Полуавтомат токарный с чпу: Токарный полуавтомат с ЧПУ модель CNC-S20 фирмы TOP-TURN
alexxlab | 29.12.1987 | 0 | Токарный
Токарный полуавтомат вертикальный с ЧПУ 1А734Ф3
Особенности конструкции 1А734Ф3
Станок занимает небольшую площадь и не нужен специального фундамента. Поэтому его установка не будет затратна. Кроме того, предусмотрена удобная загрузка и разгрузка тяжелых заготовок с помощью цеховых средств малой механизации благодаря разведенным под 120º по горизонтали суппортам и отсутствию сверху над патроном при раскрытых дверях элементов ограждения. А эргономичная рабочая зона для ручной загрузки и смены инструмента, простой зажим обрабатываемой детали, опирающейся на базовые поверхности благодаря собственному весу и отсутствие прогиба рабочего шпинделя – станут неоспоримыми аргументами в пользу 1А734Ф3.
В конструкции полуавтомата предусмотрены автоматическое регулирование скоростей шпинделя и смена режущего инструмента в цикле обработки. Полуавтомат оснащен двумя крестовыми суппортами с четырехпозиционными револьверными головками. Наибольший диаметр обрабатываемого изделия: над станиной — 560 мм, над суппортом — 320 мм.
Преимущества токарного полуавтомата вертикального с ЧПУ 1А734Ф3
Высокая точность при длительном режиме эксплуатации достигается благодаря наличию вертикального шпинделя, жесткой термосимметричной конструкции станка, автоматической системе смазки, расположению направляющих вне зоны схода стружки, отдельно расположенным источникам тепла — гидростанции и электрошкафам.
Высокая производительность данной модели станка обеспечивается за счет:
- параллельного использования двух свободно программируемых крестовых суппортов с 4-позиционными револьверными головками и высокодинамичными приводами подач с шариковинтовыми передачамибесступенчатого главного привода от мощного асинхронного электродвигателя с частотным регулированием.
- шпиндельной бабкой с автоматическим переключением в цикле (по программе) предшпиндельного блока, обеспечивающего два диапазона силовых характеристик;
- ориентированным остановом шпинделя для удобной загрузки асимметричных деталей;
- возможностью оперативного перехода с обработки одной детали на другую;
- наличием прибора для настройки инструмента вне станка
Автономность работы возможна благодаря наличию собственной системы СОЖ (емкость, насосная станция, фильтры), двухшнековых стружкоотводов, способных отводить из зоны резания большой объем «неудобной» стружки, образующейся при обработке пластичных легированных сталей, а также системы отделения СОЖ от стружки.
Технические характеристики 1А751Ф3/1А734Ф3
| Параметр |
Значение 1А751Ф3/1А734Ф3 |
|---|---|
| Класс точности по ГОСТ 8-82 | П |
|
Наибольший диаметр обрабатываемого изделия, мм: б) над суппортом |
630/560 500/320 |
| Наибольшая высота обрабатываемого изделия, мм | 200/350 |
| 3а. Наибольший диаметр сверления за один проход, мм | 32 |
| Конец шпинделя (условный размер) по ГОСТ 12595-85 | 15/11 |
| Диаметр отверстия в шпинделе, мм | 100 Н7 |
| Расстояние от низа основания полуавтомата до торца шпинделя, мм | 1180 |
| Наибольшая высота сечения устанавливаемых резцов, мм | 32 |
| Пределы частоты вращения шпинделя, об/мин | 10-710/14-1000 |
| Количество автоматически переключаемых скоростей шпинделя |
бесступенчатое регулирование |
| Количество суппортов | 2 |
|
Наибольшее перемещение суппортов, мм: а) в вертикальном направлении б) в горизонтальном направлении |
600 330 |
|
Скорость быстрых перемещений суппортов, м/мин: а) в вертикальном направлении б) в горизонтальном направлении |
10 10 |
| Скорость рабочих подач суппортов, мм/мин | 1-1250 |
|
Дискретность задания перемещения суппортов, мм: б) в горизонтальном направлении |
0,001 0,001 |
| Количество позиций револьверных головок | 4+4 |
| Количество мест крепления инструмента револьверных головок | 8…16 |
| Мощность привода главного движения, кВт | 45/37 |
|
Наибольшее усилие подачи резца, Н: а) в вертикальном направлении б) в горизонтальном направлении |
20000 20000 |
| Наибольший допустимый крутящий момент на шпинделе, Нм | 5000 |
|
Показатель надежности: а) срок службы до первого капитального ремонта , лет б) ресурс по точности, тыс.  часов часов
|
14 9 |
|
Габаритные размеры полуавтомата, мм длина ширина высота |
4330/4275 4330/4145 3630/3500 |
| Масса полуавтомата, кг | 16440/13470 |
Документы
16595270splqamhujwu0n2sadt02gc3r
136,8 Кб
Чтобы приобрести понравившийся товар, необходимо его заказать. Есть несколько сценариев того, как это можно сделать.
- Перейти в карточку товара и нажать «Заказать». После нажатия нужно заполнить форму с контактными данными и отправить заявку. С вами свяжется менеджер для дальнейшего обсуждения.
- Вы так-же можете просто отправить запрос на адрес электронной почты: info@belstanki.
 ru
ru
Мы работаем с физическими и юридическими лицами по безналичному расчету.
Можем доставить ваш заказ собственными силами либо через операторов перевозок.
Полуавтомат токарный с ЧПУ ТМ-37
- Главная /
- Справочник
- Станки советские, российские, импортные – справочная информация
- Станки советские, российские, импортные – справочная информация
- Полуавтомат токарный с ЧПУ ТМ-37
Предназначен для обработки деталей «Труба», «Стакан», «Гильза» и других тел вращения, включая глубокую расточку и нарезание стандартных, упорных и специальных резьб, а также резьб специального профиля для деталей бурового назначения (насосно-компрессорные
Технические характеристики станка ТМ-37
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | |
| Наибольший диаметр детали обрабатываемой над станиной, мм | 160 |
| Наибольший диаметр детали обрабатываемой над суппортом, мм | |
| Наибольшая длина обрабатываемой детали, мм | 1000 |
| ЧПУ | ЧПУ |
Пределы частот вращения шпинделя Min/Max, об/мин. |
– |
| Мощность, кВт | 26 |
| Габариты, мм | |
| Масса, кг | |
| Начало серийного выпуска, год | |
| Завод-производитель | Тульский научно-исследовательский технологический институт ТНИТИ, ОАО |
Предлагаем купить новые или после капремонта аналоги оборудования типа Полуавтомат токарный с ЧПУ ТМ-37 по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели ТМ-37 производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию – Полуавтомат токарный с ЧПУ ТМ-37 составляет:
- новые станки – 12 мес.,
- после капитального ремонта – 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Полуавтомат токарный с ЧПУ ТМ-37 звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 276-70-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Полуавтомат токарный с ЧПУ ТМ-37 звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Популярные модели
-
В наличии
Токарные многорезцовые полуавтоматы в России
- Главная
- Продажа
- Токарное оборудование
- Токарный многорезцовый полуавтомат
Вы можете очень быстро сравнить цены токарного многорезцового полуавтомата и подобрать оптимальные варианты из более чем 19302 предложений
1н713,1н713п токарный многорезцовый полуавтомат
Состояние: Б/У Год выпуска: 1986 Производитель: Россия
1н713,1н713п токарный многорезцовый полуавтомат, 1987г.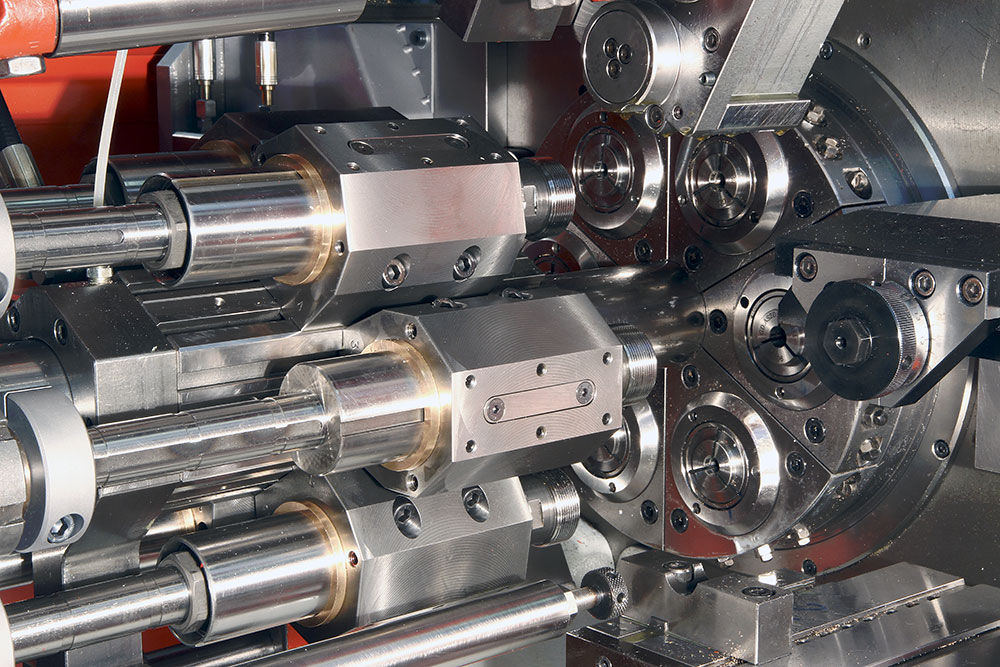 в. 5шт.500ммх710мм.масса станка 4000кг.
в. 5шт.500ммх710мм.масса станка 4000кг.
04.07.2019 Екатеринбург (Россия)
токарно-револьверный полуавтомат 1м425
Состояние: Б/У Год выпуска: 1991 Производитель: Алапаевский станкостроительный завод (Россия)
Продам токарно-револьверный полуавтомат 1М425 2 шт. Один станок 1991г. в., другой -1990г. в. Станки в хорошем техническом состоянии.Предназначен для механической обработки в патроне штучных…
25.04.2016 Алапаевск (Россия)
100 000
Завод ГИДРОПРОМ Курск токарные автоматы/полуавтоматы 1А240, 1Б240, 1Б225, 1Б216, КА202, КА106
Завод “Гидропром” г. Курск приобретет токарные автоматы/полуавтоматы 1А240, 1Б240, 1Б225, 1Б216, КА202, КА106 любых годов выпуска,рассмотрим все варианты. Оплата за наличный и безналичный…
Оплата за наличный и безналичный…
17.11.2020 Курск (Россия)
двухшпиндельный токарно-револьверный полуавтомат с ЧПУ SPS-2/25
Состояние: Б/У Год выпуска: 1986
Продаю двухшпиндельный токарно-револьверный полуавтомат с ЧПУ SPS-2/25, г/в 1986. Цена договорная. Дополнительная информация по запросу.
05.06.2017 Набережные Челны (Россия)
Токарный двухшпиндельный полуавтомат Lambert
Состояние: Б/У Год выпуска: 1976 Производитель: Lambert
Продам Токарный двухшпиндельный полуавтомат Lambert.в рабочем состоянии 1976г
23.06.2017 Самара (Россия)
токарный многорезцевой полуавтомат КМ-216
Состояние: Б/У Год выпуска: 1993 Производитель: Россия
Продам б/у токарный многорезцевой полуавтомат КМ-2161993 г. в.В наличии 3 единицы.Локация – Ростовская область.Стоимость с учётом демонтажа и погрузки по запросу
в.В наличии 3 единицы.Локация – Ростовская область.Стоимость с учётом демонтажа и погрузки по запросу
27.09.2022 Таганрог (Россия)
токарно-фрезерный полуавтомат ebosa (швейцария) с чпу
Состояние: Новый Производитель: ebosa (швейцария) (Швейцария)
В наличии
предлагаем купить станок токарно-фрезерный полуавтомат ebosa (швейцария) с чпу bosch rexroth(германия) год полной реновации 2019,станок без эксплуатации, в наличии! комплектность 100%.готов к…
03.10.2022 Ярославль (Россия)
1 870 000
станок токарно-фрезерный полуавтомат ebosa (швейцария) чпу
Состояние: Новый
В наличии
предлагаем купить станок токарно-фрезерный полуавтомат ebosa (швейцария) с чпу bosch rexroth(германия) год полной реновации 2019,станок без эксплуатации, в наличии! комплектность 100%. готов к…
готов к…
03.10.2022 Ярославль (Россия)
1 870 000
токарно-револьверный полуавтомат с ЧПУ SPR-63HKR
Состояние: Б/У Год выпуска: 1000
Продаю токарно-револьверный полуавтомат с ЧПУ SPR-63HKR. Цена договорная. Дополнительная информация по запросу.
05.06.2017 Набережные Челны (Россия)
1к282,1к283 токарный вертикальный полуавтомат
Состояние: Б/У Год выпуска: 1990 Производитель: Россия
1к282 1990гв, 1к283 1988г.в., вертикальный токарный полуавтомат , полный комплект.
23.06.2019 Екатеринбург (Россия)
Cтанок токарный вертикальный полуавтомат 1283
Состояние: Б/У Год выпуска: 1993
В наличии 4 единицы, годы выпуска от 1983 до 1993 г.
