Характеристики токарный станок 16к20: Токарный станок 16К20: технические характеристики, схемы, работа
alexxlab | 12.02.2020 | 0 | Токарный
Токарный станок 16К20: технические характеристики, схемы, работа
Предшественниками токарного станка 16к20, выпускаемого советскими машиностроителями, был ряд токарно-винторезных станков, оснащенных шестеренчатой коробкой перемены передач. Эти металлорежущие машины носили наименования от ДИП-200 до ДИП-500. Аббревиатура названий говорила о стремлении руководства, поддерживая лозунг 1-й пятилетки догнать и перегнать лидеров капитализма.
Число, следующие за буквенной частью названия соответствовало высоте центров станка относительно станины в мм. Станки с такими наименованиями выпускались с 32 по 37 год прошлого века. Смена названий произошла вследствие разработки и утверждения «Единой системы условных обозначений станков» (ЕСУОС). Согласно принятому документу родоначальник поколения изменил название ДИП-200 на 1Д62. Однако устаревшее наименование до сих пор используется как обобщенное название токарных станков с высотой центров около 200 мм.
Назначение станка
В начале 70-х советский машзавод «Красный пролетарий» после нескольких модификаций моделей ДИП запустил в серию выпуск токарно-винторезного 16к20. Который в 1972 г. получил золотую медаль на международной ярмарке в Лейпциге.
Предназначаясь для проведения разнообразных токарных работ, он позволял выполнять точение различных простых и сложных поверхностей в патроне, на планшайбе и в центрах. А кроме того, растачивание, торцевание, отрезку, и нарезку всевозможной резьбы. Его конструкция получилась столь удачной, что в СССР он долго считался лучшим оборудованием своего типа. От прочих представителей токарной группы винторезные отличаются большей универсальностью.
Поэтому их применение рациональнее в мелкосерийном или штучном производстве.
Заводская маркировка и обозначения
В соответствии с ЕСУОС обозначение станка или его индекс состоит из нескольких цифр и букв. Первый символ – это номер группы. Токарному оборудованию присвоен №1. Второй обозначает разновидность или тип устройства в группе, например, 6 соответствует универсальному токарно-винторезному оборудованию. Далее размещается число, характеризующее важнейший размерный параметр. У токарных им является высота центров над плоскостью основания.
Буква, расположенная между первой и второй цифрой индекса, говорит о том, что модель получена путем усовершенствования ее предшественника. Расположение буквы в конце обозначения указывает на то, что эта модель является результатом модификации базовой. Литера, расположенная посередине – признак того, что это модель базовая и служит именем поколения. Таким образом, индекс 16к20 имеет базовая модель токарно-винторезного станка нового поколения «К» с высотой центров 200 мм.

Обозначение точности
По допускам работы токарное оборудование принято делить на такие категории:
- Н – нормальная точность;
- П – повышенная;
- В – высокая;
- А – особо высокая.
- С – особо точные (мастер).
Технические характеристики
- Группа точности – Н.
- Высота центров (мм) – 215.
- Ø штатного патрона – 200 либо 250 мм.
- Диапазон скоростей вращения шпиндельного вала прямого направления (об/мин) – 12,5–1,6*103. Регулировка дискретная число передач 24.
Причем как в прямом, так и в обратном направлении имеется по 2 передачи с частотой 500 и 630 об/мин. Поэтому некоторые источники говорят о 22 передачах прямого и 11 обратного направления.
- Диапазон скоростей вращения шпиндельного вала обратного направления (об/мин) – 19–1,9*10
- Интервал значений подач (мм/об): вдоль оси – 0,05–2,8; поперек 0,025–1,4.
- Диапазон шагов метрической резьбы – 0,5–112 мм.
- Диапазон шагов модульной резьбы – 0,5–112 модулей.
- Диапазон шагов дюймовой резьбы – 56–0,5 ниток/дюйм.
- Диапазон шагов питчевой резьбы – 56–0,5 питчей.

Предельные параметры
- Максимально-допустимый диаметр заготовки вида «диск», обтачиваемой над станиной – 400 мм.
- Максимальный диаметр заготовки вида «вал», обтачиваемой над суппортом – 220 мм.
- Предельная длина обтачиваемой заготовки (мм) – 710, 1000, 1400, 2000.
- Предельная длина обтачивания (мм) – 645,935, 1335, 1935.
- Ø заготовки типа «пруток» не более – 50 мм.
- Вес заготовки, фиксируемой для обработки в центрах (не более) – 460, 650, 900, 1300 кг.
- Вес болванки, фиксируемой для обработки в патроне (не более) – 200 кг.
- Сила, развиваемая узлом подачи в упоре (не более) – вдоль оси 800 кгс, поперек 460 кгс.
- Сила, развиваемая узлом подачи на резце (не более) – вдоль оси 600 кгс, поперек 360 кгс.
Конструкция станка
Основой устройства является прочная станина П-образного сечения с 2 закаленными отшлифованными направляющими сверху. Она устанавливается на тумбах в литую металлическую опору, использующуюся как корыто для эмульсии и сбора стружки. В тумбе со стороны бабки изделия располагается основной электропривод.

Габариты токарно-винторезного станка 16К20
Размеры станка: длина 2505, 2795, 3195 или 3795 мм; ширина 1190 мм; высота 1500 мм. Вес станка зависит от его длины и может быть 2,835; 3,005; 3,225 или 3,685 на 103 кг.
Основные узлы
К станине крепятся перечисленные ниже узлы и агрегаты, входящие в состав станка.
Шпиндель
Шпиндельный вал стальной со сквозным продольным отверстием, сквозь которое пропускают пруток, используемый как заготовку, или выколотку при выбивании переднего центра. Для вращения шпинделя в этом станке применяются специализированные прецизионные подшипники трения качения. Они отличаются высокой точностью изготовления и износостойкостью, поэтому не требуют периодической регулировки во время техобслуживаний в эксплуатационный период.
Смазывание опор вала происходит маслом, подающимся на них под давлением насоса. Передний конец шпиндельного вала сделан соответственно ГОСТ 12593 – с коротким центрующим конусом 1:4.

Шпиндельная бабка
Передняя бабка или бабка изделия служит для фиксации одного конца заготовки и передачи на нее вращающего момента. В ней размещаются шпиндель, переборная коробка и другие компоненты. Снаружи на ней находятся рычаги переключения переборной коробки.
Выходной вал бабки изделия через шестерни связан с редуктором подач. Последний позволяет суппорту выполнять движение подачи при помощи ходового вала при точении. Или посредством ходового винта для нарезания резьбы. Который при этом может подключаться к коробке подач без промежуточных звеньев.

Фартук
Этот агрегат необходим для передвижения суппорта с резцедержателем как вдоль, так и поперек оси вращения детали. Он преобразует вращательное движение винта в линейное смещение суппорта. Перемещать последний можно не только вручную, но и отбирая часть момента вращения от шпинделя. Фартук этого станка комплектуется устройством отключения подачи высокой точности срабатывания на упоре, не встречавшейся ранее конструкции.

Суппорт
Предназначен для удержания резцедержателя с закрепленным в нем резцом у обрабатываемой детали. Обладая несколькими степенями свободы, он может перемещаться под воздействием фартука для формирования нужного характера поверхности детали резцом. Для контроля величины перемещения узел оснащен масштабными линейками с визирными устройствами, повышающими точность и удобство считывания показаний.

Задняя бабка
Она же упорная бабка. Устанавливается на направляющих, позволяющих ей двигаться вдоль станка. Имеет конусное отверстие соосное выходному валу передней бабки. Которое позволяет установить центр для опоры второго конца болванки. Или развертку, метчик, сверло и другое подобное им для выполнения операций со стороны открытого торца заготовки.

Схема электрическая принципиальная
В электрическом оборудовании действует 3 рабочих напряжения:
- Питание двигателей –380В.
- Автоматика – 110В.
- Освещение рабочего места – 24В.
 Перечень компонентов электрооборудования станка:
Перечень компонентов электрооборудования станка:
- Р – Индикатор нагрузки Э38022 (амперметр ~20А).
- F1 – Автомат защиты по току АЕ-20-43-12.
- F2 – Автомат АЕ-20-33-10.
- F3, F4 – Е2782—6/380 – плавкая вставка в предохранитель.
- F5 – ТРН-40 – электротепловая защита.
- F6, F7 – ТРН-10 – электротепловая защита.
- Н1 – устройство предохранительное светосигнальное УПС-3.
- Н2 – НКСО1Х100/П00-09 – электросветильник с лампой С24-25.
- Н3 – КМ24-90 – коммутационная лампа.
- К1 – ПАЕ-312 – дистанционный магнитный пускатель.
- К2 – ПМЕ-012 – дистанционный пускатель.
- КЗ – РВП72-3121-00У4 – реле выдержки времени (Лимит работы электромотора главного движения без нагрузки).
- К4 – РПК-1—111 – пускатель двигателя.
- М1 – Электродвигатель главного движения 4А132 М4, номинальной мощностью 11 кВт.
- М2 – 4А71В4 – электродвигатель (ускоренное смещение суппорта).
- М3 – Помпа электрическая ПА-22 (подача эмульсии).
- М4 – 4А80А4УЗ – асинхронный электродвигатель.
- S1 – ВПК-4240 – концевой выключатель (Дверца распределительного устройства).
- S2 – ПЕ-041 – поворотный переключатель управления (деблокирующий S1).
- S3 и S4 – ПКЕ-622-2 – блок управления кнопочный.
- S5 – МП-1203 – микровыключатель.
- S6 – ВПК-2111 – концевой выключатель нажимной.
- S7 – ПЕ-011 – поворотный переключатель управления.
- S8 – ВПК-2010 концевой выключатель нажимной.
- Т – ТБСЗ-0,16 – трансформатор понижающий.


