Прямой проходной токарный резец: Купить резец проходной прямой ГОСТ 18878-73 ВК8 16х10х100
alexxlab | 12.06.2023 | 0 | Токарный
Резец токарный проходной прямой правый, Т5К10, 32х20х170 мм, ГОСТ 18878-73 []
Каталог →Ручной инструмент и принадлежности → Металлорежущий инструмент → Резцы токарные → Резцы токарные проходные прямые. ГОСТ 18878-73 → КанашОтправить запрос
Версия для печатиЗадать вопрос
Нашли ошибку?
Технические характеристики:
| ГОСТ 18878-73 | |
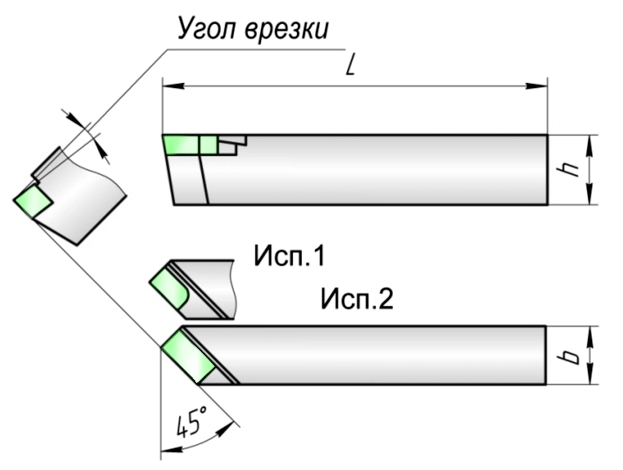
| Угол в плане, φ | 45º |
| Исполнение | 2 |
| Обозначение резца | 2100-0473 |
| Направление резца | правый |
| Угол врезки пластины | 0º |
| Пластина | твёрдый сплав Т5К10 |
| Габаритные размеры, мм | 32х20х170 |
Описание:
Резец токарный проходной прямой предназначен для обтачивания наружных цилиндрических, ступенчатых валов и конических поверхностей, при этом позволяет вытачивать нежесткие детали. Также применяются с целью снятия фасок, обработки и подрезки выступающих частей деталей при продольной подаче.
В резце токарном проходном прямом с углом врезки пластины 0° в основном используются пластины из твёрдого сплава Т15К6, Т5К10.
Отзывы:
добавить отзывОтзывов ещё нет. Ваш отзыв будет первым.
Цена на товар Резец токарный проходной прямой правый, Т5К10, 32х20х170 мм, ГОСТ 18878-73 может отличаться от розничной (магазинной) цены.
Фото, наименование, артикул, описание и технические характеристики товара могут отличаться и иметь неточности или могут быть изменены производителем без предварительного уведомления, также может меняться страна-производитель в зависимости от поставок.
Уточняйте важные для вас параметры и характеристики в магазинах у консультантов или по телефонам и электронной почте.
Проверяйте комплектацию товара и его технические возможности в момент получения товара.
Данный сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437.2 Гражданского кодекса РФ.
Похожие товары:
Резец токарный проходной прямой правый, ВК8, 32х20х170 мм, ГОСТ 18878-73
ГОСТ 18878-73, угол в плане 45º, исп. 2, обозначение резца 2100-0413, правый, угол врезки пластины 10º, пластина из сплава ВК8, р-р 32х20х170 мм
Отправить запрос
Резец токарный проходной прямой правый, Т15К6, 32х20х170 мм, ГОСТ 18878-73
ГОСТ 18878-73, угол в плане 45º, исп. 2, обозначение резца 2100-0473, правый, угол врезки пластины 0º, пластина из сплава Т15К6, р-р 32х20х170 мм
Отправить запрос
Резец токарный проходной прямой левый, ВК8, 32х20х170 мм, ГОСТ 18878-73
ГОСТ 18878-73, угол в плане 45º, исп. 2, обозначение резца 2100-0414, левый, угол врезки пластины 10º, пластина из сплава ВК8, р-р 32х20х170 мм
Отправить запрос
Резец токарный проходной прямой левый, Т15К6, 32х20х170 мм, ГОСТ 18878-73
ГОСТ 18878-73, угол в плане 45º, исп. 2, обозначение резца 2100-0474, левый, угол врезки пластины 0º, пластина из сплава Т15К6, р-р 32х20х170 мм
Отправить запрос
Резец токарный проходной прямой левый, Т5К10, 32х20х170 мм, ГОСТ 18878-73
ГОСТ 18878-73, угол в плане 45º, исп. 2, обозначение резца 2100-0474, левый, угол врезки пластины 0º, пластина из сплава Т5К10, р-р 32х20х170 мм
2, обозначение резца 2100-0474, левый, угол врезки пластины 0º, пластина из сплава Т5К10, р-р 32х20х170 мм
Отправить запрос
Сообщить о поступленииX
| имя: | * |
| телефон: | * |
| e-mail: | |
| комментарий: |
сообщить о поступлении и цене
Запрос отправлен.Мы свяжемся с вами, когда товар поступит на склад.
