Корейский токарный станок кусон 3 – Кусон-3 Станок токарно-винторезный универсальный паспорт, руководство, схемы, описание, характеристики
alexxlab | 26.04.2020 | 0 | Токарный
Кусон-3 Станок токарно-винторезный универсальный паспорт, руководство, схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка Кусон-3
Производитель токарно-винторезного станка Кусон-3 – КНДР, город Кусон в провинции Пхёнан-Пукто (Северная Корея – Корейская Народно-Демократическая Республика).
Кусон-3 Станок токарно-винторезный универсальный. Назначение, область применения
Токарно-винторезный станок Кусон-3 предназначен для выполнения различных токарных работ и нарезания метрической, модульной, дюймовой и питчевой резьб. Обрабатываемые детали устанавливаются в центрах или патроне.
Наиболее целесообразно использовать станок в инструментальных и ремонтных службах в условиях мелкосерийного и единичного производства на чистовых и получистовых работах.
Класс точности станка Н. При чистовой обработке деталей из конструкционных сталей шероховатость обработанной поверхности V6б.
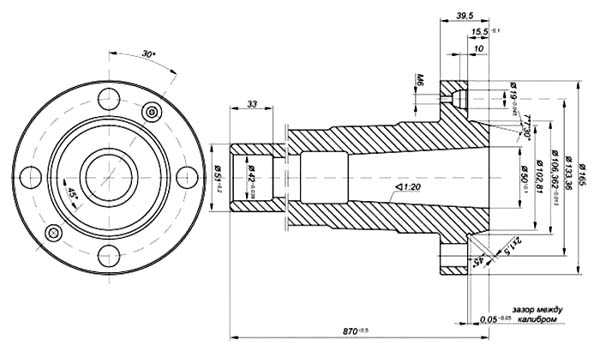
Чертеж шпинделя токарно-винторезного станка Кусон-3
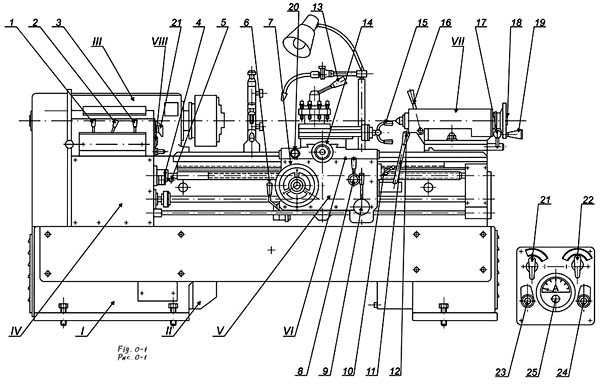
Общий вид токарно-винторезного станка Кусон-3

Фото токарно-винторезного станка Кусон-3. Смотреть в увеличенном масштабе

Расположение органов управления токарно-винторезным станком Кусон-3
Расположение органов управления токарно-винторезным станком Кусон-3. Смотреть в увеличенном масштабе
Перечень составных частей токарно-винторезного станка Кусон-3
- I – Станина
- II – Коробка скоростей
- III – Коробка шпинделя
- IV – Коробка подач
- V – Фартук
- VI – Суппорт
- VII – Задняя бабка
- VIII – Электрооборудование
Перечень органов управления токарно-винторезного станка Кусон-3
- Рукоятка установки величины подачи и шага резьбы на 1:1 и 8:1
- Рукоятка установки ряда подач и шагов резьб
- Рукоятка установки величины оборотов шпинделя на 1:1 и 1:8
- Рукоятка включения ходового вала или винта, 19 ниток на 1″
- Рукоятка установки метрической (модульной ) или дюймовой (питчевой) резьбы
- Рукоятка реверсирования ходового винта
- Маховичок продольного перемещения суппорта
- Рукоятка включения гайки ходового винта
- Рукоятка установки чисел оборотов шпинделя и трех ступеней двукратных подач
- Рукоятка пуска, останова и реверса шпинделя
- Рукоятка включения продольной и поперечной подачи суппорта
- Кнопка включения быстрого перемещения суппорта
- Рукоятка поворота и закрепления резцедержателя
- Рукоятка поперечного перемещения суппорта
- Рукоятка перемещения верхних салазок
- Рукоятка крепления пиноли задней бабки
- Рукоятка крепления задней бабки к станине
- Рукоятка установки величины перемещения пиноли на 1:1 и 1:5
- Маховичок перемещения пиноли задней бабки
- Кнопки кратковременного включения шпинделя на обратное вращение
- Рукоятка выключателя для установки правого и левого вращения шпинделя
- Рукоятка выключения и включения станка в электросеть и включение электродвигателя охлаждения
- Сигнальная лампа
- Кнопки кратковременного включения шпинделя на обратное вращение
