Токарный станок 16б05п технические характеристики – 16Б05П Станок токарно-винторезный повышенной точности схемы, описание, характеристики
alexxlab | 01.10.2019 | 0 | Токарный
16Б05А Станок токарно-винторезный особо высокой точности схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 16Б05А
Производителем токарно-винторезного станка 16Б05А был Одесский станкостроительный завод.
Станки, выпускаемые Одесским станкостроительным заводом
Обозначение токарного станка
16Б05А токарно-винторезный станок особо высокой точности. Назначение, область применения
Токарно-винторезный станок особо высокой точности модели 16Б05А с наибольшим диаметром обработки над станиной 250мм, предназначен для выполнения различных токарных работ высокой точности, выполняемых в центрах, цанге, патроне и планшайбе, а также для нарезания метрических, дюймовых и модульных резьб.
Станок модели 16Б05A обеспечивает качество обрабатываемой поверхности и точности работы (точность размеров и геометрических форм) высокого класса.
Применяется на предприятиях приборостроительной, радиотехнической, инструментальной промышленности и точного машиностроения.
Основные конструктивные особенности. Установка вариатора на специальной плите, не имеющей контакта с тумбой, а также независимая подвеска фартука станка обеспечивают снижение уровня вибрации при обработке и повышают качество обрабатываемой поверхности.
Коробка подач обеспечивает возможность нарезания большого количества метрических, модульных резьб и получения широкого диапазона продольных и поперечных подач без смены шестерен гитары. Шпиндель установлен в оригинальных радиальных и упорных гидростатических подшипниках, что в сочетании с жесткой конструкцией станка позволяет производить уникальную по точности токарную обработку.
Станок предназначен для использования в климатических условиях УХЛ4.1 по ГОСТ 15150-69.
В автоматическую линию не встраивается.
Класс точности станка — А по ГОСТ 8—82Е (особо высокой точности).
Разработчик — Одесское СКБ специальных станков.
Изготовитель – Одесский станкостроительный завод.
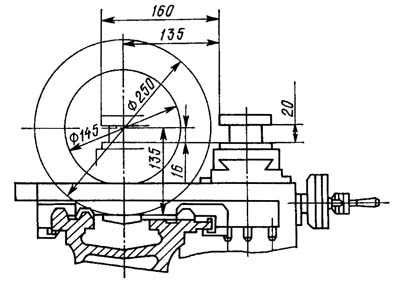
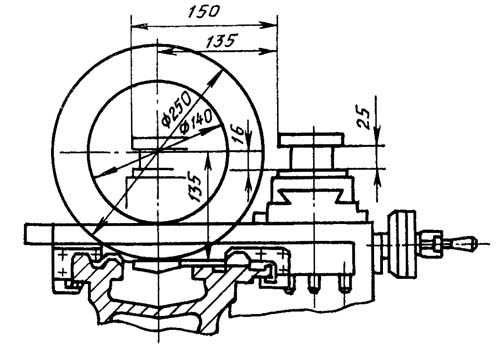
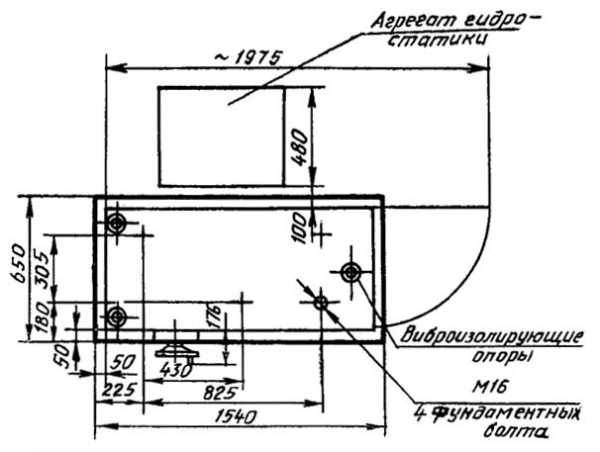
16Б05А Габаритные размеры рабочего пространства токарно-винторезного станка
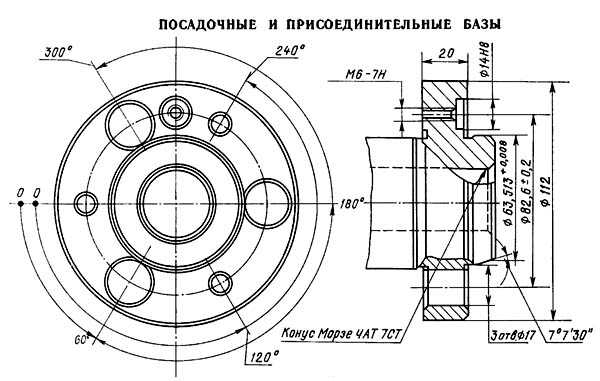
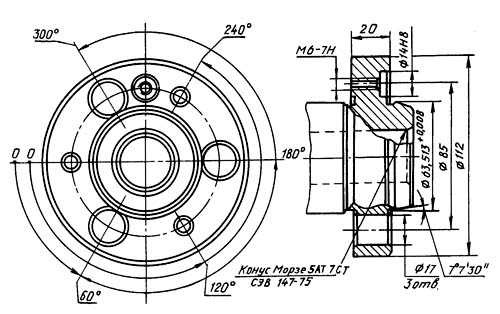
16Б05А Посадочные и присоединительные базы токарно-винторезного станка
16Б05А Общий вид токарно-винторезного станка

16Б05А Расположение составных частей токарно-винторезного станка
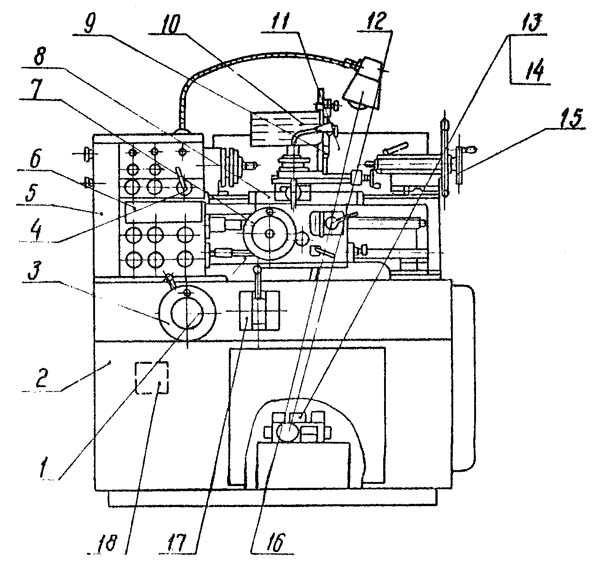
Перечень составных частей токарно-винторезного станка 16Б05А
- Станина – 16Б05А.111.000
