Польские упорные центры BISON тип 8711
- Польские упорные центры BISON тип 8712
- Центры BISON упорные тип 8720
- Центры упорные BISON тип 8721 с твердосплавным наконечником
- Центры упорные BISON тип 8725 с отжимной гайкой
- Центры упорные тип 8726 с отжимной гайкой и твердосплавным наконечником Bison-Bial Польша
- Полуцентры упорные Bison-Bial тип 8730
- Полуцентры упорные 8731 Bison-Bial Польша с твердосплавным наконечником
- Центры упорные с обратным конусом тип 8735 Bison-Bial Польша
- Полуцентр упорный 8740 Bison-Bial Польша с обратным конусом
- Польские патроны БИЗОН цанговые (токарные) для цанг типа 5С (Bison-Bial)
- Тиски лекальные QGG ГОСТ 20746-75 (тип 3320)
- DANDREA Расточные головки и держатели инструмента
- DANDREA Модульные расточные системы
- DANDREA Модульная расточная система “PSC”
- DANDREA MONOforce высокоточные цанговые патроны
- DANDREA TOPRUN балансируемые держатели инструмента
- DANDREA MONOd стандартные оправки, цанговые патроны и держатели инструмента
- DANDREA MONOd’ CT оправки с термическим соединением
- Резцедержатели VDI Bison-Bial Польша для станков с ЧПУ
- Резцедержатели VDI 1114P Bison-Bial Польша радиальные правые
- Резцедержатели VDI 1114L Bison-Bial Польша радиальные левые
- Резцедержатели VDI 1115P Bison-Bial Польша радиальные правые
- Резцедержатели VDI 1115L Bison-Bial Польша радиальные левые
- Резцедержатели VDI 1124P Bison-Bial Польша радиальные правые
- Резцедержатели VDI 1124L Bison-Bial Польша радиальные левые
- Резцедержатели VDI 1125P Bison-Bial Польша радиальные правые
- Резцедержатели VDI 1125L Bison-Bial Польша радиальные левые
- Резцедержатели VDI 1133P Bison-Bial Польша осевые правые
- Резцедержатели VDI 1133L Bison-Bial Польша осевые левые
- Резцедержатели VDI 1134P Bison-Bial Польша осевые правые
- Резцедержатели VDI 1134L Bison-Bial Польша осевые левые
- Резцедержатели VDI 1143 Bison-Bial Польша универсальные
- Резцедержатели VDI 1144 Bison-Bial Польша универсальные
- Резцедержатели VDI 1154P Bison-Bial Польша отрезные правые
- Резцедержатели VDI 1154L Bison-Bial Польша отрезные левые
- Резцедержатели VDI 1220 Bison-Bial Польша для цанг
- Резцедержатели VDI 1124 Bison-Bial Польша для расточных головок
- Резцедержатели VDI 1253 Bison-Bial Польша Whistle-Notch
- Резцедержатели VDI 1252P Bison-Bial Польша двойные правые
- Резцедержатели VDI 1252L Bison-Bial Польша двойные левые
- Резцедержатели VDI 1254 Bison-Bial Польша с подводом СОЖ
- Резцедержатели VDI 1258 Bison-Bial Польша с подводом СОЖ
- Резцедержатели VDI 1230 Bison-Bial Польша для расточных головок
- Заготовки державок VDI 1201 Bison Bial Польша
- Заготовки державок VDI 1203 Bison Bial Польша
- Заглушки VDI 1225 Bison Bial Польша
- Кольца для втулок 1228 тип 1227 VDI 1201 Bison Bial Польша
- Втулки для державок VDI 1228 Bison Bial Польша
- Установочные подкладки для резцедержателей VDI Bison Bial Польша
- Цанговые патроны Bison-Bial Польша
- Цанговый патрон Bison-Bial Польша тип 7711 DIN228 КМ
- Цанговый патрон Bison-Bial Польша тип 7711 KPL DIN228 с набором цанг
- Цанговые патроны Bison-Bial Польша тип 7616-PL DIN2080
- Цанговые патроны Бизон Польша тип 7616 KPL с набором цанг DIN2080
- Цанговые патроны Bison-Bial Польша тип 7626 MAS403-BT
- Цанговые патроны с набором цанг Bison-Bial Польша тип 7626 MAS403-BT
- Цанговые патроны Bison-Bial Польша тип 7617 DIN 69871
- Цанговые патроны с набором цанг Bison-Bial Польша тип 7617 DIN 69871
- Цанговый патрон Bison-Bial Польша 7887 HSK-A DIN69893-A
- Цанги ER Bison-Bial Польша DIN 6499 штучно
- Наборы цанг Bison-Bial ER DIN 6499)
- Фланцы для патронов Bison-Bial Польша
- Фланцы переходные 8210 для патронов Bison-Bial Польша с DIN 6350 на DIN 55026
- Фланцы для патронов Bison-Bial Польша тип 8230 адаптер с DIN 6350 на DIN 55027
- Адаптеры патрона БИЗОН, тип 8240 переходник на DIN 55029
- Адаптеры патрона Бизон тип 8212 Bison-Bial для окончательной обработки под патрон.
 DIN55026
DIN55026 - Адаптеры патрона BISON тип 8232 крепление на шпиндель DIN 55027 для обработки под патрон
- Адаптеры патрона Bison-Bial Польша тип 8242 крепление DIN55029 (Кэмлокк) для обработки под патрон
- Адаптеры патронов Bison-Bial тип 8217 DIN 55026 для патронов Bison типов 4304, 4305, 4306, 4307
- Адаптеры патронов Bison-Bial Польша 8217-1 DIN 55026 для 4306, 4307, 32**, 35**, 36**, 37**, 38**.
- Столы поворотные, делительные, фрезерные.

- Столы поворотные горизонтальные тип TS
- Столы поворотные горизонтально-вертикальные тип TSL
- Столы поворотные TSK наклоняемые фрезерные
- Фланцы для крепления токарных патронов на поворотные столы
- Патроны токарные для установки на поворотные столы типов TS, TSL, TSK
- Диски делительные DP для поворотных столов TS, TSL, TSK
Часы работы: с 09:00 до 18:00
Каталог
- Патроны токарные BISON-BIAL (Бизон) Польша кулачки и запчасти к ним
- Патроны токарные Бизон Польша 2-х кулачковые спиральные с ручным зажимом
- Патроны токарные Bison-Bial Польша 3-х кулачковые спиральные с ручным зажимом
- Патроны токарные ф80мм Bison-Bial Польша
- Патроны токарные ф100мм Bison-Bial Польша
- Патроны токарные ф125мм Bison-Bial Польша
- Патроны токарные ф160мм Bison-Bial Польша
- Патроны токарные ф200мм Bison-Bial Польша
- Патроны токарные 250мм Bison-Bial Польша
- Патроны токарные ф315мм Bison-Bial Польша
- Патроны токарные ф400мм Bison-Bial Польша
- Патроны токарные ф500мм Bison-Bial Польша
- Патроны токарные ф630мм Bison-Bial Польша
- Патроны токарные ф800мм Bison-Bial Польша
- Патроны токарные ф1000мм Bison-Bial Польша
- Патроны токарные ф1250мм Bison-Bial Польша
- Патроны токарные ф1400мм Bison-Bial Польша
- Патроны токарные ф1600мм Bison-Bial Польша
- Патроны токарные ф2000мм Bison-Bial Польша
- Патроны токарные BISON Польша 4-х кулачковые спиральные с ручным зажимом
- Патроны токарные 100 четырехкулачковые Bison-Bial Польша
- Патроны токарные 125 четырехкулачковые Bison-Bial Польша
- Патроны токарные 160 четырехкулачковые Bison-Bial Польша
- Патроны токарные 200 четырехкулачковые Bison-Bial Польша
- Патроны токарные 250 четырехкулачковые Bison-Bial Польша
- Патроны токарные 315 четырехкулачковые Bison-Bial Польша
- Патроны токарные 400 четырехкулачковые Bison-Bial Польша
- Патроны токарные 500 четырехкулачковые Bison-Bial Польша
- Патроны токарные 630 четырехкулачковые Bison-Bial Польша
- Патроны токарные Bison-Bial (Бизон) Польша 6-ти кулачковые спиральные с ручным зажимом
- Патроны токарные Bison-Bial (Бизон) 4-х кулачковые с независимым перемещением кулачков
- Патроны токарные 4304 Bison-Bial DIN 6350 Чугунный корпус, цельные кулачки
- Патроны токарные 4305 Bison-Bial DIN 6350 Чугунный корпус, сборные кулачки
- Патроны токарные 4306 Bison-Bial DIN6350 Стальной корпус, цельные кулачки
- Патроны токарные 4307 Bison-Bial DIN6350 Стальной корпус, сборные кулачки
- Патроны токарные 4334 Bison-Bial DIN55027 Чугунный корпус, цельные кулачки
- Патроны токарные 4335 Bison-Bial DIN55027 Чугунный корпус, сборные кулачки
- Патроны токарные 4314 Bison-Bial DIN55026 Чугунный корпус, цельные кулачки
- Патроны токарные 4315 Bison-Bial DIN55026 Чугунный корпус, сборные кулачки
- Патроны токарные 4344 Bison-Bial DIN55029 Чугунный корпус, цельные кулачки.

- Патроны токарные 4345 Bison-Bial DIN55029 Чугунный корпус, сборные кулачки
- Кулачки для токарных патронов Bison-Bial Польша (Шестерни, Диски, Втулки, рейки, накладки)
- Кулачки прямые Bison-Bial Польша
- Кулачки обратные Bison-Bial Польша
- Рейки (базовые кулачки) Bison-Bial Польша
- Кулачки накладные закаленные Bison-Bial Польша
- Кулачки мягкие накладные Кулачки мягкие накладные Bison-Bial Польша
- Кулачки полусырые Bison-Bial Польша
- Диск спиральный для токарных патронов Bison-Bial Польша
- Шестерни для токарных патронов Bison-Bial Польша
- Кулачки сборные закаленные Bison-Bial Польша
- Кулачки сборные мягкие Bison-Bial Польша
- Ключ для токарных патронов Bison-Bial Польша
- Токарные патроны Польша Bison с окончательной регулировкой положения до 0,005мм
- Патроны токарные Bison-Bial (Бизон) Польша клинореечные 3-х кулачковые
- Токарные патроны Bison-bial (Бизон) Польша 3-х кулачковые комбинированные
- Патроны BISON-BIAL (Бизон) больших диаметров тип 3505 стальной корпус 3-х кулачковые
- Патроны BISON (Bison-Bial) Польша больших диаметров тип 3205 3-х кулачковые самоцентрирующие
- Патроны токарные БИЗОН (Bison-Bial) Польша для заточки сверл и осевого инструмента
- Патроны токарные БИЗОН-БИАЛ Польша для обработки труб с большим проходным отверстием
- Патроны токарные БИЗОН (Bison-Bial) Польша тип 3597 трубные с большим отверстием 3-х кулачковые
- Патроны BISON тип 3295 с большим проходным отверстием для обработки труб 3-х кулачковые
- Патроны токарные БИЗОН тип 3515 HD для обработки труб, с большим отверстием 3-х кулачковые
- Патроны токарные БИЗОН (BISON) тип 4317 трубные 4-х кулачковые DIN 55026
- Патроны BISON Польша тип 4347 HD трубные, с большим проходным отверстием DIN 55029 Кэмлокк
- Токарные патроны Польша Bison-Bial тип СТ74-250 для шлифования коленвалов
- Патроны токарные Poreba Standart Польша аналог Bison-Bial
- Патроны токарные 80мм Poreba Standart аналог Бизон
- Патроны токарные 100мм Poreba Standart аналог Bison
- Патроны токарные 125мм Poreba Standart аналог Bison
- Патроны токарные 160мм Poreba Standart аналог Bison
- Патроны токарные 200мм Poreba Standart аналог Bison
- Патроны токарные 250мм Poreba Standart аналог Bison
- Патроны токарные 315мм Poreba Standart аналог Bison
- Патроны токарные 400мм Poreba Standart аналог Bison
- Патроны токарные 500мм Poreba Standart аналог Bison
- Патроны токарные 630мм Poreba Standart аналог Bison
- Белорусские токарные патроны БелТАПАЗ г.
 Гродно
Гродно - Кулачки для белорусских патронов БелТАПАЗ Гродно.
- Кулачки прямые для белорусских токарных патронов БелТАПАЗ Гродно
- Кулачки обратные для белорусских токарных патронов БелТАПАЗ г. Гродно
- Рейки (основные кулачки) для токарных патронов
- Кулачки полусырые для токарных патронов БелТАПАЗ Гродно
- Кулачки мягкие (сырые накладные) для белорусских токарных патронов БелТАПАЗ Гродно
- Диски спиральные для белорусских токарных патронов БелТАПАЗ Гродно
- Шестерни конические для белорусских токарных патронов БелТАПАЗ (Гродно Беларусь)
- Белорусские токарные патроны ф80мм БелТАПАЗ г.