Подписка на снижение ценыX
Мы уведомим вас о снижении цены на этот товар.| имя: | * |
| телефон: | * |
| e-mail: |
отправить
Ошибка или неточность на сайте?X
Нашли ошибку или неточность в описании товара?Cообщите нам, мы обязательно это исправим.
| ошибка: | * |
отправить
Резец токарный проходной прямой ВК8
Описание
Описание Наличие
Описание
Описание
Режущий инструмент, предназначен для обработки деталей различных размеров, форм, точности и материалов.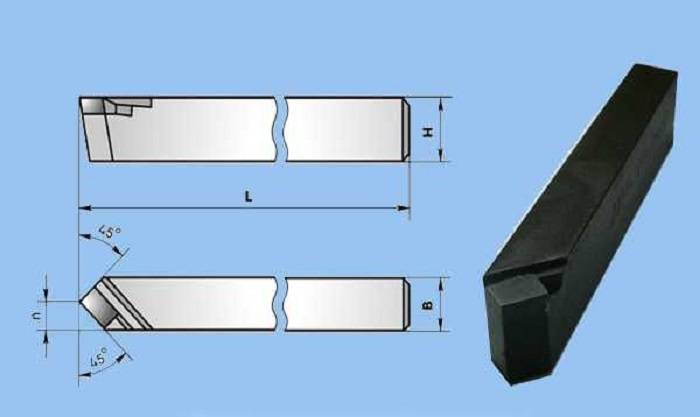 Является основным инструментом, применяемым при токарных работах.
Является основным инструментом, применяемым при токарных работах.
Для достижения требуемых размеров, формы и точности изделия с заготовки снимаются (последовательно срезаются) слои материала при помощи резца. Жёстко закреплённые в станке резец и заготовка в результате относительного перемещения контактируют друг с другом, происходит врезание рабочего элемента резца в слой материала и последующее его срезание в виде стружки.
Резцы марки ВК8 используются в качестве режущих пластин для обработки чугуна и цветных сплавов
Резцы марки Т15К6 наиболее подходят для обработки стали, но без прерывистости резания, т. е. для фрез; для строгания не подходит.
Наличие
Доступно на складах
Адрес магазина
Режим работы
Наличие
Волгоградская улица, 105
с 8:00 до 19:00
Наличие: Нет в наличииСухумское шоссе, 110А
с 8:00 до 19:00
Наличие: Нет в наличииШоссейная улица, 150
с 8:00 до 20:00
Наличие: Нет в наличииВолгоградская улица, 99
с 8:00 до 19:00
Наличие: Нет в наличии
Просмотренные товары

Артикул: РТПП ВК8
На складе 17 шт.
Резец токарный проходной прямой ВК8
В корзину
5/8-дюймовая внешняя отрезная державка для токарной обработки канавок, правосторонняя, 2,50 мм
Похоже, в вашем браузере отключен JavaScript.
Для использования функций этого веб-сайта в вашем браузере должен быть включен JavaScript.
5/8-дюймовая внешняя отрезная державка для токарной обработки канавок, правосторонняя, 2,50 мм
Увеличить изображение
Артикул 404-1555
В наличии В наличии
Доставка Ипс Граунд
56,65 $
Сохранить элемент
Поделиться Распечатать Каталог Страница 136Детали Прожектор Что включено Отзывы
| Артикул | 404-1555 |
|---|---|
| Артикул № | 404-1555 |
| Торговая марка | Инструмент Shars |
| Инструмент для резки и нарезания канавок Категория | Внешние держатели инструментов |
| размер хвостовика | 5/8 |
| Общая длина | 5 |
| модельный стиль, отрезанный | МГЭХР |
| Максимальный рабочий диаметр | 1,338 |
|---|---|
| Максимальная глубина резания | 0,669 |
| Ширина вставки | 0,098 |
| Тип вставки | ЗРЕД, ЗТЭД |
| Размер вставки | 2,5 |
| От края до наконечника вставки f | 0,637 |
| высота вставки | 5/8 |
| направление резания | Правая рука |
|---|---|
| СОЖ через | № |
Полная информация
Обзор продукта
- Система V-образного положения гнезда для пластины и система винтового зажима, встроенная в корпус хвостовика, обеспечивают максимальную надежность и повторяемость положения при смене пластины.

- Открытие широких канавок врезным и боковым точением
- Для обеспечения максимальной стабильности во время обработки этот резцедержатель с винтовым зажимом всегда рекомендуется при любой осевой обработке (токарной обработке).
