Станок токарный мс 03: МС-03 Станок токарно-винторезный малогабаритный. Схемы, описание, характеристики
alexxlab | 20.08.1993 | 0 | Токарный
МС-03 Станок токарно-винторезный малогабаритный. Схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка МС-03
Производитель токарно-винторезного станка Луганский станкостроительный завод.
Луганский станкостроительный завод одним из первых в бывшем Советском Союзе освоил крупносерийное производство фрезерных станков с цикловой и числовой системами программного управления. Заводом были разработаны и запущены в производство особо сложные высокопроизводительные станки с автоматической сменой инструмента и числовым программным управлениям моделей СВМ1Ф4 и СФ68Ф3П. На заводе освоен выпуск малогабаритных токарных МС-03 и МС-04, фрезерных МС-51, МС-54, СВФ1 и сверлильных станков СВС1-010.
Станки, выпускаемые Луганским станкостроительным заводом
- 6А12П – станок консольно-фрезерный вертикальный с программным управлением 320 х 1250
- 6С12 – станок консольно-фрезерный вертикальный 320 х 1250
- МС-03 – станок токарно-винторезный малогабаритный Ø 270
- МС-51 – станок фрезерный настольный вертикальный 200 х 500
- СВМ1Ф4 – станок фрезерный вертикальный с ЧПУ и АСИ
- СВФ-1 – станок фрезерный вертикальный настольный 320 х 100
- СФ-15 – станок консольно-фрезерный вертикальный 320 х 1250
- СФ-35 – станок консольно-фрезерный вертикальный 320 х 1250
- СФ-40 – станок консольно-фрезерный вертикальный 320 х 1250
МС-03 Станок токарно-винторезный малогабаритный.
 Назначение, область применения
Назначение, область примененияТокарно-винторезный малогабаритный станок МС-03 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Токарный станок МС-03 выпускался как товар народного потребления для выполнения как профессиональных так и любительских работ.
Станок МС-03 позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических, дюймовых и модульных резьб
- Сверление и ряд других работ
Кроме того, станок МС-03 комплектуется дополнительными приспособлениями, позволяющими выполнять операции фрезерования, тоцевого шлифования, растачивания.
Принцип работы и особенности конструкции станка МС-03
Передний конец шпинделя станка МС-03 имеет резьбу М52 для установки промежуточного фланца с патроном (смотрите статью Токарные патроны).
Шпиндель токарного станка МС-03 получает 13 ступеней (скоростей) вращения (45, 63, 90, 125, 180, 315, 250, 450, 630, 900, 1250, 1800, 2800 об/мин).
Привод станка осуществляется от асинхронного электродвигателя ~380В. Через клиноременную передачу движение передается на входной вал коробки скоростей. Внутри коробки скоростей движение через шестерни передается на шпиндель. Шпиндель, в зависимости от положения рукояток на передней бабке, вращается с одной из 6-и скоростей. Направление вращения шпинделя определяется двигателем.
Две скорости поступают от трехступенчатого шкива (Ø 101, Ø 82 мм) электродвигателя на шкивы (Ø 132, Ø 150 мм) входного вала коробки скоростей. Третья ступень шкива электродвигателя (Ø 150 мм) может быть подключена непосредственно на шкив шпинделя (Ø 75 мм), скорость вращения шпинделя при этом 2800 об/мин)
Две скорости, проходя через 6-и ступенчатый пербор коробки скоростей позволяют получить 12 скоростей вращения шпинделя.
Коробка скоростей за счет переключения шестерен позволяет понизить частоту вращения шпинделя, необходимую для резьбонарезания метчиками, а также для тяжелых работ, требующих повышенного крутящего момента. Повышенная скорость шпинделя используется для чистовых работ.
От шпинделя движение передается на выходной вал коробки скоростей, затем на гитару, и от нее на входной вал коробки подач.
Коробка подач обеспечивает скорости подач суппорта и может нарезать резьбы без перестановки шестерен в гитаре.