Схема органов управления токарным станком
Схема кинематическая
Чертеж на рисунке отображает механические связи между ключевыми компонентами и наглядно показывает их взаимодействие. Условные обозначения общепринятые. Под выноской рядом со звездочкой указано число заходов червяка, а над ним количество зубьев шестерни.

Принцип работы станка
Изготовление деталей на этом станке происходит методом обработки резанием. Он состоит в том, что с поверхности заготовки снимается верхний слой металла, называемый припуском. Результатом будет изделие, являющееся телом вращения необходимой формы. Для этого зафиксированную заготовку вращают, а режущей инструмент перемещают вдоль оси ее вращения, при необходимости меняя глубину резания.
Эксплуатация
Небольшое увеличение зазоров между сопряженными деталями, приводящее к снижению точности обработки, устраняется регулировкой. А значительный износ требует ремонта или замены деталей. Для сокращения изнашивания и предупреждения механических поломок при работе необходимо выполнять правила ухода за оборудованием.
Главное движение
Так как процесс резания происходит за счет энергии вращения болванки его принято называть главным движением оборудования токарной группы. Привод главного движения состоит из односкоростного асинхронного электродвигателя трехфазного тока, укомплектованного механической коробкой передач.
Движение подачи
Поступательное перемещение инструмента, обеспечивающее контакт резца с поверхностью заготовки в нужной точке, называют движением подачи. Его привод переключается в зависимости от выполняемой задачи и может быть ручной или механический за счет мощности главного привода.
Подачи и главное движение являются основными движениями оборудования токарной группы.

Продольная и поперечная подачи суппорта
Для перемещения суппорта вдоль и поперек оси вращения болванки служат соответственно продольные и поперечные салазки. Каждые из них оснащены своим направляющими и винтовым приводом. Поперечная подача позволяет менять глубину резания и в комбинации с продольной формировать необходимую поверхность детали.
Нарезание многозаходной резьбы
Подбор сменных шестерен делается также как для нарезки однозаходной резьбы. С той разницей, что для определения хода резьбы ее шаг нужно умножить на число заходов. Если привод верхних салазок суппорта не слишком изношен, деление на заходы можно сделать, установив последние параллельно оси вращения детали. После нарезки канавки первого захода резец, отведенный от металла, возвращают к ее началу. Затем отводят резец на расстояние равное шагу резьбы от первого захода. После чего начинают резать второй.
Обработка фасонных поверхностей
производство изделий со сложными поверхностями возможно несколькими способами:
- Обычными резцами при помощи чередования продольной и поперечной ручной подачи. Способ имеет низкую точность и производительность. Требует отработанной техники исполнения.
- Специальными фасонными резцами. Метод высокопроизводительный, но требует наличия нестандартных резцов.
- Обычными резцами с помощью копиров или приспособлений для круговой подачи. Метод высокопроизводительный, но требует изготовления или наличия приспособлений.

Профилактика и ремонт
Мероприятия ежедневного ухода
Перед началом работы:
- Осмотр станка.
- Смазка ходового винта и валика.
- Контроль количества масла.
- Включение с проверкой узлов без нагрузки.
Во время работы:
- Переключать подачи и передачи только после окончательной остановки движущихся узлов.
- Работая с чугуном или абразивными материалами накрывать направляющие плотной тканью.
После окончания рабочего времени: отключить электропитание, убрать стружку, протереть ветошью, смоченной в керосине, и смазать маслом открытые направляющие.

Неисправности и их устранение
| Симптомы | Причина | Метод исправления |
| Овальность детали или растачиваемого отверстия. | Биение болванки в патроне. | Расточка кулачков. |
| Люфт пиноли или непрочность крепления упорной бабки. | Регулировка или ремонт пиноли. | |
| Смещение оси отверстия. | Несоосность шпиндельного вала и задней бабки. | Регулировка. Либо ремонт с регулировкой. |
| Значительный конус цилиндрических деталей. | Несовпадение центров шпиндельного вала и упорной бабки. | Регулировка. |
| Износ направляющих суппорта или станины | Регулировка или ремонт. | |
| Нестабильность размера при торцевании. | Осевой люфт шпиндельного вала. | Замена опор вращения. |
Незначительное увеличение зазоров суппорта устраняется регулировкой клиньями в направляющих поперечных или верхних салазках, и юстировочными винтами задней направляющей продольных салазок. Затем отводя салазки на максимальное расстояние, убеждаются в плавности их перемещения. Неплотность винтового привода поперечных салазок устраняют регулировкой винтами, находящимися за площадкой резцедержателя.

