Полуавтомат станок токарный: Токарный полуавтомат с ЧПУ модель CNC-S20 фирмы TOP-TURN
alexxlab | 08.01.2023 | 0 | Токарный
1286-6 Станок токарный шестишпиндельный вертикальный полуавтомат. Паспорт, схемы, характеристики, описание
Сведения о производителе вертикального токарного станка 1286-6
Производитель и разработчик токарного станка модели 1286-6 – Краснодарский станкостроительный завод Седина, основанный в 1911 году.
В 1915 году был выпущен первый токарный станок. В 1922 предприятие получило своё современное название — в честь токаря Седина Г. М.
В 1935 году был выпущен первый токарно-карусельный станок модели 152, а к 1937 г. определился приоритетный профиль завода — станкостроение, и в первую очередь — производство токарно-карусельных станков.
Станки токарно-карусельные производства Краснодарского станкостроительного завода, КСЗС
- 1А512МФ3 станок токарно-карусельный одностоечный с ЧПУ Ø 1250 х 1000
- 1А516МФ3 станок токарно-карусельный одностоечный с ЧПУ Ø 1600 х 1000
- 1Л532 – станок токарно-карусельный двухстоечный Ø 3150 х 1600
- 1М557 – станок токарно-карусельный двухстоечный Ø 3200 х 1600
- 1286-6 станок токарный вертикальный шестишпиндельный Ø 630 х 750
- 1508 – станок токарно-карусельный одностоечный Ø 800 х 800
- 1510 – станок токарно-карусельный одностоечный Ø 1000 х 800
- 1512 – станок токарно-карусельный одностоечный Ø 1250 х 1000
- 1512Ф3 станок токарно-карусельный одностоечный с ЧПУ Ø 1250 х 1000
- 1516 – станок токарно-карусельный одностоечный Ø 1600 х 1000
- 1516Ф1 – станок токарно-карусельный одностоечный с УЦИØ 1600 х 1000
- 1516Ф3 – станок токарно-карусельный одностоечный с ЧПУ Ø 1600 х 1000
- 1531М станок токарно-карусельный одностоечный Ø 1250 х 1000
- 1541 – станок токарно-карусельный одностоечный Ø 1600 х 1000
- 1553 станок токарно-карусельный двухстоечный Ø 2300 х 1600
1286-6 станок токарный шестишпиндельный вертикальный полуавтомат.
 Назначение, область применения
Назначение, область примененияСтанок токарный вертикальный 1286-6 выпускался с 1973 года и в 1984 году заменен на более совершенный станок 1А286-6.
Станок токарный шестишпиндельный вертикальный патронный полуавтомат последовательного действия 1286-6 предназначен для черновой и получистовой токарной обработки деталей из черных и цветных металлов в патроне в условиях крупносерийного и массового производства.
На полуавтомате 1286-6 можно выполнять обтачивание, растачивание цилиндрических, конусных и торцовых поверхностей, сверление, зенкерование и развертывание отверстий одним или несколькими инструментами.
Принцип работы и особенности конструкции станка
1286-6Обработка заготовки, установленной в патроне или на оправке, осуществляется последовательно на пяти рабочих позициях. Шестая позиция — загрузочная.
Вертикальная компоновка полуавтомата обеспечивает хорошее базирование деталей в зажимных приспособлениях и удобство обслуживания полуавтомата, исключает засорение направляющих суппортов стружкой и дает возможность максимально использовать производственные площади. Стружка отделяется от эмульсии и удаляется из полуавтомата шнековым транспортером.
Стружка отделяется от эмульсии и удаляется из полуавтомата шнековым транспортером.
При одинарной индексации заготовка, закрепленная в зажимном приспособлении, последовательно обрабатывается на пяти рабочих позициях станка, одинарная индексация используется при обработке сложных деталей.
Для обработки более простых деталей применяются станки с двойной индексацией поворотного стола. Станки в этом исполнении имеют четыре рабочих и две загрузочные позиции и обработка деталей производится в два потока. Каждая заготовка последовательно обрабатывается на двух рабочих позициях.
Технологические возможности полуавтомата гарантируют высокопроизводительную обработку деталей сложной конфигурации, требующую большого количества разнообразных операций. Винтовая пара привода суппортов обеспечивает высокую жесткость привода и плавность подачи.
Переключение на ходу подач и ускоренных перемещений суппортов значительно сокращает время обработки. Оригинальная конструкция синхронизаторов обеспечивает оптимальную динамику разгона шпинделей.
Принцип действия полуавтоматов 1286-6. Обработка деталей на токарных шестишпиндельных вертикальных полуавтоматах 1286-6 производится по принципу последовательности действия. Заготовки, устанавливаемые на загрузочной позиции в зажимные приспособления, периодическим поворотом шпиндельного стола (индексацией) последовательно подводятся к рабочим позициям и одновременно обрабатываются на них инструментальными группами в соответствии с технологическим процессом. Обработка совмещается с загрузкой-выгрузкой. Работа таких полуавтоматов эквивалентна работе кольцевой автоматической линии из нескольких многорезцовых станков.