17.05.2019 Тверь (Россия)
400 000
Токарно-прутковый полуавтомат 1А240-6
Состояние: Б/У Год выпуска: 1976 Производитель: Россия
Автомат 1А240-6 предназначен для обработки сложных и точных деталей из калиброванных прутковых заготовок круглого, шестигранного, квадратного сечения различных марок сталей и цветных металлов
21.07.2021 Петухово (Россия)
190 000
токарный полуавтомат 1Б290НП-6К
Состояние: Б/У Год выпуска: 1989
Куплю станок Токарно-патронный полуавтомат 1Б290НП-6К б/у
28.05.2019 Москва (Россия)
станки (токарные, расточные, сверлильные, шлифовальные и др. ), оборудование, прессы и многое другое
), оборудование, прессы и многое другое
Состояние: Б/У
Продам станки (токарные, расточные, сверлильные, шлифовальные и др.), оборудование, прессы и многое другое. Большой выбор. Цена договорная. Подробности по телефону. Наименование…
15.03.2020 Кемерово (Россия)
станки (токарные, расточные, сверлильные, шлифовальные и др.), оборудование, прессы и многое другое
Состояние: Б/У
Продам станки (токарные, расточные, сверлильные, шлифовальные и др.), оборудование, прессы и многое другое. Большой выбор. Цена договорная. Подробности по телефону….
15.03.2020 Кемерово (Россия)
Завод “Гидропром” Курск возобновляет закупку станков 1Б240-6 полуавтомат,1Б216,1Б240-0
Состояние: Б/У Год выпуска: 2000
Завод “Гидропром” Курск приобретет следующее оборудование по наличному и безналичному расчету. Токарный шестишпиндельный полуавтомат 1Б240-6, так же 1Б216, так же 1Б240-0.Рассмотрим любые…
Токарный шестишпиндельный полуавтомат 1Б240-6, так же 1Б216, так же 1Б240-0.Рассмотрим любые…
18.05.2017 Курск (Россия)
Специальный токарный станка РТ772ПМФ3-140 с ЧПУ для нарезки резьб на трубах НКТ
Состояние: Новый Производитель: Россия
В наличии
Токарный патронный полуавтомат с ЧПУ РТ772ПМФ3 предназначен для высоко- производительной нарезки резьб на трубах НКТ. Максимальный диаметр обрабатываемого изделия, мм 320/500Максимальная…
29.09.2022 Москва (Россия)
8 390 000
1283,1к282 вертикальный токарный автомат
Состояние: Б/У Год выпуска: 1990 Производитель: Россия
1282, 1к282 вертикальный токарный многошпиндельный полуавтомат, патронный , макс. диаметр 250мм.
диаметр 250мм.
20.07.2019 Ижевск (Россия)
Токарный станок с ПУ MDW-10
Состояние: Б/У Год выпуска: 1977
Gildemeister MAX MÜLLER MDW 10 это токарно – револьверный полуавтомат с ЧПУ с автоматизированной сменой инструмента.Станок предназначен для черновой и чистовой обработки наружных и внутренних…
27.05.2020 Санкт-Петербург (Россия)
400 000
Модель 16К20 НТ502 2Н118 3Б161 3У13
В наличии
продаю разное оборудование смотрите фото. № п/п Инв. № Наименование Модель Год вып. Технические характеристики Фото Тех. документация Масса, кг Примечание…
21.03.2013 Владикавказ (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по токарному многорезцовому полуавтомату почти как на Авито и TIU
Видео токарного многорезцового полуавтомата
1П756ДФ3 Станок токарный патронный с числовым программным управлением (ЧПУ).
 Паспорт, схемы, характеристики, описание
Паспорт, схемы, характеристики, описаниеСведения о производителе токарного станка с ЧПУ 1П756ДФ3
Производителем токарного станка с ЧПУ 1П756ДФ3 является Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года – это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков – 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели – 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ – 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983, 1Н983 – для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
- 1А64 станок токарно-винторезный универсальный, Ø 800
- 1М63 станок токарно-винторезный универсальный, Ø 630
- 1М63Б, 1М63БГ станок токарно-винторезный повышенной мощности, Ø 630
- 1М63БФ101 станок токарно-винторезный с УЦИ, Ø 630
- 1М63Ф101 станок токарно-винторезный с УЦИ, Ø 630
- 1М63Н станок токарно-винторезный универсальный, Ø 630
- 1М65 станок токарно-винторезный тяжелый, Ø 1000
- 1Н65 станок токарно-винторезный тяжелый, Ø 1000
- 1Н983 станок трубонарезной, Ø 830
- 1П756ДФ3 станок токарный с ЧПУ, Ø 630
- 16К30 станок токарно-винторезный универсальный, Ø 630
- 16К30Ф3 станок токарный с ЧПУ, Ø 630
- 16К40 станок токарно-винторезный универсальный, Ø 800
- 16К40Ф101 станок токарно-винторезный с УЦИ, Ø 800
- 16М30Ф3 станок токарный с ЧПУ, Ø 630
- 16Р25П станок токарно-винторезный повышенной точности, Ø 500
- 163 станок токарно-винторезный универсальный, Ø 630
- 165 станок токарно-винторезный тяжелый, Ø 1000
- 1658 станок токарно-винторезный тяжелый, Ø 1000 х 8000
- РТ117 станок токарно-винторезный тяжелый, Ø 1140
- РТ817 станок токарно-винторезный тяжелый, Ø 1370
- РТ755Ф3 станок токарный с ЧПУ тяжелый специальный, Ø 1000
- ТНП-111 станок токарный настольный, Ø 150
1П756ДФ3 Станок токарный патронный с ЧПУ.
 Назначение и область применения
Назначение и область примененияПолуавтомат токарный патронный с ЧПУ 1П756ДФ3 предназначен для токарной обработки по программе цилиндрических, торцовых, конических, ступенчатых и криволинейных поверхностей деталей из чёрных и цветных металлов и сплавов, а также для сверления и растачивания центральных отверстий, нарезания наружных и внутренних резьб.
Станок 1П756ДФ3 предназначен для обработки деталей в патроне со ступенчатым и криволинейным профилями в условиях мелкосерийного и серийного производства.
На станке 1П756ДФ3 можно производить наружное точение, растачивание, сверление, нарезание резьбы по программе.
Принцип работы и особенности конструкции станка 1П756ДФ3
Токарный полуавтомат 1П756ДФ3 оснащен системой программного управления – Bosch CNC System 5.
Полуавтомат 1П756ДФ3 высокомеханизирован, удобен в управлении, обладает достаточной жесткостью, виброустойчивостью и высокой точностью.
Для получения высокой точности обработки в шпиндельной опоре применяется дуплексированный шариковый подшипник.
Количество зубчатых колес в шпиндельной бабке уменьшено и повышена их точность, увеличена точность направляющих станины и суппорта.
Привод главного движения осуществляется от электродвигателя постоянного тока.
Перемещение суппорта — от высокомоментного электродвигателя постоянного тока со встроенным датчиком обратной связи.
Повышение точности зубчатых колес и сокращение их количества уменьшило вибрации и тепловые деформации шпинделя.
Введение вместо зубчатых передач ременных на скоростном диапазоне 1:1 и на датчике нарезки резьбы позволило уменьшить шум от работы полуавтомата.
На полуавтомате установлены две револьверные головки. Обе головки установлены на одной ползушке и находятся друг от друга на расстоянии, достаточном для обработки деталей в соответствии с руководством полуавтомата:
- Дисковая восьмипозиционная головка с осью, параллельной оси шпинделя
- Четырехгранная головка с осью, перпендикулярной оси шпинделя
Головка восьмипозиционная предназначена для закрепления режущего инструмента при наружной обточке.
Четырехгранная головка предназначена для закрепления режущего инструмента при внутренней обработке (расточке, сверлении и др.) и позволяет устанавливать на каждую грань один или два блока с инструментом.
Расположение зеркала направляющих станины в наклонной плоскости обеспечивает свободный сход и удаление стружки из зоны обработки и свободный доступ к обрабатываемой детали.
Накладные стальные закаленные направляющие продольного и поперечного перемещений в сочетании с опорами качения и антифрикционными накладками гарантируют длительное сохранение точности полуавтомата.
Регулирование частоты вращения шпинделя и подачи позволяет производить обработку изделий как из обычных черных и цветных металлов, так и из легированных сталей.
В полуавтомат можно встраивать отечественные и иностранные комплектующие изделия — систему ЧПУ, главный привод, привод подач, револьверную головку, транспортер стружки и др.
Предусмотрена возможность стыковки полуавтомата с роботами различных исполнений.
Полуавтомат может применяться в комплексе с роботами, в составе автоматических участков и линий.
Компоновка полуавтомата, размещение на нем электрошкафов и электрооборудования, включая устройство ЧПУ, сосредоточение всех органов управления на одном подвижном пульте управления обеспечивают значительное сокращение производственной площади, занимаемой полуавтоматом, а также удобство управления им.
Компоновка станка с расположением зеркала направляющих станины в наклонной плоскости обеспечивает свободный сход и удаление стружки из зоны обработки и свободный доступ к обрабатываемой детали. Применение накладных стальных закаленных направляющих продольного и поперечного ходов в сочетании с опорами качения и антифрикционными накладками гарантирует длительное сохранение точности полуавтомата.
Привод главного движения состоит из шпиндельной бабки и двигателя постоянного тока. Шпиндельный узел имеет жесткую конструкцию и высокую виброустойчивость.
Приводы продольной и поперечной подач выполнены с применением высокомоментных электродвигателей, что позволяет обрабатывать детали на интенсивных режимах резания.
Смена инструмента на полуавтомате осуществляется автоматически с помощью двух револьверных головок.
Подвод охлаждения в зону резания производится через инструментальные блоки.
Стружка удаляется транспортером, выдвигаемым на заднюю сторону полуавтомата.
Класс точности полуавтомата П по ГОСТ 8—77.
Шероховатость поверхностей Rа 2,5 мкм по ГОСТ 2789—73.
Разработчик — Рязанское специальное конструкторское бюро станкостроения.
Модификации токарного станка 1П756
- 1П756ДФ3 – модель станка 1979 года. Система ЧПУ Bosch CNC System 5.
- 1П756ВДФ3 – модель станка высокой точности 1979 года. Система ЧПУ Альфа 2М.
- 1П756ВДФ311 – модель станка высокой точности 1979 года. Система ЧПУ МС2101.01 (НЦ-80).
- 1П756ДФ311 – система ЧПУ 2С85
- 1П756ДФ321 – система ЧПУ Электроника НЦ-31. Привода болгарские.
- 1П756ДФ398 – система ЧПУ Sinumerik 7T
- 1П756Ф4 – модель станка 1986 года.
 система ЧПУ Электроника НЦ-80-31
система ЧПУ Электроника НЦ-80-31
1П756ДФ3 Габаритные размеры рабочего пространства токарного станка с ЧПУ
Чертеж рабочего пространства токарного станка 1п756дф3
Габаритные размеры рабочего пространства токарного станка с ЧПУ 1П756ДФ3. Смотреть в увеличенном масштабе
Чертеж рабочего пространства токарного станка 1П756ДФ321
Габаритные размеры рабочего пространства токарного станка с ЧПУ 1П756ДФ321. Смотреть в увеличенном масштабе
1П756ДФ3 Посадочные и присоединительные базы токарного станка с ЧПУ
Шпиндель токарного станка 1п756дф3
Шпиндель токарного станка с ЧПУ 1П756ДФ3. Смотреть в увеличенном масштабе
Револьверные головки токарного станка 1п756дф3
Револьверные головки токарного станка с ЧПУ 1П756ДФ3. Смотреть в увеличенном масштабе
1П756ДФ3 Общий вид токарного станка с ЧПУ
Фото токарного станка 1п756дф3
Фото токарного станка 1п756дф3
Фото токарного станка 1п756дф3. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото токарного станка 1п756дф3
Фото токарного станка 1п756дф3. Смотреть в увеличенном масштабе
Фото токарного станка 1п756дф3
Фото токарного станка 1п756дф3. Смотреть в увеличенном масштабе
Фото токарного станка 1п756дф3
Фото токарного станка 1п756дф3. Смотреть в увеличенном масштабе
1П756ДФ3 Кинематическая схема токарного станка с ЧПУ
Кинематическая схема токарного станка 1П756ДФ3
Кинематическая схема токарного станка 1П756ДФ3. Смотреть в увеличенном масштабе
1П756ДФ321 Электрическая схема токарного станка с ЧПУ
Электрическая схема главного привода токарного станка 1П756ДФ3
Электрическая схема главного привода токарного станка 1П756ДФ3. Смотреть в увеличенном масштабе
Электрическая схема привода подачи координаты X станка 1П756ДФ3
Электрическая схема привода подачи координаты X токарного станка 1П756ДФ3. Смотреть в увеличенном масштабе
Электрическая схема привода подачи координаты Z токарного станка 1П756ДФ3
Электрическая схема привода подачи координаты Z токарного станка 1П756ДФ3. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
1П756ДФ3 Установочный чертеж токарного станка с ЧПУ
Установочный чертеж токарного станка 1п756дф3
Читайте также: Поколения систем ЧПУ. Термины и понятия систем ЧПУ
1П756ДФ3 Станок токарный патронный с числовым программным управлением (ЧПУ). Видеоролик.
