Токарный станок 1а616 технические характеристики: 1А616 Станок токарно-винторезный универсальный. Паспорт, руководство, схемы, описание, характеристики
alexxlab | 28.12.2022 | 0 | Токарный
технические характеристики, область применения, отзывы, паспорт
Обработка металлов резанием применяется не только на промышленных предприятиях, но и в частных цехах. Для резки используются металлообрабатывающие токарные станки. Один из них – универсальный токарно-винторезный станок 1616 стал выпускаться в серийном варианте начиная с 1949 года на заводе СВСЗ (Средне-волжский станкостроительный завод).
История создания
Это – образец удачного и надежного оборудования для спецобработки металла, который востребован не только в нашей стране, но и за рубежом. Этот универсальный станок, сменил в производстве модель 1615. Выпускался в двух вариантах:
- Нормальной точности (непосредственно1616).
- Повышенной точности – 1616 П.
В дальнейшем модель была усовершенствована до серии 16Б16. С 90-х годов завод выпускает токарное оборудование «SAMAT» на основе модели 1616. Сейчас токарный станок 1616 снят с производства, выпускаются более современные модели. Но модификация 1616 до сих пор используется на многих предприятиях и в частном бизнесе.
Но модификация 1616 до сих пор используется на многих предприятиях и в частном бизнесе.
Детальное описание корпуса
Основные узлы токарного станка 1616:
- Чугунная станина с диагональными ребрами жесткости и двумя направляющими. Передняя, усиленная направляющая предназначена для перемещения суппорта, задняя – для перемещения задней бабки. Станина болтовыми соединениями укреплена на чугунных тумбах.
- Коробка скоростей (передняя шпиндельная бабка с блоком повышения шага и переборным устройством).
- Задняя бабка с перемещаемой пинолю и рукояткой закрепления положения.
- Коробка подач, обеспечивающая перемещение резца на суппорте относительно вращающейся заготовки.
- Фартук закрытого типа с блоком шестерен передачи момента.
- Подвижной суппорт для перемещения резца вдоль, поперек и под углом к оси шпинделя.
- Люнеты – специальные приспособления для облегчения работы токаря с длинными заготовками и повышения точности обработки детали.

- Электрический шкаф,.
- Два трехфазных электродвигателя на 380 Вольт.
- Электронасос для обеспечения подачи охлаждающей жидкостью (мощность 4,0 кВт, 1430 об/мин, 220/380 В).
- Лампа освещения 36 В.
- Две опорные тумбы (задняя и передняя).
- Система охлаждения, повышающая прочностные характеристики режущего инструмента и качества обрабатываемой поверхности.
- Коробка переключения скоростей, заключенная в чугунный корпус с герметично закрывающейся крышкой. Устанавливается на станине слева и крепится болтами.
В комплектацию входит поддон, находящийся между станиной и тумбами (для сбора стружки и жидкости, идущей из контура охлаждения).
Габариты рабочего пространства
Расположение органов управления
К органам управления токарного станка 1616 относятся:
- Рукоятки.
- Маховики.
- Суппорт
- Гайка крепления задней бабки, винт для ее поперечного перемещения.
- Трехфазный асинхронный электродвигатель.

Функции рукояток и маховиков как органов управления:
- Включение и выключение фрикционных муфт.
- Регулирование скорости движения шпинделя, установка его оборотов, кратных множителей для каждого режима.
- Изменение направления рабочей подачи.
- Регулирование характеристик резьбы (скорость, величина подачи и шаг).
- Изменение направления подач.
- Включение и выключение перебора.
- Включение ходового винта.
- Запуск поперечной и продольной подачи суппорта.
- Закрепление пиноли задней бабки.
- Пуск станка с реверсирования шпинделя.
Технические характеристики
Паспорт токарный станок 1а616
Согласно данным в паспорте, прилагаемом к токарному станку этой модификации, он имеет следующие общие технические характеристики.
Благодаря подобной конструкции, суппорт металлообрабатывающего оборудования может перемещаться по следующим направлениям:
- поперек по винтовой передаче.
 В движение механизм можно привести только вручную. При этом величина преодолеваемого расстояния не превышает 195 мм;
В движение механизм можно привести только вручную. При этом величина преодолеваемого расстояния не превышает 195 мм; - передвижение суппорта вдоль обеспечивается как винтовой, так и валиковой передачей. Максимальное расстояние, на которое может перемещаться суппорт в этом направлении составляет не больше 670 мм.
Паспорт суппорта 1а616
Конструктив металлообрабатывающего станка делает возможным осуществление своевременной и быстрой замены зубчатых передач на специализированные конструктивные элементы. Эта незаменимая функция позволяет нарезать резьбу очень высокой точности и с маленьким шагом.
При выполнении резьбы высокой точности возможно включение ходового винта агрегата напрямую, а коробки передач в обход. Такое действие также предусмотрено конструктивными и техническими данными самого токарного оборудования.
В случае нанесения обычной резьбы метрического, дюймового или модульного типа проделывать вышеописанную операцию замены конструктивных рабочих элементов не требуется.
Сферы применения
Токарный станок 1616 и его модификации разработаны для обработки небольших деталей. Возможности данного оборудования расширены за счет имеющихся дополнительных функций. Например, нарезка метрической, дюймовой, а также модульной резьбы.
Основные виды работ на токарном станке 1616:
- Вытачивание наружных и внутренних цилиндрических и конических поверхностей различной сложности и конфигурации.
- Точение торцов заготовок.
- Обточка конических фасонных поверхностей.
- Нарезание метрической, модульной, дюймовой резьбы резцом.
- Нарезание метрической, дюймовой резьбы метчиком и плашкой.
- Рифление поверхностей.
- Прорезание канавок.
- Сверление, зенкерования и развертывание отверстий.
Также можно выполнять обработку деталей посредством вращения заготовки относительно режущего инструмента. На токарном станке 1616 можно обрабатывать не только металлические, но и заготовки из других материалов.
Операции выполняются твердосплавными насадками и приспособлениями из быстрорежущих инструментальных металлов.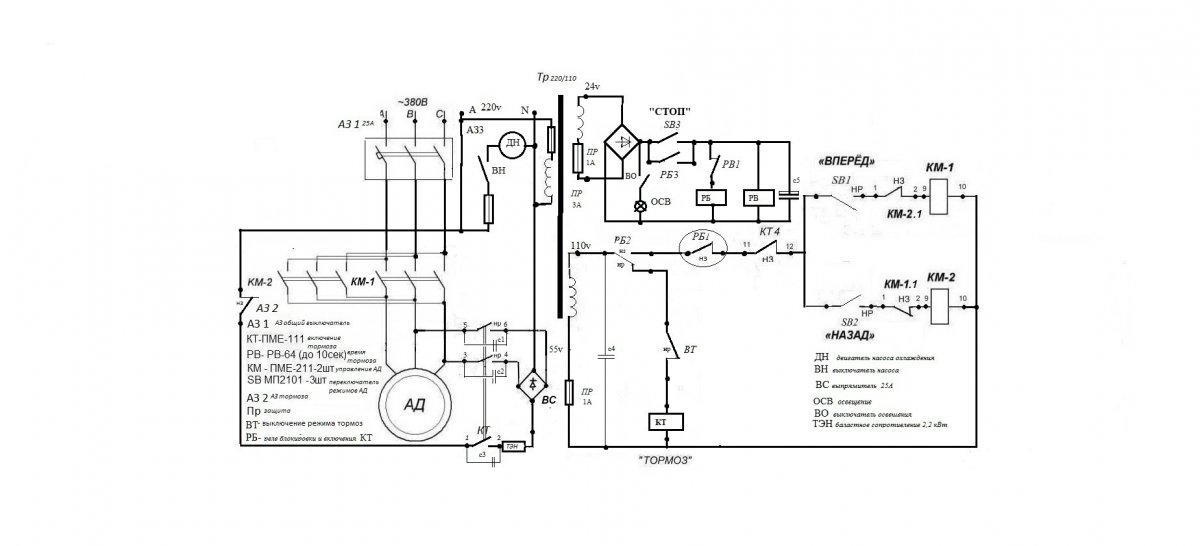
Принцип работы токарного станка 1616 можно представить в виде следующего алгоритма:
- Фиксация заготовки в патроне станка или между его центрами.
