С1Е61Пм токарный станок – 1Е61ПМ – конструкция и кинематическая схема токарного станка + Видео
alexxlab | 06.09.2019 | 0 | Токарный
Токарный станок 1е61м: технические характеристики, схемы, габариты
Это одна из модификаций первой модели винторезно-токарных станков, которые появились на российском рынке. Повышенная точность при обработке любых деталей – главная особенность данного агрегата. Выполнение получистовых и чистовых работ остаётся основным назначением для токарного станка 1Е61М. Он так же помогает при высокоточном нарезании резьбы различного вида.
Назначение и область применения токарно-винторезного станка
TB-01M – модель станка, на которой построена разновидность из серии 1E61M. Оборудование представляет класс лёгких токарных станков. Серийный выпуск моделей начался в 1965 году.
Устройство можно назвать универсальным, класс точности – П. Подходит при выполнении следующих операций:
- Финишные действия при токарной обработке различных деталей.
- Нарезание резьб.
Существует несколько разновидностей действий, которые выполняются при помощи станков:
- Сверление, обработка отверстий с различной формой. В том числе – цилиндрическое, коническое растачивание, зенкерование, развёртывание, рассверливание.
- Обработка наружных поверхностей в форме конуса. При этом длина конусной части может быть различной. То же самое касается угла наклона. Обычно при обработке используются специальные резцы, корпус задней бабки, копировально-конусная линейка.

- Прорезные резцы помогают протачивать наружные канавки.
- Для придания заготовкам определённой формы осуществляют операции вроде подрезания, протачивания канавок и отрезания.
- Растачивание поверхностей в форме цилиндра.
- Обтачивание цилиндрических поверхностей, которые остаются гладкими.
Технические характеристики
Станок 1E61MT занял лидирующую позицию в своей сфере, и на то есть определённые причины. Для массовой штамповки установка не подходит, но на ней можно проводить множество других операций.
Основными параметрами, заслуживающими внимания, можно назвать:
- Диаметр будущей резьбы.
- Выбранные скоростные режимы.
- Длина детали, её соответствие параметрам используемого оборудования.
Если названные выше габариты соответствуют условиям эксплуатации, то можно переходить дальше, к этапу настройки самого станка.

Винторезное оборудование отличается следующими параметрами:
- 1650 килограмм – общая масса станка, если не учитывать дополнительное оборудование.
- Минимальная частота вращения – 35, максимальная может составлять 1600 оборотов.
- Точные параметры, связанные со смещением лимба. По продольной направляющей это 0,2 миллиметра, по поперечной – 0,02 миллиметра.
- На передней части устанавливаются две резцовые головки. Вторая монтируется на участке сзади.
- В главном держателе имеется всего до 4 резцов.

- 32 миллиметра – таков диаметр использующихся прутков.
- 170 миллиметров – допустимая высота для центральных частей.
- При 125 Вт работает отдельный двигатель насоса охлаждения. На 125 Вт – двигатель, связанный со смазочным механизмом.
- 4,5 кВт – показатель мощности главного привода, за счёт которого осуществляется движение.
Дополнительно в токарной установке присутствует система, предотвращающая повреждения, связанные с чрезвычайными нагрузками. Механизм просто блокируется, если возникает опасная ситуация. Примерно так же работает модель типа 1Е61ПМ.
Габариты рабочего пространства
Межцентровое расстояние составляет до 700 миллиметров. Через шпиндель можно вставлять заготовки с минимальным диаметром до 32 миллиметров, диаметр шпинделя – 35. Высота центра от станины равна 170 мм.
Описание конструкции
Здесь пользователь должен учитывать некоторые нюансы.
Расположение основных узлов
- Основной узел – станина.
По сравнению с другими комплектующими, она обладает минимальной массой. Деталь крепится на специальной площадке, при помощи соответствующих болтов. У станины есть две направляющие. Одна из них выполнена в форме «ласточкиного хвоста», а вторая – выглядит как призма. Суппорт на станине держится жёстко благодаря таким формам и клиньям, отвечающим за регулировку.

- Передняя бабка располагается обычно слева.
Её устанавливают внутри пазов таким образом, что пользователь легко разворачивает деталь на несколько градусов, когда возникает необходимость. То есть, центр без проблем смещается относительно оси. Тогда при обработке деталей легко добиться получения определённой формы.
