Как заточить резец на токарный станок отрезной: Как заточить резец — РИНКОМ
alexxlab | 03.03.2023 | 0 | Токарный
Интересные материалы
Форма рабочей части и геометрия отрезных напайных резцов
Рабочая часть всех отрезных резцов представляет собой тонкую стальную пластину, на которую напаяна режущая пластина (рис. 33, а). В зависимости от конструкции резца стальная пластина может быть выполнена как одно целое с корпусом резца или отдельно.В последнем случае пластина крепится к корпусу механическим путем.
Главные углы, передний у и задний а, могут изменяться в широких пределах, не оказывая существенного влняния на` прочность и жесткость рабочей части. Выбор же вспомогательных углов ф1 и а1: ограничен малыми значениями, так как они утоняют рабочую часть в горизонтальном и вертикальном сечении, тем самым. значительно снижая ее жесткость Так, например, если принять ф1=а1=1°, Н=25мм; l=35 мм; а=4 мм, то после заточки толщина рабочей части в наиболее удаленном от режущей кромки сечении будет иметь следующие значения: сверху а1=3,15 мм, снизу а2=2 мм.
Утонение рабочей части можно уменьшить, если заточку вспомогательных задних углов производить периферией шлифовального круга, как показано на рис.33,6. При этом задний угол а1 может быть увеличен до 4—6°, т. е. до оптимальных значений для отрезных резцов. Таких же значений задних вспомогательных углов можно достичь, если толщину стального тела заготовки принять меньше на 1 мм, чем толщина напаиваемой пластины. Особенно благоприятно использование для этого пластин, опорная поверхность которых выполнена угловой (с углом 90°). Такие пластины хорошо центрируются при пайке в призматической канавке резца, и, кроме того изготовлены со вспомогательным углом в плане ф1=2° и а1=3° (тип 13, ГОСТ 17163—82). Заточку и переточку задних вспомогательных резцов с такими пластинами следует производить только по твердосплавной пластине алмазным кругом, стараясь снизить минимальный слой, сохраняя тем самым надолго разницу в ширине режущей кромки а и толщине стального корпуса.
Форму режущей кромки передней поверхности и значение главных переднего и заднего углов необходимо выбирать в зависимостиот от условий обработки (обрабатываемого материала, диаметра отрезаемой головки и жесткости станка).
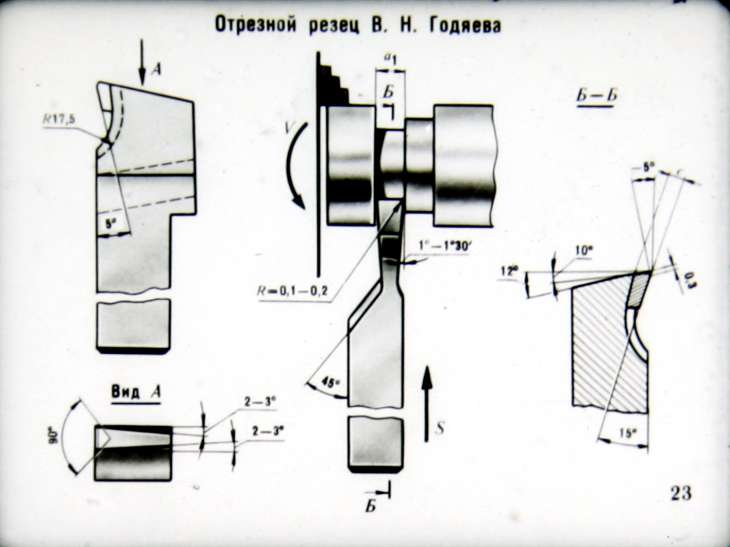
Геометрические параметры отрезных резцов, показанные на рис. 33,6, рекомендуются для отрезки заготовок из конструкционной углеродистой и легированной стали при высокой жесткости СПИД. Для отрезки заготовок из нержавеющих и жаропрочных сталей и сплавов применяют резцы с лункой на передней поверхности (рис. 33,2), а из титановых сплавов —резцы с изломанной режущей кромкой под углом 120° (рис. 33,0), обеспечивающие раздвоение образующейся стружки и лучшее ее удаление из зоны резания.Таким же эффектом обладают резцыс заточкой показаннойна рис. 33, е.
Отрицательные фаски на передней поверхности,увеличивающиеся по направлению к торцам режущей части, упрочняют, кроме того, режущую часть на уголках. Рекомендуются следующие значения геометрических параметров заточки: f=(1—2) S; f1=0-0,2 мм; r=0,2—0,8 мм; Yf=2—10°. Применение отрезных резцов c данной геометрией особенно эффективно на станках повышенной жесткости.
