Станок токарный 1м61: 1М61 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
alexxlab | 09.05.2023 | 0 | Токарный
1М61П Станок токарно-винторезный повышенной точности. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка 1М61П
Разработчиком и изготовителем станков модели 1М61П является Ереванский станкостроительный завод им. Дзержинского.
На заводе выпускались токарно-винторезные станки моделей 1Л61, 1Б61, 1П61, 1В61, 1М61, серия токарных станков 16Л20, 16П16, 16Е16. Выпускались, также, механизированные и спецстанки моделей ЕТ-23, ЕТ-26, ЕТ-34, ЕТ-41, многорезцовый станок модели ЕТ-50.
В настоящее время завод называеся Ереванское Станкостроительное Производственное Объединение ЕСПО, ОАО. Производимая продукция – универсальные токарно-винторезные станки повышенной точности 16Е25П и 16ЕГ25П с диаметром обработки 500 мм.
Станки, выпускаемые Ереванским станкостроительным заводом им. Дзержинского
- 1Б61 станок токарно-винторезный универсальный, Ø 320
- 1В61 станок токарно-винторезный универсальный, Ø 320
- 1Л61 станок токарно-винторезный универсальный, Ø 320
- 1М61 – станок токарно-винторезный универсальный, Ø 320
- 1М61П – станок токарно-винторезный повышенной точности универсальный, Ø 320
- 2Г106П – станок сверлильный настольный повышенной точности, Ø 6
- 16Е16КП – станок токарно-винторезный повышенной точности с АКП, Ø 320
- 16Л20 – станок токарно-винторезный облегченный, Ø 400
1М61П Назначение и область применения токарно-винторезного станка повышенной точности
Универсальный токарно-винторезный станок 1М61П производился в семидесятые годы прошлого века и заменил устаревшую модель 1В61.
Токарно-винторезный станок 1М61П предназначен для выполнения разнообразных токарных работ в механических цехах в условиях мелкосерийного и единичного производства.
Токарный станок 1М61П позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб, дюймовой, модульной, питчевой
- Сверление и ряд других работ
Изменение скорости вращения производится переключением шестерен, реверсирование — реверсом электродвигателя.
Передний конец шпинделя выполнен по ГОСТ 12593 (DIN 55027, ИСО 702-3-75) под поворотную шайбу, с центрирующим коротким конусом 1:4 (7°7′30″), номинальный диаметр конуса D = 106,375 мм. Условный размер конца шпинделя – 6. Внутренний (инструментальный) конус шпинделя – Морзе 5. Диаметр отверстия шпинделя 35 мм. Стандартный диаметр токарного патрона 200, 250 мм.
Основные технические характеристики токарно-винторезного станка 1м61п
Станок заменил в производстве модель 1в61.
Изготовитель – Ереванский станкостроительный завод им. Дзержинского.
Основные параметры станка – в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Класс точности станка по ГОСТ 8-82 (Н,П,В,А,С) – П (повышенная точность)
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 320 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 160 мм
- Расстояние между центрами – 710 мм
- Высота центров – 170 мм
- Мощность электродвигателя – 4 кВт
- Вес станка полный – 1,26 т
Шпиндель токарно-винторезного станка 1м61п
- Конец шпинделя – по ГОСТ 12593 (Концы шпинделей фланцевые под поворотную шайбу и фланцы зажимных устройств)
- Номинальный диаметр конуса – D =
- Условный размер конца шпинделя – 6
- Внутренний (инструментальный) конус шпинделя – Морзе 5
- Диаметр сквозного отверстия в шпинделе – Ø 35 мм
- Наибольший диаметр обрабатываемого прутка – Ø 32 мм
- Частота прямого и обратного вращения шпинделя – (24 ступени) 12,5.
 .1600 об/мин
.1600 об/мин - Диаметр стандартного патрона – Ø 200, 250 мм
Подачи и резьбы токарно-винторезного станка 1м61п
- Пределы продольных подач – (17 шагов) 0,08…1,2 мм/об
- Пределы поперечных подач – (17 шагов) 0,04…0,6 мм/об
- Пределы шагов резьб метрических – (13 шагов) 0,5..6 мм
- Пределы шагов резьб дюймовых – (16 шагов) 3,5…48 ниток на дюйм
- Пределы шагов резьб модульных – (10 шагов) 0,25…3 модулей
- Пределы шагов резьб питчевых – (16 шагов) 7…96 питчей
Обозначение токарного станка
1 – токарный станок (номер группы по классификации ЭНИМС)
М – поколение станка (А, Б, В, Д, К, Л, М)
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 – токарно-винторезный)
1 – высота центров над станиной 170 мм
Буквы в конце обозначения модели:
Г – станок с выемкой в станине
К – станок с опировальным устройством
П – точность станка – (н, п, в, а, с) по ГОСТ 8-82 (П – повышенная точность)
Ф1 – станок с устройством цифровой индикации УЦИ и преднабором координат
Ф2 – станок с позиционной системой числового управления ЧПУ
Ф3 – станок с контурной (непрерывной) системой ЧПУ
Габарит рабочего пространства станка 1М61П.