- Закрепление резцов в резцедержателе на суппорте.
- Закрепление соответствующего инструмента (для сверления, расточки, нарезания внутренней резьбы) в пиноли задней бабки.
- Обработка заготовки за счет комбинирования двух движений – поступательного перемещения режущего инструмента и вращения детали. За счет этих движений можно обрабатывать детали цилиндрической, конической и фасонной конфигурации, винтовых поверхностей и торцов.
Станок токарно-винторезный 1А616
В середине прошлого века отмечается всплеск разработок моделей металлорежущего оборудования отечественного производства. Эта тенденция направлена на импорт замещение данной категории продукции. Дефицит составляла категория токарных станков. На это сделали упор конструкторские бюро, и появился токарно винторезный станок 1А616.
Классификация оборудования
Для облегчения ориентации в большом количестве агрегатов разного предназначения разработана десятичная система. Она позволяет по аббревиатуре названия определять выполняемые устройством операции. Если оборудование стандартное расшифровать название не составит труда.
Она позволяет по аббревиатуре названия определять выполняемые устройством операции. Если оборудование стандартное расшифровать название не составит труда.
Выполняемые операций и использующиеся режущие инструменты, определяют девять групп станков. Первая цифра в названии определяет группу, в нашем случае (1) говорит о принадлежности к токарной. Вторая цифра говорит о типе механизма, если (6), то токарные и лобовые.
Последние цифры, указывает технические характеристики, высоту центров в см, (а) говорит о том, что в станке улучшены параметры, по сравнению с первым выпуском. У токарно винторезного станка 1А616 технические характеристики претерпели изменения на основании эксплуатационных данных.
Документация
В документацию на токарный станок 1616 входят:
- Паспорт.
- Назначение и область применения.
- Распаковка и транспортировка.
- Фундамент станка, монтаж и установка.
- Подготовка к первоначальному пуску.
- Описание основных узлов.

- Смазка.
- Первоначальный пуск.
- Указания по технике безопасности.
- Настройка.
- Регулирование.
- Ведомость комплектации.
К работе на токарном станке 1616не допускается персонал без соответствующей квалификации. Правила эксплуатации необходимо соблюдать как во время пусконаладочных работ, так и во время постоянно проводимых операций:
- Проверяется уровень масла, при необходимости производится его долив.
- Во время проведения постоянных работ с охлаждением, в систему заливается соответствующий состав и проверяется наличие накопительного поддона.
- Производится контрольный осмотр силовых ка кабелей, соединение с источником питания.
- Выполняется визуальный осмотр узлов, нужного оснащения.
Во время работы соблюдаются правила техники безопасности:
- Нельзя во время работы токарного станка 1616 касаться рукоятей, находящихся на КП и задней бабке.
- Во время обработки деталей следует обязательно использовать защитную экранную сетку.

- При обработке центрированных деталей с хомутами надо использовать специальный патрон с защитным ободом.
- Дверцы станка во время обработки заготовки должны быть плотно прикрыты.
Паспорт
Формат файла DjVu
Особенности ремонта
Токарный станок 1к62д
Особенности разборки и замены элементов есть практически у всех узлов станка 1А616. Чтобы не ошибиться — следует проводить работы, внимательно изучив чертежи, которые содержит инструкция по эксплуатации оборудования. Также, много информации по проведению отдельных операций ремонта можно найти на специальных ресурсах.
Для производства сложных работ, например, замены кулачковой муфты — следует четко следовать инструкции, приведенной в документации к оборудованию. Здесь есть все данные, касающиеся ремонта, позволяющие отрегулировать подшипник или настроить работу целого функционального узла станка.
Как снять патрон
Некоторые работы достаточно просты. В частности, снятие патрона. Он конусного типа, фиксируется четырьмя гайками планшайбы на болтах. Чтобы снять данный элемент узла — достаточно их открутить. Стоит отдельно отметить: в некоторых модификациях станка съемная планшайба не используется, вместо нее на шпинделе расположена несъемная посадка под патрон.
Он конусного типа, фиксируется четырьмя гайками планшайбы на болтах. Чтобы снять данный элемент узла — достаточно их открутить. Стоит отдельно отметить: в некоторых модификациях станка съемная планшайба не используется, вместо нее на шпинделе расположена несъемная посадка под патрон.
Как снять планшайбу
Снять планшайбу сложно. Она очень плотно накручивается на шестеренчатый вал передней бабки, масса детали достаточно велика, поэтому вручную провернуть соединение — практически невозможно. Опыт разборки без применения специальных приспособлений показал эффективность следующих вариантов, которые потребуют задействования шестерней коробки передач.
- Развести кулачки патрона, поместить между ними лом или более тонкий пруток металла. Провернуть шпиндель так, чтобы рычаг расположился в удобном для опускания с силой положении чуть выше головы. Включить коробку шестерен передачи на минимальные обороты и включить перебор. При начале вращения — резко потянуть пруток вниз. Данная операция потенциально опасна, как получением травмы, так и повреждением элементов коробки.

- Зажать в патроне шестигранник с надетым на него накидным ключом или металлический пруток поперек оси. Провернуть шпиндель так, чтобы конец рычага опирался на заднюю направляющую станины. Переключить КПП на малые обороты, обратное вращение и включить привод. Чтобы не повредить поверхность направляющей — рекомендуется подложить под рычаг доску или другой демпфер.
Данные способы применяются при ручной разборке. Однако для проведения ремонтов такого рода — рекомендуется пригласить профессионалов со специальным оборудованием.
Ремонт коробки скоростей
В случае корректировки натяжения приводных ремней производится ремонт коробки скоростей. Для этого отвинчиваются крепежные винты, делается регулировка соответствующей гайкой для каждого шкива, после чего — крепежные элементы устанавливаются на место.
Не представляет сложности и замена клиновидных ремней двенадцатиступенчатой КПП. Для этого частично демонтируется система смазки. Снимают колпак, фланец, винты и трубки подачи. После — закручивают винты М12 в предусмотренные для этого отверстия, до выхода буксы из передней бабки. Производят вставку ремней на шов и производят все проделанные операции в обратном порядке.
