Станок токарный с чпу 16а20ф3 технические характеристики: Токарный станок с ЧПУ 16А20Ф3: технические характеристики, паспорт
alexxlab | 14.01.1970 | 0 | Токарный
Токарный станок с ЧПУ 16А20Ф3: технические характеристики, паспорт
Токарные станки с числовым программным управлением 16А20Ф3 отличаются многофункциональностью и высокой производительностью. Они обтачивают средние по размеру детали, производя наружную и внутреннюю обработку сложного профиля. С момента начала их выпуска и до настоящего времени модель 16А20Ф3 является одной из востребованных.
Сведения о производителе
Возле мастерской в Замоскворечье братья Бромлей в 1857 году начали строительство механического завода. Первой его продукцией топоры, серпы и другие инструменты для крестьян. В 1864 году братья приобрели новый участок и стали оформлять разрешение на строительство новых зданий цехов.
В 1870 и 1872 году строгальные и сверлильные станки из Замоскворечья получили золотые медали на Московской промышленной выставке. Паровая машина тройного расширения была награждена Большой золотой медалью на международной выставке в Париже.
В 1918 году завод национализировали и провели модернизацию.
Важно!
Московский станкостроительный завод с 2016 года располагается в Новых Черемушках. Выпуск токарных станков с ЧПУ возобновился.
Назначение и область применения
Токарный патронно-центровой станок с ЧПУ 16А20Ф3 предназначен для наружной и внутренней обработки средних по размеру заготовок диаметром до 400 мм и длиной 1000 мм. На оборудовании вытачивается ступенчатый и криволинейный профиль со смещением относительно оси вращения. Весь цикл обработки проходит в автоматическом режиме.
Модель 16А20Ф3 выполняет наружную и внутреннюю обработку:
- точение цилиндрических поверхностей в одной оси и со смещением;
- элементы, имеющие конические, сферические и другие сложные профили;
- сверление по торцу и радиусу;
- расточку;
- нарезку резьбы.

Патронно-центровой станок с ЧПУ 16А20Ф3 предназначен для чистовой обработки сложнопрофильных деталей. На нем производят коленвалы, шатуны, серьги и другие изделия единичные и большими партиями.
Узнайте, чем так хорош универсальный токарно-карусельный станок 1516.
Расположение составных частей
Шарико-винтовые пары осей X и Z имеют повышенный ресурс работы за счет надежной защиты узлов. Шпиндель высокоточный, с отверстием 55 мм и 64 мм.
На станине имеется транспортер удаления стружки. Суппортная группа состоит из фартука и основания съемной автоматической револьверной головки. Они приводятся в движение приводом и ВГК поперечного перемещения. Продольное движение инструмента осуществляется через угловые зубчатые передачи и муфту от винтов ВГК.
Слева над станиной в корпусе размещается коробка скоростей, шпиндельная бабка. Патрон установлен механизированный, имеющий свой электрический привод. Задняя бабка располагается на направляющих станины. Пиноль приводится в движение электромеханическим приводом. Пульт управления станком кнопочный. Он располагается на кронштейне и легко меняет свое положение.
Пиноль приводится в движение электромеханическим приводом. Пульт управления станком кнопочный. Он располагается на кронштейне и легко меняет свое положение.
Расположение органов управления
На передней бабке вверху располагается панель управления станка. Ниже рукоятка для установки частоты вращения шпинделя. Рукоятка для ручного перемещения поперечного суппорта расположена на его корпусе, выше фартука.
Продольное перемещение каретки в ручном режиме включается рукояткой в месте крепления валов, слева. Она включается в сторону движения узла. Внизу на станине педали управления:
- зажима и разжима патрона;
- подвода и отвода пиноли.
Зажим пиноли в ручном режиме выполняется рукояткой на ее корпусе.
Важно!
Управление всеми узлами дублируется на выносном блоке.
На заднем ограждении агрегата, вверху, смонтирован блок отображения символьной информации. БОСИ является элементом визуализации процесса обработки и корректирует обработку с учетом износа инструмента. Контроль работы приводов отображается на панели в верхнем правом углу ограждения. Пульт управления оборудованием вынесен вперед на кронштейне.
Контроль работы приводов отображается на панели в верхнем правом углу ограждения. Пульт управления оборудованием вынесен вперед на кронштейне.
Кинематическая схема
Конструкция машины, паспорт
Конструкция модели 16А20Ф3 имеет свои особенности. В комплект станка входят сменные инструментальные головки с поворотной осью и количеством резцедержателей 6, 8, 12. На высокой станине, отлитой из чугуна марки СЧ20 термообработанные направляющие повышенной износостойкости. По ним перемещается суппорт и задняя бабка.
Шпиндель получает крутящий момент от главного привода через коробку скоростей и зубчатое зацепление. На нем устанавливается патрон для крепления заготовки. При работе с прокатом, после отрезки готовой детали заготовка перемещается в рабочую зону автоматически.
Инструментальный диск имеет гнезда для нескольких резцов, в зависимости от модели. В продольном направлении он перемещается вместе с суппортом. Поперечное движение обеспечивается приводом, расположенным под корпусом револьверной головки. Коробка подач располагается в фартуке. Она имеет свой электропривод. Одновременно включается не более 2 перемещений.
Коробка подач располагается в фартуке. Она имеет свой электропривод. Одновременно включается не более 2 перемещений.
Важно!
С целью безопасности все вращающиеся и движущиеся узлы имеют ограждения с концевыми выключателями. Станок не начнет работать, пока все щитки не займут свое место.
Паспорт токарного станка можно бесплатно скачать по ссылке – Паспорт токарного патронно-центрового станка с числовым программным управлением 16А20Ф3.
Система Числового Управления
Все модели станков серии 16А выпускаются под числовое программное управление. Вид ОС устанавливается в зависимости от предназначения оборудования и предпочтений покупателя.
Станки 16А20Ф3 адаптированы под работу с программными системами:
- ЧПУ.
- УЧПУ.
- Замкнутыми.
- Разомкнутыми.
- CNC.
Одновременное перемещение возможно в 2 осях координат.
Технические характеристики
Точность обработки на станке 16А20Ф3 составляет 0,01 мм. Программа имеет дискретность 0,0–1 мм по обеим осям.
Программа имеет дискретность 0,0–1 мм по обеим осям.
Технические характеристики модели токарного станка 16А20Ф3:
- диаметр заготовки над станиной 400 мм;
- над суппортом 220 мм;
- максимальная длина заготовки 1000 мм;
- диаметр отверстия шпинделя 53 мм;
- наибольшая длина заготовки при обработке револьверной головкой 870 мм;
- мощность двигателя главного привода 11 кВт;
- количество скоростей шпинделя 22;
- высота резца 25 мм;
- число координат 2;
- система ЧПУ – 2Р22;
- суммарная мощность станка 22 кВт.
Габариты станка составляют 3700×1700×2145 мм при массе с оборудованием ЧПУ 4050 кг. Токарный станок с ЧПУ 16А20Ф3 является лидером по использованию его на крупных предприятиях, имеющих металлообрабатывающее оборудование. В настоящее время агрегаты широко используют для изготовления сложных единичных деталей и при работе на потоке.
Поделиться в социальных сетях
16А20Ф3 Станок токарный патронно-центровой с числовым программным управлением (ЧПУ)описание, схемы, характеристики
Сведения о производителе токарного станка с ЧПУ 16А20Ф3
Производитель токарного станка с ЧПУ 16А20Ф3 – Московский станкостроительный завод “Красный пролетарий” им. А.И. Ефремова, основанный в 1857 году.
А.И. Ефремова, основанный в 1857 году.
Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном заводе “Красный пролетарий” им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП – Догнать И Перегнать), где 200, 300, 400, 500 – высота центров над станиной.
По мере совершенствования конструкции станков завод выпускал все более современные модели – 1А62, 1К62, 16К20, МК6056.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
16А20Ф3 Станок токарный патронно-центровой с числовым программным управлением (ЧПУ). Назначение и область применения
Токарный cтанок 16А20Ф3 предназначен для токарной обработки наружных (диаметром до 400 мм) и внутренних поверхностей деталей (длиной до 1000 мм) со ступенчатым и криволинейным профилем в осевом сечении в замкнутом полуавтоматическом цикле.
Токарный станок
Устройство ЧПУ станка 16А20Ф3 (станок может оснащаться различными типами систем ЧПУ: разомкнутыми, замкнутыми, СNС) обеспечивает движение формообразования (число одновременно управляемых координат равно двум), изменение значений подач, переключение частот вращения шпинделя, индексацию резцовой головки и нарезание резьбы по программе.
Станки могут выпускаться с различными устройствами ЧПУ (УЧПУ), в исполнении для встраивания в гибкие производственные модули (ГПМ), а также в специальном и специализированном исполнении при оснащении наладками по согласованию с заказчиком.
Станки 16А20Ф3 могут комплектоваться съемными инструментальными головками с 6, 8 и 12 – позиционными резцедержателями с горизонтальной осью поворота.
Особенности конструкции:
- высокопрочная станина, выполненная литьем из чугуна марки СЧ20 с термообработанными шлифованными направляющими обеспечивают длительный срок службы и повышенную точность обработки
- привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм
- высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой
- надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z станок оснащается системами ЧПУ и электроприводами, как отечественного производства, так и производства зарубежных фирм
Область применения: Мелкосерийное серийное производство.
Класс точности П по ГОСТ 8—82.
Вид климатического исполнения по ГОСТ15150—69: УХЛ4.
Обозначение в зависимости от оснащения УЧПУ станок токарный патронно-центровой с ЧПУ мод. 16А20Ф3СХХ, где XX — принятый на заводе дополнительный индекс, например 15 – УЧПУ МС2101, 32-УЧПУ 2Р22, 39 — «Электроника НЦ-31» и т. д.
Например:
- 16А20Ф3С15 — исполнение станка с УЧПУ МС2101
- 16А20Ф3С19 — исполнение станка с УЧПУ 2У22-62
- 16А20Ф3С32 — исполнение станка с УЧПУ 2Р22
- 16А20Ф3С39 — исполнение станка с УЧПУ Электроника НЦ-31
- 16А20Ф3С40 — исполнение станка с УЧПУ Sinumerik 802C
- 16А20Ф3С43 — исполнение станка с УЧПУ МС2109
- 16А20Ф3С47 — исполнение станка с УЧПУ Sinumerik 802C
- 16А20Ф3С49 — исполнение станка с УЧПУ NC-200
В зависимости от заказа станки поставляются с основанием под транспортер стружкоудаления и комплектуются транспортером или с основанием без окна для транспортера стружкоудаления и не комплектуются транспортером.
История серии токарно-винторезных станков от ДИП-200 → 1а62 → 1к62 → 16к20 → МК6056
В 1930 году на Московском станкостроительном заводе “Красный пролетарий” было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 – высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей – ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году осваивается выпуск станков ДИП-300, ДИП-400, ДИП-500. Впоследствии производство этих станков было передано на Рязанский станкостроительный завод. Производство станка ДИП-500 было, также, передано на Коломенский завод тяжелых станков КЗТС.
В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков и принята единая система условных обозначений станков. По новой системе обозначений первый ДИП-200 стал называться 1Д62. Но абревиатура ДИП-200 сохранилась и по сей день – для обозначения токарного станка с высотой центров над станиной равной или близкой 200 мм.
В 1940 году завод выпустил станок 162К (26А) – один из вариантов ДИП-200.
В 1945 году завод переходит на выпуск модернизированного станка ДИП-200 (ДИП-20М, 1д62м).