- Передняя бабка вмещает в себя коробку скоростей.
Рычаги управления размещаются снаружи. Гитара сменных шестерёнок монтируется в передней части. Перед нарезанием резьбы шестерёнки меняются, если в этом возникает необходимость. Коробка скоростей – место, где можно отыскать шпиндельный узел. Сам шпиндель вращается при поддержании скоростей до 16-2000 оборотов в минуту.
Двигатель главного привода у станка находится в специальной тумбе, с левой стороны. Прямое и обратное вращение шпинделя включаются в любой удобный момент.

- Задняя бабка – у станины справа.
В эту часть вставляются различные инструменты, включая центр и плашки, метчики, свёрла.
Задняя бабка отличается надёжным креплением, она легко движется по поверхности станины. Ход пиноли – 100 мм.
- Фартук, через который проходят вал с винтом.
- Суппорт.
- Коробка подач.
- Электрический шкаф.
- Смазывающе-охлаждающая жидкость.
- Экран для дополнительной защиты.
Передняя бабка
Редуктор участвует в процессе передачи вращательного движения шпиндельного шкива. Здесь так же принимает участие индивидуальный электрический двигатель. Ремни типа «Б» обеспечивают работу клиноременной передачи. Движение идёт прямо к шпинделю сквозь перебор, либо обходя его.
В конструкции присутствует два подшипника качения. Благодаря чему сохраняется свойство центровки, клиновидный шкив провода не утрачивает своего первоначального положения. Ориентация происходит на основе центральной части шпиндельной бабки. Натяжение клиновидных ремней не оказывает на конструкцию негативного влияния. Шпиндель не испытывает повышенных нагрузок.
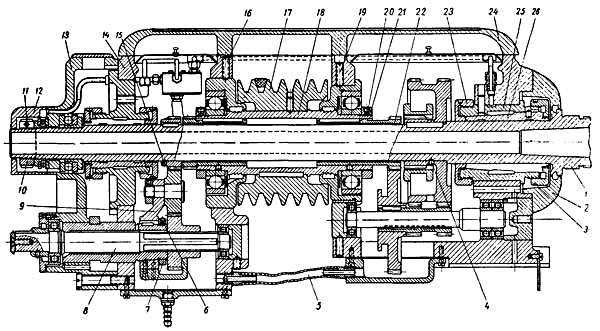
Всего у шпиндельной бабки шесть скоростных ступеней. Блок-шестерни передвигаются по шлицам, что и позволяет контролировать скорость, выбирать определённый вариант.
Отдельный насос, с приводом от электродвигателя, отвечает за смазывание передней бабки. Благодаря наличию блокировки исключается вероятность того, что система запустится при отсутствии соответствующей жидкости.
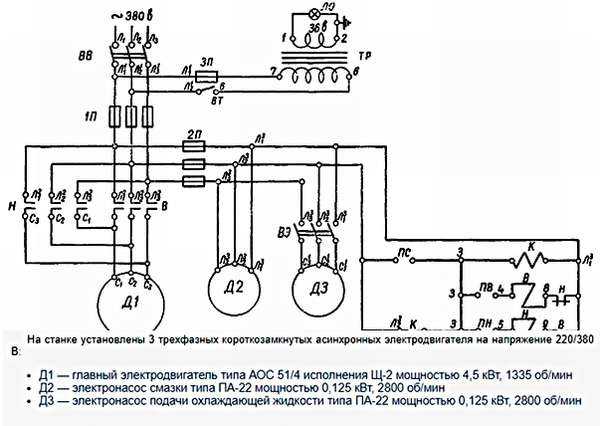
Электрическая схема
Асинхронный электродвигатель типа AO2-61-4 НА 13 кВт – основной агрегат, который приводит систему в движение. Достаточно нажать на кнопку «Пуска», чтобы это приспособление начало работать. С помощью фрикциона, включаемого от рукоятки, осуществляется управление подобными частями механизма. В зависимости от включения или выключения фрикциона механизм реагирует по-разному на начало работы.
1,1 кВт – мощность двигателя, отвечающего за рабочие подачи.