После — закручивают винты М12 в предусмотренные для этого отверстия, до выхода буксы из передней бабки. Производят вставку ремней на шов и производят все проделанные операции в обратном порядке.
Отзывы пользователей
Роман, Москва: Работаю на токарном станке 1616 более 10 лет. Отмечаю высокую точность обработки, больших проблем с ним не возникало. Василий, Екатеринбург: Справляется вполне с большими объемами. На токарном станке 1616 работаем вдвоем. Оба прошли обучение, нареканий к станку нет. Можно выполнять сложные задания по обточке, не только гайки и болты. Александр, Волгоград: Токарный станок 1616 заслуживает уважения как ветеран металлообрабатывающего оборудования. Я его купил далеко не новым, пришлось восстанавливать. Сейчас работает как часы, служит отлично, нареканий нет.
1Е95 токарный станок технические характеристики
Сведения о производителе токарно-винторезного станка 1Д95
Разработчик и изготовитель токарно-винторезного станка 1Д95 — Алма-Атинский станкостроительный завод, основанный в 1932 году как чугунолитейный завод № 1 областного отдела легкой промышленности.
С апреля 1942 года после объединения с литейно-механическим заводом «20 лет Октября”, эвакуированным из Луганска, стал называться Алма-Атинским механическим заводом N21 им. 20-летия Октября Наркомата среднего машиностроения СССР.
В 1945 году переименован в Алма-Атинский станкостроительный завод им. 20-летия Октября.
Завод выпускал станки токарно-винторезные: 16Д20, 16Д20П, 16Д20ПФ1, ТВ16, 16Д25, 1Д95, 1Е95, 1М95, 16Е20.
Станки завода Алма-Атинский станкостроительный завод им. 20-летия Октября
- 1Д95
— станок токарно-винторезный комбинированный Ø 400 - 1Е95
— станок токарно-винторезный комбинированный Ø 400 - 1М95
— станок токарно-винторезный комбинированный Ø 500 - 16Д20
— станок токарно-винторезный Ø 400 - 16Д25
— станок токарно-винторезный Ø 500 - 16Е20
— станок токарно-винторезный Ø 400 - ТВ-16
станок токарный настольный Ø 160
1Д95 станок токарно-винторезный комбинированный.
 Назначение и область применения
Назначение и область примененияУниверсальные токарно-винторезные станки 1Д95 предназначены для токарной обработки наружных и внутренних поверхностей деталей типа тел вращения разнообразного осевого профиля, в том числе для нарезания метрической, модульной, дюймовой и питчевой резьб на заготовках, устанавливаемых в центрах или патроне.
Комбинированный станок модели 1Д95 предназначен для работы в передвижных и стационарных мастерских.
Токарный станок модели 1Д95 производился с 1975 года, снят с производства в 1986 году и заменен более совершенной моделью 1Е95.
Особенности конструкции и принцип работы станка
Комбинированный станок 1Д95 состоит из 3-х основных агрегатов:
- Токарно-фрезерного
- Сверлильного
- Заточного
Каждый с самостоятельным приводом.
Благодаря наличию ряда специальных приспособлений: долбежного, вертикально и горизонтально фрезерных, заточного достигается универсальность станка. На нем можно выполнять токарные, фрезерные, сверлильные, расточные, долбежные работы и нарезание резьб: метрической, дюймовой, модульной и питчевой; а также выполнять простейшие заточные работы. Заточное приспособление рекомендуется устанавливать отдельно от станка.
Заточное приспособление рекомендуется устанавливать отдельно от станка.
Станок сертифицирован на соответствие требованиям безопасности.
Исполнение и категория размещения станков в части условий эксплуатации — УХЛ4 по ГОСТ 15150-69 (Для эксплуатации во всех климатических районах стран ближнего зарубежья в закрытых отапливаемых (охлаждаемых) и вентилируемых производственных помещениях).
Класс точности станков — Н по ГОСТ 8—82Е.
Общая информация
Токарный станок 1Д601 создан на основе промышленных моделей малогабаритных станков повышенной и особо высокой точности 16Т02П и 16Т02А. От своих старших собратьев он отличается понижением точности обработки и некоторыми техническими характеристиками:
- точность подачи суппорта — 50 мкм вместо 10 мкм,
- максимальный длина заготовки в центрах — 180 мм вместо 250 мм,
- максимальный ход пиноли — 55 мм вместо 65 мм,
- диапазон скоростей шпинделя — 700÷2800 об/мин вместо 400÷4000 об/мин,
- количество ступеней на шкиве главного привода — 3 вместо 6,
- мощность электродвигателя — 180 Вт вместо 250 Вт.

Но, пожалуй, самое главное отличие 1Д601 от станков промышленного назначения — это довольно низкое качество большинства его узлов и агрегатов, а также плохое качество сборки. Самыми главными проблемами этих станков всегда были сверхнормативные люфты шпиндельного узла и сопряжения салазок суппорта с направляющими станины. Также много нареканий вызывает качество и монтаж подшипников шпинделя и зажимного патрона.
Тем не менее, этот токарный станок до сих пор остается одной из самых популярных настольных моделей, благодаря своим небольшим габаритам и весу, невысокой стоимости, а также легкости ремонта и модернизации с применением узлов и приспособлений от другого оборудования.
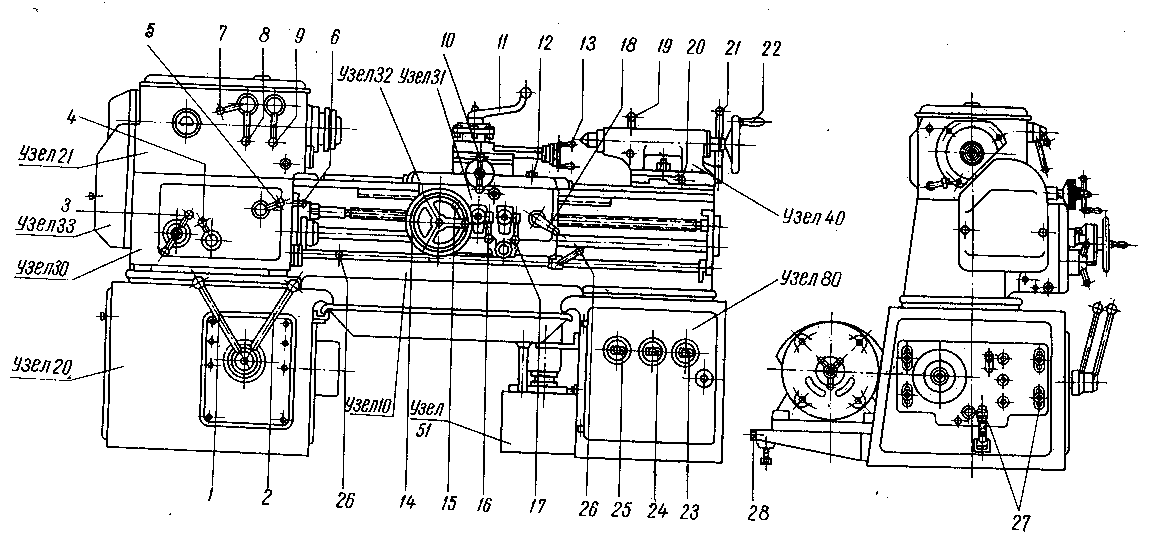
Расположение составных частей токарно-винторезного станка 1Д95
Расположение основных узлов токарно-винторезного станка 1д95
Перечень составных частей токарно-винторезного станка 1Д95
- Станина — 16У20Е.
