Станок токарный 1и611п технические характеристики: 1И611П Станок токарно-винторезный повышенной точности универсальный. Паспорт, схемы, характеристики, описание
alexxlab | 20.02.2023 | 0 | Токарный
Станок токарно-винторезный 1И611П – УПК Групп
Заказать станок
Универсальный токарно-винторезный станок 1И611П повышенной точности инструментальной группы предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб.
Станок 1И611П применяется для чистовых и получистовых работ в единичном и мелкосерийном производстве. Станки предназначены для эксплуатации преимущественно в многоэтажных зданиях, а также в подвижных ремонтных мастерских и судах.
Токарно-винторезный станок 1И611П — наиболее массовая модель, которую производил завод. Он выпускался с 1964 по 1982 год — 18 лет. Габаритные размеры рабочего пространства остались теми же: наибольший диаметр изделия, устанавливаемого над станиной — Ø250 мм, межцентровое расстояние — 500 мм.
Шпиндель имет 24 ступени оборотов вращения: 12 скоростей шпиндель получает от от редуктора на приемный шкив через клиноременную передачу, 12 скоростей через перебор коробки скоростей в передней бабке.
Все станки этой серии имеют калёные направляющие. Достаточно надёжны и точны. Имеет централизованную систему смазки, работающую от электрической гидростанции.
Технические характеристики токарно-винторезных станков 1И611П
| Наименование параметра | 1И611П |
| Основные параметры | |
| Класс точности по ГОСТ 8-82 | П |
| Наибольший диаметр заготовки над станиной, мм | 250 |
| Наибольший диаметр заготовки над суппортом, мм | 125 |
| Наибольшая длина заготовки (РМЦ), мм | 500 |
| Шпидель | |
| Диаметр сквозного отверстия в шпинделе, мм | 25 |
| Наибольший диаметр прутка, мм | 24 |
| Число ступеней частот прямого вращения шпинделя | |
| Частота прямого вращения шпинделя, об/мин | 20.. 2000 2000 |
| Число ступеней частот обратного вращения шпинделя | |
| Частота обратного вращения шпинделя, об/мин | |
| Размер внутреннего конуса в шпинделе, М | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4 |
| Подачи | |
| Наибольшая длина хода каретки, мм | 500 |
| Число ступеней продольных подач | |
| Пределы рабочих подач продольных, мм/об | 0,01..1,8 |
| Число ступеней поперечных подач | |
| Пределы рабочих подач поперечных, мм/об | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет |
| Количество нарезаемых резьб метрических | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..48 |
| Количество нарезаемых резьб дюймовых | |
| Пределы шагов нарезаемых резьб дюймовых | 24. .0,5 .0,5 |
| Количество нарезаемых резьб модульных | |
| Пределы шагов нарезаемых резьб модульных | 0,2..30 |
| Количество нарезаемых резьб питчевых | нет |
| Пределы шагов нарезаемых резьб питчевых | нет |
| Электрооборудование | |
| Количество электродвигателей на станке | 3 |
| Мощность электродвигателя главного привода, кВт | 3 |
| Тип электродвигателя главного привода | АОЛ2-32-4 |
| Мощность электродвигателя быстрых перемещений, кВт | нет |
| Тип электродвигателя быстрых перемещений | нет |
| Мощность электродвигателя гидростанции, кВт | 0,08 |
| Тип электродвигателя гидростанции | АОЛ-012-4 |
| Мощность электродвигателя насоса охлаждения, кВт | 0,05 |
| Насос охлаждения (помпа) | ПА-22 |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 1770_970_1300 |
| Масса станка, кг | 1120 |
1П611 Станок токарно-винторезный повышенной точности.
 Паспорт, схемы, характеристики, описание
Паспорт, схемы, характеристики, описаниеСведения о производителе токарно-винторезного станка 1П611
Разработчик токарно-винторезного станка 1П611 — Одесское СКБ-3, 1961 год.
Производителями станка 1П611 являются два станкостроительных завода СССР Одесский опытно-механический завод и Средневолжский станкостроительный завод СВСЗ, основанный в 1876 году.
Производство металлорежущих станков на Средневолжском станкостроительном заводе впервые началось в конце января 1926 года. Первым выпущенным станком на предприятии был токарно-винторезный станок со ступенчатым шкивом модели ТВ-155В.
В годы войны завод освоил выпуск токарно-винторезного станка 1615
и вскоре модернизировал его, доведя скорость шпинделя до 1000 оборотов в минуту.
