Токарный фт 11: ФТ-11 Станок токарно-винторезный универсальный повышенной точности. Паспорт, схемы, характеристики, описание
alexxlab | 22.01.1985 | 0 | Токарный
Страница не найдена – Все о ЧПУ
Страница не найдена – Все о ЧПУИзвините, страница не существует или была удалена…
Самые комментируемые записи
Строим самодельный фрезерный ЧПУ станок
Самодельный ЧПУ фрезерный станок: подробности процесса сборки, обзор нужных комплектов и наборов, личный опыт. Откроем секреты сборки станка своими руками.
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
Выбор шпинделя для фрезерного станка с ЧПУ
Как выбрать шпиндель для фрезерного станка с ЧПУ ? ИХ классификация, охлаждение, способы фрезеровки, мощность, и другая полезная информация.
Прямо сейчас смотрят
Вопрос-Ответ
Особенности, виды, различие управляющих программ для ЧПУ устройств
Программы для ЧПУ устройств. Виды CAM, CAD. Системы ЧПУ. Различие управляющих программ для ЧПУ. Совместимость управляющих программ и систем ЧПУ.
Лазерный
Выбор и изготовление своими руками лазерного ЧПУ выжигателя
Имея лазерный ЧПУ выжигатель, можно открыть своё дело. Затраты на производство продукции будут минимальными. Вполне реально зарабатывать деньги дома.
Фрезерный
Характеристика, виды и видео работы фрезерных станков по дереву с ЧПУ
Фрезерные ЧПУ станки по дереву – современный и довольно популярный вид оборудования для мастерских. Описание, видео, виды, техника безопасности со станками.
Описание, видео, виды, техника безопасности со станками.
Фрезерный
Технические характеристики широкоуниверсального консольно-фрезерного станка 6К82Ш, схемы
Широкоуниверсальный консольно-фрезерный станок 6К82Ш – технические характеристики, базовая комплектация, габариты, схемы, установка фрез, применение.
Вопрос-Ответ
Как создать управляющую программу для станка с ЧПУ
Создание управляющей программы для станка с ЧПУ – это ответственный процесс, так как на основании кода выпускаются партии изделий. Самостоятельное программирование возможно, но отнимает много времени и требует тщательного прочтения инструкции.
Вопрос-Ответ
Шаговой двигатель для ЧПУ: как определиться с выбором?
Шаговый двигатель понадобится любому человеку, который собрался самостоятельно собрать станок с ЧПУ. Главное – заранее определиться со сферой применения устройства. Наибольших усилий и показателей требует обработка цветных металлов, что отдельно учитывается при выборе шагового двигателя для ЧПУ.
Главное – заранее определиться со сферой применения устройства. Наибольших усилий и показателей требует обработка цветных металлов, что отдельно учитывается при выборе шагового двигателя для ЧПУ.
Токарный
Программирование новых токарных станков с ЧПУ HAAS для начинающих
Программирование токарных станков с ЧПУ HAAS для начинающих – руководство по быстрому изучению основных принципов работы оборудования от компании HAAS.
Токарный
Технические характеристики токарно-карусельного станка 1516
Характеристики и технические параметры одностоечного двухсуппортного токарно-карусельного станка 1516. Схемы, габариты, составляющие. Основные преимущества.
Фрезерный
Особенности и технические характеристики станка 6М12П
О станке 6М12П: производитель, назначение, габариты.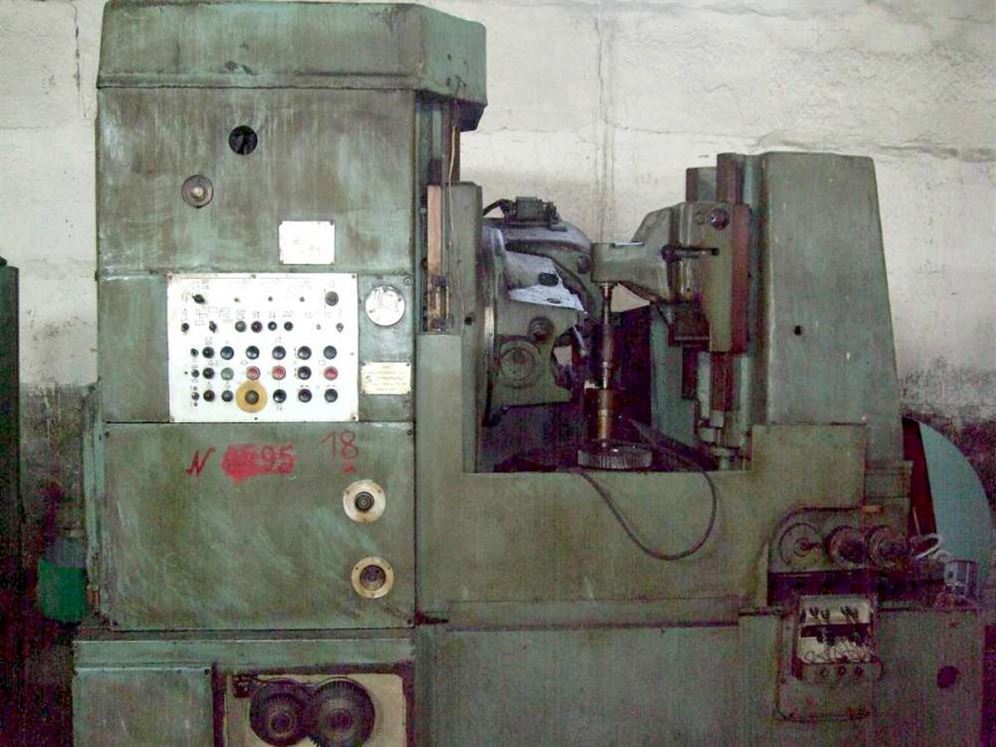
Вопрос-Ответ
Идеи изделий на ЧПУ станке
Получив первые навыки эксплуатации сложного устройства, его владелец, наконец, задумывается: как заработать на станке с ЧПУ, имея стабильную прибыль.
ФТ 11 технические характеристики | Токарно-винторезный станок повышенной точности
Технические характеристики станка ФТ 11 позволяют производить токарную обработку тел вращения с повышенной точностью. Предусмотрены высокопроизводительные режимы получения резьбовых поверхностей.
Наименование характеристики | Ед. изм . | Параметры |
Класс точности по ГОСТ 8-71 |
| П |
Размеры обрабатываемых изделий | ||
Наибольший диаметр обрабатываемого изделия над станиной | мм | 500 |
Наибольший диаметр обрабатываемого изделия над суппортом | мм | 260 |
Наибольший диаметр прутка | мм | 66 |
Расстояние между центрами (РМЦ) | мм | 1000, 1500, 2000 |
Наибольшая длина обрабатываемого изделия | мм | 1500 |
Шпиндель | ||
Диаметр цилиндрического отверстия в шпинделе | мм | 66 |
Конец шпинделя по ГОСТ 12593-82 |
| 8М |
Количество скоростей прямого вращения |
| 21 |
Количество скоростей обратного вращения |
| 9 |
Частота вращения шпинделя прямого вращения | об/мин | 8…1600 |
Частота вращения шпинделя обратного вращения | об/мин | 40…1600 |
Наибольшее усилие резания, допускаемое механизмом подач | кгс | 1600 |
Торможение шпинделя |
| есть |
Коробка подач | ||
Количество подач |
| 24 |
Подача |
|
|
продольная | мм/об | 0,05…10,6 |
поперечная | мм/об | 0,025…5,3 |
Параметры нарезаемых резьб | ||
Количество нарезаемых резьб каждого вида |
| 30 |
Пределы шагов нарезаемых резьб |
|
|
метрических | мм | 0,5-112 |
модульных | модуль | 0,5-112 |
дюймовых | ниток/дюйм | 0,25-56 |
питчевых | питч | 0,25-56 |
Суппорт | ||
Наибольшее расстояние от оси центров до кромки резцедержателя | мм | 259 |
Высота устанавливаемого резца | мм | 32 |
Наибольшее перемещение верхнего суппорта | мм | 140 |
Цена деления шкалы поворота | градус | 1 |
Шкала угла поворота | градус | ±90 |
Быстрое перемещение |
| нет |
В продольном направлении | м/мин | 4 |
В поперечном направлении | м/мин | 2 |
Цена одного деления лимба | мм | 0,05 |
Задняя бабка | ||
Центр в пиноли по ГОСТ 13214-79 |
| Морзе 8ПТ |
Наибольшее перемещение пиноли | мм | 200 |
Цена одного деления лимба | мм | 0,5 |
Цена одного деления линейки | мм | 5 |
Электрооборудование | ||
Привод станка |
|
|
Число оборотов | об/мин | 1450 |
|
|
|
Мощность | кВт | 11 |
Тип |
| 4А132М4ПУ3 |
|
|
|
Привод насоса охлаждения |
|
|
Число оборотов | об/мин | 2800 |
Мощность | кВт | 0,12 |
Тип |
| Х14-22М |
Производительность | 22 | |
Электродвигатель ускоренных холостых ходов |
|
|
Число оборотов | об/мин | 1400 |
Мощность | кВт | 0,55 |
Тип |
| 4А80А4КУ3 |
Габариты и масса | ||
Габаритные размеры станка |
|
|
длина | мм | 2850, 3350 |
ширина | мм | 1370 |
высота | мм | 1435 |
Масса станка | кг | 3445 (РМЦ 1500) |
Токарно-винторезный станок ФТ-11 – Всё для чайников
- Подробности
- Категория: Токарные станки
Станок ФТ-11 разработан на основе универсального токарно-винторезного станка 16Б25ПСп.
Токарно-винторезный станок повышенной точности ФТ-11 предназначен для выполнения широкого круга токарных работ на чистовых и получистовых режимах. На черновых и обдирочных режимах использовать станок не рекомендуется. Высокие скорости шпинделя делают пригодным станок для работы на скоростных режимах; при этом обеспечивается рациональное использование современных марок твердых сплавов.
Станок обеспечивает нарезание метрической, дюймовой, модульной и питчевой резьб, а при сокращенной кинематической цепи (прямое включение ходового винта без коробки подач), дает возможность производить нарезание нестандартных резьб при соответствующей настройке гитары.
На станке возможна обточка конусов без применения конусной линейки путем механического перемещения верхнего суппорта.
Оригинальная конструкция станины, устраняющая возможность попадания металлических отходов в пазы направляющих. Это приводит к уменьшению износа и увеличению срока службы станка. Также становится возможным обрабатывать материалы, имеющие особый состав и прошедшие специальную обработку
Автоматическое управление скоростями вращения шпинделя позволяет производить переключение скоростей на ходу и тем самым уменьшает непроизводительные потери времени.
Скачать документацию
Кинематическая схема
Ввиду широкой известности кинематической схемы станка описание её не приводится.
Схема расположения подшипников
В таблице 6 указан перечень к схеме расположения подшипников
Станина
Станина станка жесткой конструкции с диагональными ребрами и с двумя призматическими и двумя плоскими направляющими. Направляющие подвергнуты термообработке с последующей шлифовкой. Передняя и задняя направляющие служат для перемещения каретки и защищены от воздействия внешней среды телескопическими щитками. Средние направляющие служат для перемещения задней бабки. Станина устанавливается на тумбах, между которыми расположено корыто для сбора стружки.
Коробка скоростей
Коробка скоростей имеет 9 прямых и 3 обратных ступеней чисел оборотов. Переключение скоростей осуществляется с помощью 7 электромагнитных муфт. Коробка скоростей крепится на плите, закрепленной на задней стенке левой тумбы. Движение на входной вал коробки скоростей с электродвигателя осуществляется клиноременной передачей, а с выходного вала АКС на шпиндельную бабку передается с помощью плоскозубчатого ремня.
Шпиндельная бабка
Шпиндельная бабка представляет собой редуктор, позволяющий получать три диапазона скоростей шпинделя со следующим кинематическим . соотношением входного числа оборотов к выходному: 1 : 1; 1 :4; 1 : 16,
Развертка шпиндельной бабки дана на рис. 8. Шпиндель 1 разгружен от .действия радиальных сил ременной передачи и смонтирован на высокоточных цилиндрических роликоподшипниках и радиально-упорных шарикоподшипниках. Он получает вращение от автоматической коробки скоростей (АКС) через зубчатую ременную передачу,
Он получает вращение от автоматической коробки скоростей (АКС) через зубчатую ременную передачу,
В положении диапазона 1 : 1 (вращение напрямую АКС) шпиндель получает со шкива 2, жестко соединенного с шестерней-муфтой 3 и через включенную в нее шестерню 4.
Включение диапазона 1:4 происходит с помощью: шестерен 3, 5, 6 и 7; а диапазон 1:16 — 3, 5, 6, 8, 10, 9, 11 и 12 (положение показано на рис.).
Включение всех трех диапазонов осуществляется рукояткой 13 (рис. 10), ступица 14 которой соединена с валиком 15, на котором закреплен кулачок 16, имеющий два специальных паза 16а и 166. В эти пазы входят ролики рычагов 17 и 18. Рычаг 17 жестко связан с валиком 19, на котором так же жестко закреплен рычаг 20. Получая определенное вращение от паза 16а, через рычаг 17 и валик 19, рычаг 20 с помощью переводки 21 , кулачка 22 и вилок 23 и 24, переключает шестерни 6 и 11. Согласованно с рычагом 17, рычаг 18, свободно сидящий на вилке 19, от паза 166 получает определенное вращение и через тягу 25 поворачивает рычаг 26, с которым связаны вилка 27 и сухарь 28.
Привод от шпинделя к гитаре станка осуществляется с помощью шестерен 31, 32, 33, 34 (рис. ). Включение нормального или увеличенного шага правой или левой резьб производится рукояткой 35, закрепленной с кулачком 36 . Кулачок 36 управляет одновременно двумя сборными рычагами 37и 38, которые через вилку 39 и сухарь 40 переключают в соответствующее положение шестерни 31 и 33.
Задняя бабка
Задняя бабка закрепляется эксцентриковым зажимом с помощью рукоятки 26 при легких работах и дополнительно винтами 13 и 50 при тяжелых работах. Если рукоятка 26, отведенная в крайнее положение, не обеспечивает достаточный прижим, тo нужно посредством регулирования гайки 37, изменить положение прижимной планки 35 и установить необходимое усилие прижима.
Для облегчения перемещения и предотвращения износа направляющих, задняя бабка снабжена пневмооборудованием. Сжатый воздух от сети через фильтр (влагоотделитель, маслораспылитель, трехходовой клапан и систему отверстий и канавок, подается между сподком заднёй бабки и направляющими станины, образуя воздушную подушку.