- Тумба – 16Б05А.121.000
- Вариатор – 16Б05А.212.000
- Бабка передняя – 16Б05А.221.000
- Гитара – 16Б05А.311.000
- Коробка подач – 16Б05А.321.000
- Фартук – 16Б05А.331.000
- Суппорт – 16Б05А.343.000
- Охлаждение – 16Б04А.511.000
- Ограждение – 16Б04А.611.000
- Щит – 16Б05А.621.000
- Агрегат гидростатики – 16Б04А.071.000
- Установка насосная СОЖ – 16Б04А.714.000
- Гидрокоммуникация – 16Б04А.721.000
- Бабка задняя – 16Б05А.231.000
- Электрооборудование – 16Б04А.811.000
- Блок управления и контроля – 16Б04А.715.000
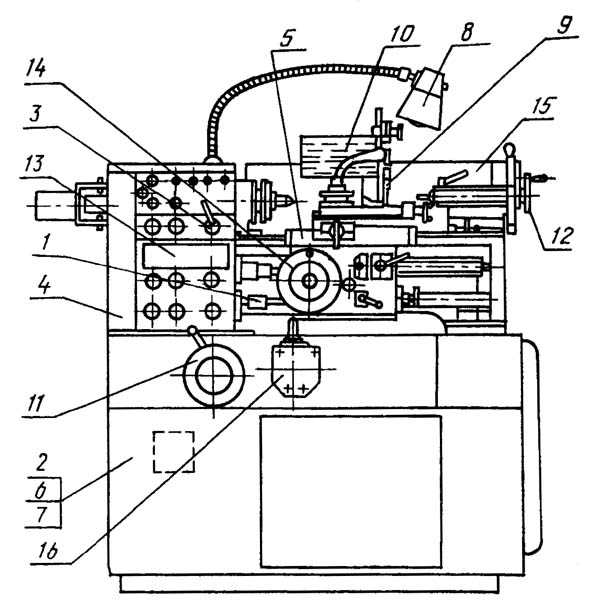
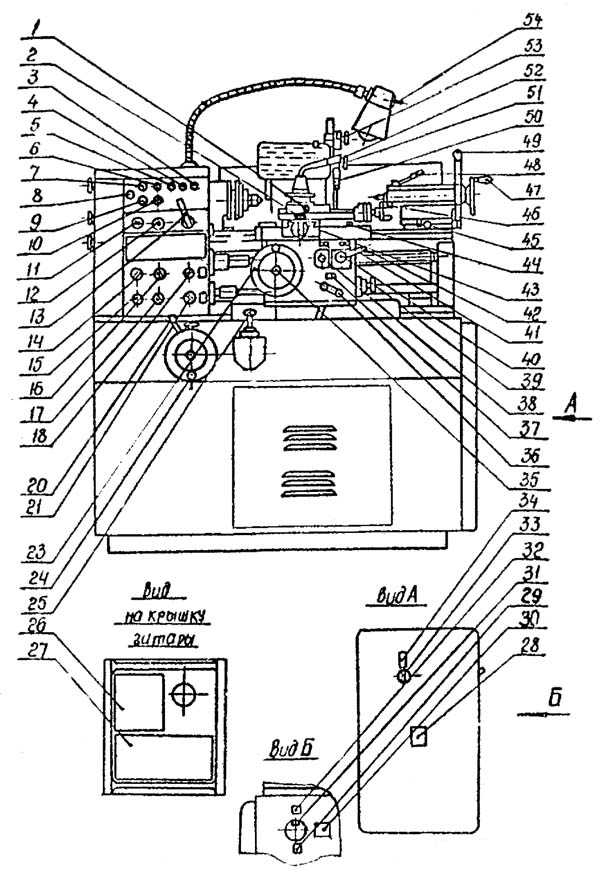
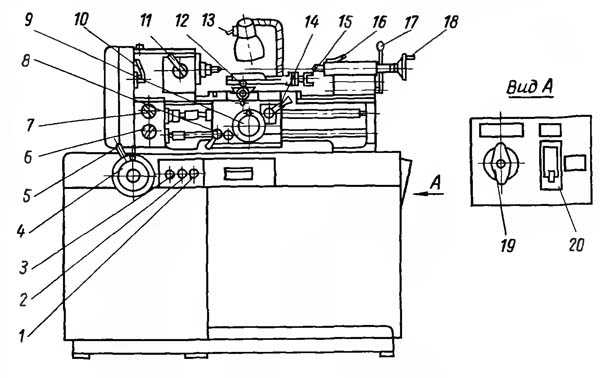
16Б05А Расположение органов управления токарно-винторезным станком
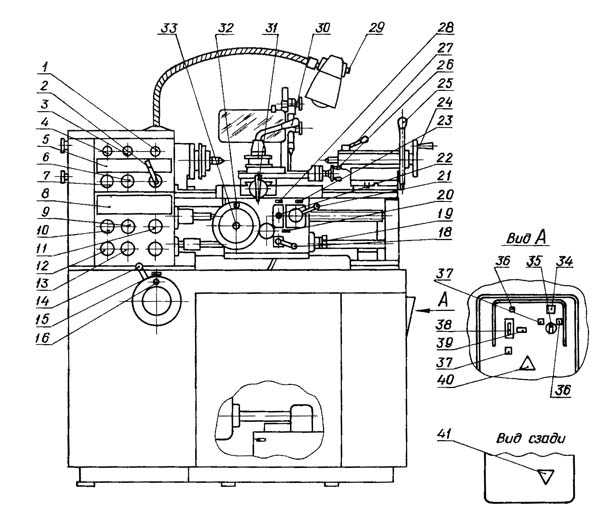
Перечень органов управления токарно-винторезным станком 16Б05А
- 1. Кнопка «Стоп» и торможения шпинделя
- 2. Рукоятка перебора скоростей
- 3. Кнопка «Пуск» прямого вращения шпинделя
- 4. Кнопка «Пуск» обратного вращения шпинделя
- 6. Рукоятка звена увеличения шага резьбы
- 7. Рукоятка реверса привода подачи
- 9. Рукоятка переключения подач и резьб
- 10. Рукоятка переключения подач и резьб
- 11. Рукоятка включения ходового винта или ходового валика
- 12Рукоятка переключения подач и резьб
- 13. Рукоятка переключения подач и резьб
- 14Рукоятка переключения скоростей вариатора
- 16. Маховичок изменения чисел оборотов шпинделя
- 18. Рукоятка включения предохранительного устройства фартука
- 19. Маховичок настройки величины тягового усилия
- 21Рукоятка включения маточной гайки
- 22. Кнопка переключения продольной и поперечной подачи суппорта
- 24. Маховичок перемещения пиноли задней бабки
- 25. Рукоятка зажима задней бабки
- 26. Рукоятка перемещения верхней каретки
- 27. Рукоятка зажима пиноли задней бабки
- 29. Выключатель освещения
- 30. Рукоятка зажима резцедержателя
- 31Рукоятка ручного поперечного перемещения
- 32. Маховичок ручного продольного перемещения
- 33. Кнопка включения маховичка и лимба продольной подачи
- 35. Выключатель охлаждения
- 38. Вводной автомат
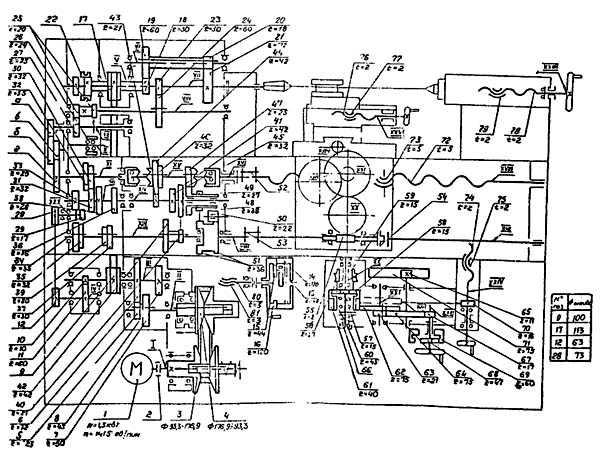
16Б05А Кинематическая схема токарно-винторезного станка и схема расположения подшипников
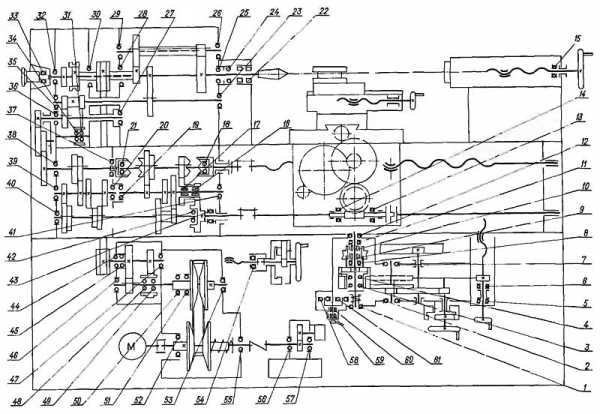
Схема кинематическая токарно-винторезного станка 16Б05А. Скачать в увеличенном масштабе
Кинематическая схема станка позволяет осуществлять следующие операции:
- главное движение — вращение шпинделя
- движение подачи — перемещение резца
- вращение насоса смазки
16Б05А Вариатор токарно-винторезного станка
Вариатор (бесступенчатая коробка скоростей)
Вариатор состоит из собственно вариатора и двухступенчатой коробки скоростей (коробки переключения диапазонов).