Применение отрезных резцов c данной геометрией особенно эффективно на станках повышенной жесткости.
Источник: Режущий инструмент для долодых рабочих А.П. Драгун
0 комментариев
0 комментариев
Приспособление для проточки вращающихся центров
Проточка или шлифовка вращающихся центров, как известно, чаще всего производится при полнои их разборке, на что уходит много времени. Предложенный рационализатором А. А. Терешонком новый метод проточки позволяет значительно сократить вспомогательное время и протачивать центр в собственных подшипниках на токарном станке. Центр устанавливается конусом в пиноли задней бабки, после чего она смещается в сторону от центра, как показано на рис. 73. Заготовка небольшого диаметра крепится в патроне токарного станка и служит приводом центра при вращении шпинделя станка.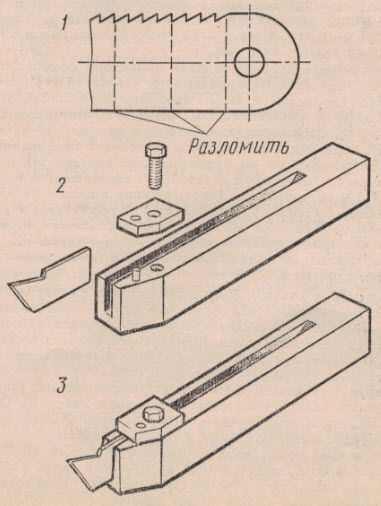 Вращаясь, заготовка и приводит в движение центр.
Вращаясь, заготовка и приводит в движение центр.
Самоточку устанавливают под углом 30°, и проточка резцом осуществляется в своих собственных подшипниках. Данный метод позволяет проточить центр с большой точностью.
Источник: Новое в механической обработке металлов (Г.Н. Грушевский)
0 комментариев
0 комментариев
Спиральный расточный резец
Резец, предложенный токарем-новатором В.Я. Ивановым (рис. 2), предназначен для расточки отверстий небольшого диаметра. Он изготавливается из быстрорежущей стали марки Р9 или Р18.
Рис. 2
Преимущество резца заключается в том, что по мере износа его можно затачивать вкруговую по спирали до самого основания. Это значительно повышает срок службы инструмента. Второе преимущество в том, что стружка попадает в промежуточные канавки, способствует хорошему выходу из отверстия, особенно в тех случаях, когда он будет применяться на координатно-расточном станке, где он крепится в вертиикальном положении. Резец виброустойчив. Это достигается за счет спиральных ребер, которые имеются на державке резца. Резец затачивают по передней грани, сохраняя все задние углы. Он надежен в работе и долговечен.
Второе преимущество в том, что стружка попадает в промежуточные канавки, способствует хорошему выходу из отверстия, особенно в тех случаях, когда он будет применяться на координатно-расточном станке, где он крепится в вертиикальном положении. Резец виброустойчив. Это достигается за счет спиральных ребер, которые имеются на державке резца. Резец затачивают по передней грани, сохраняя все задние углы. Он надежен в работе и долговечен.
Источник: Новое в механической обработке металлов (Г.Н. Грушевский)
0 комментариев
Спиральный расточный резец,
токарный резец,
расточной резец,
токарное дело,
расточка отверстий,
расточной резец из сверла
0 комментариев
токарное дело,
заточка отрезного резца,
Проточка вращающегося центра,
расточной резец,
Форма рабочей части и геометрия отрезных напайных резцов,
расточной резец из сверла,
токарный резец,
отрезные резцы,
расточка отверстий,
Спиральный расточный резец,
вращающийся центр
Заточка Отрезного Резца Для Токарного Станка
 А чтоб точение было оптимальным, четким нужна заточка токарных резцов по металлу, которая выполнит нужный профиль, углы требуемой величины и надлежащие характеристики рабочей части. Подготовке такового средства придается суровое значение.
А чтоб точение было оптимальным, четким нужна заточка токарных резцов по металлу, которая выполнит нужный профиль, углы требуемой величины и надлежащие характеристики рабочей части. Подготовке такового средства придается суровое значение.Для получения деталей из слитка металла при точении на токарном оборудовании употребляют особый инструмент. Изготавливают из стали, при этом твердость материала выше, чем Такой показатель у обрабатываемой заготовки. Стержень-державка и рабочая головка, главные элементы конструкции резца из металла, по причине первого инструмент закрепляется на токарном станке.
Функция 2-ой составляющей, заключается в срезании слоя поверхности металла при обработке. Стержень-державка по другому тело резца в сечении квадратной формы либо прямоугольной. Основная кромка режущая рабочей головки в сечении фасонная (клин) иди ровная. Режущей части из металла при эксплуатации требуется постоянная заточка. В современных критериях существует достаточный выбор резцов.