Схема кинематическая токарно-винторезного станка Кусон-3
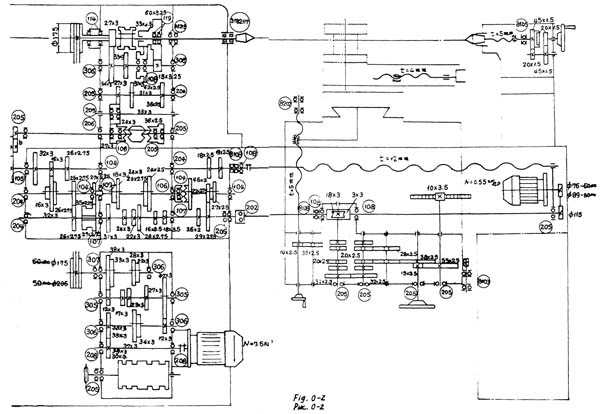
Схема кинематическая токарно-винторезного станка Кусон-3. Смотреть в увеличенном масштабе
Описание конструкции токарно-винторезного станка Кусон-3
Станина
Станина станка имеет П-образные поперечные ребра, которые придают ей высокую жесткость.
Станина жестко крепится к левой и правой тумбам и имеет закаленные направляюще для перемещения суппорта. Внутри на правой части станины установлен электродвигатель быстрого перемещения суппорта.
В левой тумбе станины смонтированы коробка скоростей, маслобак лопастной насос, а в правой бак для охлаждения с электродвигателем.
Коробка скоростей
Коробка скоростей, установленная на двух кронштейнах с роликами внутри левой тумбы, передает движение шпиндельной бабке через клиновые ремни.
Управление коробкой скоростей посредством вращения барабанного кулачка осуществляется рукояткой, находящейся на фартуке через цепную передачу.
Для регулировки натяжения ремней надо ослабить болты, закрепляющие ролик, ослабить четыре гайки и затем, держа за квадратные головки болтов и поворачивая гайки, опускать или поднимать коробку скоростей.
После регулировки надо закрепить коробку скоростей гайками натянуть цепь роликом.
Коробку скоростей можно легко вынуть на роликах из левой тумбы, сняв клиновые ремни и цепь, трубку для подачи масла и потом опустив коробку на пол тумбы, и отвинтив болты из пола тумбы.
Шпиндельная бабка
Шпиндельная бабка уложена на призматической направляющей станины и крепится к ней болтами. Движение от коробки скоростей передается клиноремнями разгруженному шкиву на шпиндельной бабке и далее через шестерни шпинделю и коробке подач. На шпиндельной бабке смонтированы шпиндель станка и механизмы изменения оборотов шага резьбы на 1:1 и 8:1.
Шпиндель установлен на трех подшипниках. В передней опоре поставлен двухрядный роликовый подшипник с регулируемым диаметральным зазором, а в задней опоре два радиально-упорных шарикоподшипников.
Осевую нагрузку воспринимает подшипник, а радиальную – подшипник.
Для устранения зазора в подшипниках, который возникает после продолжительной эксплуатации станка, производят их регулировку.
Сняв крышку шпиндельной бабки надо ослабить стопорные болты гаек, потом путем вращения их выбрать излишний диаметральный зазор и обязательно затянуть стопорные болты.
Диаграмма для определения числа оборотов шпинделя показана на рис. 3.
Коробка подач
Коробка подач закрытого типа крепится на левой передней поверхности станины и обеспечивает широкий диапазон подач и нарезаемых резьб, соответственно таблице на шпиндельной бабке и на рис. 3.
Нарезание резьбы производится путем реверса ходового винта при помощи рукоятки 6 (рис. I) или главного двигателя рукояткой 10.
Нарезание резьбы малых шагов до 10 мм рекомендуется производить путем реверса ходового винта при установке рукоятки I в положение 1:1.
Путем реверса главного двигателя можно нарезать все шаги резьбы рукояткой 10, но рекомендуется этот метод только для больших шагов, установив рукоятку I в положение 8:1.