На выходе коробки подач имеются ходовой вал и ходовой винт, которые вращаются попеременно.
Ходовой винт включается при нарезании резьб. Скорость ходового винта задается рукоятками на коробке подач и определяет одну из резб (ходовой винт можно использовать в режиме продольной подачи, но не используется, чтобы не изнашивать его). Направление вращения ходового винта задается левой рукояткой на передней бабке.
Ходовой вал дает возможность получить одну из продольных подач суппорта. Скорость подачи задается рукоятками на передней стенке коробки подач.
Скорость подачи задается рукоятками на передней стенке коробки подач.
Ходовой винт и ходовой вал проходят сквозь фартук суппорта, который преобразует вращательное движение ходового винта или ходового валика в поступательное продольное и поперечное механическое движение суппорта.
Смазка коробки скоростей – разбрыгиванием шестернями масла из масляной ванны на дне передней бабки. Смазка коробки подач – фитильная с лотка, который заполняется маслом раз в смену. Фартук, суппорт, гитара, задняя бабка и станина смазываются вручную раз в смену.
Технические характеристики малогабаритного токарно-винторезного станка МС-03
Изготовитель – Луганский станкостроительный завод г. Луганск, Украина.
Основные параметры станка – в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 270, мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над верхней частью суппорта – Ø 120 мм
- Расстояние между центрами – 500 мм
- Мощность электродвигателя – 1,5 кВт
- Вес станка полный – 210 кг
Шпиндель токарно-винторезного станка МС-03
- Конец шпинделя резбовой – М52
- Внутренний инструментальный конус – Морзе 4
- Диаметр отверстия в шпинделе – Ø 25 мм
- Пределы чисел оборотов шпинделя в минуту – (13 ступеней) 45.
 .2800 об/мин
.2800 об/мин
Подачи и резьбы токарно-винторезного станка МС-03
- Пределы подач продольного суппорта: – (30 шагов) 0,018..0,7 мм/об
- Пределы подач поперечного суппорта: – (30 шагов) 0,005..0,2 мм/об
- Пределы шагов нарезаемых резьб метрических – 0,125..10 мм
- Пределы шагов нарезаемых резьб модульных – 0,25..2,5 мм
Общий вид токарно-винторезного станка МС-03
Фото токарно-винторезного станка мс-03
Фото токарно-винторезного станка МС-03. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка мс-03
Фото токарно-винторезного станка МС-03. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка мс-03
Фото токарно-винторезного станка мс-03
Фото токарно-винторезного станка мс-03
Расположение составных частей токарно-винторезного станка МС-03
Расположение составных частей токарного станка мс-03
Спецификация основных узлов токарно-винторезного станка МС-03
- Станина
- Суппорт
- Каретка
- Фартук
- Бабка передняя
- Коробка подач
- Задняя бабка
- Защита от стружки
- Кожух токарного патрона
- Комплект принадлежностей
- Кожух передней бабки
- Электрооборудование
- Основание
- Привод главного движения
- Гитара
- Винт ходовой
- Вал ходовой
- Опора
- Комплект вспомогательного инструмента
- Комплект режущего инструмента
- Комплект монтажного инструмента
- Комплект запасных частей
Расположение органов управления токарным станком МС-03
Расположение органов управления токарным станком мс-03
Перечень органов управления токарно-винторезным станком МС-03