Токарные резцы для обработки металла со сменными пластинами
Подбирая снасть, следует учитывать таковой показатель, как углы. Систематизация видов состоит в следующем:
- проходные;
- отрезные;
- подрезные;
- расточной;
- фасонные;
- канавочные:
- фасочные;
- упрямый;
ЗАТАЧИВАНИЕ ОТРЕЗНЫХ РЕЗЦОВ
Проходные, этим типом устройства обрабатывают цилиндрические болванки. Инструмент отрезного вида употребляют для обрезки прутьев. Обрезка производится под данным углом. Приспособление отрезного типа служит для прорезания здесь канавок различного предназначения. Подрезные, данный тип приспособлений употребляют для торцевания болванок и уменьшения уступов. Расточной, это средство употребляют для обработки отверстий подходящего поперечника в заготовках либо деталях токарном станке.
Канавочный — предназначение такового устройства состоит в формировании внутренних и внешних канавок на цилиндрической поверхности, выдерживая нужные углы. При требуется функция отрезного типа, когда нужно убрать часть металла заготовки. Резьбонарезные, этим устройством на токарных станках нарезают резьбу. Фасонный — назначение этого резца состоит формировании выступов и канавок на обрабатываемой болванке, при это получаются углы с требуемыми параметрами.
При требуется функция отрезного типа, когда нужно убрать часть металла заготовки. Резьбонарезные, этим устройством на токарных станках нарезают резьбу. Фасонный — назначение этого резца состоит формировании выступов и канавок на обрабатываемой болванке, при это получаются углы с требуемыми параметрами.
Фасочные — этим устройством после заточки делают внутренние и внешние фаски на изделии. Упрямый употребляют для точения деталей из металла с уступами маленьких размеров. Для понижения вибрации во время работы на токарном станке требуется выверять его положение. Упрямый используют для нежестких деталей.
Виды резцов подразделяют еще в направлении обработки токарном оборудовании на левые и правые, по материалу, из которого они сделаны, по методу присоединения режущей части к державке и другим характеристикам.
Для предупреждения возникновения сколов и задиров на обрабатываемых деталях, поломки и других ненужных причин во время работы на токарном агрегате, требуется верная заточка резца.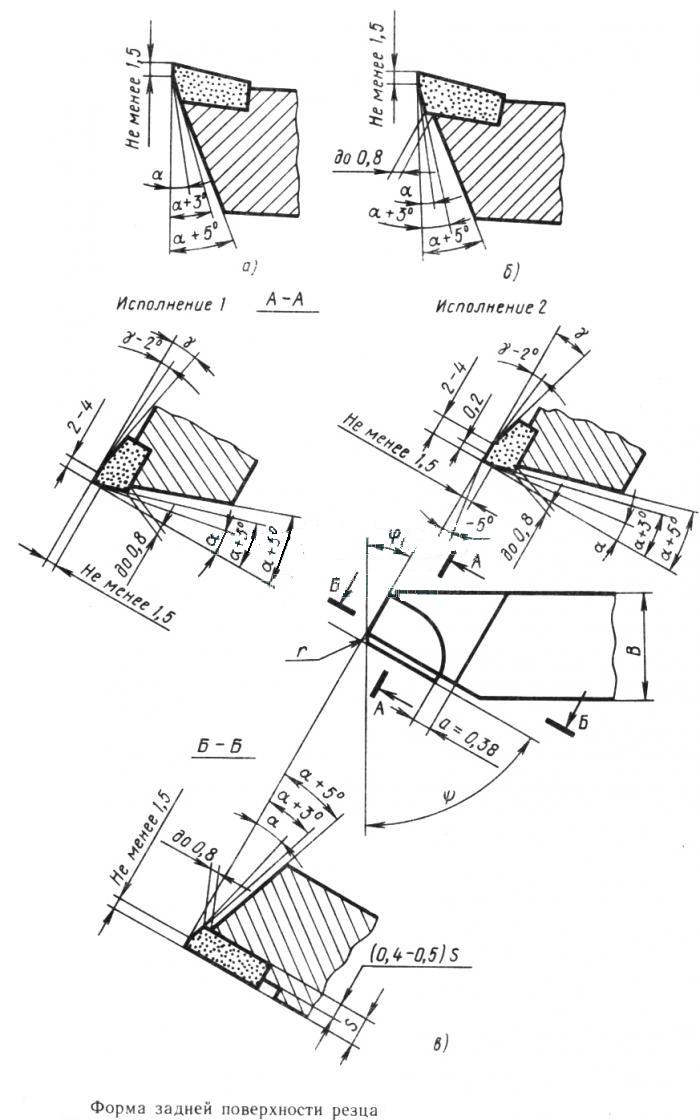 Эта процедура производится на стадии производства нового либо износе старенького устройства. Процесс заточки резцов заключается в придании требуемой формы и нужного угла затупившемуся либо новенькому приспособлению.
