Станок токарный с чпу 16а20ф3 технические характеристики: Токарный станок с ЧПУ 16А20Ф3: технические характеристики, паспорт
alexxlab | 13.02.2018 | 0 | Токарный
Токарный станок с ЧПУ 16А20Ф3: технические характеристики, паспорт
Токарные станки с числовым программным управлением 16А20Ф3 отличаются многофункциональностью и высокой производительностью. Они обтачивают средние по размеру детали, производя наружную и внутреннюю обработку сложного профиля. С момента начала их выпуска и до настоящего времени модель 16А20Ф3 является одной из востребованных.

Сведения о производителе
Возле мастерской в Замоскворечье братья Бромлей в 1857 году начали строительство механического завода. Первой его продукцией топоры, серпы и другие инструменты для крестьян. В 1864 году братья приобрели новый участок и стали оформлять разрешение на строительство новых зданий цехов.
В 1870 и 1872 году строгальные и сверлильные станки из Замоскворечья получили золотые медали на Московской промышленной выставке. Паровая машина тройного расширения была награждена Большой золотой медалью на международной выставке в Париже.
В 1918 году завод национализировали и провели модернизацию. С 1922 года завод полностью переходит на выпуск металлорежущих станков. В 1971 году были выпущены первые станки серии 16К20. После реконструкции завода, в 1973 года стали выпускать 16А20Ф3 с ЧПУ.
Важно!
Московский станкостроительный завод с 2016 года располагается в Новых Черемушках. Выпуск токарных станков с ЧПУ возобновился.
Назначение и область применения
Токарный патронно-центровой станок с ЧПУ 16А20Ф3 предназначен для наружной и внутренней обработки средних по размеру заготовок диаметром до 400 мм и длиной 1000 мм. На оборудовании вытачивается ступенчатый и криволинейный профиль со смещением относительно оси вращения. Весь цикл обработки проходит в автоматическом режиме.
Модель 16А20Ф3 выполняет наружную и внутреннюю обработку:
- точение цилиндрических поверхностей в одной оси и со смещением;
- элементы, имеющие конические, сферические и другие сложные профили;
- сверление по торцу и радиусу;
- расточку;
- нарезку резьбы.
Патронно-центровой станок с ЧПУ 16А20Ф3 предназначен для чистовой обработки сложнопрофильных деталей. На нем производят коленвалы, шатуны, серьги и другие изделия единичные и большими партиями.
Расположение составных частей
Шарико-винтовые пары осей X и Z имеют повышенный ресурс работы за счет надежной защиты узлов. Шпиндель высокоточный, с отверстием 55 мм и 64 мм.
На станине имеется транспортер удаления стружки. Суппортная группа состоит из фартука и основания съемной автоматической револьверной головки. Они приводятся в движение приводом и ВГК поперечного перемещения. Продольное движение инструмента осуществляется через угловые зубчатые передачи и муфту от винтов ВГК.

Слева над станиной в корпусе размещается коробка скоростей, шпиндельная бабка. Патрон установлен механизированный, имеющий свой электрический привод. Задняя бабка располагается на направляющих станины. Пиноль приводится в движение электромеханическим приводом. Пульт управления станком кнопочный. Он располагается на кронштейне и легко меняет свое положение.
Расположение органов управления
На передней бабке вверху располагается панель управления станка. Ниже рукоятка для установки частоты вращения шпинделя. Рукоятка для ручного перемещения поперечного суппорта расположена на его корпусе, выше фартука.
Продольное перемещение каретки в ручном режиме включается рукояткой в месте крепления валов, слева. Она включается в сторону движения узла. Внизу на станине педали управления:
- зажима и разжима патрона;
- подвода и отвода пиноли.
Зажим пиноли в ручном режиме выполняется рукояткой на ее корпусе.
Важно!
Управление всеми узлами дублируется на выносном блоке.
На заднем ограждении агрегата, вверху, смонтирован блок отображения символьной информации. БОСИ является элементом визуализации процесса обработки и корректирует обработку с учетом износа инструмента. Контроль работы приводов отображается на панели в верхнем правом углу ограждения. Пульт управления оборудованием вынесен вперед на кронштейне.
Кинематическая схема
Конструкция машины, паспорт
Конструкция модели 16А20Ф3 имеет свои особенности. В комплект станка входят сменные инструментальные головки с поворотной осью и количеством резцедержателей 6, 8, 12. На высокой станине, отлитой из чугуна марки СЧ20 термообработанные направляющие повышенной износостойкости. По ним перемещается суппорт и задняя бабка.
Шпиндель получает крутящий момент от главного привода через коробку скоростей и зубчатое зацепление. На нем устанавливается патрон для крепления заготовки. При работе с прокатом, после отрезки готовой детали заготовка перемещается в рабочую зону автоматически.
Инструментальный диск имеет гнезда для нескольких резцов, в зависимости от модели. В продольном направлении он перемещается вместе с суппортом. Поперечное движение обеспечивается приводом, расположенным под корпусом револьверной головки. Коробка подач располагается в фартуке. Она имеет свой электропривод. Одновременно включается не более 2 перемещений.
Важно!
С целью безопасности все вращающиеся и движущиеся узлы имеют ограждения с концевыми выключателями. Станок не начнет работать, пока все щитки не займут свое место.
Паспорт токарного станка можно бесплатно скачать по ссылке – Паспорт токарного патронно-центрового станка с числовым программным управлением 16А20Ф3.
Система Числового Управления
Все модели станков серии 16А выпускаются под числовое программное управление. Вид ОС устанавливается в зависимости от предназначения оборудования и предпочтений покупателя.
Станки 16А20Ф3 адаптированы под работу с программными системами:
- ЧПУ.
- УЧПУ.
- Замкнутыми.
- Разомкнутыми.
- CNC.
Одновременное перемещение возможно в 2 осях координат.
Технические характеристики
Точность обработки на станке 16А20Ф3 составляет 0,01 мм. Программа имеет дискретность 0,0–1 мм по обеим осям.
Технические характеристики модели токарного станка 16А20Ф3:
- диаметр заготовки над станиной 400 мм;
- над суппортом 220 мм;
- максимальная длина заготовки 1000 мм;
- диаметр отверстия шпинделя 53 мм;
- наибольшая длина заготовки при обработке револьверной головкой 870 мм;
- мощность двигателя главного привода 11 кВт;
- количество скоростей шпинделя 22;
- высота резца 25 мм;
- число координат 2;
- система ЧПУ – 2Р22;
- суммарная мощность станка 22 кВт.
Габариты станка составляют 3700×1700×2145 мм при массе с оборудованием ЧПУ 4050 кг. Токарный станок с ЧПУ 16А20Ф3 является лидером по использованию его на крупных предприятиях, имеющих металлообрабатывающее оборудование. В настоящее время агрегаты широко используют для изготовления сложных единичных деталей и при работе на потоке.
Поделиться в социальных сетях
16А20Ф3 Станок токарный патронно-центровой с числовым программным управлением (ЧПУ)описание, схемы, характеристики
. В апреле 1932 года началась подготовка выпуска первой партии станков ДИП-200.
Сведения о производителе токарного станка с ЧПУ 16А20Ф3
Производитель токарного станка с ЧПУ 16А20Ф3 – Московский станкостроительный завод “Красный пролетарий” им. А.И. Ефремова
, основанный в 1857 году.Первые универсальные токарно-винторезные станки с коробкой скоростей впервые в СССР начали выпускаться на Московском станкостроительном заводе “Красный пролетарий” им. А.И. Ефремова в 1932 году и получили наименование ДИП-200, ДИП-300, ДИП-400, ДИП-500 ( ДИП – Догнать И Перегнать), где 200, 300, 400, 500 – высота центров над станиной.
По мере совершенствования конструкции станков завод выпускал все более современные модели – 1А62, 1К62, 16К20, МК6056.
Станки, выпускаемые Московским станкостроительным заводом Красный пролетарий, КП
История серии токарно-винторезных станков от ДИП-200 → 1а62 → 1к62 → 16к20 → МК6056
В 1930 году на Московском станкостроительном заводе “Красный пролетарий” было принято решение о разработке нового станка токарного, стандартного, сокращенно ТС. Несколько позже его переименовали в ДИП-200 – Догоним И Перегоним, по главному лозунгу первой пятилетки, где 200 – высота центров над станиной. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF
25 апреля 1932 года был собран и опробован первый советский универсальный токарно-винторезный станок с коробкой скоростей – ДИП-200. К концу 1932 года было выпущено 25 ДИПов.
В 1934 году осваивается выпуск станков ДИП-300, ДИП-400, ДИП-500. Впоследствии производство этих станков было передано на Рязанский станкостроительный завод. Производство станка ДИП-500 было, также, передано на Коломенский завод тяжелых станков КЗТС.
В 1937 году в ЭНИМС был разработан типаж (номенклатура типов и размеров) станков и принята единая система условных обозначений станков. По новой системе обозначений первый ДИП-200 стал называться 1Д62. Но абревиатура ДИП-200 сохранилась и по сей день – для обозначения токарного станка с высотой центров над станиной равной или близкой 200 мм.
В 1940 году завод выпустил станок 162К (26А) – один из вариантов ДИП-200.
В 1945 году завод переходит на выпуск модернизированного станка ДИП-200 (ДИП-20М, 1д62м).
В 1948 году завод переходит на выпуск станка 1А62.
В 1949-1953 году без остановки производства осуществлен переход на поточное производство токарного станка 1А62. Также в разные годы выпускались: 1620, 1Б62, 1м620, 1622.
В 1954 году был изготовлен опытный образец станка 1К62, серийное производство которого было запущено в 1956 году.
В 1956 году завод перешёл на крупносерийный выпуск нового станка 1К62. За последующие 18 лет, в течение которых они изготавливались, было выпущено 202 тысячи таких станков.
Выпускались модификации, изготовленные на базе токарно-винторезного станка 1к62: 1к625, 1к620, 1к62Б повышенной точности и др.
В 1965 году завод выпустил токарно-винторезный станок повышенной точности 16Б20П, который стал переходной моделью между 1к62 и 16к20. Коробка подач 16Б20П.070.000 и фартук 16Б20П.061.000 этого станка стали стандартом для всех последующих моделей этой серии.