- Когда требуется профилирование различных форм, двухсторонняя пластина с круглым наконечником имеет специальную геометрию, чтобы свести к минимуму отклонение и вибрацию.
- Держатель инструмента обработан с вниманием к деталям
- Упрощенное справочное руководство по номеру пластины, винта и других принадлежностей напечатано на хвостовике инструмента
Что включено
- Вставка НЕ включена
Отзывы
Прямо к кругу | Cutting Tool Engineering
Производители деталей должны сразу перейти к использованию своих высокопрочных круглых вставок для токарной обработки сплавов на основе никеля.
Детали, используемые в экстремальных условиях, требуют использования экстремальных материалов. Эта часть может быть большим кольцом или кожухом реактивного двигателя, работающего при температуре до 1200°F, или может быть забойным компонентом нефтяного месторождения, работающим в коррозионной среде на глубине сотен футов под землей.
Эта часть может быть большим кольцом или кожухом реактивного двигателя, работающего при температуре до 1200°F, или может быть забойным компонентом нефтяного месторождения, работающим в коррозионной среде на глубине сотен футов под землей.
Таким образом, многие детали аэрокосмических и нефтегазовых компаний изготавливаются из сплавов на основе никеля (жаропрочных суперсплавов). Чтобы обработать эти материалы, в том числе инконель, хастеллой, васпалой и монель, производители должны внимательно следить за этим скромным режущим инструментом — круглой пластиной.
Круглые вставки могут быть недоиспользованы в некоторых производственных секторах, но не должны быть среди них в аэрокосмической и нефтегазовой промышленности.
Без режущих кромок
Несмотря на некоторые важные преимущества, круглые пластины могут быть непривлекательны для производителей по нескольким причинам. Во-первых, они не могут обрабатывать углы с малым радиусом. Например, круглая пластина диаметром 0,5 дюйма не может поворачивать угол 90° с радиусом 0,004 дюйма. Его наименьший радиус закругления составляет 0,5 дюйма.
Его наименьший радиус закругления составляет 0,5 дюйма.
Неспособность инструмента создавать закругления с малым радиусом вынуждает многих производителей деталей и их программистов применять пластины других форм. гибкости и прочности кромки, — сказал Билл Тисдалл, менеджер по разработке инструмента Sandvik Coromant Co., Fair Lawn, N.J. вставка круглая, на плечо не повернуться, все остальное можно». (Внешнее копирование — это движение машины, сочетающее движение по оси Z к патрону с движением по оси X от центральной линии заготовки.)
Более того, круглые пластины плохо подходят для обработки сложных профилей, таких как выточки, и не могут создавать профили, отсутствующие в их геометрии, по словам Дона Грэма, менеджера по токарной обработке инструмента Seco Tools Inc., Трой, Мичиган.
Наконец, круглая пластина может легче повредить заготовку, чем пластина с прямой кромкой. Круглая вставка имеет относительно большой радиус по сравнению с прямолинейной вставкой, которая имеет малые радиусы на углах. Большой радиус означает большую контактную поверхность, что приводит к более высоким силам резания. «Это может быть вредным при использовании в слабых установках, расширенной оснастке или элементах заготовки с тонким поперечным сечением», — сказал Дейл Хилл, инженер по применению инструментов для производителя инструментов Greenleaf Corp., Сагертаун, Пенсильвания. К вредным эффектам относятся отклонение заготовки и вибрация.
Большой радиус означает большую контактную поверхность, что приводит к более высоким силам резания. «Это может быть вредным при использовании в слабых установках, расширенной оснастке или элементах заготовки с тонким поперечным сечением», — сказал Дейл Хилл, инженер по применению инструментов для производителя инструментов Greenleaf Corp., Сагертаун, Пенсильвания. К вредным эффектам относятся отклонение заготовки и вибрация.
Следовательно, производители деталей должны максимально увеличить жесткость станка и крепления, если они хотят успешно применять круглые пластины.
Причины для выбора круглой формы
Круглые пластины могут оказаться полезными, поскольку они прочные и могут подаваться с большей скоростью, чем другие типы пластин, что более чем компенсирует их недостатки в определенных областях применения.