В 1949 году запущен в серийное производство станок 1616
, в шестидесятых годах модели —
1В616 и 1А616
, а с начала семидесятых годов начался выпуск серии
16Б16.
С 90х годов прошлого века предприятие СВСЗ выпускает токарные станки под торговой маркой SAMAT.
Станки производства Средневолжского станкостроительного завода, СВСЗ, г. Самара
- 1А616
станок токарно-винторезный универсальный, Ø 320 - 1А616к
станок токарно-винторезный с АКП, Ø 320 - 1А616П
станок токарно-винторезный повышенной точности, Ø 320 - 1Б811
станок токарно-затыловочный, Ø 250 - 1Е811
станок токарно-затыловочный, Ø 250 - 1П611
станок токарно-винторезный универсальный, Ø 250 - 16Б16
станок токарно-винторезный универсальный, 320 - 16Б16А
станок токарно-винторезный особо высокой точности, Ø 320 - 16Б16КА
станок токарно-винторезный особо высокой точности с АКП, Ø 320 - 16Б16П
станок токарно-винторезный повышенной точности, Ø 320 - 16Б16КП
станок токарно-винторезный повышенной точности с АКП, Ø 320 - 16Б16Ф3
станок токарный патронно-центровой с ЧПУ, Ø 320 - 16Б16Т1
станок токарный с ЧПУ, Ø 320 - 16Д16АФ1
станок токарно-винторезный особо высокой точности с УЦИ, Ø 320 - 561
станок резьбофрезерный, Ø 400 х 700 - 1615
станок токарно-винторезный универсальный, Ø 320 - 1616
станок токарно-винторезный универсальный, Ø 320 - 1716ПФ3
станок токарный с ЧПУ, Ø 320 - 5350А
станок шлицефрезерный полуавтомат, Ø 150 - Samat 400
станок токарно-винторезный повышенной точности, Ø 320 - Умелец
станок токарный настольный, Ø 175
1П611 Станок токарно-винторезный повышенной точности универсальный.
 Назначение и область применения
Назначение и область примененияРазработчик токарно-винторезный станок 1П611 — Одесское СКБ-3. Начало серийного производства — 1961 год. Проектно-конструкторская документация была передана на Саратовский станкостроительный завод. Станки выпускались одновременно и отличались фактически только табличкой на передней бабке. На ней указывалось название завода-производителя.
Универсальный токарно-винторезный станок 1П611 повышенной точности инструментальной группы предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по черным и цветным металлам, включая точение конусов, а также для нарезания метрических, модульных, дюймовых резьб
Токарный станок 1П611 применяется для чистовых и получистовых работ в единичном и мелкосерийном производстве. Станки предназначены для эксплуатации преимущественно в многоэтажных зданиях, а также в подвижных ремонтных мастерских и судах.
Станок 1П611 обеспечивает:
- Разнообразные токарные работы в центрах, цанговом и кулачковом патронах;
- Широкий диапазон чисел оборотов и подач, обеспечивают производительную обработку при хорошем качестве поверхности;
- фрезерные работы, а также обработку концевым инструментом, установленным в сверлильном патроне;
- Наружное и внутреннее шлифование деталей в центрах и патроне.