Кинематическая схема
Многоскоростные двигатели для включения устройств тоже используются, но достаточно редко. Односкоростные приспособления остаются главными для подобных схем.
С двигателя движение идёт к коробке скоростей. В этом процессе принимает участие клиноременная передача. В коробке передач размещается по 6-8 валов. К ним добавляются колёса зубчатой формы. Для удобства при нумерации валов пользуются римскими цифрами. Скорость вращения шпинделя может быть различной в зависимости от тех или иных условий. Две фрикционные муфты отвечают за обратное движение у этой же модели.
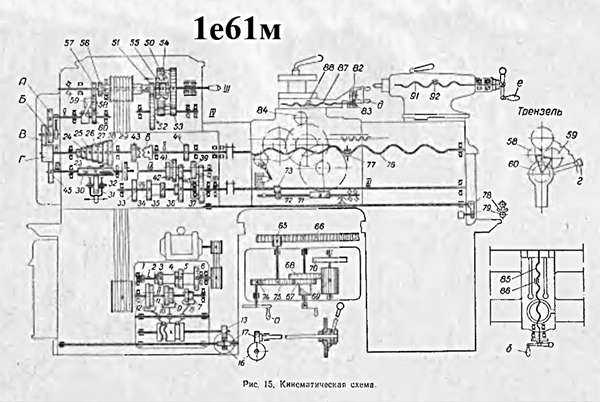
Схема настройки гитары
Передача вращения, крутящего момента – основное назначение данной детали. Она снабжается сменными зубчатыми колёсами, которые и обеспечивают максимально точную настройку по параметрам.
Замена деталей проводится в зависимости от регламента, либо по степени износа.

Заключение
Первичная и текущая регулировка – операции, которые играют важную роль для стабильной работы всех составляющих, механизмов. Для каждой детали при этом используется отдельный инструмент, позволяющий добиться наилучших результатов. Остаётся только решить, какие параметры будут актуальными при той или иной ситуации.
Станки серии 1E61M до сих пор пользуются спросом не только у частных мастеров, но и на различных предприятиях. Это классический вариант, сохраняющий актуальность даже при появлении более современных аналогов. Учитывается и стоимость установки, которая остаётся доступной по всем параметрам.

xn—-ntbhhmr6g.xn--p1ai
Купил 1Е61ПМ. – Ремонт и восстановление станков (общие вопросы)
Парни добрый день, вечер или ночь?
Я не смог найти нужной темы по станку 1Е61ПМ, по этому, заранее прошу модераторов перенести ее (тему) в нужный раздел, или удалить мою и подсказать куда мне идти.
Купил станок неделю назад за 60т.р. станок 1980 года, станина шабрина, по электрике не работает светильник и мотор подачи СОЖ, мотор привода шпинделя и смазки работают, (с электрикой разберусь), далее, по продольной и поперечной подачам большие люфты. Люфт поперечной подачи попытался убрать, но, толку мало, винт работает так как должен только в среднем положении, более того очень сильно похоже, что на винт налили алмазной пасты, смазка совсем красная (как алмазная паста для притирки клапанов, идет громкий шелест и с каждым проходом от и до винт начинает ходить легче, соответственно люфт в середине все больше и больше)…. (сам занимаюсь ремонтом авто и по этому знаю эту пасту). Как убрать люфт продольной и малой продольной подачи не знаю, если подскажите буду очень благодарен. Основной вопрос вот в чем – течет масло из под передней бабки как спереди патрона так и сзади со стороны гитары. Спереди бежит в нижней точке от какого то поворотного механизма, что это за механизм и как победить теч? Этот механизм очень похож на эксцентрик, как он работает?
Пока заливаю фундамент под станок, размеры (высота, ширина, длинна, мм) 500х800х2200 хватит ли такого фундамента при условии что грунт самый настоящий песок?
Вообще, буду рад, если скажите, что еще проверить и пересмотреть.
Спасибо заранее!
www.chipmaker.ru
Принимайте в строй! 1Е61ПМ – Токарные 1Е61, УТ16, ТВ-01 и модификации
:yahoo:
Поз-драв-ляй-те!
