Токарный станок характеристики: Токарные станки. Классификация, технические характеристики станков
alexxlab | 17.08.2020 | 0 | Токарный
ТОКАРНО-ВИНТОРЕЗНЫЙ СТАНОК[технические характеристики, виды]
Основное и главное предназначение любых модификаций [токарно-винторезных станков] — это обработка металлических поверхностей по их прямому назначению.
В настоящее время есть несколько различных устройств данного типа, которые, несмотря на некоторую свою функциональную схожесть, имеют ряд принципиальных различий, в том числе и конструкционного плана.
Сегодня универсальные токарные винторезные станки можно встретить практически на всех крупных предприятиях промышленной сферы, а также во многих небольших мастерских.

Станки токарно-винторезного типа предназначены, главным образом, для работы по металлу и могут выполнять нарезание практически всех видов резьбы, осуществлять различные токарные операции с высокой точностью.
Технические характеристики многих устройств данного типа позволяют производить даже сложную обработку непосредственно по своему прямому назначению.
Станок, относящийся к классу токарно-винторезных, имеет и настольное исполнение, что дает возможность его применения и в домашних условиях.
Современное токарно-винторезное оборудование дополнительно оснащается устройствами управления ЧПУ.
Данный блок ЧПУ дает возможность сократить участие человека в рабочем процессе и значительно увеличивает не только технические характеристики станка, но и его функциональный потенциал.
Основные параметры и возможности
Токарно-винторезные станки используются для работы по металлу уже достаточно давно.
Данное оборудование постоянно совершенствуется и дополняется новыми функциями, что дает возможность проводить еще более сложные работы.
Все современные агрегаты состоят не только из рабочих органов, но и устройств ЧПУ, которые дают возможность наладить автоматическое управление всеми рабочими операциями.
Оборудование, относящееся к данному типу и классу, отличается своей безопасной эксплуатацией и абсолютной надежностью в работе.
Они обладают достаточной точностью для выполнения операций практически любой сложности.
Данного класса станки достаточно просто обслуживать, особенно если они дополнительно оснащены управляющим устройством ЧПУ.
Такие универсальные агрегаты достаточно долговечны даже при активной эксплуатации.
Даже настольный вариант станка имеет хорошую производительность и способен решать многие задачи по своему прямому назначению.
Такие устройства имеют жесткую и прочную станину, выполненную преимущественно из стали.
Для крепления заготовок в них используется либо усовершенствованный патрон, либо специальные центры, расположенные в области рабочей зоны.
Видео:
В агрегатах данного типа и класса отмечается стабильная фиксация рабочего резца за счет некоторых конструктивных особенностей держателя.
Станок, в том числе и настольный, имеет шпиндель, который особым образом устанавливается на подшипниках качения, относящихся к прецизионной группе.
Для обеспечения максимальной безопасности, в станках предусматриваются специальные комплексы в виде блокирующих и ограждающих механизмов.
Следует отметить и достаточно простое выставление рабочих параметров, даже на тех агрегатах, которые не оснащены устройствами управления ЧПУ.
В большинстве модификаций станков токарно-винторезного класса предусмотрено удобное отключение суппорта, которое происходит за счет нажатие на устройство, расположенное на фартуке агрегата.
Оборудование данного класса выпускается на протяжении многих лет, при этом качество выполнения всевозможных работ по металлу, даже на устройствах раннего выпуска, всегда оставалось на высоком уровне.
Современные агрегаты, конечно, имеют более высокие технические характеристики, что позволяет добиться еще более качественной обработки всевозможных металлических поверхностей.
Некоторые модификации
Универсальное оборудование данного класса используются непосредственно для работ по металлу на протяжении многих лет, и за все время эксплуатации этих устройств было выпущено множество самых разных модификаций.
В настоящее время на промышленных объектах можно найти как старое оборудование, так и современное, оснащенное управляющими системами ЧПУ, которые имеют более высокие характеристики своей работы.
Видео:
Так, токарно-винторезный станок 16к20 выпускается сразу несколькими отечественными предприятиями и не предусматривает установку автоматического управления блока ЧПУ.
Между тем, в его схеме работы предусмотрено управление перемещениями суппорта, а также каретки практически на всех скоростях, в том числе и на высоких.
Есть переключатели автоматической остановки двигателя, а также насоса охлаждения.
Также он оснащен рычагами задания типа выполняемых работ, контроля за фиксацией рабочих муфт, установкой значения шага резьбы и так далее.
Работа на нем осуществляется в режиме ручного управления, а все необходимые операции задает непосредственно оператор.
Практически аналогичные параметры имеет токарно-винторезный станок 1к62, который также предназначен для нарезания резьбы различных типов, сверления, а также зенкерования и так далее.
Данное оборудование отличается высокой надежностью и хорошей управляемостью.
Также к проверенному в работе оборудованию данного класса можно отнести токарно-винторезный станок 1м63, который имеет высокие показатели по надежности и производительности.
Некоторые модели агрегата предусматривают монтаж управляющего блока ЧПУ, но только в дополнительной комплектации.
В нем предусмотрено применение резцов различных типов, в том числе и для твердых сплавов, регулировка шага нарезания резьбового соединения, а также выполнение различных видов работ на высоких скоростях.
Видео:
Следует отметить то, что в данном станке за движение суппорта отвечает отдельный двигатель.
Универсальное и функциональное оборудование данной марки позволяет осуществлять при необходимости точение конусов с большой длиной.
