Станок токарный дип 200 технические характеристики: ДИП-200 Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики
alexxlab | 09.02.2023 | 0 | Токарный
технические характеристики, назначение и устройство, руководство по эксплуатации
Назначение и область применения
Благодаря своей универсально, токарные станки 1А62 можно использовать в выполнении заготовок, имеющих цилиндрическую, коническую и фасонную конфигурацию. И нарезать резьбу разного вида – метрическую, дюймовую, модульную и питчевую.
Опытные работники различают токарные станки по одному лишь фоту, но более полную информацию о станке можно узнать, посмотрев на цифры в названии.
- «1» – обозначение группы, в которую входит токарный станок.
- «А» – обозначение поколения станка.
- «6» – обозначение принадлежности к винторезной группе.
- «2» – данная цифра позволяет поделиться высотой центра (над станиной), для этого станка 22 см.
Отличительно от других станков, 1А62 имеет расширенный функционал и улучшенные характеристики.
А главными улучшениями можно назвать:
- Увеличение скорости шпиндельного узла до 1200 об/мин, плюс возможность выбора из двадцати одной скорости вращения по прямой и двенадцать по обратной.

- Установка более мощного двигателя на семь киловатт.
- Главный привод станка использует надежное клиновое оборудование.
- Фрикционная муфта агрегата имеет усиленную конструкцию.
- Установка надежного роликового подшипника в шпиндельном узле.
- Для предотвращения самопроизвольного отсоединения патронов от шпиндельного узла, что происходит во время прекращения вращательных движений в двигателе, предусмотрено наличие специальной канавки, дабы разместить предохранители.
- Точную резьбу гарантирует коробка передач с прямым включением работы ходового винта.
- Лицевая часть фартука станка располагает лимб, который отвечает за проведение продольной подачи через суппорт.
- Имеет усиленную заднюю бабку.
- Усовершенствованная конструкция резцедержателя позволяет повернуть его в любую сторону, с любым углом не за действуя вторую руку.
- Станок имеет улучшенную систему охлаждения, с электрическим насосом и резервуаром, находящимся сзади устройства.

- Установка люнет возможна, чтобы достичь требуемую жесткость при использовании длинных деталей на токарном станке 1А62.

Сведения о производителе
Токарно-винторезный станок 1А62 производился с 1948 по 1956 годы на Московском станкостроительном им. А.И. Ефремова. До революции это предприятие принадлежало братьям Бромлеям и занималось выпуском различных металлоизделий. Завод был национализировано и в 1918 году, а четыре года спустя по просьбе трудового коллектива переименован в «Красный пролетарий». Вместе с новым именем предприятие получило и новую специализацию: производство станков для металло- и деревообработки. На заводе началась реконструкция и строительство новых производственных площадей. А в 1923 году было выпущено первое токарное оборудование — станки серии «ТН» трех типоразмеров.
Ключевым для «Красного пролетария» стал 1930 год, когда началось проектирование более мощного стандартизованного станка под названием ДИП («Догоним и перегоним»). Уже через два года был изготовлен и испытан первый станок, а концу 1932 года предприятие произвело первые 25 ДИП-200. На следующий год предприятие выпускало уже по 300 станков в месяц, а в 1934 году был начат выпуск ДИПов большего габарита с индексами 300, 400, 500. В конце тридцатых годов ДИП-200 в соответствии с вновь принятой классификацией ЭНИМСа получил новое обозначение — 1Д62. Во время войны «Красный пролетарий» выпускал станки (в том числе и специализированные для нужд оборонной промышленности) и производил артиллерийские снаряды.
На следующий год предприятие выпускало уже по 300 станков в месяц, а в 1934 году был начат выпуск ДИПов большего габарита с индексами 300, 400, 500. В конце тридцатых годов ДИП-200 в соответствии с вновь принятой классификацией ЭНИМСа получил новое обозначение — 1Д62. Во время войны «Красный пролетарий» выпускал станки (в том числе и специализированные для нужд оборонной промышленности) и производил артиллерийские снаряды.
После войны «Красный пролетарий» не только выпускал новые типы токарных станков, но и проектировал их для других заводов, став, таким образом, головным предприятием отрасли по токарному оборудованию. В 1948 году завод начинает выпуск станка 1А62, пришедшего на смену легендарному ДИП-200, а на следующий год осваивает их поточное производство. В 1951 предприятию присвоено имя А.И. Ефремова — министра станкостроения СССР в 1941—1949 годах. В 1951 году был создан опытный экземпляр ставшего знаменитым 1К62. Через два года эта модель пошла в серию и выпускалась вплоть до 1971 года. Всего за этот период было произведено более двухсот тысяч таких станков. В шестидесятые годы на предприятии был освоен выпуск специализированных станков и токарного оборудования с ЧПУ.
Всего за этот период было произведено более двухсот тысяч таких станков. В шестидесятые годы на предприятии был освоен выпуск специализированных станков и токарного оборудования с ЧПУ.
С 1971 года «Красный пролетарий» начинает производить станки 16К20, а через два года переходит к их массовому выпуску, причем в различных комплектациях: с копирами, индикацией, ЧПУ и пр. В семидесятые годы завод имел самые большие объемы производства за всю свою историю и поставлял станки не только в страны СЭВ, но в дальнее зарубежье. С 1983 на предприятие было начат массовый выпуск станков с ЧПУ. В это же время завод прекратил производство станков 16К20 и перешел к выпуску токарно-винторезного станка МК6056.
В начале 90-х у предприятия наступают трудные времена. Сначала практически до нуля упал спрос на станки с ЧПУ, затем и на универсальные станки, а к середине 90-х «Красный пролетарий» выпускает всего несколько сот станков в год. 1999 год завод переместился на новую производственную площадку, но только лишь с частью прежнего оборудования.
В течение последующих десяти лет завод предпринимал усилию вернуть себе хотя бы часть внутреннего рынка, который за это время заполнился зарубежной продукцией, но в целом его усилия так и не увенчались успехом. В 2011 году предприятие прекратило производство станков, а его новые собственники объявили основным направлением деятельности сдачу производственных и офисных площадей в аренду. В 2016 году было объявлено о возобновлении выпуска токарного оборудования (в том числе и с ЧПУ), но каких-то значительных успехов завода в этом деле пока не отмечено.
Технические возможности
Токарный станок отвечает стандартам категории «H», можно выделить основные технические характеристики устройства:
- Идет с максимальным диаметром для заготовок – на суппорте -21 см, над станиной 40 см.
- С максимальной длиной заготовок, которая может обрабатываться на токарно-винторезном станке в 75, 100 и 150 см.
- С максимально доступной массой для обработки заготовок, при обработке в патроне – 500 кг, при обработке с использованием центра – 1500 кг.

Суппорт и резцовые салазки 1А62
Суппорт 1А62, как и аналогичные узлы токарных станков других моделей, отвечает за перемещения режущего инструмента относительно обрабатываемой заготовки. Характеристики данного элемента станка напрямую влияют на точность выполнения технологических операций, а также на функциональность оборудования.
Суппорт токарного станка 1А62 обладает следующими техническими возможностями:
- продольная каретка перемещается на 650, 900 и 1400 мм, поперечная – на расстояние до 280 мм;
- количество ступеней продольных и поперечных подач – 35;
- подачи могут совершаться в следующих пределах: продольные – 0,082–1,59 мм/об, поперечные – 0,027–0,522 мм/об;
- количество параметров нарезаемой резьбы: метрические – 19 (шаг от 1 до 12 мм), дюймовые – 20 (шаг – 2–24 ниток/дюйм), модульные – 10 (шаг – 0,5–3 модуля), питчевые – 24 (шаг – 7–95).
Резцовые салазки токарного станка 1А62, служащие для более точного перемещения резцовой головки, управляются несколькими маховиками и управляющими рычагами. Это позволяет добиться следующих характеристик работы данного узла:
Это позволяет добиться следующих характеристик работы данного узла:
- значение максимального перемещения – 113 мм;
- в соответствии с одним делением лимба салазки перемещаются на 0,05 мм;
- максимальный угол, на который может поворачиваться данный узел, составляет 900, при этом цена деления шкалы поворота составляет 10;
- максимальное сечение державки режущего инструмента – 25х25 мм;
- количество токарных резцов, которые одновременно можно установить в резцедержателе, – 4.
Следует отметить, что резцовые салазки токарного станка 1А62 имеют механический привод.
Смазочная система станка
Габарит рабочего пространства
Габаритные размеры станка предполагают:
- Высоту – 121 см.
- С площадью устройства при РМЦ 750 – 251 на 158 см.
- С площадью устройства при РМЦ 1000 – 265 на 158 см.
- С площадью устройства при РМЦ 1500 – 317 на 158 см.
- Весит станок, не считая электрооборудование при РМЦ 750 – 2, 045 тонн.

- Масса при РМЦ 1000, не считая электрооборудование – 2,105 тонн.
- Весит станок, не считая электрооборудование при РМЦ 1500 – 2, 370 тонн.
