Токарный станок 1м65 технические характеристики – 165 –
alexxlab | 25.03.2020 | 0 | Токарный
Токарный станок 1М65: технические характеристики
Процесс обновления методов изготовления деталей продолжается постоянно. Причем проверенный способ обработки металла резанием все равно остается востребованным. Он тоже совершенствуется с сохранением главного своего достоинства – практическом отсутствии ограничений в форме полученных изделий. Строгание, фрезерование, полирование, точение и другая обработка часто являются единственными, способными придать металлу необходимую конфигурацию.
Токарный станок 1м65 имеет увеличенные габаритные размеры, что делает его особенно востребованным в условиях машино- и судостроительных производств. Такому агрегату необходима значительная площадь в цехе и серьезная сервисная поддержка. Его энергопотребление не малое. Зато такой станок обрабатывает изделия до одного метра в диаметре и протяженностью в несколько метров. Это полностью исключено для агрегатов стандартного типоразмера, не говоря о настольном исполнении.
Такие станки целесообразнее использовать для:
- Производственных и ремонтных подразделений предприятий.
- Индивидуального/мелкосерийного выпуска деталей.
- Предварительной или чистовой механической обработки (класс точности обработки – нормальный).
СОВЕТ: Решение о покупке бывших в эксплуатации станков принимают только после их всесторонней диагностики и тестирования на соответствие точности обработки и достижимого качества поверхности детали.
Приобретать предпочтительнее новое либо полностью восстановленное в условиях специализированных предприятий оборудование.
Назначение и описание токарного станка 1м65
Токарно-винторезный станок 1м65 способен в полном объеме удовлетворить технологические требования к соответствующему производственному процессу. Он стал полноценной заменой выпускавшемуся почти 60 лет назад токарному станку ДИП 500. Агрегат 1м65 отличается от своего предшественника большей допустимой длиной заготовки и скоростью вращения шпинделя, мощностью электродвигателя (главный привод) и многими другими параметрами.
Агрегат часто используют в лобовом варианте, т.е. под обработку средних и больших деталей, закрепленных на план-шайбе. Такой токарный станок чаще применяют для работ по металлу, включая самые различные стали и ее сплавы, цветной металлопрокат и полимерные материалы. Применяя резцы из быстрорежущих сталей или оснащенные твердосплавными пластинами, можно вести обработку деталей на высокой скорости резания.
Выпускались токарные станки 1м65 на Рязанском станкостроительном заводе. Сейчас запасные части и комплектующие изделия к ним также есть в продаже, цене — приемлемые.
Устройство токарно-винторезного станка 1м65 практически ничем не отличается от других представителей токарного парка. Конструктивное исполнение и достаточная жесткость станины, его шпинделя, каретки и прочих силовых элементов делают реальностью технические возможности этого агрегата. Благодаря достаточному перемещению верхней части суппорта выполняется качественная токарная обработка конусных поверхностей разной длины. Подготовка станка к нарезанию резьбы заключается в настройке величины ее шага зубчатыми колесами коробки подач или гитары сменных шестерен.
Коробка подач имеет конструкцию закрытого типа, что позволяет выполнять резьбы обычной точности. Для аналогичной операции, но высокой точности подачу делают посредством комплекта сменных шестерен (без коробки). Для оперативности суппорт станка снабжен отдельным электроприводом, выполняющим ускоренные переходы резца (перегоны) в 2-х направлениях. Переключение оборотов шпинделя и величины перемещения резца есть рукоятки на коробке скоростей и подач соответственно. За движение задней бабки вдоль станины и выдвижение ее пиноли отвечают два маховика.
Схема размещения основных элементов токарного станка 1м65 поможет в его изучении и освоении специалистами-токарями, персоналом основных и вспомогательных подразделений предприятия.
Руководство (мануал) по обслуживанию и эксплуатации токарного станка 1м65, помимо прочей информации, доводит до потребителей перечень возможных операций токарной обработки:
- Торцовка и отрезание.
- Нарезка резьбы трех видов (дюймовая, модульная и метрическая).
- Наружное точение и внутренняя расточка (в т. ч. конусных поверхностей)
Достигается степень шероховатости поверхности деталей, соответствующая классу V6. Для всех операций резания допускается применять инструменты, выполненные по действующим стандартам. Желателен сертификат соответствия.
Основные технические данные токарного станка 1м65
Предельные размеры заготовок для обработки составляют:
- Диаметры – 1000 (над станиной), 600 (над суппортом) и 80 мм (внутри шпинделя).
- Длина – 3000, 5000 и 8000 мм, что соответствует расстояниям между центрами (РМЦ) для станков в разном исполнении.
Вес детали не должен превышать 5 т.
Резьбы нарезаются с шагом, лежащим в диапазоне:
- Метрическая и модульная 1 – 120 мм.
- Дюймовая (¼ — 28).
Масса и габариты в зависимости от варианта исполнения:
- Длина х ширина х высота 6140 * 2200 * 1760 мм (РМЦ = 3000 мм).
- Масса 12,8 т (если РМЦ = 3000 мм).
Электродвигатель главного привода имеет мощность 22 кВт. Применен насос модели ПА-22 для подачи смазочно-охлаждающих жидкостей (СОЖ) в зону резания.
Конструктивное устройство токарного станка 1м65
Жесткая станина цельной конструкции – основа для сборки всех элементов, деталей и агрегатов станка. Сверху на ней есть 3-и направляющих призматической формы. Средняя из них используется для перемещения задней бабки, а две крайние – для каретки. Во внутренней части станины выполнены лючки, имеющие уклон в сторону задней бабки. По ним в корыто станины удаляется стружка и собирается отработанная СОЖ. В левой части полости станины – местоположение электродвигателя (главный привод) и насоса СОЖ с емкостью под нее.
Спереди, в правой части станины установлен кронштейн с втулками ходовых винта и вала. Во избежание их прогиба при РМЦ от 5000 мм и более монтируют промежуточные опоры. Передняя бабка стоит поверх станины слева и фиксируется болтовыми и штифтовыми соединениями. В ее корпус помещен узел шпинделя с электромагнитным тормозом и механизмы:
- Реверса (для каретки либо при нарезке резьбы).
- Переключения оборотов.
- 8-и кратного увеличения шага резьбы.
Тут же расположена система смазки. Рядом с передней бабкой установлен коммутационный электрический шкаф. Шпиндель вращается в трех подшипниковых узлах, два из которых – регулируются. Заднюю бабку двигают вручную, вращая маховика ее редукторного привода. В узел пиноли этой бабки установлен вращающийся на опорах центр. В нем выполнены канавки под для хвостовики режущих инструментов (сверла, развертки и т. п.). Суппорт станка — крестообразный. Причем вдоль заготовки он движется по направляющим станины заодно с кареткой, а поперек – по пазам последней.