В 1971 году была изготовлена опытная партия станков 16К20, в 1972 году на Лейпцигской ярмарке станок 16К20 был удостоен золотой медали.
В 1972—1973 проводилась реконструкция завода в связи с выпуском новой модели станка 16К20. Осваивается серийное производство этих станков. К концу года с конвейера сходит до 1000 таких станков в месяц. На экспорт отправляется около 10 процентов.
На основе базовой модели токарно-винторезного станка 16К20 было изготовлено множество модификаций, в том числе: 16К25, 16К20М, 16К20П, 16К20В, 16К20Г, 16К20К, 16К20Ф1, 16К20ПФ1, 16К20ВФ1 и др.
Станки с ЧПУ 16К20Ф3, 16К20Ф3С32, 16А20Ф3, 16К20Т1.
В 1988 году производство станка модели 16к20 прекращено. На смену ему пришли токарно-винторезные станки серии МК: МК6046, МК6047, МК6748, МК6056, МК6057, МК6758.
16А20Ф3 Станок токарный патронно-центровой с числовым программным управлением (ЧПУ). Назначение и область применения
Токарный cтанок 16А20Ф3 предназначен для токарной обработки наружных (диаметром до 400 мм) и внутренних поверхностей деталей (длиной до 1000 мм) со ступенчатым и криволинейным профилем в осевом сечении в замкнутом полуавтоматическом цикле.
Токарный станок 16А20Ф3 сконструирован на базе токарно-винторезного станка 16К20Ф3, поэтому компоновка, составные части и движения у этих станков одинаковы. Во многом унифицирована конструкция станков.
Устройство ЧПУ станка (станок может оснащаться различными типами систем ЧПУ: разомкнутыми, замкнутыми, СNС) обеспечивает движение формообразования (число одновременно управляемых координат равно двум), изменение значений подач, переключение частот вращения шпинделя, индексацию резцовой головки и нарезание резьбы по программе.
Станки могут выпускаться с различными устройствами ЧПУ (УЧПУ), в исполнении для встраивания в гибкие производственные модули (ГПМ), а также в специальном и специализированном исполнении при оснащении наладками по согласованию с заказчиком.
Станки 16А20Ф3 могут комплектоваться съемными инструментальными головками с 6, 8 и 12 – позиционными резцедержателями с горизонтальной осью поворота.
Особенности конструкции:
- высокопрочная станина, выполненная литьем из чугуна марки СЧ20 с термообработанными шлифованными направляющими обеспечивают длительный срок службы и повышенную точность обработки
- привод главного движения, включающий главный двигатель 11 кВт и шпиндельную бабку обеспечивает наибольший крутящий момент до 800 Нм
- высокоточный шпиндель с отверстием 55 мм (по заказу 64 мм), позволяющий обрабатывать детали из пруткового материала зона обработки может быть оснащена как линейной наладкой, так и револьверной головкой
- надежная защита шарико-винтовых пар обеспечивает долговечность работы механизмов перемещения по координатам X и Z станок оснащается системами ЧПУ и электроприводами, как отечественного производства, так и производства зарубежных фирм
Область применения: Мелкосерийное серийное производство.
Класс точности П по ГОСТ 8—82.
Вид климатического исполнения по ГОСТ15150—69: УХЛ4.
Обозначение в зависимости от оснащения УЧПУ станок токарный патронно-центровой с ЧПУ мод. 16А20Ф3СХХ, где XX — принятый на заводе дополнительный индекс, например 15 – УЧПУ МС2101, 32-УЧПУ 2Р22, 39 — «Электроника НЦ-31» и т. д.
Например:
- 16А20Ф3С15 — исполнение станка с УЧПУ МС2101
- 16А20Ф3С19 — исполнение станка с УЧПУ 2У22-62
- 16А20Ф3С32 — исполнение станка с УЧПУ 2Р22
- 16А20Ф3С39 — исполнение станка с УЧПУ Электроника НЦ-31
- 16А20Ф3С40 — исполнение станка с УЧПУ Sinumerik 802C
- 16А20Ф3С43 — исполнение станка с УЧПУ МС2109
- 16А20Ф3С47 — исполнение станка с УЧПУ Sinumerik 802C
- 16А20Ф3С49 — исполнение станка с УЧПУ NC-200
В зависимости от заказа станки поставляются с основанием под транспортер стружкоудаления и комплектуются транспортером или с основанием без окна для транспортера стружкоудаления и не комплектуются транспортером.
Карта возможностей станка 16А20Ф3 с шестипозиционной револьверной головкой
Карта возможностей станка 16А20Ф3 с 6- позиционной револьверной головкой
Карта возможностей станка 16А20Ф3 с шестипозиционной револьверной головкой. Смотреть в увеличенном масштабе
Карта возможностей станка 16А20Ф3 с восьмипозиционной револьверной головкой УГ9326
Карта возможностей станка 16А20Ф3 с 8- позиционной револьверной головкой
Карта возможностей станка 16А20Ф3 с восьмипозиционной револьверной головкой УГ9326. Смотреть в увеличенном масштабе
Карта возможностей станка 16А20Ф3 с двенадцатипозиционной револьверной головкой УГ9325
Карта возможностей станка 16А20Ф3 с 12- позиционной револьверной головкой
Карта возможностей станка 16А20Ф3 с двенадцатипозиционной револьверной головкой УГ9325. Смотреть в увеличенном масштабе
Карта возможностей станка 16А20Ф3 с инструментальным диском УГ0103.452000.000 и восьмипозиционной револьверной головкой УГ9328
Карта возможностей станка 16А20Ф3 с 8- позиционной револьверной головкой УГ9328
Карта возможностей станка 16А20Ф3 с инструментальным диском УГ0103.452000.000 и восьмипозиционной револьверной головкой УГ9328. Смотреть в увеличенном масштабе
Общий вид токарного станка с ЧПУ 16А20Ф3
Фото токарного станка с ЧПУ 16а20ф3
Фото токарного станка с ЧПУ 16а20ф3
Фото токарного станка с ЧПУ 16а20ф3
Фото токарного станка с ЧПУ 16а20ф3
Расположение составных частей станка 16А20Ф3
Расположение основных узлов станка 16а20ф3
Расположение основных узлов станка 16а20ф3
| # | Наименование | Обозначение | ||
|---|---|---|---|---|
| 16А20Ф3С15 | 16А20Ф3С32 | 16А20Ф3С39 | ||
| 1 | Основание с транспортером стружкоудаления | 16К20Ф.013000.000 | ||
| 2 | Станина | 16К20Т1.010000.000 | ||
| 3 | Суппортная группа | 16К20Т1.054000.000 | ||
| 4 | Передача ВГК продольного перемещения | 16К20Т1.159000.000 | ||
| 5 | Опора левая винта продольного перемещения | 16К20Т1.072000.000 | ||
| 6 | Патрон механизированный с электромеханическим приводом | 16К20Ф.092000.000 | ||
| 7 | Ограждение неподвижное | 16А20Ф3.268000.000 | ||
| 8 | Ограждение подвижное | 16А20Ф3.265000.000 | ||
| 9 | Бабка шпиндельная | 16А20Ф3.025000.000 | ||
| 10 | Шкаф управления для станка | 16А20ФЗ.180000 | 16А20Ф3.447000 | 16А20ФЗ.192000 |
| 11 | Головка автоматическая 8-и позиционная | УГ9326.000000 | ||
| 12 | Ограждение суппортной группы | 16А20Ф3.267000.000 | ||
| 13 | Бабка задняя | 16А20Ф3.035000.000 | ||
| 14 | Электромеханический привод пиноли задней бабки | 16А20Ф3.037000.000 | ||
| 15 | Разводка коммуникаций | 16А20Ф3.112000.000 | ||
| 16 | Пульт управления станком | 16А20Ф3.513000 | 16А20Ф3.510000 | 16А20Ф3.509000 |
| 17 | Кронштейн пульта управления | 16А20Ф3.511000.000 | ||
| 18 | Опора правая продольного перемещения | 16К20Т1.073000.000 | ||
| 19 | Станция смазки шпиндельной бабки | 16К20Т1.241000.000 | ||
| 20 | Установка моторная | 16К20Т1.157000.000 | ||
| 21 | Ограждение задней зоны | |||
| 22 | Привод поперечного перемещения | 16K20Tl.486000.000 | ||
| 23 | Передача ВГК поперечного перемещения | 16К20Т1.158000.000 | ||
| 24 | Короб в составе узла | 16А20Ф3.447000.000 | ||
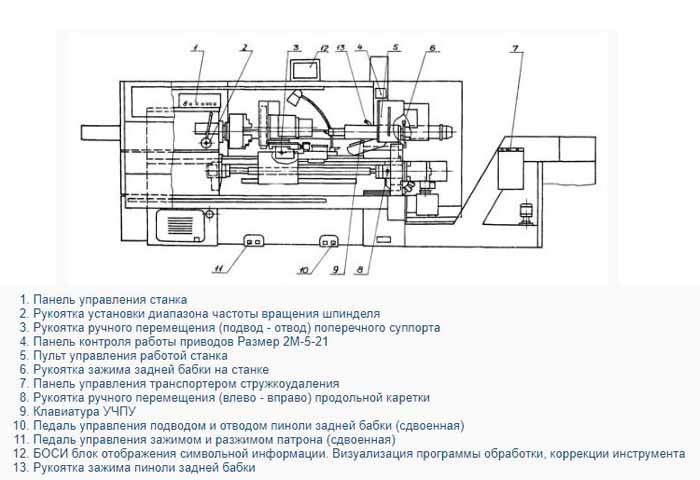
Расположение органов управления токарным станком 16А20Ф3
Расположение органов управления токарным станком 16а20ф3
Перечень органов управления токарным станком 16А20Ф3
- Панель управления станка
- Рукоятка установки диапазона частоты вращения шпинделя
- Рукоятка ручного перемещения (подвод – отвод) поперечного суппорта
- Панель контроля работы приводов Размер 2М-5-21
- Пульт управления работой станка
- Рукоятка зажима задней бабки на станке
- Панель управления транспортером стружкоудаления
- Рукоятка ручного перемещения (влево – вправо) продольной каретки
- Клавиатура УЧПУ
- Педаль управления подводом и отводом пиноли задней бабки (сдвоенная)
- Педаль управления зажимом и разжимом патрона (сдвоенная)
- БОСИ блок отображения символьной информации. Визуализация программы обработки, коррекции инструмента
- Рукоятка зажима пиноли задней бабки
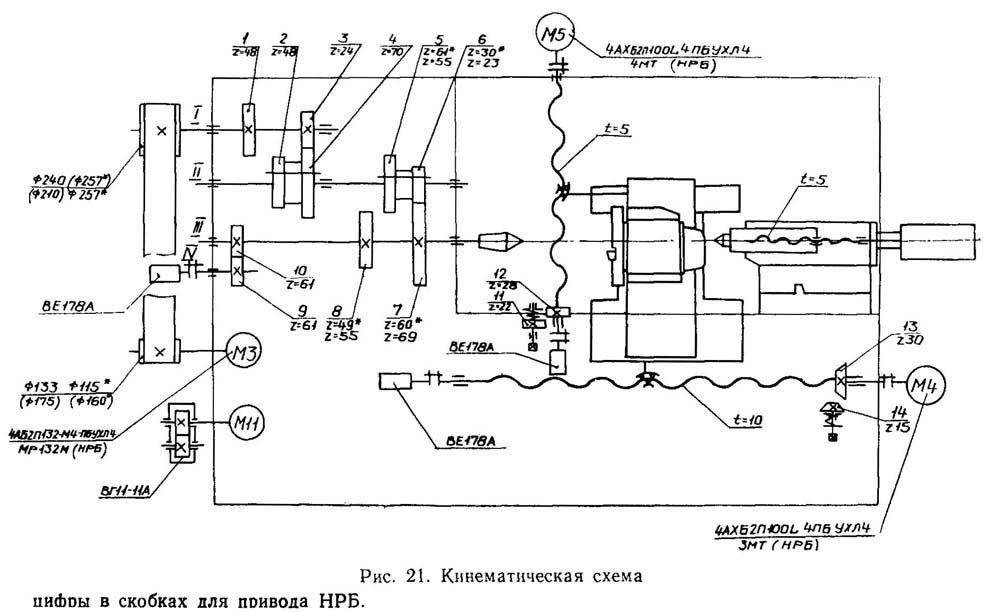
Кинематическая схема токарного станка с ЧПУ 16А20Ф3
Кинематическая схема токарного станка 16а20ф3
Схема кинематическая токарного станка с ЧПУ 16А20Ф3. Смотреть в увеличенном масштабе
Кинематическая схема станка приведена на рис. 21. Кинематические схемы автоматической головки и транспортера стружкоудаления приведены в руководствах по эксплуатации на них.