Технические характеристики
| Модель | 16Р20Н-1 / 16Р20Н-1,5 |
| Основные параметры | |
| Наибольший диаметр обработки изделия над станиной | 400 мм |
| Наибольший диаметр обработки изделия над суппортом | 220 мм |
| Расстояние между центрами (РМЦ) | 1000 / 1500 мм |
| Класс точности по ГОСТ 8-82 | Н (П — Опция) |
| Максимальная масса изделия | 1300 кг |
| Силовые показатели | |
| Ширина станины по направляющим | 300 мм |
| Количество V-образных направляющих на станине | 2 |
| Диаметр ходового винта продольной подачи | 57 мм |
| Шаг ходового винта продольной подачи | 6 мм |
| Сечение резца | 25 х 25 мм |
| Шпиндельная бабка | |
| Пределы частот вращения шпинделя по часовой стрелке | 12,5 — 1600 об/мин |
| Количество ступеней частот вращения по часовой стрелке | 12 |
| Отверстие в шпинделе | 55 мм |
| Фланцевый конец шпинделя | D6 |
| Внутренний конус шпинделя | M6 |
| Мощность главного двигателя | 11 (7,5) кВт |
| Суппорта | |
| Наибольшее продольное перемещение каретки | 950 / 1250 мм |
| Наибольшее поперечное перемещение каретки | 219 мм |
| Наибольшее перемещение резцовых салазок | 115 мм |
| Пределы рабочих подач (продольных) | 0,05 — 2,8 мм/мин |
| Пределы рабочих подач (поперечных) | 0,025. .1,4 мм/мин .1,4 мм/мин |
| Пределы рабочих подач резцовых салазок | ручная мм/об |
| Пределы шагов обрабатываемых резьб (метрических) | 0,5 — 112 мм |
| Пределы шагов обрабатываемых резьб (модульных) | 0,5 — 112 модуль |
| Пределы шагов обрабатываемых резьб (дюймовых) | 56 — 0,5 ниток на дюйм |
| Пределы шагов обрабатываемых резьб (питчевых) | 56 — 0,5 питч диаметральный |
| Мощность двигателя насоса подачи СОЖ | 0,12 кВт |
| Задняя бабка | |
| Внутренний конус в шпинделе | Морзе 6 |
| Максимальный ход пиноли | 127 мм |
| Габаритные размеры и вес | |
| Длина | 2795 / 3195 мм |
| Ширина | 1190 мм |
| Высота | 1500 мм |
| Масса-нетто | 3005 / 3225 кг |
Органы управления
Лицевая панель устройства располагает следующие органы управления агрегатом:
- Рукоятку устанавливающую необходимую скорость вращения шпинделя.
- Рукоятку, увеличивает резьбу обрабатываемой детали.
- Рукоятку, устанавливающую левое или правое направление для резьбы.
- Рукоятку, регулирующую подачу и шаг резьбы.
- Рукоятку, включающую в работу ходовой винт или ходовой валик, которые используются только при тихом ходе.
- Рукоятку, регулирующую прямой или обратный вал вращения мотора на главном приводе.
- Рукоятку, изменяющую направление суппорта при обтачивании детали, переключающую между продольным и поперечным направлением подачи.
- Орган, управляющий фартуком.
- Рукоятку, включающую и выключающую режим механической подачи, для использования маховика, задействуя ходовой винт и перемещения продольных салазок.
- Рукоятку, которая управляет ручной подаче на суппорте, фиксирует резцовые головки, перемешает часть шпинделя.
- Рукоятку, которая фиксирует заднюю бабку, вместе с маховиком, обеспечивающим плавный ее ход.
Важно!
Также, наличие электрических выключателей, для освещения рабочего места.
 Выключатель для насоса, который охлаждает станок. И кнопки, отвечающей за пуск двигателя.
Выключатель для насоса, который охлаждает станок. И кнопки, отвечающей за пуск двигателя.Коробка скоростей
Для коробки скоростей было предусмотрено 30 возможных скоростей, но в связи с совпадением, с числом оборотов в шпиндельном узле их число сократилось до 21 различных типов.
Рукоятка на коробке скоростей содержит информацию о числе оборотов шпиндельного узла, поворачивается в разные стороны в зависимости от типа работы, до тех пор, пока указатель не покажет требуемое число оборотов.
Реверс
Используется для фиксации деталей.
Параметры:
- Идет с диаметром и размером, имеющими сквозную форму – 3,6 см.
- С допустимым размером прутка, не более 3,8 см.
- С несколькими ступенями вращения (21 при прямом вращении и 12 в реверсивной передаче).
- С двусторонней фрикционной муфтой.
Реверс определяющий инструмент для вращения головки шпинделя. В прямом режиме скорость варьируется от 11, 5 до 1200 оборотов за минуту. При обратном вращении 18–1500 об/ мин.
При обратном вращении 18–1500 об/ мин.
Коробка подач
Коробка подач обеспечивает, нарезку метрическим, дюймовым, модульным и питчевым способом, не применяя при этом сменные шестерни.
- Резьбу с метрическим шагом от 1 до 12 мм (19 ступеней).
- Резьбу с дюймовым шагом от 2 до 24 ниток на 1 дюйм (20 ступеней).
- Резьбу с модульным шагом от 0,50 до 3 модулей (10 ступеней).
- Резьба с питчевым шагом от 7 до 96 питчей (24 ступени).
Фартук
Фартук отвечает за преобразование вращательных движений ходового винта или валика в поступательные для суппорта (подачу) вдоль направления станины.
Располагается фартук в корпусе станка, стандартно повернут к суппортам. Обеспечивает вращение червячного колеса.
Суппорт
Суппорты 1А62, как и на других схожих моделях отвечают за перемещение режущих инструментом относительно обрабатываемых заготовок. Состояние этой части агрегата, напрямую влияет на точное выполнение работы и функционирование станка.
Суппорт 1А62 имеет следующие технические возможности:
- Перемешает продольную каретку на 65, 90 и 140 см, поперечную – на 28 см.
- Имеет продольные и поперечные подачи в количестве – 35 шт.
- Подачу совершает в пределах 0,082–1,59 мм/об для продольных, и 0,027–0,522 мм/об для поперечных.
- Нарезаемая резьба: металлическим способом 19 (шаг от 1 до 12 мм), дюймовым – 20 (шаг – 2–24 ниток/дюйм), модульным – 10 (шаг – 0,5–3 модуля), питчевым – 24 (шаг – 7–95).
Важно!
Резцовую салазку, токарный станок использует для измерения точности в перемещении резцовых головок, чем управляют несколько маховиков и специальные рычаги.
Что положительно сказывается на характеристиках работы:
- Максимальное перемещение увеличивается до 11,3 см.
- С максимальным углом перемещения в 90 градусов, а шкала одного деления указывает на один градус.
- С максимальным сечением державки 2,5 на 2,5 см.
Назначение и устройство задней бабки
Задняя бабка устройство, надежно закрепляет деталь при обработке в центре или при установке резца.
Задняя бабка имеет характеристики:
- с диаметром пиноли, закрепляющим режущий инструмент, – 70 мм;
- с внутренним посадочным конусом категории «Морзе 4»;
- с величиной максимального перемещения – 15 см, при этом на одно
- деление лимба пиноль перемещается на 0,1 мм;
- с максимальной величиной поперечного смещения (в обе стороны) – 15 мм.
Управление электроаппаратурой
Рычаги электроаппаратуры служат в качестве включателя и выключателя от сети. Также включают освещение рабочего места. Отвечают за работу насоса. Контролируют кнопочную станцию, для включения и выключения главного двигателя станка.
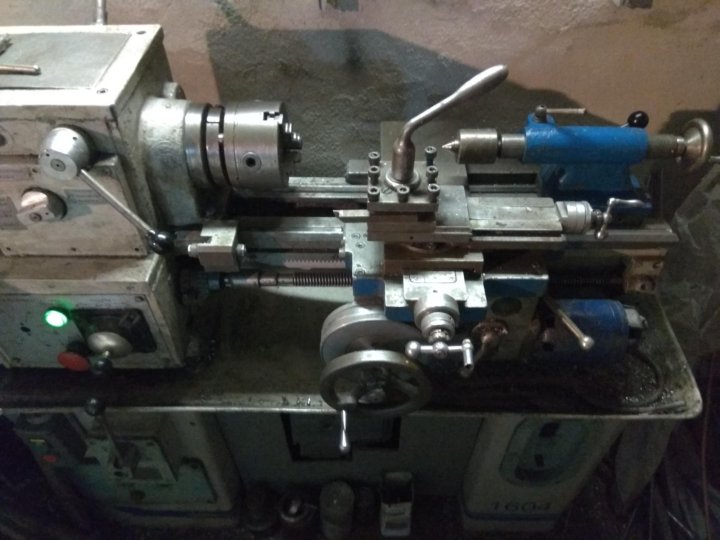
Устройство станка 1А62
Конструкция 1А62 заимствовала много решений от своего предшественника ДИП-200. При этом в кинематику были внесены многочисленные изменения, направленные на повышение долговечности и упрощение конструкции. Цельнолитая станина П-образного сечения имеет большую массу и высокую жесткость. Заодно со станиной выполнены каленые призматические направляющие продольной подачи. Модификация 1А62Г получила дополнительную выемку, позволяющей увеличить диаметр обрабатываемой заготовки. При точении других деталей выемка закрывается специальным мостиком.