 Суппорт
СуппортГабарит рабочего пространства токарного станка 1М61П
Посадочные и присоединительные базы станка 1М61П. Шпиндель
Посадочные и присоединительные базы станка 1М61П
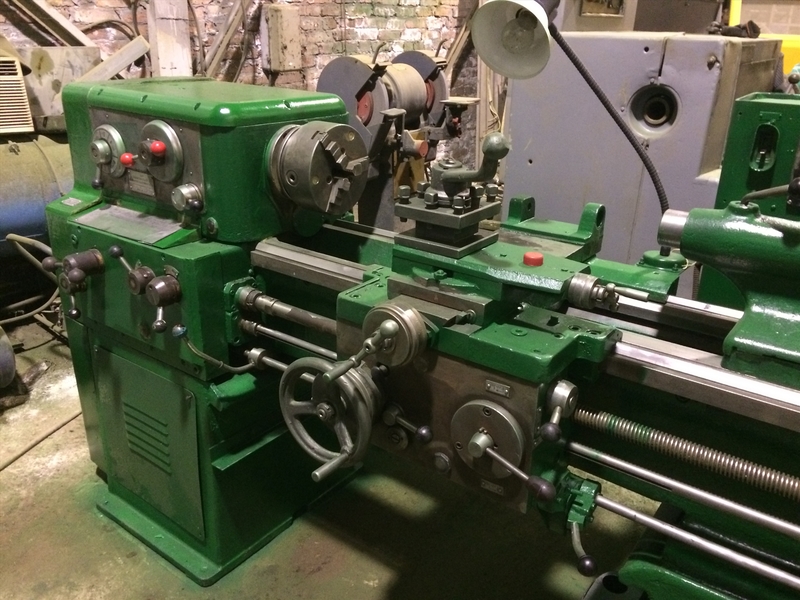
Общий вид токарно-винторезного станка повышенной точности 1М61П
Фото универсального токарно-винторезного станка 1М61П
Расположение основных узлов токарно-винторезного станка 1М61П
Расположение основных узлов токарно-винторезного станка 1М61П
Спецификация основных узлов токарно-винторезного станка 1М61П
- Станина – 1М61П.10.000
- Коробка скоростей – 1M61П.20.000
- Коробка передач – 1M61П.26.000
- Коробка подач – 1M61П.31.000
- Фартук – 1M61П.40.000
- Суппорт – 1M61.50.000
- Задняя бабка – 1М61П.60.000
- Электрооборудование – 1М61.81.000
- Защитный экран – 1M61.82.000
- Система охлаждения – 1M61.84.000
Расположение органов управления токарно-винторезным станком 1М61П
Расположение органов управления токарно-винторезным станком 1М61П
Перечень органов управления токарно-винторезным станком 1М61П
- Рукоятка установки чисел оборотов шпинделя
- Рукоятка установки нормального или увеличенного шага резьбы и реверсирования вращения ходового винта
- Рукоятка установки чисел оборотов шпинделя (рукоятка перебора)
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
- Рукоятка поперечного перемещения суппорта
- Маховик продольного перемещения суппорта вручную
- Кнопка расцепления вала-шестерни с рейкой при нарезании резьбы
- Рукоятка включения предохранительной муфты
- Рукоятка включения маточной гайки и реверса продольной или поперечной подачи суппорта
- Рукоятка установки механической продольной или поперечной подачи суппорта
- Рукоятка включения прямого пли обратного вращения шпинделя
- Рукоятка перемещения верхней части суппорта вручную
- Маховик перемещения пиноли
- Рукоятка фиксации задней бабки
- Указатель нагрузки
- Рукоятка фиксации пиноли
- Выключатель электронасоса охлаждения
- Кнопка включения станка в сеть и его отключения от сети
Расположение органов управления токарно-винторезным станком 1м61п
Расположение органов управления токарно-винторезным станком 1м61п. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Таблица настройки резьб и подач токарно-винторезного станка 1м61п
Таблица настройки резьб и подач токарно-винторезного станка 1м61п. Смотреть в увеличенном масштабе
Таблица настройки резьб и подач токарно-винторезного станка 1м61п
Таблица настройки резьб и подач токарно-винторезного станка 1м61п. Смотреть в увеличенном масштабе
Кинематическая схема токарно-винторезного станка 1М61П
Кинематическая схема токарно-винторезного станка 1М61П
1. Схема кинематическая токарно-винторезного станка 1М61П. Смотреть в увеличенном масштабе
2. Схема кинематическая токарно-винторезного станка 1М61П. Смотреть в увеличенном масштабе
Передняя бабка токарно-винторезного станка 1М61п
Чертеж коробки скоростей токарно-винторезного станка 1М61П
Коробка скоростей токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Фото коробки скоростей токарно-винторезного станка 1М61П
Коробка скоростей токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Фото коробки скоростей токарно-винторезного станка 1М61П
Тормозная муфта токарно-винторезного станка 1М61п
Фото тормозной муфты токарно-винторезного станка 1М61П
Тормозная муфта токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Конструкция основных узлов токарно-винторезного станка 1М61п
Станина
Станина станка устанавливается на двух тумбах и крепится к ним болтами. Между тумбами расположено корыто, предназначенное для стока охлаждающей жидкости в бачок электронасоса, установленного в правой тумбе. В левой тумбе смонтирован электродвигатель главного привода станка. Станина имеет три равнобокие призматические и одну плоскую направляющие. По двум внешним призмам перемещается суппорт, а на одной (средней) призме с плоской направляющей устанавливается задняя бабка.