В 1948 году завод переходит на выпуск станка 1А62.
В 1949-1953 году без остановки производства осуществлен переход на поточное производство токарного станка 1А62. Также в разные годы выпускались: 1620, 1Б62, 1м620, 1622.
В 1954 году был изготовлен опытный образец станка 1К62, серийное производство которого было запущено в 1956 году.
В 1956 году завод перешёл на крупносерийный выпуск нового станка 1К62. За последующие 18 лет, в течение которых они изготавливались, было выпущено 202 тысячи таких станков.
За последующие 18 лет, в течение которых они изготавливались, было выпущено 202 тысячи таких станков.
Выпускались модификации, изготовленные на базе токарно-винторезного станка 1к62: 1к625, 1к620, 1к62Б повышенной точности и др.
В 1965 году завод выпустил токарно-винторезный станок повышенной точности 16Б20П, который стал переходной моделью между 1к62 и 16к20. Коробка подач 16Б20П.070.000 и фартук 16Б20П.061.000 этого станка стали стандартом для всех последующих моделей этой серии.
В 1971 году была изготовлена опытная партия станков 16К20, в 1972 году на Лейпцигской ярмарке станок 16К20 был удостоен золотой медали.
В 1972—1973 проводилась реконструкция завода в связи с выпуском новой модели станка 16К20. Осваивается серийное производство этих станков. К концу года с конвейера сходит до 1000 таких станков в месяц. На экспорт отправляется около 10 процентов.
На основе базовой модели токарно-винторезного станка 16К20 было изготовлено множество модификаций, в том числе: 16К25, 16К20М, 16К20П, 16К20В, 16К20Г, 16К20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и др.
Станки с ЧПУ 16К20Ф3, 16К20Ф3С32, 16А20Ф3, 16К20Т1.
В 1988 году производство станка модели 16к20 прекращено. На смену ему пришли токарно-винторезные станки серии МК: МК6046, МК6047, МК6748, МК6056, МК6057, МК6758.
Карта возможностей станка 16А20Ф3 с шестипозиционной револьверной головкой
Карта возможностей станка 16А20Ф3 с 6- позиционной револьверной головкой
Карта возможностей станка 16А20Ф3 с шестипозиционной револьверной головкой. Смотреть в увеличенном масштабе
Карта возможностей станка 16А20Ф3 с восьмипозиционной револьверной головкой УГ9326
Карта возможностей станка 16А20Ф3 с 8- позиционной револьверной головкой
Карта возможностей станка 16А20Ф3 с восьмипозиционной револьверной головкой УГ9326. Смотреть в увеличенном масштабе
Карта возможностей станка 16А20Ф3 с двенадцатипозиционной револьверной головкой УГ9325
Карта возможностей станка 16А20Ф3 с 12- позиционной револьверной головкой
Карта возможностей станка 16А20Ф3 с двенадцатипозиционной револьверной головкой УГ9325. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Карта возможностей станка 16А20Ф3 с инструментальным диском УГ0103.452000.000 и восьмипозиционной револьверной головкой УГ9328
Карта возможностей станка 16А20Ф3 с 8- позиционной револьверной головкой УГ9328
Карта возможностей станка 16А20Ф3 с инструментальным диском УГ0103.452000.000 и восьмипозиционной револьверной головкой УГ9328. Смотреть в увеличенном масштабе
Общий вид токарного станка с ЧПУ 16А20Ф3
Фото токарного станка с ЧПУ 16а20ф3
Фото токарного станка с ЧПУ 16а20ф3
Фото токарного станка с ЧПУ 16а20ф3
Фото токарного станка с ЧПУ 16а20ф3
Расположение составных частей станка 16А20Ф3
Расположение основных узлов станка 16а20ф3
Расположение основных узлов станка 16а20ф3
| # | Наименование | Обозначение | ||
|---|---|---|---|---|
| 16А20Ф3С15 | 16А20Ф3С32 | 16А20Ф3С39 | ||
| 1 | Основание с транспортером стружкоудаления | 16К20Ф. 013000.000 013000.000 | ||
| 2 | Станина | 16К20Т1.010000.000 | ||
| 3 | Суппортная группа | 16К20Т1.054000.000 | ||
| 4 | Передача ВГК продольного перемещения | 16К20Т1.159000.000 | ||
| 5 | Опора левая винта продольного перемещения | 16К20Т1.072000.000 | ||
| 6 | Патрон механизированный с электромеханическим приводом | 16К20Ф.092000.000 | ||
| 7 | Ограждение неподвижное | 16А20Ф3.268000.000 | ||
| 8 | Ограждение подвижное | 16А20Ф3.265000.000 | ||
| 9 | Бабка шпиндельная | 16А20Ф3.025000.000 | ||
| 10 | Шкаф управления для станка | 16А20ФЗ.180000 | 16А20Ф3.447000 | 16А20ФЗ.192000 |
| 11 | Головка автоматическая 8-и позиционная | УГ9326. 000000 000000 | ||
| 12 | Ограждение суппортной группы | 16А20Ф3.267000.000 | ||
| 13 | Бабка задняя | 16А20Ф3.035000.000 | ||
| 14 | Электромеханический привод пиноли задней бабки | 16А20Ф3.037000.000 | ||
| 15 | Разводка коммуникаций | 16А20Ф3.112000.000 | ||
| 16 | Пульт управления станком | 16А20Ф3.513000 | 16А20Ф3.510000 | 16А20Ф3.509000 |
| 17 | Кронштейн пульта управления | 16А20Ф3.511000.000 | ||
| 18 | Опора правая продольного перемещения | 16К20Т1.073000.000 | ||
| 19 | Станция смазки шпиндельной бабки | 16К20Т1.241000.000 | ||
| 20 | Установка моторная | 16К20Т1.157000.000 | ||
| 21 | Ограждение задней зоны | |||
| 22 | Привод поперечного перемещения | 16K20Tl. 486000.000 486000.000 | ||
| 23 | Передача ВГК поперечного перемещения | 16К20Т1.158000.000 | ||
| 24 | Короб в составе узла | 16А20Ф3.447000.000 | ||
Расположение органов управления токарным станком 16А20Ф3
Расположение органов управления токарным станком 16а20ф3
Перечень органов управления токарным станком 16А20Ф3
- Панель управления станка
- Рукоятка установки диапазона частоты вращения шпинделя
- Рукоятка ручного перемещения (подвод – отвод) поперечного суппорта
- Панель контроля работы приводов Размер 2М-5-21
- Пульт управления работой станка
- Рукоятка зажима задней бабки на станке
- Панель управления транспортером стружкоудаления
- Рукоятка ручного перемещения (влево – вправо) продольной каретки
- Клавиатура УЧПУ
- Педаль управления подводом и отводом пиноли задней бабки (сдвоенная)
- Педаль управления зажимом и разжимом патрона (сдвоенная)
- БОСИ блок отображения символьной информации.
 Визуализация программы обработки, коррекции инструмента
Визуализация программы обработки, коррекции инструмента - Рукоятка зажима пиноли задней бабки
Кинематическая схема токарного станка с ЧПУ 16А20Ф3
Кинематическая схема токарного станка 16а20ф3
Схема кинематическая токарного станка с ЧПУ 16А20Ф3. Смотреть в увеличенном масштабе
Кинематическая схема станка приведена на рис. 21. Кинематические схемы автоматической головки и транспортера стружкоудаления приведены в руководствах по эксплуатации на них.
Механизм главного движения станка
На станке установлена шпиндельная бабка 16А20Ф3.025. (рис. 22), имеющая три диапазона с соотношением 1,25:1; 1:2; 1:5,8; переключаемые вручную. Диапазон частот вращения и положения рукоятки указаны в табл. 18.
Допустимые значения дисбаланса при обработке изделия при различных частотах вращения приведены в табл. 19.
Значения мощности и крутящего момента на шпинделе при различных частотах вращения приведены в табл. 20.
20.
Шпиндель станка смонтирован в коническом двухрядном и однорядном подшипниках. Подшипники регулируются на заводе-изготовителе станка и не требуют регулировки в процессе эксплуатации.
Регулировка положения оси шпиндельной бабки на станине производится двумя винтами (рис.23).
Смазка шпиндельной бабки осуществляется от станции смазки, смонтированной на основании станка. Для обеспечения возможности резьбонарезания на шпиндельной бабке устанавливается датчик резьбонарезания 1 (см. рис. 22). Для выборки зазора в зацеплении шестерен 2, 3 привода датчика следует повернуть эксцентриковый фланец 4.
В качестве привода главного движения используется частотнорегулируемый асинхронный электродвигатель с диапазоном регулирования с постоянной мощностью 1500…4500 об/мин (1000…3500 при двигателях постоянного тока производства Болгарии).
Передача вращения от электродвигателя на первый вал шпиндельной бабки осуществляется поликлиновым ремнем 2240Л20 с передаточным отношением 115:257 (160:257 в случае применения электродвигатель постоянного тока производства НРБ).
Основание станка представляет собой жесткую отливку. На основании устанавливаются станина, электродвигатель главного движения, станции смазки направляющих каретки и шпиндельной бабки. Используются основания двух типов:
- с окном для схода стружки и проемом для установки транспортера стружкоудаления, который вводится с правой стороны;
- без окна, разделенное по вертикали в средней части сплошной перегородкой, в этом случае средняя часть основания служит сборником для стружки и СОЖ, отсек в нижней правой части основания служит резервуаром СОЖ, сзади с правой стороны основания установлен насос СОЖ.
16А20Ф3 Конструкция токарного станка
Станина станка
Станина станка имеет коробчатую форму с поперечными ребрами П-образного профиля, закаленные шлифованные направляющие. На станине станка устанавливаются: шпиндельная бабка, каретка, привод продольной подачи, задняя бабка.
Для базирования каретки на станине передняя направляющая имеет форму неравнобокой призмы, задняя направляющая — плоская. Задняя бабка базируется на станине по малой задней призматической направляющей и по плоскости на передней направляющей.
Задняя бабка базируется на станине по малой задней призматической направляющей и по плоскости на передней направляющей.
Привод продольного перемещения
Привод продольного перемещения (рис. 24, 25) включает шариковую передачу винт-гайка качения, опоры винта, приводной электродвигатель постоянного тока или асинхронный двигатель с частотным регулированием, а также датчик обратной связи, соединенные с винтом через муфты, на станках 16Л20ФЗС39 с приводом «Размер 2М-5-21» используется датчик, встроенный в асинхронный двигатель. В приводе предусмотрена дополнительная передача на валик ручного перемещения, используемый для перемещения каретки при окраске, консервации и расконсервации отключенного станка.
Привод поперечного перемещения
Привод поперечного перемещения включает:
- шариковую передачу
- винт-гайка качения
- опору винта
- приводной электродвигатель постоянного тока или асинхронный с частотным регулированием
- датчик обратной связи, соединенные с винтом через муфты
На станках 16А20ФЗС39 с приводом «Размер 2М-5-21» используется датчик, встроенный в асинхронный электродвигатель. В приводе предусмотрена дополнительная передача на валик ручного перемещения суппорта при окраске, консервации или расконсервации отключенного станка.
В приводе предусмотрена дополнительная передача на валик ручного перемещения суппорта при окраске, консервации или расконсервации отключенного станка.
На станках без датчика эта передача и валик, не устанавливаются, суппорт следует перемещать ключом за головку винта, ввернутого в торец винта поперечного перемещения.