Технические характеристики станка 1П756ДФ3
| Наименование параметра | 1П756ДФ3 | |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | П | |
| Наибольший диаметр устанавливаемой заготовки над станиной, мм | 630 | |
| Наибольший диаметр обрабатываемой в патроне заготовки над станиной, мм | 500 | |
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе, мм | 80 | |
| Наибольшая длина изделия устанавливаемого в патроне, мм | 320 | |
| Высота резца, устанавливаемого в резцедержателе, мм | 32; 25 | |
| Количество одновременно управляемых координат | 2/2 | |
| Высота оси центров от подошвы станка, мм | 1100 | |
| Допустимая масса заготовки из стали, кг | ||
| Шпиндель | ||
| Количество рабочих скоростей шпинделя | Три ступени – 1:16, 1:4, 1:1 | |
| Пределы чисел оборотов шпинделя (бесступенчатое регулирование внутри ступеней), об/мин | 8. .100; 31,5..400; 125..1600 .100; 31,5..400; 125..1600 | |
| Центр шпинделя передней бабки по ГОСТ 25557-82 | М100 | |
| Конец шпинделя | 11М | |
| Наибольший допустимый крутящий момент на шпинделе, кН*м | 3,15 | |
| Подачи | ||
| Дискретность задания перемещения продольного (Z)/ поперечного (X), мм | 0,01/ 0,005 | |
| Наибольшее перемещение суппорта: продольное (Z)/ поперечное (X), мм | 720/ 480 | |
| Диапазон скоростей продольных подач (Z), мм/мин (мм/об) | 1..2000 | |
| Диапазон скоростей поперечных подач (X), мм/мин (мм/об) | 1..2000 | |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 10 | |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 12..16 | |
| Наибольший шаг нарезаемой резьбы, мм | 39,999 | |
| Допустимое усилие резания суппорта Рz, Py, Pz кН | 2/ 10/ 6 | |
| Электрооборудование и привод станка | ||
| Питающая сеть станка | ~380В 50Гц | |
| Количество электродвигателей на станке | 10 | |
| Электродвигатель главного привода, кВт | 30 | |
| Электродвигатель подач по оси X, кВт | 1. 7 7 | |
| Электродвигатель подач по оси Z, кВт | 1.7 | |
| Электродвигатель насоса охлаждения, кВт | 0,15 | |
| Электродвигатель восьмипозиционной инструментальной головки, кВт | 0,75 | |
| Электродвигатель четырехпозиционной инструментальной головки, кВт | 0,75 | |
| Электродвигатель транспортера стружки, кВт | 0,75 | |
| Электродвигатель насоса смазки суппорта, кВт | 0,08 | |
| Электродвигатель насоса смазки передней бабки, кВт | 0,18 | |
| Суммарная мощность электродвигателей, кВт | ||
| Суммарная мощность станка, кВт | ||
| Габариты и масса станка | ||
| Габаритные размеры станка с ЧПУ (длина, ширина, высота), мм | 3200 х 2740 х 2600 | |
| Масса станка с ЧПУ, кг | 9000 |
- Ачеркан Н.
 С. Металлорежущие станки, Том 1, 1965
С. Металлорежущие станки, Том 1, 1965 - Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
1740РФ3 Станок токарный патронно-центровой с числовым программным управлением (ЧПУ).
 Паспорт, схемы, характеристики, описание
Паспорт, схемы, характеристики, описаниеСведения о производителе токарного станка с ЧПУ 1740РФ3
Производитель токарного патронно-центрового станка с ЧПУ 1740РФ3 – Московский станкостроительный завод им. Серго Орджоникидзе, ЗИО, основанный в 1932 году.
Один из первенцев станкостроения СССР. Вступил в строй в 1932. За первые 10 лет освоил производство 48 типоразмеров станков.
Станки, выпускаемые Московским станкостроительным заводом им. Серго Орджоникидзе, ЗИО
- 1А225 – станок токарный шестишпиндельный горизонтальный, Ø 25
- 1Б732Ф3 – станок токарный патронный центровой с наклонной станиной с ЧПУ, Ø 630
- 1П732РФ3 – станок токарный патронный центровой с наклонной станиной с ЧПУ, Ø 630
- 1740РФ3 – станок токарный патронный центровой с наклонной станиной с ЧПУ, Ø 630
- 1722 – станок токарный многорезцовый копировальный гидрофицированный, Ø 490 х 1275
1740РФ3 Станок токарный патронно-центровой с ЧПУ полуавтомат.
 Назначение и область применения
Назначение и область примененияСтанок 1740РФ3 – полуавтомат предназначен для обработки деталей в патроне или центрах.
Станок токарный патронный с ЧПУ 1740РФ3 предназначен для токарной обработки по программе цилиндрических, торцовых, конических, ступенчатых и криволинейных поверхностей деталей из чёрных и цветных металлов и сплавов, а также для сверления и растачивания центральных отверстий, нарезания наружных и внутренних резьб.
Станок 1740РФ3 предназначен для обработки деталей в патроне со ступенчатым и криволинейным профилями в условиях мелкосерийного и серийного производства.
Особенности конструкции полуавтомата 1740РФ3
Главный привод оснащен электродвигателем постоянного тока. Высокая жесткость полуавтомата, большая мощность главного привода и высокая частота вращения шпинделя позволяют широко использовать как металлокерамический, так и твердосплавный инструмент.
Неподвижная шпиндельная бабка с горизонтальным шпинделем установлена на станине с наклонными направляющими, по которым перемещается крестовый суппорт с револьверной головкой.
Шпиндель изделия получает вращение от регулируемого электродвигателя Ml через четырехступенчатую коробку диапазонов.
Устройство ЧПУ СНС-Н-645 обеспечивает автоматическое управление исполнительными органами полуавтомата по двум координатам и бесступенчатое регулирование частоты вращения шпинделя в четырех автоматически переключающихся диапазонах.
Привод подачи по координатам X и Z осуществляется от высокомоментных электродвигателей постоянного тока с датчиками обратной связи и высокоточных шариковых пар, что позволяет достичь высокой точности и чистоты обработки.
Переключение частот вращения шпинделя во всем диапазоне скоростей полностью автоматизировано и осуществляется от команд устройства числового программного управления.
Полуавтомат снабжен двенадцатипозиционной инструментальной головкой, которая имеет на планшайбе базовые отверстия под крепление резцедержавок с цилиндрическим хвостовиком и обеспечивает автоматическую смену инструмента в цикле обработки.
Для обработки нежестких деталей станок оснащен автоматическим люнетом с двумя быстросменными головками с диапазоном зажимаемых диаметров 40÷160 или 120÷250 мм.
Задняя бабка и кронштейн люнета перемещаются суппортом при помощи устройства захвата, это позволяет производить наружную обработку деталей типа вала в центрах, а затем, зажав правый конец детали люнетом и отведя заднюю бабку, можно осуществлять расточные работы за одну установку детали.
Наклонная компоновка полуавтомата обеспечивает удобный доступ к инструментам, облегчает установку обрабатываемого изделия и создает хорошие условия для схода и уборки стружки.
Для обработки нежестких деталей полуавтомат оснащается по заказу кронштейном люнета, на котором закрепляется быстросменный автоматический люнет с диапазоном зажимаемых диаметров 40…160 или 120…250 мм.
Задняя бабка и кронштейн люнета перемещаются суппортом, это позволяет производить наружную обработку деталей типа вала в центрах, а затем, зажав правый конец детали люнетом и отведя заднюю бабку, можно осуществлять расточные работы за один установ детали.
Система охлаждения режущего инструмента обеспечивает подачу охлаждающей жидкости к каждому инструменту.
Для удаления стружки станок снабжен шнековым транспортером. Выход стружки – сзади станка.
Смазка шпиндельной бабки циркуляционная и осуществляется с помощью специальной станции.
Смазка направляющих станины и суппорта автоматическая и осуществляется от отдельной станции с помощью дозаторов.
Полуавтомат может встраиваться в автоматические линии.
Имеется электропроводка со штепсельными разъемами для выносного оборудования.
Класс точности станка Н по ГОСТ 8—77, шероховатость обрабатываемой поверхности R 2,5 мкм.
Корректированный уровень звуковой мощности LpA не должен превышать 108 дБА. Средний уровень звука LA не должен превышать 86 дБА.
Проектная организация — Московский станкостроительный завод имени Серго Орджоникидзе.
Токарные патронно-центровые полуавтоматы выпускаются предприятием в исполнении:
- 1740РФ3.
 01 – Токарный патронный полуавтомат не комплектуется люнетом и задней бабкой (L max=400мм)
01 – Токарный патронный полуавтомат не комплектуется люнетом и задней бабкой (L max=400мм) - 1740РФ3.31 – Токарный патронно-центровой полуавтомат с ЧПУ (РМЦ=1500мм)
- 1740РФ3.61 – Токарный патронно-центровой полуавтомат с ЧПУ (РМЦ=2000мм)
- 1740РФ4.31 – Токарный патронно-центровой обрабатывающий центр (РМЦ=1500мм)
- 1740РФ4.61 – Токарный патронно-центровой обрабатывающий центр (РМЦ=2000мм)
Комплектность станка
Изделия входящие в комплект и стоимость станка:
- Станок в сборе в комплекте с электрошкафами, закрепленными на станине с задней стороны полуавтомата – 1 ед
- Гидростанция – 1 ед
- Система ЧПУ – 1 ед
- Пульт управления – 1 ед
- Транспортер стружки (поперечный) – 3 ед
За отдельную плату поставляется:
- Люнет с диапазоном зажимаемых диаметров 40 – 160 или 120 – 250 мм
- Продольный транспортер стружки
- Устройство настройки инструмента на размер вне станка
Полуавтомат может комплектоваться по требованию Заказчика одной из следующих ЧПУ:
- МС2101 (НЦ 80) Отечественное производство
- NC110 Отечественное производство
- NC200 Отечественное производство
- CNC-645-H Бывшая ГДР
- SIEMENS Германия
Основные технические характеристики токарного станка 1740РФ3
Изготовитель – Московский станкостроительный завод им. Серго Орджоникидзе, ЗИО.
Серго Орджоникидзе, ЗИО.
Основные параметры станка – в соответствии с ГОСТ 21608-76. Станки токарные с числовым программным управлением. Основные параметры и размеры.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 630, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 400 мм
- Наибольшая длина устанавливаемого в центрах – 1500 мм
- Наибольшая длина устанавливаемого в патроне – 400 мм
- Наибольший диаметр сверления – Ø 40 мм
- Конус в шпинделе шпиндельной бабки по ГОСТ 25557-82 – Метрический 100 АТ7
- Количество позиций в револьверной головке – 12 шт
- Количество одновременно управляемых координат – 2/2
- Допустимая масса заготовки из стали – 1,5 т
- Пределы чисел оборотов шпинделя в минуту – 16.
 .1600 об/мин
.1600 об/мин - Мощность электродвигателя шпинделя – 37 кВт
- Вес станка полный – 11,6 т
1740РФ3 Габаритные размеры рабочего пространства токарного станка с ЧПУ
Габаритные размеры рабочего пространства токарного станка 1740рф3
Габаритные размеры рабочего пространства токарного станка 1740РФ3. Смотреть в увеличенном масштабе
Наладочная характеристика токарного станка 1740рф3
Наладочная характеристика токарного станка 1740РФ3. Смотреть в увеличенном масштабе
1740РФ3 компоновка токарного станка с ЧПУ
Компоновка токарного станка 1740рф3
1740РФ3 Общий вид токарного станка с ЧПУ
Фото токарного станка 1740рф3
Фото токарного станка 1740рф3
Фото токарного станка 1740рф3
Фото токарного станка 1740рф3 модернизированного в Ижпрэст ООО
Фото токарного станка 1740рф3. Смотреть в увеличенном масштабе
Фото токарного станка 1740рф3 модернизированного в Ижпрэст ООО
Фото токарного станка 1740рф3 модернизированного в Ижпрэст ООО
Фото токарного станка 1740рф3. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Расположение основных узлов токарного станка 1740РФ3
Расположение основных узлов токарного станка 1740РФ3
Расположение основных узлов токарного станка 1740РФ3. Смотреть в увеличенном масштабе
Расположение основных узлов токарного станка 1740РФ3
Расположение основных узлов токарного станка 1740РФ3. Смотреть в увеличенном масштабе
Расположение основных узлов токарного станка 1740РФ3
Расположение основных узлов токарного станка 1740РФ3. Смотреть в увеличенном масштабе
- 1. Станина – 1740РФ3.110.000, 1740РФ3.110.000-I, 1740РФ3.110.000-II
- 2. Основание – 1740РФ3.170.000, 1740РФ3.174.000, 1740РФ3.175.000
- 4. Люнет – 1740РФ3.235.000-01
- 5. Задняя бабка – 1740РФ3.244.000-I
- 8. Пульт – 1740РФ3.325.000-02
- 9. Установка командоаппарата продольного – 1740РФ3.353.000
- 10. Установка командоаппарата поперечная – 1740РФ3.351.000-I
- 12.