 Гродно
Гродно - Белорусские токарные патроны ф100мм БелТАПАЗ г. Гродно
- Белорусские токарные патроны ф125мм БелТАПАЗ г. Гродно
- Белорусские токарные патроны ф160мм БелТАПАЗ г. Гродно
- Белорусские токарные патроны ф200мм БелТАПАЗ г. Гродно
- Белорусские токарные патроны ф250мм БелТАПАЗ г. Гродно
- Белорусские токарные патроны ф315мм БелТАПАЗ г.
 Гродно
Гродно - Белорусские токарные патроны ф400мм БелТАПАЗ г. Гродно
- Белорусские токарные патроны ф500мм БелТАПАЗ г. Гродно
- Белорусские токарные патроны ф630мм БелТАПАЗ г. Гродно
- Кулачки для белорусских патронов БелТАПАЗ Гродно.
- Патроны токарные 3-х кулачковые ручные, спиральные, самоцентрирующие ГОСТ 2675-80 (Тайвань)
- Патроны токарные ф80мм самоцентрирующиеся спиральные ГОСТ 2675-80 Тайвань
- Патроны токарные ф100мм самоцентрирующиеся спиральные ГОСТ 2675-80 Тайвань
- Патроны токарные ф125мм самоцентрирующиеся спиральные ГОСТ 2675-80 Тайвань
- Патроны токарные ф160мм самоцентрирующиеся спиральные ГОСТ 2675-80 Тайвань
- Патроны токарные ф200мм самоцентрирующиеся спиральные ГОСТ 2675-80 Тайвань
- Патроны токарные ф250мм самоцентрирующиеся спиральные ГОСТ 2675-80 Тайвань
- Патроны токарные ф315мм самоцентрирующиеся спиральные ГОСТ 2675-80 Тайвань
- Патроны токарные ф400мм самоцентрирующиеся спиральные ГОСТ 2675-80 Тайвань
- Патроны токарные ф500мм самоцентрирующиеся спиральные ГОСТ 2675-80 Тайвань
- Патроны токарные ф630мм самоцентрирующиеся спиральные ГОСТ 2675-80 Тайвань
- Центра вращающиеся Bison-Bial Польша
- Центры вращающиеся 8811 Bison-Bial Польша
- Центры вращающиеся 8811R Bison-Bial Польша
- Центры вращающиеся 8809 Bison-Bial Польша
- Центры вращающиеся 8810 Bison-Bial Польша
- Центры вращающиеся 8812R Bison-Bial Польша
- Центры вращающиеся 8813R Bison-Bial Польша
- Центры вращающиеся 8814 Bison-Bial Польша
- Центры вращающиеся 8814R Bison-Bial Польша
- Центры вращающиеся 8814NC Bison-Bial Польша
- Центры вращающиеся 8815 Bison-Bial Польша
- Центры вращающиеся 8815NC Bison-Bial с отжимной гайкой
- Центры вращающиеся 8816 Bison-Bial Польша
- Центры вращающиеся 8823 Bison-Bial Польша
- Центры вращающиеся 8824 Bison-Bial Польша
- Центры вращающиеся 8831 Bison-Bial Польша
- Центры вращающиеся 8831 KPL Bison-Bial Польша
- Центры вращающиеся 8832 Bison-Bial Польша
- Центры вращающиеся 8832 KPL Bison-Bial Польша
- Центры вращающиеся грибковые 8825 Bison-Bial Польша
- Центры вращающиеся грибковые 8882 Bison-Bial Польша
- Центры вращающиеся 8410 Bison-Bial Польша
- Линейные направляющие HIWIN (Хивин)
- Блоки (каретки) серии HG — шариковые направляющие высокой грузоподъёмности
- Блоки (каретки) серии EG — шариковые направляющие с низким профилем
- Блоки (каретки) серии CG — шариковые направляющие с защитой
- Блоки (каретки) серии MGN — миниатюрные линейные направляющие
- Блоки (каретки) серии MGW — миниатюрные широкие линейные направляющие
- Блоки (каретки) серии QH — низкошумные направляющие
- Блоки (каретки) серии RG — роликовые направляющие высокой жёсткости
- Рельсы HIWIN для блоков серии HG и QH
- Рельсы HIWIN для блоков серии EG
- Рельсы HIWIN для блоков серии MGN
- Рельсы HIWIN для блоков серии MGW
- Рельсы HIWIN для блоков серии RG
- Рельсы HIWIN для блоков серии CG, защитные ленты и аксессуары к ним
- Аксессуары линейных направляющих
- Картриджи смазочные Hiwin E2
- Защита от загрязнений кареток Hiwin
- Смазка и прочие аксессуары
- Шарико-винтовые передачи HIWIN (ШВП Хивин)
- Гайки ШВП HIWIN (Хивин)
- Винты ШВП HIWIN (Хивин)
- Опоры ШВП HIWIN (Хивин)
- BF-BK Опоры ШВП HIWIN
- FF-FK Опоры ШВП HIWIN
- EF-EK Опоры ШВП HIWIN
- Тиски станочные, лекальные и тиски слесарные Bison-Bial Польша
- Тиски станочные Bison-Bial (Бизон)
- Тиски станочные Bison тип 6512 с закрытым винтом
- Тиски станочные Bison тип 6516 с гидравлическим усилением
- Тиски станочные Bison тип 6517 быстропереналаживаемые кэмлокк усиленные
- Тиски Bison 6522 станочные составные
- Тиски станочные 6523 Bison-Bial Польша с усиленным зажимом.

- Тиски станочные 6530 Bison-Bial синусные поворотные
- Тиски станочные 6531 Bison-Bial самоцентрирующие поворотные
- Тиски станочные 6534 Bison-Bial 3-х поворотные
- Тиски 6540 Bison-Bial Польша станочные быстрозажимные
- Тиски станочные 6542 Bison-Bial Польша эксцентриковые сверлильные
- Тиски станочные 6546 Bison-Bial для зажима круглых заготовок
- Тиски станочные 6910 Bison-Bial Польша с призматической направляющей
- Тиски сверлильные 6543 Bison-Bial Польша
- Тиски лекальные и прецизионные Bison-Bial Польша
- Тиски лекальные 6552 Bison-Bial Польша
- Тиски лекальные 6553 Bison-Bial Польша
- Тиски лекальные 6554 Bison-Bial Польша
- Тиски лекальные 6555 Bison-Bial Польша
- Тиски станочные 6620 BISON Бизон Польша Прецизионные быстропереналаживаемые
- Тиски станочные 6621 BISON Польша прецизионные с гидравлическим усилением
- Модули 6622 для прецизионных тисков Bison-Bial Польша
- Модули 6623 Bison-Bial Польша для прецизионных тисков с гидравлическим усилителем
- Модули 6624 Bison-Bial Польша с неподвижной губкой для прецизионных тисков
- Тиски станочные 6820 BISON Польша прецизионные горизонтально-вертикальные
- Тиски станочные 6821 BISON горизонтально-вертикальные с гидроусилением.

- Тиски станочные 6632 BISON-BIAL Польша с двойным зажимом
- Тиски станочные 6710 Bison-Bial Пневматические
- Прецизионные тиски 6850 Bison-Bial Модульная система зажима
- Прецизионные тиски 6851 Bison-Bial Польша Модульная система зажима
- Прецизионные тиски 6852 Bison-Bial Польша Прецизионные. Модульная система зажима
- Тиски слесарные Bison-Bial Польша
- Тиски слесарные 1240 Bison-Bial Польша
- Тиски слесарные 1271 Bison-Bial (Польша)
- Тиски слесарные 1253 Bison-Bial (Польша)
- Тиски слесарные 1250 Bison-Bial (Польша)
- Тиски слесарные 1256 Bison-Bial (Польша)
- Тиски слесарные 1710 Bison-Bial (Польша)
- Ручной пресс 9210 Bison-Bial (Польша)
- Штатив для трубных тисков 1711 Bison-Bial (Польша)
- Поворотные основания для тисков Bison-Bial
- Поворотные основания 6582 для тисков 6512 Bison-Bial
- Поворотные основания 6583 для тисков 6910 Bison-Bial
- Поворотные основания 6585 для тисков 6516 Bison-Bial
- Поворотные основания 6586 для тисков 6577,6578,6620,6621 Bison-Bial
- Поворотные основания 6587 для тисков 6517 Bison-Bial
- Поворотные основания 6588 для тисков 6523 Bison-Bial
- Поворотные основания 1282 для слесарных тисков 1250 Bison-Bial
- Тиски станочные Bison-Bial (Бизон)
- Редукторы промышленные
- Планетарные редукторы
- Волновые редукторы
- Угловые планетарные редукторы
- Поворотные редукторы
- Электродвигатели асинхронные
- Однофазные Электродвигатели
- Трёхфазные Электродвигатели
- Кабель-каналы гибкие
- Открытые кабель-каналы
- Полузакрытые кабель-каналы
- Закрытые кабель-каналы
- Шпиндели
- Зубчатые шестерни и рейки
- Рейки косозубые
- Рейки прямозубые
- Шестерни косозубые
- Шестерни прямозубые
- Цилиндрические направляющие
- Рельсовые цилиндрические направляющие на опоре
- Прецизионные направляющие валы
- Линейные шариковые втулки
- Опорные блоки цилиндрических направляющих
- Концевые опоры цилиндрических направляющих
- Виброопоры промышленные
- Муфты соединительные
- Направляющие Rollon X-Rail
- Фрезерные приспособления Bison-Bial Польша
- Поворотные столы и наклонные плиты Bison Bial Польша
- УДГ универсальные делительные головки Bison-Bial Польша
- Задние бабки Bison-Bial Польша
- Основания для крепления токарных патронов Bison Bial Польша
- Плиты наклонные 5150, 5155 Bison-Bial Польша
- Кулачки накладные для патронов Bison-Bial, SCHUNK, AUTOSTRONG, Roehm, SMW Autoblok, Kitagawa, Samchully, AUTOGRIP, CHANDOX, Howa
- Кулачки накладные для механизированных патронов Autogrip
- Кулачки накладные для механизированных патронов Samchully
- Кулачки накладные для механизированных патронов Roehm
- Кулачки накладные для механизированных патронов Kitagawa
- Кулачки накладные для механизированных патронов Bison-Bial
- Кулачки накладные для механизированных патронов Autostrong
- Кулачки накладные для механизированных патронов CHANDOX
- Кулачки накладные для механизированных патронов БЗСП
- Кулачки накладные для механизированных патронов SMW Autoblok
- Кулачки накладные для механизированных патронов SCHUNK
- Кулачки накладные для механизированных патронов Vertex
- Кулачки накладные для механизированных патронов Taiki
- Патроны токарные Bison-bial БИЗОН Польша механизированные
- Патроны токарные BISON Польша тип 2105 механизированные.
 Кулачки 1/16″x90°
Кулачки 1/16″x90° - Патроны токарный БИЗОН Польша тип 2405. Механизированные со сквозным отверстием, дюймовые 1/16″x90°
- Патроны токарные Бизон Польша тип 2405K Аналог Kitagawa Тип B-200 метрические кулачки 1,5×60°
- Патроны токарный БИЗОН Польша тип 2405ZW с большим проходным отверстием, кулачки 1/16″x90°
- Патроны токарные БИЗОН Польша тип 2405А Аналог SMW-AUTOBLOK BH-D кулачки 1/16″x90°
- Патроны токарные BISON Польша тип 2105 механизированные.