Головка автоматическая универсальная
На станках используется 6-, 8- и 12-позиционная автоматическая универсальная головка с горизонтальной осью поворота с инструментальным диском на 6 радиальных и 3 осевых инструмента (6-позиционная) или на 8 блоков под радиальные или осевые инструменты (8-позиционная) или на 12 под радиальные инструменты и блоки под осевые инструменты, комбинируемые при наладке на деталь (12-позиционная). Описание головки см. в руководстве по эксплуатации на головку. Сверху D головке предусмотрен кран регулирования подачи СОЖ, поворачиваемый при наладке станка.
Задняя бабка
При помощи рукоятки 7, эксцентрикового вала 1, прижимной планки 4 и системы рычагов задняя бабка закрепляется на станине. Если рукоятка 7, отведенная в заднее положение, не обеспечивает достаточный прижим бабки к станине, то нужно посредством регулирования винтами 3 и 6 при отпущенных контргайках 2 и 5, изменяя положение прижимной планки 4, установить необходимое усилие прижима. Перемещение пиноли осуществляется приводом электромеханического перемещения пиноли от головки ЭМГ51.
Если рукоятка 7, отведенная в заднее положение, не обеспечивает достаточный прижим бабки к станине, то нужно посредством регулирования винтами 3 и 6 при отпущенных контргайках 2 и 5, изменяя положение прижимной планки 4, установить необходимое усилие прижима. Перемещение пиноли осуществляется приводом электромеханического перемещения пиноли от головки ЭМГ51.
Станки в исполнении для ГПМ оснащаются приводом перемещения пиноли с контролем положения пиноли, для этого на задней бабке установлены конечные выключатели, которые срабатывают при перемещении пиноли и дают сигналы о положении пиноли в автоматическом цикле работы станка с роботом.
При отсутствии или неправильной установке детали пиноль проходит рабочее положение, кулачок освобождает конечный выключатель, команда на продолжение автоматического цикла не выдается.
Кулачки управления конечными выключателями установлены на поворотном валике, соединенном с винтом перемещения пиноли через передачу червяк — косозубая шестерня и имеют возможность регулировки применительно к конкретной детали.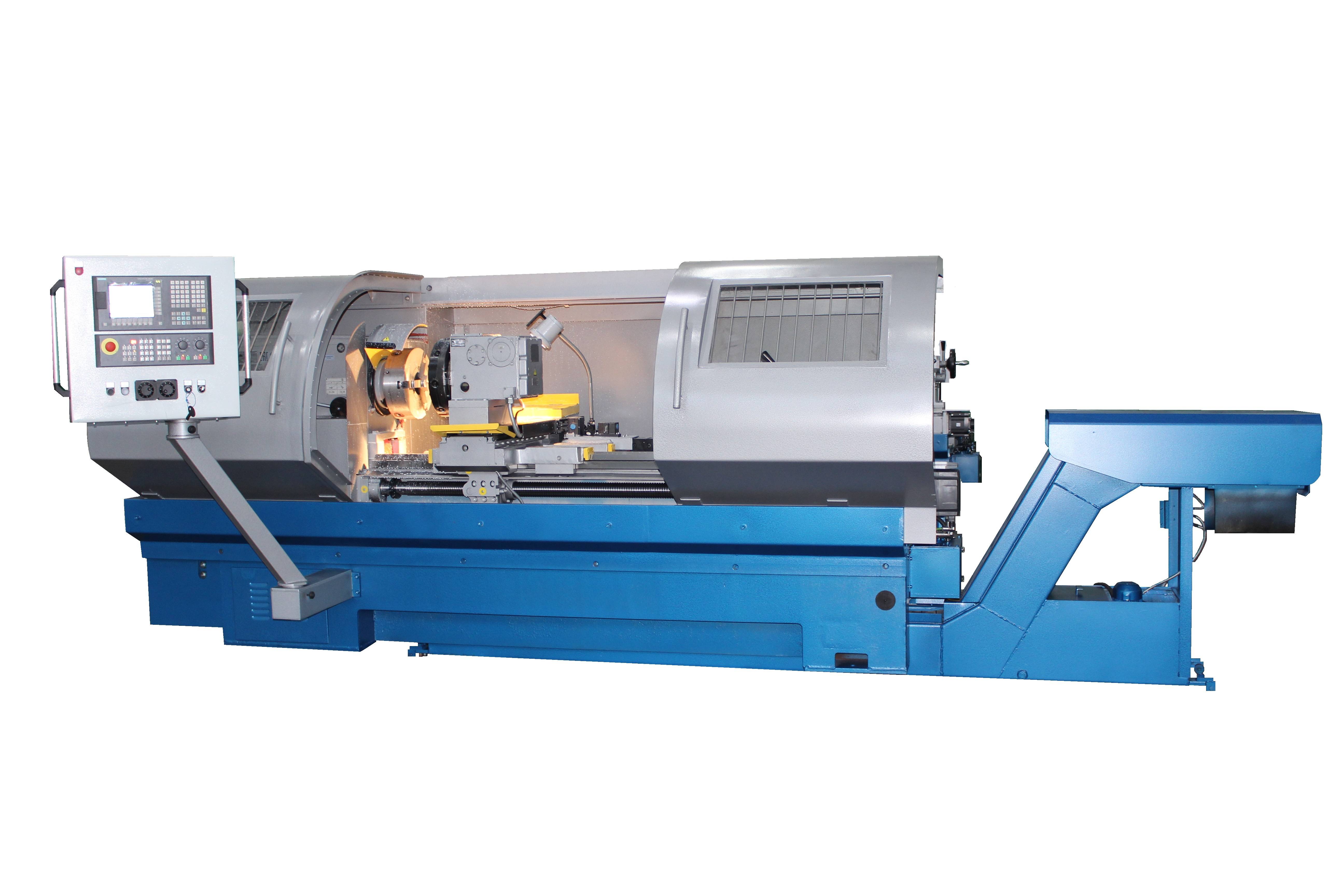
Кулачок положения «отвод» пиноли обычно не регулируется, кулачок «поджим» пиноли устанавливается так, чтобы конечный выключатель срабатывал на 2 мм до конца поджима детали. Допустимое осевое усилие на центр задней бабки — 10 кН (1000 кгс).
Ограждение — неподвижное, щитового типа со съемными щитками с задней стороны станка и переднее ограждение — подвижное с прозрачным экраном для наблюдения, закрывает зону резания.
С целью контроля положения ограждения установлены конечные выключатели, которые дают сигналы для работы станка в автоматическом цикле с роботом. В крайних положениях ограждения предусмотрено замедление перемещения.
Рекомендации по установке и использованию патронов
Для контроля положения тяги на передней бабке установлены на кронштейне 12 бесконтактные конечные выключатели 13, которые дают сигналы о положении подвижного кольца 11 и тяги привода кулачков патрона в автоматическом цикле работы станка с роботом.
Моторная установка
Двигатель главного привода (асинхронный с частотным регулированием или постоянного тока) монтируется на плите (рис. 29), закрепляемой тремя винтами на основании станка. Для вертикального перемещения плиты при одевании и натяжении ремня используется тяга 3 с гайками 2.
29), закрепляемой тремя винтами на основании станка. Для вертикального перемещения плиты при одевании и натяжении ремня используется тяга 3 с гайками 2.
Привод индикатора контакта
На станках в исполнении для встраивания в ГПМ по особому заказу устанавливается индикатор контакта типа БВ-427100 000-07. Индикатор 1 (рис. 30) закрепляется на поворотном кронштейне 2, поворачиваемом в горизонтальное рабочее или вертикальное отведенное положение рейкой-штоком 3 гидроцилиндра 4. Поворот рычага в рабочее положение ограничивается упором 5. Приход рычага в рабочее и отведенное положение контролируется бесконтактными электропереключателями. Сигнал, получаемый от индикатора контакта при касании о рабочую кромку инструмента, поступает в УЧПУ при работе в режиме с автоматической привязкой инструмента. При опускании рычага он откидывает подпружиненную поворотную дверцу 6, предохраняющую индикатор контакта от стружки при работе станка. В зависимости от исполнения электросхемы станка вместо бесконтактных электропереключателей могут быть установлены микропереключатели серии МП-1000.
Суппортная группа
Конструкция суппортной группы отличается применением комбинированных поперечных направляющих — левой наклонной, правой — прямоугольной и покрытием рабочих поверхностей продольных направляющих каретки и поперечных направляющих суппорта антифрикционным составом, например, УП5221 производства НПО «Пластполимер» (г. Донецк Ворошиловградской области). Антифрикционное покрытие обеспечивает постоянство коэффициента трения при малых и высоких скоростях рабочих перемещений, что способствует повышению точности позиционирования и стабильности и точности обработки.
Пульт управления
Пульт управления смонтирован на поворотном кронштейне 5, закрепляемом на основании станка и поворачивается оператором при наладке станка в удобное для него положение, в зависимости от длины обрабатываемого изделия. На пульте смонтированы панели с органами управления станком, а также клавиатура УЧПУ (на откидной панели), вычислительный блок и оперативное запоминающее устройство внешней памяти УЧПУ «Электроника НЦ-31» или блок отображения символьной информации УЧПУ 2Р22 или УЧПУ МС2101. Органы управления на панелях (см. выше), работа с клавиатурой описана в сопроводительной документации на УЧПУ и инструкциях по программированию. При транспортировке станка, перерывах в работе, останове на обеденный перерыв и т. д., следует поднимать откидную панель в верхнее, закрытое положение и запирать ее на замок, предусмотренный в конструкции пульта. После отладки управляющей программы необходимо повернуть пульт и поворотный кронштейн в сторону от станка так, чтобы при отводе продольной каретки станка в крайнее правое положение и поперечного суппорта в крайнее отведенное положение суппорт и корпус автоматической головки не могли задеть о пульт управления.
Органы управления на панелях (см. выше), работа с клавиатурой описана в сопроводительной документации на УЧПУ и инструкциях по программированию. При транспортировке станка, перерывах в работе, останове на обеденный перерыв и т. д., следует поднимать откидную панель в верхнее, закрытое положение и запирать ее на замок, предусмотренный в конструкции пульта. После отладки управляющей программы необходимо повернуть пульт и поворотный кронштейн в сторону от станка так, чтобы при отводе продольной каретки станка в крайнее правое положение и поперечного суппорта в крайнее отведенное положение суппорт и корпус автоматической головки не могли задеть о пульт управления.
Читайте также: Производители токарных станков в России
16А20Ф3 Станок токарный патронно центровой с ЧПУ. Видеоролик.