 012.000
012.000 - Тумбы — 16У20Е.015.000
- Коробка скоростей — 16У20Е.020.000
- Задняя бабка — 16У20Е.030.000
- Суппорт — 16У20Е.041.000
- Каретка — 16У20Е.052.000
- Фартук — 16Б20П.061.001
- Коробка подач — 16У20Е.070.000
- Сверлильный агрегат — 95М7501.000
- Стол сверлильного агрегата — 1Д95.055.000
- Заточное приспособление — 1Д95.165.001
- Электрооборудование шкафа управления — 1Д95.181.000
Расположение органов управления токарно-винторезным станком 1Д95
Расположение органов управления токарно-винторезным станком 1д95
Перечень органов управления токарно-винторезного станка 1Д95
- Рукоятки установки числа оборотов шпинделя
- Рукоятка установки правой и левой резьб и подачи
- Рукоятки установки числа оборотов шпинделя
- Кнопка включения местного освещения
- Рукоятка поворота и крепления резцовой головки
- Рукоятке ручного перемещения резцовых салазок
- Рукоятка включения гайки ходового винта
- Кнопка включения быстрых ходов каретки и суппорта
- Выключатель вводной
- Лампа сигнальная
- Кнопка включения насоса охлаждения
- Кнопка выключения насоса охлаждения
- Указатель нагрузки
- Выключатель аварийный
- Рукоятка крепления задней бабки к станине
- Маховик перемещения пиноли задней бабки
- Рукоятка крепления пиноли задней бабки
- Винт поперечного перемещения задней бабки
- Кнопочная станция включения и выключения заточного приспособления
- Рукоятка управления направлением подачи
- Таблица с символами включения гайки ходового винта
- Рукоятки управления электродвигателем главного привода
- Рукоятка ручной поперечной подачи суппорта
- Маховик ручного перемещения каретки
- Рукоятка установки величины подачи или резьбы
- Рукоятка выбора типа резьбы и вида работ (резьбы или подачи)
- Рукоятка установки величины подачи или резьбы
- Таблица с символами для выбора подач и числа оборотов
- Винт подъема стола сверлильного агрегата
- Рукоятка для ускоренной подачи сверлильного шпинделя
- Маховик ручного замедленного перемещения шпинделя сверлильного агрегата
- Рукоятка для переключения скоростей вращения шпинделя сверлильного агрегата
- Кнопочная станция для включения и реверсирования электрического двигателя сверлильного агрегата
Обслуживание станка 1е95
При работе некоторые узлы станка требуют проведения регулировочных операций для сохранения их работоспособности.
Шпиндельная бабка прочно зафиксирована на станине с помощью 4-х болтов и шпильки. Но при работе или после перевозки возможно ее смещение. Для устранения этого необходимо открутить гайки болтов и шпильки, затем винтами вернуть бабку на ее штатное место и закрутить крепеж. Подшипники шпинделя установлены при сборке станка, их регулируют гайками только в случае крайней необходимости.
В том случае, если рукоятка не в состоянии обеспечить нужный прижим задней бабки к станине, это усилие можно отрегулировать. Отдайте гайки и измените место прижимной планки.
Направляющие кареток суппорта в процессе эксплуатации изнашиваются и требуют периодического устранения зазоров путем подтяжки регулирующих клиньев и устранения «мертвого» хода за счет изменения взаимного положения гайки с контргайкой.
Натяжение клинообразных ремней приводов – главного, масляного насоса и быстрых ходов коробки подач выполняется одинаково. Ослабляем болты салазок, на которых установлен электродвигатель, задаем нужную натяжку ремня (до 10 кг на один) и вновь зажимаем болты.
Марки масла, рекомендуемые для смазки
Для смазывания станка 1е95 применено несколько систем, в том числе:
- Автоматическая централизованная для коробки подач, шпиндельной бабки и ее подшипников.
- Циркуляционная проточная для фартука, ходового вала и винта, каретки, суппорта, гайки и винта поперечных салазок, направляющих салазок.
- Фитильная под задние подшипники винта и вала ходовых.
- Погружением (масляная ванна) к валу, зубчатым колесам и подшипникам коробки скоростей сверлильного агрегата.
- Ручная периодическая для элементов задней бабки (пиноли, винтовой пары, подшипников, эксцентрикового вала и направляющих).
Читать также: Переключатель 380в на 2 направления 40а
В качестве жидкой смазки рекомендуется использовать масло индустриальное И-20А, И-30А либо ее аналоги R-20/32, OL -12/14, Shell, Mobil.
Описание комбинированного токарно-винторезного станка 1Д95
Комбинированный станок с переменной высотой центров от 235 до 355 мм выполняется с расстоянием между центрами 1000 мм.
Станина станка коробчатой формы с поперечными ребрами имеет две призматические направляющие. Передняя направляющая служит для передвижения каретки, задняя — перемещения задней бабки.
Станина устанавливается на две пустотелые тумбы. В левой тумбе смонтирован электродвигатель главного движения.
Коробка скоростей крепится и может передвигаться по вертикальным направляющим стойки, прикрепленной к левой головной части станины. Движение коробки скоростей передается от индивидуального электромотора, помещенного в левой тумбе станка, через клиноременную передачу.
Внутри коробки движение идет через валик фрикциона и шестеренный механизм к шпинделю и цепи подач. Переключением соответствующих рукояток коробки скоростей предоставляется возможность получить 6 различных скоростей вращения шпинделя при прямом вращении электродвигателя и 6 скоростей при обратном вращении.
Все шестерни выполнены из углеродистой стали с соответствующей термообработкой. Во избежание поломки зубцов шестерен не следует производить изменение скорости шпинделя на ходу. Пуск, останов и включение обратного хода производится рукояткой 14 (см. схему управления), управляющей фрикционной пластической муфтой.
Во избежание поломки зубцов шестерен не следует производить изменение скорости шпинделя на ходу. Пуск, останов и включение обратного хода производится рукояткой 14 (см. схему управления), управляющей фрикционной пластической муфтой.
Коробка подачи получает движение от коробки скоростей через сменные шестерни приклона. Механизм коробки подач дает возможность получить необходимые подачи и следующие виды резьб:
- метрические
- дюймовые
- модульные
- питчевые
Получение необходимых подач и резьб достигается переключением соответствующих рукояток коробки подач согласно таблицы, укрепленной на щитке коробки подач. Фартук снабжен 2-мя фрикционными муфтами, позволяющими осуществлять ход суппорта в продольном и поперечном направлениях. Фрикционные муфты дают возможность автоматически отключать подачу при перегрузках. Управление перемещением каретки и нижней части суппорта осуществляется рукоятками 25—29 (см. схему управления фиг. 3).