Аналоги токарно-винторезного станка 16К20
Удачная конструкция 16К20 способствовала тому, что машиностроительной промышленностью СССР, а позднее и России часто выпускалось идентичное ему оборудование. Это и современники, например, 1К62, 1В62, 1К625, 1В625, 16В20, ГС526. И его преемник TRENS SN 50C выпуск, которого начался после снятия с производства 16К20.
| Наименование параметра | 16К20 | 16К20П |
|---|---|---|
| Габариты и масса станка | ||
| Габариты станка (длина x ширина x высота) РМЦ=1000 | 2795 мм х 1190 мм х 1500 мм | 2795 мм х 1190 мм х 1500 мм |
| Масса станка | 3010 кг | 3010 кг |
| Основные параметры станка | ||
| Класс точности (ГОСТ 8-82) | Н | П |
| Наибольшая масса заготовки, обрабатываемой в центрах | 460..1300 кг | 460..1300 кг |
| Наибольшая масса заготовки, обрабатываемой в патроне | 200 кг | 200 кг |
| Наибольший диаметр заготовки устанавливаемой над станиной | 400 мм | 400 мм |
| Высота оси центров над плоскими направляющими станины | 215 мм | 215 мм |
| Наибольший диаметр заготовки обрабатываемой над суппортом | 220 мм | 220 мм |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ) | 710, 1000, 1400, 2000 мм | 710, 1000 мм |
| Наибольшее расстояние от оси центров до кромки резцедержателя | 225 мм | 225 мм |
| Наибольший диаметр сверла при сверлении стальных деталей | 25 мм | 25 мм |
| Наибольшая масса заготовки, обрабатываемой в центрах | 460..1300 кг | 460..1300 кг |
| Наибольшая масса заготовки, обрабатываемой в патроне | 200 кг | 200 кг |
| Шпиндель | ||
| Диаметр отверстия в шпинделе | 52 мм | 52 мм |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе | 50 мм | 50 мм |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | 12,5..1600 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | 19..1900 |
| Количество прямых скоростей шпинделя | 22 | 22 |
| Количество обратных скоростей шпинделя | 11 | 11 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Морзе 6 |
| Диаметр фланца шпинделя | 170 мм | 170 мм |
| Наибольший крутящий момент на шпинделе | 1000 Нм | 1000 Нм |
| Суппорт. Подачи | ||
| Наибольшая длина продольного перемещения | 645, 935, 1335, 1935 мм | 645, 935 мм |
| Наибольшая длина поперечного перемещения | 300 мм | 300 мм |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | 3800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | 1900 |
| Максимально допустимая скорость перемещений при работе по у порам, мм/мин | 250 | 250 |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | 10 |
| Цена деления лимба продольного перемещения | 1 мм | 1 мм |
| Цена деления лимба поперечного перемещения | 0,05 мм | 0,05 мм |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,05..2,8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,025..1,4 |
| Количество подач продольных | 42 | 42 |
| Количество подач поперечных | 42 | 42 |
| Пределы шагов метрических резьб | 0,5..112 мм | 0,5..112 мм |
| Пределы шагов дюймовых резьб, ниток/дюйм | 56..0,5 | 56..0,5 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,5..112 |
| Пределы шагов питчевых резьб, питч диаметральный | 56..0,5 | 56..0,5 |
| Наибольшее усилие, допускаемое механизмом подач на резце — продольное | 5884 Н | 5884 Н |
| Наибольшее усилие, допускаемое механизмом подач на резце — поперечное | 3530 Н | 3530 Н |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок | 150 мм | 150 мм |
| Перемещение резцовых салазок на одно деление лимба | 0,05 мм | 0,05 мм |
| Наибольший угол поворота резцовых салазок | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок | 1° | 1° |
| Наибольшее сечение державки резца | 25 х 25 мм | 25 х 25 мм |
| Высота от опорной поверхности резца до оси центров (высота резца) | 25 мм | 25 мм |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли | 150 мм | 150 мм |
| Перемещение пиноли на одно деление лимба | 0,1 мм | 0,1 мм |
| Величина поперечного смещения корпуса бабки | ±15 мм | ±15 мм |
| Электрооборудование | ||
| Электродвигатель главного привода | 11 кВт | 11 кВт |
| Электродвигатель привода быстрых перемещений | 0,12 кВт | 0,12 кВт |
| Электродвигатель насоса СОЖ | 0,125 кВт | 0,125 кВт |
Токарный станок 16К20 технические характеристики
Токарные станки — один из самых востребованных классов оборудования в инструментальных цехах предприятий, а также в ремонтных мастерских. Модель 16к20 была очень популярна в Советском Союзе и до сих пор находит положительные отзывы потребителей. Агрегат выпускался в 70х годах прошлого века заводом Красный Пролетарий. Сегодня производство оборудования данной модели прекращено.
Назначение и функциональные возможности
Основная задача, которую решали конструкторы 16к20 — создать токарный станок с достаточно высокой степенью универсальности и возможностью выполнять нестандартный класс операций. Модель ориентирована на штучное или мелкосерийное производство. Обеспечивает получистовую и чистовую обработку деталей.
Назначение станка состоит в выполнении практически всех видов токарных работ, однако описание данного оборудования не будет полным без указания специальных возможностей. Агрегат, после присоединения дополнительных приспособлений, способен выполнять, например, торсировку квадратного профильного проката. Эта операция считается кузнечной, однако мощность и иные возможности 16к20 позволяют ему справляться с такими видами работ.
Список токарных операций, которые может выполнять станок модели 16к20, ясно показывает, что данный агрегат достаточно универсальный.
На нем можно делать:
- обточку заготовок;
- расточку;
- подрезку торцов, обработку края деталей;
- сверление отверстий разного диаметра;
- развертывание и зенкерование;
- нарезку резьбы практически всех видов (метрическая, дюймовая, модульная, питч) при помощи основных узлов оборудования, метчиком или плашкой.
Еще одна привлекательная характеристика станка 16к20 состоит в том, что можно обрабатывать детали и заготовки, как из проката горячекатаного типа, так и из холоднокатаного. Этой особенностью не могут похвастаться его предшественники.
К функциональным особенностям установки относятся:
- возможность работать с дисковыми заготовками;
- точение валов, втулок и других цилиндрических заготовок;
- обработка внутренних и наружных поверхностей деталей;
- работы по цилиндрическим, торцевым, фасонным, коническим поверхностям;
- возможность прорезать канавки;
- накатывание рифление;
- возможность производить выглаживание и раскатку поверхностей разного типа.
Характерной особенностью отличается конструкция: ее главная привлекательность в большом допустимом максимуме в центрах РМЦ и в параметре диаметра заготовки при размещении над станиной. Это позволяет работать с длинными и габаритными заготовками.
Благодаря удачной конструкции, огромному запасу прочности, характеристикам долговечности и возможности производить широкий ряд операций 16к20 породил целый модельный ряд станков, которые предлагают еще большую функциональность. Среди них есть как модификации 16к25, 16к20м и другие, так и промышленные агрегаты с ЧПУ 16к20Ф3, 16к20Т1 и другие. Для работ повышенной точности разработана отдельная версия станка мод 16к20пф1.
К основным преимуществам 16к20 перед ближайшими конкурентами и особенно предшественникам 16к2 относятся:
- органы управления и схемы блокировки, гарантирующие высокую безопасность при проведении любых операций;
- огромный уровень надежности;
- обработка заготовок и деталей с высокой точностью;
- простое техническое обслуживание;
- исключительную нагрузочную устойчивость и долговечность.
Производительность 16к20 удовлетворяет требования большинства типов производств.
Отдельно стоит отметить еще одну особенность оборудования: электрическая схема оснащена блокировками безопасности. Однако предусмотрен особый режим обслуживания и ремонта. В нем электрик может принудительно запустить схемы в работу, обходя основную защиту и проверяя работу оборудования на рабочем ходу. Это резко ускоряет ремонтные работы и гарантирует их результативность.
Технические характеристики
Так как на базе основной технической платформы 16к20 было создано множество модификаций, точные характеристики оборудования могут отличаться от приведенных в списке. Конкретный завод изготовитель может предлагать дополнительное оборудование.
Вес станка 3035 кг, размеры 2812х3200х1324 для длины, ширины, высоты соответственно. Технические параметры:
- максимальный диаметр детали для обработки при размещении над станиной — 400 мм;
- ограничение диаметра при обработке над суппортом — 220 мм;
- расстояние между центрами РМЦ, в зависимости от конструктивного исполнения — 1000/1500;
- стандарт конуса шпинделя Мозе 6, 6К по ГОСТ 12593-72;
- максимальная масса закрепляемой детали или заготовки в патроне — 300 кг;
- ограничение массы детали при обработке в центрах — 1300 кг;
- коробка передач обеспечивает 12 ступеней переключения скорости обратного вращения шпинделя;
- диапазон оборотов шпинделя в прямом направлении 12,5-2000, в обратном 19-2420;
- количество ступеней подачи в продольном, поперечном направлении — 42;
- продольная подача от 0,7 до 4,16 мм за оборот, поперечная от 0,035-2,08 мм за оборот;
- количество доступных метрических резьб — 45, дюймовых — 28, модульных — 38, питчевыех — 37, архимедовой спирали — 5.
- максимум передаваемого момента вращения — 2кНм;
- максимум смещения пиноли задней бабки — 200 мм;
- регулировка задней бабки обеспечивает смещение корпуса в поперечном направлении на 15 мм в обе стороны от оси;
- конус задней бабки — Морзе 5;
- используя при резцедержке второй резцедержатель на токарном станке можно применять до 4 резцов в одной салазке;
- перемещение салазок суппорта — до 150 мм;
- угол поворота салазок до 90 градусов;
- мощность главного привода, электродвигателя — 10 кВт;
- мощность отдельного привода быстрого смещения суппорта — 0,75/1 кВт, в зависимости от варианта исполнения;
- мощность охлаждающего насоса — 0,12 кВт.
Модель станка 16к20 обеспечивает точность обработки, соответствующую классу Н согласно ГОСТ 8-82.
Устройство и особенности конструкции
Основные узлы, конструкционные и функциональные, в станке 16к20:
- задняя бабка;
- передняя бабка шпиндельного типа;
- суппорт, приводимый в движение с помощью винтового механизма;
- станина;
- фартук.
Все основные узлы разработаны так, чтобы достигать высокие показатели производительности, безопасности проведения операций, гарантировать долговечность оборудования и значительную точность обработки. При этом разработчиками удалось обеспечить удобство обслуживания, этим же качеством отличается простая наладка и ремонтные работы.
Особенность основания станка заключается в одновременном сочетании монолитной конструкции с размещением технологических элементов и расположением емкости стружкосборника и накопителя охлаждающего состава. В конструкции шпинделя применены подшипники качения, не требующие периодического обслуживания на протяжении всего заявленного срока эксплуатации. Это дало возможность минимизировать наладочные работы. Главная из них — регулировка передней бабки.
Кинематика фартука обеспечивает особую схему выключения подачи суппорта. Это дает возможность минимизировать люфт поперечной подачи, улучшить показатели позиционирования в продольном направлении, что гарантирует общую точность останова и размещения резца. В данном узле также установлены приспособления ограждающего характера, блокировочные системы безопасности.
Конструкция суппорта предлагает широкие возможности при выполнении различных операций. При точении устройство токарно винторезного станка 16к20 обеспечивает быстрое перемещение резца благодаря отдельному двигателю подачи. Кроме этого, гарантировано высокое удобство настройки параметров узла. Для этого суппорт оснащен визирными линейками для контроля позиции салазок, как резцовых, так и поперечных.
В сравнении с конкурентами и станками-предшественниками, узлы токарного агрегата 16к20 отличаются множеством усовершенствований. В частности, изменилось инженерное решение резцедержателя. Это дало возможность фиксировать основной рабочий инструмент с большей жесткостью, использовать его виды из более широкого набора, достичь высокой стабильности положения резца при работе.
Электрическая схема
Отличительной особенностью электросхемы 16к20 является применение проверенных схемных решений и компонентов с высокой надежностью. Как гласит руководство по эксплуатации к оборудованию, использована максимально простая и понятная для обслуживания контакторная аппаратура, реле и принципиальные решения узлов. Это позволяет проводить обслуживание и ремонты с высокой эффективностью даже специалистам средней квалификации.
Все основное электрооборудование станка смонтировано в едином шкафу управления. Он расположен в задней части конструкции. Вспомогательная электроаппаратура (несколько функциональных элементов) — монтируется вне центрального шкафа.
Согласно инструкции по эксплуатации, подключение станка должно осуществляться к трехфазной сети переменного тока с напряжением 380В. При этом схемное решение подвода питания реализует глухое заземление нулевого провода или его исполнение в изоляции.