Технические характеристики станка 16А20Ф3
| Наименование параметра | 16К20Ф3С32 | 16А20Ф3С32 | 16А20Ф3С39 |
|---|---|---|---|
| Основные параметры станка | |||
| Обозначение системы ЧПУ | 2Р22 | 2Р22 | НЦ-31-02 |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 400 | 320 | 320 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 220 | 200 | 200 |
| Наибольший диаметр устанавливаемого изделия над станиной, мм | 500 | 500 | 500 |
| Диаметр отверстия в шпинделе, мм | 53 | 55 | 55 |
| Наибольшая длина изделия устанавливаемого в центрах (РМЦ), мм | 1000 | 1000 | 1000 |
| Наибольшая длина обрабатываемого изделия при числе позиций инструментальной головки (6, 8, 12), мм | 870 | 900,750,850 | 900,750,850 |
| Шпиндель | |||
| Мощность двигателя главного движения, кВт | 11 | 11 | 11 |
| Количество рабочих скоростей шпинделя | 22 | ||
| Пределы чисел оборотов шпинделя, об/мин | 12,5. ..2000 ..2000 | 20…2500 | 20…2500 |
| Диапазон скоростей шпинделя, устанавливаемый вручную, об/мин | Ряд I – 12.5..200 Ряд II – 50..800 Ряд III – 125..2000 | Ряд I – 20…345 Ряд II – 60…1000 Ряд III – 145…2500 | Ряд I – 20…345 Ряд II – 60…1000 Ряд III – 145…2500 |
| Количество автоматически переключаемых скоростей | 9 | ||
| Диапазон автоматического переключения | 16 | ||
| Центр шпинделя передней бабки по ГОСТ 13214-67 | Морзе №6 | Морзе №6 | Морзе №6 |
| Центр пиноли задней бабки по ГОСТ 13214-67 | Морзе №5 | Морзе №5 | Морзе №5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К | 6К |
| Наибольший крутящий момент на шпинделе не менее, Нм (кгс*м) | 800 (80) | 800 (80) | |
| Подачи | |||
| Наибольшее перемещение суппорта: продольное (Z) / поперечное (X), мм | 900/ 250 | 905/ 210 | 905/ 210 |
| Пределы шагов нарезаемых резьб, мм | 0,1. .39,999 .39,999 | 0,25…40 | 0,25…40 |
| Диапазон скоростей продольных подач, мм/мин (мм/об) | 3..2000 | 10..2000 (2,8) | 10..2000 (2,8) |
| Диапазон скоростей поперечных подач, мм/мин (мм/об) | 3..2000 | 5..1000 (1,4) | 5..1000 (1,4) |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 7,0/ 4,0 | 15/ 7,5 | 15/ 7,5 |
| Высота резца, мм | 25 | 25 | 25 |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 6 | 8 (6,12) | 8 (6,12) |
| Параметры системы ЧПУ | |||
| Обозначение системы ЧПУ | 2Р22 | 2Р22 | НЦ-31-02 |
| Число координат | 2 | 2 | 2 |
| Количество одновременно управляемых координат | 2 | 2 | 2 |
| Дискретность задания координат в продольном/ поперечном направлении (дискретность задания по оси Z, X) | 0,001 | 0,001 | 0,001 |
| Пределы программируемых подач продольных/ поперечных, мм/об | 0,01. ..20/ 0,01..10 ..20/ 0,01..10 | 0,01…20/ 0,01..10 | 20,01…40/ 0,01..20 |
| Тип датчика обратной связи по положению и резьбонарезанию | РОД-620 | ВЕ178А5 | ВЕ178А |
| Электрооборудование станка | |||
| Электродвигатель главного привода, кВт/ об/мин | 11/ 1460 | 11/ 1500 | 11/ 1500 |
| Электродвигатель продольных подач – номинальный крутящий момент, Нм (кгс*м) | 23 (2,3) | 23 (2,3) | |
| Электродвигатель поперечных подач – номинальный крутящий момент, Нм (кгс*м) | 17 (1,7) | 17 (1,7) | |
| Электродвигатель станции смазки каретки, кВт/ об/мин | 0,18/ 1400 | 0,18/ 1400 | |
| Электродвигатель станции смазки шпиндельной бабки, кВт/ об/мин | 0,27/ 1450 | 0,27/ 1450 | |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,12/ 2800 | 0,12/ 2800 | |
| Электродвигатель инструментальной головки, кВт/ об/мин | 0,37/ 1365 | 0,37/ 1365 | |
| Суммарная мощность электродвигателей, кВт | 20 | 21,4 | 21,4 |
| Суммарная мощность станка, кВт | 22 | 24 | 24 |
| Габариты и масса станка | |||
| Габаритные размеры станка с ЧПУ (длина, ширина, высота), мм | 3700 1700 2145 | 3700 3000 2100 | 3700 3000 2100 |
| Масса станка с ЧПУ, кг | 4050 | 4150 | 4150 |
- Станок токарный патронно центровой с числовым программным управлением 16А20Ф3.
 Руководство по эксплуатации, 1988
Руководство по эксплуатации, 1988 - Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
Связанные ссылки. Дополнительная информация
Каталог справочник токарных станков с ЧПУ
Паспорта и руководства токарных станков с ЧПУ
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
| Диаметр обработки над станиной, мм | 500 |
| Диаметр обработки над суппортом, мм | 200 |
| Наибольшая длина обработки, 6-позиционная головка, мм | 900 |
| Наибольшая длина обработки, 8-позиционная головка, мм | 750 |
| Наибольшая длина обработки, 12-позиционная головка, мм | 850 |
| Наибольшая длина обработки в центрах, мм | 1000 |
| Диаметр цилиндрического отверстия в шпинделе, мм | 55 |
| Наибольший поперечный ход суппорта, мм | 210 |
| Наибольший продольный ход суппорта, мм | 905 |
| Максимальная рекомендуемая скорость продольной рабочей подачи, мм | 2000 |
| Максимальная рекомендуемая скорость поперечной рабочей подачи, мм | 1000 |
Количество управляемых координат, шт. | 2 |
| Количество одновременно управляемых координат, шт. | 2 |
| Дискретность задания перемещения, мм | 0,001 |
| Пределы частот вращения шпинделя, мин-1 | 20 – 2500 |
| Скорость быстрых перемещений суппорта – поперечного, мм/мин | 2 400 |
| Максимальная скорость быстрых продольных перемещений, мм/мин | 15000 |
| Максимальная скорость быстрых поперечных перемещений, мм/мин | 7500 |
| Количество позиций инструментальной головки | 8 |
| Мощность электродвигателя главного движения, кВт | 11 |
| Класс точности по ГОСТ 8-82 | П |
| Габаритные размеры станка (Д х Ш х В), мм | 3700 × 2260 × 1650 |
| Масса станка, кг | 4000 |
Токарный станок с ЧПУ 16А20Ф3: технические характеристики
Содержание статьи:
Проектированием и изготовлением токарных станков с ЧПУ серии 16А20Ф3 занимается завод «Красный пролетарий» (г. Москва). Эта модель была создана на базе 16К20Ф3 и имеет массу общих конструктивных решений и узлов. Благодаря унификации компонентов ремонт и обслуживание оборудования не вызывает сложностей.
Москва). Эта модель была создана на базе 16К20Ф3 и имеет массу общих конструктивных решений и узлов. Благодаря унификации компонентов ремонт и обслуживание оборудования не вызывает сложностей.
Специфика конструкции станка
Внешний вид
Прежде чем рассматривать технические характеристики станка, следует ознакомиться с особенностями его конструкции. Станки 16А20Ф3 с блоком числового программного управления предназначены для обработки заготовок путем их вращения в полуавтоматическом режиме по замкнутому циклу.
Для комплектации токарного оборудования можно использовать различные типы ЧПУ, характеристики которых выбираются в зависимости от производственных требований. Это могут быть разомкнутые системы, замкнутые или CNC модули. Конструкция станка 16А20Ф3 рассчитана для подключения этих блоков.
К особенностям компоновки можно отнести следующие нюансы:
- чугунная станина. Она изготовлена из чугуна марки СЧ20, на ее поверхности располагаются шлифованные направляющие, прошедшие стадии термической обработки;
- улучшенные характеристики главного привода.
 Мощность электродвигателя 11 кВт дает возможность обеспечить максимальный крутящий момент для шпиндельной бабки 800 Нм;
Мощность электродвигателя 11 кВт дает возможность обеспечить максимальный крутящий момент для шпиндельной бабки 800 Нм; - повышенные меры защиты компонентов. Прежде всего это относится к шарико-винтовым парам, предназначенные для смещения по координатам X и Z. Возможна комплектация электроприводами от зарубежных производителей.
Для одновременной обработки нескольких плоскостей заготовки в станке 16А20Ф3 с блоком ЧПУ можно смонтировать съемные держатели резцов, рассчитанные для установки 6, 8 или 12 режущих инструментов.
В настоящее время производитель предлагает стандартную комплектацию оборудования. Но по желанию заказчика станок 16а20ф3 может оснащаться согласно требованиям к конкретному производству.
Технические параметры оборудования
Компоненты оборудования
По умолчанию токарные станки серии 16А20Ф3 комплектуются ЧПУ серии 2Р22, модель 16А20Ф3С39 поставляется с блоком НЦ-31-02. При этом габаритные размеры оборудования составляют 370*170*214,5 см при массе 4150 кг. Для подключения потребуется линия трехфазная электропередач 380 В.
Для подключения потребуется линия трехфазная электропередач 380 В.
В значимости от модификации станка изменяется максимально допустимый размер детали, обрабатываемой над станиной. Этот параметр может составлять 40 или 32 см. Это же касается сечения заготовки над суппортом, которая равна 22 или 20 см. Максимальная длина не может превышать 100 см. Она может изменяться в зависимости от установленной инструментальной головки – 90, 75 или 85 см.
Также необходимо рассмотреть характеристик токарного станка 16А20Ф3 с приводом. Наиболее важными из них являются:
- число рабочих скоростей – 22;
- пределы оборотов, об/мин – от 12,5 до 2000;
- диапазон скоростей, которые можно установить в ручном режиме для каждого ряда: I – 12,5-200; II – 50-800; III – 125-2000;
- в автоматическом режиме возможна установка 9 скоростей;
- диапазон автоматических переключений — 16;
- максимально допустимый крутящий момент составляет 800 Нм.
Технические характеристики подач станка:
- параметры максимального смещения.
 По оси X – 90 см: по оси Z – 25 см;
По оси X – 90 см: по оси Z – 25 см; - шаг резьбы — от 0,1 до 39,999 мм;
- диапазон возможных поперечных и продольных скоростей одинаков и может варьироваться от 3 до 2000 мм/об;
- допустимая высота резца – 25 мм.
Стандартные блоки ЧПУ, идущие в комплектации с токарным станком 16А20Ф3, имеют практически одинаковые параметры. Число управляемых координат составляет 2. Дискретность изменения значения для каждой из них равно 0,001 мм. Разница заключается в датчике обратной связи. Блок ВЕ178А5 имеет расширенный функционал.
Для изменения функций токарного станка 16А20Ф3 в его конструкции предусмотрен пульт управления, установленный на поворотном кронштейне. Во время работы обязательно необходимо опускать защитную панель. Это не только уменьшит вероятность создания опасной ситуации для работника, но и защитит электронные компоненты оборудования.
В видеоматериале показан пример первого запуска станка с блоком ЧПУ.
Токарно-винторезный станок с ЧПУ АС16К25Ф3/1000 (Российский аналог 16А20Ф3) – цена, отзывы, характеристики с фото, инструкция, видео
Токарно-винторезный станок с ЧПУ АС16К25Ф3/1000 является по сути единственным российским аналогом снятого с производства станка 16А20Ф3. Станок относится к универсальному технологическому металлорежущему оборудованию, используемому на различных металлообрабатывающих предприятиях в условиях мелкосерийного и серийного производства.