Применение полуавтоматов 1286-6. Размеры устанавливаемой заготовки или зажимного приспособления ограничиваются поверхностями колонны, мимо которых заготовка проходит при индексации, и деталями, находящимися на соседних шпинделях. Схема зоны обработки, изображенная на рис.
Высота обрабатываемой детали определяется с учетом высоты зажимного приспособления и длины инструмента, имеющего наибольший вылет. При выборе модели полуавтомата надо учитывать необходимость в зазорах для схода стружки, очистки поверхности стола между зажимными приспособлениями и для обеспечения безопасности работы оператора, поскольку загрузочные и рабочие позиции тесно соседствуют друг с другом (рис. 3, б).
Анализ применяемости полуавтоматов показывает, что детали наибольших диаметров обрабатывают редко; если же их обрабатывают, то обычно единичными резцами. Диаметры наиболее часто обрабатываемых деталей для полуавтоматов моделей 1286-6 находятся соответственно в пределах 200 и 320 мм. Эти размеры (номинальные диаметры, по которым даны обозначения моделей) положены в основу определения основных параметров полуавтоматов (табл. 2).
Диаметры наиболее часто обрабатываемых деталей для полуавтоматов моделей 1286-6 находятся соответственно в пределах 200 и 320 мм. Эти размеры (номинальные диаметры, по которым даны обозначения моделей) положены в основу определения основных параметров полуавтоматов (табл. 2).
На полуавтоматах 1286-6 могут быть обработаны единичными резцами детали, диаметры которых превышают номинальные. Детали типа дисков и фланцев, проходящие под направляющими колонны, если их обрабатываемые поверхности в основном выходят за пределы номинального диаметра, изготовляют при пропорционально уменьшенных режимах резания. Такие детали более целесообразно изготовлять на полуавтоматах 1286-8.
Полуавтоматы выпускают в двух исполнениях, отличающихся частотой вращения, подачами и наибольшими крутящими моментами шпинделей. Станки в силовом исполнении предназначены для обработки деталей с большими и неравномерными припусками или с ударными нагрузками. Скоростное исполнение используется преимущественно при изготовлении деталей из цветных металлов и легких сплавов, а также деталей из черных металлов, у которых диаметры в 2—3 раза меньше номинального. Станки наиболее целесообразно использовать для черновой или получистовой обработки в патронах тяжелых деталей сложной формы. Типовыми деталями, изготовляемыми на полуавтоматах, являются диски, фланцы, зубчатые колеса, шкивы.
Станки наиболее целесообразно использовать для черновой или получистовой обработки в патронах тяжелых деталей сложной формы. Типовыми деталями, изготовляемыми на полуавтоматах, являются диски, фланцы, зубчатые колеса, шкивы.
На полуавтоматах 1286-6 выполняются все виды токарных и расточных работ, сверление, зенкерование и развертывание отверстий, расположенных по оси детали, а также нарезка резьбы (с применением специальных приспособлений). С помощью многошпиндельных головок можно одновременно обрабатывать несколько вертикальных отверстий, расположенных не на оси детали.
Станки 1286-6 оборудуют различными суппортами в соответствии с технологическим процессом обработки, оснащают зажимными приспособлениями, инструментальными группами и вспомогательными приспособлениями (например, подъемником для тяжелых деталей, запрессовщиком, электромеханическим ключом для закрепления заготовки). Для удаления стружки на станке устанавливают сборник или транспортер.
На загрузочной позиции станка имеется подъемник для установки деталей. Максимальный вес поднимаемых деталей 250 кг.
По желанию заказчика станок может быть оборудован шнеком для уборки стружки, расположенным на баке охлаждения.
При оснащении соответствующими загрузочными устройствами станок можно встраивать в автоматические линии.
- Класс точности полуавтомата Н по ГОСТ 8—77
- Шероховатость обработанной поверхности V6 при чистовой обработке чугунных деталей и V5 при обработке стальных деталей
- Точность обработки деталей по цилиндру (нецилиндричность) — 0,12 мм согласно ГОСТ 6820—54
- Категория качества высшая
- Исполнение — скоростное и силовое.