Механизма быстрого автоматического перемещения суппорта фартук не имеет. Фартук имеет блокирующий механизм, препятствующий одновременному включению ходового винта и ходового валика. Верхнее положение рукоятки 32 соответствует выключенному положению гайки ходового винта и дает возможность рукоятке 30 включать продольные и поперечные подачи. Нижнее положение рукоятки 32 соответствует включенному положению гайки ходового винта.
Фартук имеет блокирующий механизм, препятствующий одновременному включению ходового винта и ходового валика. Верхнее положение рукоятки 32 соответствует выключенному положению гайки ходового винта и дает возможность рукоятке 30 включать продольные и поперечные подачи. Нижнее положение рукоятки 32 соответствует включенному положению гайки ходового винта.
На оси XXIX смонтирован лимб продольной подачи с ценой деления 1 мм.
Суппорт, благодаря крестовой конструкции, имеет возможность перемещаться в продольном направлении по направляющим станины и в поперечном по направляющим каретки. Оба эти перемещения могут быть осуществлены как от механического привода с реверсом, так и от руки. Кроме того верхняя часть суппорта, несущая на себе 4-х гранную резцовую головку имеет независимое ручное продольное перемещение по направляющим средней поворотной части суппорта, которая может поворачиваться на 45° в ту и другую сторону. Задняя бабка крепится к задней стойке, по которой она может перемещаться в вертикальной плоскости. Вертикальное перемещение осуществляется винтом 33 (см. фиг. 3).
Вертикальное перемещение осуществляется винтом 33 (см. фиг. 3).
При точении конуса корпус задней бабки перемещается в поперечном направлении.
Сверлильный агрегат установлен на стойке передней бабки, имеет отдельный привод и может работать независимо от токарно-фрезерного агрегата.
Для получения необходимого числа оборотов сверла нужно установить клиновой ремень на соответствующую ступень шкива, согласно таблицы и рукоятку 18 (фиг. 3) переместить в нужное положение.
Охлаждение
Подача охлаждающей жидкости из эмульсионного бака, расположенного под корытом к месту резания осуществляется электронасосом, производительностью 22 л в минуту.
Патроны
Станок снабжен 3-х кулачковым самоцентрирующим патроном диаметром 250 мм; 4-х кулачковым патроном и поводковой планшайбой. Патроны, посредством фланцев, и поводковая планшайба навертываются на резьбу шпинделя до упора.
Люнеты
К станку прилагаются два люнета: подвижный и неподвижный.
Особенности конструкции
По своим возможностям станок 1Д601 не отличается от оборудования промышленного типа. Конструкция также состоит из основных узлов и агрегатов, характерных для универсального токарного станка. Но при этом есть особенности конструкции, которые характерны исключительно для этого агрегата и обуславливают его технические характеристики.
Станина устройства
Это отливка с призматическими направляющими. Слева у станины есть отверстия для крепления шпиндельной бабки. Призматические направляющие позволяют совпасть оси шпинделя с осью задней пиноли. Для установки суппорта имеется вертикальная направляющая.
Передняя бабка
Крепится с левой части станины и держится на двух шпильках. Внутри передней бабки установлен шпиндель на опорных подшипниках со сквозным отверстием для подачи прутков. Слева расположен трехступенчатый шкив, который соединен со шкивом электродвигателя плоским ремнем. На правой стороне передней бабки установлен патрон с 3 кулачками. Диаметр патрона – 8 см.
Диаметр патрона – 8 см.
Суппорт
Состоит из двух основных элементов – продольных салазок и поперечных с установленным на них резцедержателем. В самом начале обработки суппорт крепится в необходимую позицию с помощью гайки и болта.
Задняя бабка
Упорная бабка расположена на направляющих в правой части станка. Перемещается данный узел на требуемые позиции вручную. Движение пиноли осуществляется также вручную при помощи специального маховичка.
Стол и привод
Станок устанавливается на столе и закрепляется при помощи двух шпилек, шайб и гаек. для привода применяется однофазный электродвигатель мощностью 180 кВт с наличием трехступенчатого шкива. При помощи перестановки двигателя осуществляется контроль над натяжением ремня.
Электрическая схема
Смазка станка 1Д95
Места смазки или заливки мест маслом, нормы и периоды смазки, наименование смазочных масел указаны в схемах мест смазки (фиг. 6 и 7).
Смазка механизма передней бабки осуществляется за счет масляной ванны. Разбрызгиванием масло попадает в лоток, откуда происходит смазка переднего подшипника. Кроме того, задний подшипник шпинделя получает дополнительную смазку, заливкой через специальную пробку. Смазка механизма коробки подач осуществляется за счет масляной ванны. Смазка механизма фартука, направляющих каретки и суппорта осуществляется централизованным путем от плунжерного насоса, установленного в фартуке.
Разбрызгиванием масло попадает в лоток, откуда происходит смазка переднего подшипника. Кроме того, задний подшипник шпинделя получает дополнительную смазку, заливкой через специальную пробку. Смазка механизма коробки подач осуществляется за счет масляной ванны. Смазка механизма фартука, направляющих каретки и суппорта осуществляется централизованным путем от плунжерного насоса, установленного в фартуке.
Все остальные места, нуждающиеся в смазке, имеют ручную смазку от отдельных масленок согласно схеме смазки.
Перед пуском станка наполняются резервуары передней бабки, сверлильного агрегата, коробки подач, фартука до рисок «Уровень масла» и масленки маслом «Индустриальное 20».
В период эксплуатации станка необходимо следить за работой масляного насоса и за наличием смазочного материала в резервуарах через маслоуказатель.
Преимущества и недостатки
Станок 1Д601 продолжает оставаться наиболее популярным в частных мастерских, поскольку обладает рядом преимуществ:
- комфорт и простота в работе и ремонте;
- небольшая масса;
- качественная сборка и надежность узлов по отдельности;
- долгий срок службы;
- широкий спектр работ, выполняемых в домашних условиях.

К недостаткам относится низкий уровень точности, а также сверхнормативные люфты шпиндельного узла и качество подшипников шпинделя.
Электрооборудование. Параметры электрических цепей станка 1Д95
- Питающая сеть: напряжение — 380 В, ток — трехфазный, частота — 50 Гц
- Цепь местного освещения: напряжение — 36 В, ток — переменный
На станке установлены четыре трехфазных короткозамкнутых асинхронных электродвигателя:
Первоначальный пуск токарно-винторезного станка 1Д95
При первоначальном пуске станка необходимо путем внешнего осмотра проверить надежность заземления и качество монтажа электрооборудования. После осмотра на клеммных наборах в шкафу управления отключить провода питания всех электродвигателей. При помощи вводного автомата (BB) станок подключить к цеховой сети. Проверить действие блокирующих устройств (кожyxa сменных шестерен и кожуха ограждения патрона). При помощи кнопок и рукояток управления проверить четкость срабатывания магнитных пускателей. После этого провода питания электродвигателей подключить на свои места. Проверить правильность вращения электродвигателей. При правильном подключении станка к питающей сети и при включении насоса охлаждения охлаждающая жидкость вытекает из сопла системы охлаждения. Убедившись в правильности вращения электродвигателей, можно приступить к опробованию станка в работе.