- Рукоятка вводного включателя
- Кнопка “Пуск” (черного цвета)
- Кнопка “Стоп” (красного цвета)
- Лампа сигнальная (белого цвета)
- Лампа сигнальная – (зеленого цвета)
- Рукоятка управления вращением шпинделя
- Рукоятка переключения привода подач
- Рукоятки переключения скоростей вращения шпинделя
- Рукоятки переключения скоростей вращения шпинделя
- Рукоятки переключения подач
- Рукоятки переключения подач
- Маховик ручной продольной подачи суппорта
- Маховик ручной поперечной подачи
- Рукоятка включения маточной гайки
- Рукоятка переключения продольной и поперечной подачи суппорта
- Рукоятка включения подачи
- Рукоятка зажима задней бабки
- Маховик пиноли
- Рукоятка зажима пиноли
- Маховик каретки (верхний суппорт, резцовые салазки)
- Винт М8
- Винт М8
- 2 болта M10
- Болт М10
- Гайка М10
Схема кинематическая токарно-винторезного станка МС-03
Схема кинематическая токарно-винторезного станка мс-03
Кинематическая схема токарно-винторезного станка МС-03. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Cхема расположения подшипников токарно-винторезного станка МС-03. Смотреть в увеличенном масштабе
Конструкция основных узлов токарно-винторезного станка МС-03
Цепь привода главного движения токарно-винторезного станка МС-03
Цепь привода главного движения токарного станка мс-03
Шлифовальное устройство токарно-винторезного станка МС-03
Шлифовальное устройство токарного станка мс-03
Наладка для фрезерной работы на токарно-винторезном станке МС-03
Наладка для фрезерной работы на токарном станке мс-03
Комплект принадлежностей МС03 10 00 000 000 для токарно-винторезного станка МС-03
- МС03 10 01 000 000 – Тиски
- МС03 10 00 001 000 – Стол угловой
- МС03 10 00 002 000 – Стол накладной
- МС03 10 00 003 000 – Оправка
- МС03 10 00 004 000 – Оправка расточная
- МС03 10 00 005 000 – Планшайба
- МС03 10 00 006 000 – Кольцо
- МС03 10 00 007 000 – Шайба
- МС03 10 00 008 000 – Шайба
- МС03 10 00 009 000 – Прокладка
- МС03 10 00 011 000 – Прокладка
- МС03 10 00 012 000 – Корпус резцедержателя
- МС03 10 00 013 000 – Шпилька
- МС03 10 00 014 000 – Шомпол
- МС03 10 00 015 000 – Переходник М16/М12
- МС03 10 00 016 000 – Переходник М16/М10
- МС03 10 00 017 000 – Винт
- МС03 10 00 018 000 – Винт
- МС03 10 00 019 000 – Прихват (2)
- МС03 10 00 021 000 – Шайба
- МС03 10 00 022 000 – Прихват (2)
- МС03 10 00 023 000 – Прижим
- МС03 10 00 025 000 – Винт (8)
- МС03 10 00 027 000 – Ключ 10
- МС03 10 00 028 000 – Ключ 19
- МС03 10 00 029 000 – Гайка
- МС03 10 00 032 000 – Болт (8)
- МС03 10 00 032 010 – Болт (6)
- МС03 10 00 032 020 – Болт (2)
Схема электрическая токарно-винторезного станка МС-03
Электрическая схема токарно-винторезного станка мс-03
Электрооборудование токарно-винторезного станка МС-03
К электрооборудованию станка относятся:
- трехфазный короткозамкнутый асинхронный электродвигатель мощностью 1,5 кВт;
- магнитный пускатель с кнопочной станцией и электрощит, на котором смонтированы переключатели местного освещения и общего включения станка;
- трансформатор местного освещения и плавкие вставки.

Щиток электрооборудования и магнитный пускатель установлены в правой тумбе станка, электродвигатель и кнопочная станция — в левой тумбе.