Первый (ведущий) вал 2 вариатора приводится во вращение фланцевым электродвигателем через зубчатую полумуфту. Вторая половина муфты выполнена заодно с валом 2, на котором установлены неподвижный (в осевом направлении) диск 4 и подпружиненный скользящий диск 3, образующие ведущий шкив вариатора. От этого шкива вращение посредством широкого клинового ремня передается валу 7 через ведомый шкив вариатора, состоящий из неподвижного диска 5 и управляемого скользящего диска 6.
Кроме ведомого шкива, на валу 7 расположены зубчатые колеса 8 и 9. Зубчатое колесо 9 снабжено наружным и внутренним зубчатым венцом полумуфтой. Зубчатое колесо 8, перемещаясь по шлицам вдоль вала 7, переключает диапазоны скоростей выходного вала вариатора. На этом валу посажен ведущий шкив клиноременной передачи, связывающей вариатор с передней бабкой. Для натяжения передачи корпус 11 коробки скоростей вариатора может поворачиваться на стакане 10, закрепленном на корпусе 1 вариатора. Поворот корпуса 11 производится при помощи стяжной гайки 21, после чего корпус закрепляется винтами на стакане 10.
Механизм управления вариатором и коробкой скоростей расположен сверху на корпусе вариатора. Маховичок 12 управляет перемещением скользящего диска 6, рукоятка 16 служит для переключения шестерен в коробке скоростей. Планетарная передача 20—19—18—17 связывает маховичок 12 с диском 13, на котором установлено кольцо 14 с лимбом 15. На лимбе нанесены две шкалы скорости вращения шпинделя, одна — для прямого включения шпинделя, вторая — для включения шпинделя через перебор.
Для отсчета показаний шкал служат две пары указательных штрихов, нанесенных на прозрачном щитке, расположенном над лимбом. При переключении скоростей вариатора щиток перемещается вместе с рукояткой 16. Для отсчета следует пользоваться той парой указательных штрихов, которая в данный момент находится в верхнем положении.
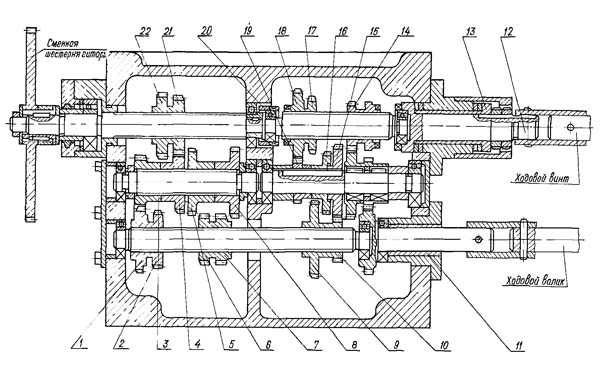
16Б05А Шпиндельная бабка токарно-винторезного станка
В корпусе передней бабки собраны:
- шпиндель
- перебор
- привод резьб и подач с трензелем
- механизм управления
Приемный шкив 8 передней бабки установлен на втулке 11, соосной со шпинделем 4. Слева от шкива расположена муфта 10 прямого включения шпинделя, справа — зубчатые колеса перебора 2, 6, 7,11.
Шпиндель станка вращается в прецизионных подшипниках качения.
В передней опоре шпинделя установлены роликовый двухрядный подшипник и два шариковых радиально-упорных, в задней — шариковый радиальный подшипник.
Задняя опора шпинделя и левая опора втулки 11 шкива 8 расположены в стакане 9. При замене приводных ремней этот стакан нужно снимать.
Передаточное отношение перебора передней бабки равно 1/8 Управление перебором 6, 7 и муфтой 10 прямого включения осуществляется одной рукояткой. Рядом с шестерней перебора 11 на шпинделе 4 расположено зубчатое колесо 3 привода резьб и подач. Зубчатое колесо 1, расположенное на первом валу 12 привода резьб и подач, может соединяться либо с зубчатым колесом перебора 11, либо с зубчатым колесом 3, сидящим на шпинделе. Это дает возможность при включенном переборе получить увеличение шага резьб
Изменение направления подачи или нарезаемой резьбы осуществляется трензелем, состоящим из двойного зубчатого колеса 13, скользящего зубчатого колеса 15 и паразитного колеса 16. Колеса 15 посажено на шлицы выходного вала 14, на конец которого надевается одно из сменных колес гитары.
Рукоятки управления механизмами передней бабки расположены на передней стенке бабки. Спереди к корпусу бабки 5 прикреплен литой кожух, в котором установлены кнопки управления главным электродвигателем.
Смазка механизмов передней бабки — централизованная, от смазочного агрегата.
16Б05А Коробка подач токарно-винторезного станка
Коробка подач станка (рис. 12) в сочетании с гитарой позволяет устанавливать требуемые передаточные отношения для нарезания резьб с различным шагом и получения различных продольных и поперечных подач.
В коробке подач имеются следующие механизмы:
- Механизм основного ряда (зубчатые колеса 3, 4, 1, 2, 5, 8, 6, 7)
- Механизм множительный (зубчатые колеса 9, 10, 19, 15, 16, 17, 18)
- Механизм смещения ряда (зубчатые колеса 21, 22, 3, 4)
- Механизм переключения передачи движения на ходовой валик или на ходовой винт (полумуфта 14)
- Механизм прямого включения ходового винта (полумуфты 12, 14, 18, 20)
- Механизм переключения (на рисунке не показаны)
Механизм основного ряда дает возможность получить четыре передаточных отношения, пропорциональные четырем шагам метрических или модульных резьб.
Умножая эти передаточные отношения на передаточные отношения множительного механизма (1/4, 1/2, 1, 2) и на передаточные отношения механизма смещения ряда (1,1 1/4), можно нарезать метрические и модульные резьбы при постоянной настройке гитары.
Механизмы переключения расположены на плите под крышкой коробки подач. Рукоятки переключения находятся на крышке спереди.
Возможности токарно-винторезных станков

На фотографии показан стальной шар, полностью изготовленный на токарном станке.