Механизм главного движения станка
На станке установлена шпиндельная бабка 16А20Ф3.025. (рис. 22), имеющая три диапазона с соотношением 1,25:1; 1:2; 1:5,8; переключаемые вручную. Диапазон частот вращения и положения рукоятки указаны в табл. 18.
Допустимые значения дисбаланса при обработке изделия при различных частотах вращения приведены в табл. 19.
Значения мощности и крутящего момента на шпинделе при различных частотах вращения приведены в табл. 20.
Шпиндель станка смонтирован в коническом двухрядном и однорядном подшипниках. Подшипники регулируются на заводе-изготовителе станка и не требуют регулировки в процессе эксплуатации.
Регулировка положения оси шпиндельной бабки на станине производится двумя винтами (рис.23).
Смазка шпиндельной бабки осуществляется от станции смазки, смонтированной на основании станка. Для обеспечения возможности резьбонарезания на шпиндельной бабке устанавливается датчик резьбонарезания 1 (см. рис. 22). Для выборки зазора в зацеплении шестерен 2, 3 привода датчика следует повернуть эксцентриковый фланец 4.
В качестве привода главного движения используется частотнорегулируемый асинхронный электродвигатель с диапазоном регулирования с постоянной мощностью 1500…4500 об/мин (1000…3500 при двигателях постоянного тока производства Болгарии).
Передача вращения от электродвигателя на первый вал шпиндельной бабки осуществляется поликлиновым ремнем 2240Л20 с передаточным отношением 115:257 (160:257 в случае применения электродвигатель постоянного тока производства НРБ).
Основание станка представляет собой жесткую отливку. На основании устанавливаются станина, электродвигатель главного движения, станции смазки направляющих каретки и шпиндельной бабки. Используются основания двух типов:
- с окном для схода стружки и проемом для установки транспортера стружкоудаления, который вводится с правой стороны;
- без окна, разделенное по вертикали в средней части сплошной перегородкой, в этом случае средняя часть основания служит сборником для стружки и СОЖ, отсек в нижней правой части основания служит резервуаром СОЖ, сзади с правой стороны основания установлен насос СОЖ.
16А20Ф3 Конструкция токарного станка
Станина станка
Станина станка имеет коробчатую форму с поперечными ребрами П-образного профиля, закаленные шлифованные направляющие. На станине станка устанавливаются: шпиндельная бабка, каретка, привод продольной подачи, задняя бабка.
Для базирования каретки на станине передняя направляющая имеет форму неравнобокой призмы, задняя направляющая — плоская. Задняя бабка базируется на станине по малой задней призматической направляющей и по плоскости на передней направляющей.
Привод продольного перемещения
Привод продольного перемещения (рис. 24, 25) включает шариковую передачу винт-гайка качения, опоры винта, приводной электродвигатель постоянного тока или асинхронный двигатель с частотным регулированием, а также датчик обратной связи, соединенные с винтом через муфты, на станках 16Л20ФЗС39 с приводом «Размер 2М-5-21» используется датчик, встроенный в асинхронный двигатель. В приводе предусмотрена дополнительная передача на валик ручного перемещения, используемый для перемещения каретки при окраске, консервации и расконсервации отключенного станка.
Привод поперечного перемещения
Привод поперечного перемещения включает:
- шариковую передачу
- винт-гайка качения
- опору винта
- приводной электродвигатель постоянного тока или асинхронный с частотным регулированием
- датчик обратной связи, соединенные с винтом через муфты
На станках 16А20ФЗС39 с приводом «Размер 2М-5-21» используется датчик, встроенный в асинхронный электродвигатель. В приводе предусмотрена дополнительная передача на валик ручного перемещения суппорта при окраске, консервации или расконсервации отключенного станка.
На станках без датчика эта передача и валик, не устанавливаются, суппорт следует перемещать ключом за головку винта, ввернутого в торец винта поперечного перемещения.
Головка автоматическая универсальная
На станках используется 6-, 8- и 12-позиционная автоматическая универсальная головка с горизонтальной осью поворота с инструментальным диском на 6 радиальных и 3 осевых инструмента (6-позиционная) или на 8 блоков под радиальные или осевые инструменты (8-позиционная) или на 12 под радиальные инструменты и блоки под осевые инструменты, комбинируемые при наладке на деталь (12-позиционная). Описание головки см. в руководстве по эксплуатации на головку. Сверху D головке предусмотрен кран регулирования подачи СОЖ, поворачиваемый при наладке станка.
Задняя бабка
При помощи рукоятки 7, эксцентрикового вала 1, прижимной планки 4 и системы рычагов задняя бабка закрепляется на станине. Если рукоятка 7, отведенная в заднее положение, не обеспечивает достаточный прижим бабки к станине, то нужно посредством регулирования винтами 3 и 6 при отпущенных контргайках 2 и 5, изменяя положение прижимной планки 4, установить необходимое усилие прижима. Перемещение пиноли осуществляется приводом электромеханического перемещения пиноли от головки ЭМГ51.
Станки в исполнении для ГПМ оснащаются приводом перемещения пиноли с контролем положения пиноли, для этого на задней бабке установлены конечные выключатели, которые срабатывают при перемещении пиноли и дают сигналы о положении пиноли в автоматическом цикле работы станка с роботом.
При отсутствии или неправильной установке детали пиноль проходит рабочее положение, кулачок освобождает конечный выключатель, команда на продолжение автоматического цикла не выдается.
Кулачки управления конечными выключателями установлены на поворотном валике, соединенном с винтом перемещения пиноли через передачу червяк — косозубая шестерня и имеют возможность регулировки применительно к конкретной детали.
Кулачок положения «отвод» пиноли обычно не регулируется, кулачок «поджим» пиноли устанавливается так, чтобы конечный выключатель срабатывал на 2 мм до конца поджима детали. Допустимое осевое усилие на центр задней бабки — 10 кН (1000 кгс).
Ограждение — неподвижное, щитового типа со съемными щитками с задней стороны станка и переднее ограждение — подвижное с прозрачным экраном для наблюдения, закрывает зону резания.
С целью контроля положения ограждения установлены конечные выключатели, которые дают сигналы для работы станка в автоматическом цикле с роботом. В крайних положениях ограждения предусмотрено замедление перемещения.
Рекомендации по установке и использованию патронов
Для контроля положения тяги на передней бабке установлены на кронштейне 12 бесконтактные конечные выключатели 13, которые дают сигналы о положении подвижного кольца 11 и тяги привода кулачков патрона в автоматическом цикле работы станка с роботом.
Моторная установка
Двигатель главного привода (асинхронный с частотным регулированием или постоянного тока) монтируется на плите (рис. 29), закрепляемой тремя винтами на основании станка. Для вертикального перемещения плиты при одевании и натяжении ремня используется тяга 3 с гайками 2.
Привод индикатора контакта
На станках в исполнении для встраивания в ГПМ по особому заказу устанавливается индикатор контакта типа БВ-427100 000-07. Индикатор 1 (рис. 30) закрепляется на поворотном кронштейне 2, поворачиваемом в горизонтальное рабочее или вертикальное отведенное положение рейкой-штоком 3 гидроцилиндра 4. Поворот рычага в рабочее положение ограничивается упором 5. Приход рычага в рабочее и отведенное положение контролируется бесконтактными электропереключателями. Сигнал, получаемый от индикатора контакта при касании о рабочую кромку инструмента, поступает в УЧПУ при работе в режиме с автоматической привязкой инструмента. При опускании рычага он откидывает подпружиненную поворотную дверцу 6, предохраняющую индикатор контакта от стружки при работе станка. В зависимости от исполнения электросхемы станка вместо бесконтактных электропереключателей могут быть установлены микропереключатели серии МП-1000.