Поверх суппорта установлены резцовые салазки с 4-х местным резцедержателем, которые возможно развернуть в любое угловое положение относительно оси. Токарные станки 1м65 ряда модификаций имеют устройства цифровой индикации (УЦИ) линейных перемещений. Его преобразователь передает движение к ходовому винту через сильфон. Отсчеты делают по делениям лимба или по экрану УЦИ.
Суппорт перемещается с помощью фартука, который, в свою очередь, двигается за счет вращающегося ходового винта либо вала. В суппорт встроены 4 электромагнитные муфты, поэтому он управляется одной рукояткой. При этом наклон включенной ручки совпадает с подачей по направлению. Обгонная муфта обеспечат ускоренный перегон суппорта даже при включенной рабочей подаче.
Коробка подач устроена так, что первая половина их диапазона и процессы нарезания всех видов резьбы реализуются без сменных шестерен. Они нужны только для обеспечения другой части подач. К станку прилагается 4-х кулачковый зажимной патрон без самоцентровки. Для точения деталей значительной длины и недостаточной жесткости есть 2-е опоры-люнеты (неподвижный и подвижный). Подвижный люнет крепят на каретке станка. Он поддержит детали диаметра 70 – 250 мм в непосредственной близости от резца. Непосредственный – устанавливают прямо на направляющие станины и фиксируют его болтовым прихватом в произвольном месте. Этот люнет удерживает заготовку 70 – 380 мм в диаметре.
Увеличение высоты центров
Для того, чтобы обрабатывать на станке 1м65 болванки, диаметр которых более 1 м, нужно обеспечить увеличить высоту линии центров. С этой целью часть модифицированных токарных станков 1м65 была изготовлена с углублением в станине. Она закрыта легко съемной заглушкой, которую демонтируют в случае необходимости.
СОВЕТ: Операции по установке на станок тяжелых крупногабаритных деталей следует производить исключительно с помощью грузоподъемных механизмов.
moistanki.ru
Токарный станок 1М65 – Поставки станков
Станок токарный модели 1М65 заменил устаревшую марку 165, и по всем технологическим и эксплуатационным параметрам превосходит его. Используется для точения деталей из разных материалов, нарезания резьбы, сверловки, расточки. Заготовка зажимается в центрах или патроне, а при обработке длинных изделий применяются люнеты.
Тип климатического исполнения – УХЛ 4 по ГОСТ 15150—69.
Станок может быть нормальной и повышенной точности.
Отличительные особенности
- Ускоренное перемещение суппорта в продольном и поперечном направлении происходит от отдельного электродвигателя.
- Изменение параметров нарезаемой резьбы производится перестановкой сменных зубчатых колес и переключением шестерней в коробке подач.
- Возможности станка позволяют использовать при обработке инструмент из быстрорежущей стали и с применением твердосплавных пластин.
- Изготовление конических поверхностей небольшой длины допускается без использования дополнительного устройства.
- Использование дополнительных приспособлений повышает функционал оборудования.
- Наличие защитных и блокировочных систем обеспечивают безопасную эксплуатацию.
- Жесткая станина и мощный привод позволяют работу с широким диапазоном вращения шпинделя и подач.
| Технические параметры | 1М65 |
| Наибольший обрабатываемый диаметр, мм: | |
| над направляющими станины | 1000 |
| над суппортом | 650 |
| Максимальная длина изделия, мм | 1000 / 3000 / 5000 / 8000 / 10000 |
| Диаметр сквозного отверстия в шпинделе, мм | 128 |
| Масса обрабатывающей заготовки, кг | 8000 |
| Конус на шпинделе | 100; 1:20 |
| Крутящий момент, Нм | 9500 |
| Рабочие подачи – продольные, мм/об | 0,06 – 2,42 |
| Рабочие подачи – поперечные, мм/об | 0,022 – 0,88 |
| Количество оборотов шпинделя, мин-1 | 5 – 500 |
| Ускоренные перемещения продольные/поперечные, мм/мин | 3000/1000 |
| Пределы шагов резьбы (метрической), мм | 1 – 96 |
| Пределы шагов резьбы (дюймовой), нит/1′′ | 24 – 0,25 |
| Пределы шагов резьбы (модульной), модуль | 0,5 – 24 |
| Пределы шагов резьбы (питчевой), питч | 96 – 1 |
| Число скоростей шпинделя | 24 |
| Внутренний конус в пиноли задней бабки | М5 |
| Продольное перемещение пиноли, мм | 300 |
| Главный двигатель, кВт | 22 |
| Габариты станка, мм | |
| длина | 4100, 6140, 8180, 11380, 13210 |
| ширина | 2200 |
| высота | 1770 |
| Общая масса, кг | 9850, 12800, 15750, 20300, 24300 |
Условия покупки оборудования
Стоимость нового станка токарно-винторезного 1М65 или проведение капитального ремонта, Вы можете узнать, позвонив к нам в офис по телефону +7(4852) 66-40-25 или написать запрос на электронный адрес: Этот адрес электронной почты защищён от спам-ботов. У вас должен быть включен JavaScript для просмотра.. На все вопросы наши сотрудники предоставят развернутый ответ.
standart-st.ru
1Н65 Станок токарно-винторезный универсальныйсхемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1Н65
Разработчик станка – Рязанское специальное бюро станкостроения.
Изготовитель универсального токарно-винторезного станка 1Н65 Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Универсальный токарно-винторезный станок 1Н65 является усовершенствованной моделью станка 1М65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ – 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3… .
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной и горизонтальной компоновок, трубообрабатывающих станков – для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
1Н65 станок токарно-винторезный универсальный. Назначение, область применения
Универсальный токарно-винторезный станок модели 1Н65 заменил устаревшую модель станка этой же серии 1М65.
Токарно-винторезный станок модели 1Н65 предназначен для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства. На станке можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб – метрической, модульной, дюймовой).
Основные технические характеристики токарно-винторезного станка 1н65
– Изготовитель – Рязанский станкостроительный завод РСЗ.
Основные параметры станка – в соответствии с ГОСТ 18097-93. Станки токарно-винторезные и токарные. Основные размеры. Нормы точности.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 1000 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом – Ø 650 мм
- Расстояние между центрами – 1000, 3000, 5000 мм
- Высота центров – 500 мм
- Допустимая масса изделия, устанавливаемого в центрах – 5000 кг
- Мощность электродвигателя – 22 кВт
- Вес станка полный – 12,8 т
Шпиндель токарно-винторезного станка 1н65
- Конец шпинделя – по ГОСТ 12595 (Концы шпинделей фланцевые типа А)
- Условный размер конца шпинделя – 15 исполнение 2
- Внутренний (инструментальный) конус шпинделя – Метрический 100 конусность 1:20 (специальный)
- Диаметр сквозного отверстия в шпинделе – Ø 128 мм
- Наибольший диаметр обрабатываемого прутка – Ø 120 мм
- Частота вращения шпинделя – 5..500 об/мин (24 ступени)
Подачи и резьбы токарно-винторезного станка 1н65 без дополнительных сменных колес
- Пределы подач продольных – 0,05..3,05 мм/об (40 ступеней)
- Пределы подач поперечных 0,017 до 1,04 мм/об (40 ступеней)
- Пределы подач резцовых салазок – 0,017..1,04 мм/об (40 ступеней)
- Пределы шагов резьб метрических – 1..120 мм (44 шагов)
- Пределы шагов резьб дюймовых – 28..1/4 ниток на дюйм (31 шага)
- Пределы шагов резьб модульных – 0,5..30 модулей (37 шагов)
Суппорт станка имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Станок предназначен для обработки черных и цветных металлов с большими скоростями резания резцами из быстрорежущей стали и твердых сплавов.