Для ввода кабеля питания в центральном электрошкафу предусмотрены технологические отводы как в нижней, так и верхней части в виде фланцев с отверстием в 3/4 дюйма. Подключение производится изолированными медными проводами сечением не менее 4 кв. мм как при схеме с глухозаземленным, так и изолированным нейтральным проводником.
Для переключения типа схемного решения в электрошкафу предусмотрен клеммный набор, где согласно инструкции нужно снять или установить перемычку для использования соответствующего варианта нейтрального проводника ввода питания.
При подключении станка нужно выполнять определенные требования. В частности, обязательно подключать оборудование к общей системе заземления цеха или мастерской. При этом показатель сопротивления между винтом заземления и любой точкой станка не должен превышать 0,1 Ом. Также, запрещается работать с открытой клеммной коробкой или дверкой центрального электрошкафа. Чтобы минимизировать такую возможность, предусмотрен отдельный механизм блокировки.
Системы безопасности электрооборудования станка 16к20 включают индикацию напряжения между вводом от автоматического УЗО и нейтральным проводом. В электрошкафу установлен световой индикатор, который горит при обнаружении нарушения. Также, запрещается прикасаться к элементам клеммного набора даже при отключенном автомате УЗО, так как отдельные его части могут находиться под напряжением.
Электрическая схема станка имеет ряд блокировочных устройств безопасности.
- При включенном вводном автомате специальный переключатель блокирует подачу питания на главный привод, если открывается дверка электрошкафа.
- Аналогичная механика срабатывает при открывании кожуха сменных шестеренок, если производится разборка или профилактика системы подачи.
Устройство контроля первой системы безопасности расположено в шкафу управления. Второго — непосредственно на корпусе коробки подач.
С соответствии со спецификацией электрической схемы, инженерам электрикам доступна наладка оборудования в рабочем режиме. Чтобы обеспечить такую возможность, предусмотрен специальный переключатель. Он обходит блокировку питания главного привода при открытой дверке электрошкафа, чтобы ответственный за настройку персонал мог измерять параметры электроаппаратуры при работающем станке.
Предусмотрена и нейтрализация человеческого фактора. Если соответствующий переключатель обхода блокировки включен, то при закрытии шкафа без его отключения приходит в действие специальный режим защиты: на двигатель не будет поступать питание.
Так как основная электрическая схема является одинаковой для всех модификаций станка, в ней предусмотрены некоторые простые методы изменения функциональности оборудования. В частности, для агрегатов с гидроприводом суппорта, можно отключить гидростанцию выниманием штепселя и установкой на его место комплектной заглушки.
Кинематическая схема
Кинематическая схема станка, приведенная в паспорте к оборудованию, дает возможность понять связи и передачу механической мощности между отдельными элементами станка. На ней указаны основные данные элементов: число зубьев шестерен и заходов червяка. Также, отдельно обозначается суппорт с механическим перемещением салазок с резцами.
Особенностью кинематики станка является четкий списочный состав подшипников, применяемых в отдельных точках конструкции. Имея паспорт оборудования на руках, можно провести ремонт своими силами, просто заказав деталь для замены, если неисправность отслеживается в том или ином узле. В инструкции по эксплуатации приведены данные о номере подшипника по ГОСТ, его габариты, а также узел где он устанавливается.
Для облегчения ориентирования, приводится условное обозначение элемента (номер) на кинематической схеме. Таблица данных разделена на группы подшипников по их базовой характеристике. Например, это может быть наружное кольцо подшипника с буртом или радиальная двухрядная конструкция с короткими цилиндрическими роликами.
Наладка и ремонт
Станок 16к20 является очень надежным и долговечным оборудованием. Однако с течением времени в ходе эксплуатации происходит износ узлов, из-за чего снижается точность обработки заготовок и общие показатели производительности. Чтобы держать параметры станка на стабильном уровне, необходимо проводить регулярное техническое обслуживание, оценочные осмотры состояния, плановые и капитальные ремонты.
Малые ремонты позволяют постоянно держать оборудование в оптимальном состоянии. В них входят процедуры осмотра и восстановления рекомендуемого производителем состояния узлов.
- Резцовая головка промывается и зачищается.
- Производится промывка и очистка шпиндельной бабки, блока подач, фартука — всех зон, где возможны значительные загрязнения. Для этого станок необходимо частично разбирать.
- Если на деталях станины, бабки, каретки, суппорта находятся забоины или царапины — поврежденный металлический элемент тщательно зачищается.
- Осматривается внешнее, оценивается техническое состояние, проверяется функциональность защитных и предохранительных устройств, рукоятей и кнопок управления.
- При заметных признаках износа, производится замена элементов регулировки натяга, у которых произошли изменения положения, фиксации или их состояние признано неудовлетворительным.
- Устраняются обнаруженные заусенцы, забои, другие повреждения на планках прижима, клиньях регулировки, шестернях и шлицах.
- Для всех узлов, где фиксация положения или регулировка параметров производится гайками, производится замена при обнаружении повреждений контактных поверхностей.
- Проводится оценка работоспособности смазочного устройства, производится промывка, при обнаружении утечек они устраняются.
Завершается малый ремонт тестовым пуском станка, выполнением токарных операций. Оценивается уровень издаваемого шума, точность обработки, степень выделения тепла, чистоты поверхности детали после проведенной операции.
В ходе малого ремонта оценивается состояние всех узлов и механизмов, составляется дефектовочная ведомость и список узлов, которые необходимо заменить при ближайшем плановом или капитальном ремонте.
Регулировка передней бабки
Особенность конструкции станка 16к20 кроется в жесткой балансировке передней бабки непосредственно во время сборки на заводе изготовителе. Позиционировать этот элемент в большинстве случаев не требуется. Однако при необходимости изменения положения передней бабки в горизонтальной плоскости, нужно:
- снять внешнюю крышку блока коробки подач;
- ослабить винты крепления передней бабки;
- отрегулировать в шпиндельном блоке при помощи специального винта позицию бабки.
- Для удобства ориентирования и повышения точности установки предусмотрены пробные порточки, показывающие параметры позиционирования функционального элемента.
При снижении крутящего момента на шпинделе — производят регулировку ременной передачи, а также проверку работы фрикционной муфты. Для этого снимают крышку шпиндельной бабки, маслораспределительный лоток и поворотом гайки осуществляют регулировку блока прямого вращения. Другая гайка отвечает за функционирование муфты обратного вращения. Точные данные по процессу выполнения работы приведены в паспорте к оборудованию.
Замена и регулировка подшипников шпинделя
Стоит особо отметить, что самостоятельную замену и регулировку подшипников делать крайне не рекомендуется. Эта операция проводится на заводе изготовителе, узел шпинделя не требует вмешательства. Но при крайней необходимости — нужно привлечь профессионалов.
Замена подшипника делается после обязательной настройки шпиндельных опор. Для этого на станке устанавливается домкрат с динамометром, к фланцу через прокладку прикладывают усилие. Смещение шпинделя измеряется аттестованным индикатором, с ценой деления не более 0,0001 мм. Его наконечник размещается на верхней части шпинделя.
При смещении на 0,001 мм должно прилагаться усилие не менее 45-50 кгс. При отклонении полученных в ходе эксперимента данных — следует обратиться к профессиональной обслуживающей организации или непосредственно на завод-изготовитель. Всегда будут даны подробные инструкции или выслан квалифицированный наладчик для проведения ремонта.
Ремонт фартука
Уровень прочности и надежности фартука станка 16к20 практически исключает появление проблем и необходимости ремонта. Требуемые регулировки производятся поворотом предусмотренных для этого гаек, при этом усилие затяжки следует контролировать динамометром, располагаемым между жестким упором и кареткой. При регулировании параметров нужно сверяться с техническими данными, приведенными в паспорте к оборудованию.
При необходимости замены маточной гайки (отрегулированной на заводе) нужно использовать специальное кондукторное приспособление и метчик. Если их нет в наличии, как и возможности приобрести, завод по запросу высылает чертежи для самостоятельного изготовления инструментария.
Как проточить кулачки
Расточка кулачков — это необходимая операция для точного позиционирования заготовки в патроне. Со временем контактные поверхности элементов изнашиваются и может наблюдаться биение детали, что особенно заметно при ее значительной длине. Расточка кулачков, благодаря характеристикам станка 16к20, может быть сделана достаточно просто:
- изготавливается кольцевая оправка, с высокой точностью внутренней поверхности;
- оправка надевается на внешнюю часть кулачков;
- в расточной ставится ромбическая пластина обратной стороной.
Станок запускается на 1500 оборотов, режущий инструмент заводится внутрь патрона и выводится на скоростной подаче 0,3мм за оборот. При такой схеме обработке достигается уровень биения конца штока 0,2-0,3 мм для заготовки длиной в 600-800 мм. Для уменьшения этого показателя прижим каждого кулачка контролируют при помощи отпечатка копирки на поверхности цилиндрической детали. Обнаруженные отклонения прижатия устраняются алмазным шлифовальным камнем.
Тех обслуживание
Проверки состояния и функциональности 16к20 проводятся с целью недопущения падения точности, а также обеспечения нормированных показателей работы оборудования. Краткий список регламентных операций:
- Наружный осмотр и устранение дефектов как станка в целом, так и отдельных узлов.
- Контроль состояния механизмов, производимый с открыванием крышек узлов.
- Проверка правильности переключения рукоятей управления коробками передач, подач, скоростей шпинделя, подач.
- Выборка люфта винта привода поперечных салазок.
- Регулировка ленточного тормоза шпинделя и фрикционной муфты главного привода.
- Подтягивание прижимных планок, клиньев в конструкции поперечных салазок резцов.
- Очистка поверхностей резцедержателя, при необходимости — зачистка царапин, забоев.
- Проверка состояния направляющих станины, каретки, зачистка задиров, забоев, царапин.
- Очистка, промывка протекторов каретки, салазок суппорта, задней бабки.
- Подтягивание или полная замена изношенных крепежных элементов, пружин.
- Проверка состояния ременных передач главного привода и механики быстрого перемещения суппорта, чистка шкивов, проверка натяжения, по необходимости ремонт и замена.
В ходе периодического технического обслуживания производятся все необходимые мелкие ремонты таких элементов, как ограждающие щиты и кожухи, системы охлаждения и смазки. Также составляется дефектационная ведомость на детали и узлы, которые необходимо заменить в ходе планового или капитального ремонта.
Инструкция по эксплуатации
Инструкция по эксплуатации станка включает полные данные о доступных регулировках параметров выполняемых операций и включена в документацию к оборудованию. Общие правила использования 16к20 включают свод требований к персоналу и особенности применения установки.
- К работе не допускается персонал без достаточной квалификации, не обладающий специальностью, не сдавший экзамен по технике безопасности проведения работ.
- При работе на станке, во избежание травматизма, должен использоваться комплект спецодежды, включающий брюки, спецовку с длинным рукавом и плотно застегиваемыми манжетами, берет и очки. Свисающие части одежды и пряди волос — запрещены.
- Нельзя близко наклоняться к зоне обработки.
- Перед тестовым пуском станка нужно проверить состояние заземления, питающего кабеля, функциональность УЗО, состояние вилки включения.
- Не допускается эксплуатация станка, если температура в помещении ниже 10 градусов Цельсия.
- Не допускается работа станка в помещениях, где воздух содержит большое количество абразивных частиц или окалины.
- При работе с чугунными деталями и заготовками (при их количестве выше 20% от общего числа назначенных в наряде на смену), чтобы избежать повышенного износа оборудования, рекомендуется смазывать трущиеся части через малые интервалы, особенно — элементы направляющих.
- Чтобы сохранить стабильность показателей точности при обработке больших партий деталей, рекомендуется проводить чистовые и черновые операции на разных экземплярах станка и не менять назначение единиц оборудования.