Коробка скоростей
Коробка скоростей (рис. 8) обеспечивает 24 скорости вращения шпинделя (16—2000 об/мин). Она установлена и закреплена болтами на левой части станины. Движение на коробку скоростей передается от электродвигателя через клиноременную передачу.
Она установлена и закреплена болтами на левой части станины. Движение на коробку скоростей передается от электродвигателя через клиноременную передачу.
Изменение скорости вращения шпинделя производится рукоятками У1 и У2 (см. рис. 6). Рукоятка У2 имеет два положения: верхнее, соответствующее 12-и ступеням оборотов в диапазоне 16—160 об/мин, и нижнее, соответствующее 12-и ступеням оборотов в диапазоне 200—2000 об/мин.
Трензель (шестерни 28—30) предназначен для реверсирования вращения ходового винта при нарезании левых резьб и управляется рукояткой УЗ.
Шпиндель и все валы смонтированы на подшипниках качения. Передняя шейка шпинделя установлена на двухрядном роликовом подшипнике, а задняя — на регулируемом коническом подшипнике.
Люфт шпинделя регулируется гайкой 1. Для устранения радиального люфта шпинделя при износе переднего подшипника следует подтянуть гайку 2 (рис. 8).
Коробка подач токарно-винторезного станка 1М61П (три рукоятки)
Чертеж коробки подач токарно-винторезного станка 1М61П
Коробка подач токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Коробка подач токарно-винторезного станка 1М61П (четыре рукоятки)
Чертеж коробки подач токарно-винторезного станка 1М61П
Коробка подач токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Фото коробки подач токарно-винторезного станка 1М61П
Более поздний вариант коробки подач – назначение рукояток:
- Рукоятка установки типа резьбы или подач
- Рукоятка установки величины подачи или резьбы
- Рукоятка установки шага резьбы и подач
- Рукоятка включения ходового винта или ходового вала
Коробка передач (гитара)
Коробка передач служит для передачи движения от коробки скоростей в коробке подач и для настройки подач на тип нарезаемой резьбы.
При нарезании метрических и дюймовых резьб движение передается через шестерни 31, 33 и 35 (см. рис. 6), а при нарезании модульных и питчевых резьб движение передастся через шестерни 32, 33 и 36.
Коробка подач
Коробке подач движение передается от коробки скоростей через гитару (рис. 9)
Увеличенные подачи (шаги) получаются только при низких скоростях шпинделя (16—160 об/мин). Увеличение в 16 раз.
При нарезании метрических и модульных резьб движение передается от вала XI (см. рис. 6) через зубчатую муфту 37а — 376 на ходовой винт XVII.
При нарезании дюймовых и питчевых резьб движение на ходовой винт передается через шестерни 37 и 38.
Для более точных резьб ходовой винт имеет прямое включение, без механизма цепи подач. Это достигается соответствующей наладкой шестерен гитары, поставляемых по особому заказу. Установка величины резьбы осуществляется рукоятками У4 и У5. Установка типа резьбы, включение ходового винта или ходового валика производится при помощи рукоятки У6.
Пример настройки метрической резьбы:
3*/4 • 32/36 • 30/60 • 30/60 • 30/60 • 6 = 0,5 мм
Пример настройки дюймовой резьбы:
25,4 : (3*/4 • 48/41 • 36/32 • 45/42 • 30/60 • 30/60 • 30/60 • 6) = 32
нитки на дюйм.
Примечание. Знаком * обозначено передаточное отношение шестерен от шпинделя до коробки подач, включая гитару.
Прямое включение ходового винта осуществляется установкой рукояток У5 и У6 в положение „Прямое включение ходового винта”. При этом во избежание поломки шестерен необходимо сначала установить рукоятку У6, а затем рукоятку; У5. При ремонтных работах, связанных с разборкой коробки подач, следует обращать особое внимание и проверять правильность расположения шестерен согласно кинематической схеме.
Суппорт токарно-винторезного станка 1М61п
Чертеж суппорта токарно-винторезного станка 1М61П
Суппорт токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Фартук токарно-винторезного станка 1М61п
Чертеж фартука токарно-винторезного станка 1М61П
Фартук токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Фартук (рис. 10) передает движение суппорту от ходового винта или ходового валика. Подачи суппорта при обтачивании осуществляются исключительно при помощи ходового валика ходовой винт применяется только при нарезании резьбы.