Эта процедура производится на стадии производства нового либо износе старенького устройства. Процесс заточки резцов заключается в придании требуемой формы и нужного угла затупившемуся либо новенькому приспособлению.
ЗАТОЧКА ТОКАРНЫХ РЕЗЦОВ Часть 1-я
Вернуть режущую часть, конечно применяя особое оборудование по металлу при достаточном уровне мастерства и познаний работника. Ведь от правильной заточки токарных резцов зависит трудозатратность и производительность. На больших предприятиях сделаны подразделения занятые подготовкой оснастки. На малых заточка производится токарем.
Сейчас есть последующие методы заточки токарных резцов:
- абразивный;
- химико-механический;
- с применением особых приспособлений;
Углы заточки зависимо от вида точения стали и чугуна
Абразивная заточка резца производится на особом заточном агрегате либо стандартном наждаке. С использованием последнего варианта тяжело выдержать нужные углы при обработке приспособления.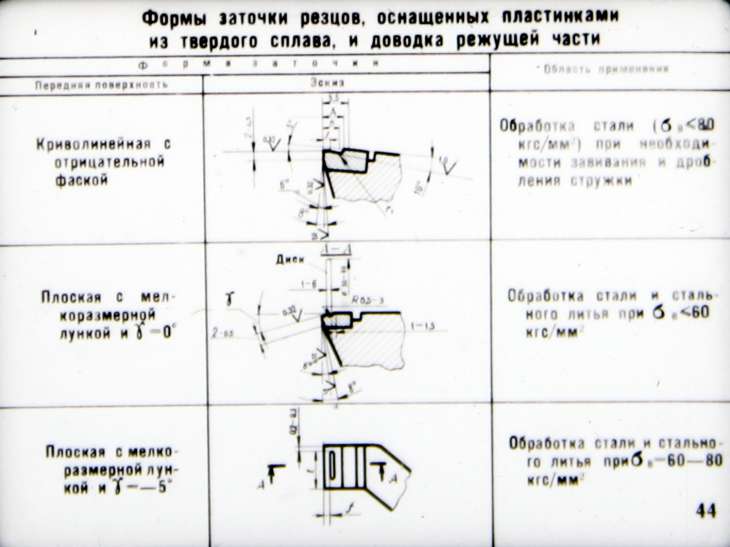 Агрегаты для заточки имеют два круга. Абразив из белоснежного электрокорунда употребляют для точения резца из быстрорежущей стали. Заточка устройств из жестких сплавов производится кругом из карбида кремния зеленоватого цвета.
Агрегаты для заточки имеют два круга. Абразив из белоснежного электрокорунда употребляют для точения резца из быстрорежущей стали. Заточка устройств из жестких сплавов производится кругом из карбида кремния зеленоватого цвета.
Алмазным диском делают финальную шлифовку на токарном либо другом агрегате. Химико-механический метод предполагает точение в особом составе. Точность заточки инспектируют шаблонами.
Источник
Как заточить инструменты для токарных станков [2022]: Правильное обслуживание
Вы потратили хорошие деньги на множество инструментов для токарных станков, но они уже не такие острые. Прямолинейность не только повлияет на качество вашей работы, но и может привести к серьезным производственным травмам.
Если вы хотите обслуживать свои инструменты, наши специалисты покажут вам наиболее удобный способ заточки токарных инструментов.
Как заточить токарные инструменты
Токарный инструмент вращается вокруг оси для выполнения нескольких операций на токарном станке. Некоторые из этих операций включают резку, накатку, долбление, шлифование, сверление и токарную обработку.
Некоторые из этих операций включают резку, накатку, долбление, шлифование, сверление и токарную обработку.
Ничто не тупит инструмент быстрее, чем токарная деревянная деталь на очень высокой скорости, что делает заточку критическим процессом. Конструкция токарного станка позволяет выполнять большую часть работы, а не только часть.
Тем не менее, режущие кромки необходимо часто затачивать, чтобы они не закруглялись и не теряли режущую кромку. Это простой процесс токарной обработки дерева, как только вы освоите его.
Причина снижения остроты инструмента токарного станка
Одной из основных проблем при токарной обработке дерева является износ инструмента, что, в свою очередь, делает заточку очень важной. Углеродистая сталь подвержена ржавчине, и ваши инструменты могут потерять свою остроту из-за ржавчины.
