Станок токарный иж 1и611п: 1И611П Станок токарно-винторезный повышенной точности универсальный. Паспорт, схемы, характеристики, описание
alexxlab | 29.06.1987 | 0 | Токарный
Описание, технические характеристики, схемы токарного станка ИЖ 1И611П
Содержание
- 1 Предназначение
- 2 Особенности
- 3 Эксплуатационные характеристики
- 4 Конструкция
- 5 Электрическое оснащение
- 6 Скачать паспорт
Токарный станок 1И611П позволяет обрабатывать детали как в патронах, так и в центрах. Он больше пятидесяти лет эффективно применяется на множестве производств. Данный аппарат стал настолько популярен благодаря тому, что он надежен, универсален, способен осуществлять высокоточное обрабатывание деталей.
Содержание
- Предназначение
- Особенности
- Эксплуатационные характеристики
- Конструкция
- Электрическое оснащение
- Скачать паспорт
Предназначение
Невзирая на тот факт, что 1И611П станок был изготовлен еще в шестидесятых годах прошлого столетия, его эксплуатационные показатели дают возможность применять для выполнения разнообразных операций. На станке возможно производить работы, связанные с обрабатыванием металлических деталей, например:
- точение в кулачках, цангах, центрах;
- фрезерование;
- шлифовка внешних и внутренних участков;
- обработка концевым инструментом, зафиксированным в патроне для сверления.

Параметры станочного устройства данной модели дают возможность осуществлять обработку деталей, имеющих форму цилиндра, конуса, выполнять нарезку разнообразной резьбы: метрической, дюймовой, модульной.
Особенности
Область использования любого станка зависит от его особенностей конструкции. Данный станочный агрегат располагает такими основными особенностями:
- Множество скоростей и подач. Это предоставляет возможность рабочему подбирать оптимальный способ обрабатывания определенной детали.
- Можно осуществлять фрезерование, обрабатывание концевым инструментом, шлифовку (как внутри, так и снаружи детали).
- Коробка подач конструктивно похожа на агрегат, которым оборудуются фрезеровочные аппараты. Кроме того, имеется рукоятка смены скоростей, обеспечивающая удобство работы.
- Передняя бабка располагает углами, которые закруглены. Это типично для аппаратов, которые производились в шестидесятые годы в СССР.
- Направляющие аппарата достаточно прочны, предельно точны и долговечны.
 Обусловлено это тщательным их шлифованием при производстве устройства. Кроме того, станок оснащен независимым смазочным комплексом, питаемым от электрической гидростанции. Он обеспечивает смазывание направляющих.
Обусловлено это тщательным их шлифованием при производстве устройства. Кроме того, станок оснащен независимым смазочным комплексом, питаемым от электрической гидростанции. Он обеспечивает смазывание направляющих. - Вмонтированная коробка скоростей дает возможность нарезать резьбу разного вида. Рабочему не нужно каждый раз менять шестеренки.
- Преселективность коробки скоростей позволяет быстро и мягко переключать режимы.
- Конструктивно аппарат устроен так, что обслуживать его заднюю часть нет нужды. В особенности это удобно для производственных помещений, имеющих небольшую площадь.
- Имеется емкость с электрическим оснащением и контейнером для охлаждающе-смазочной жидкости.
- В станок встроен контейнер для опилок металла. Если необходимо, его можно быстро опустошить.
- Есть предохранитель, который препятствует перегрузкам механизма подач.
- Аппарат оснащен верньером, предоставляющим возможность устанавливать с высокой точностью, насколько поперечно сместился суппортный элемент.

- Скоростями устройства можно управлять мнемонически.
- Головка резца закрепляется без промежутков, это обеспечивает высокую точность обработки.
- Ходовой винт автоматически смазывается при формировании нарезки.
- Узел шпинделя устроен так, что нет нужды демонтировать его при смене приводных ремней.
Рекомендуем изучить видео обзор по рукояткам управления:
Эксплуатационные характеристики
Наличие соответствующих технических характеристик 1И611П позволяет проводить обработку заготовки диаметром до 250 мм над станиной, до 125 мм – над суппортом. Максимальная длина элемента, который возможно обрабатывать, равняется 500 мм. Узел шпинделя способен крутиться с частотой 20-2000 об/мин. Диаметр сквозного шпиндельного отверстия – 25 мм, конус посадки относится к категории Морзе 5.
Узел шпинделя способен крутиться с частотой 20-2000 об/мин. Диаметр сквозного шпиндельного отверстия – 25 мм, конус посадки относится к категории Морзе 5.
Ключевые характеристики:
- класс точности – П;
- максимальный диаметр детали над основанием – 25 см;
- максимальный диаметр детали над суппортом – 12,5 см;
- максимальная длина детали – 50 см.
Шпиндель:
- радиус сквозного отверстия – 1,25 см;
- максимальный радиус прутка – 1,2 см;
- частота прямого кручения – 20-2000 оборотов в минуту;
- величина внутреннего конуса – Морзе 4.
Коробка скоростей:
- максимальная длина хода каретки – 50 см;
- пределы продольных рабочих подач – 0,001-0,18 см/об;
- пределы поперечных рабочих подач – 0,0005-0,09 см/об;
- пределы шагов создаваемых метрических нарезок – 0,02-4,8 см;
- пределы шагов создаваемых дюймовых нарезок – 0,05-2,4 см;
- пределы шагов создаваемых модульных нарезок – 0,02-3 см.

Электрическое оснащение:
- число электромоторов – 3;
- мощность электромотора основного привода – 3000 Вт;
- вид электромотора основного привода – АОЛ2-32-4;
- мощность электромотора гидростанции – 80 Вт;
- вид электромотора гидростанции – АОЛ-012-4;
- мощность электродвижка охлаждающего насосного устройства – 50 Вт;
- вид охлаждающего насосного устройства – ПА-22.
Токарный станок ИЖ 1И611П имеет такие габариты – 177 x 97 x 130 см. Весит устройство 1,12 т.
Подобные параметры геометрии и веса дают возможность применять этот станочный аппарат для оборудования маленьких мастерских, производственных цехов, ремонтных отделений. Главное назначение станка – выполнять получистовую и чистовую обработку деталей на единичном и мелкосерийном производстве.
Кинематическая схемаКонструкция
В 1И611П есть 4 основных конструктивных узла:
1. Передняя бабка. В середине ее располагается шкив, посаженный на гильзу. Этот шкив, который заставляет вращаться узел шпинделя, соединен с редуктором с помощью четырех клиновых ремней. От приемного шкива узел шпинделя принимает двенадцать режимов кручения через муфту с зубцами. Еще двенадцать подач передается посредством перебора. Подключение муфты с зубцами, перебора выполняется посредством особой рукояти, располагающейся с правого бока передней бабки. Для того чтобы перебор и муфта никогда одновременно не заработали, передняя бабка оснащена узлом блокировки. Также она оборудована агрегатом, который увеличивает шаг создаваемой нарезки, и трензелем, передающим кручение на гитару.
Этот шкив, который заставляет вращаться узел шпинделя, соединен с редуктором с помощью четырех клиновых ремней. От приемного шкива узел шпинделя принимает двенадцать режимов кручения через муфту с зубцами. Еще двенадцать подач передается посредством перебора. Подключение муфты с зубцами, перебора выполняется посредством особой рукояти, располагающейся с правого бока передней бабки. Для того чтобы перебор и муфта никогда одновременно не заработали, передняя бабка оснащена узлом блокировки. Также она оборудована агрегатом, который увеличивает шаг создаваемой нарезки, и трензелем, передающим кручение на гитару.
Редуктор. От него зависит частота кручения узла шпинделя. Заключает в себе четыре оси, на которых установлены шестеренки различного размера. Редукторным приводом является основной электродвижок станка, который соединен с редуктором посредством фланцев. Благодаря плоским направляющим редуктор передвигается по тумбе. Он фиксируется на ней посредством болтов. Ременное натяжение возможно изменять. За переключение режимов вращения отвечает преселективный агрегат, который управляется специальным маховиком.
За переключение режимов вращения отвечает преселективный агрегат, который управляется специальным маховиком.
Гитара. Монтируется на левой стороне коробки подач. Для формирования большей части видов нарезки заменять шестеренки гитары не нужно. Если нужно создать нарезку увеличенной точности, монтируют сменные шестеренки, дающие возможность обрабатывать детали, не используя коробку подач. Для того чтобы правильно установить показатели гитары, необходимо изучить паспорт оборудования.
Коробка подач. Данная часть аппарата конструктивно закрыта. Характеристики коробки подач предоставляют все возможности создавать метрическую нарезку с шагом 0,02-4,8 см без применения комплекта сменных шестеренок.
Подробный разбор устройства в видео:
Электрическое оснащение
Изучая схемы 1И611П, стоит упомянуть об электрооборудовании аппарата. От него зависит функционирование станка. Основными компонентами электрической схемы считаются 3 электрических мотора, отвечающих за основное перемещение, смазывание деталей устройства, подачу охладителя.
Основными компонентами электрической схемы считаются 3 электрических мотора, отвечающих за основное перемещение, смазывание деталей устройства, подачу охладителя.
Все моторы асинхронного типа питаются от электросети тремя фазами. Электрическое оснащение подключается к электроснабжению при помощи пакетного выключателя.
Запуск движка, включающего насос для подачи смазки к частям станка, осуществляется посредством магнитного пускателя. Лишь после запуска мотора и насосного устройства можно запускать движок основного перемещения. Для этого применяется рукоять валика, который связан с конечным выключателем. Рукоять возможно установить в положение «Вперед» либо «Назад».
Электромотор насосного привода охлаждающей системы возможно запустить, если работает смазочный комплекс. Движок запускается посредством выключателя с маркировкой «ВН». В электрической схеме 1И611П предусмотрено 2 выключателя. «ВО» позволяет локально освещать область обрабатывания, «КТ» – притормаживать основной электродвижок при переключении редукторных шестеренок.
1И611П представляет собой распространенный на вторичном рынке аппарат. Это недорогой станок, посредством которого возможно производить множество токарных работ. Прекрасные характеристики эксплуатации, отличная надежность, точность обрабатывания – ключевые достоинства данного оборудования.
Скачать паспорт
Паспорт токарно-винторезного станка 1И611П
Токарные станки ИЖ 1и611п в России
- Главная
- Продажа
- Токарно-винторезные станки
- Токарный станок ИЖ 1и611п
Вы можете очень быстро сравнить цены токарного станка ИЖ 1и611п и подобрать оптимальные варианты из более чем 76743 предложений
Реклама
Токарный станок с ЧПУ по металлу CKE 6150Z/1500
ЧПУ Fanuc, Dст=500мм, РМЦ=1500мм, 6 поз. рев. гол.
Подробное описание и цена >>>
Реклама
Токарный станок с ЧПУ CAK16
Диаметр обработки над станиной 160 мм, РМЦ 260
Подробное описание и цена >>>
Реклама
Токарный станок с ЧПУ CAK32
Диаметр обработки над станиной 320 мм, РМЦ 650 (580)
Подробное описание и цена >>>
рев. гол.
Подробное описание и цена >>>
Реклама
Токарный станок с ЧПУ CAK16
Диаметр обработки над станиной 160 мм, РМЦ 260
Подробное описание и цена >>>
Реклама
Токарный станок с ЧПУ CAK32
Диаметр обработки над станиной 320 мм, РМЦ 650 (580)
Подробное описание и цена >>>
1И611П токарный станок ИЖ 1И611П
Состояние: Б/У Производитель: Россия
Продается токарный станок ИЖ 1И611П б/уСостояние: рабочее, имеется возможность показать станок в работе.Вышлем фото по запросу. Местонахождение: Ростовская область. Собственник.
28.09.2022 Таганрог (Россия)
токарный станок ИЖ 1и611п
Состояние: Б/У Год выпуска: 1980 Производитель: токарный станок ИЖ 1и611п (Россия)
токарный станок ИЖ 1и611п иж250токарный станок ИЖ 1и611птокарный станок ИЖ 1и611п
29. 09.2022
Санкт-Петербург (Россия)
09.2022
Санкт-Петербург (Россия)
Состояние: Б/У Год выпуска: 1977
токарный станок ИЖ 1и611п
29.09.2022 Санкт-Петербург (Россия)
токарный станок иж 1и611п
Состояние: Б/У Год выпуска: 1990 Производитель: токарный станок иж 1и611п б/у
токарный станок иж 1и611п б/у
07.07.2022 Санкт-Петербург (Россия)
Запасные Части к токарным станкам ИЖ 1И611П, 95ТС, 240ТС, 250ИТП, 250ИТВМ
Состояние: Новый Производитель: Концерн Ижмаш, Ижмашстанко (Россия)
В наличии
Продам запасные части к токарным станкам мод 1И611П, 1ИС611В, 95ТС, 240ТС, 250ИТП, 250ИТВМ
17. 12.2019
Ижевск (Россия)
12.2019
Ижевск (Россия)
токарный станок ИЖ 1И611П
Состояние: Б/У
Токарный станок в рабочем состоянии
14.08.2020 Москва (Россия)
универсально токарно-винторезные, токарные с ЧПУ станки: ИЖ-1И611П, 250ИТВМ.01, ГС526У, 16ВТ20П-21
Состояние: Новый Год выпуска: 2015
В наличии
ООО ТД «Белорусские станки» продает НОВЫЕ универсально токарно-винторезные, токарные с ЧПУ станки: ИЖ-1И611П, 250ИТВМ.01, ГС526У, 16ВТ20П-21, 16ВТ20П-22, ГС1750Ф3С1, 16ГС25Ф3, ВСТ-625CNC2,…
28.07.2015 Смоленск (Россия)
Токарный станок иж 250итвм.01
Состояние: Б/У
Продам токарный станок иж 250итвм. 01
в хорошем состоянии.