Из цельной заготовки с помощью набора инструментов возможно выточить шар в шаре, куб в кубе в кубе и в кубе
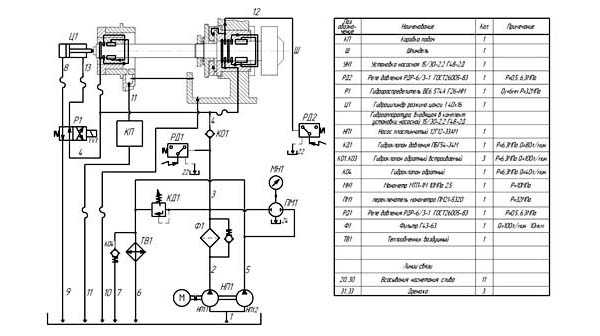
16Б05А Схема электрическая токарно-винторезного станка

Основные технические характеристики станка 16Б05А
| Наименование параметра | 16М05А | 16Б05А |
|---|---|---|
| Основные параметры станка | ||
| Класс точности | А | А |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 270 | |
| Наибольший диаметр заготовки устанавливаемой над суппортом, мм | 139 | 145 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 500 | 500 |
| Высота центров над плоскими направляющими станины, мм | 135 | 135 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 135 | 135 |
| Диаметр заготовки, устанавливаемой в патроне, мм | 5..160 | |
| Диаметр заготовки, устанавливаемой в цанге, мм | 4..28 | |
| Диаметр заготовки, устанавливаемой в люнете, мм | 5..50 | |
| Показатели точности обработки образцов: круглость, мкм | 1,2 | |
| Показатели шероховатости обработки образцов цветных металлов, мкм | 0,04 | |
| Показатели шероховатости обработки образцов стали, мкм | 0,63 | |
| Коэффициент повышения производительности по сравнению со станком модели 16Б05А | 1,2 | |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 32 | 26,5 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 26 | |
| Центр шпинделя по ГОСТ 13214-67 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4К | 4К |
| Число ступеней частот прямого вращения шпинделя | б/с регулирование | б/с регулирование |
| Частота прямого вращения шпинделя, об/мин | 25..2500 | 25..2500 |
| Торможение шпинделя | есть | есть |
| Блокировка рукояток | ||
| Суппорт. Подачи | ||
| Наибольшее продольное перемещение суппорта, мм | 520 | 520 |
| Наибольшее поперечное перемещение суппорта, мм | 160 | 160 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,02 | 0,02 |
| Количество подач суппорта продольных | 28 | 28 |
| Количество подач суппорта поперечных | 28 | 28 |
| Пределы подач суппорта продольных (в скобках – при использовании звена увеличения шага), мм/об | 0,01..0,35 (0,01..2,8) | 0,01..0,35 (0,01..2,8) |
| Пределы подач суппорта поперечных (в скобках – при использовании звена увеличения шага), мм/об | 0,005..0,175 (0,005..1,4) | 0,005..0,175 (0,005..1,4) |
| Шаги нарезаемых метрических резьб, мм | 0,2..28 | 0,2..28 |
| Шаги нарезаемых модульных резьб, мод | 0,1..14 | 0,1..14 |
| Шаги нарезаемых дюймовых резьб, ниток на дюйм | 5..96 | 5..96 |
| Скорость быстрых перемещений, мм/мин | нет | нет |
| Резцовые салазки | ||
| Наибольшая длина перемещения резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 | 0,02 |
| Наибольший угол поворота резцовых салазок, град | ±45° | ±45° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 16 х 16 | 16 х 16 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 16 | 16 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли, мм | ||
| Конус отверстия пиноли задней бабки по ГОСТ 2847-67 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли, мм | 85 | 85 |
| Перемещение пиноли на одно деление лимба, мм | 0,02 | 0,02 |
| Перемещение пиноли на одно линейки, мм | 1 | 1 |
| Величина поперечного смещения корпуса бабки, мм | ±10 | ±10 |
| Электрооборудование | ||
| Количество электродвигателей, установленных на станке | 3 | 3 |
| Электродвигатель главного привода, кВт | 1,5 | 1,5 |
| Электродвигатель насоса гидростанции, кВт | 2,2 | 0,75 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, установленных на станке, кВт | 3,82 | 2,37 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 1550 х 1350 х 1400 | 1530 х 910 х 1385 |
| Масса станка, кг | 1400 | 1365 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
stanki-katalog.ru
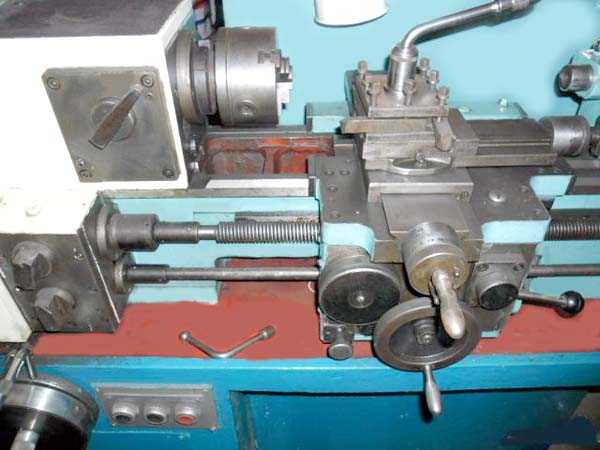
Купил кота в мешке, оказался 16Б05П – Токарные 16Б04, 16Б05, 16У03, КП-69, ОТ-5 и клоны.
Давно искал станок в гараж, так как возможностей станка “Универсал-2” не хватает очень давно, а возможность купить и поставить тяжелый станок появилась вот только сейчас. Искал станок класса “ижей” 1и611п – РМЦ от 500, диаметр обточки – от 250, но сильно большого “крокодила” не хотелось. Понравился венгерский E3N-01 с РМЦ 750, но до этого станка я так и не доехал, да и цену продавец загнул приличную.
Когда я увидел на Авито объявление о продаже станка, который стоял “мордой” к стенке, я сначала принял его за E3N, о чем радостно и сообщил продавцу. В ответ услышал, что станок – отечественный, особо точный и название его неизветстно вообще. Мне стало любопытно и я решил съездить, глянуть на станок.
Когда я увидел станок, мне он понравился. Ну, просто вот понравился, так бывает. Свежий, не заезженный станочек. Еще понравилось то, что со станком отдавали оснастку – развертки, метчики, плашки, резцы и еще что-то. Когда я увидел, ЧТО отдают со станком, я понял, что просто нужно его хватать, пока его не перехватили. Я не мог отдать эту кучу инструмента. Я до сих пор помню, как заказывалс инструмент по одной штучке с разных городов нашей Родины, но с этим станком, стоявшем на опытном производстве, шло очень уж много инструмента. Наверное, как у Виталия107 – можно инструментом увешать весь потолок, если вешать только сверла и развертки поштучно. Плюс одних плашек – пару ведер. Я назвал цену, продавца она устроила, ударили по рукам. Съездил, снял деньги, нашел с помощью хозяина манипулятор, уговорил поработать на ночь глядя и вывезти инструмент из города в Подмосковье, погрузили станок (1 тонна по паспорту) и инструмент (полтонны по ощущениям) в кузов манипулятора, привезли в мой город, выгрузили и в два часа ночи я был дома.
Съездил, посмотрел станок, блин 🙂
Станок оказался кировоканским 16Б05П. точность подач – 0,02 (“П”), подшипники – роликовые и шариковые (без маслостанции высокого давления, которая нужна для станка с индексом “А”). В общем, после “Универсала-2” станок похож на “Боинг” рядом с “Жигулями”. Резцедержки – нет, есть только пара сменных модулей от резцедержки типа 200-100, или как они там называются. Шестеренок нет.
Еще нет штурвала выбора скорости вариатора и скорости двигателя. Может кто-нибудь подсказать, где такой можно купить или подскажет размеры штурвала? Может, я сам сделаю штурвал. Еще – погнута ручка поперечной подачи.
Еще я бы с удовольствием пересекся с владельцем подобного станка – поучиться правильно включать подачи и прочее – ручек реально много.
Изменено пользователем hofwww.chipmaker.ru
Станок токарно-винторезный 16Б05П. | Станочный Мир
Если Вам необходимо купить Станок токарно-винторезный 16Б05П. звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный 16Б05П. звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
16М05А Станок токарно-винторезный особо высокой точности схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 16М05А
Производителем токарно-винторезного станка 16М05А был Одесский станкостроительный завод.
Станки, выпускаемые Одесским станкостроительным заводом
Обозначение токарного станка
1 – токарный станок (номер группы по классификации ЭНИМС)
6 – номер подгруппы (1, 2, 3, 4, 5, 6, 7, 8, 9) по классификации ЭНИМС (6 – токарно-винторезный)
М – поколение станка (А, Б, В, Д, К, Л, М, Р) или обозначение завода – производителя
05 – высота центров над станиной
Буквы в конце обозначения модели:
Г – исполнение станка с выемкой в станине
К – исполнение станка с гидрокопировальным устройством
М – исполнение станка для серийного производства с гидрокопировальным устройством
П – исполнение станка с повышенной точностью по ГОСТ 8-82
В – исполнение станка с высокой точностью по ГОСТ 8-82
Ф1 – исполнение станка с устройством цифровой индикации УЦИ
Ф3 – исполнение станка с системой ЧПУ
16М05А токарно-винторезный станок особо высокой точности. Назначение, область применения
Токарно-винторезный станок особо высокой точности модели 16М05А с наибольшим диаметром обработки над станиной 250мм, предназначен для выполнения различных токарных работ высокой точности, выполняемых в центрах, цанге, патроне и планшайбе, а также для нарезания метрических, дюймовых и модульных резьб.
Станок токарный модели 16М05A обеспечивает качество обрабатываемой поверхности и точности работы (точность размеров и геометрических форм) высокого класса.
Применяется на предприятиях приборостроительной, радиотехнической, инструментальной промышленности и точного машиностроения.
Токарно-винторезный станок особо высокой точности изготовлен на базе токарно-винторезного станка повышенной точности 16Б04П.
Основные конструктивные особенности. Установка вариатора на специальной плите, не имеющей контакта с тумбой, а также независимая подвеска фартука станка обеспечивают снижение уровня вибрации при обработке и повышают качество обрабатываемой поверхности.