Суппортная группа
Конструкция суппортной группы отличается применением комбинированных поперечных направляющих — левой наклонной, правой — прямоугольной и покрытием рабочих поверхностей продольных направляющих каретки и поперечных направляющих суппорта антифрикционным составом, например, УП5221 производства НПО «Пластполимер» (г. Донецк Ворошиловградской области). Антифрикционное покрытие обеспечивает постоянство коэффициента трения при малых и высоких скоростях рабочих перемещений, что способствует повышению точности позиционирования и стабильности и точности обработки.
Пульт управления
Пульт управления смонтирован на поворотном кронштейне 5, закрепляемом на основании станка и поворачивается оператором при наладке станка в удобное для него положение, в зависимости от длины обрабатываемого изделия. На пульте смонтированы панели с органами управления станком, а также клавиатура УЧПУ (на откидной панели), вычислительный блок и оперативное запоминающее устройство внешней памяти УЧПУ «Электроника НЦ-31» или блок отображения символьной информации УЧПУ 2Р22 или УЧПУ МС2101. Органы управления на панелях (см. выше), работа с клавиатурой описана в сопроводительной документации на УЧПУ и инструкциях по программированию. При транспортировке станка, перерывах в работе, останове на обеденный перерыв и т. д., следует поднимать откидную панель в верхнее, закрытое положение и запирать ее на замок, предусмотренный в конструкции пульта. После отладки управляющей программы необходимо повернуть пульт и поворотный кронштейн в сторону от станка так, чтобы при отводе продольной каретки станка в крайнее правое положение и поперечного суппорта в крайнее отведенное положение суппорт и корпус автоматической головки не могли задеть о пульт управления.
16А20Ф3 Станок токарный патронно центровой с ЧПУ. Видеоролик.
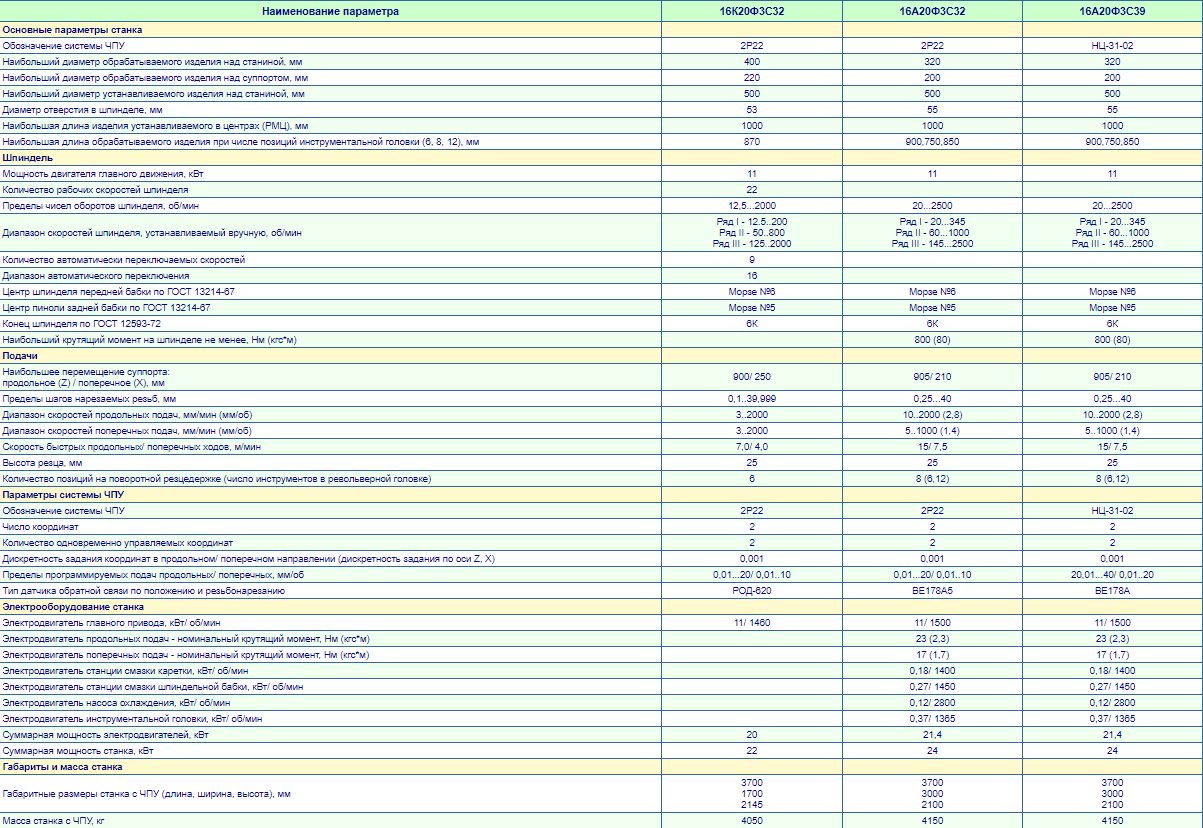
Технические характеристики станка 16А20Ф3
| Наименование параметра | 16К20Ф3С32 | 16А20Ф3С32 | 16А20Ф3С39 |
|---|---|---|---|
| Основные параметры станка | |||
| Обозначение системы ЧПУ | 2Р22 | 2Р22 | НЦ-31-02 |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 400 | 320 | 320 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 220 | 200 | 200 |
| Наибольший диаметр устанавливаемого изделия над станиной, мм | 500 | 500 | 500 |
| Диаметр отверстия в шпинделе, мм | 53 | 55 | 55 |
| Наибольшая длина изделия устанавливаемого в центрах (РМЦ), мм | 1000 | 1000 | 1000 |
| Наибольшая длина обрабатываемого изделия при числе позиций инструментальной головки (6, 8, 12), мм | 870 | 900,750,850 | 900,750,850 |
| Шпиндель | |||
| Мощность двигателя главного движения, кВт | 11 | 11 | 11 |
| Количество рабочих скоростей шпинделя | 22 | ||
| Пределы чисел оборотов шпинделя, об/мин | 12,5…2000 | 20…2500 | 20…2500 |
| Диапазон скоростей шпинделя, устанавливаемый вручную, об/мин | Ряд I – 12.5..200 Ряд II – 50..800 Ряд III – 125..2000 | Ряд I – 20…345 Ряд II – 60…1000 Ряд III – 145…2500 | Ряд I – 20…345 Ряд II – 60…1000 Ряд III – 145…2500 |
| Количество автоматически переключаемых скоростей | 9 | ||
| Диапазон автоматического переключения | 16 | ||
| Центр шпинделя передней бабки по ГОСТ 13214-67 | Морзе №6 | Морзе №6 | Морзе №6 |
| Центр пиноли задней бабки по ГОСТ 13214-67 | Морзе №5 | Морзе №5 | Морзе №5 |
| Конец шпинделя по ГОСТ 12593-72 | 6К | 6К | 6К |
| Наибольший крутящий момент на шпинделе не менее, Нм (кгс*м) | 800 (80) | 800 (80) | |
| Подачи | |||
| Наибольшее перемещение суппорта: продольное (Z) / поперечное (X), мм | 900/ 250 | 905/ 210 | 905/ 210 |
| Пределы шагов нарезаемых резьб, мм | 0,1..39,999 | 0,25…40 | 0,25…40 |
| Диапазон скоростей продольных подач, мм/мин (мм/об) | 3..2000 | 10..2000 (2,8) | 10..2000 (2,8) |
| Диапазон скоростей поперечных подач, мм/мин (мм/об) | 3..2000 | 5..1000 (1,4) | 5..1000 (1,4) |
| Скорость быстрых продольных/ поперечных ходов, м/мин | 7,0/ 4,0 | 15/ 7,5 | 15/ 7,5 |
| Высота резца, мм | 25 | 25 | 25 |
| Количество позиций на поворотной резцедержке (число инструментов в револьверной головке) | 6 | 8 (6,12) | 8 (6,12) |
| Параметры системы ЧПУ | |||
| Обозначение системы ЧПУ | 2Р22 | 2Р22 | НЦ-31-02 |
| Число координат | 2 | 2 | 2 |
| Количество одновременно управляемых координат | 2 | 2 | 2 |
| Дискретность задания координат в продольном/ поперечном направлении (дискретность задания по оси Z, X) | 0,001 | 0,001 | 0,001 |
| Пределы программируемых подач продольных/ поперечных, мм/об | 0,01…20/ 0,01..10 | 0,01…20/ 0,01..10 | 20,01…40/ 0,01..20 |
| Тип датчика обратной связи по положению и резьбонарезанию | РОД-620 | ВЕ178А5 | ВЕ178А |
| Электрооборудование станка | |||
| Электродвигатель главного привода, кВт/ об/мин | 11/ 1460 | 11/ 1500 | 11/ 1500 |
| Электродвигатель продольных подач – номинальный крутящий момент, Нм (кгс*м) | 23 (2,3) | 23 (2,3) | |
| Электродвигатель поперечных подач – номинальный крутящий момент, Нм (кгс*м) | 17 (1,7) | 17 (1,7) | |
| Электродвигатель станции смазки каретки, кВт/ об/мин | 0,18/ 1400 | 0,18/ 1400 | |
| Электродвигатель станции смазки шпиндельной бабки, кВт/ об/мин | 0,27/ 1450 | 0,27/ 1450 | |
| Электродвигатель насоса охлаждения, кВт/ об/мин | 0,12/ 2800 | 0,12/ 2800 | |
| Электродвигатель инструментальной головки, кВт/ об/мин | 0,37/ 1365 | 0,37/ 1365 | |
| Суммарная мощность электродвигателей, кВт | 20 | 21,4 | 21,4 |
| Суммарная мощность станка, кВт | 22 | 24 | 24 |
| Габариты и масса станка | |||
| Габаритные размеры станка с ЧПУ (длина, ширина, высота), мм | 3700 1700 2145 | 3700 3000 2100 | 3700 3000 2100 |
| Масса станка с ЧПУ, кг | 4050 | 4150 | 4150 |
- Станок токарный патронно центровой с числовым программным управлением 16А20Ф3. Руководство по эксплуатации, 1988
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы:
Полезные ссылки по теме
Каталог справочник токарных станков с ЧПУ
Паспорта и руководства токарных станков с ЧПУ
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
Токарный станок с ЧПУ 16А20Ф3: технические характеристики
90000 China High Automatic Cnc Lathe Machine Specification Ck6432a 90001
90002 90003 China CNC lathe machine specification CK6432A 90004 90005 90002 90005 90002 90003 Uses 90004 90005 90002 Suitable for precision machining of steel parts, Casting iron pars, non-ferrous metals and fast cut processing 90005 90002 90005 90002 Product Description 90005 90002 90005 90002 90003 Main Feature: 90004 90005 90002 1. Casting iron integrated base, Good rigidity and stability 90005 90002 2..Independent spindle frequency stepless speed, low noise, small vibration, high precision, enery saving and environmental protection 90005 90002 3. Spindle with high speed and high precision bearing, processing performance and stability, good surface finish, high processing efficiency. 90005 90002 4. Guide rail VHF hardening, bed and slide saddle rail joint surface using a laminating process, reduce wear, prevent crawling, can achieve micro feed. 90005 90002 90005 90002 90003 CNC Lathe CK6432 details: 90004 90005 90002 90005 90002 90003 Standard Configuration 90004 90005 90002 GSK, Siemens, FANUC, KND CNC controller 90005 90002 Manual 3 jaw chuck, Manual tailstock 90005 90002 4 position electrical turret 90005 90002 Automatic lubration, Lighting system, Cooling system.90005 90002 Voltage: 3 phase 380V 60HZ 90005 90002 90005 90002 90003 Options: 90004 90005 90002 Hydraulic chuck (Solid or Hollow) and tailstock, Pneumatic chuck and tailstock 90005 90002 6 position electrical turret 90005 90002 Voltage: As customer’s request, like 3 phase 220V / 400V or Single 220V 90005 90002 90005 90002 90003 CK6432A Technical parameters 90004 90005 90072 90073 90074 90075 90076 90003 I 90004 90003 tems 90004 90005 90082 90075 90076 90003 Unit 90004 90005 90082 90075 90076 90003 Specifications 90004 90005 90082 90095 90074 90075 90002 Max.Swing dia. on bed 90005 90082 90075 90076 mm 90005 90082 90075 90076 Φ360 90005 90082 90095 90074 90075 90002 Max.swing dia. on cross slide 90005 90082 90075 90076 mm 90005 90082 90075 90076 Φ150 90005 90082 90095 90074 90075 90002 Max. Machining length 90005 90082 90075 90076 mm 90005 90082 90075 90076 450 and 700 90005 90082 90095 90074 90075 90002 Spindle speed 90005 90082 90075 90076 