Коробка подач закрытого типа обеспечивает нарезание стандартной резьбы. Точные резьбы нарезаются с применением сменных зубчатых колес, минуя коробку подач.
Изменение чисел оборотов шпинделя и скорости подачи суппорта осуществляются переключением зубчатых колес коробки скоростей и коробки подач при помощи рукояток.
Перемещение задней бабки и выдвижение пиноли выполняются вручную вращением маховичков.
Особенности конструкции токарного станка модели 1н65
- Станина жесткой формы, имеет закаленные и шлифованные поверхности направляющих под каретку и заднюю бабку
- Шпиндель с фланцевым передним концом смонтирован на трех опорах, обеспечивающих необходимую жесткость и виброустойчивость
- Конструкция фартука позволяет сосредоточить управление механическим перемещением суппорта в одной рукоятке, направление включения которой совпадает с направлением движения суппорта;
- В пиноль задней бабки встроен вращающийся шпиндель с регулируемыми подшипниками передней опоры
- Пиноль – имеет два перемещения: быстрое – для холостого хода и медленное – для сверления, зенкования и т.п.
- Фартук имеет регулируемое предохранительное устройство, которое останавливает перемещение его при перегрузке станка;
- Резцовые салазки имеют механическое перемещение от отдельного двигателя
- Станок снабжен устройством цифровой индикации для отсчета поперечного перемещения суппорта (исполнения с “Ф1”).
- Частота обратного вращения шпинделя в 1,3 раза выше чем прямого, что сокращает время обработки резьб
- Точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте
- Ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.
- Все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы
- Для повышения технических и эксплуатационных возможностей станок комплектуется необходимым количеством принадлежностей и приспособлений.
Основные показатели точности и надежности станка 1Н65
- Постоянство диаметров образца-изделия в поперечных сечениях – 10 мкм
- Постоянство диаметров образца-изделия в продольных сечениях на длине измерения 300 мм – 25 мкм
- Шероховатость поверхности образца-изделия после его чистовой обработки, Ra – 2,5 мкм
- Коэффициент повышения производительности относительно сравниваемой модели 1M65 (к уровню 1985 г.) – 1,38
- Установленная безотказная наработка в сутки – 16(21) ч
- Установленная безотказная наработка в неделю – 80 ч
- Установленная безотказная наработка – 1000 (1500) ч
- Удельная масса металла, не более – 0,7 усл.ед.
- Удельный расход электроэнергии, не более – 0,72 усл. ед.
Стандартное оборудование
- Люнет неподвижный (Ø 70-380 мм) и от 100 до 500 мм для станков с РМЦ 8000 мм и выше
- Люнет подвижный (Ø 70-250 мм)
- Патрон четырехкулачковый Ø 1000 мм.
Оборудование за отдельную плату
- Патрон трехкулачковый самоцентрирующий Ø 315 мм или Ø 400 мм
- Резьбоуказатель
- Конусная линейка
- Люнет открытый (Ø 300-500 мм для станков с РМЦ 6000 мм и выше).
Класс точности станка Н или П по ГОСТ 8—82Е. Шероховатость обработанной поверхности V 6.
Вид климатического исполнения — УХЛ4 по ГОСТ 15150—69.
Модификации токарного винторезного станка 1Н65
Станок модели 1Н65Ф1 оснащен устройством цифровой индикации, обеспечивающим отсчет поперечного перемещения суппорта.
Станок модели 1Н65-5 с РМЦ=5000 мм предназначен для выполнения разнообразных токарных работ.
Станок модели 1Н65Ф1-5 РМЦ=5000 мм оснащен устройством цифровой индикации, обеспечивающим отсчет поперечного перемещения суппорта.
Станок модели 1Н65-0 РМЦ=1000 мм предназначен для выполнения разнообразных токарных работ.
Станок модели 1Н65Ф1-0 РМЦ=1000 мм оснащен устройством цифровой индикации, обеспечивающим отсчет поперечного перемещения суппорта.
Станок модели 1Н65Г предназначен для выполнения разнообразных токарных работ и имеет выемку в станине.
Станок модели 1Н65ГФ1 токарно-винторезный нормальной точности, оснащен устройством цифровой индикации, обеспечивающим отсчет поперечного перемещения суппорта. Станок имеет выемку в станине.
Габарит рабочего пространства токарного станка 1Н65. Суппорт.