Ежедневно перед началом работы необходимо спустить влагу из фильтра, повернув вороток установленный в его нижней части. Один раз в 2-3 месяца фильтр снимать для очистки и промывки. В маслораспылитель, по мере израсходования, заливать масло «Индустриальное-20» ГОСТ 20799-75.
Коробка подач
Коробка подач станка позволяет получать величины и диапазон подач суппорта, шагов, метрических, дюймовых, модульных и питчевых резьб. В таблице 2, помещенной на передней стенке шпиндельной бабки, указаны все возможные величины продольных и поперечных подач, а также шаги резьб нормальной точности, полученные при помощи механизма, коробки подач и соответствующих настроек гитары.
На кожухе, закрывающем гитару, помещена таблица 3 настроек на резьбы повышенной точности.
Резьбы повышенной точности нарезаются при более короткой кинематической цепи — напрямую (без коробки подач), т. е. путем настройки гитары на каждый шаг резьбы.
Для выбора вида обработки:
1) подача;
2) метрическая или модульная резьба;
3) дюймовая или питчевая резьба;
4) прямое включение ходового винта — служит средняя рукоятка коробки подач, имеющая в положениях особые символы .
Фартук
Механизмы фартука обеспечивают получение подач каретки и суппорта в четырех направлениях в ускоренном и рабочем режимах. Для обеспечения продольной подачи включается муфта 104 или муфта на валу 99, для обеспечения поперечной подачи включается муфта 39 или муфта 41. Для предотвращения самопроизвольного включения поперечной подачи при выключенной продольной в фартуке имеется блокировочное устройство, установленное в рукоятке включения подачи. В фартуке имеется также блокировочное устройство для предотвращения одновременного включения рукоятки подачи 76 и рукоятки маточной гайки.
Регулировка положения полугайки маточной гайки обеспечивается специальными винтами, установленными на стенке корпуса фартука.
Фартук снабжен предохранительной муфтой, которая срабатывает в случае повышения допустимой осевой нагрузки. Величину предельного усилия можно регулировать гайкой 11.
Механизм фартука обеспечивает обработку деталей по жесткому упору, который можно устанавливать на станине.
Каретка, верхний суппорт
Механизмы каретки и верхнего суппорта обеспечивают подачу инструмента в поперечном направлении. Механическая подача верхнего суппорта осуществляется при выдвинутом положении кнопки 1, и зафиксированном от вращения винте. Обработка конических поверхностей с применением механической подачи верхнего суппорта возможна при установке верхней части суппорта на соответствующий. угол и закрепление его специальными винтами. На чертеже обозначено положение кнопки 1 при включенном винте поперечной подачи. Для повышения безопасности работы предусмотрено отключение вращения рукоятки 2 ручного перемещения суппорта 3.
На каретке расположены рукоятки 4 для включения и реверсирования вращения шпинделя. Шпиндель начнет вращаться только при одновременном перемещении рукояток 4 и нажатии одной из кнопки 5, которые служат для блокировки произвольного включения шпинделя.
Каретка снабжена дифференциальным лимбом поперечной подачи 6, который позволяет вести непосредственный отсчет перемещений суппорта относительно оси центров станка. Регулирование зазора в винтовой паре поперечной подачи осуществляется поворотом червяка 7 и последующим фиксированием его двумя винтами 8. Регулирование зазоров в направляющих «ласточкин хвост» каретки и верхнего суппорта производится смещением соответствующих клиньев 9 относительно направляющих регулировочными винтами 10, которые расположены с обоих торцов клиньев.
Для предотвращения смещения каретки при торцевой обработке предусмотрено закрепление ее. относительно станины специальным винтом через планку 11.
При механической подаче недопустимы перемещения верхнего суппорта до крайних положений (перемещения верхнего суппорта ограничены рисками).
Резцедержатель
Корпус резцедержателя 4 фиксируется на зубьях плоского кольца 1, закрепленного на верхнем суппорте.
Разжим, поворот и фиксация резцедержателя осуществляется поворотом рукоятки 12, сначала против часовой стрелки, а после выбора нужной позиции зажим производится поворотом рукоятки по часовой стрелке.
Конструкция резцедержателя обеспечивает надежную защиту встроенных деталей от попадания грязи и эмульсии.
Электрическая схема
Скачать документацию
Токарный станок ФТ 11: технические характеристики, схемы, описание
Сведения о производителе токарно-винторезного станка ФТ-11
Производитель токарно-винторезного станка повышенной точности ФТ-11 — Фрунзенский машиностроительный завод им. В.И. Ленина, основанный в 1941 году. В настоящее время Бишкекский машиностроительный завод.
В.И. Ленина, основанный в 1941 году. В настоящее время Бишкекский машиностроительный завод.
Отсчет своей истории завод ведет с ноября 1941 года, когда в центре города Фрунзе заработал эвакуированный завод из Ворошиловграда (ныне Луганск) специализирующийся на выпуске патронов.
В дальнейшем, за годы своего существования, завод стал многофункциональным предприятием с развитой инфраструктурой. Имея в своем распоряжении станкостроительное, кузнечно-литейное, электротехническое и другие мощности завод выпускал разнообразную продукцию: патроны для стрелкового оружия мелкого калибра, механические пресса, токарные станки с ЧПУ, термопластавтоматы, АРЛ, таль электрические, токарные патроны, цепи для комбайнов, а так же товары народного потребления.
Станки, выпускаемые Фрунзенским машиностроительным заводом
- 1А625
— станок токарно-винторезный облегченный с увеличенным диаметром обработкиØ 500 - 6В11
— станок вертикальный консольно-фрезерный 250 х 1000 - 16Б25ПСп
— станок токарно-винторезный универсальный с АКП Ø 500 - 1624М
— станок токарно-винторезный универсальный Ø 500 - КВ-235
— пресс однокривошипный листоштамповочный 630 кН - ФТ-11
— станок токарно-винторезный универсальный с АКПØ 500
Спецификация органов управления токарно-винторезным станком ФТ-11
- Рукоятка включения нормального и увеличенного шага левой или правой резьбы
- Рукоятка переключения диапазонов
- Рукоятка для выключения и реверсирования вращения шпинделя
- Рукоятка для поперечной подачи суппорта
- Рукоятка для включения продольной и поперечной подачи
- Кнопка включения ускоренных ходов
- Рукоятка зажима пиноли
- Рукоятка быстродействующего зажима задней бабки
- Маховик для перемещения пиноли
- Гайка для зажима задней бабки
- Гайка Для зажима задней бабки
- Пульт управления
- Рукоятка включения маточной гайки
- Рукоятка для выключения и реверсирования вращения шпинделя
- Кнопка для смазки верхних направляющих каретки, пара винт-гайка
- Кнопка для включения механической подачи верхнего суппорта
- Кнопка для выведения реечной шестерни из зацепления при нарезании резьбы
- Маховик для ручного перемещения суппорта
- Пульт управления на шпиндельной бабке (пост, толчок, охлаждение, реверс шпинделя)
- Рукоятка для настройки шага резьбы и подачи
- Рукоятка включения подач, резьб метрической и дюймовой и прямое включение ходового винта (без коробки подач)
- Рукоятка для настройки шага резьбы и подачи
Для каких работ применяется
Применяется на чистовых и получистовых режимах. Не стоит использовать на черновых и обдирочных работах. На станке выполняются все стандартные токарные операции, а также возможно проведение нестандартных работ в зависимости от длины кинематической цепи.
Не стоит использовать на черновых и обдирочных работах. На станке выполняются все стандартные токарные операции, а также возможно проведение нестандартных работ в зависимости от длины кинематической цепи.
Нарезание резьбы
На станке есть возможность нарезать резьбу. В зависимости от установленных параметров есть возможность нарезать метрическую, дюймовую, модульную и питчевую резьбу, а также несколько видов нестандартных резьбы.
Метрическая
Нарезание метрической резьбы осуществляется так, чтобы угол треугольного профиля был равен 60°. Метрической данный вид резьбы называют из-за того, что все геометрическими параметры ее измеряются в миллиметрах.
Дюймовая
Параметры этой резьбы задаются в дюймах. Этот вариант чаще всего необходим для создания соединений.
Модульная
Это отдельная разновидность, которую используют при изготовлении элементов червячных передач.
Питчевая
Питчевая резьба имеет другие размеры и параметры шага. Необходимо число размера умножить на число пи, известное еще со школы.
Необходимо число размера умножить на число пи, известное еще со школы.
Нестандартная
Если включить ходовой винт без коробки подач, укоротив тем самым кинематическую цепь, то появится возможность нарезать нестандартные резьбы по имеющимся параметрам.
Токарные работы на чистовых и получистовых режимах
Помимо нарезания резьбы, токарный станок ФТ-11 работает еще и по проведению других операций:
- выполнение сверления и зенкерования;
- обточка конусов;
- развертывание отверстий;
- обработка и подрезка торцов.
В каждой операции есть свои незначительные нюансы, которые помогают опытному оператору выполнить работу с максимальной скоростью и высокими параметрами точности.
Обточка конусов
Обточка конусов на данном станке, благодаря его некоторым конструктивным особенностям, возможна без применения конусной линейки. Это можно сделать при помощи перемещения верхнего суппорта.
ФТ-11 Пульт управления токарно-винторезным станком
Пульт управления токарно-винторезным станком ФТ-11
Органы управления станком ФТ-11
Над суппортной группой на кронштейне установлен пульт управления, на котором расположены:
- кнопки «1» — S12 и «О» — S11 главного привода
- девять кнопок выбора частоты вращения шпинделя — S1 … S9
- сигнальные лампы h2 … Н9, указывающие на выбранную частоту вращения шпинделя
На боковую стенку электрошкафа, расположенного на задней стороне шпиндельной бабки, выведена рукоятка трехфазного автоматического выключателя ввода питания — F1.
На шпиндельной бабке установлен указатель нагрузки, показывающий загрузку электродвигателя главного привода (в процентах от номинального тока электродвигателя. 1н = 22А) — РА и панель с расположенными на ней:
- тумблером управления электронасосом — S15f
- тумблером управления постоянным тормозом шпинделя — S20
- кнопкой «Общий стоп» — S10
- кнопкой «Толчок» — S14
- сигнальной лампой Н10, сигнализирующей о включенном состоянии вводного автоматического выключателя
В рукоятку фартука встроена кнопка управления электродвигателем ускоренного перемещения суппортной группы — S13.
В нише каретки установлен переключатель S19, осуществляющий подготовку к включению прямого или обратного направлений вращения шпинделя и его торможение.
В рукоятки управления вращением шпинделя вмонтированы микровыключатели S16 и S17, осуществляющие его включение.
Конструкция станка ФТ-11
Станина станка
Станина станка жесткой конструкции с диагональными ребрами и с двумя призматическими и двумя плоскими направляющими. Направляющие подвергнуты термообработке с последующей шлифовкой. Передняя и задняя направляющие служат для перемещения каретки и защищены от воздействия внешней среды телескопическими щитками. Средние направляющие служат для перемещения задней бабки. Станина устанавливается на тумбах, между которыми расположено корыто для сбора стружки.
Направляющие подвергнуты термообработке с последующей шлифовкой. Передняя и задняя направляющие служат для перемещения каретки и защищены от воздействия внешней среды телескопическими щитками. Средние направляющие служат для перемещения задней бабки. Станина устанавливается на тумбах, между которыми расположено корыто для сбора стружки.
Коробка скоростей станка
Коробка скоростей имеет 9 прямых и 3 обратных ступеней чисел оборотов. Переключение скоростей осуществляется с помощью 7 электромагнитных муфт. Коробка скоростей крепится на плите, закрепленной на задней стенке левой тумбы. Движение на входной вал коробки скоростей с электродвигателя осуществляется клиноременной передачей, а с выходного вала АКС на шпиндельную бабку передается с помощью плоскозубчатого ремня.
Автоматическая коробка передач АКП 309-16
Производитель АКП 309-16 — Псковский завод зубчатых колес.
Автоматическая коробка передач (скоростей) АКП 309-16 применяется в разделенном приводе главного движения токарно-винторезных станков 16д20 и 16д25. Вращение шпинделя осуществляется от реверсивного электродвигателя Ml через АКП и переборную коробку в шпиндельной бабке соединенными поликлиновыми ременными передачами.
Вращение шпинделя осуществляется от реверсивного электродвигателя Ml через АКП и переборную коробку в шпиндельной бабке соединенными поликлиновыми ременными передачами.
Автоматическая коробка скоростей АКП 309-16 предназначена для переключения частот вращения шпинделя на холостом ходу и в процессе резания, имеет 6 электромагнитных муфт, включение которых в определенной последовательности позволяет получить 9 ступеней скорости и тормозить шпиндель станка. Согласно паспортным данным АКП 309-16 выходная скорость вращения должна находится в диапазоне 125..2000 об/мин, при номинальной частоте на входном валу 1000 об/мин. Переборная коробка в шпиндельной бабке дает с помощью включений зубчатых колес 3-и ступени частоты вращения. Таким образом, шпиндель имеет 27 скоростей вращения.
Коробка передач АКП 309-16 выполнена в виде самостоятельного узла и состоит из корпуса, имеющего форму прямоугольного параллелепипеда с расточками для валов, который крепится на задней стенке тумбы левой тумбы станка.
В коробке использованы электромагнитные фрикционные муфты с магнитопроводящими дисками и бесконтактным токопроводом:
- ЭТМ 114-1А8 (1) — 2,10 А (номинальный ток)
- ЭТМ 114-2А8 (2,3,4,5) — 2,10 А (номинальный ток)
- ЭТМ 124-2А8 (6) — 2,84 А (номинальный ток)
Для охлаждения и смазки электромагнитных муфт, подшипников и зубчатых колес в коробке имеется встроенный маслонасос автоматически подающий масло.
Фото АКП 309-16
Автоматическая коробка скоростей АКП 309-16 токарно-винторезного станка ФТ-11
Габаритные и присоединительные размеры АКП 309-16
Кинематическая схема АКП 309-16
Порядок включения муфт
Технические характеристики Автоматической коробки скоростей АКП 309-16
- Номинальный нагрузочный момент на выходном валу — 400 Н.м
- Пределы частот вращения выходного вала — 125..2000 об/мин
- Номинальная частота вращения входного вала — 1000 об/мин
- Количество прямых передач — 9
- Количество обратных передач — нет
- Коэффициент ряда частот вращения выходного вала — 1,41
- Мощность приводного электродвигателя — 15 кВт
- Время разгона — 2,5 с
- Время торможения 2,0 с
- Напряжение цепей питания электромуфт — 24 В
- Масса — 260 кг
Шпиндельная бабка
Шпиндельная бабка представляет собой редуктор, позволяющий получать три диапазона скоростей шпинделя со следующим кинематическим соотношением входного числа оборотов к выходному: 1 : 1; 1 : 4; 1 : 16,
Шпиндель 1 разгружен от действия радиальных сил ременной передачи и смонтирован на высокоточных цилиндрических роликоподшипниках и радиально-упорных шарикоподшипниках. Он получает вращение от автоматической коробки скоростей (АКС) через зубчатую ременную передачу.