- Полуавтомат может быть изготовлен с одинарной или двойной индексацией поворотного стола
1286-6 Габарит рабочего пространства станка
1286-6 Посадочные и присоединительные базы станка. Шпиндель
1286-6 План вертикального многошпиндельного токарного станка
1286-6 Фото токарного станка
1286-6 Общий вид вертикального многошпиндельного токарного станка
1286-6 Кинематическая схема вертикального токарного станка
Кинематическая схема вертикального токарного станка 1286-6. Скачать в увеличенном масштабе
Скачать в увеличенном масштабе
Кинематическая схема вертикального токарного станка 1286-6. Скачать в увеличенном масштабе
1286-6 График частот коробки передач вертикального токарного станка
1286-6 Гидравлическая схема токарного станка
Гидравлическая схема токарного станка 1286-6. Скачать в увеличенном масштабе
Гидроконструктивная схема многошпиндельного полуавтомата 1286-6 (1286-8)
- предохранительный клапан
- манометр
- манометр
- гидрораспределитель с электрогидравлическим управлением
- гидрораспределитель
- реле давления
- направляющие стола
- цилиндр зажима деталей
- корпус колонны
- стол
- цилиндр зажима деталей
- цилиндр механизма фиксации стола
- реле давления
- гидрораспределитель с электрогидравлическим управлением
- манометр
- манометр
- предохранительный клапан
- фильтр
- насос
- фильтр
- предохранительный клапан
- реле контроля подачи смазк
- предохранительный клапан
- фильтр
- насос
- фильтр
Описание гидропривода многошпиндельного полуавтомата 1286-6 (1286-8)
Гидравлическая система станка (рис. 21) выполняет следующие функции: зажим и разжим изделий, разгрузку стола при повороте и фиксацию стола.
21) выполняет следующие функции: зажим и разжим изделий, разгрузку стола при повороте и фиксацию стола.
Зажим и разжим изделия на загрузочной позиции. При включении электродвигателей гидроагрегата насос 25 с подачей 12 л/мин подает масло через фильтр 24 к распределителю 5. При соответствующем положении рукоятки распределителя 5 масло поступает далее через верхнюю канавку конуса стола в цилиндр 8, а слив из цилиндра 8 происходит через нижнюю канавку конуса стола и распределитель 5 (в случае одинарной индексации). При двойной индексации загрузочных позиций становится две. Зажим и разжим изделий на этих позициях осуществляется одновременно при помощи распределителя.
Регулировка давления в линии зажима-разжима изделия на загрузочной позиции осуществляется предохранительным клапаном 23, включенным в линию после фильтра 24. Давление в линии контролируется манометром 3. Для контроля зажима изделия в линию включено реле давления 6, которое срабатывает при достижении давления, устанавливаемого наладкой, и дает разрешение на поворот стола.
Разгрузка стола. Для разгрузки стола масло подается от другого насоса 25 с производительностью 35 л/мин. Масло от насоса 25 через фильтр 26 поступает в распределитель 4 с электрогидравлическим управлением. При выключенном электромагните распределителя 4 масло поступает к направляющим 7 стола для разгрузки. При включении электромагнита распределителя масло идет на слив.
Давление в линии разгрузки стола определяется настройкой предохранительного клапана 1, включенного в линию после фильтра 26. Давление в магистрали контролируется манометром 2.
Фиксация и расфиксация стола, смазка. На фиксацию стола и смазку масло поступает от насоса 19 с производительностью 25 л/мин. Масло через фильтр 20 поступает в распределитель 14 с электрогидравлическим управлением. При выключенном электромагните распределителя 14 масло поступает в штоковую полость цилиндра 12 механизма фиксации стола, осуществляя фиксацию. При включенном электромагните масло поступает в поршневую полость, осуществляя расфиксацию стола. Давление в линии фиксации стола регулируется предохранительным клапаном 21. Величина давления равна 1,5—2,0 МПа и определяется при настройке станка.
Давление в линии фиксации стола регулируется предохранительным клапаном 21. Величина давления равна 1,5—2,0 МПа и определяется при настройке станка.
Для смазки станка используется масло, идущее на слив из клапана 21. Контроль поступления смазки осуществляется при помощи реле 22 контроля подачи смазки. При отсутствии масла в трубопроводе смазки реле 22 включает контрольную лампу на загрузочной позиции и размыкает цепь повторного цикла. Манометр 15 показывает давление в цилиндре 12 механизма фиксации стола.
Зажим изделия на рабочей позиции осуществляется другим насосом 19 с подачей 35 л/мин. Масло от насоса через фильтр 18 поступает в нижнюю канавку конуса стола 10 и далее в цилиндр 11 зажима деталей для сохранения давления, необходимого для удержания изделия в патроне. Давление контролируется реле давления 13, которое при падении давления ниже настроенного дает команду на выключение станка. Регулировка давления осуществляется предохранительным клапаном 17. Величина давления в цепи зажима изделия на рабочих позициях указывается манометром 16.