 Замок-блокировка – 1740РФ3.358.000-I
Замок-блокировка – 1740РФ3.358.000-I - 13. Привод резьбонарезного датчика – 1740РФ3.370.200
- 14. Встройка датчика ВЕ-178.5А – 1740РФ3.376.000
- 16. Цилиндр уравновешивания – 1740РФ3.402.000
- 17. Цилиндр зажима револьверной головки – 1740РФ3.413.000
- 18. Цилиндр люнета – 1740РФ3.416.000-02
- 21. Трубопровод продольный – 1740РФ3.571.000-01
- 22. Трубопровод поперечный – 1740РФ3.553.000-II
- 23. Транспортер стружки – 1740РФ3.673.000-I, 1740РФ3.674.000-I, 1740РФ3.675.000-I
- 24. Крышка шпиндельной бабки – 1740РФ3.711.000
- 25. Суппорт – 1740РФ3.722.000-II
- 26. Передача винт-гайка продольного привода – 1740РФ3.732.000-I, -01, -02
- 27. Передача винт-гайка поперечного привода – 1740РФ3.733.000-I
- 29. Установка эл/двигателя главного привода – 1А740РФ3.745.000-01
- 30. Револьверная головка – 1740РФ3.762.000-III, -01
- 31. Шпиндельная бабка – 1740РФ3.
 772.000-I
772.000-I - 32. Привод продольный – 1740РФ3.844.000
- 33. Привод поперечный – 1740РФ3.845.000
- 35. Опора продольная – 1А740РФ3.795.000
- 36. Опора поперечная – 1740РФ3.796.000-I
- 37. Станция сказки – 1740РФ3.833.000
- 38. Ограждение – 1740РФ3.920.000, 1740РФ3.922.000-I, -01
- 39. Кожух торцовый – 1740РФ3.927.000, -01, -02
- 40. Защита направляющих – 1740РФ3.947.000, -01, -02
- 41. Щит – 1А740РФ3.910.000
- 42. Механизм автоматического переключения диапазонов – 1740РФ3.951.000
- 43. Защита винта – 1740РФ3.925.000, 1740РФ3.926.000-I
- 44. Цилиндр пиноли задней бабки – 1740РФ3.409.000
- 45. Распределительная коробка – 1740РФ3.685.000, 1740РФ3.686.000
- 46. Щиток – 1740РФ3.915.000
- 47. Устройство числового программного управления – CNC-H-645
- 48. Установка гидроцилиндра зажима патрона – 1А740РФ3.421.000
- 49. Кронштейн станции смазки – 1А740РФ3.
 740.000
740.000
Расположение органов управления токарным станком 1740РФ3
Расположение органов управления токарным станком 1740РФ3
Расположение органов управления токарным станком 1740РФ3. Смотреть в увеличенном масштабе
Расположение органов управления токарным станком 1740РФ3
Расположение органов управления токарным станком 1740РФ3. Смотреть в увеличенном масштабе
- 1. Винт для закрепления резцедержавки
- 2. Квадрат для продольного перемещения, суппорта вручную
- 3. Педаль. Служит для включения подвода и отвода, пиноли задней бабки
- 4. Микропереключатель для контроля положения люнета в разомкнутом состоянии
- 6. Педаль. Служит для зажима патрона
- 7. Оперативный пульт устройства ЧПУ. Служит для управления работой органов полуавтомата в наладочном режиме
- 8. Кран муфтовый. Служит для включения подачи охлаждающей жидкости и регулирования силы струи
- 9. Кулачки.
 Служат для управления поперечным перемещением суппорта
Служат для управления поперечным перемещением суппорта - 10. Квадрат. Служит для поперечного перемещения суппорта вручную
- 11. Кулачки. Служат для управления продольным перемещением суппорта
- 12. Реле давления. Предназначено для контроля срабатывания импульсной смазки
- 13. Предохранительный клапан. Служит для регулирования и поддержания постоянным давление в системе смазки шпиндельной бабки
- 14. Реле давления для контроля работы системы смазки
- 15. Предохранительный клапан для регулирования и поддержания постоянным давления в системе импульсной смазки суппорта и люнета.
- 16. Шкаф электроавтоматики
Схема кинематическая токарного станка 1740РФ3
Кинематическая схема токарного станка 1740рф3
Схема кинематическая токарного станка 1740РФ3. Смотреть в увеличенном масштабе
1740РФ3 Установочный чертеж токарного станка с ЧПУ
Установочный чертеж токарного станка 1740рф3
Читайте также: Заводы производители токарных станков в России
Станок токарно-револьверный с ЧПУ.
 Видеоролик.
Видеоролик.Технические характеристики станка 1740РФ3
| Наименование параметра | 1740РФ3 | 1740РФ4 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности по ГОСТ 8-82 | Н | |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 680 | 680 |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 630 | 530 |
| Наибольший диаметр обрабатываемой в патроне заготовки над суппортом, мм | 400 | 400 |
| Диаметр отверстия в шпинделе, мм | 72 | |
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе, мм | 70 | |
| Наибольшая длина изделия устанавливаемого в патроне, мм | 400 | |
| Наибольшая длина изделия устанавливаемого в центрах, мм | 1000, 1500, 2000 | 1500, 2000 |
| Наибольший диаметр сверления в центре изделия, мм | 40 | |
| Количество одновременно управляемых координат | 2/2 | |
| Наличие оси С | нет | есть |
| Высота оси центров от подошвы (основания) станка, мм | 1160 | 1160 |
| Допустимая масса заготовки из стали, кг | 1000, 1500, 2000 | 1500, 2000 |
| Шпиндель | ||
| Количество рабочих скоростей шпинделя | 4 ступени | |
| Пределы чисел оборотов шпинделя (бесступенчатое регулирование внутри ступеней), об/мин | 16. .1600 .1600 | 0..2800 |
| Центр шпинделя передней бабки по ГОСТ 25557-82 | М100 АТ7 | |
| Конец шпинделя фланцевый по ГОСТ 12595-85, тип | I-IIM | |
| Наибольший допустимый крутящий момент на шпинделе, Н*м | 5200 | |
| Подачи | ||
| Дискретность задания перемещения продольного (Z)/ поперечного (X), мм | 0,01/ 0,001 | |
| Наибольшее перемещение суппорта: продольное (Z)/ поперечное (X), мм | 1440, 2026/ 385 | |
| Диапазон скоростей продольных подач (Z), мм/мин | 1..10000 | 1..10000 |
| Диапазон скоростей поперечных подач (X), мм/мин (мм/об) | 1..10000 | 1..10000 |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 10 | 10 |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 12. .16 .16 | 12 |
| Наибольший шаг нарезаемой резьбы, мм | ||
| Допустимое усилие резания суппорта Рz, Py, Pz кН | ||
| Задняя бабка | ||
| Наибольший ход пиноли задней бабки, мм | 200 | |
| Конус в пиноли задней бабки | Морзе 6 | |
| Электрооборудование и привод станка | ||
| Питающая сеть станка | ~380В 50Гц | |
| Количество электродвигателей на станке | ||
| Электродвигатель главного привода, кВт | 37 | 600 |
| Электродвигатель подач по оси X, кВт | 4 | |
| Электродвигатель подач по оси Z, кВт | 5,5 | |
| Электродвигатель насоса охлаждения, кВт | 0,15 | |
| Электродвигатель восьмипозиционной инструментальной головки, кВт | 0,75 | |
| Электродвигатель транспортера стружки, кВт | 1,1 | |
| Электродвигатель насоса смазки, кВт | 0,55 | |
| Электродвигатель насоса гидростанции, кВт | 4 | |
| Суммарная мощность электродвигателей, кВт | ||
| Суммарная мощность станка, кВт | ||
| Габариты и масса станка | ||
| Габаритные размеры станка с ЧПУ (длина, ширина, высота), мм | 4930; 5530 х 23100 х 3050 | |
| Масса станка с ЧПУ, кг | 11600, 13100 |
- Полуавтомат токарный с ЧПУ 1740РФ3.
 Руководство по эксплуатации 1740РФ3.000.000-У1 РЭ Альбом 1..6, 1988
Руководство по эксплуатации 1740РФ3.000.000-У1 РЭ Альбом 1..6, 1988 - Грачев Л.Н. Конструкция и наладка станков с программным управлением и роботизированных комплексов, 1986
- Панов Ф.С. Работа на станках с ЧПУ, 1984
- ГОСТ Р 50369—92. Электроприводы. Термины и определения, 1993. — 16 с.
- Завгороднев П.И. Работа оператора на станках с программным управлением, 1981. — 136 с.
- Косовский В.Л. и др. Программное управление станками и промышленными роботами 1989
- Программное управление станками и промышленными роботами : учебник / [В.Л.Косовский, Ю.Г.Козырев, А.Н.Ковшов и др.], 1989. — 272 с.
- Сергиевский Л.В. Пособие наладчика станков с ЧПУ / Л. В. Сергиевский, В.В.Русланов, 1991. — 176 с.
- Соломенцев Ю.Н. Управление гибкими производственными системами / Ю. Н. Соломенцев, В.Л.Сосонкин, 1988.
 — 552 с.
— 552 с. - Сосонкин В.Л. Микропроцессорные системы числового программного управления станками / В.Л. Сосонкин, 1985. — 288 с.
- Черпаков Б.И. Металлорежущие станки : Учебник для нач. проф. образования / Б. И. Черпаков, Т. А. Альперович, 2004. — 368 с.
- Числовое программное управление станками / [В.Л. Сосонкин, О. П. Михайлев, Ю. А Павлов и др.]; под ред. В. Л. Сосонкина, 1981. — 398 с.
Список литературы:
Связанные ссылки. Дополнительная информация
Характеристики полуавтомата токарного 1А734Ф3
Изготовитель — Минский завод автоматических линий им. П. М. Машерова
Токарный полуавтомат 1А734Ф3 предназначен для автоматизации токарной, черновой и чистовой обработки в патроне в несколько проходов наружных и внутренних поверхностей деталей с прямолинейными и криволинейными образующими (типа дисков, чашек, фланцев, шестерен, маховиков и т. п.), точения наружных и внутренних резьб, спиралей на торце. В конструкции полуавтомата предусмотрены автоматическое регулирование скоростей шпинделя и смена режущего инструмента в цикле обработки. Применяется в условиях мелкосерийного и серийного производства на машиностроительных заводах различных отраслей промышленности.
В конструкции полуавтомата предусмотрены автоматическое регулирование скоростей шпинделя и смена режущего инструмента в цикле обработки. Применяется в условиях мелкосерийного и серийного производства на машиностроительных заводах различных отраслей промышленности.
Полуавтомат оснащен двумя крестовыми суппортами с четырехпозиционными револьверными головками.
Компоновка и конструкция полуавтомата выполнены по принципу построения станков общего назначения и отвечают современным требованиям по основным параметрам обработки, технологическим возможностям, точностным характеристикам, уровню механизации и автоматизации, переналаживаемости во всем диапазоне обрабатываемых изделий.
Полуавтомат может встраиваться в автоматические линии и технологические роботизированные комплексы.
Ремонтная сложность Кр = 1,134.
Класс точности полуавтомата П по ГОСТ 8—82Е.
Шероховатость обработанной поверхности Ra 2,5 мкм.