Обозначение токарного станка
1
— токарный станок (номер группы по классификации ЭНИМС)
П
– поколение станка (А, Б, В, Д, К, Л, П)
6
– номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 — токарно-винторезный)
11
– высота центров над станиной (11, 16, 20, 25, 30, 40, 50) (11 — высота центров 135 мм)
Буквы в конце обозначения модели:
Г
– станок с выемкой в станине
К
– станок с копировальным устройством, с автоматической коробкой скоростей
П
– точность станка — (н, п, в, а, с) по ГОСТ 8-82 (П — повышенная точность)
Ф1
– станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2
– станок с позиционной системой числового управления ЧПУ
Ф3
– станок с контурной (непрерывной) системой ЧПУ
Ф4
– станок многоцелевой с контурной системой ЧПУ и магазином инструментов
Предназначение станка
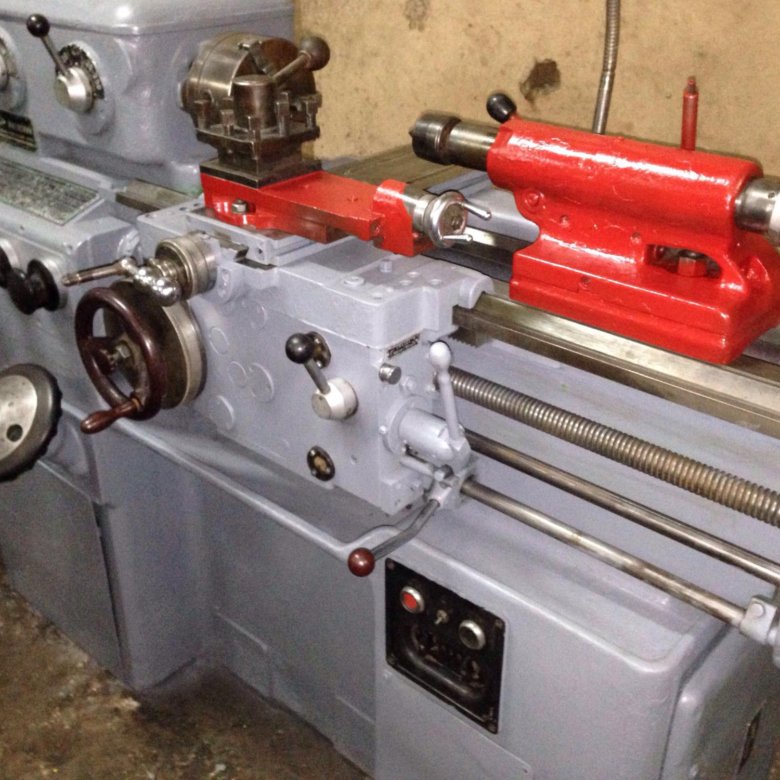
Токарный станок по металлу 1И611П разработан для выполнения работ по обработке металлов. Его назначение предусматривает работу с любыми видами металлов. Особенно его часто используют на предприятиях мелкого производства. Он может обрабатывать металлические детали с высокой точностью. Компактная конструкция станка позволяет устанавливать его в помещениях расположенных в высотных зданиях. Станок имеет вес всего 1120 кг, поэтому он нашел применение в оснащении как автомобильных, так и железнодорожных передвижных мастерских.
Его назначение предусматривает работу с любыми видами металлов. Особенно его часто используют на предприятиях мелкого производства. Он может обрабатывать металлические детали с высокой точностью. Компактная конструкция станка позволяет устанавливать его в помещениях расположенных в высотных зданиях. Станок имеет вес всего 1120 кг, поэтому он нашел применение в оснащении как автомобильных, так и железнодорожных передвижных мастерских.
Скачать паспорт (инструкцию по эксплуатации) станка ИЖ 1И6111П
Токарный станок ИЖ 1И611П и его технические характеристики обеспечивают выполнение следующих работ:
- все виды токарных и фрезерных работ;
- шлифование изделий из различных материалов;
- работы с использованием концевого инструмента, который закрепляется в сверлильном патроне.
Устройство станка позволяет работать с заготовками, имеющими цилиндрическую или коническую форму. Его возможности позволяют нарезать метрические, дюймовые и модульные резьбы.
Общий | Требуется помощь – Colchester Student MK 1.5 Проблема с головкой бабки плюс художественное оформление пластины производителя | Практик-механик
Пресо
Пластик
- #1
Привет,
Я недавно отремонтировал свой токарный станок Colchester Student MK 1.5 во второй раз. С большим бюджетом, на этот раз я справился с работой немного лучше с двумя красками и пескоструйной обработкой шкафа, поддона и фартука.
На этом фото показано, где должны располагаться застежки.
Моя проблема в том, что я понятия не имею, как должны выглядеть эти винты. Мой каталог запасных частей не очень ясен, но я подозреваю, что это, вероятно, винты с головкой под торцевой ключ, но я также не уверен, с какой резьбой они должны быть. Я попытался вкрутить туда резьбу 1/4 дюйма BSW, и я боюсь, что она повредила внутреннюю резьбу. Я надеюсь, что какая-нибудь добрая душа может сказать мне или показать, как должен выглядеть винт. диаметр резьбы, длина резьбы, шаг резьбы и профиль.Если кто-то может помочь, буду очень признателен.
В качестве обмена я был бы рад предоставить высококачественные растровые или векторные изображения круглой латунной пластины, которая подходит к концу станины, и пластины переключателя передач, которая крепится к передней части передней бабки.

Вот фото моего готового станка.