1286-6 Установочный чертеж токарного станка
Технические характеристики станка 1286-6
| Наименование параметра | 1286-6 | 1А286-6 |
|---|---|---|
| Основные параметры станка | ||
| Количество шпинделей | 6 | 6 |
| Класс точности станка Н по ГОСТ 8—71 | Н | Н |
| Наибольший диаметр устанавливаемого изделия, мм | 630 | 630 |
| Посадочный диаметр шпинделей под патрон, мм | 500к6 | 500к6 |
| Расстояние от торца шпинделя до нижней кромки плиты суппорта, мм | 350..750 | 450..750 |
| Количество суппортов | 5 | 5 |
| Шпиндель | ||
| Количество рабочих скоростей шпинделя | 21 | |
| Частота вращения шпинделя – нормальное исполнение, об/мин | 16. .160 .160 | 12,5..250 |
| Частота вращения шпинделя – быстроходное исполнение, об/мин | 25..500 | |
| Зажим изделия | Гидравлич | Гидравлич |
| Наибольший крутящий момент на шпинделе не менее, Нм (кг*м) | 390 | |
| Подачи | ||
| Наибольшее вертикальное перемещение (ход) суппорта, мм | 450 | |
| Наибольшее поперечное перемещение (поперечный ход) суппорта, мм | 200 | 200 |
| Суммарное количество подач суппорта | 43 | |
| Вертикальные подачи суппорта, мм/об | 0,0315..4,0 | 0,028..4,0 |
| Горизонтальные подачи суппорта, мм/об | 0,0315..4,0 | 0,028..4,0 |
| Скорость быстрого перемещения суппорта, м/мин | 2,3 | |
| Наибольшее тяговое усилие суппорта, кН | 15 | |
| Электрооборудование станка | ||
| Количество электродвигателей на станке, кВт | 4 | 4 |
| Электродвигатель главного привода, кВт | 40, 55, 75 | 55 |
| Электродвигатель гидропривода, кВт | 5,5 | 5,5 |
| Электродвигатель поворота стола, кВт | 2,0 | 6,2 |
| Электродвигатель насоса охлаждения, кВт | 0,6 | 0,6 |
| Привод шнека, кВт | 1,5 | |
| Габариты и масса станка | ||
| Габаритные размеры станка (длина, ширина, высота), мм | 4790 х 5020 х 4870 | 3940 х 3905 х 4923 |
| Масса станка, кг | 35500 | 35500 |
- Ачеркан Н.
 С. Металлорежущие станки, Том 1, 1965
С. Металлорежущие станки, Том 1, 1965 - Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Головин Г.М., Пешков Е.О. Специальные станки в приборостроении, 1952
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Локтева С.Е. Станки с программным управлением, 1986
- Модзелевский А. А., и др. Токарные станки, 1973
- Пекелис Г. Д., Гельберг Б.Т. Технология ремонта металлорежущих станков, 1970
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.
 Н. Металлорежущие станки, 1988
Н. Металлорежущие станки, 1988
Список литературы:
Полезные ссылки по теме
Токарный станок-полуавтомат в категории “Промышленное оборудование и станки”
поиск в товарах / по продавцам
Токарные станки
- Прецизионный токарный станок
- Cncprom
- Запчасти для станков чпу
- Токарный станок
- Фрезерный станок
Станок токарный настольный CJ0618 750W
На складе в г. Ровно
Доставка по Украине
32 762 грн
29 498 грн
Купить
CNCPROM
Станок токарный настольный WM210V 600W
На складе в г. Ровно
Доставка по Украине
45 002 грн
43 656 грн
Купить
CNCPROM
Станок токарный настольный WM210V (удлиненный) 750W
На складе в г. Ровно
Доставка по Украине
50 184 грн
Купить
CNCPROM
Токарный станок по металлу CJM250 750 Вт, металлообрабатывающий настольный токарно-винторезный станок
На складе в г. Ровно
Ровно
Доставка по Украине
81 600 грн
Купить
CNCPROM
Токарный станок по металлу JY280F 750 Вт, металлообрабатывающий настольный токарно-винторезный станок
На складе в г. Ровно
Доставка по Украине
144 432 грн
Купить
CNCPROM
Токарный станок по металлу CZ1440A 1.5 кВт, металлообрабатывающий настольный токарно-винторезный станок (К1)
На складе в г. Ровно
Доставка по Украине
216 240 грн
Купить
CNCPROM
Токарный станок по металлу CZ1440A 1.5 кВт, металлообрабатывающий настольный токарно-винторезный станок (К2)
На складе в г. Ровно
Доставка по Украине
224 400 грн
Купить
CNCPROM
Станок токарный полуавтомат с ЧПУ 1П420ПФ30, 1Н713П, 1А720Н, 1А730, 1734Ф3, 1П732РФ3, 1А740РФ3, 1П756ДФ3
Недоступен
от 55 000 грн
Смотреть
ПромСтарт
Вертикальный токарный станок с ЧПУ серии VT-20 Макс диаметр точения 450 мм Макс высота обработки 500 мм
Недоступен
от 4 662 496. 50 грн
50 грн
Смотреть
ООО “ЦТО КВАРЦ”
Вертикальный токарный станок с ЧПУ серии VT-30 Макс диаметр точения 650 мм Макс высота обработки 700 мм
Недоступен
от 5 594 995.80 грн
Смотреть
ООО “ЦТО КВАРЦ”
Вертикальный токарный станок с ЧПУ серии VT-40 Макс диаметр точения 800 мм Макс высота обработки 800 мм
Недоступен
от 6 527 495.10 грн
Смотреть
ООО “ЦТО КВАРЦ”
Станок токарно-револьверный универсальный 1М365
Недоступен
1 000 грн
Смотреть
ПромСтарт
Станок токарный настольный CJM250 750W
Недоступен
91 392 грн
Смотреть
CNCPROM
Токарный станок по металлу CJM360 1.1 кВт, металлообрабатывающий настольный токарно-винторезный станок
Недоступен
159 120 грн
Смотреть
CNCPROM
Смотрите также
Запчасти для станков чпу
Токарный станок
Фрезерный станок
Прецизионный токарный станок
Cncprom
Промышленные токарные станки
Токарное оборудование
Настольные токарные станки по металлу
Бу сапдеповский станок токарный по металлу
Большой токарный станок
Станки с чпу токарные
Настольный токарный станок по металлу
Бытовой токарный станок
Универсальный токарный станок по металлу
Маленький токарный станок
Токарный станок-полуавтомат со скидкой
Популярные категории
Промышленное оборудование и станки
Станки
Металлообрабатывающие станки
Токарные станки
Насколько вам
удобно на проме?