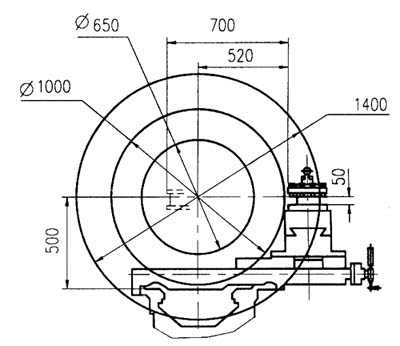
Габарит рабочего пространства токарного станка 1н65
Посадочные и присоединительные размеры станка 1Н65. Шпиндель
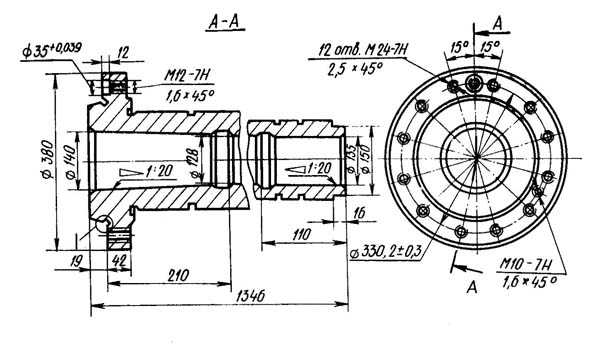
Посадочные и присоединительные размеры станка 1н65
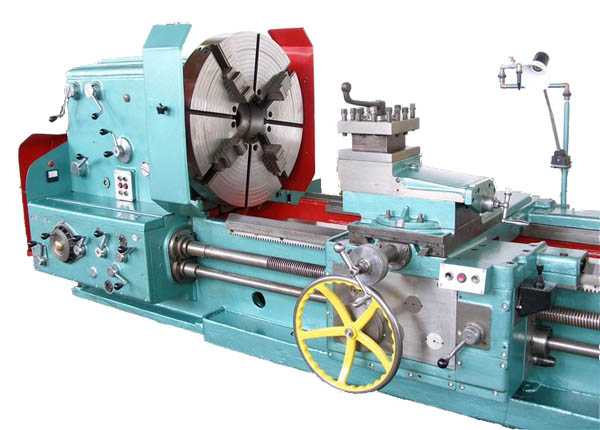
Общий вид универсального токарно-винторезного станка 1Н65

Фото токарно-винторезного станка 1н65

Фото токарно-винторезного станка 1н65

Фото токарно-винторезного станка 1н65
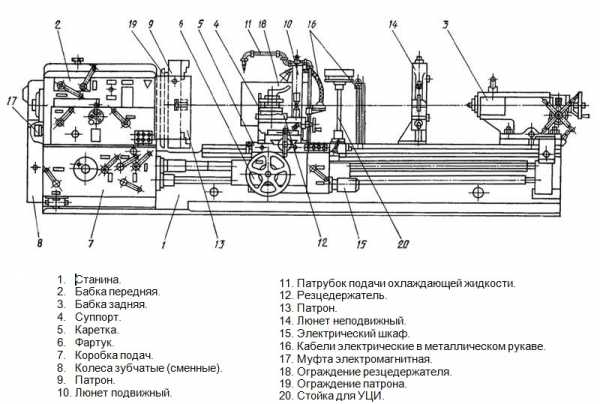
Расположение составных частей токарного станка 1Н65-0, 1Н65Ф1-0
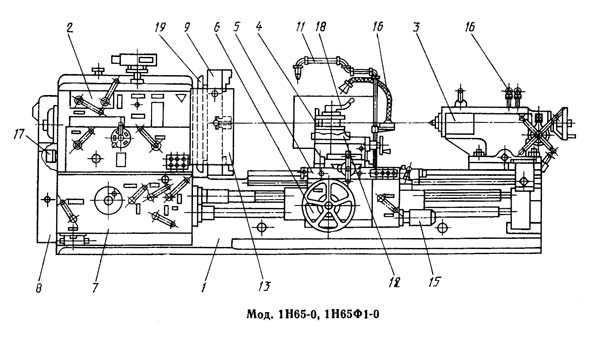
Расположение составных частей токарного станка 1н65-0, 1н65ф1-0
Расположение составных частей токарного станка 1Н65, 1Н65Ф1, 1Н65-5, 1Н65Ф1-5, 1Н65Г
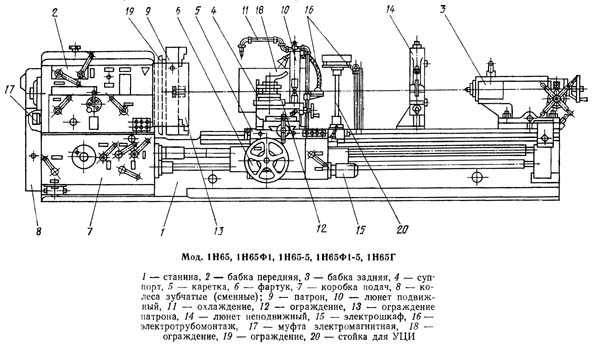
Расположение составных частей токарного станка 1н65, 1н65ф1, 1н65-5, 1н65ф1-5, 1н65г
Составные части токарного станка 1Н65
- Станина
- Бабка передняя
- Бабка задняя
- Суппорт
- Каретка суппорта
- Фартук
- Коробка подач
- Колеса зубчатые (сменные)
- Патрон
- Люнет подвижный
- Охлаждение
- Ограждение
- Ограждение патрона
- Люнет неподвижный
- Электрошкаф
- Электротрубомонтаж
- Муфта электромагнитная
- Ограждение
- Ограждение
- Стойка для УЦИ
Описание конструкции токарного станка 1Н65
Станина является базовой сборочной единицей, на которой монтируются все остальные сборочные единицы и механизмы станка.
На верхней части станины расположены три призматические направляющие, из которых передняя и задняя являются базой каретки, а средняя — базой задней бабки.
Внутри станины имеются наклонные люки для отвода стружки и охлаждающей жидкости в сторону, противоположную рабочему месту.
Под левой головной частью станины имеются ниши, в одной из которых смонтирован электродвигатель главного привода, а в другой — электронасос охлаждения с резервуаром для охлаждающей жидкости. Корыто для сбора охлаждающей жидкости выполнено монолитным с корпусом станины.
В правой части станины на передней стенке смонтирован кронштейн со встроенными в него опорами ходового винта и ходового вала.
Для предотвращения провисания ходового винта и ходового вала в станке с РМЦ = 5000 мм имеются две подвески. Для станков моделей 1Н65Г и 1Н65ГФ1 в станине имеется выемка, в которой установлен съемный мостик.
Бабка передняя устанавливается на левой головной части станины, фиксируется штифтами и крепится болтами. В корпусе ее смонтированы: электромагнитная муфта для торможения шпинделя, шпиндельный узел, звено увеличения шага в 8 раз, механизм изменения направления перемещения каретки или нарезании резьб, механизм настройки скоростей шпинделя, вилки перемещения, рукоятки и другой детали, система смазки и электрошкаф.
Шпиндель смонтирован на трех опорах качения, из которых передняя и задняя регулируемые.
Бабка задняя перемещается по направляющим станины от редуктора ручного перемещения вращением валика.
В пиноль бабки встроен вращающийся шпиндель, у которого подшипники передней опоры регулируются с помощью гаек.
В шпинделе бабки задней имеется прорезь для лапок хвостового режущего инструмента.
Суппорт крестовой конструкции имеет продольное перемещение вместе с кареткой по направляющим станины, а поперечное по направляющим каретки.
Оба перемещения осуществляются механически при помощи крестового переключателя и вручную вращением маховика и рукоятки каретки.
Резцовые салазки, несущие четырехпозиционную резцедержку, перемещаются вручную и механически по направляющим поворотной части, которую можно повернуть вокруг оси на любой угол.
Каретка станков с устройством цифровой индикации снабжена преобразователем линейных перемещений, который соединяется с винтом поперечных перемещений с помощью сильфонной муфты.
Отсчет поперечного перемещения может осуществляться по лимбу и по табло УЦИ.
Фартук станка выполнен закрытого типа со съемной передней крышкой. Движение суппортной группе передается механизмом фартука от ходового вала или ходового винта.
Благодаря наличию в фартуке четырех электромагнитных муфт управление механическим перемещением суппортной группы сосредоточено в одной рукоятке, причем направление включения рукоятки совпадает с направлением подачи.
Возможно включение быстрого хода суппорта в направлении наклона рукоятки управления.
Благодаря обгонной муфте, вмонтированной в фартук, включение быстрого хода возможно при включенной подаче. Электродвигатель ускоренного хода установлен на фартуке.