После этого провода питания электродвигателей подключить на свои места. Проверить правильность вращения электродвигателей. При правильном подключении станка к питающей сети и при включении насоса охлаждения охлаждающая жидкость вытекает из сопла системы охлаждения. Убедившись в правильности вращения электродвигателей, можно приступить к опробованию станка в работе.
Описание работы токарно-винторезного станка 1Д95
Схема электрическая принципиальная показана на рис — 21. В таблице 6 указан перечень к схеме. При включенных автоматах ВВ и В1 на станке можно производить токарные операции, сверлильные работы и заточку режущего инструмента. Запуск электродвигателя насоса охлаждения осуществляется пускателем РЗ путем нажатия на кнопку КнП1, расположенную на пульте управления. Управление шпинделем токарного станка осуществляется от двух независимых рукояток. Каждая из рукояток имеет самовозврат в нулевое положение (позиция 0) с помощью пружин. Благодаря этому, каждая из позиций рукоятки (I, II, III, IV) работает как кнопка (толчковая). Таким образом может быть осуществлен пуск, реверс электродвигателя в любую сторону с помощью поворота рукояток в одно из крайних положений (левое — позиция I диаграммы, правое — позиция II). При этом, соответственно, замыкаются нормально разомкнутые контакты микропереключателей 1П или 2П. Замкнувшийся контакт включает соответствующий пускатель (Р1 или Р2). Включившийся пускатель (PI или Р2) переходит в самопитание и запускает электродвигатель главного привода в ту или другую сторону. Электродвигатель приводит во вращение шпиндель по или против часовой стрелки. Из нулевого положения рукоятки могут бытъ выведены также в положение «от себя» (полностью или частично). При частичном, толчковом нажиме на рукоятки в положение «от себя» (позиция III диаграммы) размыкаются нормально замкнутые контакты конечных выключателей:
Таким образом может быть осуществлен пуск, реверс электродвигателя в любую сторону с помощью поворота рукояток в одно из крайних положений (левое — позиция I диаграммы, правое — позиция II). При этом, соответственно, замыкаются нормально разомкнутые контакты микропереключателей 1П или 2П. Замкнувшийся контакт включает соответствующий пускатель (Р1 или Р2). Включившийся пускатель (PI или Р2) переходит в самопитание и запускает электродвигатель главного привода в ту или другую сторону. Электродвигатель приводит во вращение шпиндель по или против часовой стрелки. Из нулевого положения рукоятки могут бытъ выведены также в положение «от себя» (полностью или частично). При частичном, толчковом нажиме на рукоятки в положение «от себя» (позиция III диаграммы) размыкаются нормально замкнутые контакты конечных выключателей:
- для правой рукоятки 1П (7-8)
- для левой рукоятки 2П (8-12)
Пускатель PI или Р2 теряет самопитание, отключается, электродвигатель со шпинделем останавливается. При необходимости быстрого торможения шпинделя рукоятки выводятся в положение «от себя» полностью до остановки шпинделя, что соответствует позиции IV на диаграммах. При этом замыкается нормально разомкнутые контакты 7-9 конечных выключателей ВПт3 и ВПт4. Включившийся пускатель Рт приводит электродвигатель в режим динамического торможения. После окончания торможения шпинделя рукоятки не следует держать в позиции ГУ во избежание чрезмерного нагрева электродвигателя. Торможение шпинделя осуществляется также при полном НАЖИМЕ на аварийную кнопку «Все стоп» (КнАв) благодаря замыканию нормально разомкнутым контактам 6-9. Взаимные блокировки, исключающие возможностъ одновременного включения пускателей PI, Р2 и Рт, осуществляются в схеме нормально замкнутыми контактами пускателей 9-10; 10-11; 18-20; 22-43. Запуск, реверс и остановка электродвигателя сверлильного агрегата осуществляется при помощи пускателей Р6 и Р7 путем нажатия на кнопки КнП3 (33-34), КнП4 (34-36) и КнС3 (31-32). Запуск и остановка электродвигателя заточного приспособления осуществляется пускателей Р5 путем наяатия не кнопки КнП2 (28-29) и КнС2(7-28).
При необходимости быстрого торможения шпинделя рукоятки выводятся в положение «от себя» полностью до остановки шпинделя, что соответствует позиции IV на диаграммах. При этом замыкается нормально разомкнутые контакты 7-9 конечных выключателей ВПт3 и ВПт4. Включившийся пускатель Рт приводит электродвигатель в режим динамического торможения. После окончания торможения шпинделя рукоятки не следует держать в позиции ГУ во избежание чрезмерного нагрева электродвигателя. Торможение шпинделя осуществляется также при полном НАЖИМЕ на аварийную кнопку «Все стоп» (КнАв) благодаря замыканию нормально разомкнутым контактам 6-9. Взаимные блокировки, исключающие возможностъ одновременного включения пускателей PI, Р2 и Рт, осуществляются в схеме нормально замкнутыми контактами пускателей 9-10; 10-11; 18-20; 22-43. Запуск, реверс и остановка электродвигателя сверлильного агрегата осуществляется при помощи пускателей Р6 и Р7 путем нажатия на кнопки КнП3 (33-34), КнП4 (34-36) и КнС3 (31-32). Запуск и остановка электродвигателя заточного приспособления осуществляется пускателей Р5 путем наяатия не кнопки КнП2 (28-29) и КнС2(7-28). Остановку электродвигателей сверлильного агрегата и заточного приспособления можно осуществить путем нажатия на аварийную кнопку (КнАв). Нулевая защита осуществляется катушками магнитных пускателей. Защита от токов короткого замыкания осуществляется при помощи автоматических выключателей ВВ и В1. Защита от перегрузки электродвигателей осуществляется:
Остановку электродвигателей сверлильного агрегата и заточного приспособления можно осуществить путем нажатия на аварийную кнопку (КнАв). Нулевая защита осуществляется катушками магнитных пускателей. Защита от токов короткого замыкания осуществляется при помощи автоматических выключателей ВВ и В1. Защита от перегрузки электродвигателей осуществляется:
- главного привода — реле РТп1
- насоса охлаждения — реле РТп2
- заточного приспособления — реле РТп3
- сверлильного агрегата — реле РТп4
Включение электродвигателя шлифовального приспособления М4 осуществляется пакетным выключателем В2.
Жало для шпоночных пазов на токарном станке
ксор
Известный член
- #1
Я не знаю, какой правильный термин для этого аппарата на английском языке – научите меня!
, но установленный на токарном станке, его следует использовать для изготовления шпоночных пазов ВНУТРЕННИХ отверстий для оси
Я сделал это в произвольном стиле из материалов из мусорного бака.
а теперь мне нужно приварить заднюю часть к “башне”.
Google перевод доступен справа под строкой меню!