Читайте также: Производители токарных станков в России
Токарно-винторезный станок МС-03. Видеоролик
Основные технические характеристики станка МС-03
| Наименование параметра | МС-03 | ТВ-4 | ТВ-6 | ТВ-7 |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности | Н | Н | Н | Н |
| Наибольший диаметр заготовки над станиной, мм | 270 | 200 | 200 | 220 |
| Наибольший диаметр заготовки над суппортом, мм | 120 | 125 | 80 | 100 |
| Высота центров над плоскими направляющими станины, мм | 130 | 108 | 108 | 120 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 500 | 350 | 350 | 330 |
| Наибольшая длина заготовки в патроне, мм | 310 | |||
| Наибольшая длина обтачивания, мм | 500 | 300 | 300 | 300 |
| Наибольшая высота держателя резца, мм | 20 | 10 х 12 | 12 х 12 | 16 х 16 |
| Высота от опорной поверхности резца до линии центров, мм | 12 | 12 | ||
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 78 | ||
| Шпиндель | ||||
| Резьбовой конец шпинделя, мм | М52 | М36 х 4 | М36 х 4 | М45 х 4 |
| Диаметр стандартного патрона, мм | 100 | 100 | 125 | |
| Диаметр сквозного отверстия в шпинделе, мм | 25 | 16 | 18 | |
| Наибольший диаметр прутка, мм | 23 | 15 | 12 | |
| Конус Морзе шпинделя | №4 | №2 | №3 | №3 |
| Число ступеней частот прямого вращения шпинделя | 13 | 6 | 6 | 8 |
| Частота прямого вращения шпинделя, об/мин | 45. .2800 .2800 | 120, 160, 230, 375, 500, 710 | 130, 170, 235, 385, 510, 700 | 60..1000 |
| Торможение шпинделя | есть | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет | |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение суппорта, мм | 500 | 300 | 300 | 260 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | 0,25 | 0,25 | |
| Наибольшее поперечное перемещение суппорта, мм | 190 | 100 | 100 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | |
| Наибольшее перемещение резцовых салазок, мм | 160 | 50 | 85 | 85 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | 0,025 | |
| Угол поворота резцовых салазок, град | ±45° | ±45° | ±40° | |
| Число ступеней продольных подач суппорта | 30 | 3 | 3 | 8 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,018. .0,7 .0,7 | 0,08; 0,1; 0,12 | 0,08; 0,1; 0,12 | 0,1; 0,12; 0,15; 0,16; 0,18; 0,20; 0,24; 0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | 0,005..0,2 | нет | нет | нет |
| Количество нарезаемых резьб метрических | 3 | 3 | 6 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,125..10 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25 | 0,8; 1,0; 1,25; 1,5; 2,0; 2,5 |
| Пределы шагов нарезаемых резьб дюймовых, ниток на дюйм | 24..4 | нет | нет | нет |
| Пределы шагов нарезаемых резьб модульных, мм | 0,25..2,5 | нет | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Задняя бабка | ||||
| Конус Морзе задней бабки | №3 | №2 | №2 | №2 |
| Наибольшее перемещение пиноли, мм | 80 | 65 | 65 | 65 |
| Электрооборудование | ||||
| Напряжение питающей сети, В | ~380 | ~380 | ~380 | ~380 |
| Электродвигатель главного привода, кВт (об/мин) | 1,5 (1500) | 1,0 | 1,1 | 1,1 |
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1500 х 680 х 580 | 1440 х 470 х 1020 | 1100 х 470 х 110 | 1050 х 535 х 1200 |
| Масса станка, кг | 210 | 280 | 300 | 400 |
- Станок многоцелевой малогабаритный модели МС-03.
 Руководство по эксплуатации. Луганский станкостроительный завод им. Ленина, 1991
Руководство по эксплуатации. Луганский станкостроительный завод им. Ленина, 1991 - Аврутин С.В. Основы фрезерного дела, 1962
- Аврутин С.В. Фрезерное дело, 1963
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Барбашов Ф.А. Фрезерное дело 1973, с.141
- Барбашов Ф.А. Фрезерные работы (Профтехобразование), 1986
- Блюмберг В.А. Справочник фрезеровщика, 1984
- Григорьев С.П. Практика координатно-расточных и фрезерных работ, 1980
- Копылов Р.Б. Работа на фрезерных станках,1971
- Косовский В.Л. Справочник молодого фрезеровщика, 1992, с.180
- Кувшинский В.В. Фрезерование,1977
- Ничков А.Г. Фрезерные станки (Библиотека станочника), 1977
- Пикус М.Ю. Справочник слесаря по ремонту металлорежущих станков, 1987
- Плотицын В.