| Основные данные | |
|---|---|
| Номинальный диаметр обрабатываемой наружной поверхности, мм | 320 |
| Наибольшая высота обрабатываемого изделия в патроне, мм | 200 |
| Наибольшее расстояние от базового торца шпинделя до верхнего торца заготовки, мм | 400 |
| Диаметр патрона, мм | 400 |
| Количество шпинделей | 1 |
| Диаметр, мм: | |
| – шпинделя в передней опоре | 200 |
| – отверстия в шпинделе | 100 |
| Обозначение конуса шпинделя по ГОСТ 12595—72 | 11 |
| Расстояние от низа основания полуавтомата до торца шпинделя, мм | 1180 |
| Диаметр сверления, мм | 32 |
| Наибольшее сечение резцов, мм | 32; 40 |
| Количество: | |
| – инструмента | 8 . .. 16 .. 16 |
| – револьверных головок | 2 |
| – позиций револьверных головок | 4+4 |
| Дискретность задания перемещения суппортов, мкм: | |
| – в вертикальном направлении | 1 |
| – в горизонтальном направлении | 1 |
| Количество управляемых осей координат, не менее | 4 |
| Количество одновременно управляемых осей координат, не менее | 4 |
| Частота вращения шпинделя, об/мин | 14 … 1000 (22 … 1600 по спецзаказу) |
| Скорость быстрых перемещений суппортов, м/мин: | |
| – в вертикальном направлении | 9,6 |
| – в горизонтальном направлении | 4,8 (9,6 по заказу) |
| Наибольший крутящий момент на шпинделе, Н·м | 4000 |
| Усилие подачи, Н: | |
| – в вертикальном направлении | 14000 |
| – в горизонтальном направлении | 10000 |
| Наибольшее перемещение суппорта, мм: | |
| – к оси шпинделя | 300 |
| – вдоль оси | 600 |
| Скорость рабочих подач суппортов, мм/мин | 1 . .. 1250 .. 1250 |
| Средний уровень звука LA, дБА, не более | 83 |
| Габарит, мм: | |
| – станка без выносного оборудования | 3340 х 2300 х 3580 |
| – станка с рекомендуемым расположением выносного оборудования | 4145 х 4130 х 3580 |
| – выносного оборудования | 3295 х 800 х 2890 |
| – каждой единицы выносного оборудования: | |
| — гидростанции | 720 х 620 х 1800 |
| — электрооборудования | 2400 х 800 х 2340 |
| — помоста | 2500 х 800 х 1600 |
| Масса станка, кг | |
| – без вспомогательного оборудования | 9000 |
| – со вспомогательным оборудованием | 13470 |
| Электрооборудование | |
| Питающая электросеть: | |
| – род тока | Переменный трехфазный |
| – частота, Гц | 50 |
| – напряжение, В | 380 |
| Тип автомата на вводе | А3144 |
| Номинальный ток расцепителей вводного автомата, А | 600 |
| Электродвигатели приводов постоянного тока: | |
| главного движения: | |
| – тип | 2ПФ250МГ |
| – мощность, кВт | 37 |
| – частота вращения, об/мин | 1060 |
| подач: | |
| – тип | 23МВН2СР-4АЕВ16 (НРБ) |
| – мощность, кВт | 1,7 |
| – частота вращения, об/мин | 750 |
| – тип | 47МВО2СР-8ЕВ-23 |
| – мощность, кВт | 3,62 |
| – частота вращения, об/мин | 750 |
| Электродвигатели приводов переменного тока: | |
| гидростанции смазки направляющих суппортов: | |
| – тип | 4АА50А2У3 |
| – мощность, кВт | 0,09 |
| – частота вращения, об/мин | 3000 |
| гидростанции: | |
| – тип | 4А100L4У3 |
| – мощность, кВт | 4 |
| – частота вращения, об/мин | 1425 |
| шнеков стружкоотвода: | |
| – количество | 2 |
| – тип | 4АХ80В6Р3 |
| – мощность, кВт | 1,1 |
| – частота вращения, об/мин | 920 |
| насоса охлаждения: | |
| – тип | П-90 |
| – мощность, кВт | 0,6 |
| – частота вращения, об/мин | 2800 |
| гидростанции смазки шпиндельной бабки: | |
| – тип | АОЛ21-4 |
| – мощность, кВт | 0,27 |
| – частота вращения, об/мин | 1400 |
| Общее количество электродвигателей | 11 |
| Общая установленная мощность электродвигателей, кВт | 54,94 |
| Насосы: | |
| – производительность, дм3/мин | 25,4 |
| – емкость баков, дм3 | 63 |
| Система программного управления | |
| Тип | 2С85-62-10 |
| Вид индексации | ИМГ (индексатор мозаичный газоразрядный) |
| Число управляемых координат | 8 |
| Программируемые параметры | Частота вращения шпинделя, скорость, величина перемещения, вспомогательные функции |
| Наличие и вид интерполяции | Линейная, круговая |
| Программоноситель | Восьмидорожечная перфолента |
| Код | ГОСТ 20999-82 |
| Наличие устройства смещения нуля или коррекции | Имеется |
| Обратная связь | Резольверы в приводах подач, фотоимпульсный датчик в приводе главного движения |
Полуавтоматический токарный станок с ЧПУ CENTAURO T-Star
ЦЕНТАВРО | Полуавтоматический токарный станок с ЧПУ T-Star
Гибкий токарный станок с ЧПУ для изготовления индивидуальных и повторных токарных работ для лестничных перил, ножек стульев и столов, мебели и т.
 д.
д.Полуавтоматический токарный станок с ЧПУ Centauro T-Star является недорогой полуавтоматический токарный станок с ЧПУ, подходящий для производства различных токарных деталей.
Система ЧПУ означает, что образец или шаблон не требуются, что делает ее очень простой и быстрой в настройке и поэтому идеально подходит для небольших производственных циклов и единичных экземпляров. В стандартной комплектации станок оснащен 15-дюймовым цветным сенсорным экраном и контроллером OSAI с программным обеспечением CT CAD, позволяющим легко создавать профиль для токарной обработки.
Существует также возможность установить программное обеспечение CT CAD на удаленный ПК или ноутбук и передать данные на контроллер станка через USB-накопитель. Возможности программного обеспечения включают возможность запрограммировать до 10 рабочих проходов, многократные проходы на отдельных участках точения или возвратные проходы. Поскольку оси X и Y (скорость перемещения/глубина резания) контролируются ЧПУ, можно добиться превосходного качества и четкости токарной детали из всех типов материалов. Машина также оснащена двумя механическими ножами для дюбелей/шипов.
Машина также оснащена двумя механическими ножами для дюбелей/шипов.
Почему Centauro T-Star является полуавтоматическим токарным станком с ЧПУ?
- Идеально подходит для малого и среднего производства
- Седельная траверса на линейных направляющих с рециркуляционными шариками
- Вертикальный задний нож для резки дюбелей и т. д.
- Контроллер OSAI для полного программирования и обработки профилей
- Образец или шаблон не требуются; простая и быстрая установка
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
- Бесщеточные двигатели для оси X-Y.
- Перемещение по оси X с зубчатой рейкой,
- , в то время как ось Y через шариковый винт.
- КТ/CAD для:
- волочение профилей даже на станине
- программирование фрезерных операций (опция)
- импорт файлов ISO (опция)
- декоративная резьба (опция)
- Контроллер OSAI.
- ПК Сенсорный экран 15”.

- Токарная обработка одной кобальтовой канавкой радиусом 1,2 мм.
- Возможность программирования до 10 рабочих проходов.
- Возможность выполнения частичных рабочих проходов и повторной обработки.
- Возможность ручного точения (см. опции в прайс-листе).
- Многофункциональная подвижная кнопочная панель.
- Механическое устройство центрирования заготовки.
- Электрический тормоз шпинделя.
- Подвижный люнет Ø 110 мм.
- Многофункциональная подвижная кнопочная панель.
- Механическое устройство центрирования заготовки.
- Электрический тормоз шпинделя.
- Подвижный люнет Ø 110 мм.
ХАРАКТЕРИСТИКИ
Макс. расстояние между центрами | 1600/2000 мм |
Высота центров над станиной | 250 мм |
Макс. Ø токарной обработки (ручная токарная обработка) | 500 (350) мм |
Максимальный диаметр точения и фрезерования | 250 (178) мм |
Макс. Ø, допустимый для люнета Ø, допустимый для люнета | 110 (80) мм |
Соединение для привода и центра задней бабки | 3 см. |
Скорость шпинделя | 650/900/1100/1300/1500/1800/2200/3000 об/мин |
Скорость оси X-Y | X = 12 м/мин / Y = 6 м/мин |
Мощность двигателя шпинделя | 3–4 л.с. (2,2–3 кВт) |
Установленная мощность | 5,67 кВт |
Вес нетто | 800 кг |
ДОПОЛНИТЕЛЬНЫЙ ФРЕЗЕРНЫЙ БЛОК:
Мощность двигателя фрезерной головки | 2 л.с. (1,5 кВт) |
Цанга фрезерной головки | ЕР 25 |
Программируемая скорость двигателя фрезерного станка | 0 – 18000 об/мин |
CENTAURO T-Star CNC Полуавтоматический токарный станок
Категория: Токарные станки
Корпоративное оборудование, Решения для машиностроения, Выставки
WTD вернулся с продленными сроками, теперь у посетителей есть пять дней, чтобы посетить обширные демонстрационные залы наших участников и увидеть последние новые технологии, в том числе некоторые североамериканские премьеры. Ни одна другая выставка или отдельное мероприятие не предлагает такой широкой демонстрации деревообрабатывающего оборудования в сочетании с впечатляющими живыми демонстрациями в каждом месте.
Ни одна другая выставка или отдельное мероприятие не предлагает такой широкой демонстрации деревообрабатывающего оборудования в сочетании с впечатляющими живыми демонстрациями в каждом месте.
Подробнее
https://www.akhurst.com/wp/wp-content/uploads/2022/09/Website-Header-WTD2022.jpg 1080 1920 г. леофигейредо https://www.akhurst.com/wp/wp-content/uploads/2021/10/Akhurst-logo-enfold.jpg leofigueiredo2022-09-20 13:10:212022-09-20 13:20:10Приходите к нам на Дни технологий деревообработки в этом году и узнайте о новейших решениях в области оборудования для вашего бизнеса.Практический пример, корпоративные решения, решения для машин, обслуживание и поддержка
Мебельная мастерская Marvel от De Winton, AB, является эксклюзивным поставщиком краснодеревщиков для первого и второго сезонов передачи Property Brothers Celebrity IOU на HGTV, а также разработала и изготовила краснодеревщики канадского производства для звезд по всей Северной Америке. Среди них были Майкл Бубле, Брэд Питт, Снуп Догг, Гвинет Пэлтроу, Мелисса Маккарти, Виола Дэвис, Джереми Реннер, Кевин Харт, Хоуи Мэндел и Леэнн Раймс, и Marvel приглашает вас стать следующими.
Подробнее
https://www.akhurst.com/wp/wp-content/uploads/2022/04/Marvel-Cabinetry-Case-Study-12.jpg 792 1188 леофигейредо https://www.akhurst.com/wp/wp-content/uploads/2021/10/Akhurst-logo-enfold.jpg leofigueiredo2022-04-18 15:14:272022-04-19 16:19:40Высококачественная мебель, кинозвезды, у Marvel есть все.Обслуживание и поддержка
Кромкооблицовочные станки, как правило, являются одним из наиболее сложных станков для работы в деревообрабатывающем цехе, и их производительность оказывает существенное влияние на качество готовой продукции. Правильная настройка станка, техническое обслуживание и чистка играют важную роль в достижении наилучших результатов приклеивания кромок. Ниже приведены некоторые основные советы, которые могут значительно сократить время простоя вашего кромкооблицовочного станка и обеспечить производство качественных компонентов.
Подробнее
https://www.akhurst.com/wp/wp-content/uploads/2022/02/Akhurst-Machinery-Blog-Post-Picture-041. jpg
576
1024 леофигейредо https://www.akhurst.com/wp/wp-content/uploads/2021/10/Akhurst-logo-enfold.jpg leofigueiredo2022-02-22 12:19:462022-03-04 12:18:05Достижение оптимальной производительности вашего кромкооблицовочного станка.
jpg
576
1024 леофигейредо https://www.akhurst.com/wp/wp-content/uploads/2021/10/Akhurst-logo-enfold.jpg leofigueiredo2022-02-22 12:19:462022-03-04 12:18:05Достижение оптимальной производительности вашего кромкооблицовочного станка.Ахерст Машинери Груп
Контактное лицо
[электронная почта защищена]
1.888.265.4826
Обслуживание и поддержка:
[email protected]
Запасные части, инструменты и расходные материалы:
[email protected]
Местоположение
Дельта, Британская Колумбия | Эдмонтон, AB | Дьепп, NB
Миссиссога, Онтарио | Лонгёй, QC
Анахайм, Калифорния | Блейн, Вашингтон,
Информационный бюллетень
Имя *
Адрес электронной почты *
Следуйте за нами
© Copyright – Ахерст Машинери ЛТД
Настройки файлов cookie и конфиденциальности
Как мы используем файлы cookie
Мы можем запросить установку файлов cookie на вашем устройстве. Мы используем файлы cookie, чтобы сообщать нам, когда вы посещаете наши веб-сайты, как вы взаимодействуете с нами, чтобы улучшить ваш пользовательский опыт и настроить ваши отношения с нашим веб-сайтом.
Мы используем файлы cookie, чтобы сообщать нам, когда вы посещаете наши веб-сайты, как вы взаимодействуете с нами, чтобы улучшить ваш пользовательский опыт и настроить ваши отношения с нашим веб-сайтом.
Нажмите на заголовки различных категорий, чтобы узнать больше. Вы также можете изменить некоторые из ваших предпочтений. Обратите внимание, что блокировка некоторых типов файлов cookie может повлиять на вашу работу с нашими веб-сайтами и на услуги, которые мы можем предложить.
Основные файлы cookie веб-сайта
Эти файлы cookie строго необходимы для предоставления вам услуг, доступных на нашем веб-сайте, и для использования некоторых его функций.
Поскольку эти файлы cookie необходимы для работы веб-сайта, отказ от них повлияет на работу нашего сайта. Вы всегда можете заблокировать или удалить файлы cookie, изменив настройки браузера и принудительно заблокировав все файлы cookie на этом веб-сайте. Но это всегда будет предлагать вам принять/отказаться от файлов cookie при повторном посещении нашего сайта.
Мы полностью уважаем ваше желание отказаться от файлов cookie, но, чтобы не просить вас снова и снова, разрешите нам сохранить для этого файл cookie. Вы можете отказаться в любое время или выбрать другие файлы cookie, чтобы получить лучший опыт. Если вы откажетесь от файлов cookie, мы удалим все установленные файлы cookie в нашем домене.
Мы предоставляем вам список файлов cookie, сохраненных на вашем компьютере в нашем домене, чтобы вы могли проверить, что мы сохранили. Из соображений безопасности мы не можем отображать или изменять файлы cookie с других доменов. Вы можете проверить это в настройках безопасности вашего браузера.
Установите этот флажок, чтобы включить постоянное скрытие панели сообщений и отказаться от всех файлов cookie, если вы не согласитесь на это. Нам нужно 2 файла cookie, чтобы сохранить эту настройку. В противном случае вам будет предложено снова открыть новое окно браузера или новую вкладку.
Нажмите, чтобы включить/отключить основные файлы cookie сайта.
Файлы cookie Google Analytics
Эти файлы cookie собирают информацию, которая используется либо в совокупной форме, чтобы помочь нам понять, как используется наш веб-сайт или насколько эффективны наши маркетинговые кампании, либо чтобы помочь нам настроить наш веб-сайт и приложение для вас, чтобы улучшите свой опыт.