В фартуке смонтирован механизм предохранительной муфты, исключающий поломку станка при перегрузках.
Коробка подач закрытого типа со съемной передней крышкой.
Механизм коробки подач позволяет получить первый ряд подач и все нарезаемые на станке резьбы, не прибегая к изменению настройки сменных шестерен.
Для получения второго ряда подач устанавливаются сменные колеса: а = 42, b = c = l26.
В состав станка входит патрон четырехкулачковый несамоцентрирующий диаметром 1000 мм.
Для обработки нежестких деталей станок снабжен двумя люнетами — подвижным и неподвижным.
Люнет подвижный крепится на каретке и поддерживает деталь непосредственно около резца. Диаметр охвата сухарями обеспечивается в пределах от 70 до 250 мм.
Люнет неподвижный устанавливается на направляющих станины в любом месте и закрепляется болтом, с помощью прихвата.
Он снабжен сухарями и роликами, которые устанавливаются в зависимости от условий обработки.
Диаметр охвата обрабатываемой детали в люнете неподвижном обеспечивается в пределах от 70 до 380 мм.
Расположение органов управления станком 1Н65-0, 1Н65Ф1-0

Расположение органов управления станком 1н65-0, 1н65ф1-0
Органы управления токарно-винторезным станка 1Н65-0, 1Н65Ф1-0. Скачать в увеличенном масштабе
Расположение органов управления станком 1Н65, 1Н65Ф1, 1Н65-5, 1Н65Ф1-5, 1Н65Г
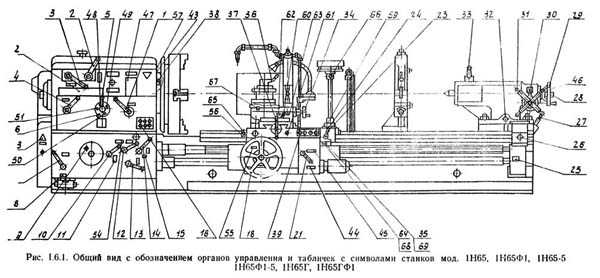
Расположение органов управления станком 1н65, 1н65ф1, 1н65-5, 1н65ф1-5, 1н65г
Расположение органов управления на пультах станка 1Н65
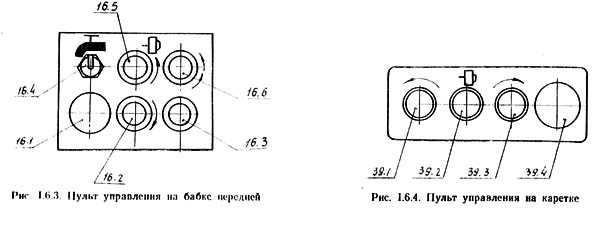
Расположение органов управления на пультах станка 1н65
Спецификация органов управления станком 1Н65
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки частоты вращения шпинделя
- Рукоятка установки нормального и увеличенного шага
- Рукоятка установки правой и левой резьб
- Рукоятка выбора вида работ (резьбы или подачи) и типа резьбы
- –
- Рукоятки установки величины подачи и шага резьбы
- Рукоятки установки величины подачи и шага резьбы
- –
- Рукоятка установки величины подачи, шага резьбы и включения ходового винта напрямую
- Рукоятки установки величины подачи и шага резьбы
- Рукоятка установки вида работ (резьбы или подачи)
- –
- Пульт управления на бабке передней
- 16.1. (SB1) Кнопка аварийного отключения «Стоп»
- 16.2. (SB11) Кнопка – шпиндель «Назад»
- 16.3. (SB6) Кнопка – шпиндель «Стоп»
- 16.4. (SA4) Переключатель охлаждения
- 16.5. (SB8) Кнопка – шпиндель «Вперед»
- 16.6. (SA7) Кнопка – шпиндель «Прерывистое вращение»
- 39.1 Кнопка – шпиндель «Вперед»
- 39.2 Кнопка – шпиндель «Стоп»
- 39.3 Кнопка – шпиндель «Назад»
- 39.4 Кнопка аварийного отключения «Стоп»
- Винт стопорения каретки
- Рукоятка включения механического перемещения верхнего суппорта
- Рукоятка включения механической поперечной подачи
- Тумблер переключения на точение конуса и цилиндров
- Рукоятка плунжерного насоса ручной смазки направляющих
- Винт фиксации кронштейна УЦИ
Кинематическая схема токарно-винторезного станка 1Н65
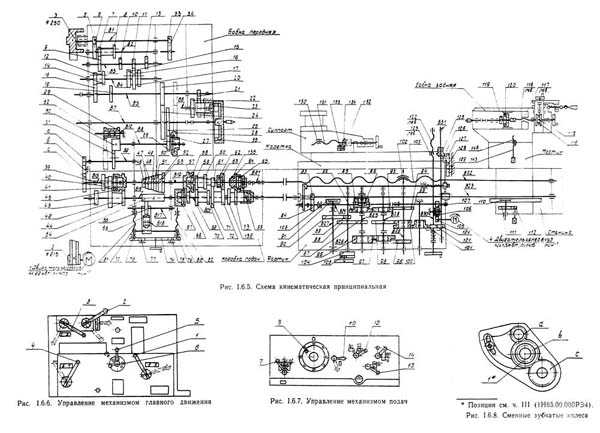
Кинематическая схема токарно-винторезного станка 1н65
Схема кинематическая токарно-винторезного станка 1Н65. Скачать в увеличенном масштабе
Схема электрическая принципиальная токарно-винторезного станка 1Н65
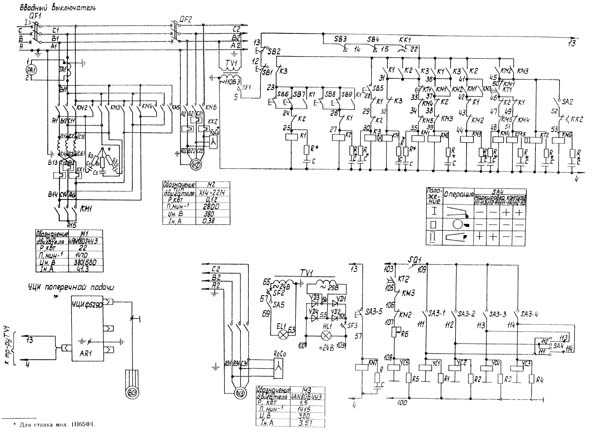
Электрическая схема токарно-винторезного станка 1н65
Схема электрическая принципиальная токарно-винторезного станка 1Н65. Скачать в увеличенном масштабе
Электрооборудование токарно-винторезного станка 1Н65. Общие сведения
На станке установлены следующие электродвигатели:
- M1 — электродвигатель вращения изделия
- М2 — электродвигатель насоса охлаждения
- М3 — электродвигатель ускоренных перемещений каретки
Питание электрооборудования станка осуществляется от сети переменного тока 380 В, 50 Гц.