В этом случае следует отметить и токарно-винторезный станок 1в62г, который также рассчитан на работу на крупных производствах и позволяет решать большое количество самых разных задач.
Хорошо себя проявил в работе и токарно-винторезный станок тв 4, который может дополнительно оснащаться управляющим устройством ЧПУ.
Все агрегаты данного класса предназначены исключительно для работы по металлу с большой точностью и высокой производительностью.
Их отличительной чертой является легкость при управлении и эксплуатации. К достоинствам данного оборудования можно также отнести и долговечность.
Особенности исполнения
Следует отметить, что в конструктивном исполнении данные универсальные устройства могут иметь некоторые различия.
Токарно-винторезный станок 1к62 отличается достаточно объемными габаритами и большим весом.
Он предназначен для использования преимущественно в промышленных целях. Аналогичное исполнение имеет и токарно-винторезный станок 1в62г.
Их характеристики работы дают возможность выполнять практически любые операции по обработке металлических поверхностей, согласно их прямому назначению.
Токарно-винторезный станок 1к62 подходит и для домашних работ по металлу.
Видео:
В большинстве случаев настольный универсальный станок имеет достаточно компактные габариты, сравнительно небольшой собственный вес и великолепный характеристики.
Между тем, настольный агрегат по многим своим возможностям мало в чем уступает промышленным устройствам.
Настольный станок данного класса нашел широкое применение на небольших производствах, а также в быту.
Характеристики такого оборудования, конечно, несколько ниже, чем у заводских агрегатов, однако для выполнения многих задач по назначению их вполне хватает.
У оборудования данного класса основным рабочим узлом считается шпиндель, который обеспечивает необходимое вращение обрабатываемых деталей.
Кроме этого, в этих станках вращается и рабочий режущий инструмент для работы по металлу. Настольный агрегат выпускается с нормальной и повышенной точностью обработки.
За счет того, что в устройствах данного класса присутствует винт, они способны выполнять нарезку резьбы при помощи резца. Все рабочие элементы станков размещаются непосредственно на рабочей станине.
Видео:
Повысить функциональные возможности устройств этого типа можно, путем использования дополнительного оборудования для фрезеровки, шлифования, а также для сверления отверстий радиального типа.
Современные устройств данного типа дополнительно оснащаются управляющими устройствами ЧПУ, и в этом случае управление их работой происходит за счет компьютерной программы, что повышает точность обработки и увеличивает общую производительность.
Станки этого класса для работы по металлу можно встретить в различных производственных сферах, в том числе в кораблестроении и автостроении.
ТНШ Станок токарный настольный. Паспорт, схемы, характеристики, описание
Сведения о производителе токарного настольного станка ТНШ
Производителем настольного токарного станка ТНШ является Машиностроительный завод г. Первомайск, Николаевская обл., Украина
Основным назначением станка было обучение токарному делу в школах, профтехучилищах, техникумах, широко используются в лабораториях, учебных и ремонтных мастерских.
В настоящее время выпуск станков прекращен.
ТНШ Настольный токарный станок. Назначение, область применения
Настольный токарный школьный станок модели ТНШ предназначается для различных токарных работ по дереву, пластмассам и металлу, выполняемых в патроне и в центрах.
Область применения школьные и походные мастерские технические училища, лаборатории, а также в домашних условиях для любителей токарного дела и конструкторов-моделистов, что поможет использовать время досуга для развития трудовых навыков и изобретательности.
Настольный токарный станок ТНШ позволяет производить следующие виды работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Сверление и ряд других работ
Основные характеристики токарного станка ТНШ
Производитель: Машиностроительный завод им. 25 Октября г. Первомайск, Николаевская обл., Украина.
Токарный станок ТНШ производился по ТУ 24.06.01-85.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной – Ø 125 мм;
- Наибольший диаметр точения заготовки типа Вал над верхней частью суппорта – Ø 63 мм;
- Расстояние между центрами – 180 мм;
- Наибольшее перемещение суппорта – 55 мм;
- Питающая сеть – 220 В;
- Электродвигатель привода шпинделя – однофазный 0,25 кВт; 1400 об/мин;
- Вес станка – 30 кг.
Передняя бабка и шпиндель токарного станка ТНШ
- Конец шпинделя резьбовой – М30х2 мм
- Диаметр сквозного отверстия в шпинделе – Ø 10,7 мм;
- Наибольший диаметр обрабатываемого прутка – Ø 10,5 мм;
- Внутренний (инструментальный) конус шпинделя – Морзе 2;
- Обороты шпинделя – 700, 1400, 2800 об/мин;
- Диаметр стандартного трехкулачкового патрона – 80 мм
Шпиндель станка ТНШ получает 3 скорости вращения от асинхронного электродвигателя через 3-х ступенчатый шкив.