- Патроны токарные AUTOGRIP Тайвань механизированные
- Без проходного отверстия патроны Autogrip Тайвань механизированные
- Патроны токарные 2P/2PA Autogrip Тайвань без проходного отверстия
- Патроны токарные 3P/3PA Autogrip Тайвань без проходного отверстия 3-х кулачковые
- Патроны токарные 3P/3PA Autogrip Тайвань больших диаметров 3-х кулачковые без проходного отверстия
- Большое проходное отверстие патроны Autogrip Тайвань механизированные
- Механизированные патроны Autogrip 3H-2/3H-2A с большим проходным отверстием 2-х кулачковые
- Механизированные патроны Autogrip 3H-2/3H-2A с большим проходным отверстием 3-х кулачковые
- Механизированные патроны Autogrip 3H-2/3H-2A с большим проходным отверстием 4-х кулачковые
- Герметичные токарные патроны Autogrip Тайвань механизированные для вертикальных токарных станков
- 3-х кулачковые патроны Autogrip Тайвань герметичные для вертикальных станков
- 4-х кулачковые патроны Autogrip Тайвань герметичные для вертикальных станков
- Патроны Autogrip Тайвань механизированные со сквозным отверстием
- Механизированные патроны 2H/2H-A Autogrip Тайвань со сквозным отверстием
- Механизированные патроны 3H/3H-A Autogrip Тайвань со сквозным отверстием
- Механизированные патроны 4H/4H-A Autogrip Тайвань со сквозным отверстием
- Увеличенный ход кулачков патроны Autogrip Тайвань механизированные
- Патроны 2L/2L-A Autogrip Тайвань большое сквозное отверстие и увеличенный ход кулачка
- Патроны 3L/3L-A Autogrip Тайвань большое сквозное отверстие и увеличенный ход кулачка
- Патроны 3M Autogrip Тайвань большое сквозное отверстие и увеличенный ход кулачка
- Патроны 2M Autogrip Тайвань большое сквозное отверстие и увеличенный ход кулачка
- Патроны 1L Autogrip Тайвань большое сквозное отверстие и увеличенный ход кулачка
- Без проходного отверстия патроны Autogrip Тайвань механизированные
- Гидроцилиндры патронов Bison-Bial Польша
- Гидроцилиндры Bison-Bial Польша тип 1304 SDC без сквозного отверстия 2 датчика передвижения
- Гидроцилиндры патронов Bison-Bial польша 1305-SDC со сквозным отверстием 2 датчика передвижения
- Гидроцилиндры патронов Bison-Bial Польша 1304-SKC без сквозного отверстия один датчик передвижения
- Гидроцилиндры патронов Bison-Bial Польша 1305-SKC со сквозным отверстием один датчик передвижения
- Металлорежущий инструмент ISCAR, FANAR, DOLFAMEX
- ISCAR – инструмент и оснастка
- Инструмент FANAR Польша
- Инструмент DOLFAMEX Польша
- Державки, оправки, переходные втулки Bison-Bial Польша
- DIN 69871 Оправки для автоматической замены инструмента Bison-Bial Польша
- MAS 403-BT Оправки для автоматической замены инструмнета Bison-Bial
- DIN 2080 Оправки для ручной смены инструмента Bison-Bial Польша
- DIN 228 Оправки с хвостовиком конус Морзе Bison-Bial Польша
- Центры упорные Bison-Bial Польша
- Польские упорные центры BISON тип 8711
- Польские упорные центры BISON тип 8712
- Центры BISON упорные тип 8720
- Центры упорные BISON тип 8721 с твердосплавным наконечником
- Центры упорные BISON тип 8725 с отжимной гайкой
- Центры упорные тип 8726 с отжимной гайкой и твердосплавным наконечником Bison-Bial Польша
- Полуцентры упорные Bison-Bial тип 8730
- Полуцентры упорные 8731 Bison-Bial Польша с твердосплавным наконечником
- Центры упорные с обратным конусом тип 8735 Bison-Bial Польша
- Полуцентр упорный 8740 Bison-Bial Польша с обратным конусом
- Польские патроны БИЗОН цанговые (токарные) для цанг типа 5С (Bison-Bial)
- Тиски лекальные QGG ГОСТ 20746-75 (тип 3320)
- DANDREA Расточные головки и держатели инструмента
- DANDREA Модульные расточные системы
- DANDREA Модульная расточная система “PSC”
- DANDREA MONOforce высокоточные цанговые патроны
- DANDREA TOPRUN балансируемые держатели инструмента
- DANDREA MONOd стандартные оправки, цанговые патроны и держатели инструмента
- DANDREA MONOd’ CT оправки с термическим соединением
- Резцедержатели VDI Bison-Bial Польша для станков с ЧПУ
- Резцедержатели VDI 1114P Bison-Bial Польша радиальные правые
- Резцедержатели VDI 1114L Bison-Bial Польша радиальные левые
- Резцедержатели VDI 1115P Bison-Bial Польша радиальные правые
- Резцедержатели VDI 1115L Bison-Bial Польша радиальные левые
- Резцедержатели VDI 1124P Bison-Bial Польша радиальные правые
- Резцедержатели VDI 1124L Bison-Bial Польша радиальные левые
- Резцедержатели VDI 1125P Bison-Bial Польша радиальные правые
- Резцедержатели VDI 1125L Bison-Bial Польша радиальные левые
- Резцедержатели VDI 1133P Bison-Bial Польша осевые правые
- Резцедержатели VDI 1133L Bison-Bial Польша осевые левые
- Резцедержатели VDI 1134P Bison-Bial Польша осевые правые
- Резцедержатели VDI 1134L Bison-Bial Польша осевые левые
- Резцедержатели VDI 1143 Bison-Bial Польша универсальные
- Резцедержатели VDI 1144 Bison-Bial Польша универсальные
- Резцедержатели VDI 1154P Bison-Bial Польша отрезные правые
- Резцедержатели VDI 1154L Bison-Bial Польша отрезные левые
- Резцедержатели VDI 1220 Bison-Bial Польша для цанг
- Резцедержатели VDI 1124 Bison-Bial Польша для расточных головок
- Резцедержатели VDI 1253 Bison-Bial Польша Whistle-Notch
- Резцедержатели VDI 1252P Bison-Bial Польша двойные правые
- Резцедержатели VDI 1252L Bison-Bial Польша двойные левые
- Резцедержатели VDI 1254 Bison-Bial Польша с подводом СОЖ
- Резцедержатели VDI 1258 Bison-Bial Польша с подводом СОЖ
- Резцедержатели VDI 1230 Bison-Bial Польша для расточных головок
- Заготовки державок VDI 1201 Bison Bial Польша
- Заготовки державок VDI 1203 Bison Bial Польша
- Заглушки VDI 1225 Bison Bial Польша
- Кольца для втулок 1228 тип 1227 VDI 1201 Bison Bial Польша
- Втулки для державок VDI 1228 Bison Bial Польша
- Установочные подкладки для резцедержателей VDI Bison Bial Польша
- Цанговые патроны Bison-Bial Польша
- Цанговый патрон Bison-Bial Польша тип 7711 DIN228 КМ
- Цанговый патрон Bison-Bial Польша тип 7711 KPL DIN228 с набором цанг
- Цанговые патроны Bison-Bial Польша тип 7616-PL DIN2080
- Цанговые патроны Бизон Польша тип 7616 KPL с набором цанг DIN2080
- Цанговые патроны Bison-Bial Польша тип 7626 MAS403-BT
- Цанговые патроны с набором цанг Bison-Bial Польша тип 7626 MAS403-BT
- Цанговые патроны Bison-Bial Польша тип 7617 DIN 69871
- Цанговые патроны с набором цанг Bison-Bial Польша тип 7617 DIN 69871
- Цанговый патрон Bison-Bial Польша 7887 HSK-A DIN69893-A
- Цанги ER Bison-Bial Польша DIN 6499 штучно
- Наборы цанг Bison-Bial ER DIN 6499)
- Фланцы для патронов Bison-Bial Польша
- Фланцы переходные 8210 для патронов Bison-Bial Польша с DIN 6350 на DIN 55026
- Фланцы для патронов Bison-Bial Польша тип 8230 адаптер с DIN 6350 на DIN 55027
- Адаптеры патрона БИЗОН, тип 8240 переходник на DIN 55029
- Адаптеры патрона Бизон тип 8212 Bison-Bial для окончательной обработки под патрон.
 DIN55026
DIN55026 - Адаптеры патрона BISON тип 8232 крепление на шпиндель DIN 55027 для обработки под патрон
- Адаптеры патрона Bison-Bial Польша тип 8242 крепление DIN55029 (Кэмлокк) для обработки под патрон
- Адаптеры патронов Bison-Bial тип 8217 DIN 55026 для патронов Bison типов 4304, 4305, 4306, 4307
- Адаптеры патронов Bison-Bial Польша 8217-1 DIN 55026 для 4306, 4307, 32**, 35**, 36**, 37**, 38**.
- Столы поворотные, делительные, фрезерные.
- Столы поворотные горизонтальные тип TS
- Столы поворотные горизонтально-вертикальные тип TSL
- Столы поворотные TSK наклоняемые фрезерные
- Фланцы для крепления токарных патронов на поворотные столы
- Патроны токарные для установки на поворотные столы типов TS, TSL, TSK
- Диски делительные DP для поворотных столов TS, TSL, TSK
Обратная связь
Обратный звонок
Оставьте заявку, чтобы получить бесплатную консультацию нашего специалиста
Я принимаю условия
политики конфиденциальности
Руководство по токарным станкам с ЧПУ и токарным центрам
27 марта 2019 г.
Токарный станок — одна из старейших производственных технологий на Земле; на самом деле, его самая ранняя версия восходит к египтянам около 1300 г. до н.э. Технология экспоненциально развивалась, становилась все более и более продвинутой каждое десятилетие, и сегодня токарные станки используются для создания всего, от деревянных чаш ручной работы до крупных деталей для тяжелой техники.
Основы токарного центра
Для начала приведем несколько основных определений.
Токарный станок: Токарные станки — это машины, формирующие материал путем вращения привода, который поворачивает обрабатываемую деталь против режущих инструментов, которые можно переключать для получения соответствующего разреза.
Токарная обработка: Токарная обработка — это обработка детали на токарном станке.
Инструмент: Инструмент — это режущий механизм, прикрепленный к станку для изготовления деталей.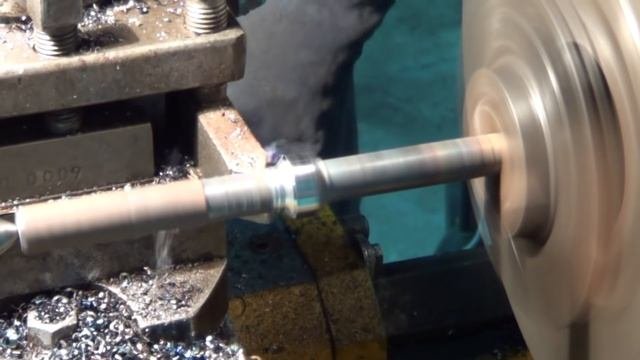
Токарный центр: Токарный центр представляет собой токарный станок с числовым программным управлением (ЧПУ).
Передняя бабка: Передняя бабка удерживает заготовку, обеспечивает питание различных частей станка и вращает шпиндель.
Каретка: Каретка поддерживает режущий инструмент, направляя и подавая его к заготовке.
Токарные станки и токарные центры с ЧПУ
Несмотря на то, что они могут выглядеть одинаково, горизонтальные токарные центры с ЧПУ представляют собой эволюционный скачок по сравнению с токарными станками с ЧПУ прошлого. Токарные станки по определению являются 2-осевыми станками.
После того, как токарные станки стали включать в себя 3-х, 4-х и 5-осевые возможности, они стали известны как токарные центры.
Хотя формального различия нет, токарный станок обычно используется для обозначения более простых станков, таких как те, которые выполняют только токарные операции, обычно только с осями X и Z. С другой стороны, токарный центр, скорее всего, будет интегрировать возможности фрезерования, сверления и вспомогательного шпинделя, а также включать ось Y. Сегодня эти термины могут использоваться взаимозаменяемо.
С другой стороны, токарный центр, скорее всего, будет интегрировать возможности фрезерования, сверления и вспомогательного шпинделя, а также включать ось Y. Сегодня эти термины могут использоваться взаимозаменяемо.
Токарный центр с ЧПУ в некоторой степени менее сложен в эксплуатации, чем токарный станок, потому что он полностью управляется компьютером, который может перемещать все оси одновременно и с большой точностью.
Операции токарного центра
Традиционные токарные станки вращают материал, в то время как режущий инструмент аккуратно снимает материал, создавая что-то круглое. Есть много операций, которые можно выполнить на токарном станке, но еще больше можно выполнить на токарном центре.
Дополнительные оси позволяют резать углы. Инструменты традиционных 2-осевых токарных станков регулируют только диаметр изделия. Они не могут поворачивать углы или резать внутри. Многоосевые токарные центры могут перемещать инструмент для резки вокруг угла. Эта функция удаляет материал, недоступный для традиционного 2-осевого токарного станка.
Токарные центры с легкостью сверлят, растачивают и развертывают. Эти операции происходят в центре оси детали при ее вращении. Существуют также функции приводного инструмента, которые могут выполнять эти операции с деталями, когда они неподвижны. Инструменты сверлят и чистят отверстия там, где этого требуют спецификации. Эта функция избавляет от необходимости выполнять дополнительные действия на разных станциях.
Накатка создает естественный захват инструментов. Некоторые обрабатываемые детали, особенно инструменты, требуют, чтобы пользователь хорошо их держал. Гладкая обработанная поверхность делает их скользкими. Накатка вдавливает рисунок в поверхность, что облегчает обращение с ними. Торцевые ключи и другие металлические инструменты обычно имеют ручки с накаткой.
Нарезание конуса выполняется более чем по двум осям. Думайте об этом, как о заточке карандаша. Для выполнения этой функции требуется опция, недоступная при обработке на токарном станке с ЧПУ. Конусность наиболее уместна в конце детали, но эту технику можно применять в любом месте по всей длине детали.
Нарезание резьбы на токарном центре сокращает время обработки. В традиционных токарных станках нарезание резьбы — это отдельный этап; оператору необходимо удалить его и применить нить на другой станции. Этот шаг требует времени и добавляет ненужный элемент риска. Прецизионная резьба удерживает деталь на месте и может значительно сэкономить время.