АС16К25Ф3/1000 Станок применяется для токарной многооперационной обработки в замкнутом полуавтоматическом цикле наружных и внутренних поверхностей деталей типа тел вращения со ступенчатым и криволинейным профилем, а также для нарезания левых и правых резьб: фронтальных, цилиндрических, конических, цилиндрическо-конических с постоянным и переменным шагом как в патроне, так и в центрах.
| Характеристики | Значение | ||||
|---|---|---|---|---|---|
Система ЧПУ | БАЛТСИСТЕМ NC-201М | ||||
Основные параметры | |||||
Max диаметр устанавливаемый над станиной | мм | 500 | |||
Max диаметр устанавливаемый над суппортом | мм | 300 | |||
Шпиндель | |||||
Тип привода |
| ременный | |||
Мощность главного двигателя | кВт | 7,5 | |||
Частота вращения шпинделя | об/мин | 21 – 1500 | |||
Регулировка частоты вращения |
| бесступенчато, в пределах выбранного диапазона | |||
Количество диапазонов оборотов |
| 3, переключаются вручную | |||
I-диапазон | об/мин | 21 – 150 | |||
II-диапазон | об/мин | 66 – 500 | |||
III-диапазон | об/мин | 162 – 1500 | |||
Диаметр обрабатываемого прутка | мм | 52 | |||
Перемещения | |||||
По оси Х поперечное | мм | 250 | |||
По оси Z продольное | мм | 900 | |||
Рабочая подача | мм/мин | 0 – 2500 | |||
Быстрые перемещения по осям Х / Z | м/мин | 6 / 10 | |||
Инструментальная головка | |||||
Тип |
| вертикальная ось вращения | |||
Количество инструментов | шт | 4 | |||
Время смены инструмента | сек | 1,5 | |||
Максимальное время смены инструмента | сек | 3,5 | |||
Сечение резца | мм | 25х25 | |||
Диаметр инструмента с цилиндрическим хвостовиком | мм | 32 | |||
Задняя бабка | |||||
Ход пиноли | мм | 150 | |||
Диаметр пиноли | мм | 75 | |||
Конус пиноли | МТ# | 5 | |||
Габаритные размеры | |||||
Длина / ширина / высота | мм | 2690х1260х1700 | |||
Масса | кг | 2240 | |||
Отзывы о АС16К25Ф3/1000:
Отзывов пока нет, но ваш может быть первым.
Оставить отзыв
|
Описание станкаТокарно-винторезный станок 16А20Ф3С32 с устройством ЧПУ 2Р22 оборудован приводом подач КЕМТОК по оси X и Z и главным приводом КЕМРОН. Данный станок используется для токарной обработки в автоматическом режиме внутренних и наружных плоскостей заготовок типа тел вращения с криволинейным и ступенчатым профилем разной сложности по предварительно спроектированной управляющей программе. Особенности конструкции: __________________________ Скачать документацию натокарно-винторезный станок 16А20Ф3С3216А20Ф3. __________________________ Основные технические характеристикитокарно-винторезного станка 16А20Ф3С32
|
 Отклонение от прямолинейности торцевой плоскости на диаметре 300 мм – 16 мк, отклонение от конусности 20 мк, от цилиндричности 7 мк на длине 300 мм. Область использования станка: серийный и мелкосерийный выпуск.
Отклонение от прямолинейности торцевой плоскости на диаметре 300 мм – 16 мк, отклонение от конусности 20 мк, от цилиндричности 7 мк на длине 300 мм. Область использования станка: серийный и мелкосерийный выпуск. Руководство по эксплуатации
Руководство по эксплуатации ..2500
..2500 Добавить как можно больше технической информации, а так же технической документации на эти станки.
Добавить как можно больше технической информации, а так же технической документации на эти станки. Токарный станок с ЧПУ 16А20Ф3
Токарный станок с ЧПУ модели 16А20Ф3 предназначен для обработки деталей тел вращения из черного и цветного металла в полуавтоматическом режиме. На нем производят наружную и внутреннюю обточку заготовок с прямолинейным или ступенчатым контуром, а так же нарезание резьбы.
Конструктивные особенности:
- достаточная жесткость конструкции, мощный привод, широкий диапазон вращения шпинделя и рабочих подач позволяют получать высокую точность обработки на различных режимах резания;
- проходное отверстие шпинделя не менее 55 мм позволяет производить обработку труб и прутков различного профиля;
- качественные шарико винтовые передачи обеспечивают плавные и точные перемещения по осям X и Z;
- возможность установки систем числового программного управления ведущих российских и мировых производителей;
- по выбору комплектуются токарными патронами с ручным, пневматическим, гидравлическим приводами;
- различные варианты использования револьверных головок на 6, 8, 12 позиций;
- технические характеристики станка указывают на универсальность оборудования и широкий спектр выполняемых работ;
- привода продольной и поперечной подач оснащаются асинхронными сервоприводами;
- переключение числа оборотов происходит от пульта управления с обозначением соответствующих значений на дисплее;
- допускается комплектация транспортером стружки;
- система управления позволяет контролировать перемещения по двум координатам одновременно;
- интеграция в поточные производственные линии увеличивает производительность оборудования;
- станок проектирован и изготовлен для эксплуатации в условиях умеренного и холодного климата при температуре от – 60 до + 40 градусов Цельсия в закрытых помещениях с искусственной вентиляцией;
- защита кабинетного типа обеспечивает безопасную работу оператора;
- повышенный класс точности (ГОСТ 8-82).

Показатели точности
Точность 16А20Ф3 соответствуют следующим показателям: отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм.
Технические характеристики
| Диаметр установки над станиной, мм | 500 |
| Диаметр обработки над станиной, мм | 320 |
| Диаметр обработки над суппортом, мм | 220 |
| Длина заготовки, мм | 1000 |
| Проходное отверстие в шпинделе, мм | 55 |
| Внутренний конус у шпинделя | М6 |
| Конец на шпинделе | 6К |
| Наибольшее продольное перемещение суппорта, мм | 905 |
| Наибольшее поперечное перемещение суппорта, мм | 210 |
| Число одновременно управляемых координат | 2 |
| Частота вращения шпинделя, об/мин | 20-2500 |
| Наибольший крутящий момент, Нм | 800 |
| Предел скоростей продольного направления, мм/мин | 10-2000 |
| Предел скоростей поперечного направления, мм/мин | 5-1000 |
| Ускоренное перемещение продольное, м/мин | 15 |
| Ускоренное перемещение поперечное, м/мин | 7,5 |
| Число инструментов револьверной головки | 6(8,12) |
| Главный двигатель, кВт | 11 |
| Габаритные размеры (длина/ширина/высота), мм | 3700/3000/2145 |
| Масса, кг | 4150 |
Комплектация
| Основная | Дополнительная |
|
|

Основные конструктивные узлы
Система управления
Для расширения возможностей, управление 16А20Ф3 осуществляется системой ЧПУ. Оператор производит контроль за работой и наладкой оборудования от пульта управления, который состоит из клавиатуры и монитора. В базовом исполнении станок комплектуется ЧПУ NC-201M (Балт-Систем), а при желании заказчика и другими системами: Siemens, Fanuc. В советское время часто выпускались станки модели 16А20Ф3С32 с УЧПУ “2Р22”. Устройства числового программного управления позволяют производить универсальные операции с обрабатываемыми деталями и вести работу в различных режимах.
Станина
Прочная станина отливается из чугуна и имеет прямоугольную форму с ребрами жесткости. На ней базируются все остальные узлы и механизмы. Закаленные шлифованные направляющие станины обеспечивают необходимую точность перемещения суппорта.
На ней базируются все остальные узлы и механизмы. Закаленные шлифованные направляющие станины обеспечивают необходимую точность перемещения суппорта.
Шпиндель
Высокоточный шпиндель монтируется на коническом двухрядном и однорядном подшипниках, которые настраиваются во время сборки на заводе-изготовителе и не требуют дополнительной регулировки в процессе эксплуатации. Вращение шпинделя осуществляется от асинхронного двигателя через ременную передачу. Мощность главного привода 11 кВт обеспечивает крутящий момент на шпинделе 8 кНм. Сам шпиндель установлен в передней бабке, которая крепится на станине и устанавливается в нужном положении регулирующими винтами. На корпусе бабки имеются рукоятки переключения числа оборотов.
Приводы
На токарных станках с ЧПУ устанавливают приводы подач продольного и поперечного направления, которые имеют собственное и независимое друг от друга управление. Они состоят из шарико винтовых передач, частотно регулируемых двигателей, датчиков обратной связи. Характерной особенностью данных узлов является независимость частоты вращения от момента. Такой тип устройств обеспечивает качественную, точную и производительную обработку.
Характерной особенностью данных узлов является независимость частоты вращения от момента. Такой тип устройств обеспечивает качественную, точную и производительную обработку.
Задняя бабка
С правой части станины установлена задняя бабка, которая крепится на направляющих при помощи рычагов, рукоятки, прижимной планки и эксцентрикового вала. Перемещение пиноли имеет электромеханический привод. В специальном исполнении, ход пиноли контролируется конечными выключателями, передающими сигнал положения пиноли в автоматическом режиме работы.
Токарный патрон
Для фиксации заготовки применяются кулачковые или цанговые патроны с соответствующим усилием зажима, необходимым для точной и качественной обработки. В зависимости от назначения, видов работ и производительности, на станки устанавливают патроны с ручным зажимом, с пневматическим и гидравлическим приводом. У каждого из вариантов есть свои особенности и преимущества.
Револьверная головка
На токарных станках 16А20Ф3 устанавливают револьверные головки 6-ти, 8-ми, 12-ти позиционные с горизонтальной осью вращения. Конструкция инструментального диска имеет гнезда в осевом и радиальном направлении, в которые устанавливают инструментальные блоки. По желанию заказчика станки комплектуются головками различных марок: УГ9326, Pragati, Baruffaldi и т.д.
Конструкция инструментального диска имеет гнезда в осевом и радиальном направлении, в которые устанавливают инструментальные блоки. По желанию заказчика станки комплектуются головками различных марок: УГ9326, Pragati, Baruffaldi и т.д.
Пульт управления
Для контроля процессом обработки и положения рабочих узлов станка используют пульт управления, смонтированный на поворотном кронштейне. Удобный интерфейс и интуитивная простота устройства облегчает работу оператора. Блок ЧПУ состоит из органов управления станком, клавиатуры, цветного монитора.
Условия покупки и стоимость
Чтобы получить развернутую информацию и купить новый токарный станок с ЧПУ 16А20Ф3, Вы можете обратиться по телефону +7(4852) 66-40-25, через форму заказа на сайте или по электронной почте Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.. Гарантия составляет 12 месяцев. Цена и сроки поставки рассчитываются исходя из комплектации и исполнения станка. Проводим пусконаладочные работы на территории заказчика с обучением рабочего персонала и изготовлением пробных деталей.
Проводим пусконаладочные работы на территории заказчика с обучением рабочего персонала и изготовлением пробных деталей.
– что вам нужно знать
Какие части токарного станка с ЧПУ? Как эти различные компоненты станка с ЧПУ сочетаются друг с другом?
Как правило, токарные станки с ЧПУ выпускаются в следующих основных конфигурациях:
- Горизонтальный
- Вертикальный
- Наклонная кровать
- Плоская кровать
- Стандартный
- Многоосевой
- Другие типы, например Швейцарский тип, многошпиндельный, ось B
В зависимости от конфигурации токарные станки с ЧПУ могут иметь следующие компоненты.
Станина станкаСтанина токарного станка с ЧПУ или токарного центра с ЧПУ является основной базой для всего станка. Здесь монтируются различные компоненты машины. Например, шпиндельная бабка, в которой находится главный шпиндель станка; корпус задней бабки; Скольжение по осям X и Z; дополнительная ось Y; и вспомогательный шпиндель.
Чтобы обеспечить долговечность, Hwacheon производит станины машин из высококачественного чугуна Meehanite. Это помогает ограничить тепловую деформацию и обеспечивает прочную механическую стабильность.Это гарантирует, что обрабатываемые детали неизменно точны.