При нарезании резьбы 19 ниток на 1″(дюйм) рукоятка 4 (рис. I) должна находиться в положении 19 ниток на 1″(дюйм). В этом случае вращается только ходовой БИНТ, а в других случаях ходовой винт вращается с ходовым валом.
Рукоятка 5 находится во вдвинутом положении при нарезании метрической и модульной резьбы и в вытянутом положении при дюймовой и питчевой резьбы.
Величина продольной подачи суппорта равна 0,1 t мм, а величина поперечной подачи половине продольной, где – t – шаг резьбы или числа в таблице. (рис. 3)
Фартук
На фартуке сконцентрированы часто используемые рукоятки, что дают возможность переключать некоторые скорости шпинделя и подач суппорта, прямо на фартуке не подходя к шпиндельной бабке.
Ручное перемещение фартука производится маховиком 3, один оборот которого равен 30 мм.
Величина перемещения отсчитывается с помощью двух лимбов до 90 мм. Один из них имеет цену деления 0,1 мм, а другой 10 мм.
Управление механическим перемещением суппорта в продольном и поперечном направлении производится одной рукояткой II (рис. I), направление которого совпадает с направлением движения суппорта.
Дополнительным нажатием кнопки 12 (рис. I) включают на мгновение быстрое перемещение суппорта в направлении соответствующем положению рукоятки II (рис. I).
В фартуке смонтировано пружинно-рычажное устройство, отключающее подачу при перегрузке. Это устройство состоит из гитар колес 6, гитар роликов 7, пружин 8 и регулирующих болтов 9.
Для защиты от перегрузки при нарезании резьбы предусмотрен предохранительный штифт в месте соединения ходового винта с коробкой подач.
Для переключения скорости шпинделя нужно притянуть к себе рукоятку 9 (рис. I) и повернуть ее влево или вправо, а для двухкратных подач повернуть ее влево или вправо в оттолкнутом положении.
Суппорт
На суппорте находятся нижние и верхние салазки и резцедержатель. На нижней салазке имеется Т-образный паз для установки принадлежностей.
Для обработки конуса путем поворота верхней салазки надо ослабить гайки 4, после закрепить ее на необходимом угле.
Поворотный резцедержатель обеспечивает быструю смену позиции резцов при сохранении необходимой точности фиксации.
Шаг винта нижней салазки суппорта 5 мм, а верхней салазки 4 мм.
Рукоятка поперечного перемещения суппорта имеет два лимба. Кольцевой лимб 7 имеет шкалу с ценой деления 0,1 мм, а другой лимб 6 имеет только цифры от 0 до 19.
За один оборот рукоятки 14 суппорт перемещается на 5 мм, т. е. происходит изменение диаметра на 10 мм. При этом лимб в поворачивается на одну цифру. Значит с помощью этих лимбов можно точно и удобно сделать отсчет изменения диаметра изделия до 200 мм с точностью 0,1 мм.
Зазор между направляющими станины и суппорта регулируется болтами 1 и гайками 2.
Зазоры в направляющих нижней и верхней салазки регулируются клиньями, перемещаемыми винтами.
Зазор пары винта-гайки поперечной подачи регулируется болтами 3 после отвинчивания шпилек.
На суппорте установлен защитный прозрачный экран, предохраняющий рабочего от летящей стружки и от брызг охлаждающей жидкости.
Задняя бабка
Задняя бабка крепится к. станине одной рукояткой I7 через эксцентриковый зажим.
Корпус задней бабки может смещаться в поперечном направлении, что можно использовать при точении конусов.
Пиноль имеет миллиметровую шкалу. При смене центра пиноль вдвигают в корпус бабки до отказа.
Схема электрическая принципиальная токарно-винторезного станка Кусон-3
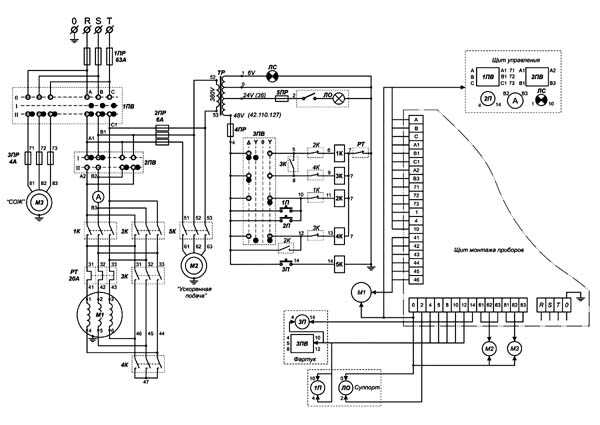
Схема электрическая токарно-винторезного станка Кусон-3. Смотреть в увеличенном масштабе
Электрошкаф установлен на задней стороне шпиндельной бабки, а щиток управления на ее правой боковой стороне.