Он получает вращение от автоматической коробки скоростей (АКС) через зубчатую ременную передачу.
В положении диапазона 1 : 1 (вращение напрямую АКС) шпиндель получает со шкива 2, жестко соединенного с шестерней-муфтой 3 и через включенную в нее шестерню 4.
Включение диапазона 1:4 происходит с помощью: шестерен 3, 5, 6 и 7; а диапазон 1:16 — 3, 5, 6, 8, 10, 9, 11 и 12 (положение показано на рис.8).
Включение всех трех диапазонов осуществляется рукояткой 13 (рис. 10), ступица 14 которой соединена с валиком 15, на котором закреплен кулачок 16, имеющий два специальных паза 16а и 16б. В эти пазы входят ролики рычагов 17 и 18. Рычаг 17 жестко связан с валиком 19, на котором также жестко закреплен рычаг 20. Получая определенное вращение от паза 16а, через рычаг 17 и валик 19, рычаг 20 с помощью переводки 21 (рис. 10 и 12), кулачка 22 и вилок 23 и 24, переключает шестерни 6 и 11. Согласованно с рычагом 17, рычаг 18, свободно сидящий на вилке 19, от паза 16б получает определенное вращение и через тягу 25 (рис. 10 и 11) поворачивает рычаг 26, с которым связаны вилка 27 и сухарь 28 (рис. 9 и 12), переключающие шестерни 5 и 4.
10 и 11) поворачивает рычаг 26, с которым связаны вилка 27 и сухарь 28 (рис. 9 и 12), переключающие шестерни 5 и 4.
Привод от шпинделя к гитаре станка осуществляется с помощью шестерен 31, 32, 33, 34 (рис, 8). Включение нормального или увеличенного шага правой или левой резьб производится рукояткой 35, закрепленной с кулачком 36 (рис. 9,11). Кулачок 36 управляет одновременно двумя сборными рычагами 37 и 38, которые через вилку 39 и сухарь 40 переключают в соответствующее положение шестерни 31 и 33.
Задняя бабка
Задняя бабка закрепляется эксцентриковым зажимом с помощью рукоятки 26 при легких работах, и дополнительно винтами 13 и 50 при тяжелых работах. Если рукоятка 26, отведенная в крайнее положение, не обеспечивает достаточный прижим, то нужно посредством регулирования гайки 37, изменить положение прижимной планки 35 и установить необходимое усилие прижима.
Для облегчения перемещения и предотвращения износа направляющих, задняя бабка снабжена пневмооборудованием. Сжатый воздух от сети через фильтр влагоотделитель, маслораспылитель, трехходовой клапан и систему отверстий и канавок, подается между сподком задней бабки и направляющими станины, образуя воздушную подушку.
Сжатый воздух от сети через фильтр влагоотделитель, маслораспылитель, трехходовой клапан и систему отверстий и канавок, подается между сподком задней бабки и направляющими станины, образуя воздушную подушку.
Ежедневно перед началом работы необходимо спустить влагу из фильтра, повернув вороток, установленный в его нижней части. Один раз в . 2-3 месяца фильтр снимать для очистки и промывки. В маслораспылитель, по мере израсходования, заливать масло «Индустриальное-20» ГОСТ 20799-75.
Коробка подач
Коробка подач станка позволяет получать величины и диапазон подач суппорта, шагов метрических, дюймовых, модульных и питчевых резьб. В таблице 2, помещенной на передней стенке шпиндельной бабки, указаны все возможные величины продольных и поперечных подач, а также шаги резьб нормальной точности, полученные при помощи механизма, коробки подач и соответствующих настроек гитары.
На кожухе, закрывающем гитару, помещена таблица 3 настроек на резьбы повышенной точности.
Резьбы повышенной точности нарезаются при более короткой кинематической цепи — напрямую (без коробки подач), т. е. путем настройки гитары на каждый шаг резьбы.
е. путем настройки гитары на каждый шаг резьбы.
Для выбора вида обработки: 1) подача; 2) метрическая или модульная резьба; 3) дюймовая или, питчевая резьба; 4) прямое включение ходового винта — служит средняя рукоятка коробки подач, имеющая в положениях особые символы (табл. 4).
Унифицированная коробка подач 16Б20П.070
Коробка подач 16Б20П.070 токарно-винторезного станка 16Б25ПСп
Коробка подач 16Б20П.070 предназначена для изменения передаточного отношения при передаче вращения от входного вала коробки подач к ходовому винту или ходовому валу токарно-винторезных станков с диаметром обработки над станиной до 500 мм.
Фартук
Механизмы фартука обеспечивают получение подач каретки и суппорта в четырех направлениях в ускоренном и рабочем режимах. Для обеспечения продольной подачи включается муфта 104 или муфта на валу 99, для обеспечения поперечной подачи включается муфта 39 или муфта 41. Для предотвращения самопроизвольного включения поперечной подачи при выключенной продольной в фартуке имеется , блокировочное устройство, установленное в рукоятке включения подачи. В фартуке имеется также блокировочное устройство для предотвращения одновременного включения рукоятки подачи 76 и рукоятки маточной гайки.
В фартуке имеется также блокировочное устройство для предотвращения одновременного включения рукоятки подачи 76 и рукоятки маточной гайки.
Регулировка положения полугайки маточной гайки обеспечивается специальными винтами, установленными на стенке корпуса фартука.
Фартук снабжен предохранительной муфтой, которая срабатывает в случае повышения допустимой осевой нагрузки. Величину предельного усилия можно регулировать гайкой 11.
Механизм фартука обеспечивает обработку деталей по жесткому упору, который можно устанавливать на станине.
Каретка, верхний суппорт (резцовые салазки)
Механизмы каретки и верхнего суппорта обеспечивают подачу инструмента в поперечном направлении. Механическая подача верхнего суппорта осуществляется при выдвинутом положении кнопки 1, и зафиксированном от вращения винте. Обработка конических поверхностей с применением механической подачи верхнего суппорта возможна при установке верхней части суппорта на соответствующий, угол и закрепление его специальными винтами. На чертеже обозначено положение кнопки 1 при включенном винте поперечной подачи. Для повышения безопасности работы предусмотрено отключение вращения рукоятки 2 ручного перемещения суппорта 3.
На чертеже обозначено положение кнопки 1 при включенном винте поперечной подачи. Для повышения безопасности работы предусмотрено отключение вращения рукоятки 2 ручного перемещения суппорта 3.
На каретке расположены рукоятки 4 для включения и реверсирования вращения шпинделя. Шпиндель начнет вращаться только при одновременном перемещении рукояток 4 и нажатии одной из кнопки 5, которые служат для блокировки произвольного включения шпинделя.
Каретка снабжена дифференциальным лимбом поперечной подачи 6, который позволяет вести непосредственный отсчет перемещений суппорта относительно оси центров станка.
Регулирование зазора в винтовой паре поперечной подачи осуществляется поворотом червяка 7 и последующим фиксированием его двумя винтами 8.
Регулирование зазоров в направляющих «ласточкин хвост» каретки и верхнего суппорта производится смещением соответствующих клиньев 9 относительно направляющих регулировочными винтами 10, которые расположены с обоих торцов клиньев.
Для предотвращения смещения каретки при торцевой обработке предусмотрено закрепление ее относительно станины специальным винтом через планку 11.
При механической подаче недопустимы перемещения верхнего суппорта до крайних положений (перемещения верхнего суппорта ограничены рисками).
Резцедержатель
Корпус резцедержателя 4 фиксируется на зубьях плоского кольца 1, закрепленного на верхнем суппорте.
Разжим, поворот и фиксация резцедержателя осуществляется поворотом рукоятки 12, сначала против часовой стрелки, а после выбора нужной позиции зажим производится поворотом рукоятки по часовой стрелке.
Конструкция резцедержателя обеспечивает надежную защиту встроенных деталей от попадания грязи и эмульсии.
Техническое обслуживание токарного станка ФТ-11
Регулирование некоторых элементов станка
Натяжение ремней 1 осуществляется перемещением электродвигателя в горизонтальном направлении винтом позиция 2. Второй ремень натягивается перемещением в горизонтальном направлении АКС по подредукторной плите винтами позиция 3, при ослабленных болтах позиция 4.
Регулирование натяжения ремня быстрых перемещений суппорта производится гайками на тяге 1 (рис. 29), выведенной на заднюю стенку станины.
29), выведенной на заднюю стенку станины.
Регулирование остальных элементов станка (половинок маточной гайки фартука, гайки винта поперечной подачи; смещение оси задней бабки) осуществляется согласно чертежам общих видов узлов и ряда пояснений, изложенных в разделе «Устройство станка».
Особенности ремонта и модернизации
Со временем, из-за неизбежного износа направляющих станин, станок начинает терять способность обеспечивать паспортную точность. Причиной этому служит неравномерная выработка поверхности направляющих: сильный износ возле патрона и менший со стороны задней бабки. Для устранения последствий износа необходимо доставлять станок на специализированные предприятия, оснащенные шлифовальным оборудованием, рассчитаным на шлифовку станин больших станков.
Ремонт других несправностей ускоряется при наличии заводских руководств и инструкций, содержащих техническое описание станка.
СОВЕТ: Существуют способы повысить производительность не жертвуя техникой безопасности.
Тормозить шпиндель можно не рукой, а рассположенным на передней части шпиндельной бабки рычагом, уменьшив время до остановки без риска получить травму. Если производственный процесс предусматривает несколько технологических операций, можно установить в задней бабке приспособление с револьверным механизмом, заметно ускоряющим смену инструмента.
При транспортировке станка очень важно правильно закрепить трос в предусмотренных для этого местах. Для этого задняя бабка отводится в крайнее левое положение, а электродвигатель снимается. Затем станина поддевается тросом в двух местах: одним концом непосредственно возле шпиндельной бабки, а другим чуть правее от середины станины. По прибытию на пункт назначения, перед выгрузкой станка рекомендуется подложить стальне трубы, чтобы с минимальными усилиями перемещать станок внутрь помещения.
В целях минимизации износа и повышения коэффициэнта полезного действия трансмисси станка рекомендуется проверять силу натяжения приводных ремней, связывающих двигатель и коробку скоростей. Для этого предусмотрено пермещение двигателя в горизонтальной плоскости после ослабления держущих его винтов.
Для этого предусмотрено пермещение двигателя в горизонтальной плоскости после ослабления держущих его винтов.
Регулировка натяжения ремня коробки подач производится вращением гаек, выведенных с обратной стороны на правой тумбе.
Электропитание токарно-винторезного станка ФТ-11
Электрическая схема токарно-винторезного станка ФТ-11
Электромагнитные муфты, цепи управления и сигнализации питаются пониженным напряжением следующих значений
- Силовые цепи ~380 В 50 Гц
- Цепи управления ~110 В
- Цепи управления =12 В
- Цепь питания электромагнитных муфт =24 В
- Цепь местного освещения ~24 В
- Цепь сигнализации ~5 В
- Цепь сигнализации =12 В
Основные узлы
Система электрики включает:
- главный мотор,
- движок, приводящий смещение суппортных участков,
- двигатель охлаждения,
- электроприводной шкаф,
- КП.
Для запуска агрегата требуется переменный ток, трехсот восьмидесяти вольт напряжение, 50 Гц частота. Регулировки КП осуществляются пунктом управления.
Регулировки КП осуществляются пунктом управления.
Функциональные параметры агрегата выбираются коробкой подач, фиксирующей показатели первостепенных частей агрегата, среди которых станочный суппорт. Станина укреплена жесткими ребрами. Другие отделы:
- фартук, обеспечивающий продольные/поперечные подачи,
- бабка шпинделя, изменяющая баланс узловых оборотов,
- бабка задняя.
Шестерни, способствующие переводу скоростей шпиндельного вращения.
Электрооборудование станка ФТ-11
На станке установлено следующее электрооборудование (см. рис. 8):
- электродвигатель главного привода — Ml
- электродвигатель насоса охлаждения — М2
- электродвигатель ускоренного перемещения суппортной группы — МЗ
- на задней стороне шпиндельной бабки установлен электрошкаф, в котором размещена аппаратура управления
- на плите, закрепленной на задней стенке левой тумбы станка, расположена автоматическая коробка скоростей (АКС), осуществляющая переключение скоростей шпинделя с помощью электромагнитных муфт Y1 … Y7.

Разводка проводов от электрошкафа осуществляется через штепсельные разъемы, расположенные на боковой стенке и дне электрошкафа.
Силовые цепи станка предназначены для подключения к трехфазной сети переменного тока напряжением 380 В частотой тока 50 Гц.
Описание работы электросхемы станка токарного ФТ-11
В качестве главного привода в станке применен нерегулируемый трехфазный электродвигатель переменного тока и автоматическая коробка скоростей (АКС), управление которой осуществляется от пульта управления.
Привод обеспечивает:
- ступенчатое регулирование скорости шпинделя как на холостом ходу, так и под нагрузкой с постоянной мощностью резания
- реверсирование и торможение шпинделя без отключения от электросети главного электродвигателя
- работу шпинделя в толчковом режиме
АКС представляет собой 12-ступенчатую трехваловую коробку, переключение скоростей в которой осуществляется посредством многодисковых электромагнитных муфт.
В АКС использованы электромагнитные муфты типа ЭТМ с магнитопроводящими дисками и бесконтактным токоподводом.
Для переключения ступеней скорости под нагрузкой в схеме управления предусмотрена подача на муфты форсированного напряжения от выпрямительного моста ВФ.
Пуск электродвигателя главного привода Ml осуществляется нажатием кнопки «1» — S12, которая замыкает цепь пускателя К1, переводя его на самопитание. Останов электродвигателя Ml осуществляется нажатием кнопки «О» — S11 (зона 9).
Техника безопасности
Части агрегата, быстро вращающиеся детали, отлетающие отходы производства, высокое напряжение несут в себе потенциальную опасность для работающего на станке человека. Поэтому строго выполняйте рекомендации по безопасности работ на металлорежущем оборудовании.
Перед использованием станка:
- наденьте спецодежду, она должна быть застегнута, рукава подвязаны, чтобы вращающиеся детали не захватили ее;
- подберите локоны, наденьте защитные очки;
- удостоверьтесь в надежности системы заземления;
- ручным переключением опробуйте рукоятки;
- подкрутите отвинтившиеся крепления.

При заточке:
- недопустим замер деталей работающего агрегата;
- подводка к заготовке режущего элемента должна быть аккуратной;
- нельзя вставлять сверло во вращающейся патрон;
- не удаляйте отходы без специального приспособления;
- нельзя переключать зубчатые колеса на работающем агрегате.