Экономия времени за счет более высоких скоростей подачи означает экономию денег. «Сумма денег, которую вы можете сэкономить [используя круглые вставки] в течение срока службы вставки, феноменальна», — сказал Тисдалл, добавив, что фактическая экономия средств зависит от накладных расходов цеха, годового количества компонентов и сокращения технологического процесса.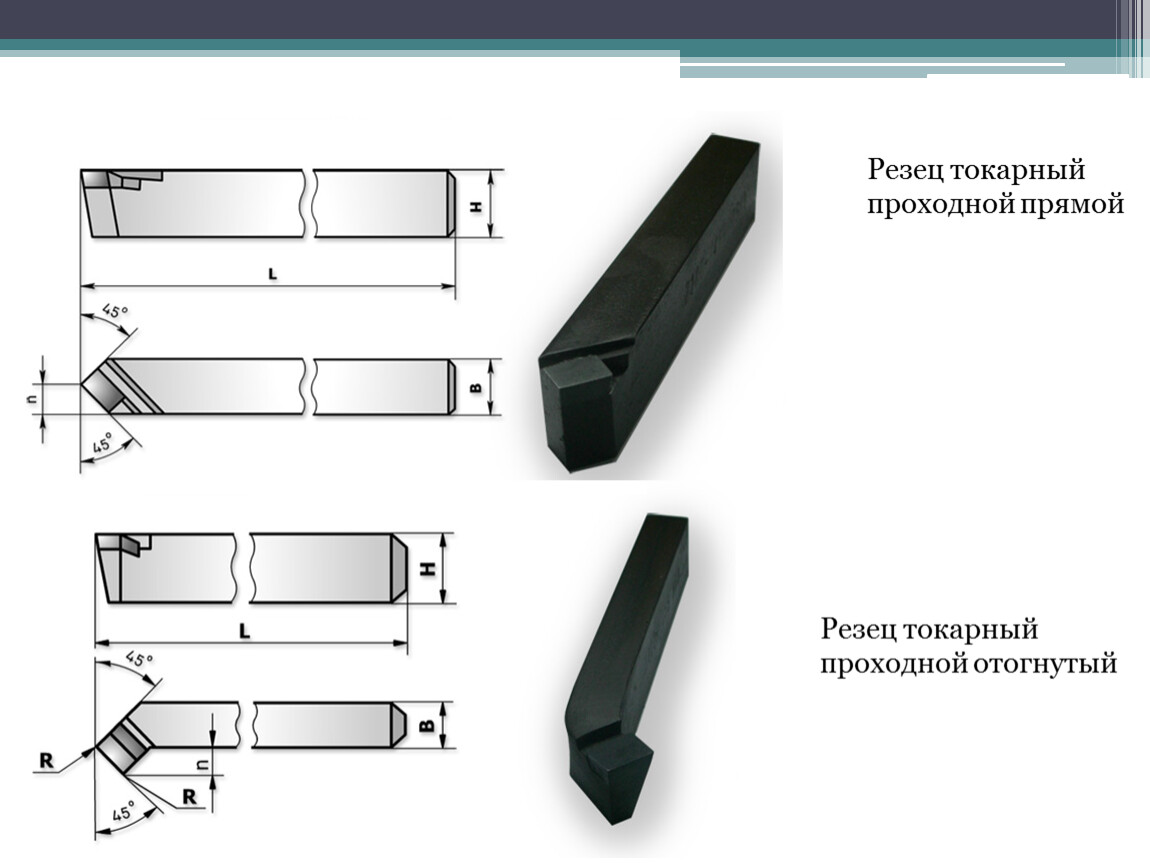 время.
время.
Предоставлено Kennametal
Оправки и станки должны быть жесткими, чтобы можно было использовать круглые пластины, поскольку радиус инструмента, относительно большой по сравнению с пластиной с прямой кромкой, означает большую площадь контакта и, следовательно, большее давление резания.
Грэм подсчитал, что круглые пластины можно подавать на 20 процентов быстрее, чем другие типы пластин, в зависимости от стружколома круглого инструмента, который может быть рассчитан на разные скорости подачи. Грэм привел в качестве примера стружколом с нейтральной кромкой и относительно широкой канавкой, заявив, что круглая пластина может работать с более высокой скоростью подачи, чем пластина с положительным передним углом и узкой канавкой. (См. таблицу рекомендуемых подач и скоростей на стр. 39..)
Круглые пластины могут работать при более высоких скоростях подачи, поскольку они имеют самую прочную геометрию. «Чем больше угол прилегания режущей кромки, тем выше прочность, присущая этой пластине», — сказал Фрэнк Батталья, штатный инженер по глобальным технологиям обработки в Kennametal Inc. , Латроб, Пенсильвания,
, Латроб, Пенсильвания,
. Он сравнил пластины с различными углами прилегания. ; углы 100°, 90°, 80° и 60° различных пластин вплоть до пластин VNG с углом 35°. «Площадь поперечного сечения, идущая от одной стороны этой вставки к другой, становится все меньше и меньше по мере того, как вы опускаетесь под этим углом», — сказал Батталья. «При использовании круглой пластины она максимально увеличена до такой степени, что у вас будет наибольшая площадь поперечного сечения от одной стороны режущей кромки до другой».
«В круглой вставке больше материала, создающего усилие, больше материала для поглощения усилия», — добавил Грэм.
Высокая прочность делает круглые вставки превосходными при черновом точении окалины на кованых и литых заготовках. Их прочность также делает их менее склонными к сколам и поломкам, чем другие типы вставок.