Подачи суппорта при обтачивании осуществляются исключительно при помощи ходового валика ходовой винт применяется только при нарезании резьбы.
Для включения продольной подачи суппорта рукоятку У12 необходимо вытянуть на себя и затем повернуть вправо влево в зависимости от требуемого направления движения суппорта.
Фото фартука токарно-винторезного станка 1М61П
Задняя бабка токарно-винторезного станка 1М61п
Чертеж задней бабки токарно-винторезного станка 1М61П
Задняя бабка токарно-винторезного станка 1М61п. Смотреть в увеличенном масштабе
Электрооборудование. Электрическая схема станка 1М61П
Электрическая схема токарно-винторезного станка 1М61П
Электрооборудование токарно-винторезного станка 1М61П. Общие сведения
Электрооборудование станка размещено в специальном шкафу, в двух тумбах и в отдельной коробке, установленной с правой стороны кронштейна ходового винта.
Шкаф управления установлен за задней бабкой.
Электрооборудование станка рассчитано для работы от сети трехфазного переменного тока напряжением 380 В, 50 Гц.
По особому заказу станок может быть выполнен с электрооборудованием на напряжение 220 В, 50 Гц, 440 В, 60 Гц и 380 В, 60 Гц.
На станке установлены:
- Электродвигатель главного привода мощностью 4 кВт, 1420 об/мин
- Электронасос охлаждения с подачей 22 л/мин, 0,12 кВт, 2800 об/мин
Пуск, останов и реверс электродвигателя главного привода осуществляются реверсивным магнитным пускателем, управляемым путевыми выключателями при помощи рукоятки управления 14 (см. рис. 3). Для торможения электродвигателя главного привода предусмотрена электромагнитная муфта. Реверсирование электродвигателя при нарезании резьбы достигается переводом рукоятки 14 из крайнего верхнего в крайнее нижнее положение и наоборот. Для пуска электронасоса охлаждения электросхемой предусмотрены магнитный пускатель и выключатель 20. Кнопки автоматического выключателя 21, выключатель электронасоса охлаждения 20, а также указатель нагрузки электродвигателя главного привода 18 смонтированы на лицевой стороне электрошкафа.
Лампа местного освещения ЛО (рис. 13) включается и выключается выключателем 22, установленным на светильнике местного освещения.
Схема электрическая принципиальная показана на рис. 11. В табл. 7 указан перечень к схеме.
Описание работы электрической схемы токарно-винторезного станка 1М61П
Управление электродвигателем M1 главного привода осуществляется рукояткой управления путевыми выключателями ВПВ и ВПН, фиксируемой в трех положениях, В нейтральном положении рукоятки размыкающие контакты путевых выключателей ВПВ (В1-10) и ВПН (10-1) замкнуты.
Включением автоматического выключателя АВ через размыкающие контакты ВПВ (В1-10) и ВПН (10-1) промежуточное реле РП получает питание и через свой замыкающий контакт переходит на самопитание. Замкнувшиеся силовые контакты реле РП подготавливают цепь электронасоса охлаждения. Получает питание также реле времени РВ. Размыкающий контакт реле РВ с выдержкой времени 3-4 с отключает электромагнитную муфту торможения ЭМТ. Отключение электромагнитной муфты торможения в исходном положении необходимо для свободного проворота шпинделя.
Отключение электромагнитной муфты торможения в исходном положении необходимо для свободного проворота шпинделя.
Пуск электродвигателя M1 в направлении в направлении “вперед”. Для пуска электродвигателя M1 в направлении “вперед” (вращение электродвигателя против часовой стрелки со стороны шкива), рукоятку 14 (см. рис. 3) поворачивают вверх. При этом размыкается размыкающий контакт путевого выключателя ВПВ (В1-10) (см. рис, 11) и замыкается замыкающий контакт ВПВ (1-2), срабатывает контактор KB и включает электродвигатель Ml на вращение “вперед”. Размыкающий контакт KB (1-4) размыкается, обесточивается реле времени РВ, размыкая замыкающий контакт РВ (11-12) и замыкая размыкающий контакт РВ (12-13).
Отключение электродвигателя M1 производится переводом рукоятки 14 (см. рис. 3) в нейтральное положение. При этом размыкается контакт ВПВ (1-2) (см. рис. 11) и замыкается контакт ВПВ (В1-10).
Контактор KB обесточивается, реле времени РВ через контакт KB (1-4) получает питание и замыкает свой замыкающий контакт РВ (11-12). Срабатывает электромагнитная муфта ЭМТ, получая постоянный ток от селенового выпрямителя ВС, и затормаживает механизм коробки скоростей и шпиндель. Несколько позже, с выдержкой времени 3-4 с, размыкается размыкающий контакт РВ (12-13), электромагнитная муфта отключается и система возвращается в исходное положение.
Срабатывает электромагнитная муфта ЭМТ, получая постоянный ток от селенового выпрямителя ВС, и затормаживает механизм коробки скоростей и шпиндель. Несколько позже, с выдержкой времени 3-4 с, размыкается размыкающий контакт РВ (12-13), электромагнитная муфта отключается и система возвращается в исходное положение.