Сегодня с утра позвонили – приезжай, забирай. Приехал, кран уже стоит, лапу уже в цех засунул и шарит там. 🙂
Зацепили, подняли, погрузили и через 10 минут я его уже катал на нашем дизеле по цеху. 🙂
Сегодня было очень много дел, поэтому станок только воткнул на его место, даже не выставил по уровню.
Пара общих фото:
“Панель приборов”:
“Бабкины потроха”:
“Заднебабка и патрон”:
В СОЖ ёмкость до краёв налита какая-то чёрная жижа, типа отработки, которую мы благополучно расплескали, пока катали станок. Зачем оно там и как, я так и не понял:
Единственный видимый косяк – чуть погнута ручка и винт поперечки:
Направляющие не сфоткал, но состояние в 100 раз лучше чем на моём 675м.
Простите, что так сумбурно и кратко – сплю на ходу…
Поздравления и прочёё складывайте тут, завтра приду – проверю и порадуюсь! :drinks:
ЗЫ. Щиты, закрывающие основание есть, просто сняты. Вообще станок нравится, хотя и не винтажный ни разу…
www.chipmaker.ru
Станок 1Е61Пм набор таблиц, шильдиков — Шильды для оборудования
Описание
Набор таблиц для станка токарно-винторезного повышенной точности 1Е61ПМ. Материал — алюминий. Состояние — новое. Печать — термотрансферная. Изделие долговечно и устойчиво к истиранию.
Сведения о производителе токарно-винторезного станка 1Е61ПМ
Производитель токарно-винторезного станка повышенной точности 1Е61ПМ, 1Е61ВМ Ульяновский машиностроительный завод им. Володарского многопрофильное предприятие, выпускавшее патроны к нарезному стрелковому оружию, автомобильные свечи зажигания, станки токарно-винторезные, грузоподъемное оборудование, автоматические роторные линии, бесконтактные пускатели, цепи пильные, тяговые, приводные, роликовые, ЗИП к сельхозмашинам и товары народного потребления.
Завод выпускал универсальные токарно-винторезные станки моделей: ТВ-01, ТВ-01М, 1Е61, 1Е61М, 1Е61МТ, 1Е61ВМ, 1Е61ПМ, С1Е61ВМ, С1Е61ПМ, УТ16ВМ, УТ16ПМ, УТ16ВМТ, УТ16ПМТ, УТ-320.
Обозначение токарного станка
1 — токарный станок (номер группы по классификации ЭНИМС)
Е – поколение станка
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 — токарно-винторезный)
1 – высота центров над станиной 175 мм
Буквы в конце обозначения модели:
В – высокая точность станка — (н, п, в, а, с) по ГОСТ 8-82
П – повышенная точность станка — (н, п, в, а, с) по ГОСТ 8-82
1Е61ПМ, 1Е61ВМ станок токарно-винторезный повышенной точности. Назначение и область применения
Токарные станки моделей 1Е61ПМ, 1Е61ВМ созданы на базе станка 1Е61М и относятся к классу легких токарных станков. Начало серийного выпуска станка 1Е61ПМ, 1Е61ВМ — 1975 год.
Станок токарно-винторезный модели 1Е61ВМ является универсальным и предназначен для выполнения финишных операций при токарной обработке деталей высокой точности и нарезания различных резьб. Класс точности станка — В.
Станок токарно-винторезный модели 1Е61ПМ является универсальный и предназначен для выполнения различных токарных и винторезных работ. Класс точности станка — П.
Токарно-винторезные станки высокой точности 1Е61ВМ и повышенной точности 1Е61ПМ:
- предназначены для выполнения чистовых и получистовых токарных работ с широким диапазоном регулирования частот вращения шпинделя, подач и шагов нарезаемых резьб
- комплектуются широкой номенклатурой принадлежностей, что дает возможность выбрать оптимальный вариант обработки
- отличаются простотой управления, удовлетворяют требованиям эргономики и безопасности
- на станках возможна точная и экономичная обработка широкой номенклатуры деталей из сталей и цветных металлов
Станок специальный токарно-винторезный модели С1Е61ВМ оснащен механизмом автоматического переключения продольных перемещений суппорта станка на прямой и обратный ход.
Станок специальный токарно-винторезный повышенной точности модели С1Е61ПМ, оснащен механизмом автоматического переключения продольных перемещений суппорта станка на прямой и обратный ход.