Кроме того, их прочность и связанный с этим длительный срок службы означают, что круглые пластины хорошо подходят для токарной обработки больших заготовок, часто производимых аэрокосмическими и нефтегазовыми компаниями. «Круглая пластина обеспечивает наилучшую стойкость инструмента и прочность среди пластин любой формы, поэтому, когда у вас очень большая длина резания, вы можете обрабатывать всю длину с помощью круглой пластины», — сказал Тисдалл из Sandvik Coromant. «С угловой пластиной вы, как правило, получаете меньший срок службы инструмента. Вам придется проиндексировать инструмент посередине».
«Круглая пластина обеспечивает наилучшую стойкость инструмента и прочность среди пластин любой формы, поэтому, когда у вас очень большая длина резания, вы можете обрабатывать всю длину с помощью круглой пластины», — сказал Тисдалл из Sandvik Coromant. «С угловой пластиной вы, как правило, получаете меньший срок службы инструмента. Вам придется проиндексировать инструмент посередине».
«Обычно в аэрокосмической отрасли они производят массивные поковки, — сказал Грэм. Кольцо диаметром 40 дюймов толщиной 0,5 дюйма и шириной 2 дюйма могло начинаться с диаметра 48 дюймов. кольцо толщиной 6 дюймов и шириной 6 дюймов. «Они удаляют огромное количество материала для производства этого кольца. Вот где круглая вставка очень полезна, потому что вы можете агрессивно захватывать много материала», — сказал Грэм.
Отрицательное или положительное значение?
Производитель деталей должен решить, применять ли круглую пластину с отрицательной, нейтральной или положительной геометрией для обработки сплава на основе никеля.
По словам Грэма, производители деталей для нефтегазовой промышленности обычно предпочитают отрицательный или нейтральный передний угол на своих круглых вставках, поскольку углы обеспечивают дополнительную прочность. Этим компаниям также нравится, когда пластины имеют прочные и тяжелые канавки для стружки.
Предоставлено Sandvik Coromant
Подача круглой пластины в заготовку происходит на 20 процентов быстрее, чем пластины других типов, поскольку инструмент имеет самую прочную геометрию среди пластин любой формы.
Компания Greenleaf’s Hill добавила, что отрицательный передний угол особенно подходит для прерывистого поворота. «Когда он касается заготовки, большая часть этой стружки или стружки ударяется о верхнюю поверхность пластины, которая является самой прочной частью этого режущего инструмента», — сказал он. «Итак, при прерывистом точении вы теперь подвергаете самую сильную часть своего режущего инструмента этой жестокой ситуации».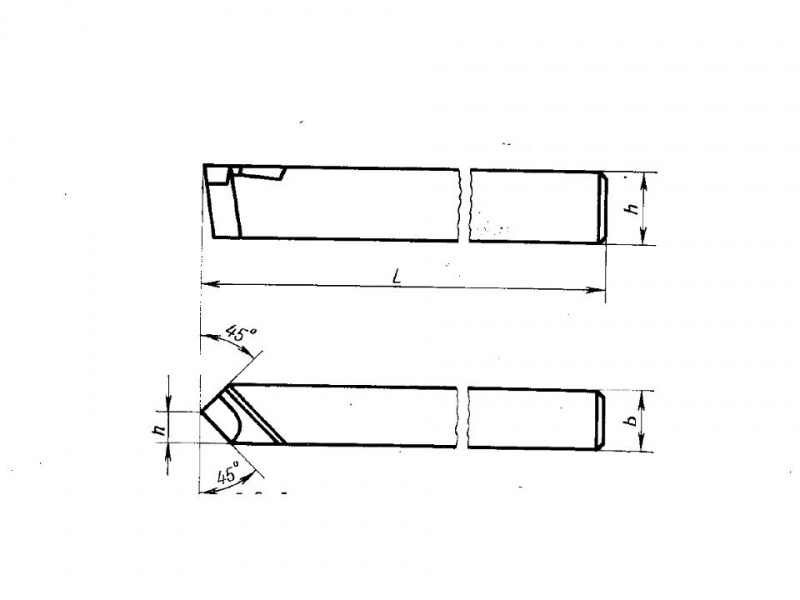
Однако отрицательный передний угол имеет тенденцию создавать большую силу резания, что может быть неподходящим для конкретного применения. Хилл рекомендует правильную геометрию для работы. «Используйте негатив, когда это возможно, для прочности и экономии — негативы обычно двусторонние, что позволяет использовать больше режущих кромок. Используйте позитивную геометрию, если вас беспокоят чистота поверхности, усилие инструмента или нарост на кромке».