Передний конец шпинделя имеет резьбу М30х2 для установки промежуточного фланца с токарным патроном
ТНШ Общий вид токарного станка
Фото токарного настольного станка ТНШ
Фото токарного настольного станка ТНШ. Суппорт станка
Фото токарного настольного станка ТНШ. Вид снизу
Фото токарного настольного станка ТНШ. Задняя бабка
Фото токарного настольного станка ТНШ. Станина станка
Фото токарного настольного станка ТНШ. Шкивы привода
ТНШ Конструкция токарного станка
Конструкция токарного настольного станка ТНШ
- Станина
- Болт
- Винт для зажима суппорта на станине
- Основание
- Хомут
- Ремень
- Трехступенчатый шкив
- Бабка передняя
- Фланец переходной на конце шпинделя
- Патрон трехкулачковый
- Экран защитный
- Резцедержатель
- Суппорт
- Бабка задняя
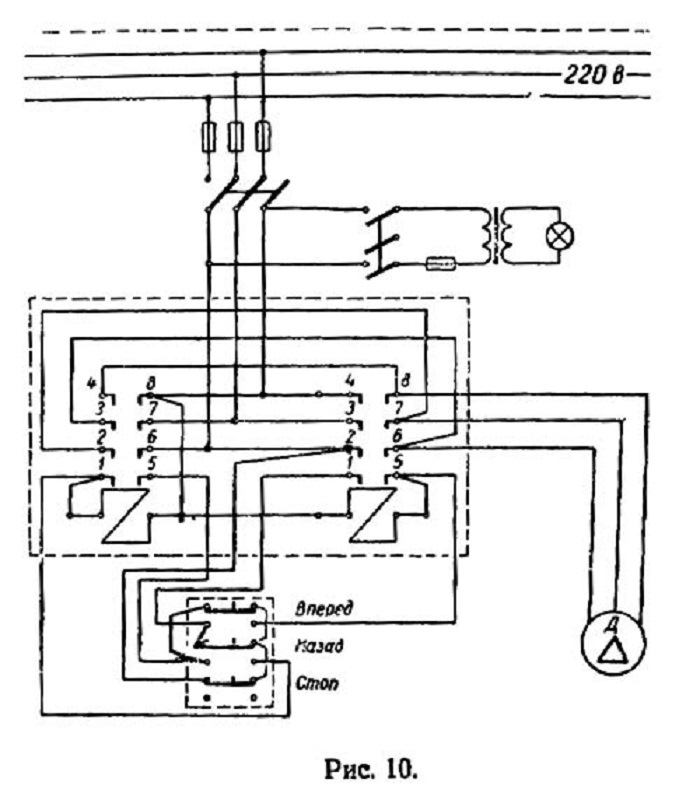
ТНШ Схема электрическая токарного станка
Электрическая схема токарного станка ТНШ
- С — конденсатор МБГ 4—1, 8мкФ±10% ГОСТ 5.887—77.
- М — электродвигатель 0,25 кВт, ABE—0,72—4У4 ГОСТ 10799—77.
- 1 — микровыключатель МП 1101 У4 ТУ 16-526, 329-78
- 2 — тумблер ТВ 1—2 220 В, 5А. 250 Вт ТУ 460.360,049
Основные технические характеристики станка ТНШ
| Наименование параметра | 1Д601 | ТНШ | |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | Н | |
| Наибольший диаметр заготовки над станиной, мм | 125 | 125 | |
| Наибольший диаметр заготовки над суппортом, мм | 75 | 63 | |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 180 | 180 | |
| Наибольшая длина обрабатываемой заготовки без переустановки суппорта, мм | 55 | 55 | |
| Наибольшая высота резца, мм | |||
| Шпиндель | |||
| Резбовой конец шпинделя, мм | М27 х 3 | М30 х 2 | |
| Диаметр сквозного отверстия в шпинделе (наибольший диаметр прутка), мм | 10,2 (10) | 10,7 (10,5) | |
| Конус внутренний (инструментальный) шпинделя | Морзе 2 | Морзе 2 | |
| Число ступеней частот прямого и обратного вращения шпинделя | 3 | 3 | |
| Частота прямого вращения шпинделя, об/мин | 700, 1400, 2800 | 700, 1400, 2800 | |
| Суппорт. Подачи | |||
| Продольное перемещение суппорта | Ручная перестановка | Ручная перестановка | |
| Наибольшее поперечное перемещение суппорта, мм | 65 | ||
| Резьба ходовых винтов продольного и поперечного, мм | М6х1 | М6х1 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,05 | |
| Наибольшее перемещение верхних (резцовых) салазок, мм | 55 | 55 | |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 | |
| Угол поворота верхней каретки суппорта, град | ±30° | ±30° | |
| Цена деления шкалы поворота верхней каретки суппорта, град | 4° | 2° | |
| Задняя бабка | |||
| Конус Морзе задней бабки | Морзе 1 | Морзе 1 | |
| Наибольшее перемещение пиноли, мм | 35 | 30 | |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт (об/мин) | 0,180 (1400) | 0,25 (1400) | |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 680 х 200 х 220 | 625 х 380 х 226 | |
| Масса станка, кг | 30 |
Полезные ссылки по теме. Дополнительная информация
Каталог справочник настольных токарных станков
Паспорта к настольным токарным станкам и оборудованию
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
ТВШ-3 Станок токарно-винторезный школьный. Схемы, описание, характеристики
Сведения о производителе учебного токарно-винторезного станка ТВШ-3 (ТВ-3)
Производители токарно-винторезного станка модели ТВШ-3 – Техникум г. Энгельс, Исправительные трудовые учреждения для несовершеннолетних (ТКН), Верхнетуринский машиностроительный завод.
ТВШ-3 (ТВ-3) первые школьные токарно-винторезные станки, выпускавшиеся в 60-х годах прошлого века. За основу конструкции станка, по всей видимости, был взят станок немецкого производства. В 70-х годах модель ТВШ-3 заменил более совершенный токарно-винторезный станок – ТВ-4.