r / min 90005 90082 90075 90076 100-2500rpm 90005 90082 90095 90074 90075 90002 Spindle bore dia.90005 90082 90075 90076 mm 90005 90082 90075 90076 Φ60 90005 90082 90095 90074 90075 90002 Spindle bore taper 90005 90082 90075 90076 90005 90082 90075 90076 MT6 90005 90082 90095 90074 90075 90002 Chuck size 90005 90082 90075 90076 mm 90005 90082 90075 90076 200 90005 90082 90095 90074 90075 90002 Tool post / Turret 90005 90082 90075 90076 90005 90082 90075 90076 Row tool / 4/6 position turret 90005 90082 90095 90074 90075 90002 Turret Max. travel / stoke 90005 90082 90075 90076 mm 90005 90082 90075 90076 X: 260 Z: 450/700 90005 90082 90095 90074 90075 90002 Fast moving feed 90005 90082 90075 90002 m / min 90005 90082 90075 90076 X: 6 Z: 8 90005 90082 90095 90074 90075 90002 Positioning accuracy 90005 90082 90075 90076 mm 90005 90082 90075 90076 X: 0.01 Z: 0.015 90005 90082 90095 90074 90075 90002 Repeat positioning accuracy 90005 90082 90075 90076 mm 90005 90082 90075 90076 0.008 90005 90082 90095 90074 90075 90002 Machining workpiece accuracy 90005 90082 90075 90076 90005 90082 90075 90076 IT6-IT7 90005 90082 90095 90074 90075 90002 Workpiece surface roughness 90005 90082 90075 90076 90005 90082 90075 90076 Ra 1.6 90005 90082 90095 90074 90075 90002 Tailstock quill dia. 90005 90082 90075 90076 mm 90005 90082 90075 90076 Φ60 90005 90082 90095 90074 90075 90002 Tailstock taper 90005 90082 90075 90076 90005 90082 90075 90076 MT4 90005 90082 90095 90074 90075 90002 Tailstock sleeve travel 90005 90082 90075 90076 mm 90005 90082 90075 90076 100 90005 90082 90095 90074 90075 90002 Motor power 90005 90082 90075 90076 90005 90082 90075 90076 4KW 90005 90082 90095 90074 90075 90002 Max.size of tool holder 90005 90082 90075 90076 mm 90005 90082 90075 90076 20X20 90005 90082 90095 90074 90075 90002 Machine size (LxWxH) 90005 90082 90075 90076 mm 90005 90082 90075 90076 1820 × 1165 × 1750 90005 90082 90095 90074 90075 90002 Net weight 90005 90082 90075 90076 KGS 90005 90082 90075 90076 1450 90005 90082 90095 90390 90391 90002 90005 90002 90005 90002 90005 90002 Company Information 90005 90002 90005 90002 90003 CNC Lathe processing 90004 90003: 90004 90005 90002 Cast – Quench – Assembling – Painting – Finished machine 90005 90002 90005 90002 90003 CNC Lathe workshop: 90004 90005 90002 Diamo machine is a mature brand in China, through our many years research in technology, our design including structure and detailed sercurity and precision has enhanced greatly, and can match all the CE standard or more strict standard.Our machines distribute worldwide to about 80 countries where there are metal plate industry, there are Diamo machines with good reputation and terminal user satisfaction. 90005 90002 90005 90002 90003 R & D team: 90004 90005 90002 We have a high-tech and high quality R & D team, as well as a group of integrated elitist. OEM and Customized as your request is available 90005 90002 90005 90002 Our Services 90005 90002 90003 GUARANTEE AND AFTER-SALE SERVICES: 90004 90433 1. one year guarantee for whole machine 90433 2.24-hours technical support by E-mail or telephone 90433 3. User-friendly English / Russia / Spanish / Deutsch software, Users manuals and Detailed Videos / CD 90433 4. Provide extra accessories for the machine as spare parts 90433 5. Support programming service according to your drawings 90433 6. Customized or special design is available 90005 90002 90005 90002 90003 CNC LATHE sales contacts: 90004 90005 90002 90005
.90000 Gsk Controller Cnc Lathe Machine Cnc Teaching Lathe Ck6432a 90001
90002 90003 90004 90005 90006 90007 90008 90009 ITEMS 90010 90003 90012 90007 90008 90009 Specifications 90010 90003 90012 90019 90006 90007 90002 Max. swim over bed 90003 90012 90007 90002 Φ360mm 90003 90012 90019 90006 90007 90002 Max. swim over carriage 90003 90012 90007 90002 Φ150mm 90003 90012 90019 90006 90007 90002 Max. length of work piece 90003 90012 90007 90002 450 / 700mm 90003 90012 90019 90006 90007 90002 Range of spindle speed 90003 90012 90007 90002 150-2500rpm 90003 90012 90019 90006 90007 90002 Spindle bore 90003 90012 90007 90002 Φ60mm 90003 90012 90019 90006 90007 90002 Taper of spindle bore 90003 90012 90007 90002 MT6 90003 90012 90019 90006 90007 90002 Stations of tool carrier 90003 90012 90007 90002 4/6/8 or gang type tool carrier 90003 90012 90019 90006 90007 90002 Max size of tool post 90003 90012 90007 90002 20mm × 20mm 90003 90012 90019 90006 90007 90002 Min.setting unit of motor 90003 90012 90007 90002 (Z) long 0.001mm, 90003 90002 (X) cross 0.001mm 90003 90012 90019 90006 90007 90002 Moving speed of post 90003 90012 90007 90002 (Z) long 8 m / min, 90003 90002 (X ) cross 4 m / min 90003 90012 90019 90006 90007 90002 Taper of tailstock quill 90003 90012 90007 90002 MT4 90003 90012 90019 90006 90007 90002 Max. range of tailstock quill 90003 90012 90007 90002 100mm 90003 90012 90019 90006 90007 90002 Motor power 90003 90012 90007 90002 4KW 90003 90012 90019 90006 90007 90002 Packing size (length × width × height) 90003 90012 90007 90002 1850 mm × 1100mm × 1550mm 90003 90012 90019 90006 90007 90002 Net weight 90003 90012 90007 90002 1500kg 90003 90012 90019 90174 90175 90002 90003 90002 90003 90002 90009 1) Q: Which trade term I can choose? 90010 90183 A: You can choose FOB, CIF, DDU or other terms.You can book ship or I can book ship for you. 90003 90002 90009 2) Q: How can I get quotation from you? 90010 90183 A: You can make the inquiry online on Alibaba, or send email to us. It is better if you can tell what is your detailed request information. We will reply to you within 1 hours on work days, and within 4 hours on holiday. 90003 90002 90009 3) Q: How can I choose right machine and how to assure quality? 90010 90183 A: You can choose machine on our website according to your request.Or You can let our seller know what is your request specification or what is your parts, so let our seller recommend suitable machine to you. We have do trade machine years, and export machine to over 100 countries. We have CE, ISO, SGS and other quality certificate. 90003 90002 90009 4) Q: how can I make the payment? 90010 90183 A: We can make the deal on Alibaba online platform, you can pay by T / T or Credit card. You can also pay to my company business bank account. You can also choose L / C or other way.90003 90002 90009 5) Q: How long does it take to get machine? 90010 90183 A: If the machine you will order is standard machine, we can ready the machine within 15days. If special machine, please confirm with our seller. The ship time is about 30 days to Europe, America. If you are from Australia, or Asia, it will be shorter. You can place order according to delivery time and ship time. 90003 90002 90009 6) Q: how about warranty? 90010 90183 A: warranty is two year, but we will offer lifetime service for machine.90003 90002 90003 90002 90003 90002 90003
.90000 Chinese Supplier New Fanuc Cnc Lathe Machine Specifications Ck6432a 90001