Коробка подач обеспечивает возможность нарезания большого количества метрических, модульных резьб и получения широкого диапазона продольных и поперечных подач без смены шестерен гитары. Шпиндель установлен в оригинальных радиальных и упорных гидростатических подшипниках, что в сочетании с жесткой конструкцией станка позволяет производить уникальную по точности токарную обработку.
Станок предназначен для использования в климатических условиях УХЛ4.1 по ГОСТ 15150-69.
В автоматическую линию не встраивается.
Класс точности станка — А по ГОСТ 8—82Е (особо высокой точности).
Разработчик — Одесское СКБ специальных станков.
Изготовитель – Одесский станкостроительный завод.
16М05А Габаритные размеры рабочего пространства токарно-винторезного станка
Габаритные размеры рабочего пространства токарного станка 16м05а
16М05А Посадочные и присоединительные базы токарно-винторезного станка. Шпиндель
Посадочные и присоединительные базы токарного станка 16м05а
16М05А Общий вид токарно-винторезного станка

Фото токарно-винторезного станка 16м05а
16М05А Расположение составных частей токарно-винторезного станка
Расположение составных частей токарно-винторезного станка 16м05а
Перечень составных частей токарно-винторезного станка 16М05А
- Станина – 16M05A.111.000
- Тумба – 16M05A.121.000
- Бабка передняя – 16M05A .221.000
- Гитара – 16M05A.311.000
- Суппорт – 16М05А.341.000
- Агрегат гидростатики – 16М05A.071.000
- Гидрокоммуникация – 16M05A.721.000
- Электрооборудование станка – 16М05А.811.000
- Охлаждение – 16Б04П.511.000
- Ограждение – 16Б04П.611.000
- Вариатор – 16Б05А.212.000
- Бабка задняя – 16Б05А.231.000
- Коробка подач – 16Б05А.321.000
- Фартук – 16Б03А.331.000
- Щит* – 16Б05А.621.000
- Переключатель – 16Б05А.822.000
16М05А Расположение органов управления токарно-винторезным станком
Расположение органов управления токарно-винторезным станком 16м05а
Перечень органов управления токарно-винторезным станком 16М05А
- 1. Винт зажима верхней каретки
- 2. Винт зажима поворотной части суппорта
- 3. Лампа сигнальная “Фильтр засорен”
- 4. Лампа сигнальная “Осевая перегрузка шпинделя”
- 5. Лампа сигнальная “Гидростатика включена”
- 6. Лампа сигнальная “Сеть”
- 7. Кнопка “Пуск гидростатики”
- 8. Кнопка “Всё стоп”
- 9. Кнопка “Разжим цанги”
- 10. Кнопка “Зажим цанги”
- 11. Рукоятка реверса подачи и резьбы
- 12. Рукоятка звена увеличения шага резьбы
- 13. Рукоятка переключения перебора
- 14. Рукоятка переключения подач и резьб
- 15. Рукоятка переключения подач и резьб
- 16. Рукоятка переключения подач и резьб
- 17. Рукоятка переключения подач и резьб
- 18. Рукоятка включения ходового винта или валика
- 20. Рукоятка управления вариатором
- 21. Рукоятка реверса чистовых подач
- 23. Маховик ручного продольного перемещения суппорта
- 24. Маховичок изменения частоты вращения шпинделя
- 25. Рукоятка включения прямого, обратного вращения шпинделя и торможения
- 31. Рукоятка включения и выключения сети
- 33. Переключатель охлаждения
- 35. Кнопка включения маховичка и лимба продольной подачи
- 36. Рукоятка включения предохранительного устройства
- 38. Кнопка переключения продольной и поперечной подач суппорта
- 39. Рукоятка настройки тягового усилия
- 42. Рукоятка включения маточной гайки
- 43. Рукоятка ручного поперечного перемещения
- 44. Винт зажима суппорта на станине
- 45. Винт поперечного смещения задней бабки
- 46. Рукоятка перемещения верхней каретки
- 47. Маховичок перемещения пиноли задней бабки
- 48. Рукоятка зажима пиноли задней бабки
- 49. Рукоятка зажима задней бабки
- 50. Кран подачи охлаждающей жидкости
- 51. Рукоятка зажима трубы охлаждения
- 52. Рукоятка зажима резцедержателя
- 53. Рукоятке зажима клеммы ограждения
- 54. Выключатель освещения
16М05А Кинематическая схема токарно-винторезного станка
Кинематическая схема токарно-винторезного станка 16м05а
Схема кинематическая токарно-винторезного станка 16М05А. Смотреть в увеличенном масштабе
Кинематическая схема станка позволяет осуществлять следующие операции:
- вращение шпинделя – привод главного движения
- перемещение резца – привод резьб и нормальных подач, привод тонких подач
- вращение насоса смазки
Привод главного движения
Электродвигатель 1 при помощи муфты 2 вращает вал 1 с ведущим шкивом вариатора 3. Вращение от ведущего шкива ведомому 4 передаётся широким клиновым ремнем. Изменение частоты вращения ведомого вала II обеспечивается изменением рабочих диаметров шкивов вариатора при перемещении управляемой части ведомого шкива и соответствующего перемещения подпружиненной части ведущего шкива.
Вращение валу III, шкиву 9 передается при помощи зубчатого блока 5, 7 и зубчатых колёс 6, 8. Шкив 9 соединён со шкивом 17 клиновыми ремнями. Вращение от втулки V передаётся шпинделю VII либо непосредственно при включении муфты 22, либо через перебор, состоящий из зубчатого колеса 18, соединенного со втулкой V зубчатых колёс 19, 20, установленных на валу VI, зубчатого колеса 21, установленного на шпинделе.
Привод резьб и нормальных подач
При нарезании резьб вращение от шпинделя VII передаётся на вал VIII при помощи зубчатых колёс 23, 24 либо, при включённом переборе (зубчатые колёса 18, 19, 20, 21), при помощи зубчатых колёс 18,24.
Вал IX получает вращение в прямом направлении при помощи зубчатых колёс 25, 27, в обратном направлении при помощи зубчатых колёс 25, 26, 27. Сменные шестерни гитары а, б, в, г передают вращение валу XI коробки подач. Коробка подач содержит следующие механизмы:
- механизм смещения ряда зубчатых колес 30, 31, 32, 33
- механизм основного ряда – зубчатые колёса 33, 34, 31, 35, 36, 37, 38, 39
- множительный механизм – зубчатые колёса 40, 42, 43,45, 51, 44, 46
После указанных механизмов, вращение передаётся либо ходовому винту 81 для нарезания резьб при отключении кулачковой муфты на зубчатом колесе 47 и на валу ХVI, либо ходовому валику XIX при помощи зубчатых колёс 47, 48, 49, 51.
От ходового валика вращение при помощи муфты 54 передается червяку 55 фартука станка. Далее вращение при помощи червячного колеса 56, планетарного редуктора, состоящего из зубчатых колёс 57, 58, 59, 60 и зубчатых колёс 61, 62 передаётся валу XXI. От вала XXI вращение передаётся либо реечной шестерне 65 при помощи зубчатых колёс 63,64 (продольное перемещение резца), либо винту 83 при помощи зубчатых колёс 62, 70 (поперечное перемещение резца)
Привод тонких (чистовых) подач
Вращение механизма коробки подач передаётся от вала III вариатора при помощи зубчатых колёс 10, 11, клиноременной передачи, шкивы 12, 28, на вал ХХV коробки подач и далее зубчатое колесо 28 передает вращение зубчатому колесу 33 механизма изменения шага коробки подач.
Изменение направления продольной или поперечной подачи обеспечивается передачей вращения ходовому валу XIX от вала ХV коробки подач через трензель, состоящий из зубчатых колёс 49, 50, 51 при переключении зубчатого колеса 49.
Планетарный механизм
Зубчатые колеса 13, 14, 15, 16 образуют планетарный механизм, обеспечивающий при перенастройке частоты вращения вариатора поворот шкалы отсчёта частот вращения шпинделя.