Токарные станки С1Е61ПМ, С1Е61ВМ выполнены на базе основной модели 1Е61ВМ, имеют одинаковые кинематические схемы и унифицированную конструкцию.
Особо нужно учесть, что эти модели являются станками высокой и повышенной точности и поэтому во избежание потери точности не следует использовать их для черновой обработки.
Краткое описание конструкции и работы станка
Привод станка осуществляется от индивидуального электродвигателя.
От электродвигателя через клиноременную передачу движение передается редуктору. От редуктора тоже посредством клиноременной передачи вращение передается шпиндельной бабке, а затем через зубчатые передачи на шпиндель станка. Пределы частоты вращения шпинделя при положении рукоятки 1:1 — 280…1800 об/мин, при положении рукоятки 1:8 — 35,5…224 об/мин.
Резьбы нарезаются посредством коробки подач. Цепь подачи имеет звено восьмикратного увеличения значения подач и шагов резьб, расположенное на трензеле в шпиндельной бабке. Включая звено увеличения шага можно производить нарезку резьб с увеличенным шагом.
Кроме того, имеется возможность нарезания резьб путем соединения ходового винта с гитарой и комплектом сменных зубчатых колес нужной настройки, минуя цепь коробки подач. Тем самым создается кратчайшая винторезная цепь.
Фартук станка имеет механизм автоматического отключения продольной и поперечной подач при работе с неподвижными упорами. Одновременно этот механизм предохраняет станок от поломки при перегрузках.
Включение главного электродвигателя и выключение насоса смазки блокированы, что исключает возможность работы шпиндельной бабки без смазки.
Подвод смазочно-охлаждающей жидкости в зону резания производится от электронасоса, включение которого осуществляется по мере надобности рукояткой 10.
Реверсирование главного движения — электрическое, осуществляется рукояткой 22.
Торможение вращения шпинделя осуществляется электромагнитной тормозной муфтой, расположенной в редукторе.
Технологические возможности станка значительно расширяются благодаря дополнительным принадлежностям, поставляемым по особому заказу.
Модификации токарно-винторезного станка 1Е61ПМ
1Е61 — первая модель серии токарно-винторезных станков
1Е61М — токарно-винторезный станок повышенной точности