90002 90003 90004 90005 90006 90007 90008 90009 ITEMS 90010 90003 90012 90007 90008 90009 Specifications 90010 90003 90012 90019 90006 90007 90002 Max. swim over bed 90003 90012 90007 90002 Φ360mm 90003 90012 90019 90006 90007 90002 Max. swim over carriage 90003 90012 90007 90002 Φ150mm 90003 90012 90019 90006 90007 90002 Max. length of work piece 90003 90012 90007 90002 450 / 700mm 90003 90012 90019 90006 90007 90002 Range of spindle speed 90003 90012 90007 90002 150-2500rpm 90003 90012 90019 90006 90007 90002 Spindle bore 90003 90012 90007 90002 Φ60mm 90003 90012 90019 90006 90007 90002 Taper of spindle bore 90003 90012 90007 90002 MT6 90003 90012 90019 90006 90007 90002 Stations of tool carrier 90003 90012 90007 90002 8 tool post 90003 90012 90019 90006 90007 90002 Max size of cutter arbor 90003 90012 90007 90002 16mm × 16mm 90003 90012 90019 90006 90007 90002 Min.setting unit of motor 90003 90012 90007 90002 (Z) long 0.001mm, 90003 90002 (X) cross 0.001mm 90003 90012 90019 90006 90007 90002 Moving speed of post 90003 90012 90007 90002 (Z) long 8 m / min, 90003 90002 (X ) cross 4 m / min 90003 90012 90019 90006 90007 90002 Taper of tailstock quill 90003 90012 90007 90002 MT4 90003 90012 90019 90006 90007 90002 Max. range of tailstock quill 90003 90012 90007 90002 100mm 90003 90012 90019 90006 90007 90002 Motor power 90003 90012 90007 90002 4KW 90003 90012 90019 90006 90007 90002 Packing size (length × width × height) 90003 90012 90007 90002 1850 mm × 1100mm × 1550mm 90003 90012 90019 90006 90007 90002 Net weight 90003 90012 90007 90002 1500kg 90003 90012 90019 90174 90175 90002 90003 90002 90003 90002 90003 90002 90003 90002 90003 90002 90003 90002 90003 90002 90003 90002 90003 90002 90009 1) Q: Which trade term I can choose? 90010 90197 A: You can choose FOB, CIF, DDU or other terms.You can book ship or I can book ship for you. 90003 90002 90009 2) Q: How can I get quotation from you? 90010 90197 A: You can make the inquiry online on Alibaba, or send email to us. It is better if you can tell what is your detailed request information. We will reply to you within 1 hours on work days, and within 4 hours on holiday. 90003 90002 90009 3) Q: How can I choose right machine and how to assure quality? 90010 90197 A: You can choose machine on our website according to your request.Or You can let our seller know what is your request specification or what is your parts, so let our seller recommend suitable machine to you. We have do trade machine years, and export machine to over 100 countries. We have CE, ISO, SGS and other quality certificate. 90003 90002 90009 4) Q: how can I make the payment? 90010 90197 A: We can make the deal on Alibaba online platform, you can pay by T / T or Credit card. You can also pay to my company business bank account. You can also choose L / C or other way.90003 90002 90009 5) Q: How long does it take to get machine? 90010 90197 A: If the machine you will order is standard machine, we can ready the machine within 15days. If special machine, please confirm with our seller. The ship time is about 30 days to Europe, America. If you are from Australia, or Asia, it will be shorter. You can place order according to delivery time and ship time. 90003 90002 90009 6) Q: how about warranty? 90010 90197 A: warranty is two year, but we will offer lifetime service for machine.90003 90002 90003 90002 90003
.90000 Cnc Horizontal Lathe Sinumerik 828 Lathe Machine Specification Ck6432a 90001
90002 cnc horizontal lathe sinumerik 828 lathe machine specification CK6432A 90003 90002 90003 90002 This machine is widely used in processing and manufacturing the electrical appliance, instrument industry, automobile, motorcycle, fastener bearings, photographic and film machinery, hardware tools, watches, glasses, stationery , motors, valves and gas pipe and other high precise and complex components.It is the ideal high efficient equipment in the hardware machining industry. 90007 90003 90002 90003 90002 90003 90002 90003 90002 90016 Specification 90017 90016 of CK6432A: 90017 90003 90021 90022 90023 90024 90025 90016 Items 90017 90003 90029 90024 90025 90016 Specifications 90017 90003 90029 90036 90023 90024 90002 Max. swim over bed 90003 90029 90024 90002 Φ360mm 90003 90029 90036 90023 90024 90002 Max.swim over carriage 90003 90029 90024 90002 Φ150mm 90003 90029 90036 90023 90024 90002 Max.length of work piece 90003 90029 90024 90002 90016 450mm 90017 90016 or 700mm 90017 90003 90029 90036 90023 90024 90002 Range of spindle speed 90003 90029 90024 90002 150-2500rpm 90003 90029 90036 90023 90024 90002 Spindle bore 90003 90029 90024 90002 Φ60mm 90003 90029 90036 90023 90024 90002 Spindle drawn tube diameter 90003 90029 90024 90002 Φ48mm 90003 90029 90036 90023 90024 90002 Taper of spindle bore 90003 90029 90024 90002 MT6 90003 90029 90036 90023 90024 90002 Stations of tool carrier 90003 90029 90024 90002 4 or 6,8 90003 90029 90036 90023 90024 90002 Max.size of tool post 90003 90029 90024 90002 20mm × 20mm 90003 90029 90036 90023 90024 90002 Min.setting unit of motor 90003 90029 90024 90002 (Z) 0.001mm 90003 90002 (X) 0.001mm 90003 90029 90036 90023 90024 90002 Moving speed of post 90003 90029 90024 90002 (Z) 8 m / min 90003 90002 (X) 4 m / min 90003 90029 90036 90023 90024 90002 Taper of tailstock quill 90003 90029 90024 90002 MT4 90003 90029 90036 90023 90024 90002 Max. range of tailstock quill 90003 90029 90024 90002 100mm 90003 90029 90036 90023 90024 90002 Motor power 90003 90029 90024 90002 4KW 90003 90029 90036 90023 90024 90002 Packing size (mm) 90003 90029 90024 90002 1600/1850 × 1100 × 1550mm 90003 90029 90036 90023 90024 90002 Net weight / gross weight 90003 90029 90024 90002 1200/1300 1300 / 1450kg 90003 90029 90036 90205 90206 90002 90003 90002 90016 Main Features: 90017 90003 90002 1.Independent spindle, stepless speed change, high precision, lower noise, saving energy and environmental. 90003 90002 2.High speed and precision bearing, spindle speed 2500rpm, smooth finish good. 90003 90002 Main power is 4 KW. 90003 90002 High precision ball screw 90003 90002 3.High stability one- piece machine bed, higher rigidity cast iron. 90003 90002 4.High frequency quenching rail, high hardness and high wear resistance. 90003 90002 5.Frequency conversion stepless speed regulation 90003 90002 6.Integrated automatic lubrication 90003 90002 90003 90002 90016 Standard configurations: 90017 90003 90002 1.3 jaw manual chuck 90003 90002 2.Manual tailstock 90003 90002 3.Lighting system, cooling system, automatic lubrication system 90003 90002 4.CNC system: GSK928TD-L 90003 90002 5.4 station tool holder 90003 90002 90016 Optional configurations: 90017 90003 90002 1. CNC System: KND, Fanuc, Siemens 90003 90002 2. hydraulic or pneumatic 3 claw chuck 90003 90002 3. Pneumatic spring collet 90003 90002 4.6 station tool holder, row tool 90003 90002 5. Automatic bar feeder 90003 90002 6. hydraulic or pneumatic tailstock 90003 90002 90003 90002 90003 90002 90003 90002 90003 90002 1.Q: Can we pay by L / C? 90003 90002 A: Yes, we can do T / T, L / C etc. 90003 90002 2.Q: What is your payment terms? 90003 90002 A: Our payment term is 30% T / T in advance, 70% T / T before shipment.It is negotiable. 90003 90002 3.Q: What is your delivery time? 90003 90002 A: Usually, one machine takes 15-20 days.IF we have in stock, we can arrange 90003 90002 shipment as soon as we receive the payment. 90003 90002 4.Q: Can we go to your factory and learn how to use the machine? 90003 90002 A: We sincerely welcome you come to our beautiful city. The training is free. It would 90003 90002 be great honor to us. 90003 90002 5.Q: Can you arrange training in our place after we bought your machine? 90003 90002 A: We can arrange oversea training. Buyers will be responsible to the costs. 90003 90002 6.Q: How many Voltage? How many Phases 1 or 3? How many hertz (Hz)? of your 90003 90002 machine? 90003 90002 A: Our standard is 3 phase, 380V, 50 / 60Hz. All can be customer made. 90003 90002 7.Q: Do you have CE certification? 90003 90002 A: yes, we have CE certification, machine quality is guaranteed. 90003 90002 8.Q: Is your company a factory or trading company? 90003 90002 A: We are factory and have more than 18 years production experience. 90003 90002 9.Q: How can I get the quotation? 90003 90002 A: You can send the inquiry on alibaba.com, or send email to us. It is better if you can 90003 90002 tell what is your detailed requests. We will reply to you within 1 hour. 90003 90002 10.Q: What is the Control of your lathe? Can I change it to other brand? 90003 90002 A: The standard control of our lathe is GSK. You also can change other controls, 90003 90002 such as FANUC, Siemens and so on. 90003 90002 90003 90002 90003
.
Содержание статьи:
Проектированием и изготовлением токарных станков с ЧПУ серии 16А20Ф3 занимается завод «Красный пролетарий» (г. Москва). Эта модель была создана на базе 16К20Ф3 и имеет массу общих конструктивных решений и узлов. Благодаря унификации компонентов ремонт и обслуживание оборудования не вызывает сложностей.
Специфика конструкции станка
Внешний вид
Прежде чем рассматривать технические характеристики станка, следует ознакомиться с особенностями его конструкции. Станки 16А20Ф3 с блоком числового программного управления предназначены для обработки заготовок путем их вращения в полуавтоматическом режиме по замкнутому циклу.