Мартин Гарднер, глобальный менеджер по токарной обработке, нарезанию резьбы и нарезанию канавок компании ATI Stellram, La Vergne, Tenn., согласился. Для этого применения он предложил пластину RCMT с передним углом 7°. «Вероятно, это самая популярная вставка, которую мы видим в подобных приложениях», — сказал он. «Они используются для профилирования и для узких канавок».
Он также сказал, что для круглых пластин требуется не слишком большой хонинговальный инструмент, потому что это создаст слишком большую силу резания.
Рекомендуемые скорости и подачи для токарной обработки жаропрочных сплавов на основе никеля.
| Рабочий столик | Выбор 1 класса | 2-й класс на выбор | Скорость резания (фут/мин) | Корм (ипр) | DOC (дюймы) | Тип вставки | Скорость съема металла (дюйм3/мин) | Комментарии |
| Первый | СС670 | СС6065 | от 500 до 656 | от 0,006 до 0,008 | До 0,197 | РНГ 6 | 12.20 | Используйте подход под углом 45° для уменьшения толщины стружки и образования надрезов — первый выбор для высококачественных поковок. |
| Промежуточный | CC6060 | СС6065 | 656 до 984 | от 0,004 до 0,008 | от 0,040 до 0,118 | РНГ 4 | 7,32 | По возможности используйте круглые вставки, чтобы свести к минимуму зазубрины. |
CC6060 | СС6065 | 656 до 820 | от 0,004 до 0,008 | от 0,040 до 0,118 | РПГС | 4,88 | Для обработки карманов используйте позитивные пластины. | |
| Промежуточный | С05Ф | GC1105 | от 131 до 196 | от 0,008 до 0,020 | от 0,040 до 0,118 | РЦМТ СМ | 3,05 | Всегда используйте угол в плане, если это возможно, чтобы уменьшить зазубрины, т. |
| Поздний | С05Ф | GC1105 | от 131 до 196 | от 0,010 до 0,020 | от 0,010 до 0,020 | РЦМТ СМ | — | Профилирование. |
 е. круглый RCMT.
е. круглый RCMT.Источник: Sandvik Coromant
С покрытием или без покрытия
Помимо геометрии круглой пластины, производители деталей для аэрокосмической и нефтегазовой промышленности должны решить, нужен ли им инструмент с покрытием.
Структура карбида является первым соображением. Гарднер рекомендовал субмикрозернистую подложку для непрерывной резки без вибрации. Грэм из Seco Tools согласился. «Микрозернистость обеспечивает повышенную стойкость к истиранию, а также устойчивость к деформации», — сказал он. «Последнее чрезвычайно важно, когда вы обрабатываете материалы на основе никеля. Они выделяют много тепла и давления [при резке]». Сталь, например, размягчается, когда раскаляется докрасна, заметил Грэм, тогда как суперсплав сохраняет свою прочность и твердость, когда раскаляется докрасна. «Поэтому, даже когда он раскален докрасна, он все равно оказывает сильное давление на вставку».
Сталь, например, размягчается, когда раскаляется докрасна, заметил Грэм, тогда как суперсплав сохраняет свою прочность и твердость, когда раскаляется докрасна. «Поэтому, даже когда он раскален докрасна, он все равно оказывает сильное давление на вставку».
Предоставлено Greenleaf
Круглые пластины могут быть изготовлены с различными функциями, такими как фаска (вверху слева и внизу справа) и положительный передний угол (внизу справа), чтобы уменьшить проблемы, которые могут возникнуть при точении сплавы с высоким содержанием никеля.
Кроме того, Грэм рекомендовал инструмент иметь покрытие PVD, а не покрытие CVD, при обработке жаропрочных сплавов с твердостью более 32 HRC, поскольку PVD обычно тоньше и, следовательно, лучше сохраняет форму кромки инструмента. Он добавил, что PVD-покрытия также предпочтительнее из-за их стойкости к износу, BUE и образованию кратеров — всем распространенным видам отказов при обработке сплавов на основе никеля.
Однако, по словам Грэхема, пластины должны иметь покрытия CVD при обработке более мягких суперсплавов, таких как Inconel 600, поскольку преобладающим видом разрушения является образование лунок, а более толстое покрытие лучше защищает от образования лунок.
Тисдалл из Sandvik Coromant в большинстве случаев предпочитает, чтобы круглые пластины имели покрытие CVD. «Сплав CVD обеспечивает более высокую стойкость инструмента и способность работать на более высоких скоростях, поскольку покрытие обычно намного толще». Однако он сказал, что покрытие CVD более подвержено износу, чем покрытие PVD, из-за самого процесса CVD. По словам Тисдалла, процесс CVD создает эта-фазу в карбидной матрице пластины, истощая матрицу ее кобальтовой связки, которая препятствует износу. Кроме того, истощение матрицы связующим ослабляет карбидную подложку.