1Е61МТ — токарно-винторезный станок повышенной точности
1Е61ПМ — токарно-винторезный станок повышенной точности
1Е61ВМ — токарно-винторезный станок высокой точности
С1Е61ПМ — токарно-винторезный станок повышенной точности — оснащен механизмом автоматического переключения продольных перемещений суппорта станка на прямой и обратный ход
С1Е61ВМ — токарно-винторезный станок высокой точности — оснащен механизмом автоматического переключения продольных перемещений суппорта станка на прямой и обратный ход
УТ16ВМ — токарно-винторезный станок высокой точности
УТ16ПМ — токарно-винторезный станок повышенной точности
УТ16ВМТ — токарно-винторезный станок высокой точности
УТ16ПМТ — токарно-винторезный станок повышенной точности
УТ16Д — токарно-винторезный станок повышенной точности
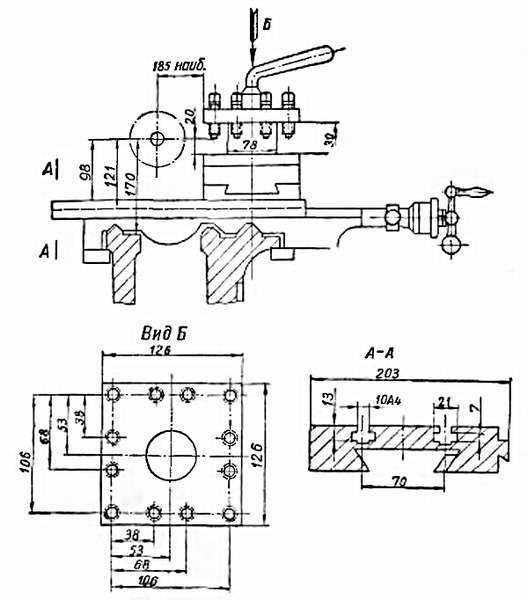
Габариты рабочего пространства токарно-винторезного станка 1Е61ПМ
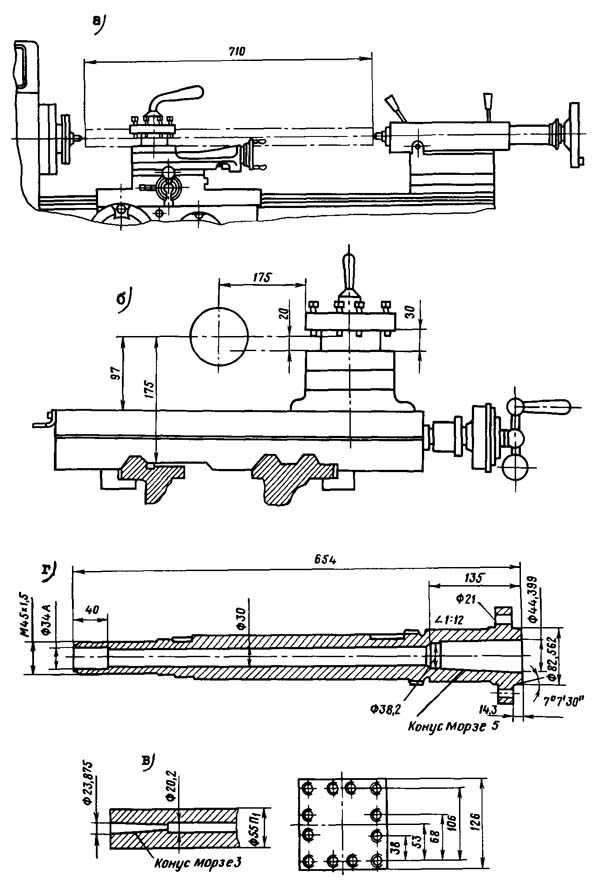
, 1Е61ВМ Общий вид универсального токарно-винторезного станка

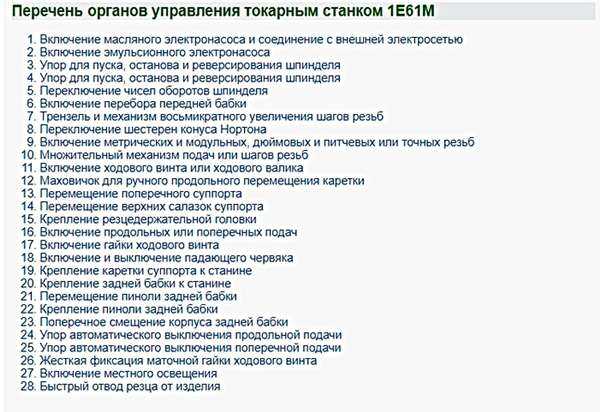
1Е61ПМ, 1Е61ВМ Расположение основных узлов и органов управления станком
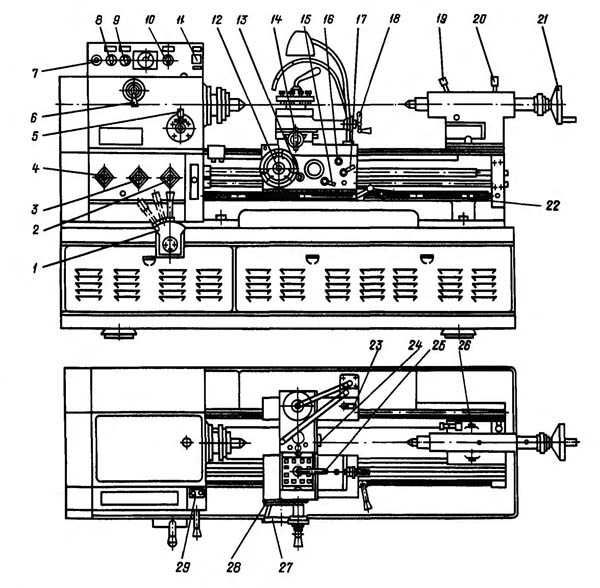
Перечень органов управления токарным станком 1Е61ПМ, 1Е61ВМ
- Рукоятка установки частоты вращения шпинделя
- Рукоятка переключения множительного механизма и ходового винта или ходового валика
- Рукоятка переключения наборного механизма при нарезании резьб напрямую
- Рукоятка переключения множительного механизма
- Рукоятка включения перебора
- Рукоятка включения трензеля и механизма восьмикратного увеличения шагов резьб
- Лампа сигнальная
- Вводной выключатель
- Переключатель оборотов электродвигателя
- Рукоятка включения насоса подачи охлаждающей жидкости
- Тумблер включения и выключения тормоза
- Рукоятка включения и выключения маховика ручного перемещения каретки
- Кнопка установки нейтрального положения продольной или поперечной подач
- Рукоятка перемещения поперечных салазок суппорта
- Рукоятка включения и выключения продольной и поперечной подач
- Рукоятка регулирования тяговых усилий подачи
- Рукоятка включения и выключения гайки ходового винта
- Рукоятка ручного перемещения верхнего суппорта
- Рукоятка зажима пиноли задней бабки
- Рукоятка крепления задней бабки к станине