Пуристы скажут мне, что цвет не оригинальный, но мне он нравится, и все другие машины в моем магазине имеют этот цвет, поэтому он мне подходит.
С нетерпением жду указаний по этому поводу.
С уважением,
Preso
Шнурки Тайрона
Алмаз
- #2
Привет, Мати, у нас есть более поздняя версия этой машины, но я подозреваю, что винты те же. Я посмотрю, смогу ли я узнать, что они из себя представляют завтра.
Я посмотрю, смогу ли я узнать, что они из себя представляют завтра.
С уважением, Тайрон.
герметичный
Горячекатаный
- #3
следующие винты
номер иллюстрации часть без размера.
5770 47-223 5/16″ винт с шестигранной головкой unc x длина 1/2″
5771 47-226 5/16″ винт с шестигранной головкой unc x длина 7/8″
Phil
UK
JRIowa
Алмаз
- #4
Эти тарелки выглядят великолепно. Я несколько лет собирался сделать алюминиевые на свой Clausing. Я уже давно сделал арт. Кажется, что всегда есть что-то более важное, чем это.
Шнурки Тайрона
Алмаз
- #5
Спасибо, Фил, похоже, ты сохранил мне работу на завтра. С уважением Тайрон.
Пресо
Пластик
- #6
Спасибо, ребята,
Столько информации так быстро. Большой! Мне дали руководство MK1.5 и каталоги инструкций/запасных частей для 6-дюймовых токарных станков Student и 12-дюймовых токарных станков Dominion много лет назад, но они являются ксерокопиями оригиналов, а изображения немного нечеткие, поэтому было трудно сказать, какие крепления я использовал. нужный. Я предполагаю, что эти винты должны удерживать втулки в передней бабке и на самом деле ничего не делают, чтобы компенсировать боковое движение валов. В любом случае токарный станок работает нормально без них. Во время разборки я упаковал и промаркировал все детали и сложил все в две большие коробки. У меня остался один винт с шестигранной головкой 5/16 UNC, но кто знает, что случилось с другим? На этот раз я установил двухосевой ЦИ Sino и заменил оригинальную 12-вольтовую лампу накаливания на светодиодную на гибкой гусиной шее, прикрепленной к удлинению поперечного суппорта.
Что касается латунных пластин. С тех пор я ушел из преподавания, но одной из моих областей преподавания была графика. У меня был большой опыт работы с программами векторного рисования, поэтому, приложив некоторые усилия, я смог превратить некоторые растровые изображения с низким разрешением, которые я нашел в Google, в высококачественные векторные изображения. Векторные изображения предпочтительнее для работы с программами CAM, и, поскольку у меня есть лазерный гравер мощностью 40 Вт, я смог использовать его для обработки латунных пластин. Рабочий процесс, который я использовал, был следующим:
2 Подготовьте латунь, слегка отшлифовав губкой Scotchbrite.

3 Покрасьте пластины травильным грунтом и обычной черной акриловой автомобильной краской. Я использовал баллончик. Акрил предназначался только для защиты травильного грунта, который довольно легко растворяется спиртом.
4 Используйте лазерный гравер, чтобы сжечь всю краску в тех местах, где вы хотите удалить латунь. Мне пришлось инвертировать исходные изображения, и хотя векторную графику можно инвертировать, это может быть непросто, поскольку вам часто нужно менять порядок слоев изображения. Итак, я преобразовал вектор в растровое изображение высокого качества и вместо этого инвертировал его. Если у вас нет доступа к лазерному гравёру, можно использовать запатентованное железо на резисте типа, используемого производителями печатных плат.
5 Затем я протравил одну из пластин персульфатом аммония (который используется для травления печатных плат), но это заняло много времени, и мне пришлось разогревать раствор. Другая пластина подвергалась электролитическому травлению с использованием источника питания, серной кислоты в качестве электролита и медного катода.
 Это казалось более быстрым и простым в управлении. В конце дня вам нужно протравить около 0,3 мм в глубину.
Это казалось более быстрым и простым в управлении. В конце дня вам нужно протравить около 0,3 мм в глубину. 6 У меня есть домашний пистолет для порошковой окраски, поэтому я счистил остатки краски разбавителем и покрасил всю пластину в черный цвет.
7 Затем я положил пластину горизонтально и с помощью твердого шлифовального бруска отшлифовал все порошковое покрытие в выступающих точках. Я использовал зернистость 600 мокрой и сухой, чтобы закончить, оставив зерна слева направо.