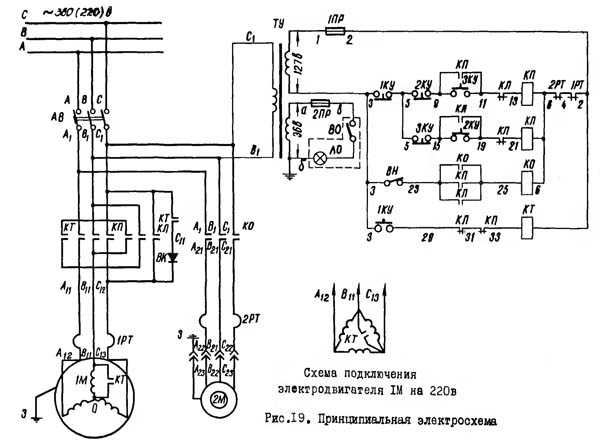
Схема электрическая принципиальная токарно-винторезного станка 16М05А

Электрическая схема токарно-винторезного станка 16м05а
Схема электрическая принципиальная токарно-винторезного станка 16М05А. Смотреть в увеличенном масштабе
Схема гидравлическая принципиальная токарно-винторезного станка 16М05А
Гидравлическая схема токарно-винторезного станка 16м05а
Схема гидравлическая принципиальная токарно-винторезного станка 16М05А. Смотреть в увеличенном масштабе
Возможности токарно-винторезных станков
Возможности токарно-винторезного станка 16м05а
На фотографии показан стальной шар, полностью изготовленный на токарном станке.
Из цельной заготовки с помощью набора инструментов возможно выточить шар в шаре, куб в кубе в кубе и в кубе, куб в додекаэдре, который в свою очередь в шаре, кольцо в кольце.
16М05А установочный чертеж токарно-винторезного станка
Установочный чертеж токарно-винторезного станка 16м05а
16М05А Станок токарно-винторезный особо высокой точности универсальный. Видеоролик.
Основные технические характеристики станка 16М05А
| Наименование параметра | 16М05А | 16Б05А |
|---|---|---|
| Основные параметры станка | ||
| Класс точности | А | А |
| Наибольший диаметр заготовки обрабатываемой над станиной, мм | 250 | 250 |
| Наибольший диаметр заготовки устанавливаемой над станиной, мм | 270 | |
| Наибольший диаметр заготовки устанавливаемой над суппортом, мм | 139 | 145 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 500 | 500 |
| Высота центров над плоскими направляющими станины, мм | 135 | 135 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 135 | 135 |
| Диаметр заготовки, устанавливаемой в патроне, мм | 5..160 | |
| Диаметр заготовки, устанавливаемой в цанге, мм | 4..28 | |
| Диаметр заготовки, устанавливаемой в люнете, мм | 5..50 | |
| Показатели точности обработки образцов: круглость, мкм | 1,2 | |
| Показатели шероховатости обработки образцов цветных металлов, мкм | 0,04 | |
| Показатели шероховатости обработки образцов стали, мкм | 0,63 | |
| Коэффициент повышения производительности по сравнению со станком модели 16Б05А | 1,2 | |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 32 | 26,5 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 26 | |
| Центр шпинделя по ГОСТ 13214-67 | Морзе 5 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4К | 4К |
| Число ступеней частот прямого вращения шпинделя | б/с регулирование | б/с регулирование |
| Частота прямого вращения шпинделя, об/мин | 25..2500 | 25..2500 |
| Торможение шпинделя | есть | есть |
| Блокировка рукояток | ||
| Суппорт. Подачи | ||
| Наибольшее продольное перемещение суппорта, мм | 520 | 520 |
| Наибольшее поперечное перемещение суппорта, мм | 160 | 160 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,02 | 0,02 |
| Количество подач суппорта продольных | 28 | 28 |
| Количество подач суппорта поперечных | 28 | 28 |
| Пределы подач суппорта продольных (в скобках – при использовании звена увеличения шага), мм/об | 0,01..0,35 (0,01..2,8) | 0,01..0,35 (0,01..2,8) |
| Пределы подач суппорта поперечных (в скобках – при использовании звена увеличения шага), мм/об | 0,005..0,175 (0,005..1,4) | 0,005..0,175 (0,005..1,4) |
| Шаги нарезаемых метрических резьб, мм | 0,2..28 | 0,2..28 |
| Шаги нарезаемых модульных резьб, мод | 0,1..14 | 0,1..14 |
| Шаги нарезаемых дюймовых резьб, ниток на дюйм | 5..96 | 5..96 |
| Скорость быстрых перемещений, мм/мин | нет | нет |
| Резцовые салазки | ||
| Наибольшая длина перемещения резцовых салазок, мм | 150 | 150 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 | 0,02 |
| Наибольший угол поворота резцовых салазок, град | ±45° | ±45° |
| Цена деления шкалы поворота резцовых салазок, град | 1° | 1° |
| Наибольшее сечение державки резца, мм | 16 х 16 | 16 х 16 |
| Высота от опорной поверхности резца до оси центров (высота резца), мм | 16 | 16 |
| Число резцов в резцовой головке | 4 | 4 |
| Задняя бабка | ||
| Диаметр пиноли, мм | ||
| Конус отверстия пиноли задней бабки по ГОСТ 2847-67 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли, мм | 85 | 85 |
| Перемещение пиноли на одно деление лимба, мм | 0,02 | 0,02 |
| Перемещение пиноли на одно линейки, мм | 1 | 1 |
| Величина поперечного смещения корпуса бабки, мм | ±10 | ±10 |
| Электрооборудование | ||
| Количество электродвигателей, установленных на станке | 3 | 3 |
| Электродвигатель главного привода, кВт | 1,5 | 1,5 |
| Электродвигатель насоса гидростанции, кВт | 2,2 | 0,75 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 |
| Суммарная мощность электродвигателей, установленных на станке, кВт | 3,82 | 2,37 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 1550 х 1350 х 1400 | 1530 х 910 х 1385 |
| Масса станка, кг | 1400 | 1365 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
stanki-katalog.ru
16У03П Станок токарно-винторезный повышенной точности схемы, описание, характеристики
Сведения о производителе токарного настольного станка 16у03п
Токарно-винторезный станок 16У03П выпускался в СССР предприятием Кироваканский завод прецизионных станков г. Кировокан (сегодня г. Ванадзор), Армения.
Основным назначением станка было обучение токарному делу в школах, профтехучилищах, техникумах, широко используются в лабораториях, учебных и ремонтных мастерских.
Станки, выпускаемые Кироваканским заводом прецизионных станков
16У03П токарно-винторезный станок повышенной точности. Назначение, область применения
Токарно-винторезные станки повышенной точности моделей 16У03П предназначены для выполнения различных токарных работ в центрах, в цанге, в патроне, для нарезания метрических, модульных и дюймовых резьб.
Станок 16У03П является универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения.