ТВШ-3 (ТВ-3) Станок токарно-винторезный учебный. Назначение, область применения
Станок ТВШ-3 является учебным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения и по холодной обработке металлов резанием.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Нарезание метрических резьб
- Сверление и ряд других работ
Техническая характеристика станка
- Наибольший диаметр изделия, устанавливаемого над станиной, мм – 100
- Наибольший диаметр точения над нижней частью суппорта, мм – 90
- Высота центров, мм – 100
- Наибольший диаметр обрабатываемого прутка, мм – 14
- Расстояние между центрами, мм – 350
- Наибольшая длина обтачивания, мм – 350
- Пределы чисел оборотов шпинделя в минуту (6 ступеней) – 120…170
- Пределы продольных подач (3 ступени), мм/об – 0,04; 0,05; 0,06
- Нарезаемые резьбы: метрическая шагом (3 ступени), мм – 0,6; 0,8; 1
- Диаметр отверстия в шпинделе, мм – 15
- Мощность электродвигателя, кВт – 0,6
Общий вид токарно-винторезного станка ТВШ-3
Фото токарно-винторезного станка твш-3
Фото токарно-винторезного станка твш-3
Фото токарно-винторезного станка твш-3
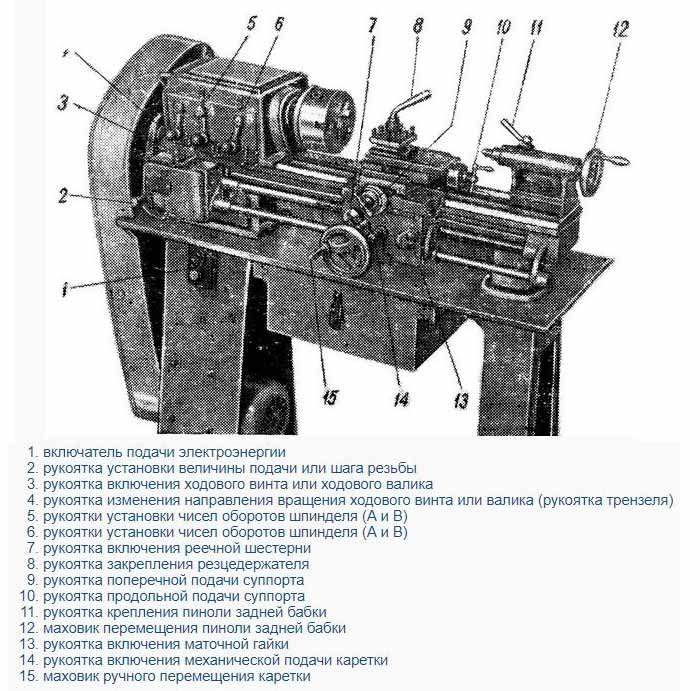
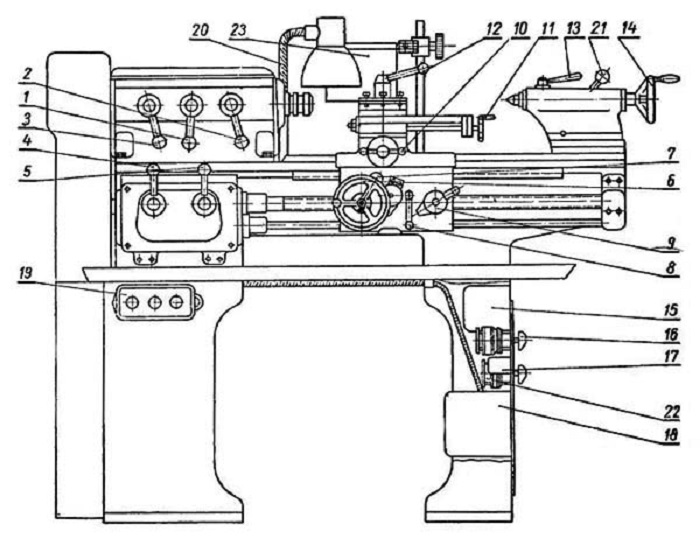
Расположение составных частей и органов управления токарно-винторезным станком ТВШ-3
Расположение органов управления токарно-винторезным станком твш-3
Спецификация составных частей и органов управления токарно-винторезного станка ТВШ-3
- включатель подачи электроэнергии
- рукоятка установки величины подачи или шага резьбы
- рукоятка включения ходового винта или ходового валика
- рукоятка изменения направления вращения ходового винта или валика (рукоятка трензеля)
- рукоятки установки чисел оборотов шпинделя (А и В)
- рукоятки установки чисел оборотов шпинделя (А и В)