Облицовка обеспечивает чистую кромку и обрезает деталь до нужной длины. Часть часто начинается как черновик. В рамках процесса обработки токарный центр может быть обращен к шероховатой кромке. Он также может обрезать кусок до необходимого размера.
Горизонтальные обрабатывающие центры Применение
Горизонтальные обрабатывающие центры благодаря своим возможностям и эффективности могут использоваться почти во всех отраслях промышленности. Поскольку смена инструмента происходит автоматически, это исключает дорогостоящую настройку и время обработки. Вместо того, чтобы перемещать деталь на другую станцию, токарные центры могут переключать инструменты. Компьютерная программа управляет сменой инструмента и обычно не требует вмешательства оператора станка.
Компьютерная программа управляет сменой инструмента и обычно не требует вмешательства оператора станка.
Выбор между горизонтальными и вертикальными токарными центрами
Есть много вариантов, когда речь заходит о том, какой станок лучше всего подходит для вашей части. Когда дело доходит до этого, убедитесь, что компания, которую вы используете для контрактного производства, оснащена различными станками с ЧПУ.
Нет ни одной машины, которая могла бы делать все это. Возможности станка, размер детали и требования к инструментам — все это играет роль при выборе станка, на что, как правило, обращает пристальное внимание ваш аутсорсинговый производитель.
При горизонтальной и вертикальной обработке основное различие заключается в ориентации шпинделя. Вертикальное фрезерование использует фиксированный шпиндель и является отличным выбором для проектов, которые требуют работы в основном с одной стороны, например, штамповки и большие металлические пластины. Вертикальное фрезерование часто менее сложно внутри, чем горизонтальное фрезерование. При горизонтальном фрезеровании не используется фиксированный шпиндель, вместо этого используются режущие головки, закрепленные на горизонтальной оправке.
Вертикальное фрезерование часто менее сложно внутри, чем горизонтальное фрезерование. При горизонтальном фрезеровании не используется фиксированный шпиндель, вместо этого используются режущие головки, закрепленные на горизонтальной оправке.
Гравитация тоже играет роль. В горизонтальных станках под действием силы тяжести металлическая стружка падает на нижний слой, что обеспечивает чистоту заготовки во время резки. С той же детали в вертикальном токарном центре могут возникнуть трудности со стружкоудалением, что особенно верно, если верхняя часть имеет углубление в форме чаши. Такое углубление может удерживать стружку на протяжении всего процесса токарной обработки.
Горизонтальный обрабатывающий центр — самый простой для понимания центр. Он выглядит и работает очень похоже на токарный станок, приспосабливаясь к широкому спектру материалов и размеров. Все, к чему прикасается оператор, находится в пределах досягаемости. Многие из них могут быть настроены для работы с автоматическими устройствами подачи прутка.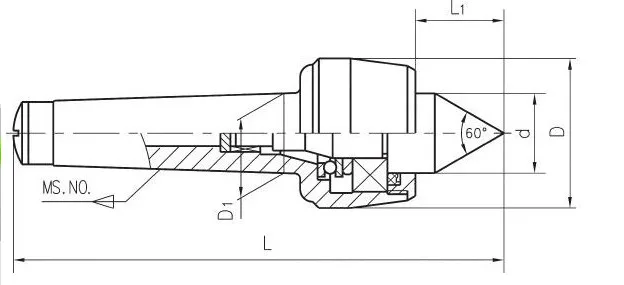 Сила тяжести помогает поддерживать чистоту зон резания, но также может вызвать проблемы, если заготовка слишком тонкая и провисает.
Сила тяжести помогает поддерживать чистоту зон резания, но также может вызвать проблемы, если заготовка слишком тонкая и провисает.
Обычный вертикальный поворотный центр использует гравитацию в своих интересах. Вес предмета помогает удерживать его в передней бабке. Очистка чипов может быть проблемой в зависимости от приложения.
Компания Precise Tool and Manufacturing Inc. гордится тем, что идет в ногу с передовыми технологиями. У нас обширная деятельность с более чем 100 станками с ЧПУ и площадью более 200 000 квадратных футов. Мы с нетерпением ждем возможности превзойти ваши ожидания.
типов токарных центров и как определить, какой из них лучше всего подходит для вас
Автор: Southern Fabricating Machinery Sales | Опубликовано: 28 октября 2020 г.
Токарные станки с ЧПУ / Токарные центры
Если вы ищете токарные станки, то за последние несколько десятилетий они прошли долгий путь. Когда-то это были ручные инструменты, теперь они компьютеризированы и программируются, обеспечивая гораздо большую эффективность и производительность, чем когда-либо прежде. Это открывает нам гораздо больше возможностей для ваших производственных нужд, поскольку вы можете запрограммировать одну и ту же машину для выполнения нескольких функций. Эти машины также могут работать намного быстрее, поэтому производство значительно возрастет.
Это открывает нам гораздо больше возможностей для ваших производственных нужд, поскольку вы можете запрограммировать одну и ту же машину для выполнения нескольких функций. Эти машины также могут работать намного быстрее, поэтому производство значительно возрастет.
Типы центров настройки
Токарные центры или токарные станки с ЧПУ — это почти одно и то же. Однако токарные станки чаще всего называют чем-то менее сложным. Они производятся в двух основных категориях; Горизонтальный или вертикальный. Горизонтальные станки (такие как Haas SL-20, изображенный здесь) являются наиболее распространенными и спроектированы по схеме типичного настольного или токарного станка с вращающимся шпинделем на одном конце, прикрепленным к патрону, цанге или другому удерживающему устройству, и задней бабкой на конце. другой конец «лежака» для поддержки более длинных заготовок.
Вертикальные станки часто называют вертикальными револьверными станками, VTL или вертикально-расточными станками (VBM), например, Yama Seiki, изображенный здесь. Вертикальные станки имеют гораздо большую производительность по токарной обработке, но позволяют обрабатывать только более короткие детали. Существуют также перевернутые вертикальные токарные центры, которые меняют положение шпинделя и револьверной головки, помещая деталь на движущийся и вращающийся шпиндель, в то время как инструменты устанавливаются на неподвижную станину или резцедержатель внизу. Токарные станки такого типа лучше всего подходят для производства мелких деталей, поскольку автоматизация легко адаптируется. Все три типа машин обычно состоят из одних и тех же основных частей, но их ориентация различна.
Вертикальные станки имеют гораздо большую производительность по токарной обработке, но позволяют обрабатывать только более короткие детали. Существуют также перевернутые вертикальные токарные центры, которые меняют положение шпинделя и револьверной головки, помещая деталь на движущийся и вращающийся шпиндель, в то время как инструменты устанавливаются на неподвижную станину или резцедержатель внизу. Токарные станки такого типа лучше всего подходят для производства мелких деталей, поскольку автоматизация легко адаптируется. Все три типа машин обычно состоят из одних и тех же основных частей, но их ориентация различна.
Применение для горизонтальных токарных станков
В большинстве случаев горизонтальные токарные станки более универсальны. Обычно они имеют более длинную станину по сравнению с размером шпинделя. Они также могут использовать устройства подачи прутка и обычно имеют заднюю бабку, чего нельзя сказать о вертикальных станках.
Горизонтальные токарные центры обычно легче компьютеризировать, поскольку шпиндели и задняя бабка находятся на противоположных концах станка. Это позволяет расположить башню так, чтобы свести к минимуму проблемы с зазором. Они гибки в процессе и легко доступны для операторов. Приблизительно 70-80% токарных операций выполняются на токарных центрах этого типа.
Это позволяет расположить башню так, чтобы свести к минимуму проблемы с зазором. Они гибки в процессе и легко доступны для операторов. Приблизительно 70-80% токарных операций выполняются на токарных центрах этого типа.
Применение для вертикальных токарных центров
Вертикальные токарные станки (VTL или VBM) размещают шпиндель и патрон в фиксированном положении в вертикальной плоскости. Заготовка зажимается в патроне через кулачки или специальное приспособление. Деталь вращается с определенной скоростью, а инструмент перемещается вверх или вниз и влево-вправо по заготовке, чтобы вырезать и вырезать нужные формы. Эта конструкция токарного станка хорошо подходит для крупных деталей, таких как корпуса клапанов, строительное оборудование и другие отливки или сварные детали. Вертикальный токарный станок также не так сложен, как горизонтальные станки. Это разумный выбор для проектов, которые работают на одной стороне.
Горизонтальные токарные центры и вертикальные токарные центры: что лучше для вас?
Хотя оба этих станка могут показаться похожими, поскольку оба являются обрабатывающими центрами, вертикальные и горизонтальные обрабатывающие центры используются для разных целей. Тип токарного центра, который вы получите, во многом будет зависеть от того, для чего вам нужен станок. Тем не менее, горизонтальный токарный станок с ЧПУ часто является более популярным выбором. Часто они менее дороги, их легко настраивать и, следовательно, легче эксплуатировать, поэтому спрос на этот тип машин высок.
Тип токарного центра, который вы получите, во многом будет зависеть от того, для чего вам нужен станок. Тем не менее, горизонтальный токарный станок с ЧПУ часто является более популярным выбором. Часто они менее дороги, их легко настраивать и, следовательно, легче эксплуатировать, поэтому спрос на этот тип машин высок.
Вертикальные токарные центры (также часто называемые VTL или VBM) дороже, но они могут выполнять более сложные задачи с более крупными заготовками. Они более универсальны еще и потому, что могут работать с большего количества сторон, чем вертикальные, часто имея полностью шарнирно-сочлененный и вращающийся набор инструментов в вертикальном и, возможно, радиальном положениях.
Новые и бывшие в употреблении
Многие магазины предпочитают покупать бывшие в употреблении машины, так как они намного дешевле. Компания Southern Fabricating Machinery Sales предлагает широкий ассортимент нового и бывшего в употреблении оборудования. Ознакомьтесь с нашим ассортиментом, чтобы выбрать идеальную машину для своего производственного цеха. Если вы не видите то, что вам нужно, просто спросите нас! У нас есть контакты по всей отрасли, и мы можем помочь вам найти именно то, что вы ищете.
Если вы не видите то, что вам нужно, просто спросите нас! У нас есть контакты по всей отрасли, и мы можем помочь вам найти именно то, что вы ищете.
Благодаря обширным практическим знаниям в области производственных систем, а также более чем 100-летнему производственному опыту в сочетании с реальным практическим опытом работы в цеху, наши представители могут наилучшим образом помочь вам в поиске и обеспечении наилучшего оборудования для вашего применения.
Southern Fabricating Machinery Sales
Southern Fabricating Machinery Sales (SFMS) является экспертом в области покупки, продажи и брокерских услуг подержанных машин и бывшего в употреблении промышленного оборудования с 1980-е годы. Мы работаем в механических мастерских, инструментальных штампах, пресс-формах и производственных цехах, как и ваш, и работаем с тем самым оборудованием, которое мы теперь предлагаем в качестве решения для ваших производственных нужд!
Основы, которые необходимо знать
Вы, вероятно, знаете, что такое токарная обработка с ЧПУ и как она работает; но давайте еще раз вспомним некоторые из его основных операций, чтобы вы полностью поняли его основы и наилучшим образом использовали всю статью.
Как работает токарный станок с ЧПУ
На токарных станках с ЧПУ геометрия обрабатываемых деталей формируется путем удаления материала. При токарной обработке заготовка вращается вокруг условной оси, которая удерживается в токарном патроне. Эта ось является осью Z и выполняет основное движение, то есть вращательное движение. Режущий инструмент имеет вторичное движение, которое называется подачей.
При контакте режущего инструмента с поверхностью заготовки материал удаляется; вот так резка делается на токарных станках. Более подробно, режущий инструмент находится на одной стороне диаметра заготовки по оси X, а обрабатываемая поверхность создается диаметрально вокруг оси Z. Режущий инструмент может перемещаться как в продольном, так и в поперечном направлении (т. е. по прямой линии, параллельной оси Z заготовки, или поперек оси заготовки) или даже как комбинация продольного и поперечного движений.
Заготовка может иметь несколько геометрий. Какую геометрию примет заготовка, зависит от комбинации двух осей (вращение и подача), а также от используемых режущих инструментов. В свою очередь, используемые режущие инструменты зависят как от типа желаемой поверхности, так и от типа токарной обработки (например, внутренней или внешней).
В свою очередь, используемые режущие инструменты зависят как от типа желаемой поверхности, так и от типа токарной обработки (например, внутренней или внешней).
Но речь идет не только о типичной токарной обработке с ЧПУ. На современных токарных станках с ЧПУ можно выполнять множество других операций обработки. К ним относятся:
• Токарная обработка по контуру – инструмент следует контуру, отличному от прямого, таким образом создавая контурную форму на токарной детали.
• Конусное точение – инструмент подается под углом, таким образом создавая конический цилиндр или коническую форму.