8-905-170-82-04
01
в хорошем состоянии.
8-905-170-82-04
01.04.2015 Старый Оскол (Россия)
токарный (токарно-винторезный, винторезный) станок ИЖ 1И611П
Состояние: Б/У Год выпуска: 1979
Продаю (продам, продается, продажа) б/у токарный (токарно-винторезный, винторезный)станок ИЖ 1И611П (аналог ИЖ250, 95ТС).Технические характеристики:Наибольший диаметр заготовки над станиной, мм:…
27.09.2022 Таганрог (Россия)
Токарный станок иж 250 250ИТВМ.01 ижевский(г.Ижевск иж250)
Состояние: Б/У Год выпуска: 1988
Токарный станок иж 250 250ИТВМ.01 ижевский(г.Ижевск иж250)токарный станок ИЖ-250 б/у 1и611п
29.09. 2022
Санкт-Петербург (Россия)
2022
Санкт-Петербург (Россия)
Токарный станок ИЖ-250
Состояние: Б/У Год выпуска: 1963 Производитель: Россия
1963 г. выпуска, работал в ремгруппе, станина чугунная торгТокарный станок ИЖ 250 предназначен для выполнения разнообразных токарных работ в центрах, цанговых или кулачковых патронах, а также для…
14.07.2019 Рязань (Россия)
200 000
токарно-винторезный (токарный) станок ИЖ 95ТС-1
Состояние: Б/У Год выпуска: 1985
Продается (продаю, продам, продажа) б/у токарно-винторезный (токарный)станок ИЖ 95ТС-1 (ИС1-1)Технические характеристики:Диаметр детали над суппортом, мм: 125; Диаметр обрабатываемой детали над…
27.09.2022 Таганрог (Россия)
токарно-винторезный (токарный) станок ИЖ 95ТС-1
Состояние: Б/У Год выпуска: 1974
Продается (продаю, продам, продажа) б/у токарно-винторезный (токарный)станок ИЖ 95ТС-1 (ИС1-1)В наличии 2 единицы. Требуют ремонта.Технические характеристики:Диаметр детали над суппортом, мм: 125;…
Требуют ремонта.Технические характеристики:Диаметр детали над суппортом, мм: 125;…
27.09.2022 Таганрог (Россия)
Сверлильный и токарный станок иж
Состояние: Б/У Год выпуска: 1996 Производитель: Россия
Продам сверлильный и токарный станок иж бу недорого. В хорошем рабочем состоянии. По всем вопросам по телефону
03.02.2021 Вологда (Россия)
токарный станок ИЖ 250ИТВ
Состояние: Б/У Год выпуска: 1993 Производитель: токарный станок ИЖ250 б/у
токарный станок ИЖ 250ИТВ
07.07.2022 Санкт-Петербург (Россия)
токарный станок ИЖ
Состояние: Б/У Год выпуска: 1990 Производитель: токарный станок 1И611В отличная станина
токарный станок ИЖ
07. 07.2022
Санкт-Петербург (Россия)
07.2022
Санкт-Петербург (Россия)
токарный станок ИЖ ИС1 95ТС
Состояние: Б/У Год выпуска: 1988 Производитель: Россия
Продается б/у токарный станок ИС1-1 95ТС-1 Производство: г. Ижевск Требует небольшого ремонта Местонахождение: ЦФО Предложение с ценой и фото можем выслать по электронной почте или WhatsApp /…
28.09.2022 Таганрог (Россия)
Токарный станок ИЖ 1ИС611B
Состояние: Новый
В наличии
Токарный станок идеальное состояние полном комплектации
14.09.2022 Москва (Россия)
110 000
станок токарно-винторезный иж 1и611п
Состояние: Б/У Год выпуска: 1977
В рабочем состоянии , торг.
13.09.2017 Миасс (Россия)
230 000
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по токарному станку ИЖ 1и611п почти как на Авито и TIU
Видео токарного станка ИЖ 1и611п
Станки 1и611п в России – Биржа оборудования ProСтанки
- Главная
- Продажа
- Токарно-винторезные станки
- Станок 1и611п
Вы можете очень быстро сравнить цены станка 1и611п и подобрать оптимальные варианты из более чем 75462 предложений
Реклама
Электромагнитный листогибочный станок EB 1000х1,6
Рабочая длина 1000 мм. Рабочая толщина 1,6 мм. Угол гибки 135°. Масса нетто 142 кг.
Подробное описание и цена >>>
Реклама
Ручной вальцовочный станок BP1250
Диаметр верхнего вала 70 мм.
Токарный станок 1и611п 1970 г. в
Состояние: Новый
В наличии
Токарный станок 1и611п 1970 г. в,в хорошем срстоянии цена 75000 руб,все вопросы по тел.89688586007
18.02.2014 Щелково (Россия)
75 000
Токарно-винторезный станок 1И611П
Состояние: Б/У
Токарно-винторезный станок 1И611П состояние хорошее.
22.04.2015 Арзамас (Россия)
100 000
токарный станок 1И611П
Состояние: Б/У
Продам токарный станок 1И611П. Состояние – рабочее. Можно проверить. Локация – г. Таганрог.
27.09.2022 Таганрог (Россия)
токарный станок 1И611П, ИЖ250, 95-ТС, можно под восстановление
Состояние: Б/У
Куплю б/у токарный станок 1И611П, ИЖ250, 95-ТС, можно под восстановление Рассмотрим любые варианты. Самовывоз.
28.09.2022 Таганрог (Россия)
Станок 1И611П
Состояние: Новый Производитель: Россия
В наличии
Продам станок 1И611П в хорошем состоянии
20. 03.2017
Екатеринбург (Россия)
03.2017
Екатеринбург (Россия)
токарный станок 1И611П
Состояние: Б/У Год выпуска: 1980
токарный станок 1И611П
23.01.2018 Санкт-Петербург (Россия)
Токарный станок 1и611п (иж250)
Состояние: Б/У Год выпуска: 1977
Токарно-винторезный станок 1и611п (иж250)
29.09.2022 Санкт-Петербург (Россия)
Токарно-винторезный станок 1и611п (иж250) ижевский
Состояние: Б/У Год выпуска: 1978 Производитель: Ижевский (Россия)
Токарный станок 1и611п (иж250)
29.09.2022 Санкт-Петербург (Россия)
токарно-винторезный станок 1И611П
Состояние: Новый
В наличии
Продаю токарно-винторезный станок 1И611ПРМЦ 500На станке полностью новая электрика. В рабочем состоянии. Подключен.Местонахождение: Таганрог.В комплекте к станку идет патрон.Имеется паспорт на…
В рабочем состоянии. Подключен.Местонахождение: Таганрог.В комплекте к станку идет патрон.Имеется паспорт на…
26.09.2022 Таганрог (Россия)
Токарый станок 1и611п (иж250) ижевский
Состояние: Б/У Год выпуска: 1977 Производитель: ИЖ (Россия)
Токарый станок 1и611п (иж 250) ижевский
29.09.2022 Санкт-Петербург (Россия)
токарный токарно-винторезный (токарный) станок 1И611П (аналог ИЖ250)
Состояние: Б/У Год выпуска: 1988 Производитель: Россия
Продаю б/у токарный токарно-винторезный (токарный)станок 1И611П (аналог ИЖ250).Технические характеристики:Наибольший диаметр заготовки над станиной, мм: 250;Наибольший диаметр заготовки над. ..
..
26.09.2022 Таганрог (Россия)
цанги для станков 1И611П, 95ТС, ИЖ 250
Состояние: Б/У Год выпуска: 1988
цанги для станков 1И611П, 95ТС, ИЖ 250
30.09.2022 Нижний Новгород (Россия)
токарно-винторезный станок 1И611П после капитального ремонта
Состояние: Б/У Год выпуска: 1992 Производитель: токарно-винторезный станок 1И611П после капитального ремонта
токарно-винторезный станок 1И611П после капитального ремонта
07.07.2022 Санкт-Петербург (Россия)
токарный (токарно-винторезный, винторезный) станок 1И611П
Состояние: Б/У Год выпуска: 1981
Продается (продаю, продам, продажа) токарный (токарно-винторезный, винторезный)станок 1И611П (аналог ИЖ250, 1И611).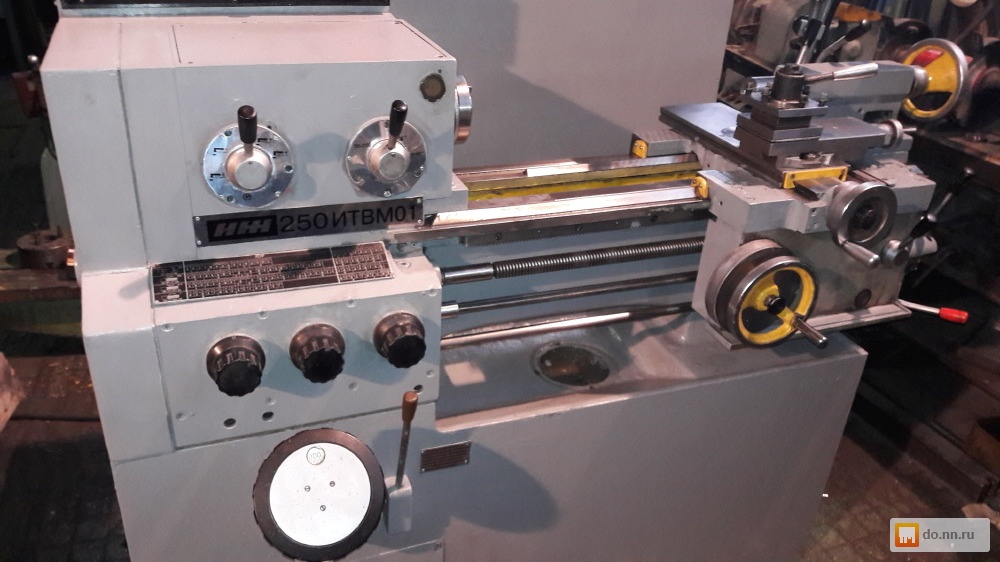 Технические характеристики:Наибольший диаметр обрабатываемого изделия, мм: – над…
Технические характеристики:Наибольший диаметр обрабатываемого изделия, мм: – над…
27.09.2022 Таганрог (Россия)
токарный станок 1И611П
Состояние: Б/У Год выпуска: 1982
Продается (продаю, продам, продажа) токарный (токарно-винторезный, винторезный)станок 1И611П (аналог ИЖ250, 1И611).Технические характеристики:Наибольший диаметр обрабатываемого изделия, мм: – над…
27.09.2022 Таганрог (Россия)
Токарно-винторезный станок 1И611П
Состояние: Б/У Год выпуска: 1970
Универсальный токарно-винторезный станок 1И611П повышенной точности инструментальной группы предназначен для выполнения самых разнообразных работ в центрах, цанговых или кулачковых патронах по…
30. 10.2020
Рославль (Россия)
10.2020
Рославль (Россия)
150 000
Токарный станок 1И611П с частотным приводом
Состояние: Новый Производитель: УПК-Групп (Россия)
В наличии
Продам станки 1И611П, 1ИС611В, 95ТС после капитального ремонта.ИЖ 250ИТВМ.01, с редуктором или с частотным приводом, а также станки 250ИТВМ.Ф1 с УЦИ (Устройство Цифровой Индикации)Все станки…
10.12.2020 Москва (Россия)
550 000
токарный станок 1И611П
Состояние: Б/У Год выпуска: 1990 Производитель: токарный станок 1И611П
токарный станок 1И611П
07.07.2022 Санкт-Петербург (Россия)
Токарный станок 1И611П ИЖ
Состояние: Б/У Год выпуска: 1986
Токарный станок 1И611П ИЖ
07. 07.2022
Санкт-Петербург (Россия)
07.2022
Санкт-Петербург (Россия)
токарный станок 1и611п
Состояние: Б/У Год выпуска: 1991 Производитель: токарный станок 1и611п
токарный станок 1и611п
07.07.2022 Санкт-Петербург (Россия)
Популярные категории
Да кстати, на портале ProСтанки выбор предложений по станку 1и611п почти как на Авито и TIU
Видео станка 1и611п
Токарно-винторезный станок 1И611П
Токарный станок ИЖ 1И611П – устройство, выпускаемое еще в 60-х годах прошлого столетия, за более чем полувековую историю показал высокую эффективность. Аппарат предназначен для выполнения токарно-винторезных работ в центре или патронах. На нем легко проводить обработку как черных, так и цветных металлов.
Технические характеристики этого станка дают ему долгое время оставаться популярным, так как он имеет возможность точной обработки деталей.
Дополнительно он зарекомендовал себя надежностью и универсальностью.
Содержание
- Конструктивные особенности
- Назначение
- Технические характеристики
- Особенности дополнительных деталей
- Электрическая схема
- Система управления
Конструктивные особенности
Токарно-винторезный станок 1И611П обладает следующими характеристиками особенностями конструкции:
- Возможность запрограммировать автоматический режим.
- Отсутствие зазора между креплением резцовой головки, придающее жесткость устройству.
- Механизм защиты, предохраняющий от перегрузки в процессе использования.
- Точность расположения суппорта во время движения, благодаря присутствию верньеры.
- При формировании резьбы имеется возможность смазки деталей специальной жидкостью, поступающей из емкости, находящейся в задней части прибора.
- Присутствие множества скоростей и режимов, которые подходят разным видам работ.
- Конструкция станка предусматривает контейнер для охлаждения и электрики.

- Имеется специальная емкость для сбора стружки.
- Станина изготовлена из особого сплава, а ее движущие части закалены.
- Встроенная коробка переключения скоростей.
Коробка скоростей токарного станка 1и611п
Обработка деталей проводится только с тыльной стороны, что дает возможность его эксплуатации в небольших помещениях без изменения качества работы станка.