Модификация 1А62Г получила дополнительную выемку, позволяющей увеличить диаметр обрабатываемой заготовки. При точении других деталей выемка закрывается специальным мостиком.
Шпиндель токарного станка установлен на одном переднем и двух задних подшипниках. Пуск и реверс шпинделя производится через фрикционную муфту. Рукоятки управления установлены на передней бабке и подвижном на фартуке станка. Ленточный тормоз гарантирует быстрый останов вращения при отключении муфты. Полый шпиндельный вал допускает установку обрабатываемого прутка диаметром до 36 мм. В базовом варианте устанавливаются токарные патроны диаметром 200 или 250 мм.
Кинематическая схема коробки скоростей токарного станка 1А62Г реализована с использованием зубчатых шестерен.
Передача вращения от электромотора на входной вал редуктора осуществляется с использованием клиноременной передачи. Органы управления коробкой скоростей представляют собой три рукоятки, смонтированные на боковой поверхности шпиндельной бабки.
Скачать паспорт (инструкцию по эксплуатации) токарного станка 1А62
Коробка переключения подач обеспечивает механические перемещения суппорта токарно-винторезного станка 1А62. В конструкцию заложена возможность выполнения метрической и других видов резьб, как в правом, так и в левом варианте. Предусмотрено прямое подключение ходового вала к валу шпинделя, используемое для выполнения точных изделий. Для перекрытия всего возможного диапазона скоростей, дополнительно используются две пары сменных шестерен, устанавливаемых в гитаре станка. Циркуляционная система смазки обеспечивает поступление масла на элементы коробки скоростей и коробки переключения подач. Привод маслонасоса выполнен от отдельного электродвигателя.
Подвижный фартук позволяет выполнять перемещения суппорта по продольной и поперечной осям в ручном и механизированном режиме. Изменение направления движения выполняется через реверсивный механизм. В состав оборудования фартука включены два предохранительных устройства. Первое из них блокирует одновременное включение продольного и поперечного перемещения. Второе автоматически отключает подачу, при большой механической нагрузке. Сверху фартука закрепляются нижние салазки поперечной подачи и поворотные салазки для выполнения конусов. Резцедержка предназначена для закрепления 4 инструментов сечением 25×25 мм. Операции поворота и точного позиционирования инструмента могут выполняться 1 рукой.
Первое из них блокирует одновременное включение продольного и поперечного перемещения. Второе автоматически отключает подачу, при большой механической нагрузке. Сверху фартука закрепляются нижние салазки поперечной подачи и поворотные салазки для выполнения конусов. Резцедержка предназначена для закрепления 4 инструментов сечением 25×25 мм. Операции поворота и точного позиционирования инструмента могут выполняться 1 рукой.
Схема электрооборудования станка обеспечивает единственную функцию запуска двигателя главного движения. Защиты и блокировки, за исключением тепловой защиты электродвигателей, не реализованы. В схеме, дополнительно предусмотрен понижающий трансформатор для питания цепей освещения.
Рекомендации по эксплуатации оборудования
Для того, чтобы работать на агрегате было эффективно, а производимые детали отличались высоким качеством и соответствовали параметрам, следует правильно настроить станок.
Установка происходит на специально подготовленной платформе, которая сможет заглушить вибрации от нагрузки и выдержать массу станка.
Окончательная настройка режимов работы и правила использования указаны в инструкции, идущей в комплекте со станком. Основываясь, на опыте работников с такими типами оборудования, сопроводительная документация дает четкий порядок действий и инструкцию по эксплуатации агрегата.
Правила эксплуатации
Опоры для установки станка
Для нормальной работы станка его следует установить на предварительно подготовленную платформу. Она должна не только выдержать номинальную массу (2045), но частично гасить колебания, возникающие в результате работы.
После предварительной настройки и подключения к сети следует установить и включить шпиндель на максимальное число оборотов на холостом ходу. Во время выполнения этой процедуры проверяется уровень масла. Окончательную настройку режимов выполняют согласно технической документации.
В связи с тем, что выпуск станков 1А62 был прекращен еще в 1956 г., особое внимание следует уделить возможности их ремонта и комплексной реставрации. В видеоматериале показан пример восстановительных работ:
В видеоматериале показан пример восстановительных работ:
Преимущества агрегата
Несмотря на давнюю историю, рассматриваемый нами агрегат всё ещё распространён на металлообрабатывающих предприятиях и в ремонтных мастерских. Несомненные достоинства модели обусловлены следующими критериями.
- Узлы и конструкционные детали оборудования имеют повышенную прочность и усиленную жёсткость, а также специальные опорные детали, что позволяет работать с закалённым материалом.
- Особая конструкция станка позволяет лучше противостоять вибрациям в процессе изготовления деталей.
- Заводская комплектация включает в себя сменные шестерни для расширенной настройки гитары передней бабки с целью увеличения диапазона нарезаемых резьб.
- Продуманная система энергоснабжения станка, включающая несколько тепловых реле и плавких предохранителей для защиты от коротких замыканий и перегрузок.
- Наличие специальных опорных элементов, компенсирующих излишние динамические нагрузки.
 Благодаря этому становится возможным изготовление деталей повышенной точности.
Благодаря этому становится возможным изготовление деталей повышенной точности. - Возможность смещения задней бабки в поперечном направлении на 15 мм в прямом и обратном направлении для точения пологих конусов.
- Широкие рамки регулировки оборотов шпинделя и рабочих подач.
- Один из главных плюсов токарно-винторезного станка 1К62 и его технических характеристик — это лёгкость и простота настройки рабочих режимов, что, несомненно, облегчает управление станком в производственном процессе и снимает с рабочего излишние физические нагрузки.
- Наличие дополнительного оборудования и оснастки, идущего в комплекте со станком либо приобретаемого отдельно. Оно значительно расширяет рабочий функционал.
Несмотря на давно прекратившийся выпуск станков этой модели, продолжают выпускаться усовершенствованные варианты станков, изготавливаемых на основе 1К62. Широкие возможности, универсальность, простота в обслуживании и управлении современных механизмов разрабатываются на основании многолетней практики использования станка 1К62 в различных условиях. До сих пор он остаётся одним из лучших металлообрабатывающих станков.
До сих пор он остаётся одним из лучших металлообрабатывающих станков.
16А20Ф3 Станок токарный патронно центровой с числовым программным управлением (ЧПУ). Паспорт, схемы, характеристики, описание
Станок 16А20Ф3 используется для тонкой обработки деталей типа тел вращения в замкнутом полуавтоматическом цикле.
Комплектация электро-, гидро-, пневмооборудования, тип управляющей системы и приводов выбирается по согласованию с заказчиком.
В качестве двигателей главного движения используются асинхронными двигателями с частотным регулированием. Программа перемещений инструмента, управление главным приводом и вспомогательные команды вводятся в память системы управления с клавиатуры пульта оператора, а так же с кассеты внешней памяти и могут корректироваться с пульта оператора УЧПУ с визуализацией на панели цифровой индикации. Станок 16А20Ф3 оснащен транспортером стружкоудаления, обеспечивающим свободный ход стружки. Станок может выпускаться в специальном и специализированном исполнении. Область применения станка 16А20Ф3: мелкосерийное и серийное производство.
Область применения станка 16А20Ф3: мелкосерийное и серийное производство.
Техническая характеристика станка 16А20Ф3
| Наибольший диаметр заготовки, устанавливаемой над станиной, мм | 500 |
| Наибольший диаметр заготовки, обрабатываемой над станиной, мм | 320 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 200 |
| Наибольшая длина обрабатываемой заготовки, мм: при 6-позиционной инструментальной головке при 8-позиционной инструментальной головке при 12-позиционной инструментальной головке | 900 750 850 |
| Наибольшая длина заготовки, устанавливаемой в центрах, мм | 1000 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 55 |
| Количество управляемых /одновременно управляемых координат | 2/2 |
| Дискретность задания перемещений, мм | 0,001 |
| Наибольший ход суппорта, мм: продольный / поперечный | 905 / 210 |
| Пределы частот вращения шпинделя, об/мин | 20…2500 |
| Максимальная рекомендуемая скорость рабочей подачи, мм/мин: продольной поперечной | 2000 1000 |
| Максимальная скорость быстрых перемещений , мм/мин: продольных поперечных | 15000 7500 |
| Количество позиций инструментальной головки | 8 (6 или 12 по заказу) |
| Мощность главного привода, кВт | 11 |
| Габариты станка (*-с транспортером стружкоудаления), мм | 3700 (5160*) х 2260 х 1650 |
| Масса станка (без транспортера стружкоудаления), кг | 4000 |
Сведения о производителе токарного станка с ЧПУ 16А20Ф3
Производитель токарного станка с ЧПУ 16А20Ф3 — Московский станкостроительный им. А.И. Ефремова, основанный в 1857 году.
А.И. Ефремова, основанный в 1857 году.
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП
— Догнать И Перегнать), где 200, 300, 400, 500 — высота центров над станиной.