 Г. Расчёты настроек и наладок фрезерных станков, 1969
Г. Расчёты настроек и наладок фрезерных станков, 1969 - Плотицын В.Г. Наладка фрезерных станков,1975
- Рябов С.А. Современные фрезерные станки и их оснастка, 2006
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Френкель С.Ш. Справочник молодого фрезеровщика (3-е изд.) (Профтехобразование), 1978
Список литературы:
Связанные ссылки. Дополнительная информация
Обслуживание промышленного оборудования – Аванта
Сервисное обслуживание в течение гарантийного и послегарантийного срока служит залогом бесперебойной работы. Компания «Аванта» предоставляет полный комплекс услуг по поставке, монтажу, проведению пусконаладочных работ, техническому обслуживанию и всем видам ремонтных работ (аварийный, плановый и внеплановый, капитальный ремонт) промышленного оборудования любой сложности. В его числе – токарно-винторезные, токарно-карусельные, токарно-револьверные станки и станки с числовым программным управлением. Сервисное обслуживание промышленного оборудования проводится с учетом последних технологий, инструментария и материалов. Наличие надежных поставщиков компании «Аванта» гарантирует своевременную поставку любых запчастей, что значительно снижает время на проведение работ.
В его числе – токарно-винторезные, токарно-карусельные, токарно-револьверные станки и станки с числовым программным управлением. Сервисное обслуживание промышленного оборудования проводится с учетом последних технологий, инструментария и материалов. Наличие надежных поставщиков компании «Аванта» гарантирует своевременную поставку любых запчастей, что значительно снижает время на проведение работ.
Наши преимущества:
- Виды и объёмы работ по техническому обслуживанию определяются для каждого клиента индивидуально;
- Консультационная поддержка в онлайн режиме;
- Компания «Аванта» осуществляет гарантийное и послегарантийное обслуживание, комплексное техническое обслуживание на профессиональном уровне, благодаря чему промышленное оборудование, станки и другие машины значительно продлевают срок своей эксплуатации
Услуги по обслуживанию промышленного оборудования:
- Обслуживание, ремонт, модернизация всех групп металлообрабатывающего оборудования (токарные, колесотокарные, фрезерные, карусельные, прессы, гильотины, плоскошлифовальные, вертикально-сверлильные, токарно-винторезные, токарно-винтовые)
- Пуско-наладочные работы (ПНР)
- Гарантийное/пост гарантийное техническое обслуживание
- Поставка, хранение ЗИП
- Системные решения по модернизации и техническому переоснащению
Преимущества заключения договора на сервисное обслуживание
Эффективное использование современного высокопроизводительного оборудования требует регулярного проведения технических осмотров и планово-предупредительных работ. Они должны выполняться квалифицированными специалистами, с применением рекомендованных производителем оборудования материалов и оригинальных запчастей.
Они должны выполняться квалифицированными специалистами, с применением рекомендованных производителем оборудования материалов и оригинальных запчастей.
Заключив договор на сервисное обслуживание с компанией «Аванта» клиент получает:
- Существенное сокращение финансовых затрат на поддержание станочного парка в рабочем состоянии;
- Минимальное время простоя оборудования в случае поломки;
- Компанией ведётся учёт и контроль работы оборудования, что позволяет своевременно выполнить планово-предупредительный ремонт и избежать серьёзных поломок;
- Гарантированное наличие запчастей на складе;
- Значительное снижение стоимости ремонтов и обслуживания в сравнении с разовыми заказами.