Главный шпиндельЧасто известный как сердце станка, главный шпиндель состоит из узла шпинделя и системы привода шпинделя. Это некоторые из движущихся частей станка с ЧПУ, в том числе двигатели, шестерни и патрон (подробнее об этом позже). Привод оси C, который помогает позиционировать материал, также будет собран вместе со шпинделем.
Держатели инструментов обычно устанавливаются на диск револьверной головки (вращающийся диск, позволяющий позиционировать и переключать инструменты), они включают в себя как фиксированные, так и стойкие держатели инструмента.Встроенная система привода спасательного инструмента.
Для обеспечения высокого качества Hwacheon производит 100% собственных шпинделей и их частей. Они могут выдерживать стандартные или более высокие дополнительные диапазоны оборотов, работать с минимальным уровнем вибрации, в зависимости от требований приложения.
Вспомогательный шпиндель / Второй шпиндельОтдельно от главного шпинделя в качестве опции вспомогательный шпиндель работает синхронно с главным шпинделем для выполнения первой и второй операции резания на токарном станке с ЧПУ.Это повышает эффективность и производительность за цикл. Названный вторым шпинделем , механизм имеет ту же мощность и мощность, что и основной шпиндель.
Разработанный с учетом потребностей конечных пользователей для достижения большей гибкости и производительности, вспомогательные шпиндели доступны в качестве опции на большинстве аппаратов Hwacheon серии Hi-TECH.
ПатронПатрон представляет собой тисковидную конструкцию, которая захватывает обрабатываемые детали. Он прикреплен к основному шпинделю, который вращает как патрон, так и заготовку.
Чтобы добиться большей производительности в производстве, вам следует подумать о токарных станках с ЧПУ, которые предлагают множество опций, позволяющих вам выбрать подходящий инструмент для ваших токарных работ. Некоторые станки Hwacheon обладают гибкостью и размерами, позволяющими обрабатывать сверхдлинные масляные трубы и другие применения с длинными валами.
НаправляющаяНаправляющая позволяет инструменту перемещаться по горизонтали и вертикали для обеспечения плавного процесса резания. Для обеспечения прочности этой конструкции необходимы жесткость и высочайшая точность.
Hwacheon включает в себя высокопрочные направляющие коробки на всех осях для своей линейки станков Hi-TECH, чтобы сократить время между процессами и повысить точность обработки.
Передняя бабкаСостоит из главного двигателя, передняя бабка удерживает главный шпиндель, на котором установлен патрон. Чтобы обеспечить высокую производительность, вам необходимо подумать, может ли передняя бабка вашего станка выдерживать высокий крутящий момент на низкой скорости. Это важное соображение при работе с прочными материалами.
Для серии Hi-TECH Hwacheon наша система зубчатой передачи обеспечивает мощность и стабильность. Узел трансмиссии и двигатель шпинделя также предназначены для ограничения передачи тепла и вибрации.
Задняя бабкаЗадняя бабка используется для обеспечения дополнительной опорной силы на другом конце компонента. Это необходимо при обработке длинных и сверхдлинных заготовок (например, валов).
Для станков Hwacheon серии Hi-TECH заднюю бабку можно запрограммировать на положение в полуавтоматическом режиме.Это позволяет ему обеспечивать прочную поддержку и большую точность обрабатываемых деталей.
Инструментальная револьверная головкаРевольверная головка дает возможность смены режущего инструмента, необходимого для обработки. Следовательно, он устанавливается на револьверной головке. Размер башни определяется количеством и размером инструментов, которые будут на ней установлены.
Для обеспечения стабильности и точности обработки револьверная головка, например, в Hi-TECH 550 от Hwacheon, обеспечивает мощное зажимное усилие, предлагая индексное время 0.2 секунды на установку для более быстрой и стабильной обработки.
Некоторые из доступных опций включают:
- Токарный станок с ЧПУ, ось Y (для операций вне центра)
- Улавливатель деталей токарного станка с ЧПУ (автоматическая разгрузка деталей)
- Устройство подачи прутка / магазин прутка токарного станка с ЧПУ (один пруток используется в устройстве подачи прутка, в то время как магазин используется для автоматических процессов, включающих несколько прутков).
- Контршпиндель
- MC – привод включает фрезерные, спасательные инструменты и управление по оси C
- Станина различной длины для работы с длинными валами или трубами
Что такое токарный станок с ЧПУ?
Токарные станки – один из самых универсальных обрабатывающих инструментов в обрабатывающей промышленности.
История
Токарный станок – один из старейших станков, используемых в Египте с 1300 г. до н.э. Это был ручной токарный станок по дереву, который использовался для формования симметричных деревянных предметов. Конец 20-го и 21-го веков ознаменовались достижениями компьютерных технологий, и промышленный сектор не стал исключением. В 1950-х годах был создан токарный станок с ЧПУ. Эта технология позволяла машинистам предварительно программировать спецификации, делая первые руки на токарном станке.Станки с ЧПУ стали настолько полезными, что их больше, чем ручных аналогов в обычном магазине.
Что такое токарный станок?
Токарный станок – это станок, который используется для удаления металла с заготовки для придания желаемой формы и размера. Токарный станок обычно используется для придания материалу желаемой формы путем удаления излишков материала с данной заготовки. Токарные станки широко используются в металлообработке и прядении металла. Токарный станок – один из важнейших методов снятия материала в технологии производства.
Токарный станок с ЧПУ
Чаще всего используются токарные станки с числовым программным управлением или ЧПУ, поскольку они являются быстрыми, точными и наиболее совершенными токарными станками. На токарных станках с ЧПУ обрабатываемый материал медленно срезается, в результате чего получается красиво законченный продукт или сложная деталь. Токарные станки с ЧПУ имеют как минимум возможность управлять режущим инструментом под управлением G-кода по 2 осям, обозначенным как X и Z.У них также может быть много других функций, и существует множество разновидностей токарных станков.
Как это работает?
Типичный токарный станок состоит из станины, передней бабки, задней бабки, патрона, револьверной головки, каретки и шпинделя для подачи. Токарный станок вращает заготовку в шпинделе, в то время как фиксированный режущий инструмент приближается к заготовке, чтобы срезать с нее стружку. Благодаря такой геометрии токарные станки идеально подходят для деталей, которые имеют симметрию относительно некоторой оси, которая может быть зажата в шпинделе.
Основные возможности токарного станка
Облицовка
Облицовка – это процесс удаления металла с цилиндрической заготовки, обычно создавая гладкую поверхность.
Токарный
Токарная обработка – это когда токарный инструмент применяется к заготовке для создания канавок, выступов и углублений.
Расточка
Растачивание – это когда вы увеличиваете существующее отверстие. Отверстие можно просверлить, отлить в форму, отлить или выковать.
В обрабатывающей промышленности с ЧПУ наблюдается значительный рост, особенно когда речь идет о разработке и использовании токарных станков с ЧПУ. Токарные станки с ЧПУ стали огромной частью обрабатывающей промышленности. В RCI мы с гордостью предлагаем наши возможности с нашим токарным станком Haas ST-20Y. Если у вас есть проект, для которого вам нужны токарные станки с ЧПУ, позвоните нам по телефону 866-276-6242 .
Что такое обработка с ЧПУ? | Определение, процессы, компоненты и многое другое
Станок с ЧПУ, выполняющий фрезерные операции на заготовке.Изображение предоставлено: Дмитрий Калиновский, Shutterstock
Что такое обработка с ЧПУ?
Обработка с ЧПУ – это термин, обычно используемый в производстве и промышленных приложениях. Но что такое ЧПУ? А что такое станок с ЧПУ?
ЧПУ 101: термин ЧПУ означает «компьютерное числовое управление», а определение обработки с ЧПУ заключается в том, что это субтрактивный производственный процесс, который обычно использует компьютеризированные средства управления и станки для удаления слоев материала из заготовки, известной как заготовка. или заготовку – и производит деталь по индивидуальному заказу.Этот процесс подходит для широкого спектра материалов, включая металлы, пластмассы, дерево, стекло, пену и композиты, и находит применение в различных отраслях промышленности, таких как крупногабаритная обработка с ЧПУ, обработка деталей и прототипов для телекоммуникаций и ЧПУ. обработка деталей в аэрокосмической отрасли, требующих более жестких допусков, чем в других отраслях промышленности. Обратите внимание, что существует разница между определением обработки с ЧПУ и определением станка с ЧПУ: одно – это процесс, а другое – машина. Станок с ЧПУ – это программируемый станок, который способен автономно выполнять операции обработки с ЧПУ.
Субтрактивные производственные процессы, такие как обработка с ЧПУ, часто противопоставляются процессам аддитивного производства, таким как 3D-печать, или формующим производственным процессам, таким как литье под давлением. В то время как процессы вычитания удаляют слои материала из заготовки для создания нестандартных форм и конструкций, аддитивные процессы собирают слои материала для получения желаемой формы, а процессы формования деформируют и смещают исходный материал в желаемую форму.Автоматизированный характер обработки с ЧПУ позволяет производить высокоточные и высокоточные, простые детали и рентабельность при выполнении единичных и средних производственных циклов. Однако, хотя обработка с ЧПУ демонстрирует определенные преимущества по сравнению с другими производственными процессами, степень сложности и сложности, достигаемая при проектировании деталей, и рентабельность производства сложных деталей ограничены.
Хотя каждый тип производственного процесса имеет свои преимущества и недостатки, в этой статье основное внимание уделяется процессу обработки с ЧПУ, излагаются основы процесса, а также различные компоненты и инструменты станка с ЧПУ (иногда ошибочно называемого станком C и C). .Кроме того, в этой статье исследуются различные операции механической обработки с ЧПУ и представлены альтернативы процессу обработки с ЧПУ.
Кратко, это руководство охватывает:
Вы сейчас находитесь между работой или работодателем, который хочет нанять? Мы подготовили для вас обширную коллекцию ресурсов для соискателей работы в промышленности и работодателей, которые хотят заполнить вакансии. Если у вас есть открытая вакансия, вы также можете заполнить нашу форму, чтобы включить ее в информационный бюллетень Thomas Monthly Update.
Обзор процесса обработки с ЧПУ
Развиваясь из процесса обработки с числовым программным управлением (ЧПУ), в котором использовались перфокарты, обработка с ЧПУ представляет собой производственный процесс, в котором используются компьютеризированные средства управления для управления станками и режущими инструментами и манипулирования ими для придания формы заготовке – например, металлу, пластику, дереву, пене и т. Д. композит и т. д. – в нестандартные детали и конструкции. Хотя процесс обработки с ЧПУ предлагает различные возможности и операции, фундаментальные принципы процесса остаются в основном одинаковыми для всех из них.Базовый процесс обработки с ЧПУ включает следующие этапы:
- Проектирование CAD-модели
- Преобразование файла САПР в программу ЧПУ
- Подготовка станка с ЧПУ
- Выполнение операции обработки
CAD Модель Дизайн
Процесс обработки с ЧПУ начинается с создания 2D-векторной или 3D-модели твердотельной детали в САПР либо внутри компании, либо в компании, предоставляющей услуги проектирования CAD / CAM. Программное обеспечение для автоматизированного проектирования (САПР) позволяет дизайнерам и производителям создавать модели или визуализировать свои детали и продукты вместе с необходимыми техническими характеристиками, такими как размеры и геометрия, для производства детали или продукта.
Конструкции для деталей, обработанных с ЧПУ, ограничены возможностями (или неспособностью) станка с ЧПУ и инструментов. Например, большинство станков с ЧПУ имеют цилиндрическую форму, поэтому геометрия детали, возможная в процессе обработки с ЧПУ, ограничена, поскольку инструмент создает изогнутые угловые участки. Кроме того, свойства обрабатываемого материала, конструкция инструмента и возможности крепления станка дополнительно ограничивают возможности проектирования, такие как минимальная толщина детали, максимальный размер детали, а также включение и сложность внутренних полостей и элементов.