- рукоятка включения реечной шестерни
- рукоятка закрепления резцедержателя
- рукоятка поперечной подачи суппорта
- рукоятка продольной подачи суппорта
- рукоятка крепления пиноли задней бабки
- маховик перемещения пиноли задней бабки
- рукоятка включения маточной гайки
- рукоятка включения механической подачи каретки
- маховик ручного перемещения каретки
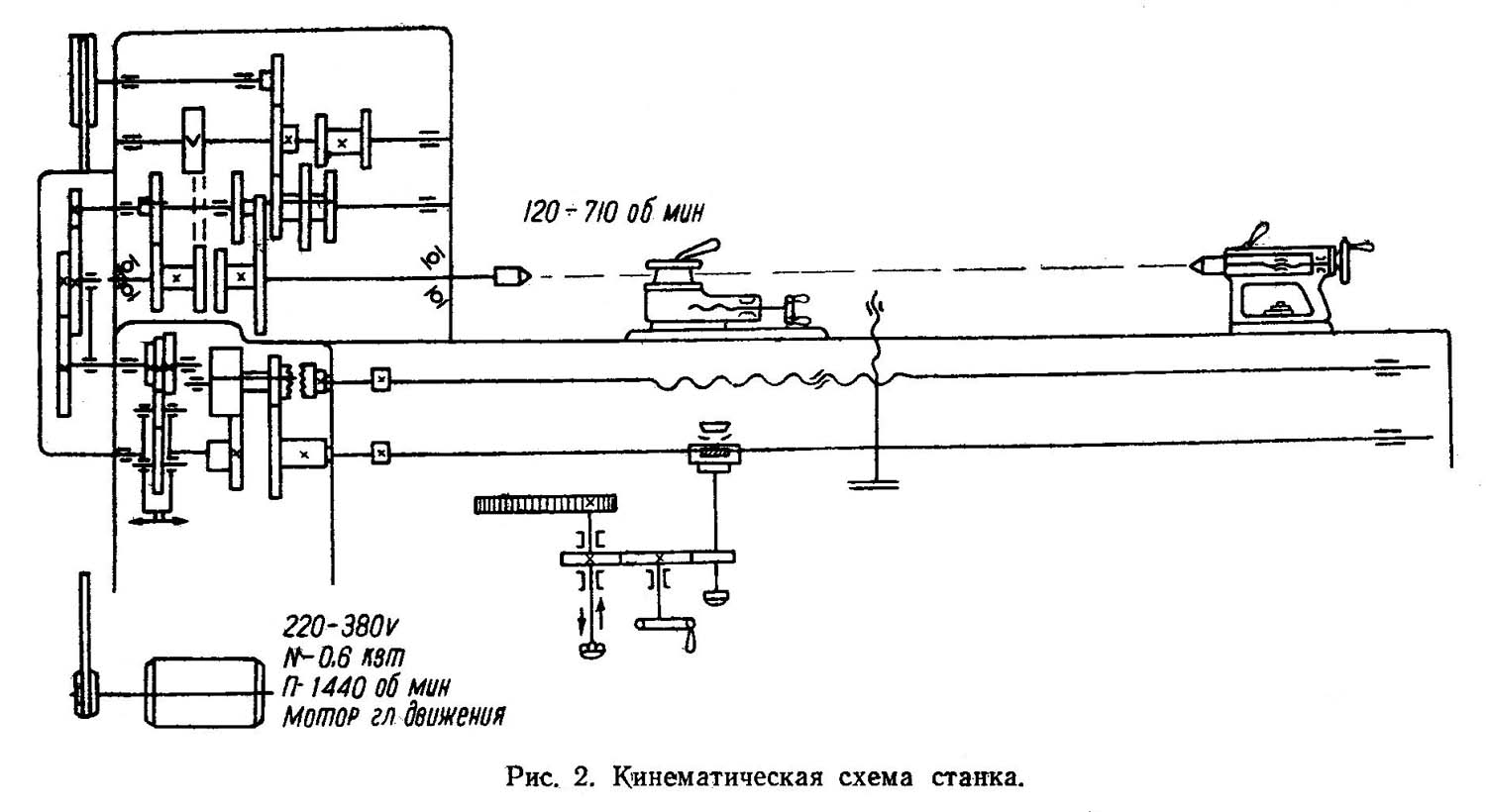
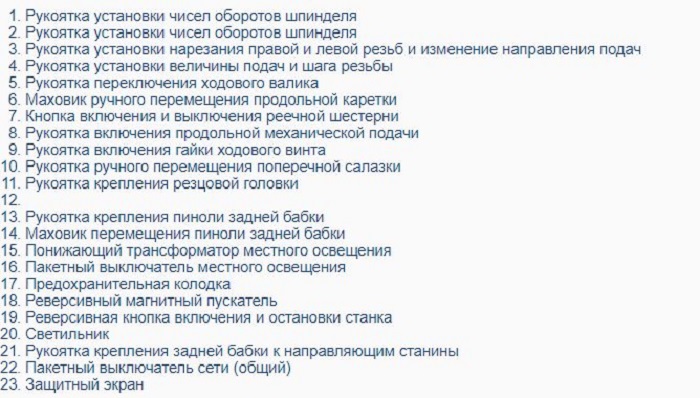
Схема кинематическая токарно-винторезного станка ТВШ-3
Кинематическая схема токарно-винторезного станка твш-3
Схема кинематическая токарно-винторезного станка ТВШ-3. Смотреть в увеличенном масштабе
Кинематическая схема. Перемещение резца осуществляется через систему шестерен вручную или механически—самоходом.
Станок приводится в движение электродвигателем трехфазного тока мощностью 0,6 кВт с числом оборотов 1440 об/мин.
Натяжение ремней передачи осуществляется специальным приспособлением, позволяющим производить перемещевие электродвигателя при помощи специальных болтов.
Пуск и остановка станка производитея кнопочным переключателем.
Конструкция токарно-винторезного станка ТВШ-3
Токарно-винторезный станок состоит из следующих основных узлов: передняя тумба, задняя тумба, станина, передняя бабка, коробка подач, передаточный механизм (гитара), фартук, суппорт, задняя бабка, защитный кожух, корыто, электрооборудование, защитный экран.
Станина станка
Станина служит для поддержания, закрепления и взаимного соединения всех узлов станка.
Станина станка коробчатой формы с окнами. Имеет две призматические направляющие.
Передняя направляющая служит для передвижения каретки, задняя — для перемещения задней бабки.
На передней стороне станины установлены ходовой винт и рейка
Станина установлена на две тумбы.