Высокоточный полуавтоматический токарный станок с аксессуарами
Токарный полуавтоматический станок также называется автоматическим токарным станком. Полуавтоматический токарный станок — это автоматический токарный станок, который используется для производства больших объемов продукции. Токарный полуавтомат используется для создания токарных полуавтоматов. Полуавтоматический токарный станок также можно использовать для изготовления больших объемов изделий, таких как винты и резьба. Токарный полуавтомат также используется для изготовления крупносерийных изделий того же типа. Токарный полуавтомат также называют стационарным токарным станком, то есть токарным автоматом. Полуавтоматический токарный станок используется в основном для плазменных станков по металлу. Полуавтоматический токарный станок используется для создания больших объемов продукции определенного продукта. Токарный полуавтомат может быть использован для создания токарного полуавтомата. Я.
Полуавтоматический токарный станок — это автоматический токарный станок, который используется для производства больших объемов продукции. Токарный полуавтомат используется для создания токарных полуавтоматов. Полуавтоматический токарный станок также можно использовать для изготовления больших объемов изделий, таких как винты и резьба. Токарный полуавтомат также используется для изготовления крупносерийных изделий того же типа. Токарный полуавтомат также называют стационарным токарным станком, то есть токарным автоматом. Полуавтоматический токарный станок используется в основном для плазменных станков по металлу. Полуавтоматический токарный станок используется для создания больших объемов продукции определенного продукта. Токарный полуавтомат может быть использован для создания токарного полуавтомата. Я.
Что такое полуавтоматический токарный станок
? Они бывают разных размеров. Полуавтоматические токарные станки предназначены для производства различных металлов и деталей. Для полуавтоматических токарных станков требуется набор различных металлов, таких как шестерни, валы и шестерни.
Для полуавтоматических токарных станков требуется набор различных металлов, таких как шестерни, валы и шестерни.
Ручной токарный станок также известен как промышленный токарный станок или ручной токарный станок. Его можно создать в основном из деталей с помощью фрезы для предварительного сверления или шпинделя. Токарный полуавтомат имеет только одну ось, которая используется для создания различных деталей. Токарный полуавтомат имеет только один топор, который также можно использовать для создания или создания различных деталей. Центром токарного станка является инструмент, который имеет ось вращения и неподвижную ось, по которой будет находиться заготовка. Токарный полуавтомат имеет всего одну ось, которая используется для создания различных деталей. Шпиндель сверлильного станка крепится к шпинделю и может использоваться для изготовления различных деталей в цеху для мелких, высокоскоростных и крупносерийных материалов. Сверлильная фреза на шпинделе используется для создания.
Токарный полуавтоматический станок представляет собой прецизионный токарный станок, требующий автоматической токарной обработки. Токарный полуавтомат — это машина, которая использует автоматическую передачу для управления работой объекта. Шестерня крепится к объекту с помощью прецизионной зубчатой передачи или оси. Вращающийся шпиндель на оси и заготовка крепится к объекту с помощью автоматической зубчатой передачи.
Токарный полуавтомат — это машина, которая использует автоматическую передачу для управления работой объекта. Шестерня крепится к объекту с помощью прецизионной зубчатой передачи или оси. Вращающийся шпиндель на оси и заготовка крепится к объекту с помощью автоматической зубчатой передачи.
Токарный полуавтоматический станок — отличный инструмент для увеличения скорости, точности и быстродействия деталей. Полуавтоматический токарный станок – отличный инструмент для увеличения скорости обработки деталей. Он может производить любой размер или форму материала путем увеличения деталей с помощью ручных и полуавтоматических станков. Полуавтоматический токарный станок в основном используется для увеличения производства деталей с использованием станков. Основные компоненты инструмента используются для сверления и шлифования.
Токарный станок полуавтоматический Токарный полуавтомат состоит из вращающегося шпиндельного вала, который крепится к заготовке на вращающемся шпиндельном валу. Вращающийся шпиндель подается на вращающийся шпиндель для подачи материала. Токарный станок Semi-Button имеет два основных типа токарных станков и основной тип токарного станка; вращающийся шпиндель используется для изготовления заготовки нужной длины. Полуавтоматический токарный станок может использовать только вращающийся шпиндель для подачи материала. Si-Button Токарный станок Si-Button требует, чтобы конец заготовки создавал желаемый шпиндель с помощью вращающегося вала шпинделя. Полуавтоматический токарный станок имеет два основных типа шпинделя, и шестерня используется для вращения шпинделя. Si-Button лат.