По мере совершенствования конструкции станков завод выпускал все более современные модели — 1А62, 1К62, 16К20, МК6056.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
- 1А62
— станок токарно-винторезный универсальный Ø 400 - 1К62
— станок токарно-винторезный универсальный Ø 400 - 1К62Б
— станок токарно-винторезный универсальный повышенной точности Ø 400 - 1К282
— станок токарный восьмишпиндельный вертикальный Ø 250 - 1К620
— станок токарно-винторезный универсальный с вариатором Ø 400 - 1К625
— станок токарно-винторезный облегченный с повышенной линией центров Ø 500 - 16А20Ф3
— станок токарный с ЧПУ Ø 400 - 16Б20П
— станок токарно-винторезный повышенной точности Ø 400 - 16К20
— станок токарно-винторезный универсальный Ø 400 - 16К20М
— станок токарно-винторезный механизированный Ø 400 - 16К20П
— станок токарно-винторезный повышенной точности Ø 400 - 16К20Ф3
— станок токарный с ЧПУ Ø 400 - 16К20Ф3С32
— станок токарный с ЧПУ Ø 400 - 16К20Т1
— станок токарный с оперативным управлением Ø 500 - 16К25
— станок токарно-винторезный облегченный с повышенной линией центров Ø 500 - 162
— станок токарно-винторезный универсальный Ø 420 - 1730
— станок токарный многорезцовый копировальный полуатомат Ø 410 - ДИП-40 (1Д64)
— станок токарно-винторезный универсальный Ø 800 - ДИП-50 (1Д65)
— станок токарно-винторезный универсальный Ø 1000 - ДИП-200
— станок токарно-винторезный универсальный Ø 400 - ДИП-300
— станок токарно-винторезный универсальный Ø 630 - ДИП-400
— станок токарно-винторезный универсальный Ø 800 - ДИП-500
— станок токарно-винторезный универсальный Ø 1000 - МК6046, МК6047, МК6048
— станок токарно-винторезный универсальный Ø 500 - МК6056, МК6057, МК6058
— станок токарно-винторезный универсальный Ø 500 - МК-3002
— станок токарный настольный Ø 220
Схема электрическая станка 16А20Ф3С39 с ЧПУ НЦ-31
Ниже приводится эскиз одной страницы схемы электрической принципиальной токарно-винторезного станка 16А20Ф3С39.
Скачать бесплатно схему электрическую принципиальную токарно-винторезного станка 16А20Ф3С39 в хорошем качестве можно по ссылке расположенной ниже.
Скачать документацию по электроприводам на токарно-винторезный станок 16А20Ф3С39 в хорошем качестве можно по ссылке расположенной ниже.
Общий вид токарного станка с ЧПУ 16А20Ф3
Фото токарного станка с ЧПУ 16а20ф3
Фото токарного станка с ЧПУ 16а20ф3
Фото токарного станка с ЧПУ 16а20ф3
Фото токарного станка с ЧПУ 16а20ф3
Назначение и область применения
Токарный патронно-центровой станок с ЧПУ 16А20Ф3 предназначен для наружной и внутренней обработки средних по размеру заготовок диаметром до 400 мм и длиной 1000 мм. На оборудовании вытачивается ступенчатый и криволинейный профиль со смещением относительно оси вращения. Весь цикл обработки проходит в автоматическом режиме.
Модель 16А20Ф3 выполняет наружную и внутреннюю обработку:
- точение цилиндрических поверхностей в одной оси и со смещением;
- элементы, имеющие конические, сферические и другие сложные профили;
- сверление по торцу и радиусу;
- расточку;
- нарезку резьбы.

Патронно-центровой станок с ЧПУ 16А20Ф3 предназначен для чистовой обработки сложнопрофильных деталей. На нем производят коленвалы, шатуны, серьги и другие изделия единичные и большими партиями.
Узнайте, чем так хорош универсальный токарно-карусельный станок 1516.
Расположение составных частей станка 16А20Ф3
Расположение основных узлов станка 16а20ф3
Расположение основных узлов станка 16а20ф3
| # | Наименование | Обозначение | ||
| 16А20Ф3С15 | 16А20Ф3С32 | 16А20Ф3С39 | ||
| 1 | Основание с транспортером стружкоудаления | 16К20Ф.013000.000 | ||
| 2 | Станина | 16К20Т1.010000.000 | ||
| 3 | Суппортная группа | 16К20Т1.054000.000 | ||
| 4 | Передача ВГК продольного перемещения | 16К20Т1. 159000.000 159000.000 | ||
| 5 | Опора левая винта продольного перемещения | 16К20Т1.072000.000 | ||
| 6 | Патрон механизированный с электромеханическим приводом | 16К20Ф.092000.000 | ||
| 7 | Ограждение неподвижное | 16А20Ф3.268000.000 | ||
| 8 | Ограждение подвижное | 16А20Ф3.265000.000 | ||
| 9 | Бабка шпиндельная | 16А20Ф3.025000.000 | ||
| 10 | Шкаф управления для станка | 16А20ФЗ.180000 | 16А20Ф3.447000 | 16А20ФЗ.192000 |
| 11 | Головка автоматическая 8-и позиционная | УГ9326.000000 | ||
| 12 | Ограждение суппортной группы | 16А20Ф3.267000.000 | ||
| 13 | Бабка задняя | 16А20Ф3.035000.000 | ||
| 14 | Электромеханический привод пиноли задней бабки | 16А20Ф3. 037000.000 037000.000 | ||
| 15 | Разводка коммуникаций | 16А20Ф3.112000.000 | ||
| 16 | Пульт управления станком | 16А20Ф3.513000 | 16А20Ф3.510000 | 16А20Ф3.509000 |
| 17 | Кронштейн пульта управления | 16А20Ф3.511000.000 | ||
| 18 | Опора правая продольного перемещения | 16К20Т1.073000.000 | ||
| 19 | Станция смазки шпиндельной бабки | 16К20Т1.241000.000 | ||
| 20 | Установка моторная | 16К20Т1.157000.000 | ||
| 21 | Ограждение задней зоны | |||
| 22 | Привод поперечного перемещения | 16K20Tl.486000.000 | ||
| 23 | Передача ВГК поперечного перемещения | 16К20Т1.158000.000 | ||
| 24 | Короб в составе узла | 16А20Ф3.447000.000 | ||
Расположение органов управления токарным станком 16А20Ф3
Расположение органов управления токарным станком 16а20ф3
Перечень органов управления токарным станком 16А20Ф3
- Панель управления станка
- Рукоятка установки диапазона частоты вращения шпинделя
- Рукоятка ручного перемещения (подвод — отвод) поперечного суппорта
- Панель контроля работы приводов Размер 2М-5-21
- Пульт управления работой станка
- Рукоятка зажима задней бабки на станке
- Панель управления транспортером стружкоудаления
- Рукоятка ручного перемещения (влево — вправо) продольной каретки
- Клавиатура УЧПУ
- Педаль управления подводом и отводом пиноли задней бабки (сдвоенная)
- Педаль управления зажимом и разжимом патрона (сдвоенная)
- БОСИ блок отображения символьной информации.
 Визуализация программы обработки, коррекции инструмента
Визуализация программы обработки, коррекции инструмента - Рукоятка зажима пиноли задней бабки
Кинематическая схема токарного станка с ЧПУ 16А20Ф3
Кинематическая схема токарного станка 16а20ф3
Кинематическая схема станка приведена на рис. 21. Кинематические схемы автоматической головки и транспортера стружкоудаления приведены в руководствах по эксплуатации на них.
Механизм главного движения станка
На станке установлена шпиндельная бабка 16А20Ф3.025. (рис. 22), имеющая три диапазона с соотношением 1,25:1; 1:2; 1:5,8; переключаемые вручную. Диапазон частот вращения и положения рукоятки указаны в табл. 18.
Допустимые значения дисбаланса при обработке изделия при различных частотах вращения приведены в табл. 19.
Значения мощности и крутящего момента на шпинделе при различных частотах вращения приведены в табл. 20.
Шпиндель станка смонтирован в коническом двухрядном и однорядном подшипниках. Подшипники регулируются на заводе-изготовителе станка и не требуют регулировки в процессе эксплуатации.
Регулировка положения оси шпиндельной бабки на станине производится двумя винтами (рис.23).
Смазка шпиндельной бабки осуществляется от станции смазки, смонтированной на основании станка. Для обеспечения возможности резьбонарезания на шпиндельной бабке устанавливается датчик резьбонарезания 1 (см. рис. 22). Для выборки зазора в зацеплении шестерен 2, 3 привода датчика следует повернуть эксцентриковый фланец 4.
В качестве привода главного движения используется частотнорегулируемый асинхронный электродвигатель с диапазоном регулирования с постоянной мощностью 1500…4500 об/мин (1000…3500 при двигателях постоянного тока производства Болгарии).
Передача вращения от электродвигателя на первый вал шпиндельной бабки осуществляется поликлиновым ремнем 2240Л20 с передаточным отношением 115:257 (160:257 в случае применения электродвигатель постоянного тока производства НРБ).