8 Затем пластина была просверлена, а края обрезаны.
9 Наконец, пластина была покрыта прозрачным порошком, чтобы предотвратить окисление латуни.
Я добавил два растровых изображения в виде вложений. Если кому нужны векторные картинки, могу выслать в личку.
С уважением,
Preso
Пресо
Пластик
- #7
Обновление УЦИ и рабочего освещения до Colchester Student MK1.5
Итак, я нашел недостающие винты с головкой для передней бабки. Ура! С тех пор я завершил установку двухосевого УЦИ Sino и 17-вольтового светодиодного фонаря. Что касается УЦИ, я купил одноосный УЦИ и длинную стеклянную шкалу у продавца на AliExpress. План состоял в том, чтобы иметь компактный УЦИ, который позволил бы мне выполнять точные движения по оси Z, однако, когда прибыла посылка, продавец вместо этого прислал большой 2-осевой фрезерный УЦИ. Когда я пожаловался, что мне прислали то, что я не заказывал, продавец ясно дал понять, что мне не следует жаловаться, так как я получил что-то лишнее даром. Вместо того, чтобы возиться с отправкой устройства обратно, я также заказал короткую стеклянную шкалу для поперечного салазка токарного станка. Вы можете спросить, почему я не сделал этого с самого начала, но причина была в том, что я не мог найти простой способ приспособить стеклянную шкалу к поперечному слайду из-за необычного способа установки поперечного слайда Colchester Student. седло. Доступ также ограничен, но после долгих исследований я обнаружил, что «тонкая» шкала KA500 просто поместится под составным слайдом, и пока для поперечного слайда изготовлено расширение, можно иметь точку привязки для считывания. глава весов.
седло. Доступ также ограничен, но после долгих исследований я обнаружил, что «тонкая» шкала KA500 просто поместится под составным слайдом, и пока для поперечного слайда изготовлено расширение, можно иметь точку привязки для считывания. глава весов.
Мое решение состояло в том, чтобы отлить алюминиевый удлинитель для поперечной направляющей и привинтить его к концу поперечной направляющей, используя два уже предусмотренных резьбовых отверстия 1/4 дюйма BSW. Это расширение также является идеальным местом для добавления втулки для рабочего освещения. (Подробнее об этом позже) Я думаю, что удлинитель поперечного суппорта можно было бы сварить из стали, или с этой задачей справился бы простой кронштейн, однако я люблю отливать вещи, и у меня есть 3D-принтер, который позволяет мне печатать шаблоны для отливок.
Я очистил отливки на своем ручном фрезерном станке и вырезал карман, чтобы очистить пути седла с помощью фрезерного станка с ЧПУ. Готовая, обработанная отливка была затем покрыта порошковой краской черного цвета и прикреплена к поперечным салазкам с помощью винтов с головкой под торцевой ключ. пришлось просверлить и нарезать резьбу по одному отверстию в боковой части поперечного суппорта и одному отверстию в литом удлинителе для крепления шкалы.К задней части фартука был прикручен простой алюминиевый кронштейн для крепления считывающей головки.Все отверстия в кронштейне имел прорези для выравнивания. Я использовал очень длинный гибкий металлический трубопровод, который шел с одной из весов, и использовал обрезки рабочего фонаря.
пришлось просверлить и нарезать резьбу по одному отверстию в боковой части поперечного суппорта и одному отверстию в литом удлинителе для крепления шкалы.К задней части фартука был прикручен простой алюминиевый кронштейн для крепления считывающей головки.Все отверстия в кронштейне имел прорези для выравнивания. Я использовал очень длинный гибкий металлический трубопровод, который шел с одной из весов, и использовал обрезки рабочего фонаря.
Сам УЦИ крепится к литой скобе на задней стороне передней бабки.
Это тот же кронштейн, который использовался для крепления оригинального рабочего фонаря, поставляемого с моим токарным станком. Я выбросил длинный удлинитель, поставляемый с УЦИ, и заменил простой шпиндель, который подходит к кронштейну. УЦИ устанавливается сверху.
Рабочий фонарь на самом деле представлял собой дешевую светодиодную лампу для чтения на 17 В, которая поставлялась с подпружиненным зажимом для крепления к столу или изголовью кровати. Я отказался от этого, но сохранил гайку и пружинную шайбу, чтобы можно было прикрутить хромированную втулку непосредственно к удлинителю поперечной направляющей. Свет шел с линейным выключателем и небольшим трансформатором / вилкой. Питание к светильнику подавалось через светлый кабель в форме восьмерки, который, как я полагал, не продержится долго среди стружки и охлаждающей жидкости в задней части станка, поэтому я выбросил переключатель и использовал оставшийся гибкий металлический трубопровод для подключения питания. кабель. Я установил кулисный переключатель более высокого качества в напечатанный на 3D-принтере корпус, который крепится непосредственно к патрубку рабочего освещения.