Для комплектации токарного оборудования можно использовать различные типы ЧПУ, характеристики которых выбираются в зависимости от производственных требований. Это могут быть разомкнутые системы, замкнутые или CNC модули. Конструкция станка 16А20Ф3 рассчитана для подключения этих блоков.
К особенностям компоновки можно отнести следующие нюансы:
- чугунная станина. Она изготовлена из чугуна марки СЧ20, на ее поверхности располагаются шлифованные направляющие, прошедшие стадии термической обработки;
- улучшенные характеристики главного привода. Мощность электродвигателя 11 кВт дает возможность обеспечить максимальный крутящий момент для шпиндельной бабки 800 Нм;
- повышенные меры защиты компонентов. Прежде всего это относится к шарико-винтовым парам, предназначенные для смещения по координатам X и Z. Возможна комплектация электроприводами от зарубежных производителей.
Для одновременной обработки нескольких плоскостей заготовки в станке 16А20Ф3 с блоком ЧПУ можно смонтировать съемные держатели резцов, рассчитанные для установки 6, 8 или 12 режущих инструментов.
В настоящее время производитель предлагает стандартную комплектацию оборудования. Но по желанию заказчика станок 16а20ф3 может оснащаться согласно требованиям к конкретному производству.
Технические параметры оборудования
Компоненты оборудования
По умолчанию токарные станки серии 16А20Ф3 комплектуются ЧПУ серии 2Р22, модель 16А20Ф3С39 поставляется с блоком НЦ-31-02. При этом габаритные размеры оборудования составляют 370*170*214,5 см при массе 4150 кг. Для подключения потребуется линия трехфазная электропередач 380 В.
В значимости от модификации станка изменяется максимально допустимый размер детали, обрабатываемой над станиной. Этот параметр может составлять 40 или 32 см. Это же касается сечения заготовки над суппортом, которая равна 22 или 20 см. Максимальная длина не может превышать 100 см. Она может изменяться в зависимости от установленной инструментальной головки – 90, 75 или 85 см.
Также необходимо рассмотреть характеристик токарного станка 16А20Ф3 с приводом. Наиболее важными из них являются:
- число рабочих скоростей – 22;
- пределы оборотов, об/мин – от 12,5 до 2000;
- диапазон скоростей, которые можно установить в ручном режиме для каждого ряда: I – 12,5-200; II – 50-800; III – 125-2000;
- в автоматическом режиме возможна установка 9 скоростей;
- диапазон автоматических переключений — 16;
- максимально допустимый крутящий момент составляет 800 Нм.
Технические характеристики подач станка:
- параметры максимального смещения. По оси X – 90 см: по оси Z – 25 см;
- шаг резьбы — от 0,1 до 39,999 мм;
- диапазон возможных поперечных и продольных скоростей одинаков и может варьироваться от 3 до 2000 мм/об;
- допустимая высота резца – 25 мм.
Стандартные блоки ЧПУ, идущие в комплектации с токарным станком 16А20Ф3, имеют практически одинаковые параметры. Число управляемых координат составляет 2. Дискретность изменения значения для каждой из них равно 0,001 мм. Разница заключается в датчике обратной связи. Блок ВЕ178А5 имеет расширенный функционал.
Для изменения функций токарного станка 16А20Ф3 в его конструкции предусмотрен пульт управления, установленный на поворотном кронштейне. Во время работы обязательно необходимо опускать защитную панель. Это не только уменьшит вероятность создания опасной ситуации для работника, но и защитит электронные компоненты оборудования.
В видеоматериале показан пример первого запуска станка с блоком ЧПУ.
Токарный станок с ЧПУ 16А20Ф3
Токарный станок с ЧПУ модели 16А20Ф3 предназначен для обработки деталей тел вращения из черного и цветного металла в полуавтоматическом режиме. На нем производят наружную и внутреннюю обточку заготовок с прямолинейным или ступенчатым контуром, а так же нарезание резьбы.
Конструктивные особенности:
- достаточная жесткость конструкции, мощный привод, широкий диапазон вращения шпинделя и рабочих подач позволяют получать высокую точность обработки на различных режимах резания;
- проходное отверстие шпинделя не менее 55 мм позволяет производить обработку труб и прутков различного профиля;
- качественные шарико винтовые передачи обеспечивают плавные и точные перемещения по осям X и Z;
- возможность установки систем числового программного управления ведущих российских и мировых производителей;
- по выбору комплектуются токарными патронами с ручным, пневматическим, гидравлическим приводами;
- различные варианты использования револьверных головок на 6, 8, 12 позиций;
- технические характеристики станка указывают на универсальность оборудования и широкий спектр выполняемых работ;
- привода продольной и поперечной подач оснащаются асинхронными сервоприводами;
- переключение числа оборотов происходит от пульта управления с обозначением соответствующих значений на дисплее;
- допускается комплектация транспортером стружки;
- система управления позволяет контролировать перемещения по двум координатам одновременно;
- интеграция в поточные производственные линии увеличивает производительность оборудования;
- станок проектирован и изготовлен для эксплуатации в условиях умеренного и холодного климата при температуре от – 60 до + 40 градусов Цельсия в закрытых помещениях с искусственной вентиляцией;
- защита кабинетного типа обеспечивает безопасную работу оператора;
- повышенный класс точности (ГОСТ 8-82).
Показатели точности
Точность 16А20Ф3 соответствуют следующим показателям: отклонение от цилиндричности 7 мкм, конусности 20 мкм на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм — 16 мкм.
Технические характеристики
| Диаметр установки над станиной, мм | 500 |
| Диаметр обработки над станиной, мм | 320 |
| Диаметр обработки над суппортом, мм | 220 |
| Длина заготовки, мм | 1000 |
| Проходное отверстие в шпинделе, мм | 55 |
| Внутренний конус у шпинделя | М6 |
| Конец на шпинделе | 6К |
| Наибольшее продольное перемещение суппорта, мм | 905 |
| Наибольшее поперечное перемещение суппорта, мм | 210 |
| Число одновременно управляемых координат | 2 |
| Частота вращения шпинделя, об/мин | 20-2500 |
| Наибольший крутящий момент, Нм | 800 |
| Предел скоростей продольного направления, мм/мин | 10-2000 |
| Предел скоростей поперечного направления, мм/мин | 5-1000 |
| Ускоренное перемещение продольное, м/мин | 15 |
| Ускоренное перемещение поперечное, м/мин | 7,5 |
| Число инструментов револьверной головки | 6(8,12) |
| Главный двигатель, кВт | 11 |
| Габаритные размеры (длина/ширина/высота), мм | 3700/3000/2145 |
| Масса, кг | 4150 |
Комплектация
| Основная | Дополнительная |
|
|
Основные конструктивные узлы
Система управления
Для расширения возможностей, управление 16А20Ф3 осуществляется системой ЧПУ. Оператор производит контроль за работой и наладкой оборудования от пульта управления, который состоит из клавиатуры и монитора. В базовом исполнении станок комплектуется ЧПУ NC-201M (Балт-Систем), а при желании заказчика и другими системами: Siemens, Fanuc. В советское время часто выпускались станки модели 16А20Ф3С32 с УЧПУ “2Р22”. Устройства числового программного управления позволяют производить универсальные операции с обрабатываемыми деталями и вести работу в различных режимах.
Станина
Прочная станина отливается из чугуна и имеет прямоугольную форму с ребрами жесткости. На ней базируются все остальные узлы и механизмы. Закаленные шлифованные направляющие станины обеспечивают необходимую точность перемещения суппорта.
Шпиндель
Высокоточный шпиндель монтируется на коническом двухрядном и однорядном подшипниках, которые настраиваются во время сборки на заводе-изготовителе и не требуют дополнительной регулировки в процессе эксплуатации. Вращение шпинделя осуществляется от асинхронного двигателя через ременную передачу. Мощность главного привода 11 кВт обеспечивает крутящий момент на шпинделе 8 кНм. Сам шпиндель установлен в передней бабке, которая крепится на станине и устанавливается в нужном положении регулирующими винтами. На корпусе бабки имеются рукоятки переключения числа оборотов.
Приводы
На токарных станках с ЧПУ устанавливают приводы подач продольного и поперечного направления, которые имеют собственное и независимое друг от друга управление. Они состоят из шарико винтовых передач, частотно регулируемых двигателей, датчиков обратной связи. Характерной особенностью данных узлов является независимость частоты вращения от момента. Такой тип устройств обеспечивает качественную, точную и производительную обработку.
Задняя бабка
С правой части станины установлена задняя бабка, которая крепится на направляющих при помощи рычагов, рукоятки, прижимной планки и эксцентрикового вала. Перемещение пиноли имеет электромеханический привод. В специальном исполнении, ход пиноли контролируется конечными выключателями, передающими сигнал положения пиноли в автоматическом режиме работы.
Токарный патрон
Для фиксации заготовки применяются кулачковые или цанговые патроны с соответствующим усилием зажима, необходимым для точной и качественной обработки. В зависимости от назначения, видов работ и производительности, на станки устанавливают патроны с ручным зажимом, с пневматическим и гидравлическим приводом. У каждого из вариантов есть свои особенности и преимущества.
Револьверная головка
На токарных станках 16А20Ф3 устанавливают револьверные головки 6-ти, 8-ми, 12-ти позиционные с горизонтальной осью вращения. Конструкция инструментального диска имеет гнезда в осевом и радиальном направлении, в которые устанавливают инструментальные блоки. По желанию заказчика станки комплектуются головками различных марок: УГ9326, Pragati, Baruffaldi и т.д.
Пульт управления
Для контроля процессом обработки и положения рабочих узлов станка используют пульт управления, смонтированный на поворотном кронштейне. Удобный интерфейс и интуитивная простота устройства облегчает работу оператора. Блок ЧПУ состоит из органов управления станком, клавиатуры, цветного монитора.