- не отлучайтесь от оборудования.
Внимание! Строго запрещено эксплуатировать неисправное оборудование!
Обо всех неполадках станка, неисправности ограждений и выхода из строя электрооборудования немедленно докладывайте ответственному лицу.
Закончив работу, выключите электродвигатель, приведите рабочее место в порядок, очистите и смажьте станок.
Станок токарный ФТ-11: технические характеристики, паспорт
Станок токарно-винторезный ФТ-11 сконструирован на базе устройства под маркировкой 16Б25Псп. Механизмы данного станка приспособлены к выполнению большого ряда задач. Его используют для чистовых и получистовых работ, а для выполнения более грубой обработки задействуют другие аппараты. Станок обладает эргономичной формой и при работе экономит материалы.
Станок обладает эргономичной формой и при работе экономит материалы.
- Описание
- Строение станка
- Технические показатели
Описание
Устройство обладает высокой функциональности, особенно в плане изготовления всех классических видов резьбы. К тому же, если оператор задаст через гитару необходимые настройки, то станок сможет производить и резьбу с нестандартными характеристиками. Для этого придется также сократить длину кинематической цепи.
Благодаря особой конструкции суппорта на станке можно обрабатывать заготовки конической формы без применения специальной линейки. Устройство станины спроектировано таким образом, что отходы производства причиняют минимальный вред узлам станка, что положительно влияет на долгосрочность применения станка.
Скорость оборотов шпинделя оператор может менять даже во время выполнения работ, что существенно экономит время и повышает производительность станка. Особенности конструкции станины и других узлов позволяют обрабатывать металлы с особым составом. Благодаря использованию автоматической коробки передач, станок может:
Благодаря использованию автоматической коробки передач, станок может:
- Задействовать шпиндель в режиме толчка.
- При выключенном основно электромоторе, оператор может проводить торможение шпинделя в независимости от направления его движения.
- Скорость оборотов шпинделя регулируется даже на холостом ходу и с нагрузкой.
Использование инновационных на то время элементов электрооборудования, позволило усовершенствовать регулировку работы шпинделя и менять скорость его вращения без деактивации основного провода.
Кроме того, шпиндель станка ФТ-11 обладает форсированным реверсным ходом, что ускоряет обработку отдельных деталей. В целях безопасности на станке установлены пускатели магнитного типа, которые предотвращают непроизвольную активацию устройства после возобновления электроподачи.
Строение станка
Устройство имеет классический набор рабочих узлов, многие из которых были сконструированы по инновационному на то время типу.
Электрооборудование. Станок подключается до трехфазной электрической сети с напряжение 380 В и частотой 50 Гц. На устройстве установлено следующее электрооборудование:
Станок подключается до трехфазной электрической сети с напряжение 380 В и частотой 50 Гц. На устройстве установлено следующее электрооборудование:
- Главный электромотор.
- Электродвигатель охлаждающего насоса.
- Электромотор для форсированного передвижения суппортного узла.
- Коробка скоростей с муфтами электромагнитного типа, которые контролируют диапазон оборотов муфты.
- Шкаф, в котором находятся электрические приводы для управления станком.
Основной двигатель станка – нерегулируемый трехфазный мотор, работающий на переменном токе. Функционирование автоматизированной коробки скоростей регулируется посредством пульта управления.
Коробка подач. При помощи данного узла, оператор настраивает параметры производимой резьбы. На коробку подач приходят показатели работы суппорта и других рабочих узлов станка. Оператор может быстро сориентироваться в величинах всех подач или шагах нарезания резьбы при помощи информационных таблиц, которые размещены на фронтальной стенке шпиндельной бабки.
На кожухе станка находится таблица с информацией о настройках для нарезания резьбы повышенного качества. Для создания такого типа резьбы не применяют коробку подач, а делают это напрямую – путем сокращения длины кинематической цепи.
Фартук. Благодаря данному узлу каретка и суппорт одерживают подачи в обычном и форсированном режимах. Разные наборы муфт фартука отвечают за продольные и поперечные подачи. Конструкция устройства предвидит наличие блокирующего элемента, которые не позволяет включиться продольной подачи в то время, когда выключенная продольная в фартуке. Единовременная активация маточной гайки и продольной подачи невозможна .
При помощи специальных винтов оператор может контролировать положение маточной гайки, а при повышении уровня допустимых нагрузок, срабатывает специальная блокирующая муфта. Примечательно, что уровень предельной нагрузки устанавливает сам оператор.
Бабка задняя. Узел крепится при помощи специального зажима через рукоятки управления, а силу прижима можно регулировать. Особое пневмооборудование, которое установлено на узле, предотвращает ускоренный износ направляющих.
Особое пневмооборудование, которое установлено на узле, предотвращает ускоренный износ направляющих.
Принцип работы данного устройства базируется на использовании подачи сжатого воздуха к сподку бабки. Оператор перед каждым началом работы приводить в готовность данную систему при помощи спуска влаги из специального фильтра. Раз в несколько месяцев этот фильтр следует снимать и тщательно обрабатывать.
Станина. Узел обладает повышенной жесткостью благодаря наличию специальных диагональных ребер. Тщательная производственная шлифовка направляющих станины обеспечивает беспроблемное передвижение каретки станка на передней и задней стороне узла.
Данные элементы строения станины защищены при помощи щитков телескопического типа. Задняя бабка передвигается по средним направляющим. Отходы производственного процесса собираются в специальном корыте между тумбами, на которых крепится станина.
Бабка шпинделя – устройство, позволяющее менять соотношение входного и выходного количества оборотов узла. Шпиндель вращается благодаря автоматизированной коробке скоростей путем специальной передачи. Узел установлен на двух типах подшипников: роликовых и радиально-упорных. Переключение диапазонов скоростей шпинделя осуществляется при помощи наборов шестерней.
Шпиндель вращается благодаря автоматизированной коробке скоростей путем специальной передачи. Узел установлен на двух типах подшипников: роликовых и радиально-упорных. Переключение диапазонов скоростей шпинделя осуществляется при помощи наборов шестерней.
Видео: токарный станок ФТ11.
Технические показатели
Детальное описание возможностей станка вы можете прочитать с приведенной ниже таблице:
Republished by Blog Post Promoter
Станок токарно-винторезный специальный повышенной точности ФТ-11 (РМЦ 1000)
- Главная /
- Справочник
- Станки советские, российские, импортные – справочная информация
- Станки советские, российские, импортные – справочная информация
- Станок токарно-винторезный специальный повышенной точности ФТ-11 (РМЦ 1000)
Станок предназначен для выполнения всех токарных работ, включая нарезание метрических, дюймовых, модульных и питчевых резьб. Станок ФТ-11Д имеет полностью закрытые V-образные направляющие станины, что обеспечивает высокую долговечность, в том числе и при
Станок ФТ-11Д имеет полностью закрытые V-образные направляющие станины, что обеспечивает высокую долговечность, в том числе и при
Технические характеристики станка ФТ-11 (РМЦ 1000)
| Параметр | Значение |
|---|---|
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | П |
| Наибольший диаметр детали обрабатываемой над станиной, мм | 500 |
| Наибольший диаметр детали обрабатываемой над суппортом, мм | 260 |
| Наибольшая длина обрабатываемой детали, мм | 1000 |
| ЧПУ | – |
| Пределы частот вращения шпинделя Min/Max, об/мин. | 10 – 2000 |
| Мощность, кВт | 11 |
| Габариты, мм | 2850_1370_1435 |
| Масса, кг | 3350 |
| Начало серийного выпуска, год | 1979 |
| Завод-производитель | Бишкекский машиностроительный завод, АО |
Предлагаем купить новые или после капремонта аналоги оборудования типа Станок токарно-винторезный специальный повышенной точности ФТ-11 (РМЦ 1000) по выгодной цене. Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Подбор подходящей модели можно произвести самостоятельно на нашем сайте в разделе КАТАЛОГ, или получив консультацию у сотрудников коммерческого отдела нашей компании.
Продажа аналогов станка модели ФТ-11 (РМЦ 1000) производится при 100% предоплате при наличии оборудования на складе и 50% предоплате при запуске станка в производство на заводе-изготовителе и оплате оставшихся 50% после сообщения о его готовности к отгрузке. Возможен другой совместно согласованный порядок оплаты.
Гарантия на продукцию, аналогичную изделию – Станок токарно-винторезный специальный повышенной точности ФТ-11 (РМЦ 1000) составляет:
- новые станки – 12 мес.,
- после капитального ремонта – 6-12 мес..
Предприятия-производители оставляют за собой право на изменение стандартной комплектации и места производства оборудования без уведомления!
Обращаем Ваше внимание на то, что цены, указанные у нас на сайте, не являются публичной офертой, а стоимость оборудования уточняйте у наших менеджеров по продаже станков и кузнечно-прессового оборудования!
Если Вам необходимо купить Станок токарно-винторезный специальный повышенной точности ФТ-11 (РМЦ 1000) звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 276-70-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный специальный повышенной точности ФТ-11 (РМЦ 1000) звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
Популярные модели
-
Не производится
-
Не производится
Новый 11 x 18 дюймов Acra Precision HighSpeed/High Precision Toolroom токарный станок с инвертором
(пока отзывов нет) Написать рецензию
Acra
Новый высокоскоростной токарный станок Acra Precision 11 x 18 дюймов с инвертором
В настоящее время: 32 000 долларов США
Текущий запас:
Количество:
Добавление в корзину… Товар добавлен
- Артикул:
- ОМ618ЕВС1
- Состояние:
- Новый
- Вес:
- 2450,00 фунтов
- Обзор продукта
- Информация о гарантии
Новый прецизионный высокоскоростной и высокоточный токарный станок Acra с инвертором. Это имеет следующие особенности, которые понравятся любому производителю инструментов:
Это имеет следующие особенности, которые понравятся любому производителю инструментов:
- Прочная конструкция, способная выдерживать непрерывное производство.
- 280 мм (11″) поворотный над кроватью.
- Расстояние между центрами 457 мм (18″).
- Двухдиапазонный быстросменный редуктор, дюймовый/метрический.
- Бесступенчатая регулировка скорости шпинделя от 0 до 4000 об/мин.
- Быстрозажимной цанговый патрон одним движением.
- Автоматический контроль длины резьбы с точно регулируемыми упорами обеспечивает точную разгрузку резьбы.
- Каретка с полными подшипниками с материалом подшипника скольжения Turcite-B между кареткой и станиной.
- Массивная станина из инструментальной стали из закаленной и отшлифованной легированной стали.
- Шпиндель установлен в высокоточных предварительно нагруженных радиально-упорных шарикоподшипниках, исключающих осевой люфт.
- Двигатель 3 л.
 с.
с.
Технические характеристики
- С патроном: 6″
- С разжимными цангами: 3″
- С круглыми цангами 5C: 1-1/16″
- С цангами Hexagon 5C: 7/8″
- С квадратными цангами 5C: 3/4″
- Со ступенчатыми патронами: 1-1/16″ ~ 6″
- Диаметр носика шпинделя: 2-3/16″
- Внутренний/внешний диаметр передней части шпинделя: 5C (10°)/конус 4°
- Скорость вращения шпинделя (переменная): 0–4000 об/мин
- Инверторный двигатель шпинделя: 3 л.с.
- Отверстие через шпиндель: 1-1/4″
- Диаметр прутка (цанга 5C): 1-1/16″
- Расстояние между центрами: 18″
- Качели над кроватью: 11″
- Поворотная тележка: 9″
- Поворотная поперечная направляющая: 6 дюймов
- Диапазон подачи мощности каретки: 3/16″ ~ 4″
- Диапазон подачи с поперечной направляющей: 5/16″ ~ 7″
- Ход поперечного суппорта: 6″
- Быстродействующий составной ход затвора: 0,1″
- Ход составного суппорта: 3″
- Ход шпинделя задней бабки: 3-3/4″
- Количество потоков изменений: 36
- Диапазон резьб: 11 ~ 108 TPI
- Двигатель: 3 л.
 с.
с. - Напряжение: 230 В переменного тока ~ 1 фаза/3 фазы
Стандартное оборудование
- Рычажный цанговый доводчик 5C
- Система охлаждения
- Быстродействующий резцедержатель
- Специальные инструменты
- Галогенная лампа
- Электронная система изменения скорости
- Дюймовая/метрическая резьба
- Блок подачи питания
Ome (1) Гарантия на детали MFG
Часто задаваемые вопросы по Логану
Логан Часто задаваемые вопросы о токарном станке
1. О Логане и Логанах:
1.1. Вы те же люди, которые сделали станки? История?
1.2. Какой конус внутри шпиндель?
1.3. Как узнать номер модели этого станка?
1.4. Как узнать серийный номер этот станок?
1.5. Как узнать возраст этого токарный станок?
1.6. Этот токарный станок изношен? Изношенный? Как я могу сказать? Что идет не так с токарными станками Логан?
1. 7. Сколько весит этот токарный станок?
7. Сколько весит этот токарный станок?
1.8. Какой размер двигателя я должен поставить этот станок?
1.9. Как я могу переместить этот токарный станок?
2. Настройка и ремонт машины:
2.1. Как отрегулировать задний редуктор стойка? Вталкивает ли рычаг переключения передач внутрь имеется в виду задний привод или прямой привод?
2.2. Как я могу заставить токарный станок резать прямой?
2.3. Как я могу добавить цанги к этому токарный станок? Какие цанги подходят к этому токарному станку?
2.4. Веретенообразный нос Логана такой же, как нос из Саут-Бенда?
2.5. Как сделать заднюю панель для патрон?
2.6. Где я могу получить сменные шестерни?
2.7. Как можно заменить клиновой ремень без снятия шпинделя?
2.8. В какой цвет красил Логан использовать? Как я могу получить что-то подобное?
2.9. Почему этот патрон не держит детали? точно по центру?
2.10. какая могу ли я починить 3-х кулачковый спиральный патрон с изношенными кулачками?
2. 11. Где
могу ли я получить новые кулачки или другие кулачки для моего старого патрона Logan?
11. Где
могу ли я получить новые кулачки или другие кулачки для моего старого патрона Logan?
2.12. какая размер шкива идет на двигатель?
2.13. какая подойдёт ли патрон по размеру для этого токарного станка?
2.14. какая использовать для смазки токарного станка? Масло уровень в бачке?
2.15. какая следует использовать для замены плоского кожаного приводного ремня?
2.16. Почему привод на токарном станке Логан от клиноременного шкива к плоскому шкиву?
3. Покупка машин и запчастей:
3.1. Какой размер Quick Change toolpost подходит к этому токарному станку?
3.2. Сколько стоит этот подержанный токарный станок?
3.3. Чем Логаны отличаются от Юга Гибки или токарные станки Atlas?
3.4. Подходит ли этот люнет для 10″, 11″ или какой?