Свет шел с линейным выключателем и небольшим трансформатором / вилкой. Питание к светильнику подавалось через светлый кабель в форме восьмерки, который, как я полагал, не продержится долго среди стружки и охлаждающей жидкости в задней части станка, поэтому я выбросил переключатель и использовал оставшийся гибкий металлический трубопровод для подключения питания. кабель. Я установил кулисный переключатель более высокого качества в напечатанный на 3D-принтере корпус, который крепится непосредственно к патрубку рабочего освещения.
Теперь можно направлять свет прямо на инструмент, и освещенная область следует за фрезой везде, куда бы она ни пошла!
Помните, я сказал, что продавец прислал мне фрезерный УЦИ? Что ж, это означает, что для поперечного суппорта нет переключателя радиус/диаметр. Циферблат микрометра Colchester Student откалиброван в единицах диаметра, и я привык работать таким образом. Меня раздражало, что DRO считывал только единицы измерения радиуса. Однако есть обходной путь. Я прочитал в сообщении другого пользователя, что SINO DRO имеет меню настройки, которое позволяет изменять разрешение каждой шкалы. У меня шкала 5 микрон, поэтому установка разрешения 10 микрон эффективно удваивает показания для каждой единицы. Кризис предотвращен!
Я прочитал в сообщении другого пользователя, что SINO DRO имеет меню настройки, которое позволяет изменять разрешение каждой шкалы. У меня шкала 5 микрон, поэтому установка разрешения 10 микрон эффективно удваивает показания для каждой единицы. Кризис предотвращен!
С уважением,
Preso
Джейсон Паткинс
Горячекатаный
- #8
К сожалению, я бесполезен в решении вашего вопроса, но как владелец 15×48 mk 1.5, который НИЧЕГО не похож на этот, я просто хочу сказать, что это хорошая работа. Она красавица!
мойгогги
Пластик
- #9
@Preso Я отправил вам личное сообщение с просьбой предоставить векторный файл для иллюстрации «Вращающийся мир». Мне нужно сделать новую табличку для моего студенческого проекта реставрации.
мойгогги
Пластик
- #10
@Preso, не могли бы вы измерить для меня внешний диаметр, а также расстояние между CL и CL двух верхних крепежных отверстий латунной таблички The World Turns? Мы изо всех сил пытаемся определить правильные размеры файла SVG.
Общий | Нужна переведенная немецкая спецификация резьбы | Практик-механик
Инструментальный мастер
Чугун
- #1
[чернила Whitworth Gew. 14øx10 Gg”
Спецификация резьбы на цоколе Quermutter (крестообразная гайка) токарного станка Maximat Super 11.
Я погуглил и нашел Gewinde=thread, но что такое Gg?
Маттидж
Титан
- #2
Звенья = левосторонние
Withtworth диаметром 14 мм 10 т/д второстепенная резьба?
Лимовый Сами
Алмаз
- #3
Учитывая мольбу, мне кажется, что Gg должен быть Acme или трапециевидной резьбой.
iwananew10K
Алмаз
- #4
Лими Сами сказал:
Учитывая мольбу, мне кажется, что Gg должен быть Acme или трапециевидной резьбой.
Нажмите, чтобы развернуть…
Должно быть, Лими … но я предполагаю, что это для раннего супер 11 … у него была резьба 10 т / д с диаметром 14 мм 55 градусов . .. если это так, переключите его на acme или trap IMO.
.. если это так, переключите его на acme или trap IMO.
Лимовый Сами
Алмаз
- #5
iwananew10K сказал:
Должно быть, Лими… но я предполагаю, что это для раннего супер 11… у него была резьба 10 т/д с диаметром 14 мм и 55 градусов… если так, переключите его на acme или trap IMO.
Нажмите, чтобы развернуть…
ММММ? BOTOH Emco никогда не производила хлам, и acme — это резьба для работы, ……. в конце концов, 14 мм — это всего лишь <> 9/16 ”, и есть много acme 10tpi, намного меньше, чем 9/16.
iwananew10K
Алмаз
- #6
Я согласен, и я действительно думаю, что они заменили его довольно быстро… Я не буду клясться в этом, так как я, возможно, возился с халтурной работой по ремонту, но в остальном он *выглядел* как заводская деталь.