Если следовать требованиям по размещению и тонкостям использования оборудования — станок 16к20 способен проработать 10 лет между капитальными ремонтами, при условии его использования в 2 смены.
После окончания работ, персоналу необходимо убрать остатки стружки, грязь, следы смазки со всех поверхностей станка, привести рабочее место в надлежащее состояние.
Токарный станок 16к20: описание, характеристики, видео
Токарно-винторезный станок 16К20, выпускаемый еще во времена СССР, являлся одним из самых часто встречающихся на многих предприятиях. Причина его огромной популярности – универсальность металлорежущего оборудования и высокие эксплуатационные характеристики. С помощью данного агрегата можно производить множество различных операций. В наши дни такое оборудование и его аналоги больше не выпускаются, а приобрести можно лишь единичные б/у экземпляры по сравнительно невысокой цене.
Оглавление:
- Функции
- Технические параметры
- Особенности модели
- Устройство и станки-аналоги
- Преимущества
- Профилактика и ремонт
Назначение и список функций станка
Токарно-винторезный станок служит для обработки как простых поверхностей заготовок, так и сложных. Также он используется для нарезания резьбы. Точение торцов деталей осуществляется посредством различных метчиков, разверток, плашек, сверел, резцов или зенкеров.
Токарный станок 16К20 предоставляет возможность осуществлять обработку деталей как из холоднокатаного, так и горячекатаного проката. Несмотря на то, что характеристики агрегата не позволяют ему выполнять все функции фрезерного оборудования, на нем можно производить немало других операций.
Основными функциями, которые выполняет станок модели 16К20, являются:
- нарезка питчевой, метрической, дюймовой или модульной резьбы;
- выполнение отверстий;
- расточка заготовок;
- обточка;
- сверление осевых отверстий;
- подрезание торцов изделий;
- зенкерование;
- развертывание деталей.
Технические параметры оборудования позволяют точить на нем заготовки массой до 1300 кг (при условии их обработки в центрах) и длиной до двух метров.
Благодаря своим возможностям, 16К20 позволяет производить нарезку практически любой резьбы. Так, питчевую и модульную можно изготовить с шагом, варьирующимся в диапазоне 0,5-56, метрическую с шагом от 0,5 до 112 мм, дюймовую – 0,5-112 ниток на 1 дюйм.
Агрегаты данного типа широко применяют в инструментальных цехах для проведения чистовой или получистовой обработки изделий, в штучном производстве и для изготовления небольших партий одинаковых деталей. Для многих малых предприятий этот вариант наиболее оптимален. Цена, по которой можно купить станок, существенно ниже стоимости современного оборудования.
Технические характеристики и отличительные особенности
Подробное описание всех параметров, которыми обладает токарно-винторезный станок, указано в паспорте к оборудованию.
Главные характеристики этой модели и ее аналогов следующие:
- Класс точности обработки поверхности – Н;
- Допустимый наибольший диаметральный размер детали, располагаемой над суппортом, составляет 22 см, а над выемкой – 31 см;
- Диаметр заготовки, размещаемой над станиной, не должен превышать 40 см;
- Наибольший вес обрабатываемой детали, которую можно зажать в патроне, составляет 300 кг;
- Внутренний шпиндельный конус выполнен по типу Морзе 6 М80;
- Межцентровое расстояние станка составляет 1 метр;
- Диапазон частот при прямом вращении шпинделя – 12,5 – 2000 оборотов за минуту;
- Частоты при обратном вращении изменяются в пределах от 19 до 2420 об./мин.;
- Число ступеней прямого шпиндельного вращения составляет 23, обратного – 12;
- Максимальная величина сечений используемых резцов – 25 мм;
- Крутящий момент может достигать 2 кН*м;
- Скорость быстрых перемещений: поперечных – 1,9 метров в минуту, продольных – 3,8 метров в минуту;
- Величина допустимых смещений корпуса в поперечном направлении варьируется в пределах ±15 мм;
- Максимальная величина выдвижения пиноли – 200 мм;
- Мощность привода, отвечающего за движение суппорта – 0,75 или 1,1 кВт;
- Мощность охлаждающего насоса – 0,12 кВт;
- Мощность электродвигателя токарного станка зависит от конкретной модификации и составляет 10 или 11 кВт;
- Масса оборудования в полной комплектации – 3,5 тонны;
- Размеры 2 800/3 200х1150 х1325 мм.
16К20 способен обеспечить достаточно высокую точность обработки заготовок. Так, отклонение от конусности на 300 мм длины детали не превышает 20 мкм, цилиндричности – не больше 7 мкм.
Приведем некоторые особенности, которыми обладает данный токарно-винторезный станок:
- Монолитное массивное основание, обеспечивающее жесткую фиксацию расположенной на нем станины.
- Надежные направляющие, позволяющие производить перемещения подвижной бабки и суппорта с высочайшей степенью точности.
- Возможность закрепления обрабатываемой детали как методом зажима на центрах, так и при помощи патрона.
- Возможность получения 4 рядов числовых оборотов шпинделя благодаря особому механизму, которым оснащена передняя бабка;
- Использование в конструкции исключительно высококачественных подшипников качения обеспечивает полное отсутствие биений и, соответственно, точнейшую настройку шпинделя без необходимости каких-либо дополнительных манипуляций с оборудованием во время работы.
- Наличие функции экстренного выключения суппорта, ряда блокировок и ограждений для безопасности обслуживающего персонала.
- Особая конструкция держателя позволяет закреплять резец максимально надежно.
- Коробка передач имеет жесткую связь с валом передней бабки благодаря наличию зубчатых колес. Это предоставляет возможность точного перемещения суппорта.
- Наличие на станке специальной линейки, по которой контроль за точностью передвижения режущего инструмента может осуществляться оператором в режиме реального времени.
Чтобы понять, как устроен токарный станок и принцип его работы, достаточно посмотреть фото, видео, а также ознакомиться с данными паспорта и кинематической схемой.
Основными элементами конструкции являются:
- Электропривод.
- Клиноременная передача.
- Коробка скоростей.
- Шпиндель, оснащенный кулачковым патроном для надежного крепления и центрирования заготовки перед началом ее обработки. Благодаря наличию реверса направление вращения можно изменять соответствующим переключателем, расположенным на панели управления.
- Станина.
- Система подачи охлаждающей и смазывающей жидкости.
Задняя бабка нужна для фиксации в ее пиноли сверел, центров или разверток. Она перемещается по направляющим и фиксируется на необходимом для обработки заготовки расстоянии в зависимости от ее размеров.
Суппорт станка служит для крепления рабочего инструмента в резцедержателе и его передвижения по горизонтали. Фартук с суппортом перемещаются посредством вращения ходового винта. Имеется возможность изменять угол поворота резца относительно обрабатываемой детали.
Агрегат очень прост в обслуживании и эксплуатации. Запуск станка осуществляется одним нажатием кнопки. Располагающиеся на корпусе оборудования рукоятки позволяют токарю выполнять ряд задач:
- управлять ходовым винтом;
- контролировать работу муфты;
- передвигать салазки с кареткой в нужном направлении;
- устанавливать параметры подачи;
- закреплять пиноль;
- выбирать тип резьбы и задавать ее шаг;
- управлять изменением направления подачи и вращения для нарезки резьбы;
- выставлять нужную частоту оборотов шпинделя;
- при прямом выполнении резьбы выключать коробку подач;
- запускать вводный выключатель, работающий в автоматическом режиме;
- устанавливать, по какому режиму должна нарезаться резьба в соответствии с особыми указаниями в конструкторской документации;
- осуществлять практически моментальные передвижения суппортом;
- управлять работой насосного оборудования, подающего жидкость для охлаждения.
Существует возможность использования на данном станке специального люнета, не позволяющего заготовке прогибаться в процессе работы, а также способствующего ее фиксации. Таким образом удается достичь повышенной точности при обработке детали, что особенно важно на чистовых проходах.
В связи с тем, что данное токарное оборудование универсально, надежно и на нем можно выполнять огромное количество операций, аналоги модели 16К20 после прекращения ее производства выпускались под различными наименованиями на многих заводах, в том числе за рубежом. Среди них были модели МК6058, 16ВТ20, 16Б16А и ряд других. Благодаря столь многочисленным аналогам и унификации большинства деталей купить запасные части или оснастку для станка не представляет большой сложности.
Станок 16К20 по сравнению со другими схожими агрегатами, выпускаемыми в СССР, позволяет производить высокоточную обработку, отличается легкостью эксплуатации и надежностью.
Преимущества
Из основных плюсов, которые имеет токарный станок, можно выделить следующие:
- мощный двигатель;
- наличие дополнительного асинхронного электрического привода, способствующего быстрому перемещению суппорта при точении и выполнении других операций;
- высочайшая производительность;
- способность противостоять нагрузкам при вибрации;
- возможность работы в широком диапазоне величин скоростей и подач;
- высокие эксплуатационные показатели подшипников и особую прочность всех цепей, составляющих кинематическую схему токарного оборудования;
- наличие плавких вставок и теплового реле, обеспечивающих надежную защиту агрегата от продолжительных перегрузок и коротких замыканий;
- возможность обработки металлических заготовок с повышенной точностью, что достигается с применением в конструкции уникальных подшипников, нивелирующих любые перегрузки;
- способность задней балки передвигаться в поперечном направлении, что позволяет токарю производить качественную обработку конусов;
- наличие сменного комплекта зубчатых колес, обеспечивающих перемещения коробки подач.
Из минусов можно отметить достаточно кропотливый процесс наладки и настройки, а также невозможность эксплуатации оборудования в запыленных помещениях и при температуре воздуха ниже 10°С.
Правила эксплуатации 16к20
Как и любое другое промышленное оборудование, токарно-винторезный станок 16К20 нуждается в плановых осмотрах и ремонтах, которые осуществляются с заданной периодичностью в соответствии со специальным графиком. Советы по частоте проведения данных мероприятий можно найти в паспорте агрегата. При этом важно учитывать, в каком режиме работает кинематическая схема.
В соответствии с рекомендациями изготовителя станок необходимо периодически подвергать таким видам ремонтов, как:
- Осмотр, осуществляемый токарем визуально каждый раз при приемке смены. При этом проверяется наличие видимых поверхностных дефектов без разборки узлов агрегата.
- Малый ремонт, состоящий из разбора коробки передач, фартука и шпиндельной бабки. При этом производится очистка элементов от грязи с последующим нанесением смазки, а также осуществляется контроль за состоянием зазоров между подвижными частями.
- Средний, отличающийся от предыдущего заменой неисправных комплектующих.
- Капитальный ремонт. В этом случае производится полная разборка агрегата со сменой всех элементов конструкции, имеющих те или иные дефекты. Кроме того, осуществляется проверка исправности охлаждения токарно-винторезного станка. По окончании данных процедур оборудование прогоняют на холостом ходу, проверяя его работоспособность.
Купить токарно-винторезный станок этой модели или один из многочисленных аналогов, имеющих схожие характеристики, можно только б/у, ознакомившись с предложениями на различных площадках.
Токарный станок 16к20: технические характеристики
Токарный станок 16К20 технические характеристики, которого превосходят сходные параметры предыдущей версии 1К62, представляет собой классическую модель в линейке токарно-винторезного оборудования. В СССР станок имел повсеместное распространение, активно импортировался в другие страны, а в некоторых государствах выпускались его лицензионные аналоги. Сферой применения токарного станка серии 16К20 являлось ограниченное производство с выпуском небольших партий и единичной товарной продукции. Вместе с тем станок активно эксплуатировался в качестве ремонтного инструмента.
Годы выпуска агрегата, включают в себя период с 1976 по настоящее время. Основную массу станков давал московский завод «Красный пролетарий». В 90-е годы он обанкротился, однако производственные цепочки сохранились, и создание агрегатов продолжили другие предприятия. Сегодня одну из усовершенствованных версий производит предприятие ГЗСУ из Беларуси, кроме этого производство токарного станка 16К20 сохранилось в Пензе. Схожие аналоги продолжают изготавливать в Словакии, где в качестве технических элементов используют немецкие детали. Его вес варьируется в зависимости от модели, ее длины и производителя, начиная от 18 26 кг и выше.
Назначение токарного станка 16К20
Спектром применения оборудования являлась и остается токарная обработка внутренней и внешней поверхности изделий, имеющих:

- rоническую;
- wилиндрическую;
- nорцевую;
- aасонную;
- cложную структуру.
Используя оборудование, его оператор может производить действия связанные со сверлением отверстий, созданием наружной и внутренней резьбы всех типов, выравниванием поверхности, а также созданием рифленой структуры.
Станок эффективно справляется с резкой элементов, созданием в них продольных углублений. Его функции позволяют осуществлять зенкерование. К услугам оператора представлена широкая номенклатура съемных насадок, чье использование дает возможность производить резьбу метрического, модульного, дюймового, питчевого вида.
Универсальный характер агрегата, дает возможность обрабатывать заготовки и ремонтировать предметы, изготовленные горячекатаным и холоднокатаным способом. При этом станок демонстрирует неизменные свойства в виде
- Эффективности.
- Безопасной эксплуатации.
- Точности обработки.
- Простого ухода.
- Продолжительного срока службы.
- Стабильной и непрерывной работы.
Станок представляет собой оптимальный выбор при работе с дисками, разнообразными видами втулок, валами и похожими элементами.
Особенности и модификации токарного станка 16К20
К особенностям оборудования, принесшим ему широкую известность по всему СССР, а также популярность в странах Восточной Европы, Китае и Швейцарии относится:
- жесткая станина, которая устанавливается на монолитной подставке. Станина изготовлена в форме короба, имеет шлифованные пазы;
- обрабатываемые заготовки и элементы фиксируются в патроне или в центрах;
- структура фиксатора гарантирует надежное крепление съемных насадок;
- основанием шпинделя служат подшипники качения, относящиеся к прецизионной группе;
- комплекс защитных и блокировочных устройств, является залогом безопасной эксплуатации;
- масштабные линейки, укомплектованные визирами, способствуют легкости перемещения резцовых и поперечных салазок;
- в составе фартука представлен механизм отключения подачи суппорта;
Все вышеописанные свойства имел уже первый серийный станок, чей выпуск стартовал в 1970-х годах. Впоследствии он параллельно производился в нескольких версиях, о которых будет сказано ниже. Свои аналоги выпускали (и выпускают) и зарубежные производители.
Модель 16К20М – механизированный агрегат. В сравнении с базовым вариантом, обеспечивал экономию времени в 1,6 раз. С его помощью осуществляется производство всех типов резьбы, обработка криволинейных и ступенчатых поверхностей.
Роль ключевого инструмента обработки играл гидрокопировальный механизм. В результате обработанная заготовка могла использоваться в качестве шаблонного экземпляра. Станок широко использовался в машиностроении, приборостроительных предприятиях, в ремонте.
- Модель 16К20Г. Основным отличием данного агрегата служит выемка в станине. Сферой использования станка остаются все виды токарных работ.
- Модель 16К20ВФ1. В ее случае предприятие получало высокоточное оборудование. Агрегат эффективно справляется с чистовыми работами, нарезанием резьбы всех типов, обработке геометрических и шероховатых поверхностей. Оборудование имеет универсальный характер, его можно использовать для серийного производства, изготовления малых партий, единичных экземпляров и ремонта.
- Модель МК6056. Усовершенствованная версия токарного станка 16К20. Вместе с моделями МК6057 и МК6058, производилась на московском заводе «Красный пролетарий» с середины 80-х годов и вплоть до банкротства предприятия.
- Модель ГС526У. Белорусский токарный станок, производится в настоящее время в городе Гомель.
- Модель Opti D420x1000. Германский аналог станка 16К20, чей выпуск ведется в Китае.
- Модель CA6140A. Непосредственная китайская версия агрегата. Наряду с моделями CA6140B, CA6240A, CA6240B выпускается в Поднебесной.
Вместе с представленными версиями, существуют многочисленные аналоги станка. Они выпускаются компаниями из России, Восточной и Центральной Европы.
Токарный станок 16К20: технические характеристики
К числу ключевых технических параметров оборудования традиционно относятся такие свойства как
- число оборотов шпинделя. Максимальный показатель составляет 1600 оборотов/мин, минимальное значение 12,5 оборотов/мин;
- показатели сечения обрабатываемой поверхности:
А) выемка – 310мм
Б) суппорт – 220мм
В) станина 400мм;
- Продольные перемещения происходят на скорости 3,8 м/мин, поперечные перемещения на скорости 1,9 м/мин;
- Масса обрабатываемого элемента может достигать 1300 кг, а его длина 200 см;
- Размер шагов при питчевой и модульной резьбе составляет 56–0,5 модулей, метрической резьбе 0,5–112 мм, дюймовой резьбе 0,5–112 ниток/дюйм
- Количество поперечных подач составляет 24 шт., продольных подач 22 шт;
- Шпиндель имеет 22 скорости, а его сечение равно 52 мм.
Видео: токарный станок 16к20, как и где регулировать агрегат?
Регулировка узлов станка и особенности ремонта
Основным условием успешной эксплуатации оборудования остается жесткий монтаж шпиндельной бабки. В дальнейшем ее расположение корректируют, используя винт, а самой процедуре способствует наличие проточек. Установить шпиндель, а, равно как и производить текущее обслуживание агрегата, может лишь квалифицированный специалист. Именно он должен снимать коробку и с помощью домкрата и динамометра тестировать жесткость узла.
В целом станок демонстрирует хорошие показатели работоспособности и сохраняет их в течение продолжительного периода. Тем не менее, в некоторых случаях возможен т.н. малый ремонт, позволяющий снизить издержки эксплуатации и добиться большей эффективности работы. Процедура представлена следующими операциями:
- чистка и промывка резцовой головки;
- демонтаж отдельных узлов вроде коробки передач, шпинделя, фартука. Выявление недостатков их оперативное устранение. Промывка компонентов;
- чистка повреждений в виде царапин и других механических изъянов. Чаще всего применяется при обслуживании станины, суппорта, задней бабки;
- текущая замена изношенных компонентов. Речь идет о муфтах, крепеже, блокировочных приспособлениях;
- проверка смазочного устройства. Устранение протечек;
- регулярная проверка агрегата на предмет шума, нагрева, эффективности обработки;
- тестирование пневматических компонентов;
- исследование элементов управления, рукояток, зубчатых муфт;
- устранение заусенцев и других дефектов в регулировочных клиньях, шестернях, чистка прижимных планок.
Кроме этого текущее обслуживание предусматривает выявление всех узлов, которые при капитальном ремонте подлежат полной замене.
Republished by Blog Post Promoter
Токарно винторезный станок 16к20.Узлы и технические характеристики
Всем привет! Рад приветствовать вас на моем блоге mextexnologii.ru. Токарно винторезный станок 16К20, его характеристики, основные узлы и схемы мы рассмотрим в сегодняшнем посте. Тема слегка заезженная но я постараюсь внести немного креатива в свой рассказ.
Токарно винторезный станок 16К20. Информация по применению. История изобретения.
Токарный станок 16К20 — служит для выполнения различных токарных операций механической обработки. На таком оборудовании можно с достаточно высоким качеством получать цилиндрические поверхности различных размеров. Приставка винторезный говорит о том, что на нем можно нарезать резьбы, червяки и такого типа детали.
Изобретен токарный винторезный станок еще в 1717 году. Он был с механизированным суппортом и имел гитару сменных колес коробки скоростей. Это изобретение пришло в светлую голову великому физику, математику и отличному механику Андрею Константиновичу Нартову. Про этого великого человека можно прочитать здесь.
Скажу вам, что когда данное оборудование было предъявлено на суд знаменитых механизаторов, то поддержку Андрей Константинович не получил. Его коллеги сочли данное изобретение не перспективным и оно было отправлено в долгий ящик.
Воплотили в жизнь его детище только в 1800 году, уже после его смерти. По этому официальное изобретение токарно винторезного станка считается 1800 год.
Узлы и конструктивные особенности токарного станка 16К20.
- Передняя бабка. Это сердце и мозг данного типа оборудования. В ней сосредоточены все основные механизмы приводящие шпиндель во вращение. Да и сам шпиндель находится в ней.
- Коробка подач. Само ее название говорит за себя. В этой части токарно-винторезного станка находится гитара шестерен отвечающая за регулировку скорости подачи суппорта с резцами.
- Электрический пульт. На нем располагаются как тумблер вкл/выкл, так и различные электрические кнопки управления узлами и механизмами станка.
- Станина. Именно на этой чугунной массе устанавливают все необходимое оборудование. Станина должна быть жесткой и массивной. В современном станкостроении станины изготавливают из специального бетона. Это позволят достичь большой точности изготавливаемых деталей, так как там исключены пластические (усталостные) деформации. Я думаю, что на эту тему мы побеседуем в отдельной статье.
- Рейка. На ней располагаются направляющие по которым как корабль в море скользит суппорт.
- Корыто. Это вспомогательная часть токарного станка. Предназначено для временного хранения стружки которая будет струится в него при токарной обработке. По окончанию смены из корыта стружка выгребается и высыпается в ящик для стружки. В более современных видах такого типа оборудования удаление стружки механизированно и автоматизировано.
- Фартук. На нем располагаются лимбы (это штурвалы для перемещения суппорта). Так же на нем могут располагаться различные кнопки и тумблеры в зависимости от модели станка.
- Ходовой винт. Собственно этот винт и превращает обычный токарный станок в токарно-винторезный. С его помощью мы можем получать резьбовые поверхности и изготавливать червячные валы.