• Снятие фаски – режущая кромка инструмента используется для срезания угла на углу цилиндра, образуя «фаску».
• Торцовка – инструмент вводится радиально во вращающуюся заготовку, начиная с внешнего или внутреннего диаметра на одном конце, чтобы создать плоскую поверхность на торце заготовки.
• Фасонное точение – инструмент имеет форму, которая придается заготовке путем радиального погружения инструмента в заготовку).
• Растачивание – однолезвийный инструмент подается линейно, параллельно оси вращения, по внутреннему диаметру существующего отверстия в детали.
• Сверление – может выполняться на токарном станке путем подачи сверла во вращающуюся работу вдоль своей оси. Развертку можно выполнить аналогичным образом.
• Нарезание канавок/отрезка – инструмент подается радиально во вращающуюся заготовку в месте по ее длине либо до канавки, либо для отрезания конца детали. Операцию обрезки иногда называют отрезкой.
• Нарезание резьбы – заостренный инструмент подается линейно по внешней поверхности вращающейся детали в направлении, параллельном оси вращения, с большой эффективной скоростью подачи, создавая таким образом резьбу в цилиндре.
• Накатка – это не операция механической обработки, так как она не связана с резкой материала. Вместо этого это операция формовки металла, используемая для создания регулярного штрихового рисунка на рабочей поверхности.
2-х и 3-х осевые токарные станки
Вы наверняка слышали о 2-х и 3-х осевых токарных станках. Их различие заключается в том, что подразумевают их имена. На 2-осевых станках работа выполняется по 2 осям, а на 3-осевых станках работа выполняется по 3 осям. Судя по всему, 3-осевые станки предлагают больше возможностей.
Но давайте прольем на это больше света.
То, что мы сказали до сих пор, относится к токарным станкам с 2 осями: X и Z; и вы программируете две оси. Затем инструмент перемещается линейно по мере вращения детали вокруг своей оси. Линейное перемещение инструмента может быть продольным или вертикальным относительно воображаемой оси (оси Z) детали. Это простой кинематический принцип токарного станка, показанный на рисунке ниже.
3-х осевые станки включают дополнительную ось, которая является поворотной. Это так называемая ось С. С 3-осевыми токарными станками вы, безусловно, можете рассчитывать на большее.
На 3-осевых токарных станках можно обрабатывать и программировать некоторые фрезерные операции. В частности, вы можете изменить ориентацию инструмента относительно оси вращения детали и выполнить прорези, отверстия и несколько периферийных элементов в соответствии с требованиями вашего чертежа.
В частности, вы можете изменить ориентацию инструмента относительно оси вращения детали и выполнить прорези, отверстия и несколько периферийных элементов в соответствии с требованиями вашего чертежа.
Используя «живой» инструмент (ось вращения C), вы фактически добавляете вращательное движение своему инструменту. Для того, чтобы «живые» инструменты были функциональны, они должны иметь свой серводвигатель или идентичную систему передачи движения.
Чтобы лучше понять кинематику токарного станка с ЧПУ, позже мы покажем вам видео. Это видео, которое показывает, как обрабатывается последняя часть изображения ниже.
Но сначала рассмотрим некоторые особенности финальной части. Как видите, это вращающаяся деталь, но с фрезерованной поверхностью по внешнему диаметру. На поверхности просверлены четыре отверстия; два из них также прослушивались. Фланец детали имеет периферийные отверстия. Это цельная деталь с функциями токарной и фрезерной обработки.
На видео ниже показано, как эта деталь изготавливается на 3-осевом токарном станке с ЧПУ. Вы увидите 2-осевые и 3-осевые операции обработки, выполненные в одной и той же настройке. Давайте посмотрим 🙂
Вы увидите 2-осевые и 3-осевые операции обработки, выполненные в одной и той же настройке. Давайте посмотрим 🙂
Для лучшего понимания опишем ниже более подробно этапы операций механической обработки, показанные на видео. Изображения ниже являются скриншотами видео.
Шаг 1:
Сначала деталь крепится к патрону токарного станка и выполняется торцевая резка путем вертикального перемещения инструмента по оси X при вращении детали.
Шаг 2:
Далее следует черновая операция по диаметру детали. Это делается путем перемещения инструмента в продольном направлении по оси Z. Кроме того, вы можете видеть, что в детали также обработан меньший диаметр.
Шаг 3:
После смены инструмента для выбора инструмента для нарезания резьбы выполняется операция нарезания резьбы на детали малого диаметра. Это делается путем последовательного перемещения инструмента в продольном направлении по оси Z (как показано на видео).
Это делается путем последовательного перемещения инструмента в продольном направлении по оси Z (как показано на видео).
До сих пор вы видели показательные примеры двухосевой токарной обработки с ЧПУ, верно? Теперь давайте посмотрим на остальные операции, которые основаны на возможностях, которые предлагает 3-я ось.
Этап 4:
Далее выполняется фрезерование с использованием плоской концевой фрезы, которая совершает вращательное движение в качестве «живого» инструмента. Инструмент обрабатывает плоскую поверхность по цилиндрическому контуру детали.
Шаг 5:
Обработав плоскую поверхность по цилиндрическому контуру детали, проводят сверление для получения отверстий. Вы заметите, что сверло имеет собственное вращательное движение по отношению к детали. Деталь остановила свое вращение!
Шаг 6:
Далее вы видите, что выбран инструмент для нарезания резьбы в отверстиях. Это также режущий инструмент с собственным вращением относительно детали.
Это также режущий инструмент с собственным вращением относительно детали.
Шаг 7:
На последнем рисунке сверло готово для обработки набора периферийных отверстий фланца детали. В этом случае патрон токарного станка работает как индексатор, чтобы правильно расположить деталь под правильным углом.
Почему токарные станки с ЧПУ так популярны?
Токарный станок — одна из старейших изобретенных машин; однако современные токарные станки были значительно модернизированы за счет внедрения нескольких технологических достижений. Токарные станки развивались параллельно с другими типами станков, и в результате они сегодня широко используются в промышленности.
Но почему токарные станки завоевали доверие промышленности? В чем преимущества современных токарных станков и токарных центров?
В нескольких словах ответ: скорость производства, точность и автоматизация.
Но дело не только в этом. Благодаря разнообразию специализированных токарных и токарных станков, доступных сегодня на рынке, многие промышленные приложения могут выполняться с высокой производительностью. Кроме того, с развитием технологий в области твердых покрытий и режущих инструментов типичный токарный станок может обрабатывать черные и цветные металлы, неметаллические конструкционные материалы, полиамиды, термопласты, дерево и так далее.
Кроме того, с развитием технологий в области твердых покрытий и режущих инструментов типичный токарный станок может обрабатывать черные и цветные металлы, неметаллические конструкционные материалы, полиамиды, термопласты, дерево и так далее.
Все вышеперечисленное сделало токарные станки с ЧПУ и токарные центры самыми производительными машинами. На самом деле говорят, что 40% операций по резке металла выполняются на токарных станках с ЧПУ; и большая часть производства на токарных станках с ЧПУ связана с вращающимися деталями. Такова природа токарного станка!
Различия между токарной и фрезерной обработкой с ЧПУ
Если вы понимаете, как работает токарная обработка, вы легко поймете, как работает фрезерная обработка; потому что это ровно наоборот. При токарной обработке инструмент перемещается прямолинейно, а деталь вращается; но при фрезеровании инструмент вращается и деталь перемещается линейно по осям X и Y рабочего стола. В случае фрезерования ось Z является вертикальной осью инструмента.
В этом их принципиальное отличие. Но это не единственное их отличие.
При токарной обработке с ЧПУ обычно используются одноточечные режущие инструменты; по этой причине точение является «непрерывным процессом резания». С другой стороны, фрезерные инструменты, такие как фрезы, концевые фрезы и другие, являются многолезвийными режущими инструментами; другими словами, у них несколько режущих кромок. Следовательно, фрезерная обработка теоретически представляет собой процесс «прерывистого резания».
Вы также должны знать основные и второстепенные движения. Основным движением всегда является вращательное движение, тогда как второстепенным движением является линейное движение, то есть скорость подачи. Это говорит о том, что при токарной обработке с ЧПУ основное движение совершается в детали, а вторичное — в инструменте. При фрезеровании с ЧПУ основное движение приходится на инструмент, а вторичное — на деталь!
Подходит ли моя деталь для токарной обработки с ЧПУ?
Основываясь на приведенной выше информации, вы можете легко понять применимость токарной и фрезерной обработки, учитывая геометрию и особенности вашей детали. Когда дело доходит до вращающихся деталей, вы выбираете токарную обработку. Если речь идет о призматических деталях с несколькими функциями фрезерования, вы выбираете фрезерование.
Когда дело доходит до вращающихся деталей, вы выбираете токарную обработку. Если речь идет о призматических деталях с несколькими функциями фрезерования, вы выбираете фрезерование.
Тем не менее, если ваш механический цех оснащен дополнительными устройствами, такими как индексаторы или поворотные столы для фрезерования, или третья ось (ось С) для токарной обработки с ЧПУ, вы можете выполнять фрезерные операции на токарных станках (с «живыми» инструментами) и токарные работы на фрезерных станках с ЧПУ. Однако дополнительное оборудование имеет свою стоимость, и она должна быть оправдана стоимостью производимой вами продукции
При обработке с ЧПУ производительность и успех зависят не только от правильного выбора станка, но и от других факторов, таких как подходящие инструменты, условия удержания заготовки и резания. Недостаточно знать, какая деталь лучше подходит для того или иного типа обработки. Вы всегда должны быть уверены в некоторых дополнительных условиях, которые необходимо выполнить, чтобы обеспечить наилучший возможный результат.
Давайте углубимся в это подробнее.
В целом, независимо от того, какое у вас оборудование или какую обработку вы должны выполнять, есть несколько общих советов и указаний, которые вы должны иметь в виду. Например, всегда следует проверять тип охлаждающей жидкости и условия резания; также вы должны знать материал заготовки и его свойства, чтобы обеспечить наилучший результат и точность вашей механической обработки; это потому, что разные материалы с разными свойствами ведут себя по-разному при механической обработке.
Кроме того, имейте в виду, что стабильность и мощность вашего станка являются ключевыми факторами, влияющими на точность и производительность вашего производственного процесса, независимо от того, работаете ли вы на фрезерном или токарном станке. Крайне важно знать возможности ваших станков с точки зрения стабильности и мощности — так, как они определены в технических характеристиках производителя, — чтобы вы могли судить о том, насколько сложную работу они могут выполнять, в основном с точки зрения высокоскоростной обработки, различных видов обработки. материалы для резки и т. д.
материалы для резки и т. д.
Важным вопросом всегда будет конфигурация вашего оборудования, учитывая любые его технологические ограничения. Вообще говоря, чем проще ваше оборудование, тем меньше работы оно может выполнять.
Если вы все еще не уверены, какую из деталей лучше всего изготавливать: токарную или фрезерную с ЧПУ, вы всегда можете связаться с нами по телефону , чтобы связаться и получить ответы на свои вопросы.
Токарные станки с ЧПУ
Наиболее ответственные компоненты токарного станка
Вы когда-нибудь видели типичный токарный станок с ЧПУ? Несколько компонентов составляют его систему, и каждый из них по-своему способствует эффективности работы.
Однако шесть из них являются наиболее важными:
- Станина станка
- Передняя бабка
- Редуктор подачи или редуктор «Нортон»
- Каретка
- Задняя бабка
- Чак
Давайте рассмотрим их один за другим.
Станина станка
Станина станка является основным корпусом станка. На него крепятся и крепятся все остальные основные узлы. Обычно он изготавливается из чугуна из-за высокой прочности на сжатие и хороших смазывающих свойств этого сплава. Станина машины изготовлена методом литья и закреплена на площади пола. Направляющие, расположенные на станине станка, обеспечивают плавное и точное линейное движение каретки и задней бабки на станине.
Источник фото: https://www.indiamart.com/proddetail/lathe-machine-bed-6812673873.html
Передняя бабка
Передняя бабка содержит привод для вращения шпинделя, который, в свою очередь, вращает заготовку. Передняя бабка находится на левой верхней стороне. Передняя бабка содержит редуктор и шпиндель. Внешняя часть передней бабки содержит регулятор скорости и связанные с ним модули.
Источник фото: https://www.quora.com/What-is-a-lathe-headstock
Редуктор подачи или редуктор «Нортон»
Редуктор подачи содержит систему, отвечающую за регулировку и обслуживание линейная скорость режущего инструмента по отношению к шпинделю заготовки. Он состоит из контроллера подачи и ходового винта, который вращается с нужной скоростью для получения желаемой скорости подачи.
Он состоит из контроллера подачи и ходового винта, который вращается с нужной скоростью для получения желаемой скорости подачи.