Вмятины и царапины также могут снизить остроту инструмента. Хранение ваших токарных инструментов в неподходящих условиях и местах, таких как влажная среда или набор в коробке, может привести к затуплению его заточенного наконечника.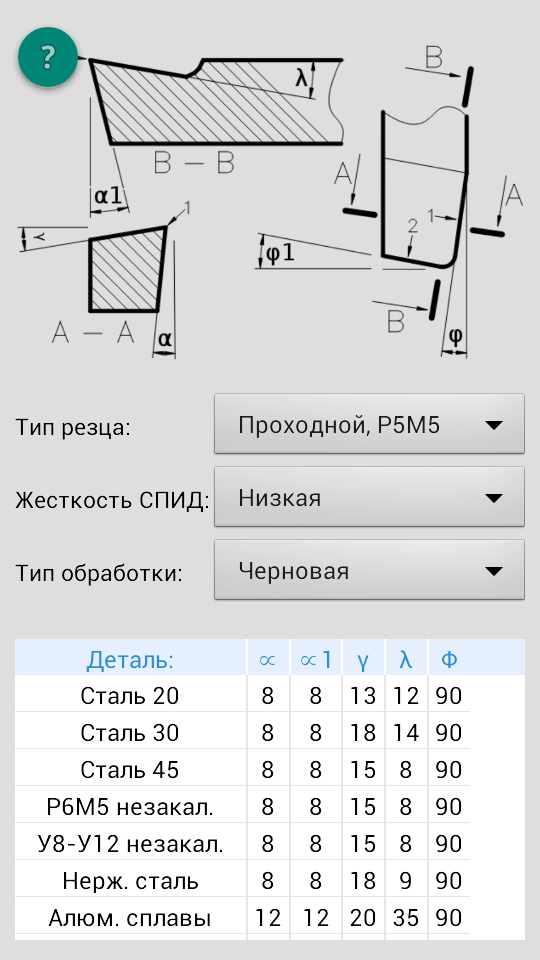
Со временем выемки шпинделя и чаши с косой стамеской затупятся. Одной из причин этого является тип обрабатываемой древесины. Твердая древесина повлияет на ваше орудие быстрее, чем мягкая древесина. Еще одна причина, по которой ваш токарный инструмент не острый, заключается в том, что он постоянно выпадает из вашей руки, в результате чего режущая кромка откалывается. Неправильное использование ваших токарных инструментов и в целях, отличных от тех, для которых они предназначены, приведет к снижению остроты.
Этапы заточки инструментов для токарных станков
У вас больше шансов заточить свой инструмент для токарных станков, если вы знаете, что делать и какие приспособления иметь под рукой. Наши специалисты покажут вам, как заточить токарные инструменты по дереву, металлу или стеклу.
1. Подготовка инструментов и средств защиты
Прежде чем приступить к процессу заточки, вам необходимо подготовить свое оборудование. Вы не хотите совершать несколько поездок обратно к кофемолке. Некоторые инструменты, которые вам понадобятся, включают:
Некоторые инструменты, которые вам понадобятся, включают:
- Шлифовальный круг: Шлифовальные круги очень важны в процессе заточки инструмента. Чтобы сузить инструменты, вы можете выбрать 6- или 8-дюймовую старинную каменную шлифовальную машину или современную настольную шлифовальную машину. Болгарка также удобна для придания формы вашему инструменту. Люди часто путают придание формы с затачиванием. Придание формы инструменту, такому как долото или любое другое долото, относится к изменению или созданию новой фаски, в то время как заточка — это процесс восстановления режущей кромки долота или шпинделя, чтобы он мог резать так, как должен.
- Заточное приспособление: приспособление – это направляющая, созданная специально для ваших насадок. Он удерживает их в положении под точным углом наклона к шлифовальному кругу. Для установки приспособления необходимы точные измерения. Тем не менее, приспособление для настройки — это одноразовая вещь, которая предоставляет вам готовое и ожидающее руководство для быстрой заточки.

- Защита глаз: вам потребуются защитные очки или лицевой щиток, чтобы пломбы или искры не попали в глаза.
- Резиновые перчатки: они необходимы при заточке токарных долот, шпинделей и т. д., а также при токарной обработке дерева, так как они защитят ваши руки от небольшого или сильного задевания. Они также помогают поглощать вибрацию токарного станка.
- Устройство для правки кругов: время от времени шлифовальный круг нуждается в правке, и для большинства из них идеально подходит Т-образный стержень с несколькими алмазами.