После завершения проектирования САПР дизайнер экспортирует его в формат файла, совместимый с ЧПУ, например STEP или IGES.
Таблицы допусков на обработку с ЧПУПри выборе деталей для механического цеха важно указать все необходимые допуски. Хотя станки с ЧПУ очень точны, они все же оставляют небольшие различия между дубликатами одной и той же детали, обычно около + или – 0,005 дюйма (0,127 мм), что примерно в два раза больше ширины человеческого волоса.Чтобы сэкономить на расходах, покупатели должны указывать допуски только в тех областях детали, которые должны быть особенно точными, поскольку они будут контактировать с другими деталями. Хотя существуют стандартные допуски для разных уровней обработки (как показано в таблицах ниже), не все допуски равны. Если, например, деталь абсолютно не может быть больше измерения, она может иметь заданный допуск + 0,0 / -0,5, чтобы показать, что она может быть немного меньше, но не больше в этой области.
Таблица 1: Линейные допуски при обработке с ЧПУ
Диапазон размеров (мм) | мелкое (F) +/- | Средний (M) +/- | Грубый (C) +/- | Очень грубая (V) +/- |
.5-3 | 0,05 | .1 | ,2 | – |
3-6 | 0,05 | .1 | .3 | ,5 |
6-30 | .1 | ,2 | ,5 | 1,0 |
30-120 | .15 | .3 | ,8 | 1,5 |
120-400 | ,2 | ,5 | 1,2 | 2,5 |
400–1000 | .3 | ,8 | 2,0 | 4,0 |
1000-2000 | .5 | 1,2 | 3,0 | 6.0 |
2000-4000 | – | 2,0 | 4,0 | 8,0 |
Таблица 2: Допуски по углу при обработке с ЧПУ
Диапазон размеров (мм) | мелкое (F) +/- | Средний (M) +/- | Грубый (C) +/- | Очень грубая (V) +/- |
0-10 | 1 o | 1 o | 1 o 30 ’ | 3 o |
10-50 | 0 o 30 ’ | 0 o 30 ’ | 1 o | 2 o |
50-120 | 0 o 20 ’ | 0 o 20 ’ | 0 o 30 ’ | 1 o |
120-400 | 0 o 10 ’ | 0 o 10 ’ | 0 o 15 ’ | 0 o 30 ’ |
400 | 0 o 5 ’ | 0 o 5 ’ | 0 o 10 ’ | 0 o 20 ’ |
Таблица 3: Допуски радиуса и фаски при обработке с ЧПУ
Диапазон размеров (мм) | мелкое (F) +/- | Средний (M) +/- | Грубый (C) +/- | Очень грубая (V) +/- |
.5-3 | ,2 | ,2 | ,4 | ,4 |
3-6 | ,5 | ,5 | 1 | 1 |
6 | 1 | 1 | 2 | 2 |
Преобразование файлов CAD
Отформатированный файл проекта САПР проходит через программу, обычно программное обеспечение автоматизированного производства (CAM), для извлечения геометрии детали и генерирует цифровой программный код, который будет управлять станком с ЧПУ и манипулировать инструментами для производства детали, разработанной по индивидуальному заказу.
Станки с ЧПУиспользовали несколько языков программирования, включая G-код и M-код. Самый известный из языков программирования ЧПУ, общий или геометрический код, называемый G-кодом, контролирует, когда, где и как перемещаются станки, например, когда включать или выключать, как быстро перемещаться к конкретное место, пути следования и т. д. – поперек заготовки. Код различных функций, называемый М-кодом, управляет вспомогательными функциями станка, такими как автоматизация снятия и замены кожуха станка в начале и в конце производства соответственно.
Как только программа ЧПУ сгенерирована, оператор загружает ее в станок с ЧПУ.
Настройка машины
Прежде чем оператор запустит программу ЧПУ, он должен подготовить станок с ЧПУ к работе. Эти приготовления включают прикрепление заготовки непосредственно к станку, на шпиндели станка или в тисках станка или аналогичных зажимных приспособлениях, а также прикрепление необходимого инструмента, такого как сверла и концевые фрезы, к соответствующим компонентам станка.
После того, как станок полностью настроен, оператор может запустить программу ЧПУ.
Выполнение операции обработки
Программа ЧПУ действует как инструкции для станка с ЧПУ; он передает команды станка, определяющие действия и движения инструмента, на встроенный компьютер станка, который управляет станком и управляет им. Запуск программы побуждает станок с ЧПУ начать процесс обработки с ЧПУ, и программа направляет станок на протяжении всего процесса, поскольку он выполняет необходимые машинные операции для производства детали или продукта, разработанных по индивидуальному заказу.
Процессы обработки с ЧПУмогут выполняться собственными силами – если компания инвестирует в приобретение и техническое обслуживание собственного оборудования с ЧПУ – или поручать специализированным поставщикам услуг по обработке с ЧПУ.
Типы операций обработки с ЧПУ
Обработка с ЧПУ – это производственный процесс, подходящий для самых разных отраслей, включая автомобилестроение, аэрокосмическую, строительную и сельскохозяйственную промышленность, и способный производить ряд продуктов, таких как автомобильные рамы, хирургическое оборудование, авиационные двигатели, шестерни, ручные и садовые инструменты.Этот процесс включает в себя несколько различных операций обработки с компьютерным управлением, включая механические, химические, электрические и термические процессы, которые удаляют необходимый материал из заготовки для производства детали или продукта индивидуальной конструкции. Хотя химические, электрические и термические процессы обработки рассматриваются в следующем разделе, в этом разделе рассматриваются некоторые из наиболее распространенных операций механической обработки с ЧПУ, в том числе:
Сверление с ЧПУ
Сверление – это процесс обработки, в котором используются многоточечные сверла для создания цилиндрических отверстий в заготовке.При сверлении с ЧПУ, как правило, станок с ЧПУ подает вращающееся сверло перпендикулярно плоскости поверхности заготовки, в результате чего получаются выровненные по вертикали отверстия с диаметром, равным диаметру сверла, используемого для операции сверления. Однако операции углового сверления также могут выполняться с использованием специализированных конфигураций станков и зажимных приспособлений. Рабочие возможности процесса сверления включают зенковку, зенковку, развёртывание и нарезание резьбы.
Фрезерный станок с ЧПУ
Фрезерование – это процесс обработки, в котором используются вращающиеся многоточечные режущие инструменты для удаления материала с заготовки. При фрезеровании с ЧПУ станок с ЧПУ обычно подает заготовку к режущему инструменту в том же направлении, что и вращение режущего инструмента, тогда как при ручном фрезеровании станок подает заготовку в направлении, противоположном вращению режущего инструмента. Рабочие возможности процесса фрезерования включают торцевое фрезерование – прорезание неглубоких, плоских поверхностей и полостей с плоским дном в заготовке – и периферийное фрезерование – прорезание глубоких полостей, таких как пазы и резьбы, в заготовке.
Токарный станок с ЧПУ
Токарная обработка с ЧПУ и многошпиндельная обработкаИзображение предоставлено: Buell Automatics
Токарная обработка – это процесс обработки, в котором используются одноточечные режущие инструменты для удаления материала с вращающейся детали. При токарной обработке с ЧПУ станок – обычно токарный станок с ЧПУ – подает режущий инструмент линейным движением вдоль поверхности вращающейся заготовки, удаляя материал по окружности до достижения желаемого диаметра, для производства цилиндрических деталей с внешними и внутренними характеристиками. , например прорези, конусы и резьбы.Рабочие возможности токарного процесса включают растачивание, торцевание, нарезание канавок и нарезание резьбы. Когда дело доходит до фрезерного станка с ЧПУ, а не токарного, фрезерование с его вращающимися режущими инструментами лучше работает для более сложных деталей. Однако токарные станки с вращающимися деталями и стационарными режущими инструментами лучше всего подходят для более быстрого и точного создания круглых деталей.
Таблица 1 – Характеристики стандартных операций обработки с ЧПУОбработка | Характеристики |
Бурение |
|
Фрезерный |
|
Токарная |
|
Близкие родственники токарных станков, прядильные станки с ЧПУ включают токарный станок с заготовкой (металлическим листом или трубкой), которая вращается с высокой скоростью, в то время как металлический прядильный валок придает заготовке желаемую форму.В качестве «холодного» процесса прядение металла с ЧПУ формирует предварительно сформированный металл – трение прядильного станка, контактирующего с роликом, создает силу, необходимую для придания формы детали.
Как работает швейцарская машина?Швейцарская обработка, также известная как швейцарская обработка винтов, использует специальный тип токарного станка, который позволяет заготовке двигаться вперед и назад, а также вращаться, чтобы обеспечить более точные допуски и лучшую стабильность во время резки. Заготовки обрезаются рядом с удерживающей втулкой, а не дальше.Это позволяет снизить нагрузку на изготавливаемую деталь. Швейцарская обработка лучше всего подходит для небольших деталей в больших количествах, таких как винты для часов, а также для приложений с критическими допусками прямолинейности или соосности. Вы можете узнать больше об этой теме в нашем руководстве о том, как работают швейцарские винтовые машины.
Как работает 5-осевой станок с ЧПУ?5-осевая обработка с ЧПУ описывает компьютеризированную производственную систему с числовым управлением, которая добавляет к традиционному 3-осевому линейному движению (X, Y, Z) станка две оси вращения, чтобы обеспечить доступ станка к пяти из шести сторон детали в одном разовая операция.При добавлении к рабочему столу наклонно вращающегося приспособления для удержания заготовки (или цапфы) фреза становится так называемым станком 3 + 2, индексируемым или позиционным станком, позволяя фрезу приближаться к пяти из шести сторон рабочего стола. призматическая деталь под углом 90 ° без необходимости переустановки детали оператором.
Однако это не совсем 5-осевая фреза, потому что четвертая и пятая оси не перемещаются во время операций обработки. Добавление серводвигателей к дополнительным осям, плюс компьютеризированное управление для них – часть ЧПУ – сделало бы это единым целым.Такой станок, способный выполнять полную одновременную контурную обработку, иногда называют «непрерывным» или «одновременным» 5-осевым фрезерным станком с ЧПУ. Две дополнительные оси также могут быть встроены в обрабатывающую головку или разделены – одна ось на столе, а другая на головке.
Обучение операторов токарных станков с ЧПУЧтобы работать на токарном станке с ЧПУ, машинист должен пройти определенный объем курсовой работы и получить соответствующий сертификат аккредитованной производственной учебной организации.Программы обучения токарной обработке с ЧПУ обычно включают несколько занятий или занятий, предлагая постепенный процесс обучения, разбитый на несколько этапов. Важность соблюдения протоколов безопасности усиливается на протяжении всего тренировочного процесса.