Пуск электродвигателя M1 в направлении “назад” производится переводом рукоятки 14 (см. рис. 3) в нижнее положение. Работа электросхемы аналогична работе при пуске электродвигателя М1 (см. рис. 11) в направлении “вперед”, только в этом случае срабатывает контактор КН.
Электронасос охлаждения М2 включается и выключается выключателем РЭ и пускателем РП.
Защита и блокировка в токарно-винторезном станке 1М61П
В электросхеме станка предусмотрена защита от токов короткого замыкания электродвигателя главного привода при помощи электромагнитных расцепителей автоматического выключателя АВ и электронасоса охлаждения предохранителями П.
Нулевая защита осуществляется промежуточным реле РП.
Для защиты электронасоса охлаждения от перегрузки в электросхеме предусмотрено тепловое реле РТЭ.
Для предотвращения одновременного включения контактов реверсивного пускателя KB и КН имеются механическая и электрическая блокировки.
Подключение к цеховой системе заземления на станке осуществляется специальным болтом заземления.
Установочный чертеж станка 1М61П
Установочный чертеж токарно-винторезного станка 1М61П
Возможности токарно-винторезных станков
На фотографии показан стальной шар, полностью изготовленный на токарном станке.
Из цельной заготовки с помощью набора инструметов возможно выточить шар в шаре, куб в кубе в кубе и в кубе, куб в додекаэдре, который в свою очередь в шаре, кольцо в кольце.
Читайте также: Производители токарных станков в России
Токарно-винторезный универсальный станок 1М61п.
 Видеоролик.
Видеоролик.Технические характеристики станка 1М61П
| Наименование параметра | 1М61 | 1М61П |
|---|---|---|
| Основные параметры | ||
| Класс точности по ГОСТ 8-82 | Н | П |
| Наибольший диаметр заготовки над станиной, мм | 320 | 320 |
| Наибольший диаметр заготовки над суппортом, мм | 160 | 160 |
| Наибольшая длина заготовки (РМЦ), мм | 710, 1000 | 710 |
| Наибольшая длина обтачивания, мм | 640 | 640 |
| Высота центров, мм | 170 | 170 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 180 | 180 |
| Высота резца, установленного в резцедержателе, мм | 25 | 25 |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 35 | 35 |
| Наибольший диаметр прутка, проходящего через отверстие в шпинделе мм | 32 | 32 |
| Число ступеней частот прямого и обратного вращения шпинделя | 24 | 24 |
| Частота прямого и обратного вращения шпинделя, об/мин | 12,5. ..1600 ..1600 | 12,5…1600 |
| Размер внутреннего конуса в шпинделе по ГОСТ 13214-67 | М5 | М5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К |
| Торможение шпинделя | есть | есть |
| Подачи | ||
| Наибольшее продольное перемещение каретки суппорта, мм | 600 | 600 |
| Наибольшее поперечное перемещение суппорта, мм | 200 | 200 |
| Наибольшее перемещение верхнего суппорта (резцовых салазок), мм | 120 | 120 |
| Цена деления лимба верхнего суппорта (резцовых салазок), мм | 0,05 | 0,05 |
| Число ступеней продольных и поперечных подач | 17 | 17 |
| Пределы скорости продольных подач, мм/об | 0,08…1,2 | 0,08…1,2 |
| Пределы скорости поперечных подач, мм/об | 0,04. ..0,6 ..0,6 | 0,04…0,6 |
| Скорость быстрых перемещений суппорта, продольных/ поперечных, м/мин | нет | |
| Количество нарезаемых резьб метрических | 13 | 13 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..6 | 0,5..6 |
| Количество нарезаемых резьб дюймовых | 16 | 16 |
| Пределы шагов нарезаемых резьб дюймовых | 3,5…48 | 3,5…48 |
| Количество нарезаемых резьб модульных | 10 | 10 |
| Пределы шагов нарезаемых резьб модульных | 0,25…3 | 0,25…3 |
| Количество нарезаемых резьб питчевых | 16 | 16 |
| Пределы шагов нарезаемых резьб питчевых | 7…96 | 7…96 |
| Предохранитель от перегрузки | ||
| Блокировка продольных и поперечных подач | ||
| Выключающие продольные упоры | ||
| Шероховатость поверхности заготовки из конструкционной стали при чистовом обтачивании, мкм, не более | ||
| Задняя бабка | ||
| Наибольшая длина перемещения пиноли задней бабки, мм | 100 | 100 |
| Наибольшее перемещение задней бабки, мм | ±12 | ±12 |
| Центр в пиноли задней бабки | Морзе 4 | Морзе 4 |
| Электрооборудование | ||
| Количество электродвигателей на станке | 2 | 2 |
| Электродвигатель главного привода, кВт | 4 | 4 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 2055 х 1095 х 1450 | 2055 х 1095 х 1450 |
| Масса станка, кг | 1260 | 1260 |
- Токарно-винторезные станкм 1М61 и 1М61П.