Токарный станок иж 1и611п более пятидесяти лет используется в производстве металлических деталей, но, несмотря на это, сегодня он считается эффективным механизмом, качественно производящим обработку различных деталей.
Назначение
Качественное производство и многие другие достоинства токарного аппарата ИЖ 1И611П, позволяют использовать его сегодня для выполнения различных операций:
- токарные работы в цангах, кулачках и центрах;
- наружные и внутренние шлифовальные работы;
- фрезерная обработка изделий;
- обработка с помощью сверлильного патрона с концевым механизмом.
Сверлильный патрон с концевым механизмом
Конструктивные особенности винторезного станка ИЖ 1И611П дают возможность производить на нем работы с металлическими деталями, имеющими разнообразную форму: цилиндр, конус.
А также производить модульную, метрическую и дюймовую резьбу.
Технические характеристики
Чтобы детально рассмотреть и оценить возможности оборудования, оценить его недостатки и достоинства, необходимо детально изучить отдельные его составляющие, описанные в руководстве по эксплуатации токарного станка.
Редуктор – он контролирует скорость кручения шпинделя. Он включает четырехосную коробку передач, с установленными шестеренками, разных размеров.
Его привод – это основная движущая часть станка, приходящая в работу с помощью электричества, он соединен с редуктором при помощи фланцев.Эта часть конструкции движется по тумбе, прикрепляясь к ней болтами.
Токарный редуктор оснащен переселективным агрегатом, управляемым маховиком и отвечающим за переключение скоростей. Оператор способен установить необходимое число оборотов, включив определенный режим работы станка 1И611П.
Оператор способен установить необходимое число оборотов, включив определенный режим работы станка 1И611П.
Размер обрабатываемой детали не должен превышать 25 см, над суппортом этот параметр снижается до 12,5 см, а ее длина должна быть равна или меньше 0,5 м.
Шпиндель имеет следующие особенности:
- Отверстие диаметром 2,5 см.
- Ход вращения изменяется с 20 до 2 тыс. оборотов в минуту.
- Крепление конусовидного инструмента имеет размер морзе.
Коробка подачи – закрытая часть станка, позволяет производить нарезку длиной от 0,02 до 4,8 см, не приводя в действие дополнительные шестеренки. А также имеет максимальный ход каретки – 50 см. И скорость продольно – 0,01–1,8 оборота, поперечно – 0,005–0,9 оборота в минуту.
Особенности дополнительных деталей
Передняя бабка 1И611П смонтирована следующим образом:
- Шкиф, установленный по центру.

- Шпиндельный узел, имеющий 20 типов оборотов.
- Рукоятка для переключения муфты и шестерни.
- Трензель с приспособлениями для повышения размера шага.
- Задняя бабка обеспечивает зажатие длинной детали, способствуя высокоточной ее обработке.
- Задняя бабка может сдвигаться на 1 см в обе стороны от центра, манипуляция позволяет использовать более широкий радиус обработки деталей.
- Конусная линейка обеспечивает возможность обработки конусных деталей.
- Гитара – располагается с левой стороны коробки передач, для изготовления резьбы, требует установки шестеренок.
- Фартук – обеспечивает перемещение суппорта. Состоит из ходового валика и винта, обеспеченными блокирующим механизмом.
Инструкцию для этого процесса можно найти в паспорте устройства.
Недостатком токарного винторезного устройства следует считать отсутствие возможности создания питчевой резьбы на нем. Но учитывая то, что применяется она очень редко, стоит упустить этот момент.
Перед началом работы на токарном станке требуется тщательно изучить инструкцию и соблюдать все правила эксплуатации механизма.
Электрическая схема
Особенностью электрической схемы станка ИЖ 1И611П является использование трех видов электродвигателей. Главный работает при помощи силовой установки, имеющей мощность 3 кВт.
Электродвигатель 3 кВт
Другие обеспечивают работу электростанции и системы охлаждения. Подключить его необходимо в сеть с напряжением – 380В, требуется установка дополнительных источников освещения.
Все три двигателя работают самостоятельно, не синхронно, являются трехфазными. Смазывающий двигатель запускается магнитным устройством.
Только после его включения стоит начинать использование двигателя станка. Он управляется при помощи рукояти, снабженной двумя положениями: вперед или назад.
Когда двигатель включен, начинается автоматическая работа счетчика времени, отвечающего за динамическое торможение цепи, используя второй пускатель. Он отмечен буквой «T», запускается только тогда, когда рукоять находится в нейтральном положении.
Он отмечен буквой «T», запускается только тогда, когда рукоять находится в нейтральном положении.
Охлаждающий насос включается, когда работает смазывающий двигатель.
Охлаждающий насос токарного станка
Маркировка на нем – «BH». Освещение включается с помощью переключателя «BO». Приостановить ход двигателя можно посредством тумблера «KT».
Система управления
Для правильной работы на токарном станке 1И611П требуется изучить его характеристики, особенности и управление при помощи технического паспорта устройства. Следует знать такие детали:
- Смазка деталей, в том числе ходового винта производится автоматически.
- Прежде чем начать обработку детали, необходимо выставить режим и скорость вращения шпинделя.
- Ремни привода меняются без разборки шпиндельного модуля.
- Траектория движения суппорта обусловлена направлением рукоятки управления по мнемоническому принципу действия.
- Верньер придает большую точность суппорту, требующему установки специального механизма для фрезерной работы.

Важно и удобно в конструкции отсутствие модулей и рычагов для управления станком на тыльной стороне. Это способствует более удобному расположению оборудования на площадках небольшого размера, а также повышает его эксплуатационные характеристики.
Благодаря своим особенностям с течением времени 1И611П не потерял популярность и до сих пор используется на производстве.
Видео по теме: «Токарно-винторезный станок 1и611п»
Токарно-винторезный станок 1И611П: характеристики, устройство, паспорт
Полное название станка звучит следующим образом «Универсальный высокоточный токарно-винторезный станок 1И611П». Станок относится к патриархам машиностроения. Токарный станок ИЖ 1И611П разработал и выпустил Ижевский станкостроительный завод «ИжмашСтанко» еще в 1960 году. Эта модель станка относится к одной из самых популярных еще со времен СССР. Но, невзирая на то, что прошло уже больше полвека станок 1И611П и в настоящее время применяется на многих предприятиях и выполняет работы по металлу различной сложности.
Станок относится к патриархам машиностроения. Токарный станок ИЖ 1И611П разработал и выпустил Ижевский станкостроительный завод «ИжмашСтанко» еще в 1960 году. Эта модель станка относится к одной из самых популярных еще со времен СССР. Но, невзирая на то, что прошло уже больше полвека станок 1И611П и в настоящее время применяется на многих предприятиях и выполняет работы по металлу различной сложности.
Токарный станок ИЖ 1И611
Содержание
Предназначение станка
Токарный станок по металлу 1И611П разработан для выполнения работ по обработке металлов. Его назначение предусматривает работу с любыми видами металлов. Особенно его часто используют на предприятиях мелкого производства. Он может обрабатывать металлические детали с высокой точностью. Компактная конструкция станка позволяет устанавливать его в помещениях расположенных в высотных зданиях. Станок имеет вес всего 1120 кг, поэтому он нашел применение в оснащении как автомобильных, так и железнодорожных передвижных мастерских.
Скачать паспорт (инструкцию по эксплуатации) станка ИЖ 1И6111П
Токарный станок ИЖ 1И611П и его технические характеристики обеспечивают выполнение следующих работ:
- все виды токарных и фрезерных работ;
- шлифование изделий из различных материалов;
- работы с использованием концевого инструмента, который закрепляется в сверлильном патроне.
Устройство станка позволяет работать с заготовками, имеющими цилиндрическую или коническую форму. Его возможности позволяют нарезать метрические, дюймовые и модульные резьбы.
- Внешний вид станка 1И611
- Таблички станка
Устройство станка – основные узлы и механизмы
Паспорт и схема станка предусматривает следующие важные узлы и механизмы.
Станина
Станина является основным базовым узлом и служит основанием для установки на ней отдельных узлов и механизмов. Для станков 1И611П паспорт и технология регламентирует изготовление станины из хромоникелевого чугуна. На станине установлены направляющие, две из которых имеют призматические, а две плоские формы. Они закаляются высокочастотными токами и тщательно отшлифовываются. Сама станина монтируется на монолитной трубе. В передней части расположена полка, которая служит защитой ходового винта от попадания на него эмульсии и стружки. Во внутренней части станины расположен электродвигатель и редуктор главного хода, а также механизмы систем охлаждения и смазки. В тумбе станины размещена емкость для сбора смазочно-охлаждающей жидкости. В правой части станины смонтирована панель, на которой расположены аппараты электрического управления.
На станине установлены направляющие, две из которых имеют призматические, а две плоские формы. Они закаляются высокочастотными токами и тщательно отшлифовываются. Сама станина монтируется на монолитной трубе. В передней части расположена полка, которая служит защитой ходового винта от попадания на него эмульсии и стружки. Во внутренней части станины расположен электродвигатель и редуктор главного хода, а также механизмы систем охлаждения и смазки. В тумбе станины размещена емкость для сбора смазочно-охлаждающей жидкости. В правой части станины смонтирована панель, на которой расположены аппараты электрического управления.
Передняя бабка.
Она предназначена для закрепления и поддержания заготовок при их обработках. Кинематическая схема станка состоит из перебора, клиновых ремней и зубчатой муфты. Внутри передней бабки располагается коробка скоростей, управление которой осуществляется рукоятками, смонтированными на ее внешней стороне. Этими рукоятками осуществляется регулировка числа оборотов шпиндельного узла.
На корпусе бабки прикреплена табличка, на которой нанесена схема положений рукоятки выбора скорости. Шпиндель 1И611П вращается в корпусе бабки. Для вращения шпинделя применяются подшипники шпинделя 1И611П. Подшипники шпинделя 1И611П могут применяться как качения, так и скольжения. На конце шпинделя закреплен патрон. С целью предотвращения преждевременного износа, подшипники шпинделя 1И611П периодически должны осматриваться и очищаться от старой смазки. Их промывают, просушивают и заполняют свежей смазкой. Промывают подшипники бензином.
Передаточный момент на шпиндель передается клиноременной передачей состоящей из четырех ремней. Шпиндель может вращаться с 12 окружными скоростями. Вращение передается от приемного шкива и зубчатой муфты.
Кинематическая схема станка 1И611
Задняя бабка
На станке ИЖ 1И611П задняя бабка предназначена для фиксации длинных деталей, если их необходимо располагать в обрабатывающем центре. В станке 1И611П задняя бабка служит также для того, чтобы на ней крепить различные инструменты и приспособления, такие как метчики, развертки, плашки, сверла и другие зенкерные инструменты. Если на станке 1И611П схема предусматривает всегда одинаковую по конструкции переднюю бабку, то задняя бабка, обычно имеет несколько модификаций. Конструкции их могут предусматривать обычные или встроенные вращающие центры. Например, вращающими центрами может комплектоваться токарный станок ИЖ 1И611П, технические характеристики которого позволяют скоростную обработку деталей. Для таких станков применяется несколько другая кинематическая схема.
Если на станке 1И611П схема предусматривает всегда одинаковую по конструкции переднюю бабку, то задняя бабка, обычно имеет несколько модификаций. Конструкции их могут предусматривать обычные или встроенные вращающие центры. Например, вращающими центрами может комплектоваться токарный станок ИЖ 1И611П, технические характеристики которого позволяют скоростную обработку деталей. Для таких станков применяется несколько другая кинематическая схема.
Задняя бабка станка 1И611
Шпиндель
Шпиндель представляет собой полый вал, отверстие которого имеет коническую форму. Шпиндельный узел считается главным узлом станка, так как все основные механизмы необходимы для того, чтобы работал шпиндель. Он предназначен для закрепления в нем различных инструментов. Паспорт станка и инструкция по эксплуатации дает полный перечень применяемого инструмента и приспособлений, которые могут закрепиться в шпинделе данной модели станка. Шпиндель имеет резьбу, посредством которой на нем закрепляется планшайба.
Обработка металлов на станке возможна только при условии надежной работы шпинделя. Очень важно, чтобы подшипники шпинделя 1И611П не имели люфта и слабины. В обратном случае это может привести к тому, что резцедержатель 1И611П и инструмент, закрепленный в нем, будет дрожать, а это приведет к нарушению точности обработки.
Суппорт и фартук
Суппорт – это устройство, служащее для закрепления и перемещения различного инструмента и приспособлений, применяемых при обработке деталей. Конструкция суппорта позволяет перемещать инструмент в любом направлении. Продольное перемещение обеспечивает каретка, а поперечное — салазки. Все эти детали установлены на суппорте. На суппорте также расположен резцедержатель 1И611П, который перемещается вместе с ним. Режущий инструмент помещается в резцедержку и закрепляется сверху болтами. Резцедержатель 1И611П имеет форму цилиндра. Для установки инструмента в резцедержатель 1И611П предусмотрена боковая прорезь.
Для установки инструмента в резцедержатель 1И611П предусмотрена боковая прорезь.
Нижнюю часть суппорта токарного станка ИЖ 1И611П занимает устройство фартука. Фартук связан с ходовым винтом и валом и обеспечивает поступательное движение суппорта. С помощью винта происходит продольное перемещение каретки суппорта. Ходовой вал придает суппорту поступательное движение при других видах обработки деталей.
На наружной стороне фартука размещена панель управления подачами. С помощью фартука осуществляются продольная и поперечная подача суппорта.
Движение суппорта может осуществляться в ручном режиме или автоматическом, коробкой передач. В фартуке размещены муфты, обеспечивающие подачу суппорта, как в прямом, так и в реверсном направлении. Для предотвращения одновременного включения винта и ходового вала, предусматривается блокировочное устройство. В фартуке смонтирован и механизм, защищающий коробку передач от перегрузок.