Силовая цепь использует напряжение 380 В 50 Гц трехфазного переменного тока, цепь управления на 110 В., а цепь освещения на 24 В.
Станок включается в электросеть переключением выключателя 1ПВ рукояткой 22 (рис. I), установленной на щитке управления в положение I. При этом зажигается сигнальная лампа 24 (рис. I).
Пуск, остановка или реверс шпинделя осуществляется переключением выключателя ЗПВ рукояткой 10 (рис. I), находящейся на фартуке.
Если рукоятка 10 (рис. I) находится на первой нижней ступени, то главный электродвигатель вращается с соединением в звезду, а на второй ступени в треугольник.
При легком режиме работы, т. е. менее 30-40 процентов нормальной нагрузки рекомендуется производить работу при соединении в звезду главного двигателя.
При работе на обратном вращении шпинделя необходимо переключить выключатель 2ПВ рукояткой 21 (рис. I), повернув ее вправо.
При переключении скорости шпинделя и для торможения его нужно применить кнопку 2П, находящуюся на щитке управления 23 (рис. I) или кнопку 1П на суппорте 20 (рис. I).
Для пуска двигателя охлаждающей жидкости нужно переключить на удобном для наблюдения щитке управления расположен амперметр, по показанию которого можно узнать загруженность главного электродвигателя.
Выключатель лампы местного освещения находится на его верхней части.
Для защиты от короткого замыкания силовой цепи предусмотрены предохранители 1ПР (35А), 2ПР (4А), 3ПР (2А), а для защиты цепей операции и освещения – предохранители 4ПР (4А) и 5ПР (2А).
Для защиты от перегрузки главного двигателя предусмотрено тепловое реле РТ (I3A).
Смазка и охлаждение токарного станка Кусон-3
Смазка станка
Система смазки станка разделяется на автоматическую и ручную. Автоматически смазываются коробка скоростей, шпиндельная бабка, коробка подач и фартук, а 15 места, показанные на рис, 6 смазываются вручную перед и после работы.
Суппорт смазывается ручным плунжерным насосом, установленным на суппорте, 1-2 раза в смену.
Коробка скоростей смазывается разбрызгиванием масла шестерней, и на ней имеются маслоуказатель и сливное отверстие.
Шпиндельная бабка, коробка подач и сменные шестерни смазываются лопастным насосом, установленным на наружной стенке коробки скоростей. При этом контроль подачи масла производят через прозрачное окно, которое находится на верху шпиндельной бабки.
Для вливания масла в маслобак и в коробку скоростей надо снять боковой кожух левой тумбы.
Фартук смазывается плунжерным насосом, установленным внутри фартука. На левой стороне фартука имеются два маслоуказателя, один для контроля подачи масла, а другой для контроля уровня масла. Внизу фартука имеется сливное отверстие.
Рекомендуется применять масло “индустриальное 20” (веретенное 3) с вязкостью 2,6 – 3,3° Е50. Заменитель этого масла “индустриальное 30” с вязкостью 3,8 – 4,6° Е50.
Первая смена всего масла станка производится через три месяца с пуска станка в работу, а в дальнейшем раз в полгода.
Система охлаждения
Охлаждающая жидкость подается электронасосом из бака, установленного в правой тумбе станка.
Гибкий стальной трубопровод, расположенный над суппортом, позволяет рационально направлять струю жидкости к режущему инструменту, а краном регулировать количество жидкости.