Подробнее здесь:
http://kelds.weebly.com/manuelt-stikkeapparat.html
кигггл
Известный член
- #2
Вы делаете что-то подобное?:
http://homepage3.nifty.com/amigos/slotter/slotting_tool-e.htm
ксор
Известный член
- #3
kquiggle сказал:
Вы делаете что-то подобное?:
http://homepage3.nifty.com/amigos/slotter/slotting_tool-e.htm
Нажмите, чтобы развернуть…
Да, именно эта функция :hDe:
кигггл
Известный член
-
- #4
«Презатель шпоночного паза» — это английский термин, который вы ищете. Похоже, у вас хорошее начало – я с нетерпением жду завершения проекта.
Кстати, некоторым участникам этого форума может быть полезна ссылка на переведенную версию вашей веб-страницы:
http://translate.google.com/transla…//kelds.weebly.com/manuelt-stikkeapparat.html
ксор
Известный член
- #5
kquiggle сказал:
«Кнопочный резак» — это английский термин, который вы ищете.Похоже, у вас хорошее начало – я с нетерпением жду завершения проекта.
Кстати, некоторым участникам этого форума может пригодиться ссылка на переведенную версию вашей веб-страницы:
http://translate.google.com/transla…//kelds.weebly.com/manuelt -stikkeapparat.html
Нажмите, чтобы развернуть…
Спасибо за «термин» и огромное спасибо за ссылку на перевод – я этого не знал – на самом деле я разместил комбо прямо под строкой меню, чтобы выбрать перевод на любой язык, который вы хотите … но иногда это просто мусор вот и выходит перевод :hDe:
Если глубина (это […] improper use of that word wh  .. ] .. ], чем значение шага, […] Gawain максимально увеличит глубину и сделает новый проход в этом месте, пока не будут достигнуты все глубины для цикла черновой обработки. galaad.net galaad.net | Falls eine T iefe (be im Drehen is t d i es der Durchmesser) gr e r al s штамп Tiefe […] des Absatzes ist, wird Gawain diese Tiefe maximieren […] und danach eine Fahrt an diesen Ort durchfhren, bis alle Tiefen der Vorfrsbearbeitung erreicht sind. galaad.net galaad.net |
Новый токарно-фрезерный центр на заводе в Рингсхайме с фрезерными станками с ЧПУ (5-осевые фрезерные станки с максимальным ходом 5750 x 1750 x 400 мм и 3-осевые фрезерные станки с [. максимальный ход 6000 x […] 2000 x 550 мм) плюс точки с ЧПУ (с максимумом IM U M Диаметр поворота. .] клиентов почти […] неограниченные возможности для желаемых готовых деталей. simona-de.com simona-de.com | Das neue Frs- und Drehzentrum im Werk Ringsheim mit CNC-Frsmaschinen (5-Achs-Frsmaschinen mit maximalen Verfahrwegen von 5750 x 1750 x 400 мм и […] 3-Achs-Frsmaschinen mit […] maxima le n Verfahrwegen v on 6000 x 2000 x 550 мм) sowie CNC-Drehmaschinen (maxim al er Drehdurchmesser bi zu s […]мм) и Profilierungsmaschinen […] stellt den Kunden eine nahezu optimale Verfgbarkeit der gewnschten Fertigteile sicher. simona-de.com simona-de.com |
Штат сотрудников составляет более или менее 30 человек, компания оснащена самыми современными станками (многозадачные станки, вертикальные и горизонтальные токарные станки, а также вертикальные и горизонтальные паллетные обрабатывающие центры) с максимальным числом шпинделей […] скорость вращения до 20.000 оборотов, ход оси […] равно 1000 мм a nd a диаметр поворота u p дюйм xo длина rompani.it rompani.it | Das Unternehmen, mit ungefhr 30 Mitarbeitern, ist mit den modernsten Werkzeugmaschinen (Multi-Funktions-Maschinen, Vertikal- und Horizontal-Drehmaschinen, Palettierten Vertikal- und Horizontal-Bearbeitungszentren) ausgestattet, die von einer Max. […] Spindelumdrehungsgeschwindigkeit bis zu 20. […] Drehung en , Achsenhben v on 100 0 мм u nd Drehmessern bi s zu […] x 1500 фон Ln ge geprgt sind rompani.it rompani.it |
С помощью регулировочного винта (44) установите t h e диаметр токарной обработки f i rs t цифровое считывание, затем точная шкала (43)). голод-машинен.де голод-машинен.де | An der Stellschraube (44) de n Drehdurchmesser z unchst nach de r Einstellskala ( 43) grob und eintelli ge mit 4 Digitalannze mit 43 голод-машинен.де голод-машинен.де |
С длиной обточки [. замечательно […] № расширяет границы этой успешной серии токарно-фрезерных станков DMG. dmgbenelux.com dmgbenelux.com | M it Drehlngen von 4 .150 mm beziehungsweise 6.150 mm und einem ma ximal en Drehdurchmesser bi s 1.0 70 mm arrondieren […] Diese Beiden […] Innovationen die bereits erfolgreiche Baureihe der Dreh-Frszentren von DMG nach oben. dmgbenelux.com dmgbenelux.com |
Токарный станок с ЧПУ wi t h диаметр точения o f  simona-de.com simona-de.com | CNC-Drehmasc hi nen m it maximalem Dr ehdurchmesser б […] на 1200 мм. simona-de.com simona-de.com |
2008 г. приобретение […] далее 10 метров la th e , диаметр поворота 1 . 6 счетчики с приводными инструментами presstec-pressentuning.de presstec-pressentuning.de | 2008 Anschaffung ei ne r weiteren 1 0 Meter Dreh ba nk, Drehdurchmesser 1,6 M eter mit […] angetriebenen Werkzeugen presstec-pressentuning.de presstec-pressentuning.de |
Запустите вращение рабочего стола с помощью переключателя (21) и установите токарный инструмент на [. в разделе 6. голод-машинен.де голод-машинен.де | Arbeitstisch am Schalter (21) einschalten und Drehmeiel auf den gewnschten […] Ausdrehdu rc hmes ser einstellen wie в Ка р. 6 слов. голод-машинен.де голод-машинен.де |
When resetting t h e turning diameter t h e diameter f i ne adjustment should be in centre [ …] позиция. wagner-werkzeug.de wagner-werkzeug.de | Be i der Neueinrichtung ein es Drehdurchmesse rs ist die Durchmesser- Fei neins te llung [. в Mittelstellung zu Bringen. wagner-werkzeug.de wagner-werkzeug.de |
Wi TH A Диаметр поворота O F U P до 1600 ММ. glaesener-schmidt.de glaesener-schmidt.de | M i t einem Drehdurchmesser vo n bis zu 1.600 mm bei 240 min-1 knnen dabei auch Bauteile gefertigt werden, die bisher nur von Schweren […] Karuselldrehmaschinen bewltigt werden konnten. glaesener-schmidt.de glaesener-schmidt.de |