3.5. Детали от одного токарного станка Logan взаимозаменяемы с другими моделями?
3.6. Где можно купить дешевые запчасти?
3.7. Где взять хорошие запчасти?
4. Использование машины:
Использование машины:
4.1. Как нарезать метрическую резьбу на Токарный станок Логан?
4.2. Как устранить болтовню, когда резка?
4.3. Как настроить инструмент?
4.4. Где можно пройти обучение по использованию токарный станок?
4.5. Какие книги подходят для обучения как пользоваться токарным станком?
4.6. Что я должен использовать для резки жидкость?
4.7. Как использовать диск для нарезания резьбы на токарном станке Logan или Wards?
Часто задаваемые вопросы по токарному станку Logan
1.1. Находятся вы те же люди, которые делали токарные станки? История?
1.1..
Логан
Компания Actuator очень тесно связана с Logan Lathes. Читайте историю здесь:
http://www.loganact.com/history.htm
Вернуться к началу
1.2. какая конус внутри шпинделя?
1.2.. http://lathe.com/ll-group-archive/spindle_nose_data.html
Назад вверх
1.
 3.
Как
можно узнать номер модели этого токарного станка?
3.
Как
можно узнать номер модели этого токарного станка? 1.3..
Много
На токарных станках Logan номер модели указан на заводской табличке, прикрепленной к станку.
перед головкой бабки. Другой Логан
Токарные станки имеют шильдики, но номера модели не было.
проштамповано на шильдике. Для тех
токарных станков, вы можете вывести номер модели, зная характеристики и размеры
станка и сопоставление их с таблицей номеров моделей по адресу:
http://www.lathe.com/models.htm
Назад вверх
1.4. Как можно узнать серийный номер этого токарного станка?
1.4.. серийный номер выбит на направляющих токарного станка, на конец задней бабки, между V-образной секцией и плоская часть в месте, не изношенном при использовании токарного станка. Вы можете прочитать это, глядя прямо на токарный станок.
Назад вверх
1.5. Как можно ли узнать возраст этого токарного станка?
1,5..
Находить
серийный номер токарного станка, как указано в вопросе 1. 4. Затем посмотрите на таблицу серийных номеров на
в Интернете по адресу:
4. Затем посмотрите на таблицу серийных номеров на
в Интернете по адресу:
http://www.lathe.com/ser-no.htm
Назад вверх
1.6. Это токарный станок? изношенный? Изношенный? Как я могу сказать? Что идет не так с Логаном станки?
1.6.. На Логане есть несколько вещей токарные станки, которые изнашиваются по мере использования. Они изнашиваются еще быстрее с пренебрежением или злоупотреблением.
Самая тяжелая форма износа – постельное белье. Это происходит еще быстрее, если кровать не постоянно смазывается хорошей смазкой. Токарные станки с закаленной станиной обычно имеют очень немного постельного белья, но вы не можете быть уверены. Очень трудно определить постельный износ заметно.
Хороший способ проверить износ кровати — настроить машину так, чтобы кровать не
скручены, как описано в вопросе 2.2, затем сделайте пробный пропил на длинном стержне. Если диаметр стержня остается постоянным
по всей длине кроя ложе не затерто. Поочередно можно поставить длинный, прямой,
прецизионную планку на токарном станке, установите на каретку циферблатный индикатор и
поверните циферблатный индикатор по шкале точности, наблюдая за отклонением
в чтении.
Если ваша станина станка изношена, это будет очень дорого ремонтировать. Шлифовальные цеха могут прецизионно отшлифуйте кровать, но это будет стоить от 350 до 750 долларов за хорошую работу по шлифовке кровати.
Другим видом износа является износ втулок. Об этом свидетельствует урчание коробки передач. Изношенные втулки можно легко выпрессовал и заменил. Новый втулки есть в наличии у логана или у продавца подшипников.
Другим видом износа является износ ползуна задней бабки. Это может позволить барану свисать или покачиваться во время разреза. Чтобы отремонтировать это, вам нужно для растачивания отливки задней бабки вставьте бронзовую или чугунную втулку, а затем расточил до нужного диаметра.
Подшипники передней бабки также могут быть изношены. На Логане
токарные станки, эти подшипники патронные шарикоподшипники. Если вы чувствуете шероховатость при повороте
шпиндель вручную, вам нужны новые подшипники.
Если шпиндель двигается вперед и назад, возможно, подшипники исправны. но шпиндель недостаточно затянут или неправильно
собран. Вы можете получить новые
картриджные подшипники от логана
или у продавца подшипников.
но шпиндель недостаточно затянут или неправильно
собран. Вы можете получить новые
картриджные подшипники от логана
или у продавца подшипников.
Вот хорошая статья о том, как проверить токарный станок:
http://www.mermac.com/advice.html
Назад вверх
1.7. Как сколько весит этот токарный станок?
1.7.. транспортировочный вес Логана
Токарный станок с 14 кабинетами весит примерно 1950 фунтов.
Транспортный вес Логана
12 токарный станок весит примерно 1050 фунтов.
Транспортный вес Логана
11-этажный токарный станок модели 1920 года весит примерно 615 фунтов.
Транспортный вес Логана
модель 19Токарный станок 15 11 весит примерно 505 фунтов.
Транспортный вес Логана
10-этажный токарный станок модели 200 весит примерно 520 фунтов.
Транспортный вес Логана
настольный токарный станок модели 210 10 весит приблизительно 420 фунтов.
Назад вверх
1.8. какая размер двигателя я должен поставить на этот токарный станок?
1. 8..
Logan поставил моторы мощностью 3 л.с. 1725 об/мин для
14 станков.
8..
Logan поставил моторы мощностью 3 л.с. 1725 об/мин для
14 станков.
Логан в комплекте
Двигатели мощностью 1 л.с. 1725 об/мин для 12 токарных станков.
Логан в комплекте
Двигатели 1725 л.с. для 11 токарных станков.
Логан поставляется
Двигатели 1725 л.с. для 10 токарных станков.
Вы можете использовать двигатель большего размера, но ремни могут не позволить вам воспользоваться этим преимуществом.
этого.
Назад вверх
1.9. Как я могу переместить этот токарный станок?
1.9.. Токарные станки тяжелые. Вы можете серьезно навредить самостоятельно перемещать тяжелую технику. Вы можете также повредить токарный станок, если вы его уроните. К будьте в безопасности, наймите профессионального такелажника. Если вы собираетесь двигать токарный станок самостоятельно, оборудование и попросите нескольких сильных, здоровых людей помочь вам. Для этого требуется как минимум два здоровых человека. двигать токарный станок.
Лучший способ перемещения токарного станка — разобрать его, перевезти детали и
затем соберите его в окончательном месте. Чем больше вы разбираете, тем легче детали. Решайте сами, когда у вас будет токарный станок
на достаточно мелкие детали и на этом прекратите разборку.
Чем больше вы разбираете, тем легче детали. Решайте сами, когда у вас будет токарный станок
на достаточно мелкие детали и на этом прекратите разборку.
Сначала снимите заднюю бабку, сдвинув ее с конца станины. Далее снимаем ходовой винт поддержите и сверните каретку с конца задней бабки станины. Теперь снимите мотор. Далее снимается монтажный узел двигателя. После снятия опоры двигателя можно снять переднюю бабку со станины.
Далее можно снять кровать с основания. Если токарный станок имеет литые ножки, хорошо поддержите станину, прежде чем отвинчивать болты. кровать из ножек. Два средних, здоровых люди могут нести 11 токарных станков. Два сильные люди могут нести токарный станок 11 с установленной передней бабкой.
Соберите токарный станок в обратной последовательности.
Вам нужно будет отключить и снова подключить питание к токарному станку при перемещении
Это. В линии электропередач достаточно
возможность убить вас. На всякий случай наймите
лицензированный электрик.
Назад вверх
2.1. Как мне настроить задняя передача стойка? Вталкивает ли рычаг переключения передач внутрь имеется в виду задний привод или прямой привод?
2.1.. http://lathe.com/ll-group-archive/logan_lathe_back_gears.html
Назад вверх
2.2. Как Могу ли я заставить токарный станок резать прямо?
2.2.. Классический способ настройки токарного станка — использовать прецизионный уровень, способный показывать наклон 0,0005 в 12 и двух совпадающих параллелях. Поместите параллели на плоскости токарного станка кровати возле передней бабки, поставьте уровень на параллели под прямым углом к станину токарного станка и отрегулируйте одну ножку передней бабки по уровню. Затем поместите параллели на плоскости токарную станину возле задней бабки и повторите, регулируя одну ножку задней бабки для уровень. После этого кровать должна быть свободным от скручивания.
Более простой способ сделать то же самое — надежно закрепить прецизионный уровень. верх каретки токарного станка, перпендикулярно станине с кареткой
возле головного убора. Отрегулировать одну бабку
нога для уровня. Затем проверните каретку
к задней бабке и отрегулируйте одну ножку задней бабки по уровню.
верх каретки токарного станка, перпендикулярно станине с кареткой
возле головного убора. Отрегулировать одну бабку
нога для уровня. Затем проверните каретку
к задней бабке и отрегулируйте одну ножку задней бабки по уровню.
Если ножки токарного станка не регулируются, поместите под них прокладки нужного размера. для уровня.
Другим вариантом выравнивания является использование регулируемых станков. Logan Actuator продает высококачественное крепление, производства Royal, что позволяет легко регулировать токарный станок и закрепляет его на пол без необходимости сверлить отверстия в полу и/или добавлять анкеры.
Если у вас есть токарный уровень, он должен резать прямо. Проверьте это, поставив 1 прямую, постоянную
диаметра стержня в патроне или цанге, поместив циферблатный индикатор на стойку инструмента и провернув индикатор поперек стержня. Игла не должна двигаться. Если он медленно дрейфует от одного конца к
другое, станина токарного станка все еще скрученная.
Отрегулируйте без изменений. Если
игла изменяется нелинейно, то ложе изнашивается. Это не может быть
эффективно исправляется выравниванием.
Если
игла изменяется нелинейно, то ложе изнашивается. Это не может быть
эффективно исправляется выравниванием.
Вот еще один эффективный способ настроить токарный станок, любезно
папа Ролли:
http://www.john-wasser.com/NEMES/RDMLatheAlignment.html
Вот хорошая статья, описывающая, как настроить токарный станок:
http://easyweb.easynet.co.uk/~chrish/tsetup. хтм
Назад вверх
2.3. Как Могу ли я добавить цанги к этому токарному станку? Который цанги подходят к этому токарному станку?
2.3..
Логан 11 и более крупные токарные станки поставлялись с
2 – 8, L-00, L-0, D1-3 или D1-4 концы шпинделя.
Логан
прилагаемые цанговые адаптеры для этого шпинделя, которые подходят для 475 (также известного как 5C)
цанги. Цанга 5C очень распространена.
размер и доступен в круглых размерах до 1 1/16, а также
в квадратных и шестигранных размерах. Достойное качество
импортные круглые цанги 5C продаются по цене менее 7 долларов за штуку, а в наборах и того меньше.
Логан 9 и 10 токарные станки были с носиком шпинделя 1 – 8. Изначально поставлялся Логан цанговые адаптеры для этого шпинделя, которые подходят для зажимных цанг AC-30 (3AT) и AC-50 (W&S #1) цанги. это больше ограничены и менее доступны, чем цанги 5C, но столь же точны и удобный.
Вы можете найти бывшие в употреблении цанговые адаптеры для токарных станков Logan у продавцов подержанного оборудования. Вы также можете сделать свою собственную цангу адаптер. Было довольно много статей опубликовано в Home Shop Machinist и Machinists Workshop с описанием того, как сделать цангу ближе. Большинство показывает, как сделать прецизионный адаптер, который вставляется в нос шпинделя и допускает втягивание цанга. С цанговым адаптером, 10 Логан ограничивается цангами с отверстием, такими как цанга 3AT. Токарные станки большего размера могут работать с цангами 5C.
В одной статье 2004 г. показано, как сделать цанговый адаптер,
шпиндельный нос. Это гораздо больше
продвинутый проект. Цанга над носом
адаптеры позволяют 10 Logan
токарный станок для приема цанг 5C, потому что они не используют
критическое пространство внутри носовой части шпинделя.
Цанга над носом
адаптеры позволяют 10 Logan
токарный станок для приема цанг 5C, потому что они не используют
критическое пространство внутри носовой части шпинделя.
Вы можете купить новые цанговые переходники фирмы Royal или новые накладные. цанговые адаптеры производства Bison или Sjogren от Logan Актуатор или другие дилеры.
Назад к началу
2.4. Является а Логан нос шпинделя такой же, как у South Bend нос?
2.4..
Каждый
производитель токарных станков сделал носовую часть шпинделя немного иначе. 2 – 8 Логан
нос шпинделя похож на 2 – 8 South Bend
нос шпинделя, но наружный диаметр гладкой части на
Логан больше, чем на Саут-Бенде.
Это означает, что вам придется сделать окончательный разрез на стандартной задней панели или лицевой панели, чтобы установить ее на
Логан. Вы можете установить заднюю панель
или планшайба на шпинделе назад, чтобы сделать этот разрез, если вы
осторожный. Если вы покупаете бэкплейт или фейсплейт от Логана,
он точно будет сочетаться с логаном
шпиндель без регулировки.
Назад вверх
2.5. Как могу ли я сделать задняя пластина для патрона?
2.5..
Ты
Вы можете узнать об этом простом процессе из одной из этих замечательных статей:
http://www.lathes.co.uk/latheparts/page7.html
http://easyweb.easynet.co.uk/~chrish/t-chucks .htm
Назад вверх
2.6. Где можно ли заменить шестерни?
2.6..
Есть много продавцов подержанной техники, которые предлагают подержанные шестерни.
Вы также можете купить новые шестерни напрямую у Логана.
Актуатор.
Назад вверх
2.7. Как могу ли я заменить ви ремень без снятия шпинделя?
2.7..
Если
клиновой ремень на вашем токарном станке изношен
Вы можете заменить его ремнем Fenner PowerTwist, доступным у многих дилеров. Этот ремень состоит из множества одинаковых ремней
ссылки. Вы покупаете его оптом и щелкаете
вместе нужной вам длины. В
в некоторых случаях Fenner PowerTwist
ремень будет работать более плавно, чем непрерывный клиновидный ремень.
http://www.fennerindustrial.com/products/powertwist_ind.html
Назад вверх
2.8. какая цветная краска сделала Логан использовать? Как я могу получить что-то подобное?
2.8..
Первые токарные станки Logan были
окрашен в очень темный сине-серый цвет.
Где-то в начале 1960-х цвет был изменен
до среднего серого или машинного серого. Это был очень распространенный цвет для машины
инструменты того времени. Средне-серый легко доступен из многих источников.