Технические характеристики токарного станка Кусон-3
| Наименование параметра | 16К20 | Кусон-3 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | Н |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 400 | 430 |
| Высота оси центров над плоскими направляющими станины, мм | 215 | |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 220 | 220 |
| Наибольшая длина заготовки, устанавливаемой в центрах (РМЦ), мм | 710, 1000, 1400, 2000 | 1000, 1500 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 225 | |
| Наибольший диаметр сверла при сверлении стальных деталей, мм | 25 | |
| Наибольшая масса заготовки, обрабатываемой в центрах, кг | 460..1300 | |
| Наибольшая масса заготовки, обрабатываемой в патроне, кг | 200 | |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 52 | 41 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 50 | |
| Частота вращения шпинделя в прямом направлении, об/мин | 12,5..1600 | 16..3200 |
| Частота вращения шпинделя в обратном направлении, об/мин | 19..1900 | 16..3200 |
| Количество прямых скоростей шпинделя | 22 | 21 |
| Количество обратных скоростей шпинделя | 11 | 21 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | |
| Коническое отверстие шпинделя по ГОСТ 2847-67 | Морзе 6 | Метр 50 |
| Диаметр фланца шпинделя, мм | 170 | |
| Наибольший крутящий момент на шпинделе, Нм | 1000 | |
| Суппорт. Подачи | ||
| Наибольшая длина продольного перемещения, мм | 645, 935, 1335, 1935 | |
| Наибольшая длина поперечного перемещения, мм | 300 | |
| Скорость быстрых продольных перемещений, мм/мин | 3800 | 2800 |
| Скорость быстрых поперечных перемещений, мм/мин | 1900 | |
| Максимально допустимая скорость перемещений при работе по упорам, мм/мин | 250 | |
| Минимально допустимая скорость перемещения каретки (суппорта), мм/мин | 10 | |
| Цена деления лимба продольного перемещения, мм | 1 | |
| Цена деления лимба поперечного перемещения, мм | 0,05 | |
| Диапазон продольных подач, мм/об | 0,05..2,8 | 0,08..8 |
| Диапазон поперечных подач, мм/об | 0,025..1,4 | 0,004..4 |
| Количество подач продольных | 42 | 54 |
| Количество подач поперечных | 42 | 54 |
| Количество нарезаемых резьб – метрических | 54 | |
| Количество нарезаемых резьб – модульных | 54 | |
| Количество нарезаемых резьб – дюймовых | 54 | |
| Количество нарезаемых резьб – питчевых | 54 | |
| Пределы шагов метрических резьб, мм | 0,5..112 | 0,125..80 |
| Пределы шагов дюймовых резьб, ниток/дюйм | 0,5..56 | 0,5..32 |
| Пределы шагов модульных резьб, модуль | 0,5..112 | 0,05..40 |
| Пределы шагов питчевых резьб, питч диаметральный | 0,5..56 | 0,05..40 |
| Наибольшее усилие, допускаемое механизмом подач на резце – продольное, Н | 5884 | |
| Наибольшее усилие, допускаемое механизмом подач на резце – поперечное, Н | 3530 | |
| Резцовые салазки | ||
| Наибольшее перемещение резцовых салазок, мм | 150 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | |
| Наибольший угол поворота резцовых салазок, град | ±90° | ±90° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 25 х 25 | |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 25 | |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли задней бабки, мм | ||
| Конус отверстия в пиноли задней бабки по ГОСТ 2847-67 | Морзе 4 | |
| Наибольшее перемещение пиноли, мм | 150 | 160 |
| Перемещение пиноли на одно деление лимба, мм | 0,1 | |
| Величина поперечного смещения корпуса бабки, мм | ±15 | |
| Электрооборудование | ||
| Электродвигатель главного привода, кВт | 11 | 7,5 |
| Электродвигатель привода быстрых перемещений, кВт | 0,12 | 0,55 |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=1000, мм | 2795 х 1190 х 1500 | 2620 х 990 х 1260 |
| Масса станка, кг | 3010 | 2100 |
Полезные ссылки по теме. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
stanki-katalog.ru
КУСОН-3 Коммунистический привет из Северной Кореи. – Импортные токарные станки
По случаю осенью 2014года был приобретен станок КУСОН-3 1983г.в. РМЦ-1500, выбирал из 1М61 1963гв за 30тр, подключенный с комплектом резцов и Кусон за 50тр без подключения, как есть. В итоге сторговался Кусон-3 за 40тр с доставкой (по сути 38 за станок).
Почему собственно КУСОН? Ответы: недалеко от дома, РМЦ1500 – страдаю немного гигантоманией (просто есть Универсал 3М, решил что если и буду еще покупать станки, то по максимуму, чтоб потом еще не докупать), большое количество подач и резьб сразу без замены шестерен, отсутствие токарного опыта и некоторая доля авантюризма – увидел и все, захотел прямо вот счас!