Коробка подач
Коробка подач является промежуточным узлом между гитарой станка и его ходовым винтом и валом. Именно ею передается крутящий момент на винт и вал. Гитара размещена в левой торцевой части коробки подач. Эти все механизмы предназначены для изменения шага при нарезании резьбы. Настройки механизма содержит руководство по эксплуатации станка (паспорт). Изменение шага подач осуществляется вручную, механическим переключателем. Рабочие положения переключателя приведены в таблице, которая размещена на наружной части станка.
Именно ею передается крутящий момент на винт и вал. Гитара размещена в левой торцевой части коробки подач. Эти все механизмы предназначены для изменения шага при нарезании резьбы. Настройки механизма содержит руководство по эксплуатации станка (паспорт). Изменение шага подач осуществляется вручную, механическим переключателем. Рабочие положения переключателя приведены в таблице, которая размещена на наружной части станка.
Коробка подач станка
Коробка скоростей
С помощью коробки скоростей происходит регулировка вращения шпинделя. Она является связующим узлом для передачи вращения от двигателя главного хода к шпинделю. Коробка расположена во внутренней части передней бабки. Передача движения может происходить с разными вращающими моментами. Паспорт станка предусматривает трехступенчатое изменение скорости шпинделя. Для управления вращательным движением шпинделя на станке предусмотрена фрикционная муфта. Для такого управления предусмотрены две рукоятки, одна рабочая, другая ее дублирует. С помощью этих рукояток шпиндель можно запустить, остановить или сменить направление его вращения.
С помощью этих рукояток шпиндель можно запустить, остановить или сменить направление его вращения.
Электрическая схема станка
Электрическая схема станка приведена в руководстве по эксплуатации (паспорт). Жизнедеятельность станка обеспечивается тремя асинхронными электрическими двигателями: один двигатель приводит в движение главные механизмы, связанные с прямым назначением станка, а два других двигателя обеспечивают работу системы смазки и охлаждения.
Электрическая схема станка 1И611
Для работы основного привода применяется одно напряжение сети, которое согласовывается с заказчиком в процессе заказа станка. Что же касается вспомогательных электрических узлов, то их питание осуществляется следующими классами напряжений: для местного освещения применяется 36 В; для цепей управления 127 В, а для цепей торможения 60 В.
Электросхема предусматривает защиту электродвигателей от технологических нарушений, в частности от перегрузки и КЗ. На станках ранних моделей защита двигателей от КЗ осуществляется предохранителями, а на новых моделях – автоматическими выключателями с встроенными электронными блоками защиты.
На станках ранних моделей защита двигателей от КЗ осуществляется предохранителями, а на новых моделях – автоматическими выключателями с встроенными электронными блоками защиты.
От перегрузок электрические двигатели защищаются тепловыми реле, реагирующими на повышение тока статорной цепи.
Обзор эксплуатационных требований для электрооборудования:
- подшипники двигателей должны осматриваться и смазываться с периодичностью не реже 2 раз в год. Для промывки подшипников, перед заменой смазки, следует применять только бензин, желательно авиационных марок;
- электродвигатели и пусковую аппаратуру следует по графику очищать от пыли и грязи. Нельзя допускать, чтобы масло или другие агрессивные жидкости попадали на изоляцию электрооборудования. Это может привести к ее разрушению;
- не реже одного раза в 10 дней следует проверять надежность всех контактных соединений электрической схемы;
- периодически очищать сердечники электроаппаратуры от коррозии.
 Наличие на них коррозии приводит к сильному гудению этих аппаратов;
Наличие на них коррозии приводит к сильному гудению этих аппаратов; - в случае выключения станка системами защиты, включать его повторно можно только тогда, когда будет установлена причина отключения.
ИЖ-250 Станок токарно-винторезный универсальный. Паспорт, схемы, характеристики, описание
Сведения о производителе токарно-винторезного станка ИЖ-250
Производитель токарно-винторезного станка модели ИЖ-250 — Ижевский машиностроительный , основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П
— станок токарно-винторезный повышенной точности универсальный Ø 270 - 1И611ПМФ3
— станок токарный повышенной точности с ЧПУØ 320 - 1ИС611В
— станок токарно-винторезный высокой точности универсальный Ø 270 - 95-ТВ (95ТВ)
— станок токарно-винторезный Ø 250 - 95ТС-1 (ИС1-1)
— станок токарно-винторезный повышенной точности универсальный Ø 250 - 161-А, 161-АМ (Удмурт-2)
— станок токарно-винторезный универсальный Ø 350 - 250-ИТВ (ИЖ 250-ИТВ)
— станок токарно-винторезный высокой точности универсальный Ø 300 - 250-ИТП (ИЖ 250-ИТП)
— станок токарно-винторезный повышенной точности универсальный Ø 300 - 250ИТВМ (ИЖ 250ИТВМ)
— станок токарно-винторезный высокой точности универсальный Ø 300 - 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМ Ф1
01, 250ИТВМ.03, 250ИТВМ Ф1
— станок токарно-винторезный высокой точности Ø 300 - 250ИТВМ Ф2
— станок токарный высокой точности с оперативной системой управления ОСУ Ø 320 - 1336м
— станок токарно-револьверный Ø 420, Ижевск, Киев - ИЖ-Т-400 (1623)
— станок токарно-винторезный универсальный Ø 400 - ИЖ-250
— станок токарно-винторезный универсальный Ø 250 - ИЖ-250П
— станок токарно-винторезный повышенной точности Ø 250 - ИТ-42
— станок токарный с ЧПУ Ø 320
Насколько используется модель сегодня
Несмотря на достаточно «древний» год запуска в массовое производство, ИЖ 250ИТВМ паспорт еще давнего СССР образца, но его производительность приравнивается к современным модификациям аналогичного оборудования. Сегодня он поставляется в частные мастерские, школьные учебные классы и заведения среднего строительного образования без серьезных отличий от первоначальной модели.
Сравнивая устройство станка с альтернативными многофункциональными установками по многим показателям старенький ИЖ 250 проигрывает, но даже такая конкуренция не может полностью подавить спрос на эти модели. Паспорт 250ИТВМ не имеет превосходящих характеристик, однако точность работы на этом устройстве способна поразить даже опытного современного мастера обработки деталей.
Паспорт 250ИТВМ не имеет превосходящих характеристик, однако точность работы на этом устройстве способна поразить даже опытного современного мастера обработки деталей.
Модель отстает от конкурентов по эргономичности, количеству изготавливаемых деталей, отсутствием компьютерного контроля и другим показателям. Но каждый обзор устройств, способных выполнить нарезку резьбы не обходиться без этого базового представителя класса.
Читать также: Клей для резьбовых соединений сильной фиксации
ИЖ-250 Токарно-винторезный станок универсальный. Назначение, область применения
Универсальный токарно-винторезный станок модели ИЖ-250 имеет высоту центров 150 мм и расстояние между центрами 500 мм.
Токарно-винторезный станок ИЖ-250 — один из первых серийных станков выпускаемых Ижевским машиностроительным заводом в послевоенные годы. Выпускался станок до 1964 года, когда на смену ему пришел значительно более совершенный токарно-винторезный станок 1И611П
.
Токарный станок ИЖ-250 выпускался сравнительно недолго (1960-1964 годы). Станок кардинально переработан по отношению к своему предшественнику (модель 161-АМ (Удмурт-2)
).
Станки токарно-винторезные моделей ИЖ-250 предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250П имеет повышенный класс точности и применяется для выполнения более точных работ.
Особенности конструкции токарно-винторезного станка ИЖ-250
Шпиндель токарно-винторезного станка ИЖ-250 установлен на три подшипника качения:
- 44. Передний двухрядный роликоподшипник 70×110×30, 3182114
, класс точности (А) - 13. Упорный шарикоподшипник 55×78×16, А8111
, класс точности (А) - 14. Радиально-упорный шарикоподшипник 55×100×21, А46211
, класс точности (А)
Шпиндель токарно-винторезного станка ИЖ-250П установлен на бронзовые разрезные регулируемые подшипники скольжения.
Конец шпинделя резьбовой М68×6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250:
- Электродвигатель привода главного движения асинхронный, двухскоростной — 1420/2800 об/мин, мощностью — 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.
- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором — 1400 об/мин, мощностью — 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения — 2800 об/мин, мощностью — 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Основные технические характеристики токарно-винторезного станка иж-250
Изготовитель — Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска — 1960 год.
Начало серийного выпуска — 1960 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 125 мм
- Расстояние между центрами — 500 мм
- Высота центров — 150 мм
- Мощность электродвигателя — 2,6/3 кВт
- Вес станка полный — 1,5 т
Шпиндель токарно-винторезного станка иж-250
- Конец шпинделя — резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 33 мм
- Наибольший диаметр обрабатываемого прутка — Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) — 16..2000 об/мин
Подачи и резьбы токарно-винторезного станка иж-250
- Пределы продольных подач — 0,07.
 .2,17 мм/об
.2,17 мм/об - Пределы поперечных подач — 0,01..1,08 мм/об
- Пределы шагов резьб метрических — (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных — 0,2..6 модулей
- Пределы шагов резьб дюймовых — 24..3,5 ниток на дюйм
Нюансы эксплуатации и паспорт
Технические характеристики токарного станка дип 500, схемы
Станок следует эксплуатировать в строгом соответствии инструкции на оборудование. Наладку должен производить специалист.
Особенности эксплуатации:
- Электрооборудование работает от трехфазной электрической сети напряжением 380 В.
- Подключение к сети производится через пакетный и автоматический выключатель.
- В ряде моделей рассматриваемой серии регулировка скорости не производится редуктором. Для этого изменяется мощность подаваемого электрического сигнала. В этом случае устанавливаются электродвигатели повышенной мощности (до 5,5 кВт).

Коробка подач обеспечивает широкие возможности варьирования подачей и параметрами резьбы. Для правильного использования их необходимо пользоваться стандартными таблицами для установки рычагов. Точность поперечных перемещений инструмента увеличивает верньер (точность возрастает до 0,005 мм/об).
Габариты рабочего пространства токарного станка ИЖ-250
Габариты рабочего пространства токарного станка ИЖ-250
Шпиндель токарного станка ИЖ-250
Станина токарного станка ИЖ-250
Отличия модификаций
Инженерная мысль не стоит на месте, и серийно освоены модифицированные станки, которые вобрали в себя лучшее черты ИЖ-250, но приобрели и специфические особенности.
ИЖ 250 ИТВМ 01 и 03
Станок выделяется увеличенными габаритами рабочего пространства. Межцентровой расстояние составляет 700 мм. Диаметр заготовок типа «Вал» увеличен до 170 мм.
ИЖ 250 ИТВМФ1
Модель оснащена дисплеем с современной индикацией.
ИЖ 250 ИТПМ
Приоритет в станке отдается токарным работам. Обеспечивается класс обработки П по ГОСТ 8–82. Масса – 1200 кг.
Из последних модификаций можно выделить модель ИЖ-250 СЦИ, оснащенную точной индикацией (до 100 мкм по диаметру). Станок обеспечивает линейную компенсацию при износе инструмента.
Токарный станок ИЖ-250 популярен уже более 50 лет. Его отличает достаточно высокая точность обработки деталей и повышенная надежность.
Современные модификации вполне конкурентоспособны с другими станками более поздних разработок. Данное оборудование можно рекомендовать, как крупным бизнесменам, так и ИП для обустройства небольшого производства.
Общий вид токарно-винторезного станка ИЖ-250
Фото токарного станка ИЖ-250
Фото токарного станка ИЖ-250
Фото токарного станка ИЖ-250
Расположение органов управления токарно-винторезным станком ИЖ-250
Расположение органов управления токарно-винторезным станком ИЖ-250
Перечень органов управления станком ИЖ-250
- Рукоятка включения и выключения фрикциона редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения скоростей редуктора
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения шестерен коробки подач
- Рукоятка переключения — винт/ валик
- Рукоятка включения/ выключения перебора
- Маховик продольного перемещения суппорта вручную
- Рукоятка включения/ выключения продольной подачи суппорта
- Рукоятка включения/ выключения поперечной подачи суппорта
- Рукоятка включения реверса подачи
- Рукоятка включения/ выключения ходового винта
- Маховик поперечного перемещения суппорта вручную
- Рукоятка перемещения верхней части суппорта (резцовых салазок)
- Рукоятка поворота и зажима резцовой головки
- Маховик перемещения пиноли задней бабки
- Рукоятка перемещения задней бабки по станине станка
- Рукоятка зажима пиноли задней бабки
- Включение освещения
- Переключатель скорости
- Кнопка пуска «Назад»
- Кнопка пуска «Вперед»
- Кнопка «Стоп»
- Включение станка в сеть
- Включение охлаждения
Конструктивные особенности
Токарная установка обладает следующими особенностями конструкции:
- ходовой винт, при произведении токарных работ, смазывается автоматически;
- подачи и обороты вала имеют большой интервал, что обеспечивает операции лучшей производительностью, а обработанную поверхность большим качеством;
- особый механизм остановки агрегата, установленный в фартуке, обеспечивает жестким упором оборудование при работе и защищает коробку подач от перегрузок;
- беззазорная сцепка, которой зафиксирована резцовая головка, повышает точность установки и жесткость;
- роботизированный принцип, управляющий скоростями главного вала, обеспечивает предварительную подготовку следующего запуска нового вида работ в определенный момент.
 Такая подготовка осуществляется еще во время работы;
Такая подготовка осуществляется еще во время работы; - особая конструкция механизмов главного вала позволяет легко производить замену приводных ремней;
- универсальность механизмов коробки подач позволяет производить нарезку любых резьб, не заменяя зубчатых колес гитары;
- рабочая поверхность основания станка изготовлена из хромоникелевого чугуна, направляющие закалены высокочастотными токами и отшлифованы;
- подачи управляются мнемоническим образом при помощи одной рукояти.