Условия покупки и стоимость
Чтобы получить развернутую информацию и купить новый токарный станок с ЧПУ 16А20Ф3, Вы можете обратиться по телефону +7(4852) 66-40-25, через форму заказа на сайте или по электронной почте Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.. Гарантия составляет 12 месяцев. Цена и сроки поставки рассчитываются исходя из комплектации и исполнения станка. Проводим пусконаладочные работы на территории заказчика с обучением рабочего персонала и изготовлением пробных деталей.
| Станок | ТС16К20Ф3 |
|---|---|
| Наибольший диаметр заготовки, мм | 450 |
| Макс. диаметр изделия типа диск, мм | 400 |
| Наибольший диаметр заготовки, обрабатываемый над суппортом, мм | 210 |
| РМЦ, мм | 750 |
| Макс. вес заготовки, кг | 200 * |
| Оси | |
| Максимальное перемещение по оси Х, мм | 235 |
| Макс перемещение по оси Z, мм | 700 |
| Быстрые перемещения по оси Х, мм/мин | 6000 |
| Быстрые перемещения по оси Z, мм/мин | 9000 |
| Рабочая подача, мм/мин | 0,01~4000 |
| Диаметр ШВП/шаг ось Х, мм | 20/4 |
| Диаметр ШВП/шаг ось Z, мм | 40/6 |
| Тип мотора и мощность по оси X, кВт | серво 1,5 кВт |
| Тип мотора и мощность по оси Z, кВт | серво 1,5 кВт |
| Тип направляющих Х | ласточкин хвост |
| Тип направляющих Z | Призматические |
| Точность позиционирования по осям X/Z, мм | ±0,005 |
| Повторяемость позиционирования осей X/Z, мм | ±0,003 |
| Угол наклона станины, град | 0 |
| Ширина направляющих, мм | 340 |
| Шпиндельная бабка | |
| Диаметр 3х кулачкового патрона, мм | 200 |
| Диапазон скоростей шпинделя, об/мин | I 10-330; II 130-1800 |
| Диаметр отверстия шпинделя, мм | 53 |
| Максимальный диаметр прутка, мм | 51 (38 с полым гидропатроном) |
| Торец шпинделя | С6 (ГОСТ 12593) |
| Конус отверстия шпинделя | Морзе 6 |
| Внутренний диаметр подшипника шпинделя | 90 |
| Момент на шпинделе (до 30 минут), Нм | 610 |
| Момент на шпинделе (продолжительно), Нм | 610 |
| Мощность э/д шпинделя (до 30 минут), кВт | 7,5 |
| Мощность э/д шпинделя (продолжительно), кВт | 7,5 |
| Тип э/д шпинделя | Асинхронный |
| Резцедержка | |
| Число инструментов, шт | 6 |
| Тип резцедержки | э/мех |
| Размер хвостовика режущего инструмента, мм | 25х25 |
| Время смены инструмента – верт. револьверная головка, с | – |
| Время смены инструмента – гориз. револьверная головка, с | 3 |
| Мощность э/д приводного инструмента, кВт | – |
| Обороты приводного инструмента, об/мин | – |
| Задняя бабка | |
| Перемещение задней бабки, мм | до патрона/люнета |
| Выдвижение пиноли задней бабки, мм | 130 |
| Диаметр пиноли, мм | 60 |
| Конус пиноли гидравлической задней бабки, № | – |
| Конус пиноли механической задней бабки, № | Морзе 4 |
| Прочее | |
| Потребляемая мощность, кВА | 15 |
| Система ЧПУ | Siemens 808 |
| Наличие транспортера стружки | нет |
| Емкость бака СОЖ, л | 38 |
| Емкость гидростанции, л | – |
| Вес нетто, кг | 1800 |
| Вес брутто, кг | 1900 |
| Габаритные размеры ДхШхВ, мм | 2220х1150х1500 |
| Габаритные размеры упаковки ДхШхВ, мм | 2220х1350х1600 |
| Примечания | * подробнее в документации |
| Станок | ТС16А20Ф3 |
|---|---|
| Наибольший диаметр заготовки, мм | 400 |
| Макс. диаметр изделия типа диск, мм | 340 |
| Наибольший диаметр заготовки, обрабатываемый над суппортом, мм | 210 |
| РМЦ, мм | 750 |
| Макс. вес заготовки, кг | 170 |
| Оси | |
| Максимальное перемещение по оси Х, мм | 235 |
| Макс перемещение по оси Z, мм | 750 |
| Быстрые перемещения по оси Х, мм/мин | 6000 |
| Быстрые перемещения по оси Z, мм/мин | 9000 |
| Рабочая подача, мм/мин | 0,01-4000 |
| Диаметр ШВП/шаг ось Х, мм | 20/4 |
| Диаметр ШВП/шаг ось Z, мм | 40/6 |
| Тип мотора и мощность по оси X, кВт | серво 1,5 кВт |
| Тип мотора и мощность по оси Z, кВт | серво 1,5 кВт |
| Тип направляющих Х | ласточкин хвост |
| Тип направляющих Z | Призматические |
| Точность позиционирования по осям X/Z, мм | ±0,005 |
| Повторяемость позиционирования осей X/Z, мм | ±0,003 |
| Угол наклона станины, град | 0 |
| Ширина направляющих, мм | 340 |
| Шпиндельная бабка | |
| Диаметр 3х кулачкового патрона, мм | 200 |
| Диапазон скоростей шпинделя, об/мин | 20~2050 |
| Диаметр отверстия шпинделя, мм | 53 |
| Максимальный диаметр прутка, мм | 51 |
| Торец шпинделя | C6 (ГОСТ 12593) |
| Конус отверстия шпинделя | Морзе 6 |
| Внутренний диаметр подшипника шпинделя | 90 |
| Момент на шпинделе (до 30 минут), Нм | 48 |
| Момент на шпинделе (продолжительно), Нм | 48 |
| Мощность э/д шпинделя (до 30 минут), кВт | 7,5 |
| Мощность э/д шпинделя (продолжительно), кВт | 7,5 |
| Тип э/д шпинделя | асинхронный э/д |
| Резцедержка | |
| Число инструментов, шт | 6 |
| Тип резцедержки | э/мех |
| Размер хвостовика режущего инструмента, мм | 25×25 |
| Время смены инструмента – верт. револьверная головка, с | – |
| Время смены инструмента – гориз. револьверная головка, с | 3 |
| Мощность э/д приводного инструмента, кВт | – |
| Обороты приводного инструмента, об/мин | – |
| Задняя бабка | |
| Перемещение задней бабки, мм | до патрона/люнета |
| Выдвижение пиноли задней бабки, мм | 130 |
| Диаметр пиноли, мм | 60 |
| Конус пиноли гидравлической задней бабки, № | – |
| Конус пиноли механической задней бабки, № | Морзе 4 |
| Прочее | |
| Потребляемая мощность, кВА | 11 |
| Система ЧПУ | Siemens 808D |
| Наличие транспортера стружки | нет |
| Емкость бака СОЖ, л | 38 |
| Емкость гидростанции, л | нет |
| Вес нетто, кг | 1800 |
| Вес брутто, кг | 1900 |
| Габаритные размеры ДхШхВ, мм | 2220х1150х1500 |
| Габаритные размеры упаковки ДхШхВ, мм | 2220х1350х1500 |
| Примечания | |
| Характеристика | Значение |
|---|---|
| Макс. диаметр изделия над станиной, мм | 400 |
| Макс. диаметр изделия типа диск, мм | 340 |
| Макс. диаметр обработки изделия типа вал, мм | 210 |
| РМЦ, мм | 750 |
| Макс. вес заготовки, кг | 170 |
| Оси | |
| Максимальное перемещение оси Х, мм | 235 |
| Макс перемещение по оси Z, мм | 750 |
| Быстрые перемещения по оси Х, мм/мин | 6000 |
| Быстрые перемещения по оси Z, мм/мин | 9000 |
| Рабочая подача, мм/мин | 0,01-4000 |
| Диаметр ШВП/шаг ось Х, мм | 20/4 |
| Диаметр ШВП/шаг ось Z, мм | 40/6 |
| Тип мотора и мощность по оси X, кВт | серво 1,5 кВт |
| Тип мотора и мощность по оси Z, кВт | серво 1,5 кВт |
| Тип направляющих Х | ласточкин хвост |
| Тип направляющих Z | V образные |
| Точность позиционирования по осям X/Z, мм | ±0,005 |
| Повторяемость позиционирования осей X/Z, мм | ±0,003 |
| Угол наклона станины, град | 0 |
| Ширина направляющих, мм | 340 |
| Шпиндельная бабка | |
| Диаметр 3х кулачкового патрона, мм | 200 |
| Диапазон скоростей шпинделя, об/мин | 20~2050 |
| Диаметр отверстия шпинделя, мм | 53 |
| Максимальный диаметр прутка, мм | 51 |
| Торец шпинделя | C6 (ГОСТ 12593) |
| Конус отверстия шпинделя | Морзе 6 |
| Внутренний диаметр подшипника шпинделя | 90 |
| Момент на шпинделе (30 минут), Нм | 48 |
| Момент на шпинделе (продолжительно), Нм | 48 |
| Мощность э/д шпинделя (30 минут), кВт | 7,5 |
| Мощность э/д шпинделя (продолжительно), кВт | 7,5 |
| Тип э/д шпинделя | асинхронный э/д |
| Резцедержка | |
| Число инструментов, шт | 6 |
| Тип резцедержки | э/мех |
| Размер хвостовика режущего инструмента, мм | 25×25 |
| Время смены инструмента – верт. револьверная головка, с | – |
| Время смены инструмента – гориз. револьверная головка, с | 3 |
| Точность позиционирования револьверной головки, мм | 0,008 |
| Мощность э/д приводного инструмента, кВт | – |
| Обороты приводного инструмента, об/мин | – |
| Задняя бабка | |
| Перемещение задней бабки, мм | до патрона/люнета |
| Выдвижение пиноли задней бабки, мм | 130 |
| Диаметр пиноли, мм | 60 |
| Конус пиноли гидравлической задней бабки, № | – |
| Конус пиноли механической задней бабки, № | Морзе 4 |
| Прочее | |
| Потребляемая мощность, кВА | 11 |
| Система ЧПУ | Siemens 808D |
| Наличие транспортера стружки | нет |
| Емкость бака СОЖ, л | 38 |
| Емкость гидростанции, л | нет |
| Вес ТС16А20Ф3 нетто, кг | 1800 |
| Вес брутто, кг | 1900 |
| Габаритные размеры, ДхШхВ мм | 2220х1150х1500 |
| Габаритные размеры упаковки, ДхШхВ мм | 2220х1350х1500 |