История станка (со слов продавца):
Эксплуатировался на авторемонтном предприятии, одним токарем пенсионером (по фактическому состоянию сомнительно), после распада организации перешел к ним (транспортная компания) где простоял не меньше 10 лет в контейнере на улице. Был немного законсервирован. Внешний вид был достаточно неплохим (в свете фонаря), поэтому и взял. Комплектность: трехкулачковый патрон без обратных кулачков, четырехкулачковый патрон без обратных кулачков (в заводском ящике), подвижный и неподвижный люнет, несколько вращающихся центров, 2 убитых резца.
Фото пациента каким я его увидел:
После доставки и первичной очистки было обнаружено следующее: толком были законсервированы только продольные направляющие станины (небольшая ржавчина 15см была в последней трети, легко очистилась), задняя бабка с выдвинутой на 10см пинолью покрылась ржавчиной везде, где не было краски, значительно покрыт ржавчиной патрон, резцедержка и все органы управления. Значительный люфт органов управления на фартуке, понять какая скорость включена практически не возможно, скорости толком не фиксируются, не работает фиксация пиноли задней бабки, нарушена фазировка главного двигателя (по отношению к другим и схемой), половина предохранителей – жучки. Вскрытие шпиндельной бабки и коробки подач показало отличные на внешний вид шестерни с минимальным износом и следами штатной смазки. Ходовой винт, зубчатая рейка и валы следов ржавчины и износа не имеют, на продольных направляющих в передней части небольшой износ. После проверки схемы и протяжки всех контактных соединений станок подключен к сети и произведен пробный пуск.
Перечень необходимых работ:
- Восстановить и модернизировать электрическую схему станка: заменить пробки на автоматические выключатели, исправить фазировку главного двигателя, установить реле контроля фаз (моя хотелка), восстановить металлорукав кабеля фартука, отревизировать освещение, заменить крыльчатку главного двигателя и восстановить защитный кожух, установить амперметр, и возможно, установить концевые выключатели для контроля включения скоростей на коробке скоростей – после ревизии механизма отказался.
- Станина станка: очистить и отмыть, удалить ржавчину с направляющих и деталей, восстановить крепление поддона и установить его, отревизировать трехкулачковый патрон.
- Задняя бабка: удалить ржавчину, перебрать и смазать механизм, восстановить фиксацию пиноли.
- Резцедержка: удалить ржавчину, перебрать и смазать механизм.
- Поперечные салазки: удалить ржавчину, перебрать и смазать механизм, заменить войлочные уплотнения, заменить защитное стекло лимба, восстановить схему плунжерной смазки, минимизировать люфт подачи.
- Фартук: удалить ржавчину, перебрать и смазать механизм, минимизировать люфты органов управления и лимба на продольной подаче, восстановить привод механизма переключения скоростей.
- Коробка скоростей: снять со станка, очистить, перебрать главный двигатель с контролем подшипников в щитах, заменить масло, отревизировать лопастной насос, настроить переключение скоростей.
- Отревизировать оснастку станка.
www.chipmaker.ru
Кусон 3 технические характеристики | Станок токарный винторезный
Технические характеристики станка Кусон 3 позволяют обрабатывать как наружные, так и внутренние поверхности методом точения, а так же производить сверление и развертывание отверстий, нарезание резьбы.