Конструкция основных узлов токарного станк ИЖ-250
Станина
Станина жесткой конструкции с диагональными ребрами, с призматическими направляющими. На верхней части станины расположены 4 направляющие: две внешние — призматические для перемещения каретки суппорта и две внутренние — одна призматическая и одна плоская для передвижения задней бабки. Станина устанавливается на пустотелые тумбы. Между тумбами установлено корыто для стружки и жидкости, выдвигающееся вперед по пазам, пролитым в тумбах. В левой тумбе смонтирован редуктор с фланцевым двухскоростным электродвигателем.
В левой тумбе смонтирован редуктор с фланцевым двухскоростным электродвигателем.
На задней части левой тумбы установлен шестеренчатый насос с фильтром для смазки. Резервуар для масла расположен в верхней части тумбы.
В нише правой тумбы смонтировано электрооборудование станка. С задней стороны тумбы на кронштейне укреплен электронасос для охлаждающей жидкости. Резервуаром для жидкости служит полость правой тумбы.
Редуктор
Редуктор, установленный в левой тумбе, представляет собой четырехосную коробку с приводом от фланцевого двигателя. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение и выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя по инерции после его выключения. Управление фрикционной муфтой и тормозом осуществляется посредством рукоятки 1 (фиг. 8). При ее повороте вправо вначале должно произойти отключение фрикционной муфты, а затем включение тормоза. Внутри коробки движение идет через валик фрикциона и шестеренчатый механизм к шкиву, установленному на выходном валу редуктора.
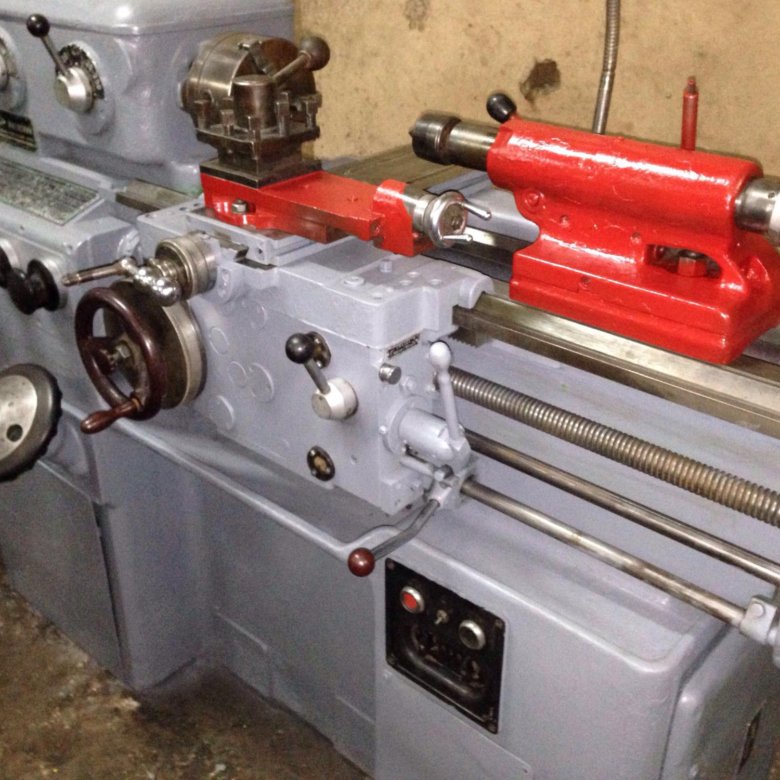
Передняя бабка токарного станка ИЖ-250
Передняя бабка токарно-винторезного станка ИЖ-250
Передняя бабка устанавливается на станине с левой стороны. Движение на шпиндель бабки передается от редуктора клиновидными ремнями. Шпиндель станка получает 12 чисел оборотов от приемного шкива напрямую через зубчатую муфту и 10 скоростей через перебор 1 : 10. На стенке передней бабки находится рукоятка переключения шестерен перебора и зубчатой муфты: Она имеет три положения. Управление перебора и зубчатой муфты сблокировано так, что одновременное их включение невозможно.
Радиальная нагрузка на шпиндель воспринимается передним роликовым 2-х рядным подшипником и задним радиальным. Подшипники устанавливаются в корпусе бабки, перемещение вдоль которой осуществляется регулировкой радиального зазор.)
Осевая нагрузка на шпиндель воспринимается упорным шарикоподшипником, смонтированным в задней опоре.
Шпиндель разгружен от радиальных усилий, вызываемых натяжением ремня.
Передний конец шпинделя имеет канавку для предохранителей, предотвращающих самопроизвольное свинчивание патронов при остановке или реверсировании станка.
Коробка подач токарно-винторезного станка ИЖ-250
Коробка подач токарно-винторезного станка ИЖ-250
Коробка подач получает движение от передней бабки через гитару. Механизм коробки подач, при соответствующей настройке гитары, позволяет получить метрические резьбы с шагом 0,2..6 мм, дюймовые резьбы с числом ниток на дюйм от 24 до 3,1/2, подачи от 0,02 мм до 0,84 мм/об и модульные резьбы с модулями ОТ 0,2 мм до 6 мм. и диапазоном подач 0,07 — 2,17 мм/об.
Для получения более точных резьб и коробке подач предусмотрено положение, когда ходовой винт соединяется напрямую с гитарой, минуя механизм подач. При этом нужный шаг резьбы подбирается сменными шестернями гитары.
Выходной вал коробки подач соединяется с ходовым валиком регулируемой предохранительной шариковой муфтой, которая срабатывает при перегрузке в цепи подач.
Гитара
Гитара установлена на левом торце коробки подач. Общее передаточное отношение цепи подач от шпинделя до 1-го ведущего вала гитары 1 : 1. Передаточное отношение шестерен гитары 5:8 соответствует настройке на метрическую резьбу. Передаточное отношение шестерен гитары при нарезании дюймовой резьбы: 60 · 127/ 110 · 96
Настройка шестерен гитары на указанные передаточные отношения достигается за счет зацепления ведущей шестерни гитары поочередно то с одной, то с другой ведомой шестерней двойного блока шестерен гитары.
Для нарезания модульных резьб и резьб при прямом включении ходового винта на гитаре предусмотрена постановка сменных шестерен. В руководстве имеются указания указания по настройке гитары на указанные резьбы.
Сменные шестерни к станку не прикладываются и могут быть изготовлены только по особому зааказу.
Задняя бабка
Задняя бабка (фиг. 14) имеет жесткий корпус. Рукояткой через винтовой механизм она крепится к станине.
Дли более жесткого креплении бабки к станине предусмотрен дополнительный болт. Конструкция бабки позволяет обрабатывать небольшие конуса за счет смешения корпуса (3) относительно поддона (2). Корпус бабки закрепляется в нужном положении винтами (1).
Конструкция бабки позволяет обрабатывать небольшие конуса за счет смешения корпуса (3) относительно поддона (2). Корпус бабки закрепляется в нужном положении винтами (1).
Фартук
Фартук закрытого типа с задней крышкой. Фартук обеспечивает получение продольных и поперечных подач суппорта вручную, механически от коробки подач через ходовой валик, а также нарезание резьб по ходовому винту.
Наличие блокировочного устройства исключает возможность одновременного включения ходового вала и ходового винта. Передача вращения с ходового вала на шестерни фартука производится с помощью конических шестерен. Включение продольной и поперечной подач осуществляется включением муфт с пилообразным зубом. Реверс подачи осуществляется за счет перемещения конических шестерен, связанных непосредственно с ходовым валом. С левой стороны фартук имеет маховик для ручного перемещения суппорта. На оси маховика установлен лимб продольных подач с ценой деления 0,1 мм. С правой стороны фартука расположена рукоятка для включения гайки ходового винта. Верхнее положение рукоятки соответствует выключенному положению гайки ходового винта, нижнее — включенному.
Верхнее положение рукоятки соответствует выключенному положению гайки ходового винта, нижнее — включенному.
При нарезании резьбы реечная шестерня выводится из зацепления с рейкой перемещением рукоятки, находящейся маховика.
Суппорт
Суппорт крестовой конструкции имеет ручное и механическое продольное перемещение по направляющим станины и поперечное перемещение по направляющим каретки.
Кроме того, верхняя часть суппорта, несущая на себе четырехрезцовую головку, имеет независимое ручное перемещение по направляющим средней поворотной части и может поворачиваться па 90° в ту и другую сторону.
Осевое усилие поперечного винта воспринимается упорными шариком Лимбы поперечной подачи и подачи верхней части суппорта выполнены с ценой деления 0,05 мм.
Охлаждение
Охлаждающая жидкость из резервуара правой тумбы электронасосом типа ПА производительностью 22 л/мин подается к режущему инструменту. Отработанная жидкость поступает в корыто и стекает через сетку обратно в резервуар. Количество охлаждающей жидкости, подводимой к режущему инструменту, регулируется краном на трубопроводе. Пуск электронасоса производится поворотом правого переключателя на правой тумбе. Сетку и трубопровод необходимо по мере загрязнения чистить.
Количество охлаждающей жидкости, подводимой к режущему инструменту, регулируется краном на трубопроводе. Пуск электронасоса производится поворотом правого переключателя на правой тумбе. Сетку и трубопровод необходимо по мере загрязнения чистить.
Ограждение
Ограждение — служит для защиты токаря от стружки. Оно крепится шарнирно на верхней части суппорта и в случае надобности может быть повернуто к задней части станка, не мешая при этом производить различные наверочные работы.
Освещение
Освещение — на правом конце с задней части каретки на угольнике укреплена осветительная арматура К1; включение лампочки производится тумблером, расположенным на пульте над коробкой подач.
Патроны
Станок снабжен трехкулачковым самоцентрирующим патроном Ø 200 ГОСТ 2675—47 и поводковым патроном. Поводковый патрон (фиг. 15) или трехкулачковый патрон навертывается на резьбу шпинделя до упора и удерживается от свинчивания при остановке и реверсе шпинделя двумя предохранительными шайбами 2 с помощью винтов 3 (фиг. 15).
15).
Фланец к трехкулачковому патрону прикладывается с припуском на приточку под посадочное место патрона потребителем.
Смазка станка
Схема смазки токарно-винторезного станка ИЖ-250
Регулировка подачи масла осуществляется дросселями (фиг. 17 узел А).
Коробка подач и редуктор смазываются разбрызгиванием масла. Перед пуском станка резервуары коробки подач, редуктора, фартука, а также левой тумбы должны быть наполнены:
- коробка подач — 4 литра
- редуктор — 3 литра
- резервуар левой тумбы — 10 литра
- фартук 0,5 литра.
Смазка механизма фартука осуществляется от плунжерного насоса, установленного в нижней части фартука (фиг. 17 узел Б). Необходимо иметь в виду, что при выключенном реечном зацеплении (при нарезании резьб) насос не работает, ПОЭТОМУ ДЛЯ подачи смазки к ходовому винту надо периодически делать несколько оборотов вручную маховиком продольной подачи.
Все остальные места станка, нуждающиеся в смазке, имеют ручную смазку от отдельных масленок согласно схеме смазки.
В период эксплуатации необходимо следить за работой масляных насосов и через маслоуказатель за количеством смазочного материала в резервуарах.
Видео
Особенности эксплуатации
Рассматриваемое оборудование оборудовано клиновыми и поликлиновыми ремнями. Для обеспечения максимальной производительности выполнения работ установлен электрический трехфазный двигатель, мощность которого составляет три киловатта.
Он отвечает за обеспечение главного движения. Также имеется редуктор, предлагающий 12 скоростей вращения резца. Если токарю надо повернуть маховик, в селекторных дисках образуется определенная комбинация отверстий. В эти отверстия входят пальцы, расположенные на корпусе рычагов.
Главной задачей этих пальцев является правильное и своевременное переключение блоков шестерен. После этого шестерни, на которые воздействует вращательный момент, приостанавливаются, так как рычаг оттягивается «на себя». Так возникает возможность переключить режим работы.
В модели ИЖ 250 устанавливается фартук закрытого типа. Его наличие позволяет токарному аппарату нарезать резьбу с помощью ходового винта. Кроме того, подача суппорта возможна в продольном и поперечном направлении.
Его наличие позволяет токарному аппарату нарезать резьбу с помощью ходового винта. Кроме того, подача суппорта возможна в продольном и поперечном направлении.
К другим особенностям работы данного токарного станка можно отнесли следующие:
- производитель предлагает станки, в которых можно настраивать скорость вращения шпинделя. В таких моделях отсутствует редуктор;
- подключение к электрической сети осуществляется с помощью пакетного выключателя;
- электрическая аппаратура и силовое оборудование работает от трехфазной электросети, напряжение которой составляет 380 Вольт.
Как выглядит станок в наше время?
Даже несмотря на то, что ИЖ-250 выпускается в наше время, на протяжении нескольких десятков лет производства конструкция не претерпела существенных конструктивных изменений.
Компании, занимающиеся выпуском металлических изделий в промышленных масштабах, могут получить модели с более качественной электрикой и комплектующими с повышенным уровнем надежности. Применение компьютерного метода создания станин, увеличенный класс точности — это далеко не полный перечень достоинств, которыми обладает рассматриваемое оборудование.
Применение компьютерного метода создания станин, увеличенный класс точности — это далеко не полный перечень достоинств, которыми обладает рассматриваемое оборудование.
Другие особенности
Станок данной модели разрабатывался инженерами «ИЖМАШа» для комплексной обработки металлических изделий, которые имеют небольшие размеры. Именно поэтому они пользовались популярностью в приборостроительной и инструментальной промышленности.
Несмотря на то, что с момента выпуска первого экземпляра прошло несколько десятилетий, на производственных предприятиях до сих пор можно встретить данную технику.