Ванная L
Алмаз
- #7
Шаг резьбы по-немецки Gewindesteigung, поэтому Gg, вероятно, является аббревиатурой. Языки с длинными словами, безусловно, нуждаются в сокращениях.
Языки с длинными словами, безусловно, нуждаются в сокращениях.
На фотографии некоторых немецких резьбонарезных инструментов правый имеет маркировку Acme 10 Gg. Третий справа имеет маркировку Acme 4 Tpi. Оба бренда РБ.
Ларри
Густавсон
Алмаз
- #8
Boy, который плохо называется, это 10 tpi
Смешанная метрическая и дюймовая резьба
Очевидным будет обозначение резьбы 14 мм x 2,54
Ванная L
Алмаз
- #9
Лими Сами сказал:
ММММ? BOTOH Emco никогда не производила хлам, и acme — это резьба для работы, ……. в конце концов, 14 мм — это всего лишь <> 9/16 ”, и есть много acme 10tpi, намного меньше, чем 9/16.
Нажмите, чтобы развернуть…
Стандартный шаг для 1/2-дюймовой резьбы Acme составляет 10 нитей на дюйм, поэтому метчики легко достать. Резьба Acme другого диаметра имеет другой стандартный шаг, но дюймовые подающие винты в машинах обычно имеют шаг 10 нитей на дюйм, поэтому Майфорд использовал специальные 3/. Резьба Acme 8-10, Rivett использовала специальную резьбу Acme 7/16-10. Hardinge использовала квадратную резьбу на своих ранних машинах, все 10 TPI с диаметрами 5/16, 3/8 и 1/2 дюйма.0007
Ларри
Юргенвт
Нержавеющая сталь
- #10
Левша Уитворта (55 град.) Внешний диаметр 14 мм. Шаг 10 ниток/дюйм.
Gg расшифровывается как «банда», что означает нить.
Скорее всего, это токарный станок немецкого, швейцарского и австрийского производства для экспорта в США. Они использовали бы 10 левых витков резьбы на дюйм, чтобы обеспечить продвижение поперечной подачи на 0,100 дюйма за оборот.
Последнее редактирование:
4squarelogicseo1
Пластик
- #11
Ребята это впечатляет, спасибо, что поделились с нами такой информацией.
Механола
Нержавеющая сталь
- #12
Юргенвт сказал:
Gg расшифровывается как «банда», что означает нить.
Нажмите, чтобы развернуть…
Простите, нет. Gg означает Gasrohrgewinde, резьба газовой трубы.
Маттидж
Титан
- №13
Механола сказал:
Извините, нет. Gg означает Gasrohrgewinde, резьба газовой трубы.
Нажмите, чтобы развернуть…
Нет смысла в данном случае. И (газовая) трубная резьба обычно обозначается одинарной буквой «Г» 9.0022 И Gg, согласно некоторым источникам, был бы какой-то забавной резьбой для бурения земли. “kegeliges Gestängerohrgewinde DIN 20314”
https://www.emuge-franken.com/download/content/Print/Technische_Wandtafeln/ZS10020_DE_RevB.pdf
Но это не имеет смысла лучше, чем трубная резьба.
Но, например, в этой книге Gg используется как “количество нитей на дюйм”, насколько я понимаю:
Wechselraderberechnung fur Drehbanke unter Berucksichtigung der schwierigen … – Emil Mayer – Google-kirjat
Гордон Б.
 Кларк
КларкЗапрещено
- №14
Toolroomguy сказал:
[чернила Уитворт Гью. 14øx10 Gg”
Спецификация резьбы на цоколе Quermutter (крестообразная гайка) токарного станка Maximat Super 11.
Я погуглил и нашел Gewinde=thread, но что такое Gg?Нажмите, чтобы развернуть…
Как и другие, я предполагаю, но даю следующие мысли.
Linksgewinde (немецкий) = левая резьба
Whitworth (угол боковой поверхности 55º) на старой немецкой резьбе? Whitworth является наиболее распространенным профилем резьбы для трубной резьбы в мире.
10 TPI на диаметре 14 мм? Такая грубая резьба такого диаметра кажется маловероятной. Если бы это было “путешествие” на втором старте, это звучало бы более правдоподобно.