Тем не менее, Tisdall предпочитает покрытие CVD при обработке жаропрочных сплавов с круглой пластиной. «Прочность и эффект утончения стружки круглой геометрии компенсируют присущую кромке слабость», — сказал он. «При обработке суперсплавов пластиной с углом при вершине — CNMG, DNMG или VNMG в сочетании с инструментом с малым углом в плане — предпочтительнее сплав PVD».
«При обработке суперсплавов пластиной с углом при вершине — CNMG, DNMG или VNMG в сочетании с инструментом с малым углом в плане — предпочтительнее сплав PVD».
«Еще одна ключевая проблема — это покрытие, которое будет прилипать к кромке в течение длительного периода времени, — сказал Тисдалл. «Чего вы не хотите делать, так это заканчивать большой аэрокосмический компонент и обнаруживать, что вы потеряли размер, потому что ваше покрытие разрушилось на полпути к разрезу. Вам либо придется делать весенний пропуск, либо вы можете отказаться от детали, а вы говорите о больших деньгах».
Предоставлено Sandvik Coromant
Круглые пластины для токарной обработки сплавов с высоким содержанием никеля могут иметь покрытие CVD или PVD в зависимости от рабочих характеристик инструмента по отношению к конкретному сплаву, например, от режима основного отказа инструмента.
Некоторые аэрокосмические компании по-прежнему предпочитают вставки без покрытия, поскольку они опасаются, что покрытие загрязнит детали во время производства. «Очевидно, что им не нужно ничего, что могло бы разрушить или деформировать эту структуру, какой бы ничтожной она ни была», — сказал Гарднер из ATI Stellram. «Было проведено много исследований диффузии покрытия в исходный материал. Мы никогда не обнаруживали такой диффузии в материале с PVD-покрытием. Тем не менее, некоторые производители компонентов авиационных двигателей по-прежнему предпочитают использовать вставки без покрытия».
«Очевидно, что им не нужно ничего, что могло бы разрушить или деформировать эту структуру, какой бы ничтожной она ни была», — сказал Гарднер из ATI Stellram. «Было проведено много исследований диффузии покрытия в исходный материал. Мы никогда не обнаруживали такой диффузии в материале с PVD-покрытием. Тем не менее, некоторые производители компонентов авиационных двигателей по-прежнему предпочитают использовать вставки без покрытия».
Какими бы хорошими они ни были, производители деталей могут счесть круглые твердосплавные пластины с покрытием недостаточными для их использования. «Их недостаток в том, что они будут значительно ограничены в скорости по сравнению с керамическими режущими инструментами», — сказал Батталья из Kennametal.
Однако он добавил, что твердосплавные вставки иногда необходимы, когда ограничения станка или крепления детали требуют работы на более низких скоростях или во время окончательной отделки критических компонентов самолета. «Часто для карбида явно указывается, что он должен работать на низкой скорости, чтобы избежать любого возможного повреждения или образования «белого слоя» на поверхности детали», — пояснил Батталья.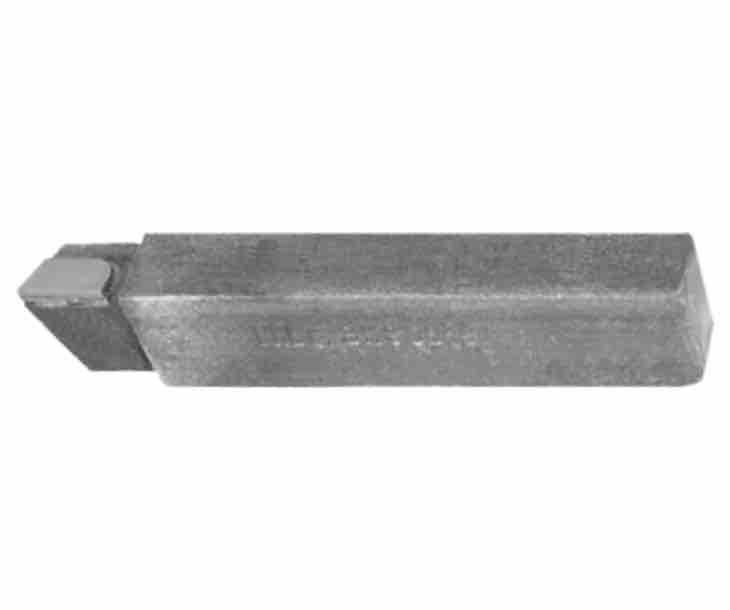
Гонка за керамикой
В гонке карбид — даже мелкозернистый с покрытием — будет преследовать керамику на большом расстоянии. «Скажем, мы возьмем наш лучший сценарий для твердого сплава — 300 футов в минуту на типичном Inconel 718», — сказал Хилл из Greenleaf, добавив, что эта скорость предполагает легкую чистовую обработку, а не черновую обработку. «Керамика способна работать от 800 до 900 футов в минуту».