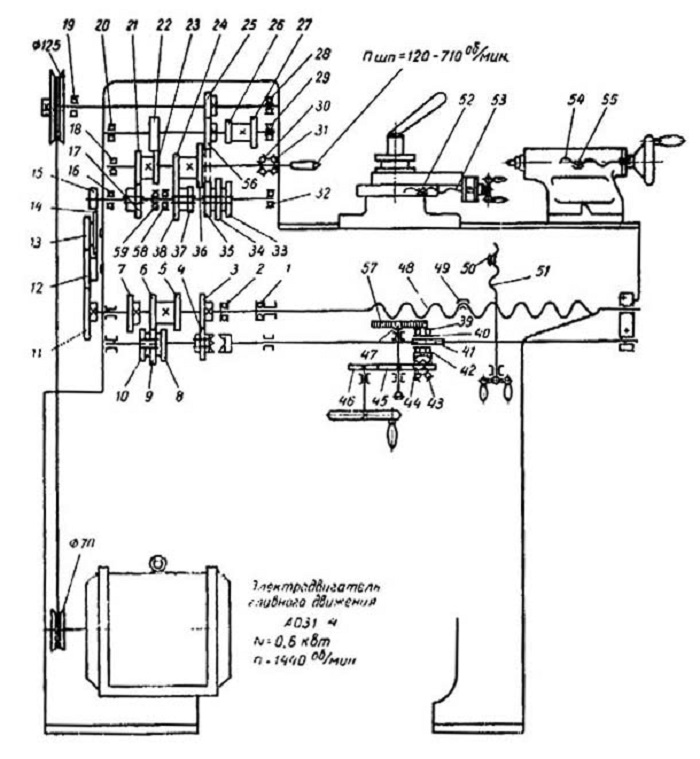
Передняя бабка токарно-винторезного станка ТВШ-3
Передняя бабка токарно-винторезного станка твш-3
Передняя бабка служит для поддержания обрабатываемой детали и сообщения ей вращательного движения. В станке типа ТВШ-3 передняя бабка является коробкой скоростей.
От индивидуального электродвигателя через клиноременную-передачу вращение сообщается шкиву, сидящему на валу коробки скоростей.
Внутри коробки движение передается через вал 2 и шестерню 3, сидящую на валу неподвижно; на вал 4, на котором размещены три неподвижные шестерни 5, 23 и 6. Последняя участвует только в работе трензеля. На валу 7 находятся блок шестерен 8, 9 и 10 и блок шестерен 11 и 12, которые перемещаются на валу по шпонке при помощи рукояток А и Б (рис. 1). Тройной блок шестерен 8, 9 и 10 имеет возможность находиться в постоянном зацеплении с одной из шестерен блока 5 и тем самым передавать движение валу. Через блок шестерен // и 12 движение передается неподвижному блоку шестерен 13, находящемуся непосредственно на шпинделе станка 14. Шпиндель передает вращение обрабатываемой детали при помощи трехкулачкового патрона или планшайбы с поводком, • которые наворачиваются на его резьбовую часть. При обработке деталей в центрах в шпиндель вставляется центр.
Кроме этого, в коробке скоростей смонтировано устройство, позволяющее изменять направление вращения ходового винта и ходового валика, т. е. изменять направление перемещения суппорта. Это осуществляется перемещением шестерни 15 в левое или правое крайнее положение рукояткой 4 (рис. 1).
При левом крайнем положении рукоятки шестерня 15 получит прямое вращение непосредственно от блока шестерен 16, расположенного на шпинделе. При правом крайнем положении рукоятки шестерня 15 получит обратное вращение за счет зацепления с паразитной шестерней 16, которая в свою очередь получает вращение от второй ступени блока шестерен 16.
Вращение вала 17 передается шестерне 18, которая находится в постоянном зацеплении с шестернями передаточного механизма и далее с механизмом коробки подач.
При среднем нейтральном положении рукоятки и шестерни 15 вращение от шпинделя не будет передаваться к коробке подач, т. е. ни ходовой винт, ни ходовой валик вращаться не будут.
Вся система шестерен и валов размещается в пустотелой коробке, отлитой из чугуна, сверху коробка закрывается крышкой, которая крепится к ней четырьмя винтами. Шпиндель вращается в двух радиально-упорных подшипниках 19 и 20. Валы опираются на бронзовые подшипники скольжения. Для регулировки натяжения шпинделя на заднюю часть его навинчены две круглые гайки 21.
Фиксация блоков шестерен в нужном положении осуществляется жесткой установкой переключающих рукояток в гнездах на коробке. Для удобства в работе на передней стенке коробки размещена таблица с указанием чисел оборотов в минуту в зависимости От положения рукояток и указатель перемещения суппорта.
На задней стенке коробки имеется пробка для слива масла 22. Коробка скоростей крепится на станине станка четырьмя болтами.
Механизм коробки скоростей позволяет получить шесть скоростей вращения шпинделя и правое и левое перемещение суппорта, а следовательно — нарезать правые и левые резьбы.
Передаточный механизм (гитара) токарно-винторезного станка ТВШ-3
Передаточный механизм (гитара) токарно-винторезного станка твш-3
Передаточный механизм служит для передачи вращения от шпинделя коробки скоростей к коробке подач. Меняя шестерни передаточного механизма, можно изменять величину подачи суппорта на один оборот шпинделя, а также шаг нарезаемых резьб.
Механизм состоит из кронштейна 1 с закрепленными на валике 2 шестерней 3 (число зубьев 72) и шестерней 4 (число зубьев 42). Шестерня 4 зацепляется с шестерней 5 (число зубьев 70), закрепленной на валике коробки подач, а шестерня 3 — с шестерней 18 коробки скоростей.