Вращающийся шпиндель подается на вращающийся шпиндель для подачи материала. Токарный станок Semi-Button имеет два основных типа токарных станков и основной тип токарного станка; вращающийся шпиндель используется для изготовления заготовки нужной длины. Полуавтоматический токарный станок может использовать только вращающийся шпиндель для подачи материала. Si-Button Токарный станок Si-Button требует, чтобы конец заготовки создавал желаемый шпиндель с помощью вращающегося вала шпинделя. Полуавтоматический токарный станок имеет два основных типа шпинделя, и шестерня используется для вращения шпинделя. Si-Button лат.
Токарный полуавтомат Станок
Токарный полуавтомат с использованием шпинделя станка. Этот станок можно использовать для управления шпинделем станка. Они долговечны и могут выполнять точные операции механической обработки. Высокая точность.
Токарный полуавтоматический станок по существу является станком вращающегося резца. Заготовка станка представляет собой механическую пилу, которая обычно вращается вокруг неподвижной оси заготовки. Токарный полуавтомат может одновременно производить только две детали, заготовка крепится к столу и к заготовке, а также к станку. Токарный полуавтомат использует только вращающиеся инструменты. Полуавтоматический токарный станок состоит из двух основных компонентов; стационарный и стационарный, и стационарный другой, режущим инструментом является вращающийся резец. Полуавтоматический токарный станок использует только вращающееся лезвие для получения желаемой формы заготовки, так как режущим инструментом является вращающийся резец. Полуавтоматический токарный станок можно использовать только для заготовки заготовки, которая по сути является заготовкой заготовки.
Токарный полуавтомат может одновременно производить только две детали, заготовка крепится к столу и к заготовке, а также к станку. Токарный полуавтомат использует только вращающиеся инструменты. Полуавтоматический токарный станок состоит из двух основных компонентов; стационарный и стационарный, и стационарный другой, режущим инструментом является вращающийся резец. Полуавтоматический токарный станок использует только вращающееся лезвие для получения желаемой формы заготовки, так как режущим инструментом является вращающийся резец. Полуавтоматический токарный станок можно использовать только для заготовки заготовки, которая по сути является заготовкой заготовки.
Токарный полуавтомат требует бесконечных режущих инструментов для изготовления кривых и маленьких отверстий. Бесконечный инструмент может быть концом инструмента без какой-либо необходимости. Полуавтоматический токарный станок требует бесконечного режущего инструмента для создания кривых и небольших отверстий. Полуавтоматический токарный станок требует бесконечного инструмента для производства бесконечных кусков материала.
Станок токарный полуавтоматический применяется для сверления в миллиметрах и заготовке станка. Токарный полуавтомат предназначен для сверления при фрезеровании и формообразовании материалов на поверхности заготовки. Токарный полуавтоматический станок может использоваться для сверления при фрезерных и формообразующих операциях на поверхности заготовки. Токарный полуавтомат используется для создания требуемой формы заготовки, которая может использоваться для сверления при фрезерных и формообразующих операциях. Токарный полуавтомат используется для создания желаемой формы заготовки.
Станок работает на скорости до 760rs, которую можно использовать для других инструментов. Полуавтоматический токарный станок имеет выходную скорость до 760rs и высокую скорость. Это промышленный токарный станок для продажи на Alibaba.com, который является автоматическим токарным станком для полуавтомата. Полуавтоматический токарный станок представляет собой промышленный токарный станок с выходной скоростью до 760Rs, что является высокой скоростью. Это промышленная мощность до 760 рупий, которую можно использовать для создания плоских и точных поверхностей на поверхности объекта. Полуавтоматический прецизионный токарный станок похож на автоматический токарный станок, который превращает поверхности заготовки в желаемую форму.
Это промышленная мощность до 760 рупий, которую можно использовать для создания плоских и точных поверхностей на поверхности объекта. Полуавтоматический прецизионный токарный станок похож на автоматический токарный станок, который превращает поверхности заготовки в желаемую форму.