Питание цепей управления постоянного тока осуществляется напряжением 24 В от выпрямителей VD1…VD4.
Питание целей управления переменного тока осуществляется напряжением 110 В от понижающего трансформатора TV1.
Вся аппаратура управления электроприводами станка смонтирована в нише передней бабки.
Управление электроприводами станка дистанционное кнопочное и осуществляется со следующих мест:
- пульт управления на передней бабке
- пульт управления на каретке
Присоединение электрооборудования статика к цеховой электросети осуществляется с помощью вводного выключателя QF1, установленного на боковой стенке ниши передней бабки.
Защита электродвигателей и целей управления от токов короткого замыкания и перегрузок производится автоматическими выключателями и тепловыми реле.
Величины номинальных токов и значений уставок выключателей и тепловых реле даны в перечне элементов 1Н65.00.000ПЭЗ.
На станке предусмотрена пулевая защита, осуществляемая размыканием замыкающихся блок-контактов в цепи самопитания магнитных пускателей и реле, исключающая, независимо от положения органов управления, самопроизвольное включение станка при восстановлении внезапно исчезнувшего напряжения.
На кожухе вводного выключателя предусмотрено специальное устройство, с помощью которого вводный выключатель QF1 запирается в отключенном положении при ремонте электрооборудования станка.
На фартуке каретки станка предусмотрен переключатель режимов работы па три положения (SA4), соответствующий трем видам работ: токарная работа, конусное точение (внутреннее), конусное точение (наружное).
Электробезопасность электрооборудования согласно ГОСТ 12.1.019—79 и ГОСТ 12.3.019—80.
Электрооборудование, установленное на станке, рассчитано для работы от силовой сети 380 В.
Степень защиты электрошкафа и пультов управления — IP54 по ГОСТ 14254—80.
При монтаже станка в соответствии с ГОСТ 12.2.009—80 применяется следующая расцветка проводов:
- зелено-желтая — для защиты цепей
- черная — для силовых цепей
- красная — для цепей переменного тока
- синяя — для цепей постоянного тока
Описание электроприводов и схемы управления токарно-винторезного станка 1Н65
Включение и отключение электрооборудования
.Перед включением электрооборудования станка необходимо выполнить следующие операции:
- поставить все выключатели, установленные на панели управления в нише передней бабки, в положение «включено»
- закрыть на замок дверь электрошкафа (ниши), вручную включить вводный выключатель QF1, установленный на боковой стенке ниши передней бабки
Загорается сигнальная лампочка HL1 молочного цвета на щитке передней бабки, сигнализирующая о наличии напряжения в электрошкафу.
Включением вводного выключателя QF1 осуществляется подача напряжения от внешней сети для питания электрооборудования станка.
Аварийное отключение электроприводов станка производится нажатием на одну из кнопок SB1 или SB2 аварийного отключения «Стоп» красного цвета, с грибовидным толкателем, увеличенного размера, с принудительным возвратом, расположенных на пультах передней бабки и каретки,
Для снятия напряжения со станка необходимо отключить вручную вводный выключатель QF1.
Электропривод вращения изделия
Главный электропривод (вращение изделия) осуществляется от асинхронного электродвигателя трехфазного тока М1 типа 4АМ18054У3, мощностью 22 кВт, 1470 об/мин.
Для уменьшения пускового тока схемой предусмотрено включение обмоток статора электродвигателя на «звезду» с последующим переключением на «треугольник».
Пуск электродвигателя M1 “вперед” осуществляется нажатием на одну из кнопок SB6 или SB7, расположенных на пультах (передней бабки и каретки. При этом включается реле К1 и своими замыкающими контактами становится на самопитание, включается магнитный пускатель КМ1, реле времени КТ1, а размыкающими контактами разрывает цепи катушек магнитных пускателей КМЗ и КМ5.
Пускатель КМ1 главными контактами подключает электродвигатель M1 к питающей сети, а блок-контактами включает магнитный пускатель КМ2, который в свою очередь главными контактами включает обмотку статора электродвигателя M1 в «звезду»; пуск электродвигателя с пониженным пусковым током, замыкающий блок-контакт включает реле времени КТ2, а размыкающими блок-контактами разрывает цепи электромагнитной муфты YC5 и пускателя КМЗ.
С выдержкой времени реле КТ1 своим размыкающим контактом отключает пускатель КМ1, а замыкающим включает катушку пускателя КМ4 — происходит переключение обмоток статора со «звезды» на «треугольник» — рабочий режим электродвигателя M1.
Останов электродвигателя M1 осуществляется нажатием на одну из кнопок SB3 или SB4, расположенных на пультах передней бабки и каретки. Отключаются реле К1, магнитные пускатели КМ2 и КМ4, реле времени КТ1 и КТ2.
Замыкается блок-контакт пускателя КМ2 в цепи тормозной муфты YC5 — происходит торможение шпинделя. По истечении регулируемой выдержки времени 12—15 с контакт реле времени КТ. размыкается и отключает тормозную муфту YC5.
Пуск электродвигателя «назад» осуществляется нажатием на одну из кнопок SB8 или SB9, расположенных на пультах передней бабки и каретки.
При этом включаются реле К2, магнитные пускатели КМ1, КМЗ, КМ5 реле времени КТ1, КТ2 Дальнейшая работа электросхемы аналогична вышеописанному.
Пуск электродвигателя M1 для наладочных режимов производится нажатием на кнопку SB5 «прерывистое вращение шпинделя вперед».
В этом случае включаются реле КЗ, магнитные пускатели КМ1 и КМ2; вращение шпинделя будет происходить до тех пор, пока нажата кнопка.
Контроль нагрузки электродвигателя M1 производится по амперметру РА1, (который включен через трансформатор тока ТА1 в цепь двигателя и установлен на косынке передней бабки.
Привод подач (см. приложение 1Н65.00.000Э3)
Привод подач обеспечивает через звенья кинематической цепи связь шпинделя с ходовым винтом или ходовым валом.
Движение суппорту передается через электромагнитные муфты YC1…YC4, которые встроены в фартук. Включение электромагнитных муфт производится крестовым переключателем SA3, причем направление включения рукоятки переключателя совпадает с направлением движения суппорта.
Электропривод ускоренных перемещений суппорта и каретки
Электропривод ускоренных перемещений осуществляется от электродвигателя трехфазного тока МЗ типа 4АМ80В4УЗ мощностью 1,5 кВт, 1415 об/мин
Включение электродвигателя МЗ производится нажатием на кнопку SA3-5 «Толчок», встроенную в головку рукоятки крестового переключателя.
Включается магнитный пускатель КМ7, который подключает электродвигатель МЗ к питающей сети. Направление ускоренных перемещений суппорта или каретки в соответствующую сторону производится с помощью электромагнитных муфт YC1… YC4 так же, как в приводе подачи.