- Защита органов слуха
- Свободная одежда
- Токарный инструмент для заточки
- Сухая тряпка и миска с водой
2. Проверка остроты
Существует множество способов узнать, нуждается ли ваш токарный инструмент в заточке.
- Проверка большим пальцем: Мы рекомендуем провести большим пальцем по краю и нащупать бор.
 Не проводите пальцем по кромке заточенного инструмента, так как это может привести к травме.
Не проводите пальцем по кромке заточенного инструмента, так как это может привести к травме.
- Тест торца: Чтобы проверить остроту перекоса и выемки, возьмите кусок мягкой древесины, например кедра, и прижмите его к верстаку. Проведите долото по углу торцевого волокна; если вырезает стружку, это указывает на остроту. Отсутствие стружки свидетельствует о том, что инструмент затупился.
- Световой тест: Держите долото и стамески под ярким светом. Если они отражают свет, они тусклые; если нет, то они острые.
- Бумажный тест: Этот тест используется в основном для выявления перекосов, а не выемок чаши. Поднесите лист бумаги к краю. Если рез сделан чистый, прямой, инструмент не затупился. Однако, если рез на бумаге грубый, инструмент нуждается в заточке.
(Новичок в деревообработке? Тогда вы можете просмотреть наш список лучших токарных станков по дереву для начинающих здесь)
3.
 Подготовьте шлифовальный круг
Подготовьте шлифовальный кругТонны металлических наполнителей и древесной стружки со временем накапливаются в настольном шлифовальном станке. Этот мусор делает подготовку заточного станка серьезной процедурой перед началом заточки. Для подготовки болгарки лучше всего использовать алмазный точильный инструмент. Потрите внешние концы, чтобы удалить любые частицы и выровнять их. Кроме того, убедитесь, что настольная шлифовальная машина надежно закреплена болтами.
4. Угол заточки
Различные токарные инструменты, например, Grizzly G0766, режут под разными углами. Поэтому затачивать их нужно под разными углами. Эта деталь особенно актуальна для выемок шпинделя и чаши, навыков рабочего и типа токарной обработки.
Размер стружки и стружки зависит от этих углов. Углы могут варьироваться от 5 до 30 градусов.
Ниже перечислены токарные инструменты с их углами заточки:
- Долото для черновой обработки: Заточите под углом 45 градусов, но угол 35 градусов также работает при обработке мягкой древесины.
 Лучше всего работать с V-образным карманом, но будьте осторожны. Наконечник вашего инструмента соприкасается непосредственно над центральной линией колеса.
Лучше всего работать с V-образным карманом, но будьте осторожны. Наконечник вашего инструмента соприкасается непосредственно над центральной линией колеса.
- Долото чаши: Вариантов ракурсов для этого очень много. Начните с угла 50 градусов и угла 60 градусов; переходите к углам 45 и 40 градусов по мере улучшения ваших навыков.
- Долото шпинделя: Используется для проделывания небольших полых отверстий и токарной обработки шпинделя. Он также используется для точения бухт и валиков на шпиндельной ложе. Заточите до 45 градусов или 35 градусов (с лучшим контролем инструмента).
- Отрезной инструмент: Иногда его называют плоскостью, он используется для отрезки шпиндельной заготовки. Отличный угол шлифовки для отрезного инструмента составляет 45 градусов, а периметр должен поддерживаться на уровне 9.0. Убедитесь, что инструмент держится перпендикулярно колесу.
- Алмазный отрезной инструмент: Наши эксперты пришли к выводу, что для этого подходит 45 градусов.
5. Вдавливание инструмента в шлифовальный станок
Теперь вы знакомы с углами заточки вашего инструмента для токарного станка, поэтому вам необходимо установить правильный контакт для получения идеальных результатов. Перед продолжением рекомендуется поместить инструмент в подручник. Убедитесь, что лезвие не давит на колесо кофемолки. Все, что выключено, вызовет много вибраций, из-за которых вы потеряете контроль.
После того, как ваша настольная шлифовальная машина настроена, прижмите инструмент к колесу настольной шлифовальной машины, следя за тем, чтобы контакт не превышал 10 секунд. Наша команда обнаружила, что можно ожидать несколько искр, если углы и контакт точны. Все, что дольше 10 секунд, приведет к перегреву.