- Ходовой вал. Привод в движение суппорт с резцедержателем. Собственно и все.
- Задняя бабка. Странное конечно название «бабка». Обычно она используется для установки центра для поддержки длинных валов и тел вращений. К примеру представьте если вам необходимо обработать вал длинной более 1 метра. Один конец вы зажмете в патроне а второй будет так колбасить, что вы даже не подведете резец. А если вы подведете заднюю бабку и подопрете его задним центром, то сможете спокойно его проточить
- Щиток. Используется исключительно для обеспечения безопасности при работе на токарном станке. Защищает глаза токаря от разлетающейся в разные стороны стружки.
- Резцедержатель. В него устанавливаются резцы и различные приспособления. В классическом исполнении в него можно установить до 4 резцов одновременно. Видите там сверху рукоятка, она необходима для фиксирования (зажатия) резцедержателя в определенном положении. Он так же вращается вокруг своей оси.
- Патрон. В него устанавливается заготовка. Зажать ее можно с помощью специального ключа. В современно производстве зажим происходит автоматически с помощью гидравлики.
Токарно винторезный станок 16К20.Технические характеристики.
К техническим характеристикам станка можно отнести основные параметры и режимы на которых работает токарно винторезный станок 16К20. Все это вы найдете в паспорте который прилагается к оборудованию. Вот копия из паспорта станка 16К20.
Характеристики обрабатываемых деталей на станке 16К20.
В паспорте вы найдете так же информацию на обрабатываемые детали. Например вам предложат обработать деталь с наружным диаметром 1,5 метра, а в паспорте максимальный диаметр обрабатываемой детали например 500 мм. Значит эту деталь ставить на станок нельзя иначе будет беда. Вот копия с паспорта на станок 16К20.
В дополнение темы посмотрим видео обзор станка 16К20
Как обычно для своих читателей информация для скачивания. Сегодня это паспорт на токарно винторезный станок 16К20. Для скачивания необходимо лишь поделиться данной статьей в социальных сетях.
[sociallocker id=1305]Паспорт на станок 16К20[/sociallocker]
На этом все. Я считаю, что вышеуказанной информации про токарно винторезный станок 16К20 вполне достаточно для общего понятия. Если вы решите более углубленно изучить эту тему, то литература вам в помощь. Кстати в этом паспорте который я предложил для скачивания все очень подробно описано.
С вами был Андрей! ПОКА!
Станок токарно винторезный 16К20
Токарно винторезный станок 16К20 предназначен для выполнения разнообразных токарных работ: обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания,и т.п. Отклонение от цилиндричности 7 мк, конусности 20 мк на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм – 16 мк.
Станки оснащены механическим фрикционом, приводом быстрых перемещений суппорта, задняя бабка имеет аэростатическую разгрузку, направляющие станины закалены HRCэ 49…57
Станок снят с производства.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ 16К20
| Модель | 16К20 |
|---|---|
| Наибольший диаметр обрабатываемой заготовки, мм: | |
| – над станиной | 400 |
| – над суппортом | 220 |
| Наибольшая длина обрабатываемой заготовки, мм | 1000 |
| Класс точности по ГОСТ 8-82 | H |
| Размер внутреннего конуса в шпинделе, М | Морзе 6 М80* |
| Конец шпинделя по ГОСТ 12593-72 | 6К, 6М* |
| Диаметр сквозного отверстия в шпинделе, мм | 55, 62* |
| Наибольшая масса устанавливаемой заготовки, кг | |
| – закрепленного в патроне | 300 |
| – закрепленного в центрах | 1300 |
| Число ступеней частот вращения шпинделя | |
| – прямого | 23 |
| – обратного | 12 |
| Пределы частот вращения шпинделя, мин | |
| – прямого | 12,5-2000 |
| – обратного | 19-2420 |
| Число ступеней рабочих подач: | |
| – продольных | 42, 56* |
| – поперечных | 42, 56* |
| Пределы рабочих подач, мм/об | |
| – продольных | 0.07-4.16 |
| – поперечных | 0.035-2.08 |
| Количество нарезаемых резьб, единиц: | |
| – метрических | 45, 53* |
| – дюймовых | 28, 57* |
| – модульных | 38 |
| – питчевых | 37 |
| – архимедовой спирали | 5 |
| Пределы шагов нарезаемых резьб: | |
| – дюймовых, число ниток на дюйм | 24…1.625 |
| – метрических, мм | 0.5-192 |
| – модульных, модуль | 0.5…48 |
| – питчевых, питч | 96..1 |
| – архимедовой спирали, дюйм | 3/8”, 7/16” |
| – архимедовой спирали, мм | 8, 10, 12 |
| Наибольший крутящий момент, кНм | 2 |
| Наибольшее перемещение пиноли, мм | 200 |
| Поперечное смещение корпуса, мм | ±15 |
| Наибольшее сечение резца, мм | 25 |
| Габаритные размеры станка, мм | |
| – длина | 2812 |
| – ширина | 1166 |
| – высота | 1324 |
| Масса 16К20 станка, кг | 2140 |
| Мощность электродвигателя привода главного движения, кВт | 10 |
| Мощность электродвигателя привода быстрых перемещений суппорта, кВт | 0.75 или 1,1 |
| Мощность насоса охлаждения, кВт | 0.12 |
Комплектация
- Станок в сборе.
- Система подачи СОЖ.
- Патрон 3-х кулачковый диаметром 250 мм.
- Ограждение патрона.
- Ограждение суппорта.
- Комплект инструмента – 1 шт.
- Ключ к электрошкафу – 1 шт.
- Техническая документация (руководство пользователя).
B SER2020K16 / B SEL2020K16 20 * 20 мм Токарный станок с наружной резьбой Режущие инструменты Токарный станок с ЧПУ Держатель токарного станка | токарный станок | токарный станок токарный станок
Здравствуйте, дорогие друзья, большое спасибо за посещение нашего магазина! Этот продукт представляет собой 2 вида моделей на ваш выбор при покупке R / L, пожалуйста, оставьте мне сообщение после того, как вам понадобится R или L, если нет сообщения, мы отправим вам R по умолчанию! Спасибо!
Иногда токарные инструменты не имеют инвентаря, мы свяжемся с вами в первый раз, пожалуйста, проверьте сообщение о заказе, спасибо !!!
Примечание: этот инструмент в процессе продажи не включает твердосплавные пластины, на картинке показано
1.Безупречный эффект обработки.
2. Безупречная обработка поверхности.
3. Высокая прочность на разрыв и стойкость к истиранию.
4. Технические характеристики и точность полностью соответствуют стандарту ISO.
5. Применяется при токарных и торцевых работах.
6. На нашем заводе производятся и другие токарные инструменты, такие как державки для расточных инструментов, державки для обработки канавок, держатели для резьбонарезных инструментов.
000
000
000
000 .
S20R MTJNR16 / S20R MTJNL16 20 мм Токарный станок Режущий инструмент Токарный инструмент с ЧПУ Токарный станок Станки Внутренний токарный станок по металлу Сверлильный брус Ty | |
1. Превосходный эффект обработки.
2. Безупречная обработка поверхности.
3. Высокая прочность на разрыв и стойкость к истиранию.
4. Технические характеристики и точность полностью соответствуют стандарту ISO.
5. Применяется при токарных и торцевых работах.
6. На нашем заводе производятся другие токарные инструменты, такие как державки расточного инструмента, державки инструмента для нарезания канавок, держатели резьбонарезного инструмента
Примечание: этот инструмент в процессе продажи не включает твердосплавные пластины, изображение
Покупатели должны прочитать: 1 Поскольку ассортимент продукции по объему потока, иногда отсутствует в наличии, поэтому, прежде чем принять решение о покупке этого ребенка, свяжитесь с владельцем, чтобы узнать, есть ли в наличии.Общая ситуация не на складе, в случае поломки я незамедлительно уведомлю вас о товарах, которые вы выбираете, возврат или другие товары, но также, чтобы спросить явно лучше, был свободен, чтобы отложить вашу чрезвычайную ситуацию.
приветствует ваши сомнения в посылке, позвольте нам согласиться с пониманием самого продукта или других вопросов. Вызвал бесполезные ненужные проблемы.
3. Все наши продукты поддерживаются TenPay, суб-суб-качество по одной цене, цена по окончательной цене, покупка отдельных предметов не принимает сделку!
Покупатели обращают внимание: прежде чем покупатели захватят товары, пожалуйста, внимательно подумайте, уважая результаты работы друг друга и избегайте фотографирования, не покупайте!
4: вся оплата и доставка, мы оперативно отправим вам после получения ваших денег!
5: Пожалуйста, сфотографируйте после товара, и проявите инициативу, чтобы связаться со мной, как только деньги!
Просит покупателя получить товар, нет проблем с принятием товара при данных обстоятельствах, как можно скорее подтвердить получение в течение 1-2 дней, если есть проблемы вовремя для вас, чтобы своевременно сообщить об обращении Хао, не получить товар 1-2 дня подтвердить и связаться с владельцем.Покупатель, получивший товар, будет считаться квалифицированным. Затем он запросил у продавца указанные запасные части или товары, магазин не несет ответственности! Пожалуйста, покупатели знают!
7 Вся наша продукция перед выпуском в продажу проходит тщательную проверку, что позволяет полностью гарантировать целостность товара. Покупатели получают товары должны быть рассмотрены перед работником грузовой транспортной компании, если есть повреждения, пусть сотрудники выдадут «доказательство повреждения товара», а затем вернут товар транспортной компанией, я покупаю для замены., если не удовлетворены, пожалуйста, сообщите владельцу, чтобы своевременно предоставить вам, не давать в комментариях или плохо не иметь никакого контакта в случае оценки, пока вы делаете вашу проблему и не может быть решена, и Я дам вам удовлетворительный ответ от хозяина.
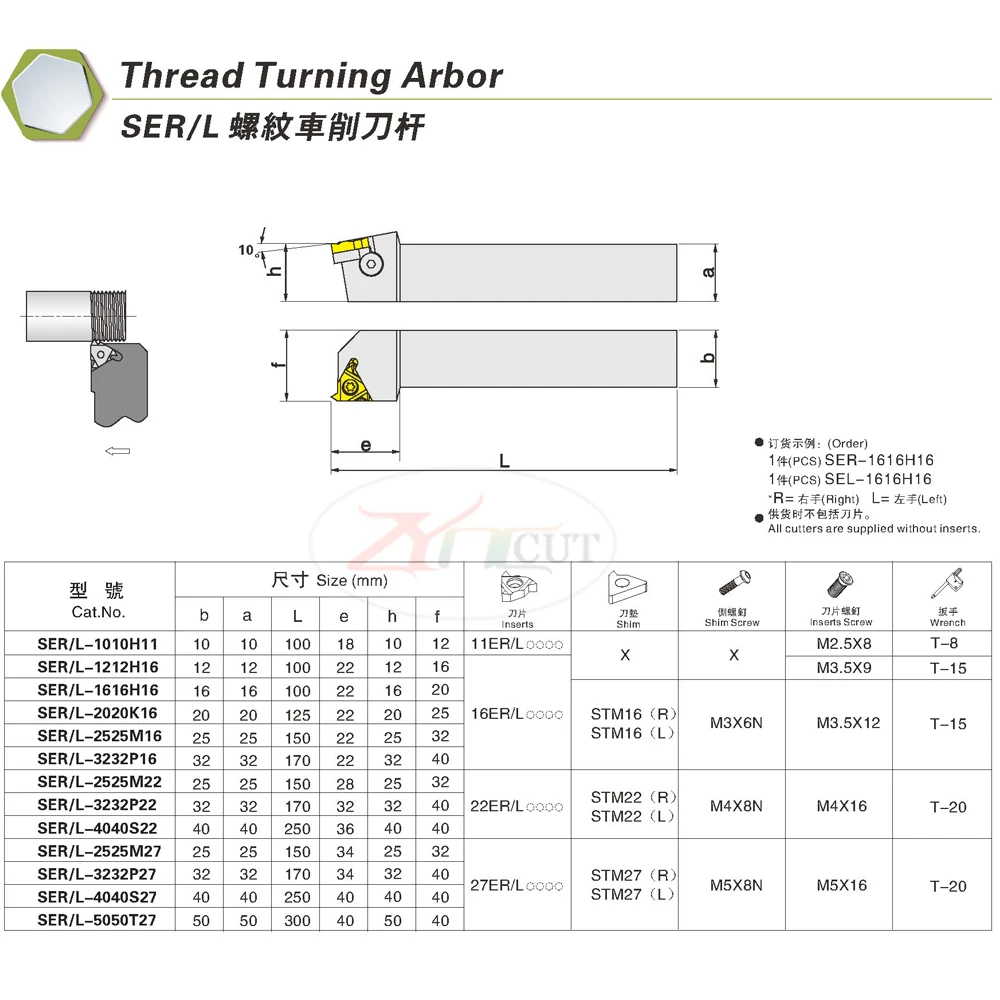
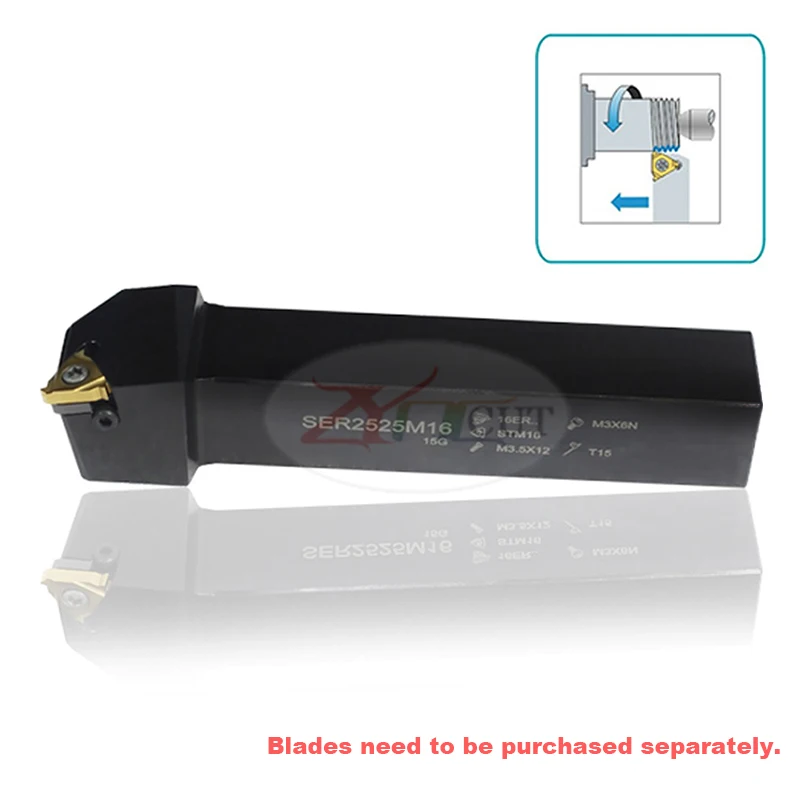
.SER 1616h26 2020K16 2525M16 Инструмент для токарной обработки наружной резьбы Токарный станок для металла Режущий инструмент, Инструмент с ЧПУ Токарный станок для токарной обработки резьбы стержень | |