 Руководство по эксплуатации 1М61.00.000 РЭ, 1М61П.00.000 РЭ, 1982
Руководство по эксплуатации 1М61.00.000 РЭ, 1М61П.00.000 РЭ, 1982 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
1М61, 1М61П станок токарно-винторезный: – паспорт, (djvu) 2,8 Мб, Скачать
Токарный станок 1м61,1м61п:устройство,характеристика,схемы станка
- Устройство токарного станка
- Органы управления токарного станка
- Кинематическая схема токарного станка
- Электрическая схема токарного станка
- Коробка скоростей токарного станка
- Коробка подач токарного станка
- Фартук токарного станка
- Технические характеристики токарного станка
Токарный станок 1м61,1м61п предназначенный для выполнения токарных работ (наружное и внутреннее точение, растачивание, сверление ), нарезание резьбы как метчиком, так и резцом.
Используется в индивидуальном и мелкосерийном производствах.
Токарный станок 1м61- нормальной точности
Токарный станок 1м61п- повышенной точности
Устройство токарного станка 1м61,1м61п
- Станина;
- Коробка скоростей;
- Коробка передач;
- Коробка подач;
- Фартук;
- Суппорт;
- Задняя бабка;
- Электрооборудование;
- Защитный экран;
- Система охлаждения
Органы управления токарного станка 1м61,1м61п
- Ручка установки частоты вращения шпинделя
- Ручка установка различных шагов резьбы и реверса ходового винта
- Ручка установки частоты вращения шпинделя (ручка перебора)
- Ручка установки типа нарезаемой резьбы
- Ручка установки значение подачи
- Ручка установки шага нарезаемой резьбы
- Ручка включение ходового винта или вала
- Ручка поперечного перемещения суппорта
- Ручное продольное перемещение суппорта маховиком
- Кнопка сцепления и расцепления вала-шестерни с рейкой для нарезания резьбы
- Ручка включения предохранительной муфты
- Ручка включения маточной гайки
- Ручка установки продольного и поперечного суппорта
- Ручка включения прямого и реверсного вращения шпиндельной бабки
- Ручное перемещение верхней части суппорта
- Маховик осевого перемещения пиноли
- Ручка фиксации задней бабки к направляющим станины
- Указатель нагрузки
- Фиксация пиноли задней бабки
- Включение электронасоса системы охлаждения
- Включение и отключение станки в сеть
- Местное освещение
- Винт фиксации каретки станки при торцевых работах
- Поворот и фиксация резцовой головки
Кинематическая схема токарного станка 1м61
Электрическая схема токарного станка 1м61
Коробка скоростей токарного станка 1м61,1м61п
Коробка скоростей токарного станка 1м61,1м61п предназначена для обеспечения шпинделя станка необходимыми скоростями, их 24.
Привод коробки скоростей состоит из реверсивного электродвигателя, который обеспечивает обратное вращение шпинделя, клиноременной передачи, соединяющая электродвигатель и коробку скоростей и системы зубчатых передач. Торможение шпинделя выполняется при помощи многодисковой электромагнитной муфты.
Переключение блоков шестерен производится одной рукояткой 1.Шпиндельная бабка получает 12 скоростей от шестерен перебора и 12 -напрямую через зубчатую муфту. Рукояткой 3 обеспечивается включение и выключение перебора и зубчатой муфты.
С помощью рукоятки 2 обеспечивается вращение, в двух направлениях, ходового винта, который обеспечивает нарезание резьбы различного шага.
Коробка подач токарного станка 1м61,1м61п
Коробка подач токарного станка 1м61,1м61п предназначена для поперечного и продольного перемещения режущего инструмента, а также нарезание резьбы и получения различных подач в соответствии с таблицей 15 паспорта станка.
В таблице указан шаг резьбы, положение рукоятки и наладка сменных шестерен.
Фартук токарного станка 1м61,1м61п
Движение суппорта осуществляется при помощи фартука от ходового винта и валика. Ходовой винт предназначен только для нарезания резьбы. Все остальные работы выполняются при помощи ходового валика.
Фартук имеет блокирующее устройство, предотвращающее одновременное включение:
- Ходового винта и валика;
- Поперечного и продольного перемещения
Для ручного перемещения суппорта в продольном направления служит маховик 9.
Технические характеристики токарного станка 1м61,1м61п
| Основные параметры | 1е61м |
|---|---|
Наибольший диаметр обрабатываемой детали над станиной,мм | 320 |
Наибольший диаметр обрабатываемой детали над суппортом,мм | 160 |
Наибольший диаметр прутка,проходящий через отверстие шпинделя,мм | 32 |
| Наибольшая длина обработки,мм | 710 |
| Пределы частоты вращения шпинделя,об/мин | |
| прямого | 12,5-1600 |
| обратного | 12,5-1600 |
| Количество продольных и поперечных подач | 17 |
| Пределы подач,мм/об | |
| продольных | 0,08-1,2 |
| поперечных | 0,04-0,95 |
| Габариты станка,мм | |
| длина | 2055 |
| ширина | 1095 |
| высота | 1450 |
| Масса станка,кг | 1260 |
Токарно-винторезный станок 16Р25П
Токарно-револьверный станок модели 1В340Ф30
Токарно револьверный станок 1г340п
Поделитесь информацией с друзьями в социальных сетях
6
из 6. Оценок: 556.