Основание станка представляет собой жесткую отливку. На основании устанавливаются станина, электродвигатель главного движения, станции смазки направляющих каретки и шпиндельной бабки. Используются основания двух типов:
Используются основания двух типов:
- с окном для схода стружки и проемом для установки транспортера стружкоудаления, который вводится с правой стороны;
- без окна, разделенное по вертикали в средней части сплошной перегородкой, в этом случае средняя часть основания служит сборником для стружки и СОЖ, отсек в нижней правой части основания служит резервуаром СОЖ, сзади с правой стороны основания установлен насос СОЖ.
Паспорт станка 16А20Ф3С39
Данное руководство по эксплуатации «Паспорт станка 16А20Ф3С39» содержит сведения необходимые как обслуживающему персоналу этого станка, так и работнику непосредственно связанному работой на этом станке. Это руководство представляет из себя электронную версию в PDF формате, оригинального бумажного варианта. В этой документации содержится Паспорт и Руководство (инструкция) по эксплуатации универсального токарно-винторезного станка 16А20Ф3. Содержание данной документации:
- ОБЩИЕ СВЕДЕНИЯ ОБ ОБОРУДОВАНИИ
- ОСНОВНЫЕ ТЕХНИЧЕСКИЕ ДАННЫЕ И ХАРАКТЕРИСТИКИ
- КОМПЛЕКТНОСТЬ
- УКАЗАНИЯ МЕР БЕЗОПАСТНОСТИ
- СОСТАВ ОБОРУДОВАНИЯ
- ПОРЯДОК УСТАНОВКИ
- УСТРОЙСТВО И РАБОТА ОБОРУДОВАНИЯ И ЕГО СОСТАВНЫХ ЧАСТЕЙ
- ГИДРО- И ПНЕВМОСМАЗОЧНАЯ СИСТЕМА
- ПОРЯДОК РАБОТЫ
- УКАЗАНИЯ ПО ТЕХНИЧЕСКОМУ ОБСЛУЖИВАНИЮ, ЭКСПЛУАТАЦИИ И РЕМОНТУ
- ВОЗМОЖНЫЕ НЕИСПРАВНОСТИ И МЕТОДЫ ИХ УСТРАНЕНИЯ
- ОСОБЕННОСТИ РАЗБОРКИ И СБОРКИ ПРИ РЕМОНТЕ
- СВЕДЕНИЯ ПО ЗАПАСНЫМ ЧАСТЯМ
- ГАРАНТИИ ИЗГОТОВИТЕЛЯ
Скачать паспорт токарно-винторезного станка 16А20Ф3С39 (54 листа) в отличном качестве можно по ссылке расположенной ниже. Так как данный станок построен с использованием устройства ЧПУ НЦ-31, то в дополнению к этому паспорту необходима различная документация по УЧПУ НЦ-31.
Так как данный станок построен с использованием устройства ЧПУ НЦ-31, то в дополнению к этому паспорту необходима различная документация по УЧПУ НЦ-31.
16А20Ф3 Конструкция токарного станка
Станина станка
Станина станка имеет коробчатую форму с поперечными ребрами П-образного профиля, закаленные шлифованные направляющие. На станине станка устанавливаются: шпиндельная бабка, каретка, привод продольной подачи, задняя бабка.
Для базирования каретки на станине передняя направляющая имеет форму неравнобокой призмы, задняя направляющая — плоская. Задняя бабка базируется на станине по малой задней призматической направляющей и по плоскости на передней направляющей.
Привод продольного перемещения
Привод продольного перемещения (рис. 24, 25) включает шариковую передачу винт-гайка качения, опоры винта, приводной электродвигатель постоянного тока или асинхронный двигатель с частотным регулированием, а также датчик обратной связи, соединенные с винтом через муфты, на станках 16Л20ФЗС39 с приводом «Размер 2М-5-21» используется датчик, встроенный в асинхронный двигатель. В приводе предусмотрена дополнительная передача на валик ручного перемещения, используемый для перемещения каретки при окраске, консервации и расконсервации отключенного станка.
В приводе предусмотрена дополнительная передача на валик ручного перемещения, используемый для перемещения каретки при окраске, консервации и расконсервации отключенного станка.
Привод поперечного перемещения
Привод поперечного перемещения включает:
- шариковую передачу
- винт-гайка качения
- опору винта
- приводной электродвигатель постоянного тока или асинхронный с частотным регулированием
- датчик обратной связи, соединенные с винтом через муфты
На станках 16А20ФЗС39 с приводом «Размер 2М-5-21» используется датчик, встроенный в асинхронный электродвигатель. В приводе предусмотрена дополнительная передача на валик ручного перемещения суппорта при окраске, консервации или расконсервации отключенного станка.
На станках без датчика эта передача и валик, не устанавливаются, суппорт следует перемещать ключом за головку винта, ввернутого в торец винта поперечного перемещения.
Головка автоматическая универсальная
На станках используется 6-, 8- и 12-позиционная автоматическая универсальная головка с горизонтальной осью поворота с инструментальным диском на 6 радиальных и 3 осевых инструмента (6-позиционная) или на 8 блоков под радиальные или осевые инструменты (8-позиционная) или на 12 под радиальные инструменты и блоки под осевые инструменты, комбинируемые при наладке на деталь (12-позиционная). Описание головки см. в руководстве по эксплуатации на головку. Сверху D головке предусмотрен кран регулирования подачи СОЖ, поворачиваемый при наладке станка.
Описание головки см. в руководстве по эксплуатации на головку. Сверху D головке предусмотрен кран регулирования подачи СОЖ, поворачиваемый при наладке станка.
Задняя бабка
При помощи рукоятки 7, эксцентрикового вала 1, прижимной планки 4 и системы рычагов задняя бабка закрепляется на станине. Если рукоятка 7, отведенная в заднее положение, не обеспечивает достаточный прижим бабки к станине, то нужно посредством регулирования винтами 3 и 6 при отпущенных контргайках 2 и 5, изменяя положение прижимной планки 4, установить необходимое усилие прижима. Перемещение пиноли осуществляется приводом электромеханического перемещения пиноли от головки ЭМГ51.
Станки в исполнении для ГПМ оснащаются приводом перемещения пиноли с контролем положения пиноли, для этого на задней бабке установлены конечные выключатели, которые срабатывают при перемещении пиноли и дают сигналы о положении пиноли в автоматическом цикле работы станка с роботом.
При отсутствии или неправильной установке детали пиноль проходит рабочее положение, кулачок освобождает конечный выключатель, команда на продолжение автоматического цикла не выдается.
Кулачки управления конечными выключателями установлены на поворотном валике, соединенном с винтом перемещения пиноли через передачу червяк — косозубая шестерня и имеют возможность регулировки применительно к конкретной детали.
Кулачок положения «отвод» пиноли обычно не регулируется, кулачок «поджим» пиноли устанавливается так, чтобы конечный выключатель срабатывал на 2 мм до конца поджима детали. Допустимое осевое усилие на центр задней бабки — 10 кН (1000 кгс).
Ограждение — неподвижное, щитового типа со съемными щитками с задней стороны станка и переднее ограждение — подвижное с прозрачным экраном для наблюдения, закрывает зону резания.
С целью контроля положения ограждения установлены конечные выключатели, которые дают сигналы для работы станка в автоматическом цикле с роботом. В крайних положениях ограждения предусмотрено замедление перемещения.
Рекомендации по установке и использованию патронов
Для контроля положения тяги на передней бабке установлены на кронштейне 12 бесконтактные конечные выключатели 13, которые дают сигналы о положении подвижного кольца 11 и тяги привода кулачков патрона в автоматическом цикле работы станка с роботом.
Моторная установка
Двигатель главного привода (асинхронный с частотным регулированием или постоянного тока) монтируется на плите (рис. 29), закрепляемой тремя винтами на основании станка. Для вертикального перемещения плиты при одевании и натяжении ремня используется тяга 3 с гайками 2.
Привод индикатора контакта
На станках в исполнении для встраивания в ГПМ по особому заказу устанавливается индикатор контакта типа БВ-427100 000-07. Индикатор 1 (рис. 30) закрепляется на поворотном кронштейне 2, поворачиваемом в горизонтальное рабочее или вертикальное отведенное положение рейкой-штоком 3 гидроцилиндра 4. Поворот рычага в рабочее положение ограничивается упором 5. Приход рычага в рабочее и отведенное положение контролируется бесконтактными электропереключателями. Сигнал, получаемый от индикатора контакта при касании о рабочую кромку инструмента, поступает в УЧПУ при работе в режиме с автоматической привязкой инструмента. При опускании рычага он откидывает подпружиненную поворотную дверцу 6, предохраняющую индикатор контакта от стружки при работе станка. В зависимости от исполнения электросхемы станка вместо бесконтактных электропереключателей могут быть установлены микропереключатели серии МП-1000.
В зависимости от исполнения электросхемы станка вместо бесконтактных электропереключателей могут быть установлены микропереключатели серии МП-1000.
Суппортная группа
Конструкция суппортной группы отличается применением комбинированных поперечных направляющих — левой наклонной, правой — прямоугольной и покрытием рабочих поверхностей продольных направляющих каретки и поперечных направляющих суппорта антифрикционным составом, например, УП5221 производства НПО «Пластполимер» (г. Донецк Ворошиловградской области). Антифрикционное покрытие обеспечивает постоянство коэффициента трения при малых и высоких скоростях рабочих перемещений, что способствует повышению точности позиционирования и стабильности и точности обработки.