Источник фото: https://www.pinterest.com/pin/598626975464894518/
Каретка
Каретка приводится в движение ходовым винтом и, таким образом, следует скорости подачи, регулируемой коробкой передач Norton. Поперечные салазки подаются в направлении, перпендикулярном движению каретки. Перемещая каретку, инструмент можно подавать параллельно рабочей оси для выполнения прямолинейного точения. Перемещая поперечный салазок, инструмент можно подавать радиально в заготовку для выполнения торцевых, токарных или отрезных операций. Режущий инструмент удерживается в инструментальной стойке, прикрепленной к поперечным салазкам, которые монтируются на каретке. Каретка скользит по направляющим скольжения токарного станка для подачи инструмента параллельно оси вращения с большой точностью для обеспечения параллельности относительно оси шпинделя. Направляющие встроены в станину токарного станка, образуя жесткую раму станка.
Направляющие встроены в станину токарного станка, образуя жесткую раму станка.
Источник фото: http://www.lathes.co.uk/wabeco/page8.html
Задняя бабка
Задняя бабка размещается на противоположной стороне передней бабки, в центре которой устанавливается опора для свободного конца заготовки, чтобы уравновесить ее. Помимо центрирования, которое является основной функцией задней бабки, сверление также выполняется с использованием центровочных сверл и обычных сверл, которые прикреплены к задней бабке.
Источник фото: https://www.haascnc.com/productivity/workholding/mt6.html
Патрон
Патрон используется для зажима и удержания заготовки. Он закреплен на шпинделе, вращающем патрон и заготовку. Типичные токарные патроны могут состоять из трех четырех или пяти кулачков в зависимости от требований обработки, стандартной геометрии деталей и требуемых усилий зажима.
Источник фото: https://www.haascnc.com/service/troubleshooting-and-how-to/troubleshooting/hydraulic-chuck-troubleshooting-guide. html
html
Типы токарных станков с ЧПУ
На рынке представлен широкий выбор токарных станков с ЧПУ. Обычно доступные токарные центры с ЧПУ классифицируются по количеству их рабочих осей и ориентации их шпинделя.
Типы токарных станков с ЧПУ по количеству рабочих осей
По количеству рабочих осей различают следующие типы:
- 2-осевые токарные станки с ЧПУ . Это самые простые токарные станки с ЧПУ, которые могут выполнять типичные операции обработки, такие как обработка внутреннего/внешнего диаметра, торцевание, сверление и нарезание резьбы.
- 3-осевые токарные станки с ЧПУ . Они оснащены осью X, осью Z и одной осью вращения, так называемой осью «С».
- 4-осевые токарные станки с ЧПУ . В дополнение к оси X, оси Z и оси «С», они оснащены осью «Y», что позволяет им выполнять операции обработки «вне центра», необходимые для сложных компонентов.
- 5-осевые токарные станки с ЧПУ .
 Помимо упомянутых выше 4-х осей, они оснащены дополнительной револьверной головкой, позволяющей работать одновременно двум режущим инструментам.
Помимо упомянутых выше 4-х осей, они оснащены дополнительной револьверной головкой, позволяющей работать одновременно двум режущим инструментам.
Типы токарных центров с ЧПУ в зависимости от ориентации шпинделя
Что касается ориентации шпинделя токарного станка, на рынке существует два типа токарных центров с ЧПУ: вертикальные и горизонтальные.
- Вертикальные токарные станки с ЧПУ . Шпиндель расположен перпендикулярно столу станка. Стол станка поворотный и имеет большой диаметр для размещения крупногабаритных деталей.
- Горизонтальные токарные станки с ЧПУ . Этот тип является наиболее распространенным типом токарных обрабатывающих центров с ЧПУ. Деталь обычно зажимается в патроне, который вращается, в то время как инструмент выполняет линейное движение, приводящее к подаче на один оборот детали.
Режущие инструменты для токарной обработки с ЧПУ
На рынке представлен широкий выбор конструкционных материалов, поэтому вполне разумно, что существует также широкий спектр материалов, из которых изготавливаются режущие инструменты.
Когда вам нужно выбрать материал для вашего режущего инструмента, никогда не забывайте, что во время обработки режущий инструмент подвергается воздействию высоких температур, высоких контактных напряжений и высоких сил сдвига. Материал режущего инструмента следует выбирать на основе материала, который будет обрабатываться режущим инструментом.
Вашей главной целью должно быть сохранение твердости и прочности инструмента, особенно при повышенных температурах. Это, скорее всего, приведет к получению обработанных деталей с высококачественными поверхностями. Однако на конечный результат влияют и другие факторы, такие как условия резания и обрабатываемый материал, которые являются решающими факторами успеха.
Критические условия резания. Чтобы поддерживать стабильность обработки и максимально снизить скорость износа инструмента, настоятельно рекомендуется устанавливать режимы резания в соответствии с техническими справочниками и рекомендованными спецификациями производителя инструмента. Правильная настройка режимов резания также приведет к увеличению срока службы инструмента и, следовательно, к снижению затрат на замену инструмента.
Правильная настройка режимов резания также приведет к увеличению срока службы инструмента и, следовательно, к снижению затрат на замену инструмента.
Другими важными факторами, которые следует учитывать при выборе материала режущего инструмента, являются его износостойкость и химическая стойкость. Очевидно, что чем выше износостойкость, тем дольше срок службы инструмента. Что касается химической стабильности инструмента, чем она выше, тем лучше предотвращается неблагоприятная реакция, которая может ускорить износ инструмента.
Наиболее часто используемыми материалами режущего инструмента для токарной обработки с ЧПУ являются карбиды, керамика и инструменты с покрытием. Эти режущие инструменты доступны в виде режущих пластин со стандартной геометрией, как показано на следующем рисунке.
Выбор геометрии зависит от приложения.
Другим фактором, играющим решающую роль, являются держатели инструментов. Режущие пластины определенной геометрии поставляются со специальными держателями инструментов. Чтобы сохранить эффективность и стабильность резания, вы должны выбрать правильную оправку в зависимости от геометрии пластины. Правильный выбор держателя также продлевает срок службы инструмента.
Чтобы сохранить эффективность и стабильность резания, вы должны выбрать правильную оправку в зависимости от геометрии пластины. Правильный выбор держателя также продлевает срок службы инструмента.
На рисунке ниже вы можете видеть узел между держателем инструмента и соответствующей режущей пластиной. В левой части рисунка видна особая геометрия резцедержателя, куда должна быть установлена пластина. В центре рисунка вы можете видеть полную сборку держателя инструмента. С правой стороны вы можете увидеть тип геометрии режущей пластины, соответствующий держателю инструмента.
Услуги токарной обработки с ЧПУ
Как и ожидалось, на рынке существует довольно много станков с ЧПУ, предоставляющих услуги токарной обработки. Не все из них одинаково хороши или опытны в своей работе.
Ниже приведены основные качества, на которые следует обращать внимание при выборе партнера по токарной обработке с ЧПУ.
Опыт имеет значение! Только мастерские с ЧПУ с большим опытом работы могут предложить разнообразные решения, используя представленные выше технологии. Более того, технологии быстро развиваются; таким образом, станочные цеха с ЧПУ должны быть готовы идти в ногу с технологическими достижениями и внедрять их в свою работу, когда это необходимо.
Более того, технологии быстро развиваются; таким образом, станочные цеха с ЧПУ должны быть готовы идти в ногу с технологическими достижениями и внедрять их в свою работу, когда это необходимо.
Помимо поставки полных и высококачественных обработанных деталей, выбранный вами цех станков с ЧПУ должен дополнительно предоставлять дополнительные вспомогательные услуги, такие как полировка, пескоструйная обработка, анодирование, стерилизация, лазерная маркировка, сборка, быстрая своевременная доставка продукции, и т.д.
Режущие инструменты играют решающую роль в токарной обработке с ЧПУ. Другими словами, имейте в виду, что выбранный вами поставщик токарных станков с ЧПУ должен иметь подходящие инструменты для обеспечения высококачественной токарной работы. Всегда полезно обсудить с вашим партнером материалы и методы, которые он собирается внедрить, чтобы вы лучше понимали его общие знания, опыт и ресурсы для выполнения вашей работы в соответствии с ожидаемыми стандартами.
Многие станочные цеха с ЧПУ оснащены системами ERP (планирование ресурсов предприятия), онлайн-мониторингом и полным контролем производства и партий. Эти ресурсы свидетельствуют о хорошем управлении их внутренними операциями, гарантирующем соблюдение правильных процессов и сводящем к минимуму риски, связанные с качеством ваших деталей с ЧПУ.
Эти ресурсы свидетельствуют о хорошем управлении их внутренними операциями, гарантирующем соблюдение правильных процессов и сводящем к минимуму риски, связанные с качеством ваших деталей с ЧПУ.
Использование и применение
Токарная обработка с ЧПУ используется при обработке вращающихся деталей. Сюда входят детали с функциями фрезерования при условии, что ваш токарный станок с ЧПУ поддерживает третью ось.
Типичный список деталей, которые можно изготовить с помощью токарной обработки с ЧПУ, выглядит следующим образом:
- Валы различной длины и диаметра
- Шкивы
- Резьбовые стержни
- Оружейные стволы
- Распределительные валы
- Коленчатые валы
Преимущества
Независимо от того, какую деталь вы хотите изготовить с помощью токарной обработки с ЧПУ, вы можете рассчитывать на получение стандартных преимуществ. Давайте посмотрим их один за другим.
Повышение производительности и высокая точность
Токарная обработка с ЧПУ предполагает одновременное вращательное движение детали и линейное движение инструмента. Благодаря этой синергии движений токарный станок является очень производительным станком. Кроме того, благодаря очень высокой стабильности токарных станков с ЧПУ достигается очень высокая точность.
Благодаря этой синергии движений токарный станок является очень производительным станком. Кроме того, благодаря очень высокой стабильности токарных станков с ЧПУ достигается очень высокая точность.
Сокращение брака благодаря автоматизации
Как и в любом процессе обработки с ЧПУ, оператор несет ответственность за установку задания и обеспечение безошибочной и продуктивной программы ЧПУ. Операторы не участвуют и не вмешиваются в производственный процесс. Это, в свою очередь, исключает человеческие ошибки и, таким образом, значительно сокращает брак материала.
Сокращение времени простоя
Время простоя включает смену инструмента, настройку и ориентацию детали, а также движения ускоренного хода. Благодаря автоматизации, реализованной в технологии ЧПУ, время простоя значительно сокращается.
Безопасность труда
Благодаря полностью автоматизированной производственной среде при токарной обработке с ЧПУ оператор держится на расстоянии от рабочей зоны и физически не участвует в производственном процессе.
Руководство по токарному станку с ЧПУ | Разница между токарным центром с ЧПУ и токарными станками с ЧПУ
Руководство по токарному станку с ЧПУ | Разница между токарным станком с ЧПУ и токарным станком с ЧПУ- Главная
- Новости
- Руководство по токарному центру с ЧПУ Разница между токарным центром с ЧПУ и токарными станками с ЧПУ
- Тег новостей
- Мы представляем, что такое нарезание резьбы и его инструмент, узнаем о программировании нарезания резьбы на токарном станке с ЧПУ и о том, как нарезать резьбу на токарном станке, а также о разнице между нарезанием резьбы и нарезанием резьбы.
2019/9/17 18:00:23
Чтобы решить проблемы, связанные с закрытием традиционных систем ЧПУ и промышленным производством прикладного программного обеспечения для ЧПУ, в последние годы сетевое оборудование с ЧПУ стало новым направлением, таким как токарные станки с ЧПУ.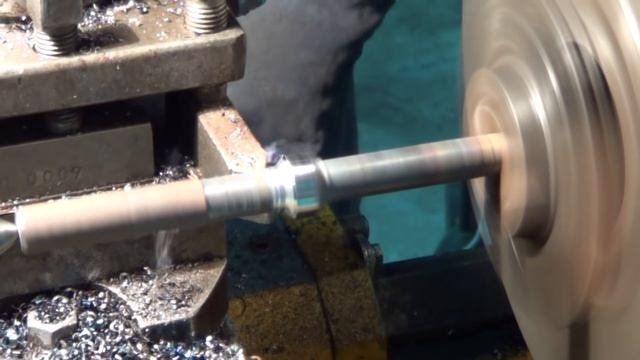 В чем разница между ними по сравнению с токарными станками с ЧПУ, которые обычно используются для изготовления деталей токарных станков? Здесь dajinprecision.com представляет токарный станок с ЧПУ . Основы с его уникальными характеристиками отличаются от токарных станков с ЧПУ.
В чем разница между ними по сравнению с токарными станками с ЧПУ, которые обычно используются для изготовления деталей токарных станков? Здесь dajinprecision.com представляет токарный станок с ЧПУ . Основы с его уникальными характеристиками отличаются от токарных станков с ЧПУ.