Револьверный токарный станок с ЧПУ Monforts RNC 300AC автоматический dev ic e . Turning diameter 2 5 0 m m , turning l e ng -й 500 мм, проходной шпиндель диаметром 42 мм, [. 12 станций с приводными инструментами. металл-пезель.час металл-пезель.час | ЧПУ Monforts RNC 300AC […] Revolve r Drechselautomat Drechselndurchmesser 2 50 mm, Drechselnlnge 5 00 mm, Durchmesser des Sp indeldurchgangs 42 mm 12 Stationen mi t Betriebswerkzeuge metal-pezelj.hr metal-pezelj.hr |
Числовой контроль L по адресу H E Диаметр поворота 4 0 4 0 4 0 4 . | эйне н мерище […] Стеу er ung Drehmas chi ne Drehdurchmesser 40 00m m Ln ge 850 ellegiweb. ellegiweb.it |
три C N C диаметр поворота м a x 900 […] Инструменты с дистанционным приводом на 3200 точек ellegiweb.it ellegiweb.it | d re i C NC-Drehen ma x 9 00 mit 3 20 0 Punkte […] Abstand angetriebenen Werkzeugen ellegiweb.it ellegiweb.it |
Токарно-наплавочная модель 1А616, СВ-18-РА, […] E-400 до 40 0 м m диаметр поворота a n d длина 1500 мм bandk.hu 7 | Drehen D rehmaschinen vom Ty pe 1A616, SV-18-RA, […] E-400 bis zu einem Drehdurchmesser von 400 mm und maximale Lnge von 1500 mm bandk. bandk.hu |
Размеры такие h a s диаметр поворота , w ei […] адаптироваться по желанию заказчика к элементам соответствующего […] сварочные элементы или к соответствующему случаю применения. haane.de haane.de | Die Dimen si onen wie з. B. Umlaufdurchmesser, G ewi cht и Au sstattung […] werden kundenspezifisch auf die Bauteile der jeweiligen […] Schweibauteile bzw. auf den Einsatzfall angepasst. haane.de haane.de |
T h e диаметр обточки i s i увеличен до 690 мм за счет [. мостик кровати stuermer-machines.com stuermer-machines.com | d ur ch Herausnahme wi rd der Drehdurchmesser auf 6 90 mm erhht stuermer-machines.com stuermer-machines.com |
Гидростатическая система Loadsensing / телескопическая / регулировка наклона […] Руля ANG LE / Диаметр поворота [ M ] 5555555555555167.9167.9167 .9167 .9167 . | Hydrostatisch, Load-Sensing-System / hhen- und neigungsverstellbar […] Радейншлагвин ке л / Вендекрайс [м] 5 5 / 8,1 steyr-traktoren.com steyr-traktoren.com |
(1) только для держателя инструмента XZ, макс. index-werke.de index-werke.de | (1) nur fr Werkzeugtrger XZ, макс. Нендредурхмессер ок. 230 мм (2) ручной index-werke.de index-werke.de |
на универсальных токарных станках с длиной обработки […] Материал до 1500 мм A N D Диаметр поворота 2 3 0 2 3 0 2 3 0 2 . | Durch Universalbnke mit Drehlnge verarbeitenden […]
Mate RI ALS BIS 150 0 M M UND DREHDUCHMESSER 230 M 7 9000K 9000K 9000K 9000K 9000K 9000K 9000K 9000K 9000K 9000K 9000K 9000K 9000K 9000K 9000K 9000K 9000K 9000K 9000K 9000K 9000K 9000K 9000K 9000K 9000K 9000K 9000K 9000K 9000K 9000K 9000K 9000K . |
Наш самый большой вертикальный токарный станок […] машина имеет макс. im u m диаметр поворота o f 3 500 мм и не более […] высота поворота 2450 мм. staalbouwboom.nl staalbouwboom.nl | Unsere grte […] Karussel-Drehmaschine hat ei nen m axi mal e Durchmesser v on 350 0 mm un d eine […] максимальное e Drehhhe v на 2450 мм. staalbouwboom.nl staalbouwboom.nl |
Стандартная программа включает дрель […] стержни от 2 до 6 м м диаметр поворота . mas-tools.de mas-tools.de | Стандартная программа umfasst [. mas-tools.de mas-tools.de |
Большой GE S T Диаметр поворота 1 2 50 9016, слайд. | Der groess te Drehdurchmesser 12 5 0, Stoesselsenkrwchtbewegung 80 0 zts-vos.sk zts-vos.sk |
T h e диаметр токарной обработки i s 2 50 мм, рабочая длина точения 500 мм, шпиндель […] сквозной диаметр 42 мм, 12 станций с приводными инструментами. металл-pezelj.hr металл-pezelj.hr | Drechselndurchmesser 250 м м, Drechselnlnge 5 00 мм , Durchmesser des Durchgangs 6 6 [. durch die Spindel 42 mm, 12 Stationen mit Werkzeugbetrieb. металл-pezelj.hr металл-pezelj.hr |
Диаметр поворота o v er станина мм schlitt-werkzeuge.de schlitt-werkzeuge.de | Werkstckdurchmesser b er Bet t m m schlitt-werkzeuge.de schlitt-werkzeuge | .de
Изготавливаем токарные до […] макс. 570 мм im u м диаметр поворота a n d до 3000мм […] длина поворота для вас. smb-pn.de smb-pn.de | Wir knnen fr Sie Dreharbeiten […]
бис макс . 570 м м Drehdurchmesser u nd b is 3000мм [. Drehlnge bewerkstelligen. smb-pn.de smb-pn.de |
5 позиция io n : Диаметр поворота | 5 Posi tio n : Drehdurchmesser emc-machines.com emc-machines.com |
диаметр поворота o v er станина ekw-machines.de ekw-machines.de | Drehdurchmesser b er B et t ekw-machines.de ekw-machines.de |
Он обрабатывает 4 оси ЧПУ и […]
Максимальные размеры 1200 м M I N Диаметр , A A .0165 e ig высотой 1000 мм и диаметром поддона [. 1000 мм. neuson-hydrotec.com neuson-hydrotec.com | Es arbeitet mit 4 NC-Achsen und maximalen […] Abmessu ng en v на Durchmesser 12 00 мм, D rehhhe 1000 мм , на поддоне 6 6 6 9 160 90 90. neuson-hydrotec.com neuson-hydrotec.com |
Комбайн Micro 7 100 […] years of know-ho w i n turning s m a l l – diameter w o рк штук с искусно […] продуманная простота, доказавшая свою эффективность […] сам со станком Micro 8 tornos.fr tornos.fr | Die Micro 7 verbindet 100 Jahre Know-how in der [. |
 ..]
..]
 000
000 ..]
4150 мм или 6150 мм соответственно и максимум IM U M DIMAMETR O O O O .
..]
4150 мм или 6150 мм соответственно и максимум IM U M DIMAMETR O O O O . ..]
запрос ir e d диаметр поворота a s d […]
..]
запрос ir e d диаметр поворота a s d […] ..]
..] ..]
..] it
it hu
hu ..]
..] нет м . диаметр поворота а р пр вол. 230 мм (2) ручной
нет м . диаметр поворота а р пр вол. 230 мм (2) ручной
 ..]
Борстанген фон 2 бис 6 мм Ausdrehdurchmesser .
..]
Борстанген фон 2 бис 6 мм Ausdrehdurchmesser . ..]
..] ..]
..] ..]
..]