Начальные курсы токарного станка с ЧПУ могут не включать практический опыт, но они могут включать ознакомление студентов с кодами команд, перевод файлов САПР, выбор инструмента, последовательности резания и другие области. Курс для начинающих токарных станков с ЧПУ может включать:
- Смазка и график техобслуживания токарных станков
- Перевод инструкций в машиночитаемый формат и загрузка их в токарный станок
- Установление критериев выбора инструмента
- Установка инструментов и деталей для работы с материалом
- Изготовление пробных деталей
Позднее обучение токарному станку с ЧПУ обычно включает в себя фактическую работу на токарном станке, а также настройку станка, редактирование программ и разработку нового синтаксиса команд.Этот вид обучения токарным станкам может включать курсы по:
- Выявление, где требуются правки, путем сравнения образцов деталей с их характеристиками
- Редактирование программирования ЧПУ
- Создание нескольких циклов тестовых компонентов для уточнения результатов редактирования
- Регулировка расхода охлаждающей жидкости, чистка токарного станка, ремонт и замена инструмента
Прочие операции по обработке с ЧПУ
Прочие операции механической обработки с ЧПУ включают:
Обрабатывающее оборудование и компоненты с ЧПУ
Как указано выше, существует широкий спектр операций обработки.В зависимости от выполняемой операции обработки в процессе обработки с ЧПУ используются различные программные приложения, станки и станки для получения желаемой формы или дизайна.
Типы ПО поддержки обработки с ЧПУ
В процессе обработки с ЧПУ используются программные приложения, обеспечивающие оптимизацию, точность и аккуратность специально разработанной детали или продукта. Используемые программные приложения включают:
CAD : Программное обеспечение для автоматизированного проектирования (САПР) – это программы, используемые для черчения и создания 2D-векторных или 3D-изображений твердых деталей и поверхностей, а также необходимой технической документации и спецификаций, связанных с деталями.Проекты и модели, созданные в программе CAD, обычно используются программой CAM для создания необходимой машинной программы для производства детали с помощью метода обработки с ЧПУ. Программное обеспечение САПР также можно использовать для определения и определения оптимальных свойств деталей, оценки и проверки конструкции деталей, моделирования изделий без прототипа и предоставления проектных данных производителям и мастерским.
CAM : Программное обеспечение для автоматизированного производства (CAM) – это программы, используемые для извлечения технической информации из модели САПР и создания машинной программы, необходимой для запуска станка с ЧПУ и манипулирования инструментами для производства детали, разработанной по индивидуальному заказу.Программное обеспечение CAM позволяет станку с ЧПУ работать без помощи оператора и может помочь автоматизировать оценку готовой продукции.
CAE : Программное обеспечение для автоматизированного проектирования (CAE) – это программы, используемые инженерами на этапах предварительной обработки, анализа и постобработки в процессе разработки. Программное обеспечение CAE используется в качестве вспомогательных средств поддержки в приложениях для инженерного анализа, таких как проектирование, моделирование, планирование, производство, диагностика и ремонт, для помощи в оценке и изменении конструкции продукта.Доступные типы программного обеспечения CAE включают анализ конечных элементов (FEA), вычислительную гидродинамику (CFD) и многотельную динамику (MDB).
Некоторые программные приложения сочетают в себе все аспекты программного обеспечения CAD, CAM и CAE. Эта интегрированная программа, обычно называемая программным обеспечением CAD / CAM / CAE, позволяет одной программе управлять всем процессом изготовления от проектирования до анализа и производства.
Что такое станок с ЧПУ? Типы станков с ЧПУ и станков
В зависимости от выполняемой операции обработки, в процессе обработки с ЧПУ используются различные станки и станки с ЧПУ для производства детали или продукта по индивидуальному заказу.Хотя оборудование может отличаться от операции к операции и от приложения к приложению, интеграция компонентов компьютерного числового программного управления и программного обеспечения (как указано выше) остается неизменной во всем обрабатывающем оборудовании и процессах с ЧПУ.
Сверлильное оборудование с ЧПУ ВDrilling используются вращающиеся сверла для создания цилиндрических отверстий в заготовке. Конструкция сверла позволяет отходам металла, то есть стружке, стекать с заготовки.Существует несколько типов сверл, каждое из которых используется для определенного применения. Доступны следующие типы сверл: центрирующие сверла (для изготовления мелких или пилотных отверстий), сверла для сверления (для уменьшения количества стружки на заготовке), сверла для винтовых станков (для изготовления отверстий без пилотного отверстия) и патронные развертки (для увеличения предварительно изготовленные отверстия).
Обычно в процессе сверления с ЧПУ также используются сверлильные станки с ЧПУ, которые специально разработаны для выполнения операции сверления.Однако операция также может выполняться токарными, резьбонарезными или фрезерными станками.
Фрезерное оборудование с ЧПУMilling использует вращающиеся многоточечные режущие инструменты для придания формы заготовке. Фрезерные инструменты имеют горизонтальную или вертикальную ориентацию и включают концевые фрезы, винтовые фрезы и фрезы для снятия фасок.
В процессе фрезерования с ЧПУ также используются фрезерные станки с ЧПУ, называемые фрезерными станками или фрезерами, которые могут быть горизонтально или вертикально ориентированы.Базовые фрезы могут перемещаться по трем осям, а более совершенные модели имеют дополнительные оси. Доступные типы фрез включают ручные, плоские, универсальные и универсальные фрезерные станки.
Токарное оборудование с ЧПУВ токарной обработке используются одноточечные режущие инструменты для удаления материала с вращающейся детали. Конструкция токарного инструмента варьируется в зависимости от конкретного применения, с инструментами, доступными для черновой обработки, чистовой обработки, торцевания, нарезания резьбы, формовки, подрезки, отрезки и обработки канавок.
В токарном процессе с ЧПУ также используются токарные или токарные станки с ЧПУ. Доступные типы токарных станков включают токарно-револьверные станки, токарные станки для двигателей и специальные токарные станки.
Что такое настольный станок с ЧПУ?Компании, специализирующиеся на производстве станков с ЧПУ, часто предлагают настольные серии небольших и легких станков. Настольные станки с ЧПУ, хотя и работают медленнее и менее точны, но хорошо справляются с мягкими материалами, такими как пластик и пенопласт. Они также лучше подходят для небольших деталей и производства от легкой до средней.Машины, представленные в серии настольных, напоминают более крупные промышленные стандарты, но их размер и вес делают их более подходящими для небольших приложений. Например, настольный токарный станок с ЧПУ, который имеет две оси и может обрабатывать детали диаметром до шести дюймов, будет полезен для изготовления ювелирных изделий и форм. Другие распространенные настольные станки с ЧПУ включают лазерные резаки и фрезерные станки размером с плоттер.
При использовании небольших токарных станков важно различать настольный токарный станок с ЧПУ и настольный токарный станок.Настольные токарные станки с ЧПУ, как правило, более доступны, но также меньше по размеру и несколько ограничены в возможностях применения. Стандартный настольный токарный станок с ЧПУ обычно включает в себя контроллер движения, кабели и базовое программное обеспечение. Стандартный настольный токарный станок с ЧПУ в аналогичной базовой комплектации стоит немного дороже.
Обработка материалов с ЧПУ
Процесс обработки с ЧПУ подходит для различных конструкционных материалов, в том числе:
- Металл (например, алюминий, латунь, нержавеющая сталь, легированная сталь и т. Д.))
- Пластик (например, PEEK, PTFE, нейлон и т. Д.)
- Дерево
- Пена
- Композиты
Оптимальный материал для применения в производственном приложении с ЧПУ во многом зависит от конкретного производственного приложения и его технических характеристик. Большинство материалов можно обрабатывать при условии, что они могут выдерживать процесс механической обработки, то есть имеют достаточную твердость, предел прочности на разрыв, сопротивление сдвигу, а также химическую и температурную стойкость.
Материал заготовки и его физические свойства используются для определения оптимальной скорости резания, скорости подачи резания и глубины резания.Скорость резания, измеряемая в футах поверхности в минуту, означает, насколько быстро станок врезается в заготовку или удаляет с нее материал. Скорость подачи, измеряемая в дюймах в минуту, является мерой того, насколько быстро заготовка подается к станку, а глубина резания – насколько глубоко режущий инструмент врезается в заготовку. Как правило, заготовка сначала проходит начальную фазу, на которой она грубо обрабатывается до приблизительной, специально разработанной формы и размеров, а затем выполняется фаза чистовой обработки, на которой она испытывает более низкие скорости подачи и меньшую глубину резания для достижения более точной и точной обработки. точные спецификации.
Размеры ЧПУ
Широкий спектр возможностей и операций, предлагаемых процессом обработки с ЧПУ, помогает ему найти применение в различных отраслях промышленности, включая автомобилестроение, авиакосмическую промышленность, строительство и сельское хозяйство, а также позволяет производить ряд продуктов, таких как гидравлические компоненты, винты и валы. Несмотря на универсальность и настраиваемость процесса, изготовление некоторых деталей, например, больших или тяжелых компонентов, представляет более серьезные проблемы, чем другие.В таблице 1 ниже описаны некоторые проблемы, связанные с обработкой крупных деталей и тяжелых компонентов.
Таблица 2 – Проблемы обработки в зависимости от размера деталиРазмер детали | Проблемы обработки |
Большая деталь |
|
Тяжелый компонент |
|
Альтернативы использованию станка с ЧПУ
Хотя обработка с ЧПУ демонстрирует преимущества по сравнению с другими производственными процессами, она может не подходить для каждого производственного применения, а другие процессы могут оказаться более подходящими и рентабельными.Хотя в этой статье основное внимание уделяется процессам механической обработки с ЧПУ, в которых используются станки для производства деталей или изделий по индивидуальному заказу, системы ЧПУ могут быть интегрированы в различные станки. Другие процессы механической обработки с ЧПУ включают ультразвуковую обработку, гидроабразивную резку и абразивно-струйную обработку.
Помимо механических процессов, также доступны процессы химической, электрохимической и термической обработки. Процессы химической обработки включают химическое фрезерование, вырубку и гравировку; процессы электрохимической обработки включают электрохимическое удаление заусенцев и шлифование; процессы термической обработки включают электронно-лучевую обработку, лазерную резку, плазменную резку и электроэрозионную обработку (EDM).
История обработки с ЧПУ (видео)
Сводка
Выше описаны основы процесса обработки с ЧПУ, различные операции обработки с ЧПУ и необходимое для них оборудование, а также некоторые соображения, которые могут быть приняты во внимание производителями и механическими цехами при принятии решения о том, является ли обработка с ЧПУ наиболее оптимальным решением для их конкретной ситуации. производственное приложение.
Чтобы получить дополнительную информацию о местных коммерческих и промышленных поставщиках услуг и оборудования для изготовления на заказ, посетите платформу Thomas Supplier Discovery Platform, где вы найдете информацию о более чем 500 000 коммерческих и промышленных поставщиков.
Источники
- Нетрадиционные процессы механической обработки и термической резки
- Обработка пластмасс с ЧПУ
- Отрасли, использующие высокоточные станки с ЧПУ
- Услуги токарной и фрезерной обработки с ЧПУ
- Швейцарская токарная обработка и традиционная обработка с ЧПУ
- 7 причин, почему обработка с ЧПУ превосходит традиционную обработку
- Как мир (ЧПУ) вращается – Эволюция токарной обработки с ЧПУ
- Типы и преимущества обработки с ЧПУ
- Прототипирование с ЧПУ, как оно есть сегодня
- Преимущества контрактной обработки с ЧПУ
- Все о станках с ЧПУ
- Обработанные детали из алюминия
- Обработка компонентов огнестрельного оружия
- Советы по созданию отличной конструкции прядения металла
- Важность деталей и компонентов трансмиссии для внедорожников
- Что такое швейцарская обработка с ЧПУ?
- Что нужно знать о швейцарской токарной обработке
- Самолеты и авиакосмическая промышленность в Ardel Engineering
- Связь в Ardel Engineering
- Токарно-фрезерные услуги с ЧПУ на Helander
- Обработка пластмасс с ЧПУ
- Фрезерные станки Vs.