Электропривод насоса охлаждения
Электропривод насоса охлаждения осуществляется от электродвигателя М2, трехфазного тока типа Х14-22М мощностью 0,12 кВт, 2800 об/мин.
Пуск и останов электродвигателя М2 производятся переключателем SA2, установленным на пульте передней бабки.
Местное освещение станка
Освещение зоны резания осуществляется светильником НКП03-60-004 с лампочкой EL1 на 24 В, 60 Вт, которая питается от обмотки 24 В трансформатором TV1.
Устройство цифровой индикации токарно-винторезного станка 1Н65
Для станка 1Н65Ф1 применено устройство цифровой индикации (УЦИ), которое предназначено для визуального отсчета в цифровой форме перемещения суппорта.
Питание УЦИ осуществляется напряжением 110 В от трансформатора TV1. Перед началом работы с УЦИ необходимо выдержать все блоки во включенном состоянии в течение 30 мин.
Настройка масштабирования N = 12.
Подробное описание работы УЦИ дано в инструкции завода-изготовителя.
Блокировки и сигнализация
В схеме управления электромагнитными муфтами имеется блокировка, запрещающая включение электромагнитных муфт фартука при включенной маточной гайке.
Осуществляется размыканием замыкающего контакта конечного выключателя SQL
Сигнальная лампочка HL1 молочного цвета, расположенная на щитке (передней бабки, сигнализирует о наличии напряжения на станке.
Первоначальный пуск токарно-винторезного станка 1Н65
Проверяется надежность заземления станка и электрошкафа.
Проверяется правильность монтажа электрооборудования и подключения электрооборудования станка к цеховой сети.
Проверяется правильность уставок реле времени, тепловых реле, сопротивлений.
После проверки электрооборудования отсоединяются в электрошкафе провода питания всех электродвигателей.
Включением вводного автоматического выключателя QF1 электрооборудование станка подключается к цеховой сети.
Воздействием на органы управления на пультах, на конечные выключатели проверяется правильность и четкость срабатывания магнитных пускателей и аппаратуры управления электродвигателями, а также проверяется действие блокировок и сигнализации.
Отключается вводный выключатель QF1 и подсоединяются в электрошкафе провода питания электродвигателей.
Производится проверка с включением электродвигателей и других исполнительных органов.
1Н65 Станок токарно-винторезный универсальный. Видеоролик.
Технические характеристики токарного станка 1Н65
| Наименование параметра | ДИП-500 (1д65) | 165 | 1м65 | 1н65 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н, П | Н, П |
| Наибольший диаметр обрабатываемой заготовки над станиной, мм | 1000 | 1000 | 1000 | 1000 |
| Наибольший диаметр обрабатываемой заготовки над суппортом, мм | 620 | 600 | 600 | 650 |
| Наибольшая длина заготовки (РМЦ), мм | 5000 | 2800, 5000 | 3000, 5000, 8000 | 1000, 3000, 5000 |
| Высота устанавливаемого резца, мм | 45 х 45 | 50 | ||
| Наибольшая масса заготовки в центрах, кг | 5000 | 5000 | 5000 | |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 100 | 85 | 85 | 128 |
| Наибольший диаметр зажимаемого прутка, мм | 80 | 80 | 120 | |
| Наибольший крутящий момент на шпинделе, кН/м | 9,5 | |||
| Число ступеней частот прямого вращения шпинделя | 12 | 24 | 24 | 24 |
| Частота прямого вращения шпинделя, об/мин | 4,25..192 | 5…500 | 5…500 | 5…500 |
| Размер внутреннего конуса в шпинделе | КМ 6 | 100, 1:20 | 100, 1:20 | 100, 1:20 |
| Конец шпинделя по ГОСТ 12595-72 | 1-15М | 1-15М | 2-15М | |
| Диаметр стандартного патрона, мм | 1000 | |||
| Торможение шпинделя | есть | есть | есть | есть |
| Подачи | ||||
| Наибольшее продольное перемещение суппорта РМЦ=3000, мм | 2520 | 2710 | 700, 2700, 4500 | |
| Наибольшее поперечное перемещение суппорта, мм | 600 | 600 | 600 | |
| Цена деления лимба при продольном перемещении, мм | нет | 0,1 | 0,1 | 0,1 |
| Цена деления лимба при поперечном перемещении, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Наибольшее продольное перемещение на оборот лимба, мм | 10 | 50 | 50 | 50 |
| Наибольшее поперечное перемещение на оборот лимба, мм | 12 | 6 | 6 | 6 |
| Число ступеней продольных подач | 32 | 32 | 40 | |
| Пределы продольных подач, мм/об | 0,225..3,15 | 0,20..3,05 | 0,20..3,05 | 0,05..3,05 |
| Пределы поперечных подач, мм/об | 0,114..1,6 | 0,07..1,04 | 0,07..1,04 | 0,017..1,04 |
| Наибольшее продольное усилие резания Pz, кН | 12 | 12 | 41 | |
| Наибольшее поперечное усилие резания Pх, кН | 780 | 780 | ||
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | 2,16 | 3 | 3 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | 0,735 | 1 | 1 |
| Количество нарезаемых резьб метрических | 22 | 44 | ||
| Пределы шагов нарезаемых резьб метрических, мм | 1..14 | 1…120 | 1…120 | 1…120 |
| Количество нарезаемых резьб дюймовых | 36 | 31 | ||
| Пределы шагов нарезаемых резьб дюймовых | 2..28 | 28…¼ | 28…¼ | 28…¼ |
| Количество нарезаемых резьб модульных | 13 | 37 | ||
| Пределы шагов нарезаемых резьб модульных | 0,25..3,5 | 0,5…30 | 1…120 | 0,5…30 |
| Количество нарезаемых резьб питчевых | нет | нет | нет | нет |
| Выключающие упоры продольные | нет | нет | ||
| Выключающие упоры поперечные | нет | нет | ||
| Резцовые салазки (верхний суппорт) | ||||
| Наибольшее перемещение резцовых салазок, мм | 240 | 240 | 240 | |
| Цена деления лимба перемещения резцовых салазок, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Число ступеней подач | 40 | |||
| Пределы продольных подач, мм/об | 0,017..1,04 | |||
| Скорость быстрых перемещений, мм/мин | 1 | |||
| Наибольший угол поворота, град | ±90° | |||
| Цена одного деления угла поворота, град | 1° | |||
| Задняя бабка | ||||
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 5 | Морзе 5 | |
| Наибольшее перемещение пиноли, мм | 300 | 300 | 300 | |
| Наибольшее перемещение пиноли с установленным инструментом, мм | 280 | |||
| Диаметр пиноли, мм | 120 | |||
| Наибольшее перемещение пиноли в поперечном направлении, мм | ±30 | ±15 | ||
| Электрооборудование | ||||
| Количество электродвигателей на станке | 1 | 3 | 4 | 3 |
| Электродвигатель главного привода, кВт | 17 | 22 | 22 | 22 |