Если вы не хотите, чтобы мы отслеживали ваше посещение нашего сайта, вы можете отключить отслеживание в своем браузере здесь:
Нажмите, чтобы включить/отключить отслеживание Google Analytics.
Другие внешние службы
Мы также используем различные внешние службы, такие как Google Webfonts, Google Maps и внешние поставщики видео. Поскольку эти провайдеры могут собирать личные данные, такие как ваш IP-адрес, мы разрешаем вам заблокировать их здесь. Имейте в виду, что это может значительно снизить функциональность и внешний вид нашего сайта. Изменения вступят в силу после перезагрузки страницы.
Настройки веб-шрифтов Google:
Нажмите, чтобы включить/отключить веб-шрифты Google.
Настройки карты Google:
Нажмите, чтобы включить/отключить карты Google.
Настройки Google reCaptcha:
Нажмите, чтобы включить/отключить Google reCaptcha.
Встраивание видео в Vimeo и Youtube:
Нажмите, чтобы включить/отключить встраивание видео.
Другие файлы cookie
Также необходимы следующие файлы cookie. Вы можете разрешить их использование:
Нажмите, чтобы включить/отключить _ga — файл cookie Google Analytics.
Нажмите, чтобы включить/отключить _gid — файл cookie Google Analytics.
Нажмите, чтобы включить/отключить _gat_* — файл cookie Google Analytics.
Политика конфиденциальности
Вы можете подробно прочитать о наших файлах cookie и настройках конфиденциальности на странице Политики конфиденциальности.
Политика конфиденциальности
Принять настройки
Сверхтяжелый, полуавтоматический, токарный станок
Сверхтяжелый, полуавтоматический, токарный станок
Сверхтяжелый, полуавтоматический, токарный станок
roundС ПРИВОДОМ С КЛИНОВЫМ РЕМЕМ, ТИПА КОНУСНОГО ШКИВА / ЭКОНОМИЧНОСТЬ И ПРОЧНОСТЬ ОБЩАЯ ОБРАБОТКА / СНЯТИЕ МЕТАЛЛА / НАРЕЗАНИЕ РЕЗЬБЫ / ОБЛИЦОВКА / КОНИЧЕСКАЯ ТОЧКА
Сверхтяжелый, с клиноременным приводом,  д. Токарный станок оснащен тяжелой коробкой передач, которая обеспечивает широкий диапазон резьбы на переключении передач.
д. Токарный станок оснащен тяжелой коробкой передач, которая обеспечивает широкий диапазон резьбы на переключении передач.
PRODUCT SPECIFICATION
STANDARD ACCESSORIES
- Electrical
- 4 Jaw Chuck
- Complete set of change gears
- Steady & Follow Rest
- Dead & Live Centres
- Face & Chuck Plate
- Chip Tray
- Система СОЖ
- Лампа станка
- Комплект фундаментных болтов
- Защита патрона
- Руководство по эксплуатации
ДОПОЛНИТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ
- Digital Readout Sys (DRO)
- Hydraulic Tail Stock Quill
- Taper Turning Attachment
- Chip Conveyor System
- Tool Post Grinder
- Variable Speed Drives
- Motorized Saddle
- Motorized Tail Stock
- Large Dia Face Пластина
- 3-х кулачковый патрон
- Дополнительные сверхтяжелые люнеты
ОСОБЕННОСТИ
- Высококачественная чугунная станина, головка, задняя бабка, седло и т.
 д.
д. - Цельная литая станина обеспечивает высокую жесткость
- Легированная сталь и закаленные шестерни
- Различные варианты диапазона резьбы в метрических дюймах
- Станина из чугуна со сверхсильным оребрением
- Все размеры указаны в ДЮЙМАХ, если не указано иное. Большие размеры предоставляются по запросу
- (#) Могут быть изменены в зависимости от области применения и конкретного запроса
ГАЛЕРЕЯ ИЗОБРАЖЕНИЙ
ГАЛЕРЕЯ ВИДЕО
СПЕЦИФИКАЦИИ И ТЕХНИЧЕСКОЕ ОПИСАНИЕ СКАЧАТЬ
Ваше имя*
Ваш адрес электронной почты*
Mobile Number*
Country*
Select CountryAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua and BarbudaArgentinaArmeniaArmeniaArubaAustraliaAustriaAzerbaijanAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaireBosnia and HerzegovinaBotswanaBouvet Island (Bouvetoya)BrazilBritish Indian Ocean Territory (Chagos Archipelago)British Virgin IslandsBrunei DarussalamBulgariaBurkina FasoBurundiCanadaCambodiaCameroonCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongoCook IslandsCosta RicaCote d’IvoireCroatiaCubaCuraçaoCyprusCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl СальвадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияФолклендские (Мальвинские) островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные ТерриторииГабонГамбияГрузияГрузияГанаГанаГибралтарГрецияГренландияГренадаГваделупаГу amGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKazakhstanKenyaKiribatiKoreaKoreaKuwaitKyrgyz RepublicLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyan Arab JamahiriyaLiechtensteinLithuaniaLuxembourgMacaoMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinian TerritoryPanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaint BarthelemySaint HelenaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Netherlands)Slovakia (Slovak Republic)SloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia & S. Sandwich IslandsSpainSri LankaSudanSurinameSvalbard & Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkeyTurkmenistanTurks and Caicos IslandsTuvaluU.S. Виргинские островаСША Малые отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Sandwich IslandsSpainSri LankaSudanSurinameSvalbard & Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkeyTurkmenistanTurks and Caicos IslandsTuvaluU.S. Виргинские островаСША Малые отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
ЗАПРОСИТЬ ПРЕДЛОЖЕНИЕ
Ваше имя*
Ваш адрес электронной почты*
Contact Number
Country*
Select CountryAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua and BarbudaArgentinaArmeniaArmeniaArubaAustraliaAustriaAzerbaijanAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaireBosnia and HerzegovinaBotswanaBouvet Island (Bouvetoya)BrazilBritish Indian Ocean Territory (Chagos Archipelago)British Virgin IslandsBrunei DarussalamBulgariaBurkina FasoBurundiCanadaCambodiaCameroonCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongoCook IslandsCosta RicaCote d’IvoireCroatiaCubaCuraçaoCyprusCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial ГвинеяЭритреяЭстонияЭфиопияФолклендские (Мальвинские) островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные ТерриторииГабонГамбияГрузияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГу amGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKazakhstanKenyaKiribatiKoreaKoreaKuwaitKyrgyz RepublicLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyan Arab JamahiriyaLiechtensteinLithuaniaLuxembourgMacaoMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinian TerritoryPanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaint BarthelemySaint HelenaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Netherlands)Slovakia (Slovak Republic)SloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia & S. Sandwich IslandsSpainSri LankaSudanSurinameSvalbard & Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkeyTurkmenistanTurks and Caicos IslandsTuvaluU.S. Виргинские островаСША Малые отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Sandwich IslandsSpainSri LankaSudanSurinameSvalbard & Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkeyTurkmenistanTurks and Caicos IslandsTuvaluU.S. Виргинские островаСША Малые отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Название продукта
Ваше сообщение
Полуавтоматическая мыльница Oil Country
Полуавтоматический пенопласт
Полуавтоматический пеногенератор
Полуавтоматический пенопласт
круглыйДВУХЗАПОННЫЙ / БОЛЬШОЙ ОТВЕРСТИЕ / СВЕРХЖЕСТКИЙ И ПРОЧНЫЙ КОНИЧЕСКИЙ ТОЧНЫЙ / НАРЕЗАНИЕ ТРУБ / НАРЕЗАНИЕ / СНЯТИЕ ФАСК / РАСТОЧКА / ОБРАБОТКА
« ABL » специализируется на разработке и производстве широкого спектра токарных станков для сверхмощных токарных станков с большим отверстием для различных отраслей промышленности, таких как нефть и газ, химические заводы, судостроительные верфи, трубные заводы, энергетика. Растения доп.
Растения доп.
Это «экономичные» модели наших токарных станков с большим отверстием и бабкой с ременным приводом вместо токарных станков с редуктором. Эти станки также могут быть оснащены частотно-регулируемым приводом для бесступенчатой регулировки скорости патрона.
СПЕЦИФИКАЦИЯ ПРОДУКТА
Примечание: При запросе укажите: Макс. Диаметр и длина трубы, рабочее приложение, чертеж. Работа / заготовка (если доступно)
- Все измерения находятся в MM, если не указано
- , пожалуйста, подтвердите подробную информацию (#), в то время как запрос
Стандартные аксессуары
- Electricheavy Duty
- RESTS 202018
- Electricheavy Duty
- RESTS 20202020202019
- .
- Четырехкулачковые независимые токарные патроны (2 шт.)
- Защита патрона, система охлаждения, смазочный насос
- Электр. Двигатели
- Электр.
 Control Pendent
Control Pendent - Heavy Revolving Centre
- 4 Way Tool Post, Motorized Saddle
- Foundation Bolt Kit
OPTIONAL ACCESSORIES
- Taper Turning Attachment
- Tool Post Grinder
- Cross Saddle Motor
- Digital Readout System
- Гидравлические опоры заднего конца трубы
- Приводы VVF
- Любое другое специальное навесное оборудование
Высокие функции
- Широкий диапазон вариантов резьбы и поворота конуса
- Дополнительная машина для машины с тяжелой работой
- Планировщик тип кросс -ребра.
ГАЛЕРЕЯ ИЗОБРАЖЕНИЙ
ГАЛЕРЕЯ ИЗОБРАЖЕНИЙ
СПЕЦИФИКАЦИИ И ТЕХНИЧЕСКИЕ ДАННЫЕ СКАЧАТЬ
Пожалуйста, заполните форму ниже, чтобы загрузить файл.

Ваше имя*
Ваш адрес электронной почты*
Mobile Number*
Country*
Select CountryAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua and BarbudaArgentinaArmeniaArmeniaArubaAustraliaAustriaAzerbaijanAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaireBosnia and HerzegovinaBotswanaBouvet Island (Bouvetoya)BrazilBritish Indian Ocean Territory (Chagos Archipelago)British Virgin IslandsBrunei DarussalamBulgariaBurkina FasoBurundiCanadaCambodiaCameroonCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongoCook IslandsCosta RicaCote d’IvoireCroatiaCubaCuraçaoCyprusCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl СальвадорЭкваториальная ГвинеяЭритреяЭстонияЭфиопияФолклендские (Мальвинские) островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные ТерриторииГабонГамбияГрузияГрузияГанаГанаГибралтарГрецияГренландияГренадаГваделупаГу amGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKazakhstanKenyaKiribatiKoreaKoreaKuwaitKyrgyz RepublicLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyan Arab JamahiriyaLiechtensteinLithuaniaLuxembourgMacaoMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinian TerritoryPanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaint BarthelemySaint HelenaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Netherlands)Slovakia (Slovak Republic)SloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia & S. Sandwich IslandsSpainSri LankaSudanSurinameSvalbard & Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkeyTurkmenistanTurks and Caicos IslandsTuvaluU.S. Виргинские островаСША Малые отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Sandwich IslandsSpainSri LankaSudanSurinameSvalbard & Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkeyTurkmenistanTurks and Caicos IslandsTuvaluU.S. Виргинские островаСША Малые отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабвеЗАПРОСИТЬ ПРЕДЛОЖЕНИЕ
Ваше имя*
Ваш адрес электронной почты*
Contact Number
Country*
Select CountryAfghanistanAlbaniaAlgeriaAmerican SamoaAndorraAngolaAnguillaAntigua and BarbudaArgentinaArmeniaArmeniaArubaAustraliaAustriaAzerbaijanAzerbaijanBahamasBahrainBangladeshBarbadosBelarusBelgiumBelizeBeninBermudaBhutanBoliviaBonaireBosnia and HerzegovinaBotswanaBouvet Island (Bouvetoya)BrazilBritish Indian Ocean Territory (Chagos Archipelago)British Virgin IslandsBrunei DarussalamBulgariaBurkina FasoBurundiCanadaCambodiaCameroonCape VerdeCayman IslandsCentral African RepublicChadChileChinaChristmas IslandCocos (Keeling) IslandsColombiaComorosCongoCongoCook IslandsCosta RicaCote d’IvoireCroatiaCubaCuraçaoCyprusCyprusCzech RepublicDenmarkDjiboutiDominicaDominican RepublicEcuadorEgyptEl SalvadorEquatorial ГвинеяЭритреяЭстонияЭфиопияФолклендские (Мальвинские) островаФарерские островаФиджиФинляндияФранцияФранцузская ГвианаФранцузская ПолинезияФранцузские Южные ТерриторииГабонГамбияГрузияГрузияГерманияГанаГибралтарГрецияГренландияГренадаГваделупаГу amGuatemalaGuernseyGuineaGuinea-BissauGuyanaHaitiHeard Island and McDonald IslandsHoly See (Vatican City State)HondurasHong KongHungaryIcelandIndiaIndonesiaIranIraqIrelandIsle of ManIsraelItalyJamaicaJapanJerseyJordanKazakhstanKazakhstanKenyaKiribatiKoreaKoreaKuwaitKyrgyz RepublicLao People’s Democratic RepublicLatviaLebanonLesothoLiberiaLibyan Arab JamahiriyaLiechtensteinLithuaniaLuxembourgMacaoMacedoniaMadagascarMalawiMalaysiaMaldivesMaliMaltaMarshall IslandsMartiniqueMauritaniaMauritiusMayotteMexicoMicronesiaMoldovaMonacoMongoliaMontenegroMontserratMoroccoMozambiqueMyanmarNamibiaNauruNepalNetherlandsNetherlands AntillesNew CaledoniaNew ZealandNicaraguaNigerNigeriaNiueNorfolk IslandNorthern Mariana IslandsNorwayOmanPakistanPalauPalestinian TerritoryPanamaPapua New GuineaParaguayPeruPhilippinesPitcairn IslandsPolandPortugalPuerto RicoQatarReunionRomaniaRussian FederationRwandaSaint BarthelemySaint HelenaSaint Kitts and NevisSaint LuciaSaint MartinSaint Pierre and MiquelonSaint Vincent and the GrenadinesSamoaSan MarinoSao Tome and PrincipeSaudi ArabiaSenegalSerbiaSeychellesSierra LeoneSingaporeSint Maarten (Netherlands)Slovakia (Slovak Republic)SloveniaSolomon IslandsSomaliaSouth AfricaSouth Georgia & S.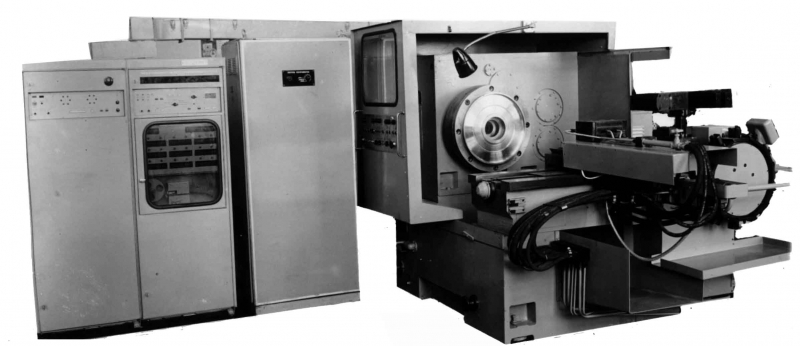 Sandwich IslandsSpainSri LankaSudanSurinameSvalbard & Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkeyTurkmenistanTurks and Caicos IslandsTuvaluU.S. Виргинские островаСША Малые отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабве
Sandwich IslandsSpainSri LankaSudanSurinameSvalbard & Jan Mayen IslandsSwazilandSwedenSwitzerlandSyrian Arab RepublicTaiwanTajikistanTanzaniaThailandTimor-LesteTogoTokelauTongaTrinidad and TobagoTunisiaTurkeyTurkeyTurkmenistanTurks and Caicos IslandsTuvaluU.S. Виргинские островаСША Малые отдаленные островаУгандаУкраинаОбъединенные Арабские ЭмиратыВеликобританияСоединенные ШтатыУругвайУзбекистанВануатуВенесуэлаВьетнамУоллис и ФутунаЗападная СахараЙеменЗамбияЗимбабвеНазвание продукта
Ваше сообщение
Развитие Использование и функции токарных станков с ЧПУ
Токарные станки — это станки, использующие токарные инструменты для токарной обработки вращающихся заготовок. На токарном станке для соответствующей обработки также могут использоваться сверла, развертки, развертки, метчики, штампы и накатные инструменты. Токарные станки в основном используются для обработки валов, дисков, втулок и других заготовок с вращающимися поверхностями.