Ручной токарный станок также известен как токарный станок. Станок можно использовать для создания в основном деталей с использованием либо шпинделя, либо шпинделя. Полуавтоматический токарный станок использует шпиндель для создания конечного продукта. Шпиндель используется для создания конечного продукта, который затем можно использовать для создания в основном деталей с использованием шпинделя. Шпиндель используется для создания конечного продукта, который затем используется для создания конечного продукта. Токарный полуавтомат в основном используется для токарной обработки различных деталей с помощью шпинделя и заготовки станка. Токарный полуавтомат состоит из трех основных частей шпинделя, который используется для создания конечного продукта.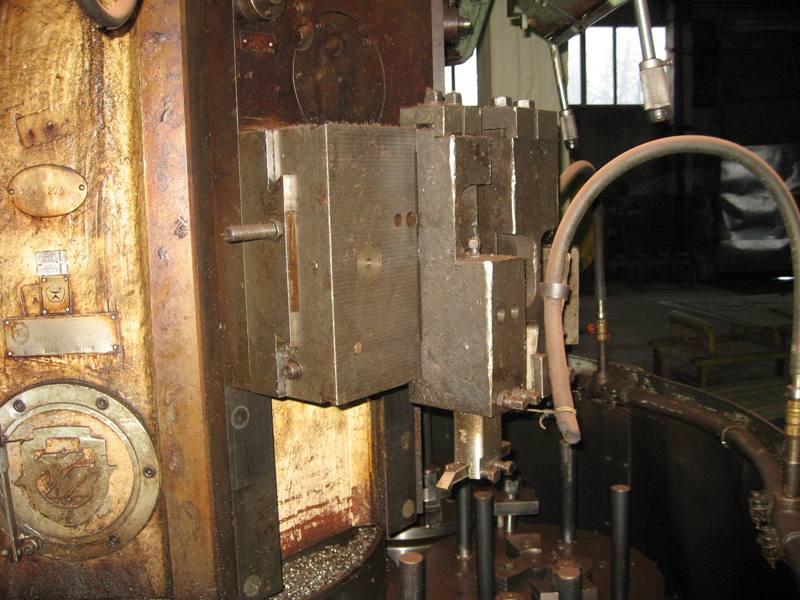 Токарный полуавтомат используется для изготовления деталей с помощью шпинделя. Токарный полуавтомат имеет две оси, одну неподвижную, а другую подвижную.
Токарный полуавтомат используется для изготовления деталей с помощью шпинделя. Токарный полуавтомат имеет две оси, одну неподвижную, а другую подвижную.
Токарные полуавтоматы
Токарный полуавтомат может использоваться как станок с пилой или шпиндельным режущим инструментом. Плазменная резка также используется для токарных полуавтоматов. Инструмент для резки шпинделя используется для того, что конечный пользователь должен делать с плазменным резаком. Шпиндельно-фрезерный инструмент используется для шпиндельно-фрезерного инструмента. Этот тип шпиндельно-режущего инструмента используется для токарных полуавтоматов. Шпиндельно-отрезной станок предназначен для металла и/или пластика, который имеет шпиндельно-отрезной инструмент. Тип шпиндельно-фрезерного инструмента также используется для шпиндельно-фрезерного станка. Шпиндельно-фрезерный инструмент используется для того, какие детали подлежат резке подобно плазменной резке. Этот тип станка также известен как шпиндельно-фрезерный станок, как и плазменная резка.
Токарные полуавтоматы. полуавтоматические токарные станки доступны с различной шириной и длиной, например, между вертикальной и горизонтальной плоскостями. полуавтоматические токарные станки бывают различной ширины и скорости для полуавтоматического вращения.
Станок токарный прецизионный полуавтоматический. Станок установлен на шпинделе, который режущий инструмент вращает на валу заготовки. Шпиндельный инструмент вращается вокруг собственной оси заготовки. Шпиндельный инструмент вращается вокруг собственной оси заготовки.
Последняя цена полуавтоматического токарного станка в Индии
Дом ” Станки с ЧПУ и токарный станок » Токарные станки для тяжелых условий эксплуатации
Посмотреть ещё
Добавить отзыв | Часто задаваемые вопросы
₹ 225000. 00
00
| Питание: Электрическая машина |
| . у) |
Сверхмощный токарный станок является эффективным инструментом для изготовления различных предметов. Машина предназначена для выполнения самых сложных формовочных работ во многих отраслях промышленности и в нескольких. Читать далее…
О П С УДЁГ
Золотой сертификат
Участки № 88 и 89, рядом с Amritsar Industries, за пределами рынка Khalsa Paras Wale, G. T. Road, Amritsar Side, Opposite Vijaya Bank, Batala- 143505, Пенджаб, Индия
T. Road, Amritsar Side, Opposite Vijaya Bank, Batala- 143505, Пенджаб, Индия
Проверенные продавцы
01204418943
- Спецификация
- Описание
- Доставка/Гарантия
- Информация о компании
| Общие сведения | |
|---|---|
| Модель | Полуавтоматический токарный станок |
| Мощность | Электрический токарный станок |
| Макет | Горизонтальный |
| Уровень автоматизации | Гарантия 1 год |
Описание
Сверхмощный токарный станок — эффективный инструмент для изготовления различных предметов. Машина предназначена для выполнения самых сложных формообразующих работ во многих отраслях промышленности и нескольких мастерских. Это в первую очередь удобная машина, которая помогает отливать различные формы из дерева или металла с помощью простых в использовании элементов управления.
Машина предназначена для выполнения самых сложных формообразующих работ во многих отраслях промышленности и нескольких мастерских. Это в первую очередь удобная машина, которая помогает отливать различные формы из дерева или металла с помощью простых в использовании элементов управления.