Пульт управления
Пульт управления смонтирован на поворотном кронштейне 5, закрепляемом на основании станка и поворачивается оператором при наладке станка в удобное для него положение, в зависимости от длины обрабатываемого изделия. На пульте смонтированы панели с органами управления станком, а также клавиатура УЧПУ (на откидной панели), вычислительный блок и оперативное запоминающее устройство внешней памяти УЧПУ «Электроника НЦ-31» или блок отображения символьной информации УЧПУ 2Р22 или УЧПУ МС2101. Органы управления на панелях (см. выше), работа с клавиатурой описана в сопроводительной документации на УЧПУ и инструкциях по программированию. При транспортировке станка, перерывах в работе, останове на обеденный перерыв и т. д., следует поднимать откидную панель в верхнее, закрытое положение и запирать ее на замок, предусмотренный в конструкции пульта. После отладки управляющей программы необходимо повернуть пульт и поворотный кронштейн в сторону от станка так, чтобы при отводе продольной каретки станка в крайнее правое положение и поперечного суппорта в крайнее отведенное положение суппорт и корпус автоматической головки не могли задеть о пульт управления.
Органы управления на панелях (см. выше), работа с клавиатурой описана в сопроводительной документации на УЧПУ и инструкциях по программированию. При транспортировке станка, перерывах в работе, останове на обеденный перерыв и т. д., следует поднимать откидную панель в верхнее, закрытое положение и запирать ее на замок, предусмотренный в конструкции пульта. После отладки управляющей программы необходимо повернуть пульт и поворотный кронштейн в сторону от станка так, чтобы при отводе продольной каретки станка в крайнее правое положение и поперечного суппорта в крайнее отведенное положение суппорт и корпус автоматической головки не могли задеть о пульт управления.
Конструкция машины, паспорт
Конструкция модели 16А20Ф3 имеет свои особенности. В комплект станка входят сменные инструментальные головки с поворотной осью и количеством резцедержателей 6, 8, 12. На высокой станине, отлитой из чугуна марки СЧ20 термообработанные направляющие повышенной износостойкости. По ним перемещается суппорт и задняя бабка.
Шпиндель получает крутящий момент от главного привода через коробку скоростей и зубчатое зацепление. На нем устанавливается патрон для крепления заготовки. При работе с прокатом, после отрезки готовой детали заготовка перемещается в рабочую зону автоматически.
Инструментальный диск имеет гнезда для нескольких резцов, в зависимости от модели. В продольном направлении он перемещается вместе с суппортом. Поперечное движение обеспечивается приводом, расположенным под корпусом револьверной головки. Коробка подач располагается в фартуке. Она имеет свой электропривод. Одновременно включается не более 2 перемещений.
Важно!
С целью безопасности все вращающиеся и движущиеся узлы имеют ограждения с концевыми выключателями. Станок не начнет работать, пока все щитки не займут свое место.
Паспорт токарного станка можно бесплатно скачать по ссылке – Паспорт токарного патронно-центрового станка с числовым программным управлением 16А20Ф3.
Технические характеристики станка 16А20Ф3
| Наименование параметра | 16К20Ф3С32 | 16А20Ф3С32 | 16А20Ф3С39 |
| Основные параметры станка | |||
| Обозначение системы ЧПУ | 2Р22 | 2Р22 | НЦ-31-02 |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 400 | 320 | 320 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 220 | 200 | 200 |
| Наибольший диаметр устанавливаемого изделия над станиной, мм | 500 | 500 | 500 |
| Диаметр отверстия в шпинделе, мм | 53 | 55 | 55 |
| Наибольшая длина изделия устанавливаемого в центрах (РМЦ), мм | 1000 | 1000 | 1000 |
| Наибольшая длина обрабатываемого изделия при числе позиций инструментальной головки (6, 8, 12), мм | 870 | 900,750,850 | 900,750,850 |
| Шпиндель | |||
| Мощность двигателя главного движения, кВт | 11 | 11 | 11 |
| Количество рабочих скоростей шпинделя | 22 | ||
| Пределы чисел оборотов шпинделя, об/мин | 12,5…2000 | 20…2500 | 20…2500 |
| Диапазон скоростей шпинделя, устанавливаемый вручную, об/мин | Ряд I — 12.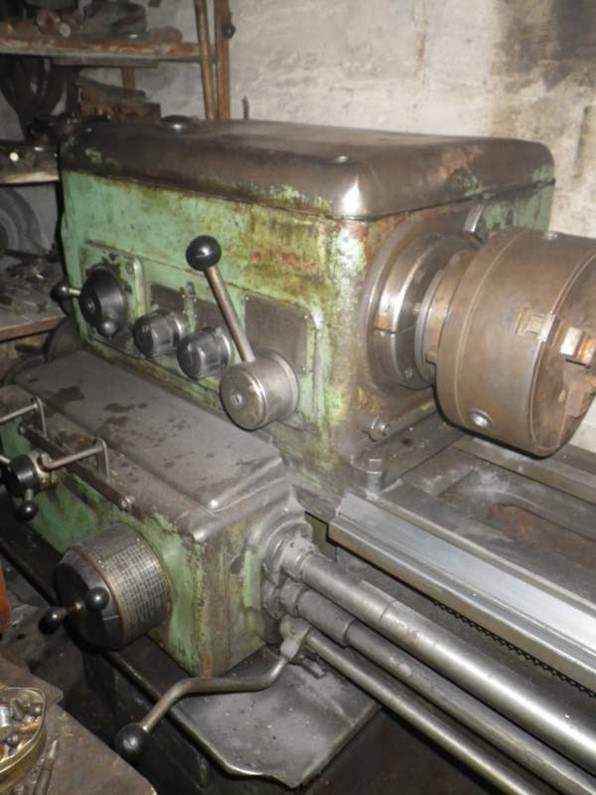 5..200 Ряд II — 50..800 Ряд III — 125..2000 5..200 Ряд II — 50..800 Ряд III — 125..2000 | Ряд I — 20…345 Ряд II — 60…1000 Ряд III — 145…2500 | Ряд I — 20…345 Ряд II — 60…1000 Ряд III — 145…2500 |
| Количество автоматически переключаемых скоростей | 9 | ||
| Диапазон автоматического переключения | 16 | ||
| Центр шпинделя передней бабки по ГОСТ 13214-67 | Морзе №6 | Морзе №6 | Морзе №6 |
| Центр пиноли задней бабки по ГОСТ 13214-67 | Морзе №5 | Морзе №5 | Морзе №5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К | 6К |
| Наибольший крутящий момент на шпинделе не менее, Нм (кгс*м) | 800 (80) | 800 (80) | |
| Подачи | |||
| Наибольшее перемещение суппорта: продольное (Z) / поперечное (X), мм | 900/ 250 | 905/ 210 | 905/ 210 |
| Пределы шагов нарезаемых резьб, мм | 0,1..39,999 | 0,25…40 | 0,25…40 |
| Диапазон скоростей продольных подач, мм/мин (мм/об) | 3. .2000 .2000 | 10..2000 (2,8) | 10..2000 (2,8) |
| Диапазон скоростей поперечных подач, мм/мин (мм/об) | 3..2000 | 5..1000 (1,4) | 5..1000 (1,4) |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 7,0/ 4,0 | 15/ 7,5 | 15/ 7,5 |
| Высота резца, мм | 25 | 25 | 25 |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 6 | 8 (6,12) | 8 (6,12) |
| Параметры системы ЧПУ | |||
| Обозначение системы ЧПУ | 2Р22 | 2Р22 | НЦ-31-02 |
| Число координат | 2 | 2 | 2 |
| Количество одновременно управляемых координат | 2 | 2 | 2 |
| Дискретность задания координат в продольном/ поперечном направлении (дискретность задания по оси Z, X) | 0,001 | 0,001 | 0,001 |
| Пределы программируемых подач продольных/ поперечных, мм/об | 0,01…20/ 0,01. .10 .10 | 0,01…20/ 0,01..10 | 20,01…40/ 0,01..20 |
| Тип датчика обратной связи по положению и резьбонарезанию | РОД-620 | ВЕ178А5 | ВЕ178А |
| Электрооборудование станка | |||
| Электродвигатель главного привода, кВт/ об/мин | 11/ 1460 | 11/ 1500 | 11/ 1500 |
| Электродвигатель продольных подач — номинальный крутящий момент, Нм (кгс*м) | 23 (2,3) | 23 (2,3) | |
| Электродвигатель поперечных подач — номинальный крутящий момент, Нм (кгс*м) | 17 (1,7) | 17 (1,7) | |
| Электродвигатель станции смазки каретки, кВт/ об/мин | 0,18/ 1400 | 0,18/ 1400 | |
| Электродвигатель станции смазки шпиндельной бабки, кВт/ об/мин | 0,27/ 1450 | 0,27/ 1450 | |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,12/ 2800 | 0,12/ 2800 | |
| Электродвигатель инструментальной головки, кВт/ об/мин | 0,37/ 1365 | 0,37/ 1365 | |
| Суммарная мощность электродвигателей, кВт | 20 | 21,4 | 21,4 |
| Суммарная мощность станка, кВт | 22 | 24 | 24 |
| Габариты и масса станка | |||
| Габаритные размеры станка с ЧПУ (длина, ширина, высота), мм | 3700 1700 2145 | 3700 3000 2100 | 3700 3000 2100 |
| Масса станка с ЧПУ, кг | 4050 | 4150 | 4150 |
34″ x 200″ Новый токарный станок Kingston для продажи на Worldwide Machine Tool
• Адаптер шпинделя передней бабки: ASA-450 на MT#6
• Закаленные и отшлифованные направляющие станины
• Т-образный паз на салазках инструмента
• 2-скоростная задняя бабка Перо