Оценок: 556.
Преподавательские работы, вакансии воспитателей, школьные вакансии
Преподавательские работы, педагогические вакансии, школьные вакансии | ШколаВесна Выберите местоположение… Любое местоположениеТолько СШАМеждународныйОнлайнАлабамаАляскаАризонаАрканзасКалифорнияКолорадоКоннектикутДелавэрРасст. КолумбияФлоридаГрузияГавайиАйдахоИллинойсИндианаАйоваКанзасКентуккиЛуизианаМэнМэрилендМассачусетсМичиганМиннесотаМиссисипиМиссуриМонтанаНебраскаНевадаНью-ГэмпширНью-ДжерсиНью-МексикоНью-ЙоркСеверная КаролинаСеверная ДакотаОгайоОклахомаОрегонПенсильванияРод-АйлендЮжная КаролинаЮжная ДакотаTenne sseeТехасЮтаВермонтВирджинияВашингтонЗападная ВирджинияВисконсинВайомингВыберите категорию…Классный учительАдминистраторЛегкая атлетикаПрофессиональное образованиеУчебная поддержкаСпециальное образованиеУслуги для студентовЗаместительВспомогательный персоналПозиции на уровне штатаОнлайнДругое/СезонныеВыберите класс…Любой уровень класса …Любой тип работыПолная – или неполный рабочий деньПолный рабочий деньНеполный рабочий деньЛетоПосле школы/Вечернее- Расширенный поиск
- Мой сохраненный поиск
Идентификатор задания
Соискатели
Продвиньте свою карьеру в области образования. Это бесплатно.
Это бесплатно.
Если вы только начинаете или уже имеете опыт&запятая; SchoolSpring — лучшее место для управления вашей образовательной карьерой. Получите доступ к тысячам вакансий по всей стране со всего Интернета в одном , Удобная поисковая система. И это только начало. С SchoolSpring&запятая; доступ&двоеточие;
- Карьера Инструменты управления документами.
- Централизованная агрегация поиска работы.
- Оповещения по электронной почте.
- Комплексные приложения.
- Найти работу Бесплатная регистрация
Мы обновили нашу Политику конфиденциальности, вступившую в силу 27 января 2020 г.
Щелкните здесь для получения дополнительной информации.
Работодатели
Увеличьте охват и расширьте круг кандидатов.
Найдите учителей, администраторов, вспомогательный персонал и любую промежуточную роль в сфере образования с помощью более чем 2 миллионов соискателей работы в сфере образования по всей стране. Привлекайте больше соискателей даже на труднодоступные вакансии, экономя при этом деньги, потраченные на ярмарки вакансий и рекламу.
Привлекайте больше соискателей даже на труднодоступные вакансии, экономя при этом деньги, потраченные на ярмарки вакансий и рекламу.
- Поиск кандидатов из нашего национального резерва.
- Распространяйте информацию о своих вакансиях на сайтах Indeed, Monster, Teach.org, через Twitter и т. д.
- Автоматические оповещения по электронной почте, рассылаемые заинтересованным соискателям.
- Прямая интеграция с TalentEd Recruit & Hire и другими системами отслеживания кандидатов.
- Разместить вакансию Узнать больше
Ищущие работу
- Найти работу
- Мой профайл
Работодатели
- Разместить вакансию
- Запросы на продажу
О нас
- Контакт
- Карта сайта
- политика конфиденциальности
- Условия эксплуатации
Соединять
ページが見つかりませんでした |渋谷内科・呼吸器アレルギークリニック
お知らせ
- ご来院の皆様へ:診療時間変更のお知らせ 2023.