В модернизированной версии ИТВМФ1 имеется возможность обрабатывать детали с повышенной производительностью, поскольку здесь установлена цифровая индикация. Оператору приходится тратить меньше времени на измерение геометрических параметров изделий и выполнение пробных проходов.
Наличие цифровой индексации позволяет воспользоваться рядом других преимуществ:
- отсутствие необходимости запоминать количество оборотов лимба, а также вести расчеты других параметров;
- оператору не нужно тратить свое время и рассеивать внимание на линейную компенсацию неточностей.

Благодаря техническим возможностям токарного станка ИЖ 250 возникает возможность более точно и оперативно нарезать различные типы резьбы. Это основная причина, по которой большое количество производственных предприятий до сих пор пользуется данным оборудованием.
Первоначальный пуск станка
Перед первоначальным пуском станка необходимо:
1) Проверить, наличие масла в редукторе, резервуаре левой тумбы, коробке подач, фартуке.
2) Проверить заземление станка; если станок не заземлен — заземлить.
3) После подключения к сети станок необходимо включить на минимальное число оборотов шпинделя, разогреть его в течение 10..15 минут, затем проверить па холостом ходу работу механизмов станка, масляных насосов и приступить к настройке станка для его работы.
Как правильно приобрести?
Если потенциальному покупателю нужно приобрести оборудование по сравнительно доступной цене, находящееся в нормальном состоянии, рекомендуется купить его на специализированных досках объявлений. Одной из таких площадок является Авито — здесь практически всегда можно найти привлекательные предложения от частных продавцов или производственных предприятий.
Одной из таких площадок является Авито — здесь практически всегда можно найти привлекательные предложения от частных продавцов или производственных предприятий.
При оформлении покупки мы рекомендуем обратить ваше внимание на следующие особенности:
- силовой агрегат должен выдавать максимальные паспортные обороты. Для проверки этого показателя следует подключить станок к трехфазной электросети и провести пробный запуск на всех скоростях. Признаком проблемной работы электрического двигателя является отсутствие возможности достичь максимальных оборотов, а также заметный перегрев корпуса мотора при работе на минимальной нагрузке;
- обязательно проверьте правильность остановки б/у агрегата. Очень часто в конструкции ломается механизм, расположенный в фартуке. Признаком его выхода из строя является недостаточно жесткий упор при остановке работы силового агрегата;
- перед оформлением покупки следует обратить внимание и на приводные ремни. На их поверхности не должны находиться абразивные продукты, выделяемые в результате износа.
 Если вы обнаружили стружку, это первый признак того, что ремни придется обязательно заменить на новые. Вторым признаком можно считать повышенную шумность, определяемую по нехарактерному свисту;
Если вы обнаружили стружку, это первый признак того, что ремни придется обязательно заменить на новые. Вторым признаком можно считать повышенную шумность, определяемую по нехарактерному свисту; - проверьте правильность работы коробки подач. Внутренняя начинка также не должна иметь никаких следов абразива.
Мы не рекомендуем оформлять покупку оборудования по предоплате или наложенному платежу, если продавец не согласился на возврат при обнаружении неисправностей, не указанных в объявлении.
Лучший способ проверки — отправиться к продавцу вместе с опытным токарем и попытаться проверить все режимы работы. Только квалифицированный специалист сможет обнаружить наличие проблем в конструкции механизмов и сбросить цену, либо отказаться от покупки в целом.
Регулировка токарного станка ИЖ-250
Регулирование подшипников шпинделя
Регулировка токарного станка ИЖ-250
Желательно, чтобы регулировку подшипников шпинделя производил всегда один и тот же специалист, т. к. от правильной регулировки зависит точность станка.
к. от правильной регулировки зависит точность станка.
Регулировке подвергаются подшипники как правой так и левой опоры (фиг. 18)
Устранение радиального люфта и в прaвой опоре шпинделя производится следующим образом: утопив винт 5, ослабляют гайку 4 и при вывернутом винте 1, поворотом гайки 2 внутреннее кольцо роликоподшипника 3 натягивают на коническую шейку шпинделя, затягивают гайку 4, вывинчивают стопорный винт 5 и ввинчивают стопорный винт 1.
Регулировка подшипников 7 и 8 левой опоры производится при помощи гаек 6.
Регулировка фрикционной муфты и тормоза редуктора (фиг. 21)
Фрикционная муфта и тормоз редуктора токарного станка ИЖ-250
Тормоз станка расположен в редукторе и находится на одном валу с фрикционной муфтой. При повороте рукоятки тормоза вилка 14 давит на упорный шарикоподшипник (8109 ГОСТ 6874-54) и перемещает втулку.
Вместе с ней перемещается влево валик 8 и диск 4 — муфта расцепляется. Одновременно при перемещении ВТУЛКИ стакан 11 своим наружным конусом с помощью пружины 10 прижимается к внутреннему конусу шестерни 9 — происходит торможение.
Растормаживание осуществляется пружиной 15. Регулировка зазора между ведущим и ведомым дисками фрикционной муфты производится гайками 17, при завертывании которых кольцо 5 с помощью тяги 16, валика 8 и диска 4 нажимает на диск 6, уменьшая тем самым зазор между ведущими и ведомыми дисками.
Регулировка тормоза осуществляется поворотом вала-шестерни 18. При повороте вала-шестерни 18 вправо происходит вывинчивание шестерик 9 из диска и зазор между шестерней 9 и стаканом 11 уменьшится.
Регулировка холостого хода рукоятки 1 редуктора производится винтом 19 с контргайкой 20. Рукоятка 1 в крайнем левом положении должна иметь небольшой люфт (10..15 мм у конца рукоятки).
Регулировка люфта винта поперечной подачи (см. фиг. 19)
Регулировка предохранительной муфты коробки подач (см. фиг. 20)
Электрооборудование станка
Электрическая схема токарно-винторезного станка ИЖ-250
Общие сведения
На станке установлено 3 трехфазных асинхронных короткозамкнутых электродвигателя:
- Двухскоростной электродвигатель главного привода типа ФТ42—4/2, 2,6/3 кВт.
 420/ 2800 об/мин напряжение 380 В.
420/ 2800 об/мин напряжение 380 В. - Электродвигатель маслонасоса смазки АОЛ 12—4, Р = 0,18 кВт, n=1400 об/мин, 220/380 В, в. исп. Ф—3.
- Электродвигатель охлаждения типа 1A-22, Р=0,125 кВт, n=2800 об/мин, напряжение 220/380 В.
Электроаппаратура и пакетные выключатели включения внешней сети и насоса охлаждения находятся в нише правой тумбы. Кнопки направления вращения и стоповая, тумблер для включения местного освещения и переключатель выбора скорости ПС находятся на пульте, на коробке подач.
Электродвигатели и аппаратура рассчитаны включение в сеть 380 вольт. Местное освещение 26 В.
Описание работы электросхемы
Подключение электросхемы станка к сети осуществляется пакетным выключателем ВС, при этом через пускатель П включается электродвигатель маслонасоса смазки 2Д.
Для включения электродвигателя 1Д на 420 об/мин, (треугольник) ручка переключения ПС ставится в положение «1 скорость», замыкаются контакты 23-19.
Для включения электродвигателя 1Д на 2800 об/мин, (двойная звезда) ручка переключения ПС ставится в положение «II скорость».
Изменение скорости вращения эл. двигателя 1Д возможно путем изменения положения переключателя ПС.
В зависимости от выбранного направления вращения шпинделя нажатием кнопки 3KУ «Назад» включается пускатель Н.
Пример работы схемы
Пример работы схемы на II скорости и при направлении вращения шпинделя вперед:
Повернуть ручку переключателя ПС в положение «II скорость» подготавливается к включению пускатель 2С.
Нажатием кнопки 2КУ «Вперед» ставится на самопитание пускатель В, подготавливающий цепь 1Д на вращение в направлении «Вперед».
С поворотом рукоятки включения на микропереключатель МП замыкает свои н.з. контакты 5-23 и включается пускатель 2С.
В результате включения последовательно двух пускателей В и 2С двигатель 1Д получает вращение вперед на II скорости. Останов 1Д осуществляется кнопкой 1КУ «Стоп» или рукояткой фрикциона. Работа схемы при вращении 1Д в направлении назад или при скорости 1420 об/мин. происходит аналогично описанной.
Включение насоса охлаждения осуществляется пакетным выключателем BH с правой тумбы.
Защита и блокировка
Защита электрооборудования станка от короткого замыкания обеспечивается плавкими предохранителями 1ПП и 2ПП. Для защиты 1Д и 2Д ОТ перегрузок предусмотрены тепловые реле 1РТ и 2РТ. магнитные пускатели В и Н обеспечивают нулевую защиту 1Д.
Указания по эксплуатации станка
1. Не рекомендуется выключать станок во время его работы вводным пакетным выключателем ВС, т. е. разрывать им ток.
2. При срабатывании тепловой защиты электродвигателей 1Д или 2Д необходимо некоторое время выждать, чтобы он охладился, затем выключить 1РТ ИЛИ 2РТ кнопкой возврата и включить станок в работу.
Технические характеристики токарно-винторезного станка ИЖ-250
| Наименование параметра | ИЖ-250 | ИЖ-250П | 1И611п | 250итвм |
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | П | П | В |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 | 250 | 240 |
| Наибольший диаметр заготовки обрабатываемой над суппортом, мм | 125 | 125 | 125 | 168 |
| Наибольшая длина заготовки (РМЦ), мм | 500 | 500 | 500 | 500 |
| Высота оси центров над плоскими направляющими станины, мм | 150 | 150 | 130 | 150 |
| Высота от опорной поверхности резца до линии центров, мм | 20 | 20 | 16 | 16 |
| Наибольшее рассояние от оси центров до кромки резцедержателя, мм | 130 | 127 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 33 | 33 | 27 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 30 | 30 | 24 | 24 |
| Количество ступеней прямого вращения шпинделя, об/мин | 22 | 22 | 21 | 21 |
| Частота прямого вращения шпинделя, об/мин | 16. .2000 .2000 | 16..2000 | 20..2000 | 25..2500 |
| Размер внутреннего конуса в шпинделе, М | Морзе 5 | Морзе 5 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | резбовой | резбовой | 4 | 4 |
| Торможение шпинделя | Есть | есть | есть | |
| Подачи | ||||
| Наибольшая длина хода каретки суппорта, мм | 500 | 500 | 500 | 500 |
| Цена деления лимба продольного перемещения суппорта, мм | 0,1 | 0,1 | 0,1 | 0,1 |
| Продольное перемещение за один оборот лимба, мм | 23,5 | 23,5 | 20 | 20 |
| Наибольшее поперечное перемещение суппорта, мм | 150 | 150 | 180 | 165 |
| Цена деления лимба поперечного перемещения суппорта, мм | 0,05 | 0,05 | 0,02 | 0,05 |
| Поперечное перемещение за один оборот лимба, мм | 3 | 3 | 3 | 3 |
| Пределы рабочих подач продольных, мм/об | 0,07. .2,17 .2,17 | 0,07..2,17 | 0,01..1,8 | 0,01..1,8 |
| Пределы рабочих подач поперечных, мм/об | 0,01..1,08 (1/2 от прод.) | 0,01..1,08 (1/2 от прод.) | 0,005..0,9 | 0,005..0,9 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | нет | нет | нет |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | нет | нет | нет |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..6 | 0,2..6 | 0,2..48 | 0,2..48 |
| Пределы шагов нарезаемых резьб дюймовых | 24..3,5 | 24..3,5 | 24..0,5 | 24..0,5 |
| Пределы шагов нарезаемых резьб модульных | 0,2..6 | 0,2..6 | 0,2..30 | 0,2..12 |
| Выключающие продольные упоры | есть | есть | есть | есть |
| Выключающие поперечные упоры | нет | нет | есть | есть |
| Быстрое перемещение суппорта | нет | нет | нет | нет |
| Резцовые салазки | ||||
| Наибольшее перемещение верхних салазок суппорта, мм | 120 | 120 | 120 | 120 |
| Цена деления лимба, мм | 0,1 | 0,1 | 0,05 | 0,05 |
| Наибольшие размеры державки резца, мм | 20 х 20 | 20 х 20 | 16 х 16 | 16 х 16 |
| Цена деления шкалы поворота, град | 1 | 1 | 1 | 1 |
| Задняя бабка | ||||
| Размер внутреннего конуса пиноли задней бабки по ГОСТ 25557-82 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Центр пиноли задней бабки по ГОСТ 13214-79 | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли задней бабки, мм | 90 | 90 | 85 | 85 |
| Цена деления линейки перемещение пиноли, мм | 1 | 1 | 1 | 1 |
| Цена деления лимба перемещение пиноли, мм | 0,05 | 0,05 | ||
| Поперечное смещение пиноли, мм | ±10 | ±10 | ±10 | ±10 |
| Электрооборудование | ||||
| Количество электродвигателей на станке | 3 | 3 | 3 | 3 |
| Электродвигатель главного привода, кВт | 2,6/ 3 | 2,6/ 3 | 3 | 3 |
| Электродвигатель станции смазки, кВт | 0,18 | 0,18 | 0,08 | 0,09 |
| Электродвигатель насоса охлаждения, кВт | 0,12 | 0,12 | 0,12 | 0,18 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | ПА-22 | ПА-22 |
| Габаритные размеры и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 2030 х 875 х 1220 | 2030 х 875 х 1220 | 1770 х 970 х 1300 | 1790 х 810 х 1400 |
| Масса станка, кг | 1570 | 1570 | 1180 | 1180 |
- Токарно-винторезный станок повышенной точности, модель ИЖ250.
 Руководство к станку, Ижмаш, 1961
Руководство к станку, Ижмаш, 1961 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки, 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
Связанные ссылки. Дополнительная информация
- Классификация и основные характеристики станков токарной группы
- Выбор подходящего станка для металлообработки
- Многозаходная резьба.