- Маховик перемещения пиноли задней бабки
- Рукоятка пуска, останова и реверсирования шпинделя
- Рукоятка крепления каретки к станине
- Упор автоматического останова поперечного суппорта
- Рукоятка поворота и крепления резцовой головки
- Винт поперечного перемещения задней бабки
- Маховик ручного перемещения
- Кнопка золотника смазки направляющих каретки и поперечного суппорта
- Пост управления включения станка
1Е61ПМ, 1Е61ВМ Кинематическая схема токарно-винторезного станка
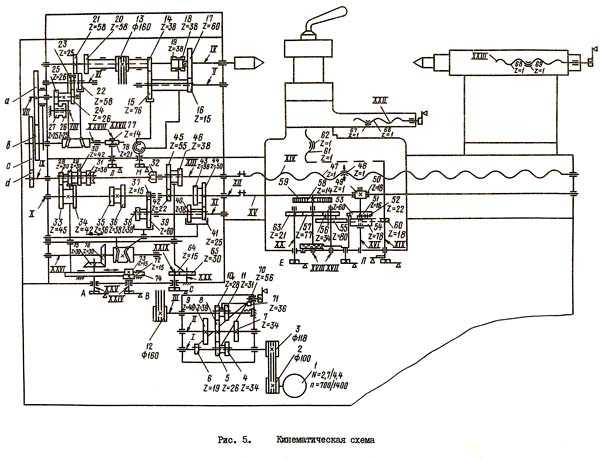 1Е61ПМ Схема кинематическая
1Е61ПМ Схема кинематическаяОписание кинематической схемы токарно-винторезного станка 1Е61ПМ, 1Е61ВМ
Привод движения резания состоит из двух клиноременных передач, шеcтиступенчатого редуктора и переборного устройства.
Приводной вал I редуктора связан с двухскоростным электродвигателем мощностью 2,7/4,4 кВт клиноременной передачей через шкивы 2 и 3. Трехваловый редуктор имеет два двойных подвижных блока губчатых колес 5-4, 10-И и одно подвижное зубчатое колесо 6. Вал II получает вращение от вала I через зубчатые колеса 5-8, когда блок 5-4,(рис.5), сдвинут влево либо через губчатые колеса 4-7 при крайнем правом положении блока 5-4 или посредством зубчатых колес 6-9. В последнем случае зубчатое колесо 6 вводится в зацепление с зубчатым колесом 9, а блок 5-4 устанавливается в среднее нейтральное положение: Двойной блок IO-II позволяет увеличить количество скоростей на выходном валу III редуктора до 6.
Вращение от редуктора посредством клиноременной передачи через шкивы 12-13 и зубчатые колеса 14-15-16-17 сообщается шпинделю IV.
Нижний ряд чисел оборотов от 35,5 до 280 в минуту передается шпинделю через перебор.
Применяемый двухскоростной электродвигатель позволяет изменить нижний и верхний ряд чисел оборотов и получить 24 скорости вращения шпинделя. Вследствие совпадения шести скоростей шпиндель имеет 18 различных скоростей вращения (см. табл. 3).
Движение подачи суппорта передается от шпинделя. Вал VII получает вращение через зубчатые колеса 21-22-23-24. Подвижное зубчатое колесо 23, расположенное на валу VI, служит для изменения направления перемещения суппорта. При смещении зубчатого колеса влево вал VII получает вращение от блока 26-27, минуя промежуточное зубчатое колесо 24.