 04.03
04.03 5月1日(月曜日)、2日(火曜日)は、いずれも午前中のみの診療(受付を12時50分で終了)とさせて頂きます。
ご不便をおかけしますが、どうぞよろしくお願い致します。- ご来院の皆様へ:診療体制について 2022.08.26
現在、新型コロナウイルスへの感染が収束の兆しを見せていません。
.予防に心がけ、患者さんの診療に支障が無いように努めて参りました。院内環境にも、最大限の留意を払って参りました。今後も最大限の努力を続ける所存でおります。
しかしながら、家族内感染が増大する現況では、今後、職員が感染あるいは濃厚接触者となる可能性も否定はできません。
今後、職員の状況によっては、一時的に、診療体制、診療内容の縮小(検査の制限・延期、新患予約の取り直しのご依頼など)を実施せざるを得ない事態が生じることをご了承頂ければ幸いです。
- ご来院の皆様へ:臨時休診のお知らせ 2021.03.16
事情により、当面の間、水曜日午後の診療を休診とさせて頂きます。
ご不便をおかけして申し訳ございませんが、よろしくお願い致します。- 当クリニックにおける初診の花粉症患者さんの診療方針について 2016.02.08 9 0088
詳細は「当クリニックにおける初診の花粉症患者さんの診療方針について」のページをご覧ください。
初診 希望 さ れる 方 へ
できる 丁寧 に 診療 さ せ て 頂く ため に 、 初診 患者 さん 診療 受付 、 全て 事前 の 電話 電話 による 完全 と て て て て て て て て て て て て て て て て て せ て て て て て せ て て て おり て て おり おり おり て おり おり 予約なしの当日の飛び込みの初診の診療は、数週間お待ち下さった上で受診される方との公平性を期すために、お受けできません。この点につきまして、何卒ご理解、ご了承頂いた上で、必ず事前に予約を取得してご来院下さい。診療内容に関するお問い合わせならびに予約
現在、初診の患者さんの診療は、平日では2週間前後、土曜日は4週間前後お待ち頂く状態となっております。ご不便をお掛けして誠に申し訳ございません。そのため、現在当クリニックで拝見している初診の患者さんは、これまでに、咳が出ると数週間あるいはそれ以上続くエピソードを何度か繰り返しておられ、症状として少し待つ余裕があり、それでも診療を希望される方と、比較的慢性のアレルギー疾患の方が中心となっております。逆に、咳が強い、息苦しいなどの症状で、当日あるいは数日以内に診てほしいとのご希望には、誠に申し訳ございませんが、当クリニックの対応能力の限界を超えているために、お応えすることができません。そのようなご希望の方は、比較的すぐに診て頂けるクリニックや、受け入れ規模の大きい総合病院の専門診療科、あるいは症状に応じては救急部を受診なさって下さい。この点につきまして、何卒ご理解をお願い申し上げます。
当クリニックの概要
- 当クリニックは、成人の方を対象とした、呼吸器・アレルギー性疾患の診療を専門とする、内科系のクリニックです。
- 診療対象は満15歳以上となります。
- 初診の患者さんの診療は、お電話による完全予約制とさせて頂いております。
- 再診の患者さんの診療は予約優先制です。
- .
 症をできる限り予防することを目指して診療致します。
症をできる限り予防することを目指して診療致します。
得意とする疾患
当クリニックで診療させて頂くことの最も多い疾患は
- 風邪の後に、あるいは風邪をひいていないのに1週間から2ヶ月以上続く亜急性・慢性の咳
- 近くの医療機関で抗生物質や咳止めの投与を受けても、なかなか治らない咳
- 喘息・咳喘息
- 食物の摂取や運動で誘発される、蕁麻疹・呼吸困難・意識消失などのアレルギー症状
- 咳を伴う花粉症
などです。
具体的な症状などについての詳細は「診療内容・診療時間」の「当クリニックの対象疾患」に記載しておりますので、こちらをご覧ください。
一方、気胸など外科的処置が必要となる疾患や、健診で見つかった胸部の異常影、肺がん、肺結核・非結核性抗酸菌症、間質性肺炎など、診療に胸部CT撮影が必須となる疾患は、設備の点で当クリニックの診療能力を超えております。これらの疾患が疑われた方は、総合病院の救急部や、呼吸器内科を受診なさってください。
当院を初めて受診されることを希望される(初診の)方へ
混雑を緩和して待ち時間をできる限り少なくし、初診・再診いずれの患者さんにもスムーズに安全・的確な治療を受けて頂くため、初診の患者さんの診療はお電話による完全予約制とさせて頂いております。初診希望の方は、必ずお電話にて予約状況をご確認頂き、初診予約をお取り頂いた上でご来院ください。診療内容に関するお問い合わせならびに予約受付は、下記の診療時間内に、受付スタッフが直接お電話にて承っております。
現在、初診の患者さんの診療は、平日では2週間前後、土曜日は4週間前後お待ち頂く状態となっております。ご不便をお掛けして誠に申し訳ございません。そのため、現在当クリニックで拝見している初診の患者さんは、咳が出ると数週間あるいはそれ以上続くエピソードをこれまでに何度か繰り返していて、症状として少し待つ余裕があり、それでも診療を希望される方や、比較的慢性の喘息・アレルギー疾患の方などが中心となっております。逆に、咳が強い、息苦しいなどの症状で、当日あるいは数日以内に診てほしいとのご希望には、誠に申し訳ございませんが、当クリニックの対応能力の限界を超えているために、お応えすることができません。そのようなご希望の方は、比較的すぐに診て頂けるクリニックや、受け入れ規模の大きい総合煅院の専門診療科、あるいは症状に応じては救急部を受診なさって下さい。医療機関には、それぞれの規模や性質に応じて社会の中で担う役割があり、当クリニックも、自らのできる最大限の範囲で、課せられた役割を日々粛々と担っております。この点につきまして、何卒ご理解をお願い申し上げます。
初診について、手続きなどの詳しいご説明は、「診療内容・診療時間」の「初診の方へ」をご覧下さい。
.