• Защитный кожух патрона
• Система охлаждения с насосом и трубопроводом
• Выдвижной поддон для стружки (масла)
Условия: уточняйте при заказе
F. O.B Factory
O.B Factory
Опции
11,9-дюймовый люнет с роликовыми захватами (мин. вместимость 1,25 дюйма)
19,7-дюймовый люнет с роликовыми захватами (мин. вместимость 11,1-дюймовый)
23,5-дюймовый люнет с роликовыми захватами (мин. вместимость 11,9 дюймов)
7,9″ Follow Rest (мин. емкость 0,75″)
Роликовый кронштейн (34″: 15,75-27,5″ / 40″: 20″-33,5″)
Телескопическая коническая насадка (закаленная и отшлифованная)
Буровая установка
Ограничитель каретки микрометра
Остановка лафета башни
Галогенный рабочий свет
Добавить концевой выключатель к земле патрона
Только пост инструмента Aloris DA
Держатели Aloris DA Tool Post Plus 6 (набор №5)
Только сообщения Aloris EA Tool
Держатели Aloris EA Tool Post Plus 6 (набор №6)
Newall DP-700 2-осевое цифровое считывание + установка (сеть)
Охранник стойки инструментов
Модернизация отверстия шпинделя 10,1″ — HPXT
КоличествоНовый токарный станок Kingston размером 34 x 200 дюймов, модель HPX5000 (видео)
Артикул: 18631 Категории: Руководство по токарным станкам Kingston, Токарные станки
- Описание
Описание
Новый токарный станок Kingston 34″ x 200″ для продажи
Новый токарный станок Kingston 34″ x 200″ чрезвычайно популярен на нефтяных месторождениях и в других местах. Модель HPX с диаметром отверстия 0,25 дюйма (или 10,1 дюйма) обеспечивает превосходную мощность и производительность резки больших и длинных заготовок. В основе этих машин лежит прочная и жесткая передняя бабка и 22-дюймовая станина, изготовленная из высококачественного литья для большей стабильности и точности при работе в тяжелых условиях. Мощный двигатель шпинделя мощностью 30 л.с. имеет 16 скоростей вращения шпинделя, а коробка передач обеспечивает 40 видов изменения подачи. Модель Kingston HP больше, мощнее, точнее и надежнее, чем машины с 6-дюймовым отверстием, а более крупная модель HPX находится в своей собственной лиге. Доступны модели с поворотами 34 и 40 дюймов и длиной от 80 до 280 дюймов. Посмотрите видео, чтобы увидеть HPX в действии!
Модель HPX с диаметром отверстия 0,25 дюйма (или 10,1 дюйма) обеспечивает превосходную мощность и производительность резки больших и длинных заготовок. В основе этих машин лежит прочная и жесткая передняя бабка и 22-дюймовая станина, изготовленная из высококачественного литья для большей стабильности и точности при работе в тяжелых условиях. Мощный двигатель шпинделя мощностью 30 л.с. имеет 16 скоростей вращения шпинделя, а коробка передач обеспечивает 40 видов изменения подачи. Модель Kingston HP больше, мощнее, точнее и надежнее, чем машины с 6-дюймовым отверстием, а более крупная модель HPX находится в своей собственной лиге. Доступны модели с поворотами 34 и 40 дюймов и длиной от 80 до 280 дюймов. Посмотрите видео, чтобы увидеть HPX в действии! Новый токарный станок Kingston размером 34″ x 200″, модель HPX5000.
 и ниток на дюйм
и ниток на дюймХарактеристики:
- Главный двигатель 30 л.
 с., 230 В/460 В, 3 фазы, 60 циклов, переключатель и проводка в сборе
с., 230 В/460 В, 3 фазы, 60 циклов, переключатель и проводка в сборе - Отверстие шпинделя: HP 9,25 дюйма (отверстие 10,1 дюйма опционально)
- Нос шпинделя: ASA-A2-15
- Защита скользящего патрона
- Адаптер заднего патрона установлен
- Набор сменных шестерен для специальных проводов
- Закаленные и отшлифованные кровати
- Суппорт с Т-образным пазом
- Регулятор резьбонарезной ручки
- 4-ходовой ускоренный траверс
- Гидравлическая тормозная система
- Самоустанавливающаяся опора для ходового винта, подающего стержня и управляющего стержня
- Система охлаждающей жидкости с насосом и трубопроводом
- Предохранительный стопор задней бабки
- 2-скоростная пиноль задней бабки
- Поддон для чипа выдвижного ящика (охлаждающая жидкость)
- UL электрические компоненты и кабели
- Ящик для инструментов с необходимыми ключами и гаечными ключами
- Вводное руководство и список деталей
Дополнительные аксессуары:
- 11,9-дюймовый люнет с роликовыми захватами (мин.
 вместимость 1,25 дюйма). 3950 долларов США
вместимость 1,25 дюйма). 3950 долларов США - 19,7-дюймовый люнет с роликовыми захватами (мин. вместимость 11,1 дюйма) 4800 долл. США
- 23,5-дюймовый люнет с роликовыми захватами (мин. вместимость 11,9 дюйма) 6 700 долл. США
- 7,9-дюймовый упор (мин. емкость 0,75 дюйма). 2750 долларов
- Роликовый кронштейн (34″: 15,75″-27,5″ / 40″: 20″-33,5″). 7500 долларов США
- Телескопическая конусная насадка (закаленная и отшлифованная). 6 200 долларов США
- Буровая насадка. 2900 долларов
- Ограничитель каретки микрометра. 750 долларов
- Остановка лафета турели. 750 долларов
- Галогенная рабочая фара. 250 долларов
- Добавить концевой выключатель к защите патрона. 150 долларов
- Только резцедержатель Aloris DA. 1350 долларов США
- Держатели для инструментов Aloris DA Plus, 6 держателей (набор №5) 2 595 долл. США
- Aloris EA Tool Post всего за 2050 долларов США
- Aloris EA Tool Post Plus, 6 держателей (набор №6).
 $4050
$4050 - Newall DP-700 2-осевой цифровой считыватель + установка (нетто): HP-3000 9 долларов США,900
- Защитный кожух стойки инструмента 1250 долларов США
- Конвейер для стружки. По запросу
- Полноразмерный брызговик. По запросу
- Патроны. По запросу
- Модернизация отверстия шпинделя 10,1″ — HPXT 6000 долл. США
Kingston HPX Lathe Video
О нас
Worldwide Machine Tool является лидером в предоставлении полных продаж, запасных частей и услуг, финансирования, транспортировки и обучения новых и бывших в употреблении станков для клиентов по всей территории Соединенных Штатов, Канада и Мексика. Наши склады и офис расположены всего в нескольких минутах к северу от Колумбуса, штат Огайо. Обладая более чем 28-летним опытом работы в индустрии промышленных станков, мы обладаем знаниями и опытом, чтобы предоставить нашим клиентам лучшее обслуживание клиентов, поддержку и техническую экспертизу по всем новым и подержанным станкам для удовлетворения их потребностей.
Наши склады и офис расположены всего в нескольких минутах к северу от Колумбуса, штат Огайо. Обладая более чем 28-летним опытом работы в индустрии промышленных станков, мы обладаем знаниями и опытом, чтобы предоставить нашим клиентам лучшее обслуживание клиентов, поддержку и техническую экспертизу по всем новым и подержанным станкам для удовлетворения их потребностей.
Мы покупаем и продаем новые и бывшие в употреблении металлорежущие станки, ножницы, токарные станки, фрезерные станки, сверла, пилы, листогибочные прессы, фрезерные станки, модели револьверных штампов, прессы, сварочные аппараты, машины для удаления заусенцев и снятия фаски, листовые валки, лазеры, гидроабразивные станки и сопутствующие инструменты и аксессуары. Мы гордимся тем, что являемся надежным партнером, на которого наши клиенты полагаются на протяжении многих лет. Наш опытный отдел продаж будет рад помочь вам с покупкой нового станка. Позвоните нам сегодня или Запросите предложение . Позвоните по номеру 614-255-9000 или свяжитесь с нами сегодня, чтобы узнать о различиях станков по всему миру.
Следите за нами в Twitter, Facebook, Youtube и Instagram.
ООО «Уорлдуайд Машин Тул».