16У03П Габаритные размеры рабочего пространства станка
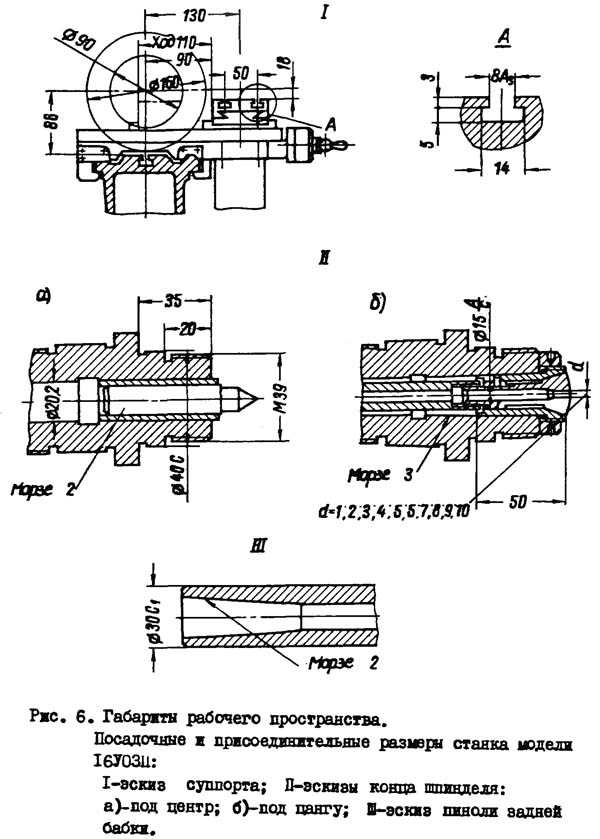
I – эскиз суппорта станка 16У03П
II – эскизы конца шпинделя
- а) эскиз конца шпинделя под центр
- б) эскиз конца шпинделя под цангу
III – эскиз пиноли задней бабки
16У03П Общий вид токарно-винторезного станка

16У03П Расположение составных частей токарно-винторезного станка
Спецификация составных частей токарно-винторезного станка 16У03П
- Вариатор
- Коробка подач
- Гитара
- Передняя бабка
- Кожух
- Суппорт
- Задняя бабка
- Станина
- Система охлаждения
- Фартук
- Электрооборудование
- Тумба
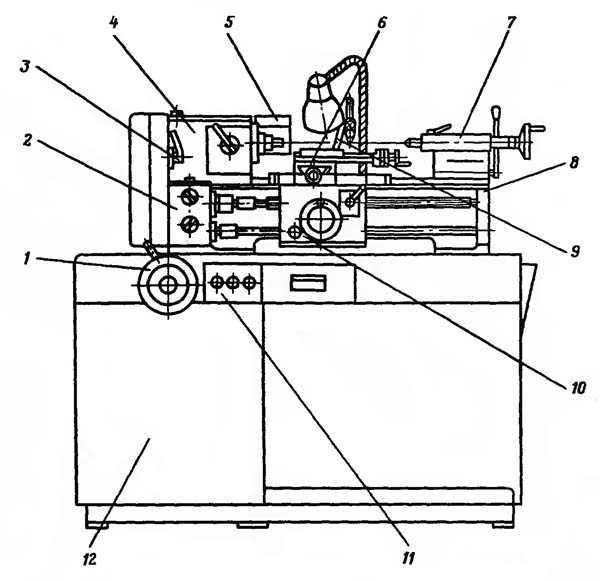
16У03П Расположение органов управления токарно-винторезным станком
Спецификация органов управления токарно-винторезного станка 16У03П
- Кнопка “Стоп-тормоз”
- Кнопка прямого вращения шпинделя
- Кнопка обратного вращения шпинделя
- Маховичок изменения чисел оборотов шпинделя
- Рукоятка вариатора
- Рукоятка переключения величин продольных подач
- Рукоятка переключения величин продольных подач и включения ходового винта
- Кнопка выключения вращения маховичка
- Маховичок ручного продольного перемещения суппорта
- Рукоятка трензеля
- Рукоятка перебора
- Рукоятка ручного поперечного перемещения суппорта
- Выключатель освещения
- Рукоятка включения маточной гайки и продольной подачи
- Рукоятка перемещения верхней каретки
- Рукоятка зажима пиноли задней бабки
- Рукоятка зажима задней бабки
- Маховичок перемещения пиноли задней бабки
- Выключатель охлаждения
- Автоматический выключатель
16У03П Схема кинематическая токарно-винторезного станка
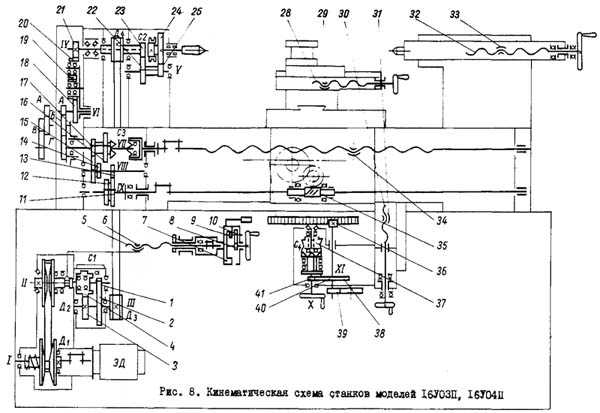
Схема кинематическая токарно-винторезного станка 16У03П. Смотреть в увеличенном масштабе
Конструкция токарно-винторезного станка 16У03П
Вариатор станка
Узел состоит из вариатора с широким клиновым ремнем и двухступенчатой коробки скоростей. Первый вал вариатора I приводится во вращение фланцевым электродвигателем 9. На валу I расположен подпружиненный шкив 2. Второй вал 4 вариатора с диском 5 являются одновременно ведущим валом коробки скоростей, на нем расположены две шестерни. Переключение ступеней коробки скоростей осуществляется перемещением вдоль вала малой шестерни 7. Корпус 6 коробки скоростей установлен на стакане 8, прикрепленном к корпусу вариатора 3 и при помощи резьбовой втулки и двух винтов поворачивается относительно корпуса вариатора для натяжения ременной передачи, соединяющей вариатор с передней бабкой.
Механизм управления вариатором и коробкой скоростей (рис.12) расположен сверху на корпусе вариатора. Маховичок управления I переводит диск вариатора. При помощи рукоятки 2, расположенной на фланце лимба осуществляется переключение скоростей коробки скоростей. Маховичок управления связан планетарной передачей со шкалами настройки чисел оборотов шпинделя. На детали 3 нанесены две шкалы, соответствующие прямому включению шпинделя и включению шпинделя через перебор.
Передняя бабка
В корпусе I передней бабки смонтированы шпиндель 5, перебор и механизм управления.
Приемный шкив 3 передней бабки установлен на втулке 4, соосной шпинделю.
Вращение шпинделя передается непосредственно от шкива при включении зубчатой муфты 6 или через перебор с передаточным отношением 1:4.
В передней опоре шпинделя установлен роликовый двухрядный подшипник, воспринимающий радиальные нагрузки.
Задние опоры шпинделя и приводного шкива расположены в стакане 2.
В задней опоре шпинделя установлены два радиально-упорных подшипника, воспринимающих осевые нагрузки.
На левом конце шпинделя за опорой установлена шестерня 10, передающая вращение приводу подач и движение при нарезании резьб. В шпинделе имеется коническое отверстие для установки переходной втулки и упорного центра.
Управление передвижными шестернями и муфтой производится рукояткой II, расположенной на крышке, укрепленной на передней стенке корпуса бабки.
Смазка механизмов в опор шпинделя в передней опоре производится разбрызгиванием, в задней опоре – смазка фитильная.
Передняя бабка устанавливается и закрепляется слева сверху на станине.
Гитара
Корпус гитары прикреплен к передней бабке. В корпусе расположен качающийся трензель I и приклон гитары 4.
Трензель управляется рукояткой, расположенной снаружи на корпусе гитары. Рукоятка управления трензелем имеет жесткую фиксацию.
На приклоне гитары устанавливаются сменные шестерни для нарезания резьб.
Приклон поворачивается на фланце 3 выходного валика коробки подач и закрепляется в нужном положении гайкой.
Возможна установка различных наборов сменных шестерен, обеспечивающих различные варианты настройки привода подачи.
Корпус гитары закрывается крышкой 2. На внутренней поверхности крышки находится таблица настройки гитары.
Коробка подач
При постоянной настройке гитары, коробка подач позволяет получить одну величину шага резьбы и четыре различных подачи. Вращение первому валику I коробки подач передается шестернями гитары. Коробка подач управляется двумя рукоятками 4, расположенными на передней крышке 3.
Смазка коробки подач фитильная. Масло заливается через отверстие под пробку в верхней крышке 2.
Фартук
Фартук сообщает суппорту продольное перемещение. При нарезании резьбы движение винту передается посредством маточной гайки 5, при точении – реечной шестерней I. В корпусе фартука собран механизм, передающий движение от ходового валика к реечной шестерне. Сзади на корпусе фартука 6 находятся направляющие, по которым перемещается маточная гайка. На валу червячного колеса 4 находится перегрузочная кулачковая муфта 2, рукоятка управления которой расположена на передней стенке фартука.
Управление включением продольной подачи и маточной гайки выполнено при помощи одной рукоятки 7, чем обеспечивается необходимая блокировка. Смазка механизмов фартука происходит от шестерни 3, погруженной в масляную ванну.