Все еще. Серо-голубой нет. Ближайший
Я нашел это от Грейнджера,
аэрозольная краска
называется Dem-Kote Blue Grey, их инвентарный номер
5FX11. Это то, что Логан использует сейчас для деталей токарного станка.
В 1971 году производство токарных станков было перенесено
Чикаго от Houdaille, а цвет был изменен на металлический
зеленый.
Джо Шульте нашел краску, подходящую к его модели 200 1952 года выпуска.
идеально: Benjamin-Moore High Gloss
Эмаль для металла и дерева, масляная основа (алкидная), глубокая основа C-133 3B, идентификатор цвета. 2119-30, название цвета. Малыш
Seal Black, Color Book 133. Любой
Дилер Benjamin-Moore может сделать это для вас. Самый маленький размер, который он мог получить, был
кварта. Название заставляет цвет звучать как черный, когда он
действительно сине-серый.
2119-30, название цвета. Малыш
Seal Black, Color Book 133. Любой
Дилер Benjamin-Moore может сделать это для вас. Самый маленький размер, который он мог получить, был
кварта. Название заставляет цвет звучать как черный, когда он
действительно сине-серый.
Многие магазины промышленных или автомобильных красок подберут цвет, если вы принесете им образец. Некоторые даже загрузят погремушку для тебя. Мне повезло с местным дилером Sherwin Williams и их Промышленная эмалевая краска. Возьмите с собой заднюю бабку, и они могут соответствовать цвет, полный возрастных и грязных пятен.
Назад вверх
2.9. Почему не будет этот патрон держит детали точно по центру?
2.9..
Нет
патрон или цанга идеальны. Даже новый трехчелюстной
патрон хорош только до 0,002 или около того, если он не регулируется. Если ваш патрон не
держите детали так близко, что-то не так.
Вот список возможностей. Любой из них может привести к тому, что хороший токарный станок
качаться.
Возможно, изношены кулачки патрона. Если детали вращаются в челюстях, это изнашивает
скорей качай.
Также может быть изношена спираль патрона. Свиток представляет собой плоскую спиральную металлическую пластину.
за челюстями.
Другая возможность заключается в том, что патрон установлен на задней пластине
неправильно или что между
патрон и задняя пластина. Разобрать, аккуратно почистить, смазать маслом.
и соберите его. Это может помочь.
Еще одна возможность заключается в том, что между задней пластиной и шпинделем есть грязь или стружка.
Отвинтите заднюю пластину от шпинделя, очистите
резьба в затыльнике и на шпинделе, масло
оба, и попробуйте собрать его снова. Винт
это вместе нежно. Его не следует стягивать или быстро раскручивать с щелчком.
Возможно, шпиндель погнут. Помещать
циферблатный индикатор на носу шпинделя, чтобы проверить его.
Возможно, подшипники шпинделя неисправны или шпиндель неправильно установлен.
Хорошие подшипники будут гладкими и без люфта. Логан
шпиндели прецизионно обработаны, чтобы дать подшипникам точную предварительную нагрузку, когда
шпиндель собран правильно. Предварительно нагруженные подшипники не имеют люфта.
Логан
шпиндели прецизионно обработаны, чтобы дать подшипникам точную предварительную нагрузку, когда
шпиндель собран правильно. Предварительно нагруженные подшипники не имеют люфта.
Назад вверх
2.10. какая могу ли я починить 3-х кулачковый спиральный патрон с изношенными кулачками?
2.10..
Если свиток износился, то без станка с ЧПУ не обойтись и многое другое.
времени. Если свиток изношен и вы почините кулачки, патрон будет верным в момент
диаметр, который вы использовали для ремонта, но больше нигде.
Если вы уверены, что проблема именно в челюстях, то
вы можете настроить шлифовальный станок или расточной оправка и
переточите или расточите кулачки. Однако,
вы должны делать это, прижимая челюсти к чему-либо. Один из способов сделать это с куском листа
металл с отверстиями для каждой челюсти. Другая
способ сделать это – просверлить отверстия в каждой челюсти для штифта или винта, и иметь эти
штифты или винты затяните на куске трубы.
Затяните патрон на листовом металле или трубе, и кулачки зафиксируются в нужном месте.
http://lathe.com/tips/chuck-jaw.htm
Назад вверх
2.11. Где Могу ли я получить новые челюсти или другие челюсти, чтобы соответствовать моему старому? Логан патрон?
2.11.. Перед покупкой бывших в употреблении кулачков незримо, нужно знать, что существуют сотни, если не тысячи разные размеры челюстей. Это почти невозможно найти сменные кулачки для конкретного патрона, если вы не пойдете правильно к производителю патрона. Патроны Logan были изготовлены Баком, теперь Баком Форкардтом. Buck Forkardt не создан для поддержки механиков домашних мастерских. Цены на запчасти у них астрономический. Было бы дешевле купить новый импортный патрон, чем покупать новые кулачки.
Компания Logan Actuator Co. продает новые патроны производства Bison. Это высококачественные патроны европейского производства, которые станут отличным вложением в ваш токарный станок.
Назад вверх
2.12. какая размер шкива идет на двигатель?
2. 12..
Логан 200, да и вообще все Логан и
Токарные станки Montgomery Wards, кроме 9-дюймовых и с регулируемой скоростью
привод, использовал 2-х ступенчатый “V to
12..
Логан 200, да и вообще все Логан и
Токарные станки Montgomery Wards, кроме 9-дюймовых и с регулируемой скоростью
привод, использовал 2-х ступенчатый “V to
Для 10 станков шкив двигателя (LP-1885 или LA-349) примерно Диаметр 2,31 дюйма и 4,28 дюйма.
Для 11 станков шкив двигателя (LP-1551 или LA1037) составляет примерно 2,5 и 5,25 в диаметре.
Эти шкивы можно купить в Logan Actuator. При заказе указывайте размер вала двигателя.
Назад вверх
2.13. какая подойдёт ли патрон по размеру для этого токарного станка?
2.13..
Logan поставил 5-ти кулачковый патрон с 3-мя кулачками и 6-ти кулачковый патрон.
4-кулачковый патрон для их 10 токарных станков.
Logan поставил 6 3-кулачковых
патрон и 6 4-кулачковый патрон для их 11 токарных станков. Были доступны патроны большего размера, но они
непрактично на этих токарных станках, потому что кулачки ударялись о станину при открытии патронов. Больше
патроны также тяжелее, поэтому они создают нагрузку на шпиндель и шпиндель
подшипники. В общем, используйте наименьший
возможно качественный патрон для работы.
Больше
патроны также тяжелее, поэтому они создают нагрузку на шпиндель и шпиндель
подшипники. В общем, используйте наименьший
возможно качественный патрон для работы.
Назад вверх
2.14. какая использовать для смазки токарного станка? Уровень масла в бачке?
2.14.. Есть много места на токарном станке, требующие частой смазки. Проверьте свой Логан Руководство по перечислению точек масла. Руководства по Logan можно купить в Logan Actuator.
Направляющие (станины) токарного станка следует смазывать обильно,
липкое масло, называемое смазкой. Это
доступны в нескольких различных вязкостях (толщинах). Подходящим маслом для токарных станков Logan является масло ISO VG-68, такое как Mobil Vactra No. 2, Exxon Febis K68,
Shell Tonna T68, Sun Way Lubricant 1180, Texaco Way
Смазка 68, Gulf Gulfway 68 или Chevron Vistac Oil 68X.
Эти масла можно приобрести у большинства промышленных поставщиков, таких как MSC и
стоит менее 15 долларов за галлон. Не заменяйте. Использовать
Верный способ смазывать и наносить его чистой тканью каждый раз, когда вы используете токарный станок.
Использовать
Верный способ смазывать и наносить его чистой тканью каждый раз, когда вы используете токарный станок.
Все остальные масляные пятна на токарном станке Logan можно смазать маслом. с веретенным маслом класса ISO 22 или моторным маслом без моющих присадок класса SAE 10. Не используйте общие моющее моторное масло. Вы можете получить САЕ 10-вязкое моторное масло без моющих присадок от крупных дилеров автозапчастей для 2 доллара за кварту. Вы можете получить класс ISO 22 веретённое масло от промышленных поставщиков, таких как MSC, по цене менее 10 долларов за галлон.
Назад вверх
2.15. какая следует использовать для замены плоского кожаного приводного ремня?
2.15.. Logan Actuator поставляет синтетический ремень подходящего размера для вашего Логана токарный станок. Синтетический ремень прочнее и более липкий, чем оригинальный кожаный ремень, и не требует особого ухода.
Если вы хотите использовать кожу, вы все равно можете купить кожаный ремень. материалы от McMaster-Carr Supply.
материалы от McMaster-Carr Supply.
Назад вверх
2.16. Почему это привод на Логан от клиноременного шкива до плоского шкива?
2.16.. Эта договоренность называется V-образным приводом и был очень распространен на станках этого типа. тип. Первичное рассуждение было таково, что ремень можно было сместить из одного положения в другие без снятия натяжения, требующие еще одной регулировки.
Назад вверх
3.1. Который размер Быстрое изменение инструментальная стойка подходит к этому токарному станку?
3.1.. За Логан 9, 10 и 11 токарных станков, быстросменные резцедержатели размера AXA или 100 от Aloris и Phase II хорошо подходят. Для 12 токарных станков, размер BXA или 200 быстросменный инструментальный пост будет немного прочнее и до сих пор подходит. 14 токарных станков также могут используйте инструментальный пост BXA или размер CXA или 300.
Logan Actuator Co. продает инструментальные столбы фазы II
и по запросу бесплатно обработает Т-образную гайку для вашего токарного станка.
Назад вверх
3.2. какая стоит ли этот подержанный токарный станок?
3.2.. Этот очень сложный вопрос по многим причинам:
3.2.. Другой части страны (и мира) имеют разный спрос, а значит и разные ценности;
3.2.. Токарные станки сильно различаются по состоянию: от сломанных до изношенных, почти как новых и везде между ними; и
3.2.. токарный станок аксессуары могут стоить больше, чем основной токарный станок, поэтому стоимость сильно зависит о том, что идет с ним (инструменты, навесное оборудование, двигатель и т. д.)
3.2.. К получить некоторое представление о стоимости токарных станков, проверьте eBay в разделе проданных товаров на предмет похожих токарные станки. Также проверьте объявления в воскресной газете для вашего региона, чтобы посмотреть цены продажи на аналогичные станки. С этой информацией ваш токарный станок стоит ровно столько, сколько будет стоить кто-то другой. платить вам за это.
Назад вверх
3.
 3.
Как
делать Логаны
по сравнению с токарными станками South Bends или Atlas?
3.
Как
делать Логаны
по сравнению с токарными станками South Bends или Atlas?3.3.. Логан токарные станки и Саут-Бенд токарные станки являются сопоставимыми инструментами. В Саут-Бенде было больше токарных станков, чем Логан, так что есть некоторые модели токарных станков South Bend, не имеющих аналогов в Логан линия. Но для токарные станки одинакового веса и размера, они сопоставимы. Токарные станки Atlas и Craftsman были значительно более легкие, чем токарные станки Logan или South Bend.
Для объективного описания токарных станков различных производителей см.:
http://www.lathes.co.uk
Назад вверх
3.4. Делает этот люнет подходит для 10″, 11″ или что?
3.4.. Устойчивый или центральные упоры для токарных станков Logan и Wards уникальны для соответствующих качелей. размер. Другими словами, один за Логан 10 не пойдет на 11. Кроме того, Люнеты South Bend не совсем подходят.
Одним из способов проверки является высота от плоскости до центра
линия Устойчивого. Высоты
являются:
Высоты
являются:
Токарный станок Logan 10 5-1/4
Токарный станок Logan 11 5-9/16
Токарный станок Logan 12 6-1/8
Фолловеры немного сложнее понять, но Logan 10 и 11 используют то же самое Следуй за отдыхом.
Было несколько сообщений о том, что South Bend 9 Steady подходит для Логан 9. Кроме того, похоже, что Логан 10/11 Follow Rest подходит для South Bend Heavy 10.
Назад вверх
3.5. Находятся части от одного Логан Токарный станок взаимозаменяем с другими моделями?
3.5.. Немного части взаимозаменяемы, а другие нет. Вот несколько общих частей:
3.5..1. В общем говоря, станины взаимозаменяемы для 10-дюймовых и 11-дюймовых и 12 токарных станков Logan.
3.5..2.
Большинство коробок передач Логана 10 и 11
сменный. Чтобы получить больше информации,
см.:
http://lathe.com/ll-group-archive/adapting_a_qc_gearbox.html
3.5..
В
Кроме того, многие детали от одного токарного станка Logan подойдут к другому, если они
тот же основной размер или качели. Один очень
серьезное исключение составляет серия Logan 200 и серия 800/1800 10.
Токарные станки. Серия 200 (и Wards
Токарные станки) использовали другой шпиндель, который меньше по внешнему диаметру, чем тот, который использовался на
другой Логан
10 токарных станков. В результате ни один из
детали на шпинделе взаимозаменяемы, в т.ч.
Втулочная шестерня, шкив, коническая шестерня, шпиндельная шестерня и т. д.
Один очень
серьезное исключение составляет серия Logan 200 и серия 800/1800 10.
Токарные станки. Серия 200 (и Wards
Токарные станки) использовали другой шпиндель, который меньше по внешнему диаметру, чем тот, который использовался на
другой Логан
10 токарных станков. В результате ни один из
детали на шпинделе взаимозаменяемы, в т.ч.
Втулочная шестерня, шкив, коническая шестерня, шпиндельная шестерня и т. д.
Назад вверх
3.6. Где можно ли купить дешевые запчасти?
3.6.. Существует большое количество продавцов подержанной техники, которые разбирают машины и продавать запчасти. Многие имеют большой коллекция Логана части.
При покупке подержанных деталей машин трижды убедитесь, что продаваемая деталь
это та часть, которая вам нужна. Также убедитесь,
что вы знаете состояние детали.
Хороший внешний вид может означать многое.
Авторитетные дилеры продадут вам деталь с гарантией возврата, если
дефектный. Если они не будут
дать вам гарантию, узнать, почему.
Назад вверх
3.7. Где Могу ли я получить хорошие запчасти?
3.7.. Есть некоторый риск при покупке б/у запчастей. Логан Actuator продает много новых запасных частей для токарных станков Logan, включая шестерни, ремни, аксессуары и инструкции. Либо смотреть на Интернет-магазин: http://store.lathe.com/ или связаться с Логаном напрямую: mailto:[email protected]
Назад вверх
4.1. Как можно ли нарезать метрическую резьбу на Логан токарный станок?
4.1.. Токарные станки Logan поставлялись с шестернями для дюймов резьбы и дюймовый ходовой винт. Стандартный токарный станок Logan не может резать точно точная метрическая резьба без замены шестерен.