 Они являются наиболее широко используемыми станками в машиностроении и ремонтных заводах.
Они являются наиболее широко используемыми станками в машиностроении и ремонтных заводах.Использование токарной техники
Развитие применения и функций токарных станков. Токарные станки — это станки, которые используют токарные инструменты для токарной обработки вращающихся заготовок. На токарном станке для соответствующей обработки также могут использоваться сверла, развертки, развертки, метчики, штампы и накатные инструменты. Токарные станки в основном используются для обработки валов, дисков, втулок и других заготовок с вращающимися поверхностями. Они являются наиболее широко используемыми станками в машиностроении и ремонтных заводах. В древние времена токарные станки резали вручную или ногой, вращая заготовку на веревке и удерживая инструмент.
В 1797 году британский изобретатель-механик Мозли создал современный токарный станок с держателем инструмента с винтовым приводом.
В 1800 году обменный механизм использовался для изменения скорости подачи и шага обрабатываемой резьбы.
 В 1817 году другой англичанин, Робертс, использовал четырехступенчатый шкив и механизм заднего колеса для изменения скорости вращения шпинделя. Чтобы повысить степень механизации и автоматизации, Фитч из США изобрел револьверный токарный станок в 1845 году
В 1817 году другой англичанин, Робертс, использовал четырехступенчатый шкив и механизм заднего колеса для изменения скорости вращения шпинделя. Чтобы повысить степень механизации и автоматизации, Фитч из США изобрел револьверный токарный станок в 1845 годуВ 1848 году в США появился револьверный токарный станок; в 1873 году в США Спенсер изготовил одноосный токарный автомат, а вскоре он изготовил трехосный токарный автомат; токарные станки с редукторами, приводимыми в движение отдельными двигателями, появились в начале 20 в. После 1-й мировой войны в связи с потребностями оружейной, автомобильной и др. машиностроительной промышленности быстро развивались различные высокопроизводительные токарные автоматы и специализированные токарные станки. Для повышения производительности мелких партий заготовок в конце 1940-х годов получили распространение токарные станки с гидравлическими профилирующими устройствами, а в это же время были разработаны и многоинструментальные токарные станки.

В середине 1950-х годов были разработаны токарные станки с программным управлением с перфокартами, защелками и циферблатами.
Технология ЧПУ начала использоваться в токарных станках в 1960-х годах и быстро развивалась с 1970-х годов. Токарные станки делятся на различные типы в зависимости от их использования и функций. Обычные токарные станки имеют широкий спектр объектов обработки, большой диапазон регулировки частоты вращения шпинделя и подачи, могут обрабатывать внутреннюю и наружную поверхности, торцевые поверхности, внутреннюю и наружную резьбу заготовки. Этот тип токарного станка в основном управляется рабочими вручную, а эффективность производства низкая. Он подходит для единичных деталей, мелкосерийного производства и ремонтных мастерских. Токарно-револьверный станок и токарно-карусельный станок имеют держатель револьверного инструмента или держатель револьверного инструмента, который может удерживать несколько инструментов. Рабочие могут использовать различные инструменты для выполнения нескольких процессов за один зажим заготовки, что подходит для серийного производства.
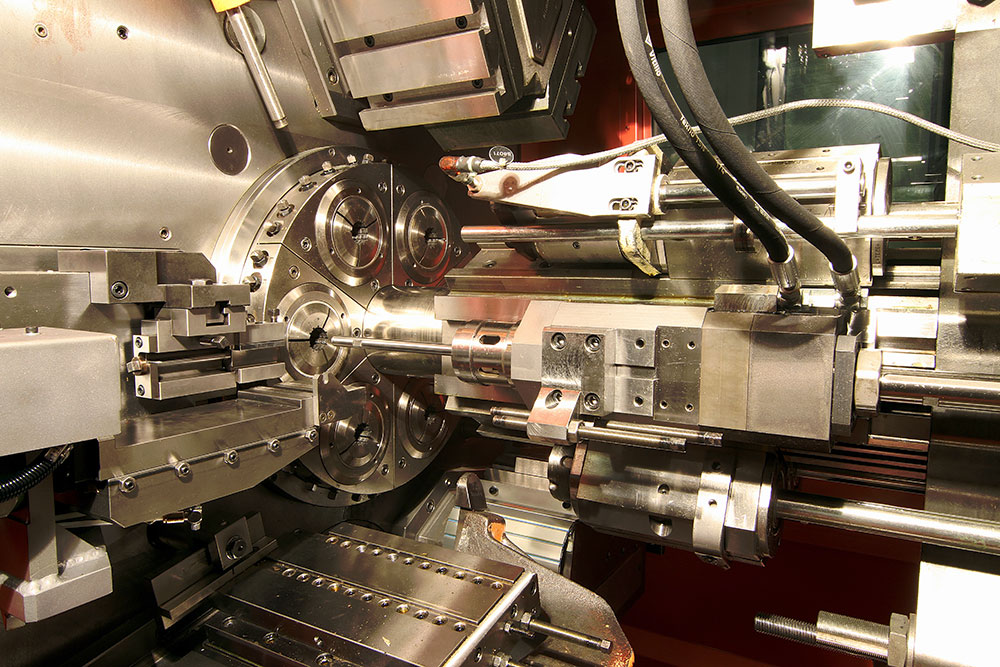 Токарный автомат может автоматически выполнять многопроцессную обработку мелких и средних заготовок по определенной программе. Он может автоматически загружать и выгружать и многократно обрабатывать партию одних и тех же заготовок. Он подходит для крупносерийного и массового производства. Многолезвийные токарные полуавтоматы делятся на одноосные, многоосевые, горизонтальные и вертикальные. Компоновка одноосного горизонтального типа аналогична компоновке обычных токарных станков, но два набора держателей инструмента устанавливаются спереди, сзади или вверх и вниз от главного вала и используются для обработки дисков, колец и валы. Их производительность в 3-5 раз выше, чем у обычных токарных станков. Копировальный станок может автоматически завершить цикл обработки заготовки в соответствии с формой и размером шаблона или образца. Он подходит для мелкосерийного и серийного производства более сложных заготовок. Производительность в 10-15 раз выше, чем у обычного токарного станка. Бывают многоинструментальные, многоосевые, патронные, вертикальные и другие.
Токарный автомат может автоматически выполнять многопроцессную обработку мелких и средних заготовок по определенной программе. Он может автоматически загружать и выгружать и многократно обрабатывать партию одних и тех же заготовок. Он подходит для крупносерийного и массового производства. Многолезвийные токарные полуавтоматы делятся на одноосные, многоосевые, горизонтальные и вертикальные. Компоновка одноосного горизонтального типа аналогична компоновке обычных токарных станков, но два набора держателей инструмента устанавливаются спереди, сзади или вверх и вниз от главного вала и используются для обработки дисков, колец и валы. Их производительность в 3-5 раз выше, чем у обычных токарных станков. Копировальный станок может автоматически завершить цикл обработки заготовки в соответствии с формой и размером шаблона или образца. Он подходит для мелкосерийного и серийного производства более сложных заготовок. Производительность в 10-15 раз выше, чем у обычного токарного станка. Бывают многоинструментальные, многоосевые, патронные, вертикальные и другие. Главная ось токарно-карусельного станка перпендикулярна горизонтальной плоскости, заготовка зажимается на горизонтальном поворотном столе, а резцедержатель перемещается по балке или колонне. Он подходит для обработки более крупных и тяжелых заготовок, которые трудно установить на обычных токарных станках, которые обычно делятся на две категории: одностоечные и двухстоечные. При точении лопаточно-зубчатого станка инструментодержатель периодически совершает возвратно-поступательные движения в радиальном направлении, что используется для формирования поверхности зуба вилочного погрузчика фрезы, червячной плиты и т. д. Обычно с лопаточной насадкой используется небольшой шлифовальный круг, отделить моторной лопатой поверхность зуба. Специальные токарные станки — это токарные станки, используемые для обработки конкретных поверхностей определенных типов заготовок, таких как токарные станки коленчатых валов, токарные станки распределительных валов, токарные станки для колес, токарные станки для осей, токарные станки для валков и токарные станки для стальных слитков.
Главная ось токарно-карусельного станка перпендикулярна горизонтальной плоскости, заготовка зажимается на горизонтальном поворотном столе, а резцедержатель перемещается по балке или колонне. Он подходит для обработки более крупных и тяжелых заготовок, которые трудно установить на обычных токарных станках, которые обычно делятся на две категории: одностоечные и двухстоечные. При точении лопаточно-зубчатого станка инструментодержатель периодически совершает возвратно-поступательные движения в радиальном направлении, что используется для формирования поверхности зуба вилочного погрузчика фрезы, червячной плиты и т. д. Обычно с лопаточной насадкой используется небольшой шлифовальный круг, отделить моторной лопатой поверхность зуба. Специальные токарные станки — это токарные станки, используемые для обработки конкретных поверхностей определенных типов заготовок, таких как токарные станки коленчатых валов, токарные станки распределительных валов, токарные станки для колес, токарные станки для осей, токарные станки для валков и токарные станки для стальных слитков. Комбинированный токарный станок в основном используется для токарной обработки, но после добавления некоторых специальных деталей и принадлежностей его также можно обрабатывать путем растачивания, фрезерования, сверления, вставки, шлифования и т. д. Он имеет характеристики «одного станка с несколькими функциями» и является подходит для инженерных транспортных средств, кораблей или мобильных ремонтных работ на ремонтной станции.
Комбинированный токарный станок в основном используется для токарной обработки, но после добавления некоторых специальных деталей и принадлежностей его также можно обрабатывать путем растачивания, фрезерования, сверления, вставки, шлифования и т. д. Он имеет характеристики «одного станка с несколькими функциями» и является подходит для инженерных транспортных средств, кораблей или мобильных ремонтных работ на ремонтной станции.Технология обработки с ЧПУ
Принцип обработки фрезерного станка с ЧПУ такой же, как у токарного станка с ЧПУ. Фрезерный станок с ЧПУ также управляет фрезерным станком с помощью цифровых сигналов. Фрезерный станок использует заготовку для перемещения в плоскости XY. Ось Z – это вращение шпинделя инструмента. Рабочий станок для перемещения рабочих объектов на резку — очень экономичный способ для единичного или массового производства.