 Способы нарезания многозаходных резьб на токарном станке
Способы нарезания многозаходных резьб на токарном станке - Графические знаки для токарных станков
- Фрикционная муфта токарно-винторезного станка
- Методика проверки и испытания токарно-винторезных станков на точность
- Заводы производители токарных станков
- Заводы производители металлорежущих станков
- Справочник токарных станков
Главная О компании Новости Статьи Прайс-лист Контакты Справочная информация Интересное видео Деревообрабатывающие станки КПО Производители
Шаублин, Казенёв, Вейлер, Грациано, Мори Сейки | Инструментальный токарный станок ИЖМАШ 1И611П | Практик-механик
безумный магнус
Алюминий
- #1
Добрый вечер, пару недель назад нашел эту экзотическую машинку. Это российский Ижмаш 1И611П-829.0022 Я сразу понял, что хочу его, поэтому уговорил владельца продать его мне. Это не очень распространенная машина за пределами России, но кажется, что некоторые из них были отправлены в Швецию в 80-х годах в качестве оплаты за другие машины, проданные Alfalavall. Мой токарный станок, кажется, один из них, так как он имеет марку Профила (импортное оборудование СССР)
Это российский Ижмаш 1И611П-829.0022 Я сразу понял, что хочу его, поэтому уговорил владельца продать его мне. Это не очень распространенная машина за пределами России, но кажется, что некоторые из них были отправлены в Швецию в 80-х годах в качестве оплаты за другие машины, проданные Alfalavall. Мой токарный станок, кажется, один из них, так как он имеет марку Профила (импортное оборудование СССР)
. Я провел небольшое исследование и выяснил, что он был сделан крупным производителем оружия Ижмаш.
К сожалению, при транспортировке произошла авария (я не участвовал) и машина была повреждена, поэтому этот тред будет о том, как я пытаюсь ее отремонтировать и восстановить.
Под поверхностной ржавчиной и грязью он почти как новый, скорее всего мало использовался и пострадал только от небрежного и холодного/влажного хранения.
Оставайтесь с нами!
квази
Нержавеющая сталь
- #2
Кажется, у Джона Стефенсона был один из них.
Мичиганбак
Алмаз
- #3
Выглядит как хорошо сделанная тяжелая машина. Вы не указали, какой ущерб.
Одна из проблем заключается в том, что он может иметь метрическую резьбу и циферблат на маховике поперечной подачи и резцедержателя.
Вы можете жить с этим, или вы можете просто повернуть новые ходовые винты и сделать несколько гаек со стандартной резьбой и добавить несколько стандартных циферблатов маховичка.
Также вы можете не найти люнет (необходимый для токарного станка). Это также легко, просто возьмите любой люнет и сделайте подставку под вашу кровать.
Это также легко, просто возьмите любой люнет и сделайте подставку под вашу кровать.
Держите нас в курсе, пока вы приводите ее в порядок.
Бак (Мичиганбак)
безумный магнус
Алюминий
- #4
термит сказал:
Глубокое литье станины.. длинные седельные крылья, широкий поперечный салазок… D1-6″ не так ли?
Это действительно может быть интересная машина.
Держите нас в курсе!
Билл
Нажмите, чтобы развернуть…
В Европе крепление патрона называется DIN55027, не знаю, то же самое ли у меня.
И да, в своем роде она крупная женщина. Около 900 кг (1980 фунтов) у меня также есть коническая насадка, не показанная на фотографиях.
Мичиганбак сказал:
Выглядит как хорошо сделанная тяжелая машина. Вы не указали, какой ущерб.
Одна из проблем заключается в том, что он может иметь метрическую резьбу и циферблат на маховике поперечной подачи и резцедержателя.
Вы можете жить с этим, или вы можете просто повернуть новые ходовые винты и сделать несколько гаек со стандартной резьбой и добавить несколько стандартных циферблатов маховичка.
Также вы можете не найти люнет (необходимый для токарного станка). Это также легко, просто возьмите любой люнет и сделайте подставку под вашу кровать.
Держите нас в курсе, пока вы приводите ее в порядок.Бак (Мичиганбак)
Нажмите, чтобы развернуть…
У него метрическая резьба и циферблаты, но так как я живу в Швеции, это хорошо
Повреждения следующие.
– Отломано колесо переключения шпинделя.
– Вал и поворотное колесо на фартуке погнуты и сломаны.
– Отломаны поперечный вал и колесо.
– Электрический шкаф поврежден.
– Каретка, небольшая трещина и слегка изогнутая.
Самая большая проблема это конечно повреждение каретки, хотя я мог бы уже вылечить ее (хотя мне сказали что это невозможно ) Я поставил ее в гидравлическом прессе на работе на ровную поверхность формакс-стали, нагрел ее во время 4 часа с тепловой пушкой и потихоньку подняли груз до 3000 кг.
Я дал ему остыть до комнатной температуры, и когда я измерил его, отклонение составило всего 0,07 мм! Это то, с чем я могу работать, просто нужно научиться парсить.
Фотографии повреждений:
безумный магнус
Алюминий
- #5
А вот так он выглядел, когда я его нашел (у предыдущего владельца)
слектнинг
Алюминий
- #6
Отличный токарный станок! Вы пробовали написать письмо на завод? может на заводе есть запчасти? Вы не узнаете, если не спросите
безумный магнус
Алюминий
- #7
слектнинг сказал:
С виду отличный токарный станок! Вы пробовали написать письмо на завод? может на заводе есть запчасти? Вы не узнаете, если не спросите
Нажмите, чтобы развернуть…
Завод обанкротился в прошлом году, поэтому производственных банкоматов больше нет. Пытался связаться по электронной почте с некоторыми российскими поставщиками, и они могут продать мне нужные мне детали, но я должен организовать транспортировку сам, видимо, таможня плохая!
Я нашел русского специалиста на Chipmaker.ru, который мне помогает, так что, надеюсь, скоро у меня будут запасные части.
безумный магнус
Алюминий
- #8
Сегодня оторвались и другие детали.
Некоторые фотографии фартука, он нуждается в чистке и новой краске, но в остальном он в хорошем состоянии.
юбка поршня
Горячекатаный
- #9
квази сказал:
Я думаю, что у Джона Стефенсона был один из них.
Нажмите, чтобы развернуть…
Я тоже это помню, но не могу найти нить… однако кажется, что я сохранил фотографии……. . их довольно печально разобрали и взвесили на свалке.
. их довольно печально разобрали и взвесили на свалке.
привет
Брайан
металлмастер10
Нержавеющая сталь
- #10
термит сказал:
Это действительно может быть интересная машина.
Держите нас в курсе!
Билл
Нажмите, чтобы развернуть…
Да, похоже, дизайн этой кровати мог бы соперничать с машинами в два раза больше!
Масштабируйте эту конструкцию примерно до 24-дюймового качания мощностью 25 л. с. машину и подумай, в какие неприятности мы могли бы вляпаться
с. машину и подумай, в какие неприятности мы могли бы вляпаться
безумный магнус
Алюминий
- #11
Блин… грустно, почему его забраковали?
юбка поршня сказал:
Я тоже это помню, но не могу найти нить… однако кажется, что я сохранил фотографии…….. их довольно печально разобрали и взвесили на свалке.
привет
Брайан
Нажмите, чтобы развернуть…
Юбка поршня
Горячекатаный
- #12
безумный магнус
Алюминий
- №13
юбка поршня сказал:
Первой мыслью было бы согласиться, но за прошедшие годы на этом форуме всплыла пара этих токарных станков, но никогда не было никаких последующих отзывов владельцев о хорошем или плохом. Надеюсь, вы найдете время, чтобы продолжить эту тему и рассказать о своем опыте работы с машиной, я уверен, что многие участники форума заинтригованы так же, как и я.
Из сообщения Джона на другом форуме кажется, что он пролежал в его занятой мастерской в течение 5 лет, и он предложил его на продажу за 250 фунтов стерлингов без каких-либо покупателей, в конце концов ему нужно было место, поэтому он сдал его за немного больше, чем его запрашиваемая цена. .
Хотя вы, возможно, уже нашли их, вот несколько тем, где упоминались подобные станки.
привет
Брайан
Нажмите, чтобы развернуть…

Я долго искал такую машину, поэтому я не откажусь от нее или от этой темы, если уж на то пошло. Я разыскал двух других владельцев в Швеции, которые управляют этими машинами, и они говорят, что они очень хорошие.
Было три вещи, которые заставили меня хотеть этого. Он прочный, имеет коническую насадку и фантастическую подачу в 4 направлениях.
безумный магнус
Алюминий
- №14
Сделал еще кое-какую очистку и подготовку к новой краске, прежде чем собрать его обратно.
Внутри царил ужасный беспорядок, и мне потребовалось пару часов, чтобы убраться.
безумный магнус
Алюминий
- №15
Получил свой «новый» патрон RÖHM 160 мм (6,5″), купленный на Ebay, он был в очень хорошем состоянии.
У меня также есть набор инструментов для скребков, есть 3 Rennsteig и тот, что с красной ручкой, Parat.
Я просмотрел множество руководств на Youtube об искусстве шабрения, поэтому мне пришлось попробовать это самому, на фотографиях показаны части моего конического приспособления после очень легкого прохода со сталью, достаточно, чтобы выявить оригинальную фабрику поверхность.
На самом деле он выглядит и ощущается очень хорошо, и я очень впечатлен мастерством, с которым была создана эта машина. все плоские поверхности были затронуты рукой перед сборкой.
собачий доктор
Пластик
- №16
У меня есть именно этот токарный станок Они были импортированы в Новую Зеландию производителем реактивных лодок. У меня есть руководство на русском языке, которое может оказаться для вас более ценным, чем я
У меня есть руководство на русском языке, которое может оказаться для вас более ценным, чем я
http://mmcd.meditprofi.ru/machining/…ts_1i611p.djvu
Однако в нем есть полный список шестерен и подшипников.
Когда вы начнете, я уверен, вам понравится.
Сначала у меня были проблемы с трансформатором и таймером, которые были заменены, и теперь вперед назад и стоп работают отлично (красная ручка) моих токарных станков
Ура
Дэвид
безумный магнус
Алюминий
- # 17
Рад слышать, что вы довольны своей машиной. У вас есть ее фотографии? Я работаю изо всех сил, чтобы снова привести свою в идеальное состояние, но скоро я соберу ее обратно.
Лаврентьевский
Нержавеющая сталь
- # 18
Отлично выглядит, продолжайте в том же духе! Напоминает мне студента из Колчестера на стероидах, хе-хе.
Вы можете увидеть гордость за мастерство, просто взглянув на эту прекрасную машину.
Сколько л.с. и при каком напряжении он работает?
Роб Ф.
Алмаз
- # 19
Мичиганбак сказал:
Выглядит как хорошо сделанная тяжелая машина. Вы не указали, какой ущерб.
Одна из проблем заключается в том, что он может иметь метрическую резьбу и циферблат на маховике поперечной подачи и резцедержателя.
Вы можете жить с этим, или вы можете просто повернуть новые ходовые винты и сделать несколько гаек со стандартной резьбой и добавить несколько стандартных циферблатов маховичка.
Также вы можете не найти люнет (необходимый для токарного станка). Это также легко, просто возьмите любой люнет и сделайте подставку под вашу кровать.
Держите нас в курсе, пока вы приводите ее в порядок.Бак (Мичиганбак)
Нажмите, чтобы развернуть…
Зачем ему имперская/английская машина, когда он находится в метрической Швеции?
Поздравляю с прекрасно выглядящей машиной. С нетерпением жду, когда вы скоро ее запустите.
С нетерпением жду, когда вы скоро ее запустите.
Роб
безумный магнус
Алюминий
- #20
Лаврентьев сказал:
Отлично выглядит, продолжайте в том же духе! Напоминает мне студента из Колчестера на стероидах, хе-хе.
Вы можете увидеть гордость за мастерство, просто взглянув на эту прекрасную машину.
Сколько л.с. и при каком напряжении он работает?Нажмите, чтобы развернуть…
Благодарю вас! это 400 В (380) 3-фазный двигатель мощностью 3 кВт, это около 4 л. с. Довольно мощный для своего размера
с. Довольно мощный для своего размера
Токарный станок 1И611П: Технические характеристики | vseznayko.com.ua
Станок токарный 1И611П, обработку на котором можно осуществлять как в патроне, так и в центрах, уже более 50 лет успешно используется на многих промышленных предприятиях. Причинами долголетия и популярности оборудования этой модели стали его надежность, универсальность и высокая точность обработки.
Станок токарный ИЖ 1И611П
Назначение станка и особенности его конструкции
Несмотря на то, что станок данной модели (полная аббревиатура выглядит так: ИЖ 1И611П), был разработан в 60-х годах прошлого века, его технические возможности еще позволяют использовать его для различных целей, в том числе ответственных, металлообработки:
- токарных станков, выполняемых в кулачковых или цанговых патронах, центрах;
- фрезерный;
- на шлифовку наружных и внутренних поверхностей;
- в исполнении завершающего инструмента, закрепленного в патроне дрели.

Характеристики станка 1И611П позволяют обрабатывать на нем заготовки цилиндрических и конических форм, нарезать различные виды резьбы: метрическую, дюймовую, модульную.
Универсальность и надежность, которыми отличается ИЖ 1И611П, определяются его конструктивными особенностями.
- Режущая головка закреплена по беззазорному принципу, что обеспечивает ее исключительную жесткость и, соответственно, высокую точность обработки.
- Для нарезания резьбы (метрической, дюймовой и модульной) с разными параметрами нет необходимости менять шестерни в гитаре станка, что обеспечивает универсальность его редуктора.
- В конструкции агрегата предусмотрена емкость сварной конструкции, в которой установлены бак охлаждающей жидкости и все электрооборудование. Система удаления стружки
- , которая представляет собой трехмерный сбор стружки, имеет продуманную конструкцию.