Основные размеры
- Наибольший установочный диаметр обрабатываемого изделия:
- над станиной, мм – 450
- над суппортом, мм – 220
- Расстояние между центрами, мм – 1000; 1500
Шпиндель
- диаметр отверстия, мм – 41
- размер конуса отверстия, метр – 50
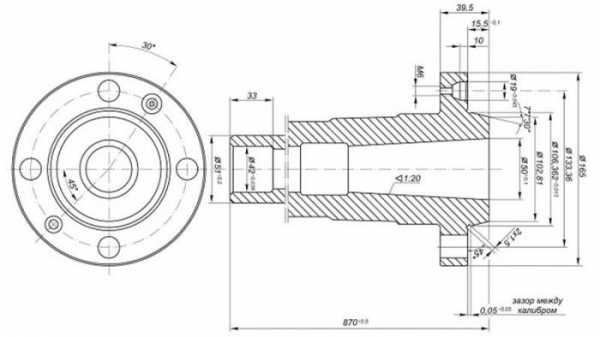
Рисунок – Посадочные и присоединительные размеры шпинделя станка Кусон 3
- число ступеней оборотов – 21
- пределы оборотов, об/мин – 16 – 3200
Суппорт
- число ступеней продольных подач – 54
- пределы продольных подач, мм/об – 0,008 – 8
- число ступеней поперечных подач – 54
- пределы продольных подач, мм/об – 0,004 – 4
- скорость быстрого перемещения, м/мин – 2,8
Задняя бабка
- наибольшее перемещение пиноли, мм – 160
- размер конуса отверстия пиноли, Морзе № 4
- Шаг ходового винта, мм – 12
Параметры нарезаемой резьбы
- метрическая (колич.), мм – 0,125 – 80 (54)
- дюймовая, (колич ), число ниток на 1″ – 1/2 -320 (54)
- модульная (колич ), мм – 0,062 – 40 (54)
- питчевая (колич ), питч – 1 – 640 (54)
Электрооборудование
Главный электродвигатель
- мощность, кВт – 7,5
- число оборотов, об/мин:
- при 60 гц – 1740
- при 50 гц – 1450
Электродвигатель быстрого перемещения суппорта
- мощность, кВт – 0,55
- число оборотов, об/мин:
- при 60 гц – 1740
- при 50 гц – 1450
Габариты и вес
- длина, мм – 2620; 5140
- ширина, мм – 990; 990
- высота, мм – 1260; 1260
- Вес станка (без принадлежностей), кг – 2100; 2250
www.stanoktehpasport.ru
Кусон-3 переборка и запуск – Импортные токарные станки
Приветствую уважаемые форумчане.Решил создать темку,хоть и немного владельцев такого оборудования но возможно кому то будет полезно.
Приобрел недавно это чудо совершенно случайно после того как из под носа увели 1К62 почти в иделале,решил брать что осталось.Разобрал до голой станины,и как оказалось не так сложно транспортировать в разобранном состоянии.Станина чуть не сама сама едет по деревянным круглякам,коробка на маленьких колеса,тоже едет но тяжеленная зараза.остальное вдвоем переноситься куда нужно.
Состояние мне как новичку оценить сложно,руки приложить придется,но единственное чего боюсь-шабрения!!Для меня это как страшный сон,но если придется-буду учиться.
Сразу нашел причину поломки ходового винта.Он как оказалось соединен с коробкой одним штифтом 5 мм.
Выложу фото самых проблемных мест станины,это призма около ПБ,участок около 30 см,.при проверке индикатором-износ 0.2 мм,линейкой-щуп 0.05 с трудом лезет.Возможно не правильно измерял.
Каретка суппорта-пальцем чувствуются продольные бороздки,ну и вторая направляющая примерно на средине участок со ржавчиной,что мог снял маслом и керосином,теперь если верить линейке там яма около 0.1мм.
Просьба помочь решить вечный вопрос-“шабрить иль не шабрить”)
www.chipmaker.ru
Кусон 3 “Восставший из ада!” – Общий
Друзья,всем привет!
Создаю данную тему поделиться опытом,задать вопросы,получить дельные советы.Не так много здесь владельцев корейских токарников,но кому интересно можно пообщаться.
В общем давно ищу токарный с РМЦ 1500,как понимаете на рынке выбора уже практически нет,в основном “коротыши”РМЦ 700-1000мм.Цены на подобные станки б/у от 250тыс. и выше
Друзья нашли вот это чудо(на фото)Назвать это станком язык не поворачивается.
Первичный осмотр выявил износ продольных направляющих ,глубокая коррозия,,суппорт люфтит просто болтается,коробка подач включается с трудом.
Скорости не переключаются,все ручки до которых добрались наши работяги отломаны или откручены.Ускоренная подача не работает.
Работает только главный двигатель,насос СОЖ и главный маслонасос.
Из плюсов…
Шпиндель не болтается и не люфтит,продольные направляющие на 3+,измерил линейкой,провал не более 0,12мм.Пиноль,вообще похоже не пользовались,смазка окислилась внутри износа практически не имеет.
Станок полностью комлектный,Не хватает люнетов и допкомплекта сменных шестерён гитары.
Хозяин “железяки”не долго ломаясь предложил это чудо по цене металлолома,”Только заберите,нужно освободить помещение!”
В итоге я его забрал к себе в мастерскую.
При погрузке станок чуть не развалился на части :rofl:
При подъёме оказалось что левая колонна висит на ремнях главного двигателя и на одном болту,и сам мотор откручен.Правая колонна на 2х болтах….ну слава Богу до места его доставил….