Токарный центр с ЧПУ Руководство – Что такое токарный центр с ЧПУ
Токарный центр с ЧПУ (ЧПУ) Токарный центр обычно относится к станкам с компьютерным управлением, которые основаны на токарном станке и расширяют функции силового фрезерования, сверления, растачивания, и вспомогательный вал на следующем уровне, так что токарные детали необходимо обрабатывать дважды и трижды в токарном центре. Токарные центры с ЧПУ часто оснащаются 3-, 4- или 5-осевыми и приводными инструментами с приводной поворотной револьверной головкой, вспомогательным шпинделем (двойным шпинделем), осью Y и несколькими револьверными головками для реализации более универсальных возможностей. Обычно они имеют наклонную станину с полным корпусом станка, чтобы удерживать стружку и брызги охлаждающей жидкости внутри токарного центра. Токарные станки с ЧПУ можно разделить на два типа: горизонтальные и вертикальные. Горизонтальный токарный центр является более распространенным, при этом шпиндель ориентирован горизонтально, режущие инструменты устанавливаются со стороны резцедержателя и режут поперек заготовки. Вертикальный центр поворота в основном такой же, как и горизонтальный центр поворота, за исключением того, что он перевернут.
Обычно они имеют наклонную станину с полным корпусом станка, чтобы удерживать стружку и брызги охлаждающей жидкости внутри токарного центра. Токарные станки с ЧПУ можно разделить на два типа: горизонтальные и вертикальные. Горизонтальный токарный центр является более распространенным, при этом шпиндель ориентирован горизонтально, режущие инструменты устанавливаются со стороны резцедержателя и режут поперек заготовки. Вертикальный центр поворота в основном такой же, как и горизонтальный центр поворота, за исключением того, что он перевернут.
Токарный центр представляет собой разновидность составного токарного станка, который может значительно сократить время обработки без повторного зажима, чтобы соответствовать требованиям повышения точности обработки. Это автоматический станок с высокой точностью и эффективностью. Оснащенный многоосевой револьверной головкой или револьверной головкой с электроинструментом, он имеет широкий диапазон производительности обработки.
Руководство по токарным центрам с ЧПУ. Для чего используются токарные центры с ЧПУ?
Для чего используются токарные центры с ЧПУ?
Токарные станки с ЧПУ могут использоваться для обработки круглых металлических деталей, стержней, труб, шестерен и т. д., выполнять определенные операции, такие как токарная обработка, торцовка, фрезерование, нарезание резьбы, накатка, сверление, растачивание, развертывание и нарезание резьбы, для создания в форме Токарные детали с ЧПУ . Многозадачность является заметной особенностью токарного центра с ЧПУ, с его помощью можно обрабатывать материалы почти всех поверхностей, таких как внутренняя и внешняя круговая поверхность, торец, канавка, спиральная канавка на внутренней и внешней окружности и торце, осевое отверстие и радиальное отверстие. на невращающейся осевой линии и т. д.
Токарные станки с ЧПУ применяются практически во всех отраслях промышленности для резки металла или пластика, будь то автомобильная, аэрокосмическая, сельскохозяйственная, электротехническая, медицинская или другие.
Чем отличаются токарные центры с ЧПУ от токарных станков с ЧПУ?
Объект обработки .
 Токарные станки с ЧПУ обычно обрабатывают материалы, которые могут вращаться на 360 °, такие как цилиндр, конус и так далее. Обрабатываемый объект токарного центра с ЧПУ, как правило, представляет собой коробчатые детали, такие как двигатель, корпус компьютера, панель мобильного телефона и т. д.
Токарные станки с ЧПУ обычно обрабатывают материалы, которые могут вращаться на 360 °, такие как цилиндр, конус и так далее. Обрабатываемый объект токарного центра с ЧПУ, как правило, представляет собой коробчатые детали, такие как двигатель, корпус компьютера, панель мобильного телефона и т. д.Вращение . На токарном станке с ЧПУ обрабатываемые детали вращаются шпинделем, а на токарном центре режущие инструменты совершают вращательное движение.
Инструменты . Токарные станки с ЧПУ обычно имеют 4 или 8 режущих инструментов, а токарный центр представляет собой станок с ЧПУ, оснащенный системой инструментов, которая может автоматически менять инструмент и выполнять многопроцессорную обработку после одного зажима заготовки.
Функции . Процесс токарных станков с ЧПУ обычно выполняется поэтапно, то есть один за другим. Токарный центр с ЧПУ, который объединяет фрезерование, развертывание, сверление, растачивание, расширение и нарезание резьбы, выполняет все процедуры обработки в одном зажиме.

Количество осей . Станки с ЧПУ обычно имеют только 2-3 оси, тогда как токарные центры имеют более 3-х осей, даже могут быть оснащены 6-ю осями.
Эффективность . Токарные центры с ЧПУ более склонны производить эффективные токарные детали и, как правило, производят больше деталей, чем токарный станок с ЧПУ каждый день.
Стоимость . Поскольку токарные центры с ЧПУ имеют более высокую эффективность и позволяют производить большее количество продукции, они, как правило, дороже, чем токарные станки. Но разницу в цене можно компенсировать прибылью, которую приносит дополнительное производство и более высокая эффективность.
Пред. Назад Список продуктов Следующий
МЫ ХОТИМ ПОЛУЧИТЬ ОТ ВАС
DAJIN предоставляет токарные услуги отличного качества, прецизионные токарные детали, предлагая профессиональные услуги по механической обработке по конкурентоспособной цене и своевременную доставку. Благодаря нашим обширным возможностям обработки мы производим самые сложные детали для прецизионной обработки, охватывающие все отрасли, особенно в массовом производстве в автомобильной промышленности.
Благодаря нашим обширным возможностям обработки мы производим самые сложные детали для прецизионной обработки, охватывающие все отрасли, особенно в массовом производстве в автомобильной промышленности.
Чем отличается токарный центр от обрабатывающего центра?
В чем разница между токарным центром и обрабатывающим центром?
Токарные центры выполняют операции с вращением шпинделя, в то время как обрабатывающий центр выполняет операции токарного типа.
Motor City Spindle Repair имеет большой опыт в ремонте шпинделя токарного центра, и мы уверены, что сможем отремонтировать ваш токарный шпиндель на любом станке. Мы восстанавливаем различные марки и модели высококачественных шпинделей, включая Mazak, DMG Mori Seiki, Okuma, Enshu, Fuji, MAG, Comau, Kessler, Weiss, GMN и многие другие.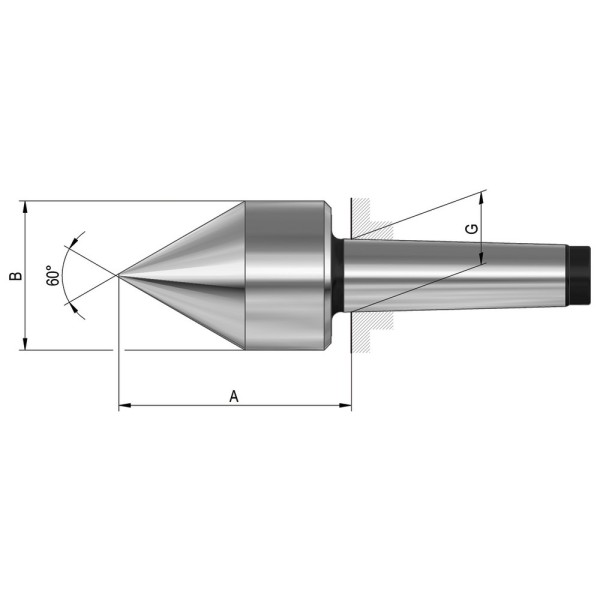 Наш опыт сосредоточен на восстановлении мотор-шпинделей для горизонтальных обрабатывающих центров, вертикальных обрабатывающих центров и токарных центров.
Наш опыт сосредоточен на восстановлении мотор-шпинделей для горизонтальных обрабатывающих центров, вертикальных обрабатывающих центров и токарных центров.
Мы можем предложить эти услуги в экстренных случаях в течение одного-трех дней и со стандартным временем выполнения от одной до двух недель.
Чтобы узнать больше, позвоните нам по телефону (734) 261-8600 или напишите нам по адресу [email protected].
Более 157 лет опыта работы в нашем шпиндельном цехе, обслуживающем крупнейшие корпорации США
Аэрокосмическая промышленность
Автомобильная промышленность
Сельское хозяйство
Станкостроение
и многие другие
Служба экстренного ремонта + Мы доставляем круглосуточно и без выходных.
Самый агрессивный в отрасли 1-3 недели для стандартного ремонта
Мы быстро запустим вашу машину.
Выделенный персонал, доступный круглосуточно и без выходных, поможет вам в экстренном ремонте шпинделя.
Мы предлагаем самовывоз и доставку от двери до двери в рамках наших аварийно-ремонтных служб.
Мы ремонтируем в зависимости от ваших потребностей.
Гарантированная экономия затрат, так как у нас есть собственные возможности для механической обработки и шлифования
8 техников, работающих полный рабочий день, в нашем шпиндельном цехе
Отбалансировано, испытательный запуск и сертифицирован с полной гарантией на 1 год при выполнении анализа вибрации и температуры.
Подшипники проверяются на скорость и смещение.
Все электрические компоненты тестируются, ремонтируются и при необходимости заменяются.
Динамическая и статическая балансировка шпинделей при максимальных оборотах.
Специалисты по ремонту ваших моторизованных или ременных станков:
Горизонтальные обрабатывающие центры
Вертикальные обрабатывающие центры
Токарные центры
Шлифовальные станки
Любые другие станки
Мы предлагаем следующие модификации шпинделя:
Продувка воздухом
Керамические подшипники
Новая конфигурация подшипников
Инкапсуляция обмоток двигателя
Модернизация шпиндельного вала со съемными приводными шпонками
Мы специализируемся на ремонте серводвигателей Fanuc, в том числе: серия
Типы OEM, на которых мы специализируемся:
Ремонт шпинделя Bryant
Ремонт шпинделя Dmg Mori
Ремонт шпинделя Doosan
Ремонт шпинделя Enshu
Ремонт шпинделя Ex-Cell-O
Ремонт шпинделя Fanuc Cnc
Ремонт шпинделя Felsomat
Ремонт шпинделя GMN
Ремонт шпинделя Grob Systems
Ремонт шпинделя Hardinge
Ремонт шпинделя Heller
Ремонт шпинделя Kessler
Ремонт шпинделя Kitamura
Ремонт шпинделя Mag5za 901
Ремонт шпинделя Mitsubishi
Ремонт шпинделя Mitsui Seiki
Ремонт шпинделя Mori Seiki
Ремонт шпинделя Niigata
Ремонт шпинделя NSK
Ремонт шпинделя NTC
Ремонт шпинделя Okamoto
Ремонт шпинделя OKK
Ремонт шпинделя Okuma
Ремонт шпинделя Omlat
Ремонт шпинделя Pope
Ремонт шпинделя SNK
Ремонт шпинделя Weiss
Проверьте наши блоги!
Отключение в праздничные дни КТО?
26 сентября 2022 г.

Устранение неполадок. Проблемы шпинделя
7 сентября 2022 г.
Процесс ремонта шпинделя
26 августа 2022
Женщины.0005
25 августа, 2022
Прожектор сотрудника: Питер Сеессл
23 августа, 2022
IMTS 2022
22 августа 2022
БЛОГЫ!
Больше блогов! Выбрать месяц Сентябрь 2022 Август 2022 Июль 2022 Июнь 2022 Май 2022 Февраль 2022 Январь 2022 Декабрь 2021 Ноябрь 2021 Октябрь 2021 Сентябрь 2021 Август 2021 Июль 2021 Июнь 2021 Май 2021 Апрель 2021 Март 2021 Февраль 2021 Январь 2021 2 Февраль 2020 Сентябрь 2020 Июль 2020 Август 20202020Ноябрь 2019 г. октябрь 2019 г. июнь 2019 г. Апрель 2019 г. Март 2019 г. Сентябрь 2018 г. Август 2018 г., июль 2018 г., июнь 2018 г., май 2018 г., апрель 2018 года, март 2018 г., февраль 2018 г., январь 2018 г., декабрь 2017 г., ноябрь 2017 г., октябрь 2017 г., сентябрь 2017 г. август 2017 г., июль 2017 г., июнь 2017 г. , май 2017 г. Апрель 2017 г. Март 2017 г. Февраль 2017 Январь 2017 г. Август 2016 г. Февраль 2016 г.
, май 2017 г. Апрель 2017 г. Март 2017 г. Февраль 2017 Январь 2017 г. Август 2016 г. Февраль 2016 г.
Чтобы узнать больше, позвоните нам по телефону (734) 261-8600 или напишите нам по адресу [email protected].
Более 157 лет опыта работы в нашем шпиндельном цехе, обслуживающем крупнейшие корпорации США
Авиакосмическая промышленность
Автомобильная промышленность
Сельское хозяйство
Станкостроение
и многие другие
Служба аварийного ремонта 24/7 + Доставка.
Самый агрессивный в отрасли 1-3 недели для стандартного ремонта
Мы быстро запустим вашу машину.
Выделенный персонал, доступный круглосуточно и без выходных, поможет вам в экстренном ремонте шпинделя.