Передаточный механизм характеризуется передаточным отношением; для станка типа ТВШ-3 оно составляет
i = 24/60 * 40/64 = 1/4 или i = 24/72 * 42/70 = 1/5
Для данного станка это передаточное отношение постоянно, так как сменные шестерни к станку не прилагаются. Для безопасности работы передаточный механизм закрывается кожухом из листового железа.
В зависимости от даты выпуска и производителя станка конструкция передаточного механизма может меняться.
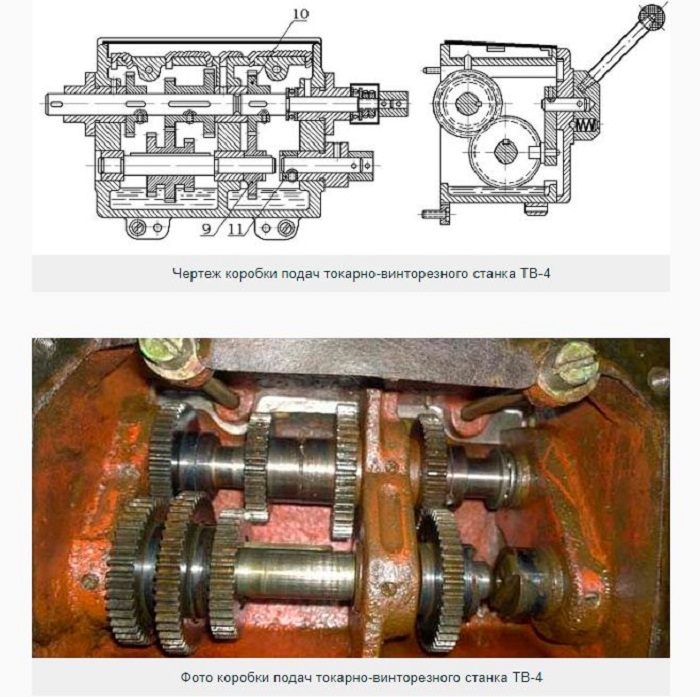
Коробка подач токарно-винторезного станка ТВШ-3. Ранняя версия
Коробка подач токарного станка твш-3. Ранняя версия
Коробка подач (рис. 5) получает движение от коробки скоростей через шестерни передаточного механизма. Механизм коробки подач дает возможность получить метрическую резьбу с шагом 0,6; 0,8 и 1,0 мм и продольную подачу Суппорта в пределах 0,04; 0,05; 0,06 на один оборот шпинделя.
Валик 3 получает вращение от шестерен передаточного механизма. На этом валике жестко посажены три шестерни 4, 5 и 6 с числом зубьев соответственно 24, 32 и 40. Валик 1 имеет длинную шпоночную канавку, в которой скользит шпонка 12 совместно с шестерней 13 (число зубьев 32), расположенной в рычаге 2. Рычаг несет валик 11, на котором свободно вращается шестерня 15, находящаяся постоянно в зацеплении с шестерней 13. Посредством рычага 2 шестерню 13 вместе с шестерней 15 можно перемещать вдоль валика и вводить в зацепление поочередно с шестернями 4, 5 я 6. В каждом из этих положений рычаг удерживается штифтом 16, входящим в одно из отверстий крышки коробки подач 14. На валике 1 закреплена жестко по отношению к валику шестерня 18, которая постоянно находится в зацеплении с блочной шестерней” 7, посаженной на валике 10. Эта шестерня может перемещаться по валику с помощью рычага 8 вправо и влево. При левом положении шестерня 7 входит в зацепление с шестерней 17, которая посажена на ходовой валик. Следовательно, при левом положении шестерни (правом положении рычага 5 по перечню рукояток управления) вращение передается ходовому валику. При перемещении рычага влево шестерня 7, перемещаясь вправо, выходит из зацепления с шестерней 11 и своими торцовыми выступами входит в зацепление с храповой муфтой 9. Таким образом, при левом положении рычага вращение передается ходовому винту. Механизм коробки подач размещен в корпусе, в котором имеются отверстия для заливки масла. Отверстия закрываются пробками. Коробка подач закрывается с лицевой стороны крышкой 14 и крепится на станине четырьмя винтами.
Коробка подач токарно-винторезного станка ТВШ-3. Поздняя версия
Коробка подач токарного станка твш-3. Поздняя версия
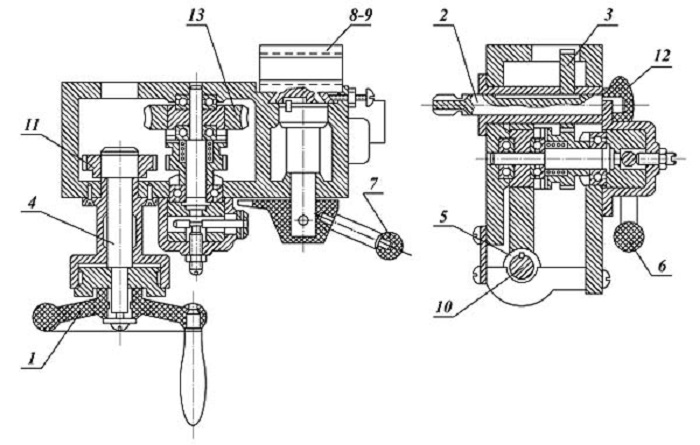
Суппорт токарно-винторезного станка ТВШ-3
Суппорт токарно-винторезного станка твш-3
Суппорт (рис. 6) предназначен для перемещения и закрепления резца, который должен находиться в различных положениях, определяемых формой и размерами обрабатываемого изделия.