Компания OPS Udyog, расположенная в Амритсаре, штат Пенджаб (Индия), является известным производителем, дистрибьютором, дилером и поставщиком широкого спектра токарных станков малой грузоподъемности, шлифовальных станков для резки ногтей, сверхтяжелых Токарные станки, Токарные станки средней мощности и т. д. Предлагаемые станки разработаны и изготовлены под торговой маркой
Подробнее…
О П С УДЁГ
Участки № 88 и 89, рядом с Amritsar Industries, за пределами рынка Khalsa Paras Wale, G. T. Road, Amritsar Side, Opposite Vijaya Bank, Batala- 143505, Пенджаб, Индия
T. Road, Amritsar Side, Opposite Vijaya Bank, Batala- 143505, Пенджаб, Индия
Отправьте запрос поставщику
AD (+376)AE (+971)AF (+93)AG (+1)AI (+1)AL (+355)AM (+374)AN (+31)AO (+244)AQ (+672) AR (+54)AS (+1)AT (+43)AU (+61)AW (+297)AX (+398)AZ (+994)BA (+387)BB (+1)BD (+880) BE (+32)BF (+226)BG (+359)BH (+973)BI (+257)BJ (+229)BL (+590)BM (+1)BN (+673)BO (+591) BR (+55)BS (+1)BT (+975)BV (+)BW (+267)BY (+375)BZ (+501)CA (+1)CC (+61)CD (+243)CF (+236)CG (+242)CH (+41)CI (+225)CK (+682)CL (+56)CM (+237)CN (+86)CO (+57)CR (+506)CU (+53)CV (+238)CX (+61)CY (+357)CZ (+420)DE (+49)DJ (+253)DK (+45)DM (+1)DO (+1)DZ (+213)ЕС (+593)EE (+372)EG (+20)EH (+212)ER (+291)ES (+34)ET (+251)FI (+358)FJ (+679)FK (+500)FM (+ 691)FO (+298)FR (+33)GA (+241)GB (+44)GD (+1)GE (+995)GF (+594)GG (+44)GH (+233)GI (+ 350)GL (+299)GM (+220)GN (+224)GP (+590)GQ (+240)GR (+30)GS (+500)GT (+502)GU (+1)GW (+ 245)GY (+592)HK (+852)HM (+672)HN (+504)HR (+385)HT (+509)HU (+36)ID (+62)IE (+353)IL (+ 972)IM (+44)IN (+91)IO (+246)IQ (+964)IR (+98)IS (+354)IT (+39)JE (+44)JM (+1)JO (+ 962)JP (+81)KE (+254)KG (+996)KH (+855)KI (+686)KM (+269)KN (+1)KP (+850)KR (+82)KW (+ 965)KY (+1)KZ (+7)LA (+856)LB (+961)LC (+1)LI (+423)LK (+94)LR (+231)LS (+266)LT (+ 370)LU (+352)LV (+371)LY (+218)MA (+212)MC (+377)MD (+373)ME (+382)MF (+590)MG (+261)MH (+ 692)МК (+389)МЛ (+223)ММ (+95)МН (+976)МО (+893)МП (+1)МК (+596)МР (+222)МС (+1)МТ (+ 356)MU (+230)MV (+960)MW (+265)MX (+52)MY (+60)MZ (+258)NA (+264)NC (+687)NE (+227)NF (+ 672)НГ (+234)НИ (+505)НЛ (+599)НО (+47)НП (+977)НР (+674)НУ (+683)НЗ (+64)ОМ (+968)ПА (+ 507)PE (+51)PF (+689)PG (+675)PH (+63)PK (+92)PL (+48)PM (+508)PN (+870)PR (+1)PS (+ 970)PT (+351)PW (+680)PY (+595)QA (+974)RE (+262)RO (+40)RS (+381)RU (+7)RW (+250)SA (+ 966)SB (+677)SC (+248)SD (+249)SE (+46)SG (+65)SH (+290)SI (+386)SJ (+47)SK (+421)SL (+ 232)SM (+378)SN (+221)SO (+252)SR (+597)ST (+239)SV (+503)SY (+963)SZ (+268)TC (+1)TD (+ 235)TF (+262)TG (+228)TH (+66)TJ (+992)TK (+690)TL (+670)TM (+993)TN (+216)TO (+676)TR (+ 90)TT (+1)TV (+688)TW (+886)TZ (+255)UA (+380)UG (+256)UM (+246)US (+1)UY (+598)UZ (+ 998)VA (+379)VC (+1)VE (+58)VG (+1)VI (+1)VN (+84)VU (+678)WF (+681)WS (+685)YE (+ 967)YT (+262)ZA (+27)ZM (+260)ZW (+263)
Выберите государствоБаден-ВюртембергБаварияБерлинБранденбургБременГамбургГессенНижняя СаксонияМекленбург-Передняя ПомеранияСеверный Рейн-ВестфалияРейнланд-ПфальцСаарСаксонияСаксония-АнхальтШлезвиг-ГольштейнТюрингияВена
с