Если у вас возникли какие-либо вопросы, мы с радостью готовы ответить на них, для этого позвоните нам по номерам +7(812) 318-38-41 8 (800) 555-96-76 (бесплатный звонок) или напишите на электронную почту info@avanta-service. com
com
Лицензии и сертификаты
СМОТРЕТЬ ЕЩЕ >
BISON 7-803-0633 6-дюймовый токарный патрон с 3 кулачками
Нажмите на изображение, чтобы увеличить
Перейти в конец галереи изображений
Перейти к началу галереи изображений
Технические характеристики Подробности Отзывы
| Марка | БИЗОН |
|---|---|
| Модель № | 7-803-0633 |
| Размер патрона | 6 дюймов |
| Шпиндель | Д1-3 |
| Крепление | Задний |
| Сквозное отверстие | 1,654 дюйма |
| Инструментальный материал | Полустальной корпус |
| Самоцентрирующийся | Да |
| Тип | Универсальный спиральный патрон |
| Количество губок |  of Jaws”> 3 of Jaws”> 3 |
| Стойка 65 | Да |
| Серия | Д1 |
| Вес | 25 фунтов. |
| Страна происхождения | ПОЛЬША |
Многие продукты для металлообработки содержат металлы, на которые распространяется последнее предупреждение в соответствии с Предложением 65. Воздействие элементов может быть вредным. Может вызвать рак и нанести вред репродуктивной системе.
Детали
Bison серии D1 Стандартные 3-х кулачковые патроны прямого монтажа. Патроны прямого монтажа Бизон имеют универсальный полустальной корпус, т. е. изготавливаются из чугуна высокого класса. Эти шпиндельные патроны Camlock серии D1 могут быть установлены напрямую и не требуют переходных пластин. Зубья кулачков патронов, шестерни и направляющие закалены и точно отшлифованы для обеспечения долговечной работы. С другой стороны, закаленная и отшлифованная спиральная пластина изготовлена методом штамповки из высококачественной легированной стали. Все модели этой серии представляют собой полные монтажные комплекты, включающие три двухсоставных реверсивных губки, один ключ и набор монтажных винтов. Эти патроны с задним креплением предлагаются в размерах 6, 8, 10, 12 и 16 дюймов с головками шпинделя D1-3, D1-4, D1-5, D1-6, D1-8 и D1-11. . Они специально разработаны для использования со шпинделями токарных станков. Патроны прямого монтажа Bison представляют собой самоцентрирующиеся патроны и имеют стандартные три губки, соединенные пластиной прокрутки для захвата предметов. Эти универсальные спиральные патроны лучше всего подходят для удержания предметов с круглым или шестиугольным поперечным сечением.
е. изготавливаются из чугуна высокого класса. Эти шпиндельные патроны Camlock серии D1 могут быть установлены напрямую и не требуют переходных пластин. Зубья кулачков патронов, шестерни и направляющие закалены и точно отшлифованы для обеспечения долговечной работы. С другой стороны, закаленная и отшлифованная спиральная пластина изготовлена методом штамповки из высококачественной легированной стали. Все модели этой серии представляют собой полные монтажные комплекты, включающие три двухсоставных реверсивных губки, один ключ и набор монтажных винтов. Эти патроны с задним креплением предлагаются в размерах 6, 8, 10, 12 и 16 дюймов с головками шпинделя D1-3, D1-4, D1-5, D1-6, D1-8 и D1-11. . Они специально разработаны для использования со шпинделями токарных станков. Патроны прямого монтажа Bison представляют собой самоцентрирующиеся патроны и имеют стандартные три губки, соединенные пластиной прокрутки для захвата предметов. Эти универсальные спиральные патроны лучше всего подходят для удержания предметов с круглым или шестиугольным поперечным сечением. Они обеспечивают быстрое и исключительно точное центрирование. Закаленные зубья челюсти идеально совпадают со спиральной пластиной. Таким образом, при вращении спиральной пластины внутри корпуса патрона с помощью ключа все три кулачка двигаются синхронно для затягивания/освобождения заготовок. Вы можете использовать эти патроны на токарных станках и делительных головках. Они широко используются в машиностроении, машиностроении и обрабатывающей промышленности. Патроны удерживают инструменты или заготовки на токарном станке, чтобы вращать их вокруг оси токарного станка. Универсальные спиральные патроны в первую очередь предназначены для захвата круглых предметов с однородной поверхностью для достижения отличных результатов обработки в таких операциях, как точение, нарезание резьбы, калибрование и т. д. Помимо этих полустальных моделей, Bison предлагает аналогичный ассортимент прецизионно кованой стали. тело патроны, а также. Это патроны с задним креплением, которые более долговечны, чем полустальные патроны, благодаря более прочному корпусу.