Повторите еще несколько раз и, как только лезвие станет достаточно острым, охладите его в миске с водой. Высушите биту, прежде чем перевернуть ее на другую сторону. Следите за тем, чтобы не шлифовать одну сторону больше, чем другую.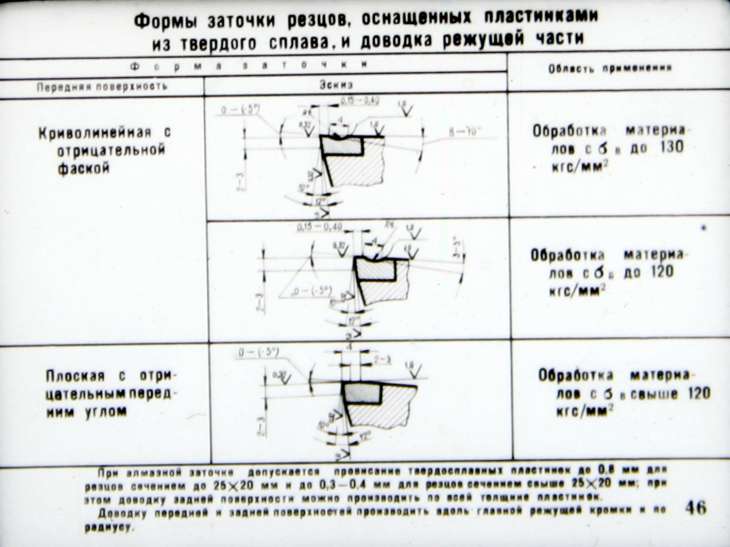
Вы также можете выполнить этот процесс вручную. Для этого потребуется шлифовальный камень зернистостью 1000. Держите камень одной рукой под углом 45 градусов и, слегка надавливая, перемещайте инструмент вперед и назад по камню.
(Если вы ищете полезные инструменты для добавления в свой магазин, вы можете подумать о том, чтобы приобрести лучший токарный станок по дереву, который мы также перечислили здесь)
Использование ленточной шлифовальной машины
Видя, что низкоскоростные настольные шлифовальные станки очень дороги, Вы можете выбрать ленточный шлифовальный станок. Они дешевле, а также идеально подходят, если вам нужно заточить и придать форму токарным инструментам. Если вы собираетесь использовать ленточный шлифовальный станок, вам потребуется двухдюймовая лента, поскольку однодюймовая лента не может шлифовать равномерно.
Существует множество вариантов зернистости. Эти опции гарантируют, что зубила будут заточены до совершенства.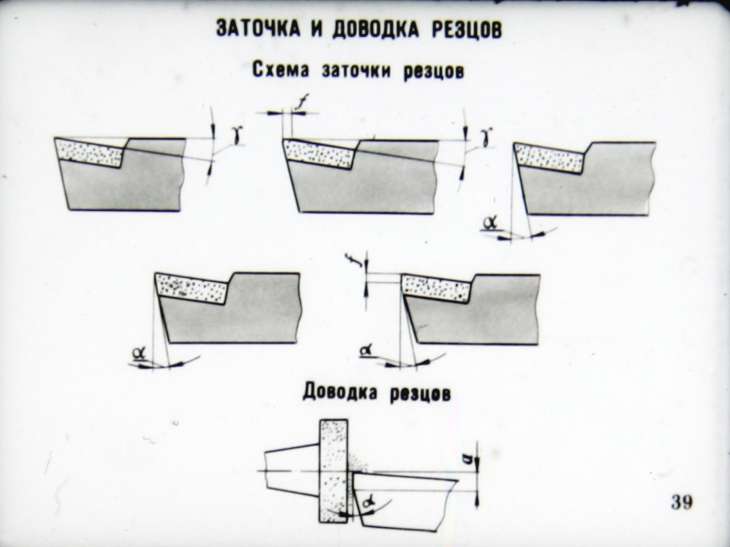 Если вы не собираетесь обрабатывать много дерева или металла, это отличная альтернатива. Огромным плюсом является его универсальность вне работы с токарными инструментами.
Если вы не собираетесь обрабатывать много дерева или металла, это отличная альтернатива. Огромным плюсом является его универсальность вне работы с токарными инструментами.
Как часто нужно затачивать токарные инструменты?
Токарные инструменты следует затачивать, как только они затупятся. Вы можете сделать это перед началом работы или просто во время планового технического обслуживания. Убедитесь, что вы достаточно прикрыты и имеете подходящее снаряжение [1]. Если вы сомневаетесь, прикоснитесь к нему.
Под каким углом вы затачиваете токарные инструменты?
Вы можете затачивать свои токарные инструменты под разными углами, но самым идеальным будет 45 градусов. Наклон зависит от вашего уровня контроля и конкретного предмета, над которым вы работаете. Мы рекомендуем слегка держать токарное оборудование под точным углом.
Заключение
Вы можете изготовить приспособление и провести техническое обслуживание своего оборудования по цене относительно ниже, чем если бы вы отправляли его в ремонтную мастерскую. Это дает вам возможность повысить уровень своего мастерства и стать очень практическим.