В начале,даже представить было страшно что с ним далее делать и стоит-ли”овчинка выделки”?
история длинная и ещё не закончена продолжение следует….
www.chipmaker.ru
Кусон-3 на Полесье. – Импортные токарные станки
Кусон-3 на Полесье. – Импортные токарные станки – Металлический форум Перейти к публикацииbatya-68 11
- Members
- 11
- 206 публикаций
- Город: Полесье,Новоград-Волынский.
- Имя: Коля
batya-68 11
- Members
- 11
- 206 публикаций
- Город: Полесье,Новоград-Волынский.
- Имя: Коля
batya-68 11
- Members
- 11
- 206 публикаций
- Город: Полесье,Новоград-Волынский.
- Имя: Коля
batya-68 11
- Members
- 11
- 206 публикаций
- Город: Полесье,Новоград-Волынский.
- Имя: Коля
batya-68 11
- Members
- 11
- 206 публикаций
- Город: Полесье,Новоград-Волынский.
- Имя: Коля
batya-68 11
- Members
- 11
- 206 публикаций
- Город: Полесье,Новоград-Волынский.
- Имя: Коля
batya-68 11
- Members
- 11
- 206 публикаций
- Город: Полесье,Новоград-Волынский.
- Имя: Коля
batya-68 11
- Members
- 11
- 206 публикаций
- Город: Полесье,Новоград-Волынский.
- Имя: Коля
batya-68 11
- Members
- 11
- 206 публикаций
- Город: Полесье,Новоград-Волынский.
- Имя: Коля
Alexandr75 13
-

- Members
- 13
- 104 публикации
- Город: Вологда (область)
- Имя: Черепанов Александр Альбинович
batya-68 11
- Members
- 11
- 206 публикаций
- Город: Полесье,Новоград-Волынский.
- Имя: Коля
batya-68 11
- Members
- 11
- 206 публикаций
- Город: Полесье,Новоград-Волынский.
- Имя: Коля
www.chipmaker.ru
Кусон 3 схема электрическая | Электрооборудование, описание схемы, станок токарный Корея
Электрошкаф установлен на задней стороне шпиндельной бабки, а щиток управления на ее правой передней боковой стороне.
Силовая цепь выполнена на напряжение 380 в. трехфазного переменного тока, операционная цепь на 110 в, а цепь освещения на 24 в.
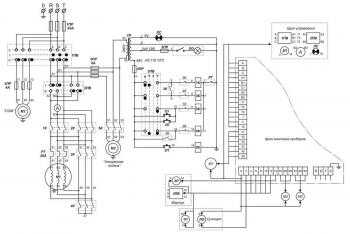
Рисунок – схема станка кусон 3
Станок включается в электросеть переключением выключателя 1ПВ рукояткой включения и выключения станка в сеть, установленной на щитке управления в положение 1. При этом зажигается сигнальная лампа.
Пуск, остановка или реверс шпинделя осуществляется переключением выключателя 3ПВ рукояткой управления шпинделем, находящейся на фартуке.
Если рукоятка управления шпинделем находится на первой нижней ступени, то главный электродвигатель вращается с соединением в звезду, а на второй ступени в треугольник.
При легком режиме работы, т. е. менее 50 – 40 процентов нормальной нагрузки рекомендуется производить работу при соединении в звезду главного двигателя.
При работе на обратном вращении шпинделя необходимо переключить выключатель 2ПВ рукояткой установки правого и левого вращения шпинделя, повернув ее вправо.
При переключении скорости шпинделя и для торможения его нужно применить кнопку кратковременного включения шпинделя на обратное вращение 2П, находящуюся на щитке управления или аналогичную кнопку 1П на суппорте.
Для пуска двигателя охлаждающей жидкости нужно переключить выключатель 1ПВ рукояткой включения электродвигателя охлаждения в положение крана.
На удобном для наблюдения щитке управления расположен амперметр, по показанию которого можно узнать загруженность главного электродвигателя.
Выключатель лампы местного освещения находится на его верхней части.
Для защиты от короткого замыкания силовой цепи предусмотрены предохранители 1ПР (35А), 2ПР (4А), 3ПР (2А), а для защиты цепей операции и освещения – предохранители 4ПР (4А) и 5ПР (2А).
Для защиты от перегрузки главного двигателя предусмотрено тепловое реле РТ (13А).
www.stanoktehpasport.ru