Они обеспечивают быстрое и исключительно точное центрирование. Закаленные зубья челюсти идеально совпадают со спиральной пластиной. Таким образом, при вращении спиральной пластины внутри корпуса патрона с помощью ключа все три кулачка двигаются синхронно для затягивания/освобождения заготовок. Вы можете использовать эти патроны на токарных станках и делительных головках. Они широко используются в машиностроении, машиностроении и обрабатывающей промышленности. Патроны удерживают инструменты или заготовки на токарном станке, чтобы вращать их вокруг оси токарного станка. Универсальные спиральные патроны в первую очередь предназначены для захвата круглых предметов с однородной поверхностью для достижения отличных результатов обработки в таких операциях, как точение, нарезание резьбы, калибрование и т. д. Помимо этих полустальных моделей, Bison предлагает аналогичный ассортимент прецизионно кованой стали. тело патроны, а также. Это патроны с задним креплением, которые более долговечны, чем полустальные патроны, благодаря более прочному корпусу.
Преимущества
- Трехкулачковые патроны Bison серии D1 лучше всего подходят для удержания инструментов или заготовок с круглым или шестигранным поперечным сечением для их вращения вокруг оси токарного станка.
- Эти универсальные спиральные патроны Camlock со шпинделем обеспечивают быстрое и точное центрирование объектов на токарных станках.
- Для этих патронов прямого монтажа не требуются переходные пластины.
- Зубья кулачков патрона идеально выровнены со спиральной пластиной, поэтому при вращении пластины все три кулачка двигаются одновременно для закрепления/освобождения заготовок.
Области применения
- Патроны прямого монтажа серии D1 в первую очередь предназначены для использования со шпинделями токарных станков и индексными головками.
- Эти 3-кулачковые универсальные спиральные патроны можно использовать для захвата круглых предметов с однородной поверхностью.
- Самоцентрирующиеся патроны Bison широко используются в механической, механической и обрабатывающей промышленности.

- С помощью этих универсальных спиральных патронов вы можете добиться выдающихся результатов во многих операциях обработки, включая токарную обработку, нарезание резьбы, калибрование и многое другое.
Особенности
- Bison Camlock-шпиндельные трехкулачковые патроны имеют универсальный полустальной (чугунный) корпус.
- Серия D1 включает патроны для прямого монтажа.
- Зубья челюстей, шестерни и направляющие закалены и прецизионно отшлифованы, а спиральная пластина изготовлена методом штамповки и закалена из высококачественной легированной стали.
- Самоцентрирующиеся патроны поставляются с двусторонними кулачками, ключом и крепежными винтами.
- Эти патроны с задним креплением предлагаются в размерах 6, 8, 10, 12 и 16 дюймов с различными типами носика шпинделя.
Включает
- (1) Набор из двух частей переворачивающихся губок.
- Жесткие накладные кулачки и твердые основные кулачки.

- (1) Гаечный ключ.
- (1) Набор крепежных винтов.