Керамика может работать на таких высоких скоростях, потому что ее температура плавления намного выше, чем температура плавления любого металла, который они разрезают. Например, керамическая круглая вставка, армированная нитевидными кристаллами, то есть инструмент, состоящий из матрицы оксида алюминия с кристаллами карбида кремния, может иметь температуру плавления чуть более 2000°С. При таких высоких температурах плавления керамические вставки сопротивляться деформации и размягчению при очень высоких температурах.
Батталья предупредил, однако, что керамическая круглая вставка может изнашиваться, если работать слишком быстро. Кроме того, он рекомендовал, чтобы режущие кромки керамических пластин имели фаску, также известную как Т-образная или радиусная заточка. Он сказал, что типичная Т-образная фаска имеет ширину от 0,002 до 0,004 дюйма на передней поверхности и угол от 20° до 25°. «Когда у вас пластина с острыми краями, эта кромка подвержена распространению трещин», — сказал он. «Когда вы добавляете подготовку кромки, вы, как правило, направляете силы резания в большую часть материала, что затрудняет распространение трещины и приводит к выкрашиванию режущей кромки».
Кроме того, он рекомендовал, чтобы режущие кромки керамических пластин имели фаску, также известную как Т-образная или радиусная заточка. Он сказал, что типичная Т-образная фаска имеет ширину от 0,002 до 0,004 дюйма на передней поверхности и угол от 20° до 25°. «Когда у вас пластина с острыми краями, эта кромка подвержена распространению трещин», — сказал он. «Когда вы добавляете подготовку кромки, вы, как правило, направляете силы резания в большую часть материала, что затрудняет распространение трещины и приводит к выкрашиванию режущей кромки».
По словам Грэма, существует инструментальный материал для обработки даже на более высоких скоростях, чем керамика. «С CBN вы можете пробежать 1000 футов в минуту».
A Kinder, Gentler Cut
Учитывая их прочность, неудивительно, что круглые вставки необходимо аккуратно наносить на заготовки, даже на сплавы с высоким содержанием никеля.
Например, максимальный DOC круглой пластины не должен превышать 25 процентов от диаметра инструмента. По словам Гарднера, при значении более 25 процентов инструмент будет иметь слишком большую площадь контакта с заготовкой, что приведет к слишком большому давлению и нагреву. «Мы собираемся просто сдуть вставку, — добавил он, — или мы повредим компонент».
По словам Гарднера, при значении более 25 процентов инструмент будет иметь слишком большую площадь контакта с заготовкой, что приведет к слишком большому давлению и нагреву. «Мы собираемся просто сдуть вставку, — добавил он, — или мы повредим компонент».
Для точения кармана Тисдалл рекомендует трохоидальное точение, врезание и точение, чтобы уменьшить потенциальное повреждение круглой вставки или детали. При врезании и токарной обработке вставка выдерживает напряжение, когда она погружается в заготовку и перемещается по материалу, поворачивая ее, пока не достигнет места, где будет стенка кармана. Стресс может привести к сколам и, возможно, к катастрофическому отказу.
Трохоидальное точение, однако, требует меньших DOC. «Это легкое погружение в поворот», — сказал Тисдалл. «С более легким DOC у вас не будет такого сильного зацепления вставки, когда вы подходите к этой стене».
Тисдалл также описал «метод вкатывания» с врезанием и вращением. Техника программирования, метод включает радиус, когда вставка выходит из врезания. «Это еще один способ удерживать пластину в зацеплении с заготовкой, не делая резких движений в другом направлении. Допустим, вы погружаетесь по оси Z, а затем переходите к оси X и делаете движение по этой оси. На вставке много напряжения. Здесь мы используем радиус, чтобы сделать процесс более щадящим для вставки».
«Это еще один способ удерживать пластину в зацеплении с заготовкой, не делая резких движений в другом направлении. Допустим, вы погружаетесь по оси Z, а затем переходите к оси X и делаете движение по этой оси. На вставке много напряжения. Здесь мы используем радиус, чтобы сделать процесс более щадящим для вставки».
Предоставлено Seco Tools
Производители деталей могут воспользоваться преимуществами круглого инструмента из ПХБН для точения сплавов с высоким содержанием никеля до 1000 футов в минуту.
Кроме того, оператор станка может изменять угол в плане круглой пластины для уменьшения толщины стружки. «Мы всегда ищем пути утончения чипа», — сказал Гарднер. «Когда мы утончаем стружку за счет угла подхода, это повышает производительность; мы производим меньше тепла. Чем больше тепла мы вкладываем в них, чем больше трения мы создаем, тем больше [тепла] эти материалы будут отбрасывать назад», создавая сгоревшую вставку. Однако защищать инструмент от выгорания не значит робко применять его.