| Электродвигатель быстрого хода суппорта, кВт | нет | 1,5 | 1,5 | 1,5 |
| Привод насоса смазки | Встроен | С12-54 | ||
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | 0,12 | |
| Суммарная мощность всех электродвигателей, кВт | 23,62 | |||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) РМЦ=2800,3000, мм | 8000 х 1700 х 1620 | 5825 х 2100 х 1760 | 6140 х 2200 х 1760 | 6140 х 2200 х 1770 |
| Масса станка РМЦ=3000, кг | 11500 | 12500 | 12800 | 12800 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
stanki-katalog.ru
Токарно-винторезный 1М65 – ремонт и модернизация
Цель ремонта: капитальный ремонт, восстановление технических характеристик согласно паспортным данным завода изготовителя
Перечень проводимых работ при капитальном ремонте
|
Получение станка в ремонт -проверка станка на точность -составление дефектной ведомости -очистка от стружки и масла -разборка на узлы, мойка узлов -разборка узлов на детали -мойка деталей
|
 Ремонт станины -разборка, промывка, дефектация -шлифовка направляющих -окраска -установка |
 Ремонт шпинделя -разборка, дефектация -шлифовка шпинделя -установка нового патрона -замена подшипников -сборка |
 Ремонт коробки скоростей -разборка, промывка, дефектация -ремонт и замена комплектующих -замена подшипников -внутренняя окраска -сборка |
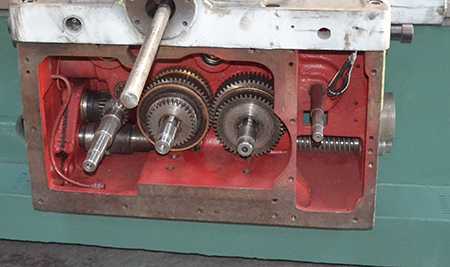 Ремонт фартука -разборка, промывка, дефектация -ремонт (замена) муфт и втулок -замена подшипников -внутренняя окраска -сборка |
|
Ремонт суппорта -разборка, промывка, дефектация -ремонт продольных направляющих каретки -шлифовка прижимных планок -шабровка поперечных направляющих каретки -шабровка направляющих верхнего суппорта -шабровка направляющих верхних салазок -шлифовка клиньев -ремонт резцедержателя -ремонт винта и гайки поперечного суппорта -ремонт винта и гайки верхнего суппорта -сборка-наклейка на поверхности скольжения суппорта и каретки износостойкого пластикового покрытия “ZX” |
|
Ремонт коробки подач -разборка, промывка, дефектация -ремонт и замена изношенных деталей -внутренняя окраска -сборка |
|
Ремонт задней бабки -разборка, промывка, дефектация -расточка и хонинговка направляющей пиноли задней бабки -шлифовка пиноли задней бабки -ремонт винта и гайки пиноли -сборка |
|
Ремонт ходового винта и вала -ремонт гитары -ремонт (замена) винта и вала -изготовление новых гаек -сборка |
|
Ремонт системы охлаждения и смазки -разборка, промывка, дефектация -ремонт (замена) трубопроводов и насосов -сборка |

Ремонт электрооборудования -установка нового электрошкафа -монтаж новой низковольтной аппаратуры в электрошкафу -ремонт(замена) светосигнальных и осветительных устройств -ремонт(замена) эл. двигателей -новый электромонтаж по станку |
|
Ремонт ограждений Сборка, шпатлевка и окраска Обкатка станка на холостом ходу на всех скоростях и подачах Проверка на шум и нагрев |
 Сдача ОТК -механика (проверка геометрической точности, проверка на чистоту обработки детали, проверка на вибрации и, жесткость, проверка люфтов, проверка на шум и нагрев) -электрика Сдача станка заказчику |


Результатом оказанных услуг является
· Полностью функционирующая и комплектная единица оборудования, с восстановленными техническими характеристиками согласно паспортным данным завода изготовителя, принятая Заказчиком;
· Полный комплект необходимой документации;
Общее описание
Станок 1М65 предназначен для выполнения токарной обработки заготовок из различных конструкционных материалов – сплавов цветных металлов, стали, чугуна включая точение конусов и нарезание резьб:
метрических, дюймовых, модульных, питчевых. Также на станке можно обрабатывать неметаллические детали. Ряд выполняемых работ включает наружное и внутреннее точение тел вращения,
подрезку торцев и прорезание канавок. Надежная конструкция станка 1М65 позволяет использовать резцы из быстрорежущей стали или оснащенные твердосплавными пластинами.
Станок 1М65 выпускался в нескольких конфигурациях в зависимости от расстояния между центрами и, соответственно, максимальной длиной обрабатываемой детали.
Станок используется в качестве универсального для обработки крупных деталей (диаметром до 650 мм) в условиях единичного или мелкосерийного производства.
Табл. 1 Технические характеристики
| Класс точности станка по ГОСТ 8-82 (Н, П, В, А, С) | Н |
| Диаметр обрабатываемой детали над станиной, мм | 1000 |
| Диаметр детали над суппортом, мм | 650 |
| Длина обрабатываемой детали, мм | 1000/8000 |
| Пределы частот вращения шпинделя, Min/Max, об/мин | 5/500 |
| Мощность двигателя главного движения, кВт | 22 |
| Габарит станка: Длина_ширина_высота(РМЦ=1000), мм | 4100_2200_1770 |
| Масса станка(РМЦ=1000), кг | 9850 |
| Год постановки/снятия станка с серийного производства | |
| Аналоги (замена) |
www.isrz.ru
Станок токарно-винторезный 1М65 (РМЦ 1000)
Если Вам необходимо купить Станок токарно-винторезный 1М65 (РМЦ 1000) звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04
в Нур-Султане +7 (7172) 69-62-30;
в Абакане, Альметьевске, Архангельске, Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Казахстане, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Нур-Султан, Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный 1М65 (РМЦ 1000) звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru
Состояние документа: Паспорт в электронном виде, отсканирован, проверен, готов к отправке, можно скачать в течение 30 минут после оплаты в рабочее время Тип документации: Руководство по эксплуатации Дополнительная информация (состав документации): 1) 1М65.00.000РЭ Руководство по эксплуатации на станок токарно-винторезный 1М65, 1М65-5, 51 страница: 2) 1М65.00.000РЭ1 Руководство по эксплуатации электрооборудования на станок токарно-винторезный 1М65, 1М65-5, 13 страниц: 3) 1М65.00.000РЭ2 Запасные части на станок токарно-винторезный 1М65, 1М65-5, 13 листов А3-А4, 24 страницы: Инструкции по скачиванию паспорта: Удачного скачивания! И не забывайте оставлять отзывы о скачанных паспортах на оборудование – нам важно ваше мнение! |
www.xn--80akollgcgac.xn--p1ai