Мы предлагаем самовывоз и доставку от двери до двери в рамках наших аварийно-ремонтных служб.
Мы ремонтируем в зависимости от ваших потребностей.
Гарантированная экономия затрат, так как у нас есть собственные возможности для механической обработки и шлифования
8 техников, работающих полный рабочий день, в нашем шпиндельном цехе
Отбалансировано, испытательный запуск и сертификация с полной гарантией на 1 год
Испытательный запуск шпинделей на максимальных оборотах при выполнении анализа вибрации и температуры.
Подшипники проверяются на скорость и перемещение.
Все электрические компоненты тестируются, ремонтируются и при необходимости заменяются.
Динамическая и статическая балансировка шпинделей при максимальных оборотах.
Специалисты по ремонту ваших моторизованных или ременных станков:
Горизонтальные обрабатывающие центры
Вертикальные обрабатывающие центры
Токарные центры
Шлифовальные станки
Любые другие станки
Новая конфигурация подшипника
Инкапсуляция обмоток двигателя
Модернизация шпиндельного вала со съемными приводными шпонками
Мы специализируемся на ремонте серводвигателей Fanuc, включая:
Серия i
Серия DiS
Серия ALPHA
Серия BETA
Серия ROBODRILL
Читайте наши блоги!
Отключение в праздничные дни КТО?
26 сентября, 2022
Устранение неполадок. Проблемы шпинделя
7 сентября, 2022
Процесс ремонта шпинделя
26 августа, 2022
.

В центре внимания сотрудников: Peter Seessle
23 августа 2022 г.
IMTS 2022
22 августа 2022 г.
Еще блоги!
Больше блогов! Выбрать месяц Сентябрь 2022 Август 2022 Июль 2022 Июнь 2022 Май 2022 Февраль 2022 Январь 2022 Декабрь 2021 Ноябрь 2021 Октябрь 2021 Сентябрь 2021 Август 2021 Июль 2021 Июнь 2021 Май 2021 Апрель 2021 Март 2021 Февраль 2021 Январь 2021 2 Февраль 2020 Сентябрь 2020 Июль 2020 Август 20202020Ноябрь 2019 г. Октябрь 2019 г. Июнь 2019 г. Апрель 2019 г. Март 2019 г. Сентябрь 2018 г. Август 2018 г., июль 2018 г., июнь 2018 г., май 2018 г., апрель 2018 г. Март 2018 г. Февраль 2018 г., январь 2018 г., декабрь 2017 г., ноябрь 2017 г., октябрь 2017 г., сентябрь 2017 г. август 2017 г., июль 2017 г., июнь 2017 г., май 2017 г. Апрель 2017 г. Март 2017 г. Февраль 2017 Январь 2017 г. Август 2016 г. Февраль 2016 г.Услуги по ремонту высокоскоростных шлифовальных шпинделей
Услуги по ремонту шпинделей VMC
Услуги по ремонту шпинделей Mazak ремонтной бригадой Motor City
Ремонт шпинделя Mazak. Услуги по ремонту шпинделей токарного центра ремонтной бригадой шпинделей Motor City.
Услуги по ремонту шпинделей токарного центра ремонтной бригадой шпинделей Motor City.
Enshu Services Services от команды Motor City Spindle Deport
Услуги по ремонту шпинделя Doosan от команды Motor City Spindle
Ремонт Spindle Resimpend Divendle
Spindle Motor Service. Услуги по ремонту шпинделя блока
High Speed Spindle Repair Services
Grinding Spindle Repair Services
Motorized Spindle Repair Services
Gear Driven Spindle Repair Services
Spindle Rebuilt by The Motor City Spindle Repair Team
Weiss Spindles Восстановлен ремонтной бригадой шпинделей Motor City
Ремонт шпинделей Доставка на ходу
Hermle / Kessler Услуги по ремонту шпинделей ремонтной бригадой Motor City
Услуги по ремонту шпинделей DMG Mori / Kessler от ремонтной бригады Motor City
Услуги по ремонту шпинделей токарного центра Hardinge от ремонтной бригады Motor City Бригада по ремонту шпинделей
Услуги по ремонту шпинделей ExCello / Weiss от ремонтной бригады Motor City
Услуги по ремонту шпинделей Okuma от бригады по ремонту шпинделей Motor City
Пример ремонта шпинделя GMN, восстановленного компанией Motor City Ремонт шпинделя
Услуги по ремонту шпинделя DMG Mori Seiki ремонтной бригадой Motor City
Бесплатная оценка ремонта шпинделя 9005 Пример шпинделя 9 вентилятора 5 Мотор, восстановленный в Motor City Spindle Repair
Пример шпинделя, восстановленного и испытанного в Motor City Spindle Repair
NTC Услуги по ремонту шпинделя ремонтной бригадой Motor City
Услуги по ремонту шпинделей Comau / Kessler ремонтной бригадой Motor City
Пример ремонта шпинделя Kira, восстановленного ремонтной бригадой Motor City
Услуги по ремонту шпинделей токарного центра Fuji ремонтной бригадой Motor City
Пример ремонта и восстановления шпинделя обрабатывающего центра компанией Motor City Spindle Repair
Более 100 лет опыта в нашем шпиндельном цехе
Аварийный ремонт шпинделя
Пример ремонта шпинделя Hermle, восстановленного Motor City Ремонт шпинделя
Пример ремонта шпинделя Hessapp, восстановленного Motor City Ремонт шпинделя
Пример ремонта шпинделя OK1 Ремонт шпинделя Motor CityПример шпинделя обрабатывающего центра Kessler, ремонт шпинделя на дому у Motor City Ремонт шпинделя
Обрабатывающий центр или токарный центр? Сравнение и введение
Сегодня токарные и обрабатывающие центры совместно выполняют большинство задач по производству высокоточных компонентов. Они оба могут выполнять сложные 3D-дизайны на заготовках и обеспечивать превосходную чистоту поверхности изготовленных деталей. Нельзя отрицать, что без этих станков невозможно строительство большинства оборудования в определенных областях, таких как аэрокосмическая промышленность, медицинская промышленность, автомобилестроение, военная промышленность и т.д.
Они оба могут выполнять сложные 3D-дизайны на заготовках и обеспечивать превосходную чистоту поверхности изготовленных деталей. Нельзя отрицать, что без этих станков невозможно строительство большинства оборудования в определенных областях, таких как аэрокосмическая промышленность, медицинская промышленность, автомобилестроение, военная промышленность и т.д.
Станки в современной обрабатывающей промышленности
По мере развития технологий тяжелое машиностроение в разных отраслях в определенной степени эволюционировало, что привело к увеличению спроса на высокоточные компоненты с малыми допусками. Чтобы удовлетворить такой спрос, должно повышаться и качество процесса обработки, а это означает необходимость вкладывать больше ресурсов в разработку высокоточных станков. В настоящее время наиболее часто используемыми станками являются токарные станки и обрабатывающие центры.
Токарный центр или обрабатывающий центр
Сегодня токарные и обрабатывающие центры совместно выполняют большинство задач по производству высокоточных компонентов. Они оба могут выполнять сложные 3D-дизайны на заготовках и обеспечивать превосходную чистоту поверхности изготовленных деталей. Нельзя отрицать, что без этих станков невозможно строительство большинства оборудования в определенных областях, таких как аэрокосмическая промышленность, медицинская промышленность, автомобилестроение, военная промышленность и т.д.
Они оба могут выполнять сложные 3D-дизайны на заготовках и обеспечивать превосходную чистоту поверхности изготовленных деталей. Нельзя отрицать, что без этих станков невозможно строительство большинства оборудования в определенных областях, таких как аэрокосмическая промышленность, медицинская промышленность, автомобилестроение, военная промышленность и т.д.
Несмотря на то, что токарный центр и обрабатывающий центр обычно называют взаимозаменяемыми, каждый из них имеет свои достоинства, которые отличают их друг от друга. Так чем же они отличаются? В следующих разделах мы ответим на этот вопрос с точки зрения конфигурации, принципа работы, плюсов и минусов и применения этих двух машин. Тем не менее, мы будем уделять больше внимания токарным центрам. А теперь давайте не будем больше колебаться и сразу же погрузимся в этот чудесный мир машин!
Что такое токарный центр?
Токарный центр также известен как токарный станок с ЧПУ или токарный станок с ЧПУ. Вообще говоря, этот тип станка имеет базовую структуру, идентичную обычному токарному станку. Изначально они были предназначены для обработки цилиндрических деталей; тем не менее, с помощью электроинструментов, таких как револьверные головки и вторичные шпиндели, им предоставляется возможность обрабатывать детали практически любой формы, если ось объекта симметрична.
Изначально они были предназначены для обработки цилиндрических деталей; тем не менее, с помощью электроинструментов, таких как револьверные головки и вторичные шпиндели, им предоставляется возможность обрабатывать детали практически любой формы, если ось объекта симметрична.
Токарный центр и обрабатывающий центр — принцип работы
По сути, токарный станок с ЧПУ обрабатывает заготовку, удаляя ненужные части с ее поверхности. При этом машина создает на детали контуры, кривые, профили и трехмерные формы. Одно из основных различий между токарным станком и обрабатывающим центром заключается в том, как они режут заготовки. Токарный станок вращает (точит) заготовку на высоких скоростях и режет ее, продвигая неподвижный режущий инструмент по ее поверхности. Напротив, обрабатывающий центр обычно режет деталь, продвигая вращающийся режущий инструмент в зажатую деталь.
Однако, учитывая, что эти станки очень продвинуты, а наборы вспомогательных электроинструментов оборудуют станок все большими и большими возможностями обработки, токарный центр может выполнять не только токарную обработку, но и фрезерование, шлифование, накатку и многое другое. То же самое и с обрабатывающим центром; современный обрабатывающий центр с ЧПУ может выполнять фрезерование, сверление, токарную обработку и т. д. за один цикл. Лучший способ отличить токарный центр от обрабатывающего центра, вероятно, заключается в процессе обработки, поскольку токарная обработка является основной мерой для токарного станка при резке заготовок.
То же самое и с обрабатывающим центром; современный обрабатывающий центр с ЧПУ может выполнять фрезерование, сверление, токарную обработку и т. д. за один цикл. Лучший способ отличить токарный центр от обрабатывающего центра, вероятно, заключается в процессе обработки, поскольку токарная обработка является основной мерой для токарного станка при резке заготовок.
:: Подробнее: Токарно-фрезерный станок с ЧПУ позволяет выполнять токарную обработку под любым углом!
Токарный центр по сравнению с обрабатывающим центром – конфигурация
Обычный токарный станок имеет горизонтальную конфигурацию. Он имеет шпиндель, а также заготовку, расположенную параллельно полу. Шпиндель установлен на передней бабке лицом к задней бабке, расположенной на другом конце рабочего стола. С другой стороны, обрабатывающий центр, как правило, имеет вертикальный стиль. Он имеет систему удержания заготовки, установленную на основании станка, и режущий инструмент, нависающий над рабочим столом для обработки заготовки сверху.
Опять же, эти современные станки с ЧПУ обычно имеют возможность многоосевой обработки, что позволяет им резать заготовку под разными углами и в разных направлениях. Чтобы объединить все функции в одном станке, стиль токарного и обрабатывающего центра превратился в камеру, похожую на кабину, где находятся все электроинструменты. Поскольку токарный центр повторяет базовую конструкцию токарного станка, станок может быть немного больше по длине по сравнению с обрабатывающим центром.
Токарный центр Плюсы и минусы
Токарный станок с ЧПУ может выполнять запрограммированные операции фрезерования и токарной обработки. Этот тип станка представляет собой сложный запрограммированный токарный инструмент, который может выполнять ряд сложных задач по резанию и сокращать время цикла в относительно более низком ценовом диапазоне. Как упоминалось ранее, токарный центр обычно имеет базовую конструкцию, аналогичную обычному токарному станку. Тип заготовки, которую он может обрабатывать, более ограничен. Обрабатывающий центр может обрабатывать не только симметричные объекты, но и объекты более сложной формы.
Обрабатывающий центр может обрабатывать не только симметричные объекты, но и объекты более сложной формы.
Вспомогательные принадлежности Сделайте токарный центр мощным
Благодаря мощной револьверной головке токарный центр с ЧПУ может не только выполнять токарную обработку, но также выполнять фрезерные и многозадачные задачи обработки, которые ранее можно было выполнять только на обрабатывающем центре. На заводе по сборке токарных станков многие револьверные головки приводятся в действие одним двигателем с функцией сервопривода, что может обеспечить наилучшие результаты резки и снизить энергопотребление. В то же время они также могут обеспечить высокую жесткость заготовки и идеальную режущую способность.
Помимо револьверных головок, инструментальные магазины и автоматические устройства смены инструмента также являются самыми продаваемыми продуктами тайваньских поставщиков принадлежностей для станков, поскольку их рентабельность выше, чем у мировых конкурентов.