Единственными нормальными шагами трубной резьбы Whitworth являются 28, 19, 14 и 11 TPI. Никогда не 10 TPI или что-то еще.
Возможно, я просто добавляю путаницы, но не намеренно.
Питер из Голландии
Алмаз
- №15
Лими Сами сказал:
ММММ? BOTOH Emco никогда не делала мусор,
Нажмите, чтобы развернуть.
..
Ты так думаешь ???
Ну, я должен не согласиться с уважением
Питер
Клайв603
Титан
- №16
Обычные V-образные резьбы с шагом 10 витков на дюйм или 2,5 мм наверняка использовались для поперечной и верхней подачи, по крайней мере, на некоторых инструментах Emco Maximat. См. Токарные станки Emco Emcomat, Maximat и Mentor 7, V7, V7L, V8, 8.4, 8.6 и 10 далее по странице. Одна из причин, по которой я отказался от одного предложения по приемлемой цене при покупке чего-то другого у парня. В основном, потому что недостаточно дополнительной отдачи от затраченных средств и хлопот по поводу SB 9. А я в это время бегал. Тенденция Emco экономить деньги за счет недостроенных и перегретых двигателей вызывала большую озабоченность. В отличие от большинства других пород, замена стандартного промышленного двигателя не очень проста.
А я в это время бегал. Тенденция Emco экономить деньги за счет недостроенных и перегретых двигателей вызывала большую озабоченность. В отличие от большинства других пород, замена стандартного промышленного двигателя не очень проста.
По качеству EMCO. Как и у всех производителей на этом конце рынка, соотношение цена/производительность/возможности было (и остается) сложным, когда дело доходит до того, чтобы дать первому покупателю достаточно денег, чтобы купить вашу машину, а не другую породу. Часто множество незначительных урезаний характеристик приводит к реальной разнице в цене. Даже если это создаст проблемы на годы вперед.
Лично я не вижу большой разницы в производительности между хорошо нарезанной и точной резьбой с подачей формы Vee или Acme такого размера. Хорошо, Vee, вероятно, изнашивается быстрее и требует замены раньше, но нарезать новую резьбу Vee и гайку намного проще, чем нарезать новую пару Acme. Откровенно говоря, использование метчика и матрицы хорошего качества с управляемой подачей, вероятно, приведет к получению чего-то столь же точного, как OEM, через пару лет использования. Хороший enuf для большинства людей. Как правило, восстановление до совершенно нового качества – это пустая трата усилий на большинство вещей. Уровень, эквивалентный уровню подержанных автомобилей «выбранный дилером, небольшой пробег с заводской гарантией», является более практической целью человека.
Хороший enuf для большинства людей. Как правило, восстановление до совершенно нового качества – это пустая трата усилий на большинство вещей. Уровень, эквивалентный уровню подержанных автомобилей «выбранный дилером, небольшой пробег с заводской гарантией», является более практической целью человека.
Клайв
old_dave
Горячекатаный
- # 17
Чтобы добавить еще здесь. Резьба крепления объектива на фотоаппарате Leica имела диаметр 39 мм и шаг витка 26 витков на дюйм (в середине 19 века она была заменена системой байонетного крепления).50-х гг.) Эта резьба также стала чем-то вроде эталона для многих увеличительных объективов.
У меня есть литература от Rodenstock, в которой резьба на их увеличивающих линзах, имеющих «винтовую резьбу типа Leica», описывается как M 39 x 26 Gg/1″
Инструментальный мастер
Чугун
- # 18
Гордон Б. Кларк сказал:
10 TPI на диаметре 14 мм? Такая грубая резьба такого диаметра кажется маловероятной. Если бы это было “путешествие” на втором старте, это звучало бы более правдоподобно.
Возможно, я просто добавляю путаницы, но не намеренно.
Нажмите, чтобы развернуть…

Ну, я разобрал его, и датчик 20 tpi совпадает, так что вы были правы.
Возможно, я получил неправильный отпечаток, я проверю другие размеры, чтобы убедиться, что это так.
Всем спасибо за ответы, очень помогли.
Механола
Нержавеющая сталь
- # 19
old_dave сказал:
“Резьба типа Leica” описывается как M 39 x 26 Gg/1″
Нажмите, чтобы развернуть…
Кажется, я перепутал Gg. Дело в том, что Gänge или скорее Umgänge, обороты на единицу длины, не являются способом обозначения шага в метрической системе.