Некоторые метрические резьбы близки к дюймовым.
Небольшая неточность может быть принята в некоторых
случаи. В таких случаях попробуйте ближайший
дюймовая резьба. Например, если вам нужен
метрический шаг 1,0 (1,0 витка на миллиметр), вы хотите 25,4 витка на
дюйм. Коробка передач Логана может нарезать 26 ниток за
дюйм. Это может быть достаточно точным для
короткий болт.
Коробка передач Логана может нарезать 26 ниток за
дюйм. Это может быть достаточно точным для
короткий болт.
Чтобы нарезать точную метрическую резьбу, необходимо иметь 127 (или кратное 127) зубчатое колесо в редукторе. Логан продает 127-зубую шестерню для этой цели, но это дорогой. Вы можете нарезать метрическую резьбу с точностью до 0,02% при использовании более экономичных 37 и 47 зубьев шестерни. Они также доступны из Логан и многое другое экономичный.
Для получения подробной консультации по настройке зубчатой передачи
Логан токарный станок для резки
метрическая резьба, см.:
http://lathe.com/tips/met-thd.htm
Назад вверх
4.2. Как устранить дребезг при резке?
4.2.. А инструмент, который режет только в небольшой точке, не будет вибрировать. Инструмент, который режет через большую кромку, например, инструмент формы, с большей вероятностью будет болтаться. Вот несколько идей по уменьшению болтовни:
4.2..
Уменьшать
количество контакта между инструментом и работой.
4.2.. резкость инструмент.
4.2.. Увеличивать инструмент назад грабли. Твердые материалы нужно 8 градусов заднего наклона. Бесплатная резка стали режут с углом наклона до 16 градусов. Используйте нулевой задний рейк для меди и медных сплавов (латунь и бронза).
4.2.. Использовать очень жесткий держатель инструмента.
4.2.. Использовать держатель инструмента, который будет изгибаться при удалении инструмента от работы, а не чем в работу.
4.2.. Иногда, изменение скорости резания помогает на несколько проходов, но потом стук возвращается. В этих случаях используйте другой скорость резания за каждый проход.
Назад вверх
4.3. Как мне настроить инструмент?
4.3.. режущая кромка инструмента должна находиться точно на высоте центра токарного станка. Если край немного ниже центральной высоты,
инструмент можно перетаскивать под работу, что может
сломать работу, сломать инструмент или заклинить токарный станок. Если край немного выше центральной высоты,
углы инструмента будут неправильными, и инструмент будет тереть, а не резать.
Если край немного выше центральной высоты,
углы инструмента будут неправильными, и инструмент будет тереть, а не резать.
Для фонарного (качающегося) резцедержателя высота инструмента регулируется путем качания держателя инструмента. Для турельного инструмента, Установите высоту инструмента, добавив прокладки (иногда называемые набивкой) под инструмент. Для быстросменного резцедержателя отрегулируйте высоту инструмента на вращение стопорной гайки на держателе инструмента.
Назад вверх
4.4. Где можно взять уроки по работе на токарном станке?
4.4.. Найдите профессионально-технические училища в вашем районе. Немного сообщества имеют образование для взрослых в ночное время, используя средства общественного школы. Еще одно хорошее место для обучения местный модельный клуб.
Назад вверх
4.5. какая книги хороши для обучения работе на токарном станке?
4.5.. Эти все хорошие книги для начинающих:
4. 5..
Саут-Бенд: Как запустить токарный станок (перепечатки
можно получить в издательстве Lindsay Books)
5..
Саут-Бенд: Как запустить токарный станок (перепечатки
можно получить в издательстве Lindsay Books)
4.5.. Атлас: Руководство по эксплуатации токарного станка и столы машинистов
4.5.. ЛеБлонд: Запуск Regal
4.5.. Эти учебники хорошо освещают токарный станок и другие инструменты:
4.5.. Молтрехт: Практика механического цеха, Том 1
4.5.. Киббе, Нили, Мейер и Уайт: Практика станкостроения
Избегайте книг, датируемых до Второй мировой войны. Их советы в основном устарели.
Назад вверх
4.6. какая следует использовать для смазочно-охлаждающей жидкости?
4.6.. Резка жидкости охлаждают острый наконечник инструмента, продлевая срок службы инструмента. Чем острее инструмент, тем меньше металла для отвода тепла от процесса резки. Жидкость, покрывающая наконечник, эффективно отводит тепло от наконечника. Смазочно-охлаждающие жидкости также могут улучшить качество разреза.
Чугун хорошо режется без жидкости. Сплавы, содержащие свинец, такие как освинцованная сталь и освинцованная латунь, также режут
хорошо просушить. При сухой резке продолжайте резать
низкая скорость во избежание перегрева инструмента.
Сплавы, содержащие свинец, такие как освинцованная сталь и освинцованная латунь, также режут
хорошо просушить. При сухой резке продолжайте резать
низкая скорость во избежание перегрева инструмента.
Алюминий хорошо режется керосином, ламповым маслом, A9 или WD-40 в качестве режущего инструмента. жидкость. Алюминий может схватиться или прилипнуть, когда резка всухую, поэтому при резке алюминия всегда используйте жидкость. Если вы сомневаетесь, прочтите содержимое контейнера с охлаждающей жидкостью. чтобы увидеть, рекомендует ли он использовать для алюминия.
Бессвинцовая латунь также может схватиться при сухой резке. Найдите смазочно-охлаждающую жидкость, рекомендованную для латуни.
Сталь хорошо режется многими смазочно-охлаждающими средствами. Монро Cool Tool II — один из многих хороших вариантов, а также хорошо для алюминия и латуни.
Водорастворимые масла (заливной СОЖ) хорошо работают в производственном цеху, но их много
хлопот для домашнего магазина. Они могут расти
плесень, а также инструменты для ржавчины, поэтому чистота и очистка
необходимы.
Они могут расти
плесень, а также инструменты для ржавчины, поэтому чистота и очистка
необходимы.
При резке твердосплавными инструментами либо резать абсолютно высушите или обработайте охлаждающей жидкостью. Если вы используете небольшое количество масла или жидкости на твердосплавный инструмент, то инструмент будет охлаждаться неравномерно. Это может привести к поломке или сколам инструмента.
Совершенно безопасной смазочно-охлаждающей жидкости не существует. По возможности держите руки в чистоте, когда резка. Протирать тряпкой, а не твоя рука. Постоянное воздействие химические вещества могут привести к различным проблемам с кожей и аллергическим реакциям. При резке могут возникать высокие температуры, которые может привести к возгоранию масла. Дым от масло может быть опасным для легких. Если вы чувствуете пары масла или какой-либо запах в процессе резки, проветривайте лучше в вашем магазине.
Назад вверх
4.7. Как я могу использовать нарезание резьбы на токарном станке Logan или Wards?
4. 7..
Для нарезания ровной резьбы, такой как 24 TPI, перезапустите рез с помощью циферблата.
установите на любой отметку и он перезапустит резку в том же месте.
7..
Для нарезания ровной резьбы, такой как 24 TPI, перезапустите рез с помощью циферблата.
установите на любой отметку и он перезапустит резку в том же месте.
Для нарезания нечетной резьбы, такой как 5 TPI, перезапустите рез, установив диск в положение любой номер .
Для нарезания половинной резьбы, такой как 7-1/2 TPI, перезапустите рез, установив циферблат к каждый раз один и тот же номер . Например, если вы сделали первый разрез с циферблатом, установленным на «2», вы должны делать каждый последующий разрез с установленным циферблатом на “2”.
Для четвертной резьбы, такой как 12-1/4 TPI или метрической резьбы, необходимо оставить затяните полугайки и переверните шпиндель в конце каждого прохода.
(Обратите внимание, если нарезать резьбу, кратную 8 (8, 16, 24, 32, 40 TPI и т. д.),
резьбовой диск вообще не нужен. Полугайка может быть задействована в любом
точка)
Назад вверх
Этот документ был подготовлен
с невероятной помощью Роберта Нейдорфа. Логан Актуатор бы
хотели бы выразить нашу глубочайшую признательность за его помощь.
Логан Актуатор бы
хотели бы выразить нашу глубочайшую признательность за его помощь.
Версия 1.01 Последнее обновление 07 марта 2005 г.
Авторские права
, 2005 г., Logan Actuator Co., все права зарезервировано
Нет часть этого документа может быть воспроизведена любым способом без явного письменное согласие Logan Actuator Co.
Вы можете свободно перейти по ссылке на эту страницу
Бывшие в употреблении токарные станки длиной до 20 футов
Бывшие в употреблении токарные станки длиной до 20 футов
| |||||||||
 L4W-2Z7,
Факс 905-624-9065
L4W-2Z7,
Факс 905-624-9065Токарные станки б/у |
Для бывших в употреблении станков с ЧПУ и принадлежностей Нажмите здесь
| Токарные станки б/у | бывший в употреблении токарный станок TOS SN63 25″ x 160″ (4 м) |
| Токарный станок большой мощности TOS SUI50, бывший в употреблении, центры 20 x 80 дюймов | |
| подержанный токарный станок Western 13 x 40 только что появился в лучшем виде скоро будет | |
бывший в употреблении токарный станок Voest 20 x 80 скоро появится, подробности скоро. | |
| подержанный токарный станок Meuser 18 x 60 только что прибыл, еще не проверен, фото | |
| подержанный токарный станок Tarnow 20 x 120 только что прибыл, еще не выехал. фото скоро | |
| Подержанные стандартные современные токарные станки, от 10 x 20 до 13 x 34 ВСЕ ПРОДАНО | |
| подержанный токарный станок Colchester Triumph 2000 ПРОДАНО | |
| б/у Cincinnati 17-дюймовый токарный станок Hydrashift | |
| подержанный токарный станок Sirco PA-36 с отверстием шпинделя 5 1/2 дюйма |
|
 с. 575/3 /60
с. 575/3 /60 | подержанный токарный станок Western 13 x 40. Новый быстросменный инструмент. 3850 долларов. |
|
 реальное фото скоро выложу
реальное фото скоро выложу | ИСПОЛЬЗОВАНИЕ ENTERPRISE 1810 Токарный станок 18 “x 65” с 80 -миллиметровым стержнем 3 Человек CATHER. |
| Подержанный токарный станок Voest 20″ x 80″ 10″ 3-х кулачковый патрон, коническая насадка 18 скоростей, 21 – 1500 об/мин |
| Бывший в употреблении токарный станок TOS SN63 25″ x 160″ Только что поступил на склад, еще не очищен и не проверен. |
| Подержанный токарный станок Tarnow 20 x 120 только что прибыл, еще не проверен 18″ x 108″ (2,5 м) 575/3/60 16″ 4 кулачка, устойчивый упор 16 скоростей от 45 до 1120 об/мин |
| Подержанный токарный станок Sirco PA-36 с отверстием шпинделя 5-1/2″ только что прибыл, еще не проверен 36″ x 80″ 3-х кулачковый патрон, ускоренный ход, вес около 2 908 9 фунтов л.  с., 11 – 500 об/мин с., 11 – 500 об/мин Задняя бабка MT 6 Поворот над поперечным суппортом 25″ 48-дюймовый поворотный зазор, длина зазора перед патроном 18″ |
верх
Токарный станок Прайс-лист – Токарный станок Цена
Бесплатная доставка в выбранном городе (в более глубоком регионе взимается дополнительная плата) как запустить этот токарный станок. #MiniLathe #Lathe_Price #Lathe_Price_in_india
1) Этот станок #Small_Lathe Вы можете использовать этот станок на небольшом производстве, в ортопедической больнице, в лаборатории кузнечного завода и в своем гараже.
2) В этой машине мы дали редуктор, у него 2 рычага.
3) В этом #станке мы также дали #автоскорость и его крутящий момент шпинделя тоже очень большой.
4) В этой машине у вас есть 9 типов подачи и вы можете сбрасывать 9 типов нитей, если вы используете для переключения передач в ней, вы можете подавать больше и вы можете сбрасывать больше нитей.
5) Передняя бабка очень важна для этой машины.
6) Передняя бабка имеет 8 скоростей, но если вы хотите больше скорости, то мы дали шкиву 2 шага в этой машине, чтобы вы могли получить больше скорости.
7) На этой #машине можно работать до 1600 об/мин и минимум 50 об/мин.
Эта машина #Minilathe Цена: – 73 500 рупий. Только.
1) यह मशीन #Smallathe है। आप इस मशीन का उपयोग एक छोटे उद्योग, आर्थोपेडिक अस्पताल, फोर्जिंग पшить
2) हमने इस मशीन में गियरबॉक्स दिया है, इसमेतर 2 लथ
3) इस # मैचिने में, हमने # डिपोस्पीड भी दिया है और इसका स्पिंडल टॉर्क भी है।।।।।।।।।।।। है है है है
4) इस मशीन में, आपके पास 9 प्रकार के फ़ीड हैं और 9प्रकार के धागे छोड़ सकते हैं, और यदि इसमें गिय गिय के लिए उपयोग क क हैं हैं आप अधिक फ़ीड क सकते औ औ अधिक ध ध छोड़ हैं हैं।।।। सकते औ आप ध छोड़ हैं हैं।।।।। क क क क क क क
5) इस मशीन में हेडस्टॉक बहुत महत्वपूर्ण है।
6) हेडस्टॉक में 8 प्रकार की है है है, लेकिन आप अधिक गति च च हैं हैं, तो हमने मशीन में 2 च की एक च च दी है त आप अधिक गति प प प च दी है है त त अधिक
) इस मशीन में, आप आ आरपीएम औा
1) Как можно использовать мини-токарный станок?
2) Сколько оборотов может работать на токарном станке?
3) Как обрабатывается поверхность на токарном мини-станке?
4) Как устроен мини-токарный станок?
5) Насколько ровны оси x и z на мини-токарном станке?
6) Как нарезать резьбу на токарном станке?
7) Как пользоваться переключателем на токарном мини-станке?
8) Какова скорость токарного станка для хобби?
9) Как установить патрон на токарный мини-станок и как снять патрон?
10) Как упаковать мини токарный станок BANKA?
11) Как станок BANKA Mini Lathe загружается и разгружается?
12) Какие бесплатные аксессуары имеются в комплекте с этим мини-токарным станком Токарный станок модели Beau 30-500
13) Почему в станке предусмотрен квадратный резцедержатель?
16) Нужно ли брать стол в модели BANKA 30?
15) Сколько моделей зубчатых колес в мини-токарном станке БАНКА 30–5000?
16) Почему этот токарный станок не имеет подходящего большого патрона True?
16) Следует ли использовать Spunk Guard в мини-токарном станке BANKA 30?
14) Какой самый большой вырез в модели 30?