OTMT 3-КУЛАЧКОВЫЙ Патрон для токарного станка
Нажмите на изображение, чтобы увеличить
Технические характеристики Подробности Отзывы
| Марка | ОТМТ |
|---|---|
| Модель № | 3-ХОДОВАЯ |
| Тип | 3-х кулачковый патрон |
| Для использования с | 87-115-935 |
| Стойка 65 | Да |
| Вес | 33 фунта.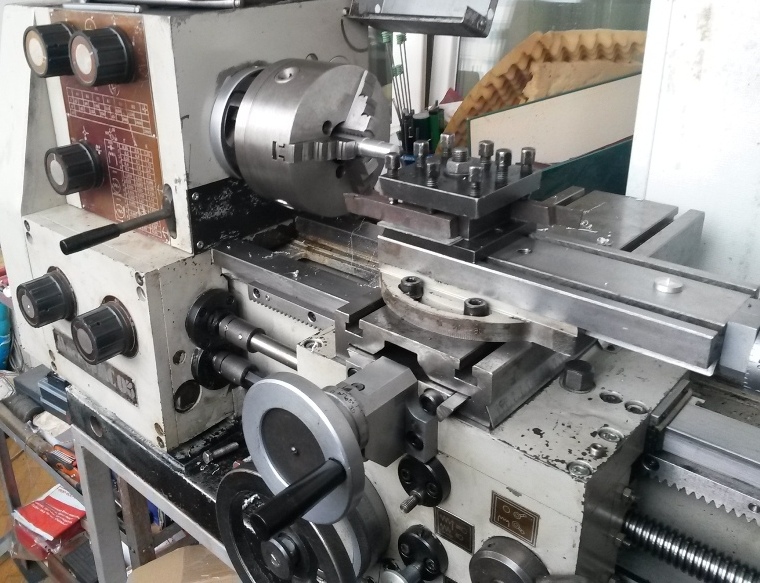 |
| Страна происхождения | ИМПОРТ |
Многие продукты для металлообработки содержат металлы, на которые распространяется последнее предупреждение в соответствии с Предложением 65. Воздействие элементов может быть вредным. Может вызвать рак и нанести вред репродуктивной системе.
Детали
Решения для механических цехов
Проблема: Отдельные токарный и сверлильно-фрезерный станки занимают место и замедляют процесс обработки. Решение: Удобная двойная установка позволяет регулировать фрезерование и сверление непосредственно на токарном станке, экономя место и время.
Две машины в одной!
Экономия денег и места при повышении эффективности
Объединив мощный токарный станок и сверлильно-фрезерный станок в одну сверхэффективную и сверхудобную конструкцию, этот станок не только освобождает ценное пространство в магазине, но и обеспечивает значительную экономию средств по сравнению с длительный срок. На самом деле, как только вы запустите этот комбинированный токарный станок, вы удивитесь, как вы и ваши сотрудники раньше обходились без него. Используйте этот станок для всех ваших потребностей в металлообработке, включая токарную обработку, сверление отверстий и фрезерование. Прочная, сверхпрочная конструкция и качество изготовления обеспечивают прочную основу для всех ваших проектов по механической обработке. Жесткие допуски могут поддерживаться, поэтому вы можете производить высококачественные детали для своих клиентов. Большой размер стола 18,7 x 6,3 дюйма достаточно велик, чтобы обрабатывать самые разные размеры деталей, что помогает максимизировать производительность. Входящие в комплект тиски надежно зажимают заготовки для меньшего колебания и более точных резов. При токарной обработке большой рабочий ход 17,3 дюйма позволяет выполнять большинство проектов на одном станке.
На самом деле, как только вы запустите этот комбинированный токарный станок, вы удивитесь, как вы и ваши сотрудники раньше обходились без него. Используйте этот станок для всех ваших потребностей в металлообработке, включая токарную обработку, сверление отверстий и фрезерование. Прочная, сверхпрочная конструкция и качество изготовления обеспечивают прочную основу для всех ваших проектов по механической обработке. Жесткие допуски могут поддерживаться, поэтому вы можете производить высококачественные детали для своих клиентов. Большой размер стола 18,7 x 6,3 дюйма достаточно велик, чтобы обрабатывать самые разные размеры деталей, что помогает максимизировать производительность. Входящие в комплект тиски надежно зажимают заготовки для меньшего колебания и более точных резов. При токарной обработке большой рабочий ход 17,3 дюйма позволяет выполнять большинство проектов на одном станке.
Компактный размер подходит там, где две машины никогда не поместятся
Преимущества
- Обеспечивает впечатляющую экономию средств за счет объединения двух машин в одну.