Положения и условия: https://www.worldwidemachinetool.com/terms-conditions/
название завода chinese ltd
Бумага США Производители картона и санитарно-гигиенической бумаги Value Partners Group Home
Atlas Mills Box Board Co Inc Белойт, штат Висконсин, США Bio Pappel Ранее McKinley Paper Co Mexico Blue Heron Paper Co Орегон Сити Орегон США Завод закрыт в Value Partners In A Nutshell Основанная в Value Partners Group Hong Kong Stock code 806 сегодня является одной из ведущих и наиболее уважаемых компаний в Азии фирмы по управлению активами с активами около 116 миллиардов долларов США 1 Наши инвестиционные стратегии охватывают
立即联系/Живой чат
Lam Soon Lam Soon Hong Kong GroupКитайские поставщики Производители для «Сделано в Китае»
Имя, которому можно доверять в продуктах питания Продукты по уходу за домом Новости Объявления Пресс-релизы Избранные статьи Объявления Объявления Пресс-релизы Избранные статьи 11 11 Условия использования Справочник по аудиту совета директоров и управлению рисками GlobalSources предлагает полный список проверенных китайских поставщиков, которые производят продукцию «Сделано в Китае». Узнайте, как импортировать из Китая.0009
Узнайте, как импортировать из Китая.0009
立即联系/Чат
Modern Flour Mills Macaroni Factory Co Ltd LinkedInFind Текстильные компании Textile Source International
11/1/32 The Modern Flour Mills Macaroni Factory Co. Компания в настоящее время управляет мельницей для пшеничной муки a Sheng Spinning Weaving And Dyeing Co Ltd Китай Shenzhen Golden Tex Co Ltd Китай Шицзячжуан Jihua Chemical Textile Co Ltd Китай Shinano Kenshi Co Ltd Таиланд Siddiqsons Denim Mills Ltd Пакистан Siddiqsons Denim Mills Ltd Пакистан
立即联系/Live Chat
Modern China Scaffolding Manufacturing LtdСписок бумажных фабрик Wikipedia
Забор из стальной проволоки и ограждение мельниц, используемые в качестве временного ограждения для предотвращения скопления людей, изоляции функциональной зоны и т. д. Вариант отделки поверхности горячее цинкование с порошковым покрытием или покраска Доступны различные размеры панелей и ячеек Изготовление на заказ приветствуется Башундхара Бумажные фабрики Карнапхули Бумажные фабрики Читтагонг Манц Фи Бумажные фабрики Лтд Муншигондж Бельгия Саппи Ланакен Бумажная фабрика Ланакен Стора Энсо Лангербрюгге Бурго Бурго Арденнская фабрика Виртон Бразилия Целулоза Ирани Варгем Бонита Фабрика Fibria
立即联系/Живой чат
Китайские поставщики Производители для «Сделано в Китае» Название компании «Сделано в Китае»
GlobalSources содержит полный список проверенных китайских поставщиков, производящих продукцию «Сделано в Китае». Узнайте, как импортировать из Китая. ваши собственные статьи импорта/экспорта Китая Китайское имя мельницы ООО Китайское имя мельницы электронная почта защищена Получить цену Отправить сообщение Сопутствующие продукты Решения Малая угольная дробилка Малая угольная дробилка Fote профессионально разработана для дробления угля и других orHammers небольшой угольной дробилки
Узнайте, как импортировать из Китая. ваши собственные статьи импорта/экспорта Китая Китайское имя мельницы ООО Китайское имя мельницы электронная почта защищена Получить цену Отправить сообщение Сопутствующие продукты Решения Малая угольная дробилка Малая угольная дробилка Fote профессионально разработана для дробления угля и других orHammers небольшой угольной дробилки
立即联系/Живой чат
Lam Soon Lam Soon Hong Kong GroupКитай Вертикальные токарные станки Производитель вертикальных токарных станков с ЧПУ
Имя, которому можно доверять в продуктах питания Продукты для ухода за домом Новости Объявления Пресс-релизы Избранные статьи Объявления Объявления Пресс-релизы Избранные статьи 11 11 Условия использования Справка Совета по аудиту и управлению рисками Мы производим вертикальные токарные станки Горизонтальные токарные станки для тяжелых условий эксплуатации Расточные станки и портальные обрабатывающие центры Благодаря преимуществу в ассортименте продукции, надежному качеству, технической поддержке и сети послепродажного обслуживания в более чем 30 странах мира, а FULLTONTECH стала широко известной. Китайский бренд
Китайский бренд
立即联系/Живой чат
О TPCO Tianjin PipeСписок 4 одобренных производителей стальных труб
Tianjin Pipe Group Corporation TPCO, расположенная в Тяньцзине, динамично развивающемся промышленном городе на севере Китая, специализируется на производстве бесшовных стальных трубОборудована государством Производственные мощности и технологии TPCO Название и адрес Офис Максимальный диаметр Категория Марка мм Макс. толщина стенки мм Список 4 утвержденных производителей стальных труб DONGTAI HAITONG METAL PRODUCTS CO LTD Сварная аустенитная нержавеющая сталь Шанхайский порт12 1 Тел. 515
立即联系/Живой чат
10 ведущих производителей станков с ЧПУ в США и мире Известный архитектор Роб Миллс перечисляет два потрясающих устройства у моря ориентируются на определенный диапазон цен на свою продукцию: от 1 000 долларов США до 3 000 долларов США до среднего ценового диапазона 20 000 долларов США 60 000 долларов и высококлассного профессионального диапазона более 100 000 долларов США6/11/32 Известный архитектор Роб Миллс продает два дорогих городских и прибрежных дома.
 поскольку он преследует амбициозные цели по расширению своей практики Rob Mills Architecture Interiors на Восточном побережьеМиллс, который
поскольку он преследует амбициозные цели по расширению своей практики Rob Mills Architecture Interiors на Восточном побережьеМиллс, который立即联系/Живой чат
Китайский конгломерат Jingye проявляет интерес к списку компаний Поставщики Дистрибьюторы Импортеры
10.03.32 Мумбаи Китайский производитель стали Jingye выразил заинтересованность в приобретении операций Tata Steel в Великобритании, сообщил ведущий британский телеканал В субботу Sky News стало известно, что Jingye Group сообщила материнской компании Tata и правительству, что заинтересована в изучении возможности поглощения крупнейшего в Великобритании производителя стали Список компаний Список компаний поставщики дистрибьюторы импортеры экспортеры дилеры производители Деловая информация о компании каталог компаний Новые компании Destination Global Corp Ltd Eugene Estate Top Real
立即联系/Чат в реальном времени
Modern Flour Mills Macaroni Factories Co Ltd LinkedInTop 10 текстильных компаний в Китае 1 Chinadaily
11/1/32 The Modern Flour Mills Macaroni Factories Co поскольку компания в настоящее время управляет мельницей для пшеничной муки, № 10 Shandong Jining Ruyi Woolen Textile Co Ltd Выручка в 588 миллионов юаней 96 миллионов долларов Shandong Ruyi Group демонстрирует продукцию на текстильной выставке 30 марта
立即联系/Живой чат
Modern China Scaffolding Manufacturing LtdПоддельные контрабандные товары, мука и финансы Газета
Забор из стальной проволоки и ограждение мельниц, используемые в качестве временного ограждения для предотвращения скопления людей, изоляции функциональной зоны и т. д. Вариант отделки поверхности горячее цинкование с порошковым покрытием или окрашенные Доступны в различных размерах панелей и ячеек Изготовление на заказ приветствуется26/10/ 32 Торговые мукомольные заводы сталелитейные заводы горнодобывающие заводы и заводы по производству топленого масла являются частью его ландшафта наряду с малыми и средними предприятиями, которые производят такие продукты, как мебель и местные бренды красок
д. Вариант отделки поверхности горячее цинкование с порошковым покрытием или окрашенные Доступны в различных размерах панелей и ячеек Изготовление на заказ приветствуется26/10/ 32 Торговые мукомольные заводы сталелитейные заводы горнодобывающие заводы и заводы по производству топленого масла являются частью его ландшафта наряду с малыми и средними предприятиями, которые производят такие продукты, как мебель и местные бренды красок
立即联系/Живой чат
Справочник джинсовых фабрик Denim Jeans Trends Новости и Справочник джинсовых фабрик Новости джинсовых тенденций и
New Sol Rising Textiles Ltd 4 Quicken Textiles Ltd 5 United Dragon 6 Ye Tai Weaving Factory Ltd Джинсовые фабрики в Индии SNo Denim Mill 1 Aarvee Denim 2 Arvind Mills 3 Ashima Denim 4 Bhaskar Denim 5 Blue Blends 6 Century Denim 7 New Sol Rising Textiles Ltd 4 Quicken Textiles Ltd 5 United Dragon 6 Ye Tai Weaving Factory Ltd Джинсовые фабрики в Индии SNo Denim Mill 1 Aarvee Denim 2 Arvind Mills 3 Ashima Denim 4 Bhaskar Denim 5 Blue Blends 6 Century Denim 7
立即联系/Живой чат
Shougang Group WikipediaНайти текстильные компании Textile Source International
Shougang Group Co Ltd, ранее Shougang Corporation — китайская государственная сталелитейная компания, штаб-квартира которой находится в Пекине.