Для подачи суппорта сменные губчатые колеса a, b, c, d устанавливаются так, как показано на кинематической схеме, и вал IX приводится в движение от вала VII. Дальше движение передается через зубчатые колеса 28-33-37-39 на промежуточный вал XI. Выходной вал ХII и связанный с ним предохранительной муфтой ходовой валик XV получают вращение через зубчатые колеса 40-43 или 41-44.
Ходовой валик XV передает вращение посредcтвом червячной пары 49-50 валу XVI, на последнем установлены зубчатые колеса 51-52-53-54 планетарного механизма. Через планетарный механизм вращение передается на вал XVII, затем, через зубчатые колеса 55-56-57-58 передается движение на рейку. Таким образом, суппорт получает продольную подачу.
Поперечная подача осуществляется ходовым винтом XIX, который получает вращение от вала XVI через зубчатые передачи 51-52-53-54 и 55-60.
Для нарезания резьбы с шагом до 7-ми движение, как и при подаче суппорта, заимствуется от шпинделя станка. Резьбы с более крупным шагом нарезаются с использованием звена увеличения шага при включенном переборе. Для этого зубчатое колесо 22 вводят в зацепление с зубчатым колесом 20.
Для нарезания резьб минуя множительный механизм коробки подач, ходовой винт XIV соединяется посредством муфты 32 напрямую с гитарой.
Для нарезания метрической, дюймовой и модульной резьб сменные зубчатые колеса а, в, c, d гитары (см. табл. 6) устанавливаются так, как указано в табл. 15, 16.
1Е61ПМ, 1Е61ВМ Электрическая схема токарного станка
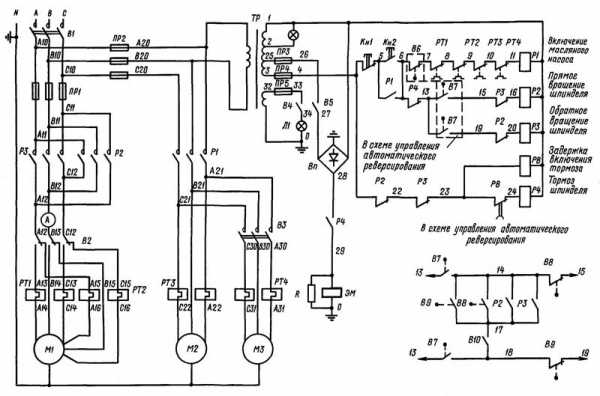 Схема электрическая
Схема электрическая
1Е61ПМ, 1Е61ВМ Электрооборудование токарного станка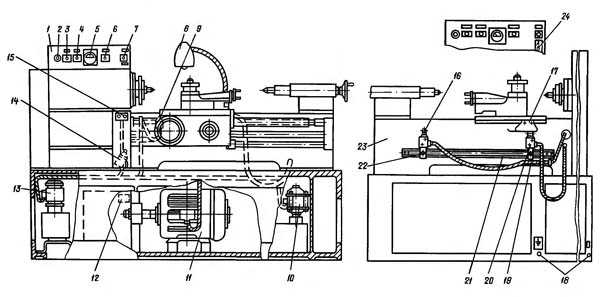
Расположение электрооборудования токарного станка
- электрошкаф
- сигнальная лампа
- вводной выключатель
- переключатель частоты вращения электродвигателя главного привода
- амперметр, указывающий нагрузку
- выключатель электронасоса охлаждения
- тумблер включения тормоза
- лампа местного освещения
- конечный выключатель продольной подачи
- электронасос охлаждения
- электродвигатель главного привода
- электромагнитная муфта тормоза шпинделя
- электронасос смазки
- выключатель реверса шпинделя
- пост управления станком
- конечный выключатель автоматического реверсирования и блокировки
- упор
- болт заземления
- винт крепления установки конечного выключателя
- конечный выключатель автоматического реверсирования и блокировки
- штанга
- винт крепления установки конечного выключателя
- станина
- переключатель автоматического режима
Примечание. Поз. 16, 17, 19, 20, 21, 24 только для станков С1Е61ВМ и С1Е61ПМ.
shildservice.com