16У03П Схема электрическая токарно-винторезного станка
16У03П Станок токарно-винторезный повышенной точности. Видеоролик.
Основные технические характеристики станка 16У03П
| Наименование параметра | 1603 | 1Е604 | 16У03П | 16У04П |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности | П | П | П | П |
| Наибольший диаметр заготовки над станиной, мм | 160 | 200 | 160 | 200 |
| Наибольший диаметр заготовки над суппортом, мм | 80 | 100 | 90 | 118 |
| Высота центров, мм | 85 | 100 | 86 | 108 |
| Наибольший заготовки в центрах (РМЦ), мм | 250 | 350 | 250 | 350 |
| Наибольшая высота держателя резца, мм | ||||
| Высота от опорной поверхности резца до линии центров, мм | 10 | 12 | 10 | 12 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 90 | 110 | ||
| Наибольшие размеры сечения державки резца, мм | 10 х 10 | 12 х 12 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 20 | 20 | 20,2 | 20,2 |
| Наибольший диаметр прутка в патроне, мм | 18 | 18 | 20 | 20 |
| Наибольший диаметр прутка в цанге, мм | 12 | 12 | 10 | 10 |
| Конус отверстия в шпинделе | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Число ступеней частот прямого вращения шпинделя | Б/ступ | Б/ступ | Б/ступ | Б/ступ |
| Частота прямого вращения шпинделя, об/мин | 56..3150 | 56..3150 | 80..4000 | 70..3500 |
| Число ступеней частот обратного вращения шпинделя | Б/ступ | Б/ступ | Б/ступ | Б/ступ |
| Частота обратного вращения шпинделя, об/мин | 56..3150 | 56..3150 | 80..4000 | 70..3500 |
| Торможение шпинделя | нет | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет | нет |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение суппорта, мм | 250 | 250 | 232 | 350 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,1 | 0,1 | 0,5 | 0,5 |
| Перемещение суппорта продольное на один оборот лимба, мм | 20 | 20 | 100 | 100 |
| Наибольшее поперечное перемещение суппорта, мм | 95 | 115 | 110 | 135 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,02 | 0,02 | 0,025 | 0,025 |
| Перемещение суппорта поперечное на один оборот лимба, мм | 2 | 2 | 2 | 2 |
| Наибольшее перемещение резцовых салазок, мм | 60 | 60 | 100 | 120 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 | 0,02 | 0,02 | 0,02 |
| Перемещение резцовых салазок на один оборот лимба, мм | 2 | 2 | 2 | 2 |
| Угол поворота резцовых салазок, град | ±90° | ±90° | ±45° | ±45° |
| Число ступеней продольных подач суппорта при постоянной настройке гитары | 4 | 4 | ||
| Пределы продольных рабочих подач суппорта, мм/об | 0,01..0,3 | 0,01..0,3 | 0,04..0,32 | 0,04..0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет | нет |
| Диаметр ходового вала, мм | 18 | 18 | ||
| Диаметр и шаг ходового винта, мм | 26 х 5 | 26 х 5 | ||
| Количество нарезаемых резьб метрических | ||||
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..3,0 | 0,2..3,0 | 0,25..3 | 0,25..3 |
| Пределы шагов нарезаемых резьб дюймовых | 40..8 | 40..8 | 80..10 | 80..10 |
| Пределы шагов нарезаемых резьб модульных | 0,3..1,0 | 0,3..1,0 | 0,1..1,25 | 0,1..1,25 |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Задняя бабка | ||||
| Диаметр пиноли, мм | 35 | 35 | ||
| Конус отверстия пиноли задней бабки | Морзе 2 | Морзе 2 | Морзе 2 | Морзе 2 |
| Наибольшее перемещение пиноли, мм | 55 | 55 | 35 | 70 |
| Перемещение пиноли на одно деление линейки, мм | 1 | 1 | 1 | 1 |
| Перемещение пиноли на одно деление лимба, мм | 0,04 | 0,04 | ||
| Поперечное смещение задней бабки, мм | ±6 | ±6 | ||
| Электрооборудование | ||||
| Электродвигатель главного привода, кВт (об/мин) | 1,1 (1400) | 1,1 (1400) | 0,6 (1370) | 0,8 (1370) |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1080 х 560 х 1170 | 1180 х 590 х 1185 | 1270 х 725 х 1250 | 1380 х 730 х 1250 |
| Масса станка, кг | 500 | 525 | 670 | 750 |
Полезные ссылки по теме. Дополнительная информация
Каталог справочник токарных винторезных станков
Паспорта к токарным винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Токарно-винторезный станок 16Б04П и 16Б05П

Описание станка
Токарно-винторезные станки 16Б04П и 16Б05П относятся к классу станков с повышенной точностью работ. Основное предназначение станков заключается в выполнении разных видов токарных работ в центрах, патроне, планшайбе и цанге, а так же операций по нарезанию модульной, метрической и дюймовой резьбы.
В основном станки 16Б04П и 16Б05П находят применение в сферах радиотехники, приборостроения, а так же в области инструментальной промышленности.
__________________________
Скачать документацию на токарно-винторезные станки 16Б04П и 16Б05П
Руководство по эксплуатации, Паспорт на станки 16Б04П и 16Б05П
__________________________
Основные технические характеристики токарно-винторезных станков 16Б04П и 16Б05П
| Характеристики |
16Б05П | 16Б04П |
| Класс точности станка |
П |
П |
| Максимальный диаметр детали, которая обрабатывается над станиной над станиной, мм | 250 | 200 |
| Максимальный диаметр детали над суппортом, мм | 145 | 115 |
| Максимальная длина обрабатываемой детали, мм | 500 | 350 |
| Пределы частот вращения шпинделя, Min/Max, об/мин | 30/3000 | 32/3200 |
| Мощность двигателя главного движения, кВт | 1.5 | 1.1 |
| Габаритные размеры: | 1510х725х1360 | 1310х690х13600 |
| Вес, кг | 715 | 1245 |
ostankah.ru
Паспорт на токарно-винторезный станок 16Б05А / Токарные станки / Stanok-online.ru
Одесский станкостроительный завод, руководство по эксплуатации, 16Б05А.000.000 РЭ, 1984 год.
Токарно-винторезный станок особо высокой точности мод. 16Б05А с наибольшим диаметром обработки над станиной в 250 мм предназначен для выполнения различных токарных работ высокой точности, выполняемых в центрах, цанге, патроне и планшайбе, а также для нарезания метрических, дюймовых и модульных резьб. Станок модели 16Б05А обеспечивает качество обрабатываемой поверхности и точности работы (точность размеров, геометрических форм) высокого класса. Области применения станка предприятия приборостроительной, радиотехнической, инструментальной промышленности и точного машиностроения.
Управление работой станка осуществляется при помощи кнопок и рукояток. Нужная частота вращения шпинделя выбирается по шкале лимба вариатора. Данные для настройки различных подач при точении и шагов нарезаемых резьб, приведены в разделе 2, а так же в таблицах, укреплённых на передней стенке коробки подач и на внутренней стенке крышки гитары. Там же приведены формулы настройки. При обработке конусной поверхности в центрах производиться смещение корпуса задней бабки на требуемую величину винтами, расположенными с двух сторон основания бабки. Размер величины смещения бабки относительно основания осуществляется по боковым сторонам корпуса бабки и основания. Нулевое положение бабки устанавливается совмещением указанных рисок.
В процессе эксплуатации станка возникает необходимость в регулировании отдельных составных частей с целью восстановления их нормальной работы. Регулирование натяжения ремней привода главного движения и привода тонких подач производиться поворотом корпуса 13 коробки скоростей вариатора и корпуса 2 ременного привода подач. При натяжении ремней главного привода необходимо предварительно освободить натяжение ремня привода тонких подач за счёт ослабления гайки зажима фланца корпуса. Винты зажима корпуса вариатора должны быть при этом так же ослаблены. После окончания натяжения ремней главного привода, корпус необходимо зажать и затем натянуть ремень привода тонких подач с последующим зажимом фланца корпуса.
Скачать бесплатно паспорт на токарно-винторезный станок 16Б05А
stanok-online.ru