ДОСТАВКА И ДОСТАВКА
1. Заказы обрабатываются своевременно после подтверждения оплаты.
2. Мы отправляем только по подтвержденным адресам заказа. Ваш адрес заказа ДОЛЖЕН СОВПАДАТЬ с вашим адресом доставки.
3. ВРЕМЯ ПЕРЕХОДА ОБСЛУЖИВАНИЯ предоставляется перевозчиком и не включает выходные и праздничные дни. Время доставки может меняться, особенно во время курортного сезона.
Внимание:
Бесплатная доставка авиапочтой Китая, e-Packet или Special Line-YW.
Если вам нужно отправить его по DHL, пожалуйста, свяжитесь со мной для оплаты.(Время доставки составляет 5 ~ 10 дней. Пожалуйста, свяжитесь со мной для получения подробной информации)
Дней доставки авиапочтой Китая: (например)
Европа: 10-30 дней
США, Канада, Австралия, Новая Зеландия, Англия: 10-30 дней
Турция, Россия, Украина: 10-30 дней
Бразилия, Боливия, Аргентия, Мексика: 20-60 дней
4. Если вы не получили заказ в течение 30 дней с момента оплаты, свяжитесь с нами. Мы отследим ваш заказ и свяжемся с вами в ближайшее время.Наша цель – удовлетворение клиентов!
ОБРАТНАЯ СВЯЗЬ:
Ваш отзыв очень много значит для нас, а также для других покупателей, таких как вы.
A: Если вы удовлетворены нашими продуктами и услугами, обратная связь 5 звезд будет отличной.
B: Если что-то вы не удовлетворены, пожалуйста, попробуйте оставить нам сообщение или eamil, прежде чем оставить отрицательный отзыв или открыть спор.Мы постараемся сделать все возможное, чтобы решить проблему лучшим решением. Спасибо.
Если вы хотите купить более 50 шт. Или смешанные заказы, отправьте нам электронное письмо или отправьте нам сообщение, сообщите нам свое количество и место доставки, и мы предоставим вам наши лучшие цены как можно скорее. Потому что комиссия aliexpress Pay дорогая 8%。 Так что ненужное увеличение 8% транзакционных издержек.Если вы покупаете большое количество, мы можем торговать другими способами Мы можем предоставить вам большую скидку , 8% скидка на комиссию для вас, предоставить вам лучшую цену
.B SER2020K16 / B SEL2020K16 20 * 20 мм Токарный инструмент с внешней резьбой Токарный станок Режущие инструменты Токарный станок с ЧПУ Держатель токарного инструмента | |
Иногда токарные инструменты не имеют инвентаря, мы свяжемся с вами в первый раз, пожалуйста, проверьте сообщение о заказе, спасибо !!!

Примечание: этот инструмент в процессе продажи не включает твердосплавные пластины, на рисунке показано
1.Безупречный эффект обработки.
2. Безупречная обработка поверхности.
3. Высокая прочность на разрыв и стойкость к истиранию.
4. Технические характеристики и точность полностью соответствуют стандарту ISO.
5. Применяется при токарных и торцевых работах.
6. На нашем заводе производятся и другие токарные инструменты, такие как державки для расточных инструментов, державки для обработки канавок, держатели для резьбонарезных инструментов.
000
000
000
000
000
000 .