19) Каков вес модели BANKA 30? 200 кг
20) В какой мастерской и на каком заводе в основном работает BANKA модель 30?
1) मिनी लेथ मशीन का उपयोग कैसे किया जा सकता है?
2) मिनी लेथ मशीन में कितने RPM काम कर सकते हैं?
3) मिनी लेथ मशीन में सरफेस फिनिश होती है?
4) मिनी-लेथ मशीन का डिज़ाइन कैसा है?
5) एक मिनी लेथ मशीन में x- अक्ष और z- अक्ष कितनेेे।।्?
6) मिनी लेथ मशीन में थ्रेड कैसे होता हे ?
7).
8) हॉबी लेथ मशीन की कितनी गति होती है?
9) मिनी मशीन में चक को कैसे फिट किया जाए औ औ को कैसे चेंज किया जाए?
10) कैसे बांका मिनी लेथ मशीन पैक करने के लिए?
11) बांका मिनी लेथ मशीन लोड और अनलोड कैसे करेगी?
12).
१४) क्या मॉडल बांका 30 में टेबल लेना जरुरी हे?
१५) बांका 30-500 मिनी लेथ में कितने मॉड्यूल के रि ययय
१६) क्यों इस लेथ मशीन में बड़ा True chuck स्यूटेबल नहीं नहीं ?
१७) बांका 30-500 मिनी लेथ में स्पेलश गार्ड लेना चाा चाा चाा
१८) बांका 30-500 में बड़ा से बड़ा कट कितनी होती हे ?
१९) बांका 30-500 का वजन कितना हे ? 200 кг
२०) बांका 30-500 ज्यादातर कोनसी वर्कशॉप और प्लांट में चलती हे हे हे हे हे हे?
Высота центра: 150 мм
Отверстие шпинделя: 20 мм
Админ. расстояние между центрами: 500 мм
Длина станины: 3 фута
Скорость вращения шпинделя: 1200 об/мин
Ширина станины: 180 мм 3 фазы, переключатель R/F, быстросменный резцедержатель, включая станок.
Токарный станок General Maxi.
Для получения дополнительной информации посетите нас:
www. ravimachines.com
ravimachines.com
Ссылка на продукт: – https://ravimachines.com/product/mini-lathe-machine-banka-30/
Специальная цена для звонка г-ну Тауфику: – +91-9377093780 Менеджер по продажам
Whatsapp:-
https://wa.me/919377093780
Facebook:-
https://www.facebook.com/Ravi.Machine/
Наш фотоальбом:-
https:// Photo.App.goo.gl/tzht6kygquqcpwm36
हमारे दूसरे लेथ के वीडियो देखने के लिए यह यहां क्लिक करें.
https://youtu.be/Ypt-903UY-U
https://youtu.be/zsrTlWyKijs
https://youtu.be/tE0LzcS1c00
https://youtu.be/1q81ROxssvU
https://youtu.be/i91EcwH0zR8
https://youtu. be/jpyU8umn5-o
https://youtu.be/FW8yPkSqQfU
https://youtu.be/Rsoi3tjquLc
0:00 какая тема видео?
0:55 Живая резка на мини-токарном станке.
1:17 Мини-токарный станок объясняет все функции.
7:34 Как упаковать и отправить?
8:39 Сколько аксессуаров бесплатно?
Универсальный токарный станок модели HD
12 скоростей вращения шпинделя от 13 до 1200 об/мин
Закаленный и отшлифованный шпиндель с 3-точечной опорой подшипника
Закаленный и отшлифованный поперечный салазок
Опциональное телескопическое токарное приспособление
Задняя бабка HD с ходом пиноли 7 дюймов3
Приводная пиноль задней бабкиЗагрузить брошюру
Обзор
Старший брат нашей популярной модели HJ, Kingston HD — это универсальный прецизионный токарный станок, который может справиться со всеми вашими проектами, большими и маленькими. Закаленный и отшлифованный главный шпиндель оснащен 3-точечной подшипниковой опорой с коническими роликоподшипниками для высокоточной резки в тяжелых условиях. Выберите модель HD 22 дюйма с поворотным шпинделем D1-8 Camlock, ходовым винтом 4 TPI и двигателем мощностью 10 л.с. или поворотную модель HD 26 дюймов со шпинделем Camlock D1-11, ходовым винтом 2 TPI и двигатель мощностью 15 л.с. Система силовой передачи с ременным приводом включает 12 скоростей от 13 до 1200 об/мин, в комплекте с ножным тормозом. И направляющая, и поперечная направляющая закалены и отшлифованы. Цапфа задней бабки термообработана и точно отшлифована с 9Ход 0,8 дюйма и переменная подача 1:1 и 1:4. Доступна длина машины от 35 до 160 дюймов. Стандарт быстрого хода по оси Z на 90 C.C. и более длинные станки.
Закаленный и отшлифованный главный шпиндель оснащен 3-точечной подшипниковой опорой с коническими роликоподшипниками для высокоточной резки в тяжелых условиях. Выберите модель HD 22 дюйма с поворотным шпинделем D1-8 Camlock, ходовым винтом 4 TPI и двигателем мощностью 10 л.с. или поворотную модель HD 26 дюймов со шпинделем Camlock D1-11, ходовым винтом 2 TPI и двигатель мощностью 15 л.с. Система силовой передачи с ременным приводом включает 12 скоростей от 13 до 1200 об/мин, в комплекте с ножным тормозом. И направляющая, и поперечная направляющая закалены и отшлифованы. Цапфа задней бабки термообработана и точно отшлифована с 9Ход 0,8 дюйма и переменная подача 1:1 и 1:4. Доступна длина машины от 35 до 160 дюймов. Стандарт быстрого хода по оси Z на 90 C.C. и более длинные станки.
Стандартные характеристики
- 10 л.с. (22 дюйма) / 15 л.с. (26 дюймов), 230/460 В, 3 фазы, 60 циклов, переключатель и проводка в сборе
- Отверстие шпинделя 4,09 дюйма
- Нос шпинделя: D1-8 (22 дюйма) / D1-11 (26 дюймов) Camlock
- 12 скоростей шпинделя (13 – 1200 об/мин)
- Ходовой винт: 4 шага на дюйм (22 дюйма) / 2 шага на дюйм (26 дюймов)
- 10-дюймовый люнет с роликовыми захватами
- 4-сторонняя резцедержатель, компаунд с Т-образным пазом
- Стандарт быстрого хода на 90 C.
 C. и более длинные токарные станки
C. и более длинные токарные станки - Система охлаждающей жидкости с насосом и трубопроводом
- Закаленные и отшлифованные станины и поперечные направляющие
- Поддон для чипа выдвижного ящика (масляный)
- Светодиодный рабочий фонарь
- Полноразмерный брызговик и защита патрона
Дополнительные аксессуары
- 15-дюймовый люнет
- Дополнительный люнет 10 дюймов
- 7-дюймовый упор для упора
- Коническая насадка
- Rapid Traverse на 35″ и 60″ C.C. Токарные станки
- Стопоры каретки
- Лицевая панель 20 дюймов
- Быстросменные стойки и наборы инструментов Aloris
- Цифровой индикатор (DRO) + установка
- 3-х и 4-х кулачковые ручные патроны
- Аксессуары безопасности
| Емкость | HD-22 | HD-26 |
| Качели над кроватью | 22 дюйма | 26 дюймов |
| Поворотный суппорт | 13 дюймов | 17,5″ |
| Качели в зазоре | 31,3 дюйма | 35,1 дюйма |
| Ширина зазора перед лицевой панелью | 10,6 дюйма | 10,6 дюйма |
| Расстояние между центрами | 35 дюймов / 60 дюймов / 90 дюймов / 120 дюймов / 160 дюймов | 35 дюймов / 60 дюймов / 90 дюймов / 120 дюймов / 160 дюймов |
| Ширина кровати | 15,7 дюйма | 15,7 дюйма |
| Высота центра от низа ножек | 42,0 дюйма | 44,3 дюйма |
| Передняя бабка | HD-22 | HD-26 |
| Отверстие шпинделя | 4,09 дюйма | 4,09 дюйма |
| Конус отверстия и центра шпинделя | М. Т. #7 x #5 Т. #7 x #5 | М.Т. #7 x #5 |
| Тип носика шпинделя | Д1-8 | Д1-11 |
| Число оборотов шпинделя | 12 | 12 |
| Скорость шпинделя | 13 – 1200 об/мин | 13 – 1200 об/мин |
| Коробка передач | HD-22 | HD-26 |
| Количество изменений подачи | 16 | 16 |
| Диапазон подач на оборот — продольная | 0,0012–0,039 дюйма | 0,0012–0,039 дюйма |
| Диапазон подачи на оборот — крестовина | 0,0004 – 0,0117 дюйма | 0,0007–0,0188 дюйма |
| Диаметр ходового винта и резьба / дюйм | 1,77 дюйма, 4 витка на дюйм | 1,77″, 2 витка на дюйм |
| Диапазон дюймовой резьбы | 2 – 72 (44) | 1 – 42 (48) |
| Диапазон метрических шагов | 0,2 – 14 (39) | 0,4 – 28 (44) |
| Инструментальная направляющая | HD-22 | HD-26 |
| Максимальный ход соединения | 9,5 дюйма | 9,5 дюйма |
| Максимальный ход поперечного суппорта | 15,8 дюйма | 15,8 дюйма |
| Задняя бабка | HD-22 | HD-26 |
| Ход пиноли задней бабки | 9,8 дюйма | 9,8 дюйма |
| Диаметр пиноли задней бабки | 2,9 дюйма | 2,9 дюйма |
| Конус пиноли задней бабки | М. Т. #5 Т. #5 | М.Т. #5 |
| Двигатель | HD-22 | HD-26 |
| Двигатель главного привода | 10 л.с. | 15 л.с. |
| Двигатель насоса охлаждающей жидкости | 1/8 л.с. | 1/8 л.с. |
| Размеры | HD-22 | HD-26 |
| Площадь пола (Д x Ш x В) | 87 дюймов / 114 дюймов / 146 дюймов / 177 дюймов / 217 дюймов x 47 дюймов x 59 дюймов | 87 дюймов / 114 дюймов / 146 дюймов / 177 дюймов / 217 дюймов x 47 дюймов x 59 дюймов |
| Вес | HD-22 | HD-26 |
| 35 дюймов | 5100 фунтов | 5300 фунтов |
| 60 дюймов | 5300 фунтов | 5500 фунтов |
| 90 дюймов | 6200 фунтов | 6300 фунтов |
| 120 дюймов | 6700 фунтов | 7000 фунтов |
| 160″ | 7000 фунтов | 8000 фунтов |
Традиционные/ручные токарные станки с редуктором с полым шпинделем
Прецизионные токарные станки с редуктором для продажи
Традиционные токарные станки Willis Mammoth серий SK и SE для тяжелых условий эксплуатации чрезвычайно прочны, хорошо сконструированы и надежны. Токарные станки SK и SE имеют прецизионные шлифованные шпиндели, поддерживаемые в трех точках высокоточными подшипниками. Эти токарные станки с полым шпинделем имеют простую конструкцию, не требующую особого обслуживания. Токарные станки с зубчатой головкой Willis Mammoth серий SK и SE имеют большие, широко разнесенные станины и ходовой винт большого диаметра для максимальной жесткости и минимальной вибрации. Эти токарные станки имеют стандартное полое отверстие шпинделя 4⅛ дюйма, а для серии SE предлагается опциональное полое отверстие шпинделя 6 дюймов. Кроме того, на прецизионных токарных станках Willis с зубчатой головкой доступен дополнительный адаптер заднего патрона, специально разработанный для труб и валов большого диаметра, требующих максимальной удерживающей силы, для таких применений, как работы на нефтяных месторождениях, судостроение, производство конвейеров, производство роликов и производство гидравлических цилиндров. .
.
Традиционные токарные станки Willis Mammoth серий SK и SE для тяжелых условий эксплуатации отличаются исключительной прочностью, хорошей сборкой и надежностью. Токарные станки SK и SE имеют прецизионные шлифованные шпиндели, поддерживаемые в трех точках высокоточными подшипниками. Эти токарные станки с полым шпинделем имеют простую конструкцию, не требующую особого обслуживания. Токарные станки с зубчатой головкой Willis Mammoth серий SK и SE имеют большие, широко разнесенные станины и ходовой винт большого диаметра для максимальной жесткости и минимальной вибрации. Эти токарные станки имеют стандартное полое отверстие шпинделя 4⅛ дюйма, а для серии SE предлагается опциональное полое отверстие шпинделя 6 дюймов. Кроме того, на прецизионных токарных станках Willis с зубчатой головкой доступен дополнительный адаптер заднего патрона, специально разработанный для труб и валов большого диаметра, требующих максимальной удерживающей силы, для таких применений, как работы на нефтяных месторождениях, кораблестроение, производство конвейеров, производство роликов и производство гидравлических цилиндров. .
.
SE 32120 Обычный токарный станок
SK 26120 Обычный турнир
SK 2280 Обычный токар
SK 2260 Обычный Furate Lathe
SK 2260.
Стандартный токарный станок с полым шпинделем SK и SE Аксессуары:
- Стандартные токарные станки SK имеют отверстие шпинделя 4 дюйма с креплениями A-2-8.
- Стандартные модели токарных станков SE имеют отверстие шпинделя 6 дюймов с креплениями A-11.
- Все токарные станки с редуктором оснащены станиной с зазором и полностью закрытым универсальным редуктором.
- Эти токарные станки обеспечивают дюймовую, метрическую, модульную и диаметральную резьбу. Также предусмотрена шкала с дюймовой резьбой.
- Автоматические продольные упоры станины также входят в комплект поставки этих металлообрабатывающих станков Токарные станки моделей SK и SE оснащены двухскоростной пинолью задней бабки.
- Дюймовые/метрические циферблаты и градуировка обеспечивают точную и точную обработку.

- Для обеспечения оптимальной безопасности ручной ножной тормоз и регулируемая защита от перегрузок и предохранительная муфта на фартуке и каретке входят в стандартную комплектацию токарных станков Willis с зубчатой головкой. способы.
- Обычные токарные станки Willis имеют ручную/автоматическую систему смазки для салазок токарного станка.
- Система подачи СОЖ позволяет нашим обычным токарным станкам продлевать срок службы инструмента.
- На обычных токарных станках SK и SE также предусмотрена система поворотного переключателя для быстрого и легкого изменения скорости вращения шпинделя.
- Четырехпозиционный резцедержатель для быстрой смены инструмента входит в стандартную комплектацию обычных токарных станков Willis. 12-дюймовый люнет, центральная втулка и 5-метровые мертвые точки входят в комплект поставки токарных станков SK и SE.
- Наши обычные токарные станки с двигателями снабжены ящиком для инструментов, инструментами и ключом для инструментальной стойки.