Органы управления станком 1И611П
- При обработке на токарном станке 1И611П оператор может предварительно выбрать частоту вращения шпинделя, которую необходимо использовать на следующем этапе обработки (Предселективное управление).

- Фартук 1И611П оснащен стопорным механизмом, предохраняющим редуктор от перегрузок, а также позволяет выполнять токарные операции с использованием жесткого упора.
- Приводные ремни, с помощью которых вращается шпиндельный узел, могут быть заменены без разборки.
- Точное перемещение штангенциркуля в поперечном направлении обеспечивает специальный механизм – нониус.
- На крестовину суппорта можно установить механизм, позволяющий выполнять фрезерные работы.
- В тех случаях, когда используется ходовой винт (нарезание резьбы), он смазывается автоматически.
Принципиальная схема станка (щелкните для увеличения)
- Чугун, из которого изготовлена станина 1И611П, имеет особый состав – хромоникелевый, а его направляющие тщательно отшлифованы и закалены высокой частотой токи.
- Управление подачей суппорта, за которую отвечает одна ручка, осуществляется по мнемоническому принципу: направление движения этого узла совпадает с тем, в какую сторону отклоняется ручка управления.

- Для защиты механизма подачи от перегрузок в его конструкции предусмотрено специальное предохранительное устройство.
- Конструкция этого токарного станка устроена так, что на его спине нет узлов, которые нужно обслуживать. Благодаря такой конструктивной особенности станок 1И611П можно установить даже вплотную к стене.
Основные характеристики станка
Технические возможности станка 1И611П таковы, что на нем можно выполнять обработку деталей следующего диаметра: до 25 см – над станиной, до 12,5 см – над суппортом. Максимальная длина заготовки, которую можно обработать на данном оборудовании, составляет 50 см. Шпиндельный узел агрегата может вращаться в прямом направлении с частотой 20-2000 об/мин. Сквозное отверстие в шпинделе имеет диаметр 2,5 см, а посадочный конус соответствует категории Морзе 5.
Технические характеристики станка
Суппорт 1И611П может производить продольные и поперечные подачи в следующих интервалах:
- продольные – 0,01-1,8 мм/об;
- поперечный – 0,005-0,9 мм/об.

Каретка токарного станка данной модели может перемещаться на максимальное расстояние 500 мм, суппорт не имеет возможности быстрого перемещения. 1И611П по паспорту имеет достаточно компактные габариты (длина – 1770, ширина – 970 мм, высота – 1300 мм), имеет малый вес (1100 кг). Такие геометрические и весовые характеристики позволяют использовать этот токарный станок для оснащения небольших мастерских, многоэтажных производственных помещений и даже ремонтных баз морских и речных судов.
Опора и каретка станка обеспечивают повышенную точность обработки деталей
Основное назначение агрегата – выполнение полуфабрикатов и чистовых технологических операций в условиях единичного и мелкосерийного производства.
Разбираемся в конструкции станка
В конструкции станка 1И611П различают следующие узлы.
Передняя бабка
В ее центре находится шкив, посаженный на втулку. Этот шкив, который вращает шпиндельный узел, соединяется с коробкой передач с помощью 4-х клиновых ремней. От приемного шкива с помощью зубчатой муфты шпиндельный узел получает 12 скоростей вращения, из них 12 можно передать через переборку. Подключается зубчатая муфта или поиск с помощью специальной рукоятки, расположенной на передней части корпуса передней бабки – с правой ее стороны. Для исключения возможности одновременного включения в работу поиска и зубчатой муфты в конструкции передней бабки предусмотрен стопорный механизм. кроме того, в конструкции передней бабки имеется механизм, отвечающий за увеличение шага нарезаемой резьбы (8:1), а также вал, с помощью которого вращение передается на гитару и далее – к коробке передач.
От приемного шкива с помощью зубчатой муфты шпиндельный узел получает 12 скоростей вращения, из них 12 можно передать через переборку. Подключается зубчатая муфта или поиск с помощью специальной рукоятки, расположенной на передней части корпуса передней бабки – с правой ее стороны. Для исключения возможности одновременного включения в работу поиска и зубчатой муфты в конструкции передней бабки предусмотрен стопорный механизм. кроме того, в конструкции передней бабки имеется механизм, отвечающий за увеличение шага нарезаемой резьбы (8:1), а также вал, с помощью которого вращение передается на гитару и далее – к коробке передач.
Передняя бабка станка 1И611П современного исполнения
Редуктор
По сути, это редуктор, который отвечает за скорость шпиндельного узла. Редуктор 1И611П состоит из 4 осей, на которых установлены шестерни с различными параметрами. Приводом редуктора является главный электродвигатель оборудования, соединенный с ним фланцами. Благодаря плоским направляющим редуктор может перемещаться по направляющим шкафа, на которых он закреплен с помощью болтовых соединений, что позволяет регулировать натяжение ремней. По регулировке скорость вращения, выдаваемая редуктором, соответствует предселективному механизму, управляемому соответствующим маховиком.
По регулировке скорость вращения, выдаваемая редуктором, соответствует предселективному механизму, управляемому соответствующим маховиком.
Механизм переключения передач
Гитара
Этот узел устанавливается на левом конце коробки передач. Для большинства типов резьбы (метрическая – нормальной точности) нет необходимости менять шестерни на гитаре. В том случае, если необходимо нарезать резьбу высокой точности, а также модульную и дюймовую резьбу, на токарно-гитарном станке устанавливаются сменные шестерни, позволяющие проводить обработку без использования механизма трансмиссии. Для правильной установки параметров гитары следует прочитать паспорт токарного станка, где дана соответствующая таблица.
Таблица параметров нарезания резьбы расположена
Коробка передач
В токарном станке 1И611П этот узел имеет закрытую конструкцию. Характеристики коробки подач позволяют нарезать метрическую резьбу со стандартным шагом (0,2-48 мм) без применения набора переменных шестерен.
[Caption id=”attachment_5851″ align=”alignnone” width=”660″] Расположение шестерен и валов в коробке подач не говоря уже об электрооборудовании, от которого напрямую зависит эффективность работы устройства.
Основными элементами в электрической схеме агрегата являются три электродвигателя, отвечающие за основное движение, смазку узлов оборудования и подачу СОЖ.
Все двигатели асинхронного типа и работают от трехфазной электрической сети. Электрооборудование токарного станка подключается к системе электроснабжения с помощью пакетного выключателя.
Принципиальная схема блока питания 1И611П (нажмите для увеличения)
Электрическая схема станка
Запуск двигателя, приводящего в действие насос подачи смазки к узлам агрегата, происходит с помощью магнитного пускателя. Только после включения этого двигателя и самого насоса можно запустить главный двигатель, для чего используется ручка плиты, связанная с концевым выключателем. Эту ручку можно установить в одно из двух положений: «Вперед» и «Назад».
Электрощитовой автомат
Электродвигатель привода насоса системы охлаждения, который также может быть запущен только при работающей системе смазки, включается выключателем с маркировкой «ВН». В электрической цепи токарного станка 1И611П имеются еще два электрических выключателя: «ВО» – для включения местного освещения зоны обработки, «СТ» – для замедления основного двигателя в то время, когда переключаются передачи редуктора. в движении.
Станкоимпорт 1Н611П | Главная Модель Форум машинистов двигателей
слоуренсон
Известный член
- #1
Привет всем,
Мне предложили токарный станок за 300 новозеландских долларов, что составляет примерно 200 долларов США. Судя по моим исследованиям, это станко или станкоимпорт 1N611P. Я немного погуглил и нашел основную информацию о качелях, длине станины и т. д., но не многое другое.
Судя по моим исследованиям, это станко или станкоимпорт 1N611P. Я немного погуглил и нашел основную информацию о качелях, длине станины и т. д., но не многое другое.
Токарный станок кажется в довольно хорошем состоянии, но я думаю, что пластина скоростей отсутствует спереди.
знает ли кто-нибудь об этом токарном станке, и если он хорош … он также оснащен трехфазным двигателем, так что либо необходимо преобразовать, либо заменить двигатель, если мощность не больше, чем с одной фазой, я полагаю .
Будет полезна любая информация!
Механик
Известный член
- #2
slaurenson сказал:
Станко или Станкоимпорт 1N611P
Нажмите, чтобы развернуть.
..
Это ИЖ 1И611П –> ИЖ 1И611П производства Ижевского станкостроительного завода ИжмашСтанко в Ижевске, Россия.
Смотрите эту ссылку, но она написана на русском, переведите в гугл переводчике. http://stanki-katalog.ru/sprav_1i611.htm
Письмо ИЖ 1И611П —>
Обозначение токарный станок
1 – токарный станок (номер группы по классификации ЭНИМС)
И – машина генерации (А, Б, В, Д, И, К, Л
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 – токарный станок)
11 – высота центров над станиной (11, 16, 20, 25, 30, 40, 50) (11 – высота центров 130 мм )
Буквы в конце названия модели:
Г – рама станка с выемкой
К – копировальный станок
П – станок прецизионный – (н, н, б, а, в) по ГОСТ 8-82 (П – повышенной точности)
Ф1 – станок с цифровым устройством отсчета УЦИ и координат
Ф 2 – станок с системой позиционирования, ЧПУ
Ф3 – Станок с контурным (непрерывным) ЧПУ
Ф4 – Станок универсальный с контурной системой ЧПУ и магазинным инструментом
слоуренсон
Известный член
- #3
Великолепно, не видел эту страницу! сложно, когда не можешь понять, что гуглить!!!
Спасибо, почитаю.
Механик
Известный член
- #4
slaurenson сказал:
Гениально, не видел эту веб-страницу! сложно, когда не можешь понять, что гуглить!!!
Спасибо, почитаю.
Нажмите, чтобы развернуть…
Нетрудно читать по-русски, так как я женат на украинке, поэтому после токарного станка не сложно погуглить. Если вам нужна дополнительная информация, погуглите после этого: ИЖ 1И611П или ИЖ 1И611П
Если вам нужна дополнительная информация, погуглите после этого: ИЖ 1И611П или ИЖ 1И611П
Я вижу, что длина и высота примерно такие же, как у Зиг С6, но более прочная конструкция, чтобы выдерживать тяжелую работу.
слоуренсон
Известный член
- #5
Великолепно! Большое спасибо!
В настоящее время у меня есть Myford Super 7, поэтому, учитывая, что он такой дешевый и имеет больший центр, чем Myford, я, вероятно, выберу его.
Нильс Абильдгаард
Известный член
- #6
slaurenson сказал:
Блин! Большое спасибо!
В настоящее время у меня есть Myford Super 7, поэтому, учитывая, что он такой дешевый и имеет больший центр, чем Myford, я, вероятно, выберу его.
Нажмите, чтобы развернуть…
Если у вас есть место, купите его.
Он изготовлен по спецификациям инструментального цеха и был продан на западе за смешные деньги.
слоуренсон
Известный член
- #7
хорошо, звучит хорошо.
Следующим выпуском является трехфазный двигатель. Насколько я знаю, это блок мощностью 3 кВт (4 л. Хотя все сводится к долларам.
как только (надеюсь) заберу, сделаю пару фото и выложу.
спасибо
Скотт.
Джефф Лемменс
Активный член
- #8
http://www.lathes.co.uk/stankoimport/
С уважением, Джеф
слоуренсон
Известный член
- #9
Да, это был мой первый порт захода за информацией, но это другая модель, чем та, на которую я смотрел, я думаю, что она также немного больше.
тем не менее, это отличный сайт для информации.
ура
Механик
Известный член
- #10
slaurenson сказал:
Следующей проблемой является трехфазный двигатель, насколько я понял, это блок мощностью 3 кВт (4 л.
хотя сводится к долларам.
Скотт.
Нажмите, чтобы развернуть…
Смотрите это..
[ame=”https://www.youtube.com/watch?v=XNkg9uGem_Y”]https://www.youtube.com/watch?v=XNkg9uGem_Y[/ame]
[ame =”https://www.youtube.com/watch?v=6UcDM3hm0XM”]https://www.youtube.com/watch?v=6UcDM3hm0XM[/ame]
слоуренсон
Известный член
- #11
Теперь я счастливый обладатель русского токарного станка за 300 долларов! Больше фотографий завтра, когда я получу грузовик, чтобы сдать его, он даже добавил коробку преобразователя от однофазной к трехфазной (надеюсь, она работает)
слоуренсон
Известный член
- #12
Сегодня прибыл новый (старый) токарный станок.. Теперь я лучше разбираюсь в трех фазах.. однако, если я не опубликую завтра.. было приятно познакомиться со всеми вами
Мастер69
Известный член
- №13
slaurenson сказал:
хорошо, звучит хорошо.
Следующим выпуском является трехфазный двигатель. Насколько я знаю, это блок мощностью 3 кВт (4 л. Хотя все сводится к долларам.
как только (надеюсь) заберу, сделаю пару фото и выложу.
спасибо
Скотт.Нажмите, чтобы развернуть…

Обычно я бы рекомендовал VFD (преобразователь частоты) для запуска трехфазного двигателя. Тем не менее, двигатель мощностью 3 кВт встает там, где расход частотно-регулируемого привода увеличивается, плюс вам понадобится довольно жесткий фидер для питания частотно-регулируемого привода. Это особенно важно, если вы хотите получить полную мощность двигателя. Тем не менее, я бы посмотрел на VFD, просто понимаю, что вам может понадобиться выделенная электрическая линия.
На мой взгляд, частотно-регулируемый привод предлагает и другие преимущества, включая переменную скорость и плавный пуск. ЧРП эффективно модернизируют многие токарные станки.
В любом случае, за 200 долларов, как вы вообще можете пройти мимо? Вы даже не можете купить хороший патрон для прокрутки за 200 долларов