Каковы преимущества использования токарного станка?
Работа может быть полной, как от механизма проверки, так и просто переустановить без нарушения концентричности.
 Работа может передаваться между машинами без нарушения концентричности. Работу можно просто инвертировать без нарушения концентричности.
Работа может передаваться между машинами без нарушения концентричности. Работу можно просто инвертировать без нарушения концентричности.Каковы преимущества токарно-центрового станка? Каковы два преимущества использования самоцентрирующегося патрона?
Преимущества токарного станка заключаются в следующем. Точность очень высока в случае токарных станков с ЧПУ по сравнению с токарными станками с обычной обработкой. Производственный поток больше. На ручном токарном станке требуется несколько операторов. Токарный станок с ЧПУ был очень быстрым. Перечислите три потенциальных преимущества использования независимого патрона для удерживания заготовки. 1) Заготовка может быть отцентрована более точно при ручной регулировке. 2) В патроне можно зажать несимметричные формы. 3) Заготовку можно целенаправленно смещать в патроне.
В чем преимущество токарного полуавтомата? Что такое токарный станок?
В токарных полуавтоматах операции обработки выполняются автоматически.
 Функции, отличные от механической обработки, такие как загрузка и выгрузка задания, позиционирование инструментов, операции с охлаждением, выполняются вручную. Головка револьверной головки установлена на поршне, снабженном револьверной головкой, которая скользит продольно по седлу. Определение токарного станка в инструментальном цехе: токарный станок с двигателем, предназначенный для чрезвычайно точной обработки.
Функции, отличные от механической обработки, такие как загрузка и выгрузка задания, позиционирование инструментов, операции с охлаждением, выполняются вручную. Головка револьверной головки установлена на поршне, снабженном револьверной головкой, которая скользит продольно по седлу. Определение токарного станка в инструментальном цехе: токарный станок с двигателем, предназначенный для чрезвычайно точной обработки.Каковы преимущества токарной обработки?
Токарная обработка — это процесс механической обработки. Токарная обработка, как и другие процессы механической обработки, представляет собой процесс удаления материала….Преимущества токарной обработкиХорошее качество поверхности.Требует меньше энергии и силы, чем другие процессы.Сбор стружки проще.
Какова функция токарного станка?
Токарный станок является распространенным и часто используемым станком, который вращает заготовку с помощью инструмента, применяемого к заготовке, для выполнения различных операций, таких как токарная обработка, торцовка, накатка, накатка канавок.
 Функция токарного станка заключается в обработке круглых предметов.
Функция токарного станка заключается в обработке круглых предметов.Какой тип токарного станка также известен как центральный токарный станок?
Токарный станок с двигателем
В чем разница между скоростным токарным станком и центральным токарным станком?
Разница между автоматическим токарным станком и полуавтоматическим токарным станком заключается в том, что полностью автоматический токарный станок управляется компьютером, а полуавтоматический токарный станок управляется компьютером и вручную.
В чем разница между автоматическим и полуавтоматическим токарным станком?
Разница между автоматическим токарным станком и полуавтоматическим токарным станком заключается в том, что полностью автоматический токарный станок управляется компьютером, а полуавтоматический токарный станок управляется компьютером и вручную.
Что такое токарный автомат?
В металлообработке и деревообработке автоматический токарный станок представляет собой токарный станок с автоматически управляемым процессом резания.
 Автоматические токарные станки были впервые разработаны в 1870-х годах и имели механическое управление.
Автоматические токарные станки были впервые разработаны в 1870-х годах и имели механическое управление.Каковы преимущества токарно-револьверного станка?
Преимущества револьверного станка: можно использовать большое количество инструментов без необходимости замены инструмента после каждой операции. Увеличение производительности. Снижение затрат на рабочую силу, так как требуется меньшее количество квалифицированных рабочих. На этом токарном станке мы можем получить разные диапазоны скоростей.
Токарный станок какого типа имеет минимальную степень автоматизации?
Центровочный токарный станок
Подробнее по этой теме
Токарный станок — это машина, которая вращает заготовку вокруг оси вращения для выполнения различных операций, таких как токарная обработка, торцовка, конусная токарная обработка, сверление, нарезание резьбы, развертывание и накатка. Центровочные станки являются наиболее распространенным типом токарных станков. Заготовка обычно устанавливается между центрами, но другие варианты включают использование патрона или планшайбы.
 Токарный станок можно использовать для создания цилиндрических форм из различных материалов, включая металлы (сталь, латунь, алюминий), пластик (акрил, делрин) и дерево (ясень, клен).
Токарный станок можно использовать для создания цилиндрических форм из различных материалов, включая металлы (сталь, латунь, алюминий), пластик (акрил, делрин) и дерево (ясень, клен).Использование центрового токарного станка имеет несколько преимуществ:
1. Повышенная точность – когда заготовка устанавливается между центрами, она поддерживается с обоих концов, что приводит к повышению точности. Это особенно важно для длинных или тонких заготовок, подверженных вибрации.
2. Повышенная стабильность – Увеличенная опора, обеспечиваемая установкой заготовки между центрами, также приводит к повышению стабильности, что полезно для операций, требующих низкой скорости и высокого крутящего момента, таких как нарезание резьбы и сверление.
3. Повышенная универсальность. Токарные станки с центральным расположением более универсальны, чем другие типы токарных станков, поскольку их можно использовать для широкого спектра операций. В дополнение к точению, торцеванию и точению конусов центральные токарные станки также можно использовать для сверления, развертывания и накатки.

4. Экономичность. Токарные станки с центральным расположением обычно более экономичны, чем другие типы токарных станков, потому что они менее сложны и могут использоваться для более широкого спектра операций.
5. Простота в эксплуатации. Центровочные токарные станки относительно просты в эксплуатации даже для людей с ограниченным опытом. Это делает их идеальными для использования в образовательных или учебных заведениях.
Несмотря на множество преимуществ, токарно-центральные станки имеют некоторые ограничения. Одним из основных ограничений является то, что они плохо подходят для очень больших или очень маленьких заготовок. Другое ограничение заключается в том, что их нельзя использовать для таких операций, как нарезание зубчатых колес, для которых требуется специальное оборудование.
Что такое токарный полуавтомат?
4. ПОЛУАВТОМАТИКА • Это токарные станки, используемые для зажимных работ. • В этом типе токарных станков , хотя все движения м/п (или) инструментов контролируются автоматически, но м/п необходимо загружать в патрон и извлекать из патрона в начале и в конце каждого рабочего цикла.

Подробнее
Кроме того, что такое одношпиндельный токарный автомат?
Токарный станок с числовым программным управлением с одним основным шпинделем известен как токарный станок с одним шпинделем – . С другой стороны, многошпиндельный токарный станок имеет от шести до восьми основных шпинделей , работающих одновременно. Загрузочный магазин или магазин для загрузки прутков прилагается к этим токарным станкам s и токарным станкам с ЧПУ 9.0732 с, с круглым материалом.
Кроме того, для чего используется токарная обработка?
Для процесса токарной обработки требуется токарный станок или токарный станок, заготовка, приспособление и режущий инструмент. Токарная обработка используется для производства вращающихся, как правило, осесимметричных деталей, которые имеют множество элементов, таких как отверстия, канавки, резьба, конусность, ступени различного диаметра и даже контурные поверхности.

Что такое составная люлька в токарном станке?
Составная опора (или верхний салазок) (2) обычно находится там, где устанавливается резцедержатель. Он обеспечивает меньшее перемещение (меньше, чем поперечный салазок) вдоль своей оси за счет другого подающего винта. Ось составного упора можно регулировать независимо от каретки или поперечного суппорта.
Какова основная функция токарного станка?
Токарный станок (/le?ð/) представляет собой станок, который вращает заготовку вокруг оси вращения для выполнения различных операций , таких как резка, шлифование, накатка, сверление, деформация, торцовка и токарная обработка, с инструментами, которые применяются к заготовке для создания объекта с симметрией относительно этой оси.
Поделиться этой статьей
Каковы преимущества токарного автомата?
Преимущества токарных автоматов с подвижной шпиндельной бабкой
- Точность – токарные автоматы с подвижной шпиндельной бабкой известны своей чрезвычайной точностью.

- Производство – Автоматические токарные станки с подвижной шпиндельной бабкой могут изготавливать целые детали без особого вмешательства человека-оператора.
Подробнее
В чем разница между токарно-револьверным станком и токарно-револьверным станком?
Токарно-револьверный станок является разновидностью токарно-револьверного станка . Основное отличие от заключается в том, что у револьверного станка револьверная головка установлена непосредственно на станине и обеспечивает полное движение станины. Эти типы токарных станков обычно имеют цанговый патрон вместо 3-кулачкового патрона, который показан ниже. Цанговый патрон лучше подходит для мелких деталей.
Подробнее
Сколько существует типов токарных станков?
семь различных типов
Подробнее
Для чего используется токарно-револьверный станок?
Токарно-револьверный станок представляет собой разновидность металлообрабатывающего станка , который используется для серийного производства повторяющихся деталей, которые по характеру процесса резки обычно взаимозаменяемы.

Подробнее
Что такое автоматическая винтовая машина?
Винторезные автоматы являются типами токарных станков по металлу, которые используются для превращает твердые материалы в точно спроектированные компоненты. Процесс обработки позволяет создавать дубликаты деталей.
Подробнее
Что такое токарный автомат швейцарского типа?
Швейцарский токарный станок относится к типу . токарный станок , в котором удерживающий механизм или цанга утоплены позади. направляющая втулка. Токарные станки Swiss также широко известны как винт Swiss . автоматы, швейцарский автомат токарные станки или швейцарские токарные станки .
Подробнее
Какой токарный станок используется в массовом производстве?
револьверный токарный станок
Подробнее
Что такое патронный токарный станок?
Патрон по определению является токарным станком без задней бабки.
 Он может иметь сквозное отверстие, как патрон Hardinge или W&S , или не иметь, как некоторые патроны Kummer .
Он может иметь сквозное отверстие, как патрон Hardinge или W&S , или не иметь, как некоторые патроны Kummer .Подробнее
Что такое CAM-фрезерование?
КУЛАЧКОВОЕ ФРЕЗЕРОВАНИЕ . Обработка с наклонной осью В (в вогнутой зоне) или фрезерной фрезой в радиальном положении для получения высокоточной формы кулачка .
Подробнее
Каковы преимущества обработки с ЧПУ?
Большинство из них согласились с преимуществами ЧПУ в своей отрасли.
- Повышает точность обработки.
- Включает сложные задачи, подробно.
- Обеспечивает гибкость производства.
- Повышает безопасность.
- Увеличивает объем производства.
- Сокращает время переналадки.
Подробнее
Что такое токарный станок PDF?
Токарный станок — это инструмент станка , который используется для удаления металлов с заготовки для придания желаемой формы и размера.
 Токарные станки используются в металлообработке, токарной обработке дерева, прядении металла, термическом напылении, обработке стекла и восстановлении деталей.
Токарные станки используются в металлообработке, токарной обработке дерева, прядении металла, термическом напылении, обработке стекла и восстановлении деталей.Подробнее
Как работает машина Traub?
Машина Traub просто основана на кулачковой системе. На этих валах установлен кулачок, который помогает перемещать режущий инструмент, удерживающий слайд. полностью систематический механизм. А другой двигатель помогает вращать основной шпиндель, удерживающий сырье.
Читать далее
Какой тип подачи необходим при торцевании?
Какой тип подачи необходим при торцевании ? Объяснение: Операция торцевания выполняется с помощью поперечной подачи . В напротив заготовка вращается относительно одноточечного режущего инструмента.
Подробнее
Что из перечисленного является движущимся центром токарного станка?
Большинство токарных станков имеют конус Морзе на передней бабке, а меньший – на задней бабке.
 При повороте между центрами патрон выключен и мертвая 9Центр 0731 находится в передней бабке, а центр – в задней бабке. Мертвый центр представляет собой сплошной кусок закаленной и отшлифованной стали с острием на коротком конце.
При повороте между центрами патрон выключен и мертвая 9Центр 0731 находится в передней бабке, а центр – в задней бабке. Мертвый центр представляет собой сплошной кусок закаленной и отшлифованной стали с острием на коротком конце.Подробнее
Что такое механизм подачи в токарном станке?
В обычной машине привод через шестерню передается на коробку подачи , имеющую ряд комбинаций зацепления передаточных чисел, приводящих к выходному валу подачи . Это вращение подача вала передается на шестерню в фартуке механизма , установленного на седле. В станке с ЧПУ подача используется с механизмом сервопривода .
Подробнее
Что подразумевается под компоновкой инструмента револьверного станка?
Инструменты, установленные на поперечных суппортах, используются для настройки, торцевания, сужения, отрезки и т. д., а инструменты, установленные на револьверной головке , используются для сверления, растачивания, развертывания и т.

- Точность – токарные автоматы с подвижной шпиндельной бабкой известны своей чрезвычайной точностью.