Это дает вам возможность повысить уровень своего мастерства и стать очень практическим.
Наши специалисты показали вам, как затачивать токарные инструменты. Это не такая разочаровывающая задача, как может показаться на первый взгляд, но она требует некоторой практики и руководства, чтобы совершенствоваться и добиваться цели.
- Автор
- Последние сообщения
Роберт Джонсон
Роберт Джонсон — плотник, который с радостью делится своей страстью к творчеству с остальным миром. Его детище, Sawinery, позволило ему сделать это, а также связаться с другими мастерами. С тех пор он построил завидную мастерскую для себя и не менее впечатляющее онлайн-достижение: сайт с обширными ресурсами, который одинаково полезен как старожилам, так и новичкам.
Последние сообщения Роберта Джонсона (посмотреть все)
Как заточить твердосплавные инструменты для токарных станков?
Перейти к содержимомуЧасто задаваемые вопросы.
Часто задаваемые вопросы.

Поиск:
Шлифовальный инструмент — работа, требующая терпения, времени, умения и даже таланта. Даже если используется угловая шлифовальная машина с фиксированным углом, она может решить только проблему фиксированного угла (самая сложная технология в технике шлифовального инструмента). Однако все остальные требования не могут быть меньше, а терпение, время и правильный метод работы все же необходимы для заточки острых и прочных инструментов.
Удовлетворение технических потребностей заточки является лучшим стандартом для проверки качества точилки, а не с точки зрения простоты или сложности. Быстрая точилка самая простая, но суть ее в скоблении, а не в шлифовке. Эффект очень плохой, резкость близка к грубой шлифовке, а удержание еще хуже.
Из-за соображений эффективности и технических проблем рабочих крупные фабрики давно заменили свои режущие инструменты на механические зажимные инструменты, поэтому трудно увидеть токарных рабочих, затачивающих инструменты. Некоторые токари даже думают, что заточка дело очень грязное и тяжелое, и тайно меняют режущие инструменты на станочные зажимные. Я не знаю, что такого рода замена лишает их возможности практиковать свои навыки и глубоко разбираться в режущих инструментах. Если у вас нет базовых знаний об инструменте, вы не сможете выбрать правильный зажимной инструмент и лезвие.
Некоторые токари даже думают, что заточка дело очень грязное и тяжелое, и тайно меняют режущие инструменты на станочные зажимные. Я не знаю, что такого рода замена лишает их возможности практиковать свои навыки и глубоко разбираться в режущих инструментах. Если у вас нет базовых знаний об инструменте, вы не сможете выбрать правильный зажимной инструмент и лезвие.
Заточка токарного инструмента является основной операцией с высоким техническим содержанием при резании. Оператор должен быть знаком с соответствующими теоретическими знаниями и принципами шлифования, а также владеть методом шлифования и навыками работы.
Положение и способ заточки токарного инструмента следующие:
- Люди стоят сбоку от шлифовального станка, чтобы осколки не вылетели и не причинили вреда людям, когда шлифовальный круг сломан;
- Расстояние между двумя руками, держащими нож, уменьшается, а два локтя зажимаются на талии, чтобы уменьшить дрожание при заточке ножа;
При шлифовании токарный инструмент должен располагаться в горизонтальном центре шлифовального круга, а кончик инструмента должен быть слегка приподнят вверх примерно на 3 °~ 8°. Когда токарный инструмент касается шлифовального круга, он должен двигаться горизонтально в левом и правом направлениях. Когда токарный инструмент покидает шлифовальный круг, его следует поднять, чтобы предотвратить повреждение шлифовальной кромки шлифовальным кругом;
Когда токарный инструмент касается шлифовального круга, он должен двигаться горизонтально в левом и правом направлениях. Когда токарный инструмент покидает шлифовальный круг, его следует поднять, чтобы предотвратить повреждение шлифовальной кромки шлифовальным кругом; - При шлифовании боковой поверхности конец режущего бруса отклоняется влево на угол основного угла отклонения; При шлифовании боковой поверхности пары конец режущего бруса отклоняется вправо на угол угла отклонения пары;
- При заточке дуги наконечника инструмента передний конец инструмента обычно удерживается левой рукой как точка опоры, а задний конец инструмента вращается правой рукой.
Как выбрать шлифовальный круг в зависимости от материала соответствующего инструмента?
| Имя | Инструментальный материал | Преимущество |
|---|---|---|
| Шлифовальный круг из белого корунда | Подходит для обычного шлифования инструментов из быстрорежущей стали , инструментов из закаленной стали и т. |