Суппорт имеет четыре каретки: нижняя каретка перемещается в продольном направлении по направляющим станинам как от механического привода, так и от руки. Перемещение осуществляется за счет фартука, прикрепленного к нижней каретке. Каретка 2 передвигается по направляющим нижней каретки и служит для поперечного перемещений резца от руки. Каретка, несущая на себе четырехгранную резцовую головку, имеет только продольное перемещение по направляющим средней поворотной части суппорта, которая может поворачиваться на 90° в ту или иную сторону.
Поперечное перемещение каретки 2 по направляющим нижней каретки 1 осуществляется винтом 13 и гайкой 12. Винт 13 приводится во вращение от руки рукояткой 16. Так как винт 13 установлен в опорах на нижней каретке, а гайка 12 закреплена на каретке 2, то при вращении винта гайка будет перемещаться и увлекать за собой каретку 2.
Сверху каретка 2 имеет углубление; куда входит выступ поворотной части суппорта 5. Для закрепления поворотной части имеются 2 болта, головки которых входят в круговой паз каретки 2.
Верхнюю каретку 4 суппорта можно перемещать по направляющим вручную, пользуясь рукояткой 11, которая приводит во вращение винт 10 и гайку 9.
Направляющие и соприкасающиеся с ними поверхности кареток от продолжительной работы изнашиваются на столько, что между ними может появиться недопустимо большой зазор.
В результате этого резец будет вибрировать и снизится точность работы станка. Для устранения вибрации в суппорте предусмотрены регулируемые планки 14 и 15, которые могут быть поджаты винтами. Резцедержатель закрепляется болтом 8 и затягивается рукояткой 7. При отворачивании рукоятки резцедержатель отжимается вверх от верхней каретки пружиной 6. Резцедержатель позволяет закреплять в нем одновременно до четырёх резцов. Резцы крепятся болтами 5.
Фартук токарно-винторезного станка ТВШ-3
Фартук токарно-винторезного станка твш-3
С помощью фартука (рис. 7) можно осуществить продольную подачу суппорта, механическую или ручную, ходовым валиком и продольную подачу, механическую, ходовым винтом.
Ручная подача ходовым валиком осуществляется вращением маховика 1, насаженного на вал 2, на котором находится шестерня 4, зацепляющаяся с шестерней 3, сидящей на конце валика реечной шестерни. Последняя входит в зацепление с зубчатой рейкой, жестко прикрепленной к станине. Механическая подача осуществляется червяком 7, сидящим на скользящей шпонке на ходовом валике. Червяк приводит в движение червячную шестерню, и далее через систему шестерен движение передается на реечную шестерню. Для включения механической подачи необходимо повернуть рукоятку 9 по часовой стрелке. При этом включается в работу фрикцион, смонтированный в червячной шестерне. Механическая подача ходовым винтом осуществляется поворотом рукоятки 8, соединяющей разъемную маточную гайку 5 с ходовым винтом 6. Рекомендуется реечную шестерню при работе с ходовым винтом выводить из зацепления с рейкой движением рукоятки «на себя». При механической и ручной подаче ходовым валиком реечную шестерню вводят обязательно в зацепление с зубчатой рейкой движением рукоятки «от себя».
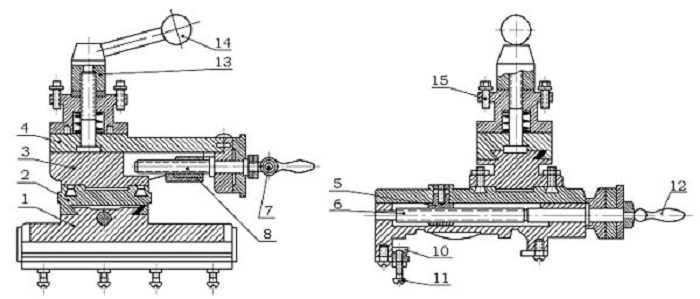
Задняя бабка токарно-винторезного станка ТВШ-3
Задняя бабка токарно-винторезного станка твш-3
Задняя бабка (рис. 8) служит для поддержания второго конца обрабатываемой детали. Корпус 7 расположен на основании 2, перемещающемся по направляющим станины станка.
В корпусе продольно перемещается пиноль 8. Один конец пиноли имеет коническое отверстие (конус Морзе № 2), в которое в зависимости от выполняемой работы можно вставлять в центр хвостовую часть патрона для зажима сверл и другой инструмент. Перемещение пиноли производится маховиком 11, вращающим винт 13. Для удобства вращения на маховике закреплена рукоятка 12. Чтобы пиноль при вращении маховика не поворачивалась, она имеет шпоночную канавку, в которую входит винт-шпонка 10. Рукоятка 9 служит для зажима пиноли в корпусе бабки. Оси шпинделя и задней бабки должны совпадать; для установки пиноли по оси шпинделя служит винт 3 и гайка 4. Посредством их можно смещать корпус относительно основания в поперечном направлении по призме основания для проточки длинных конусов. Для обточки в центрах деталей разной длины основание перемещают вместе с корпусом задней бабки вдоль станины станка и закрепляют в нужном положении болтом 5 гайкой 6 и плавкой 1.
ТВШ-3 (ТВ-3) Станок токарно-винторезный. Видеоролик
Нарезание шестерни на твш-3
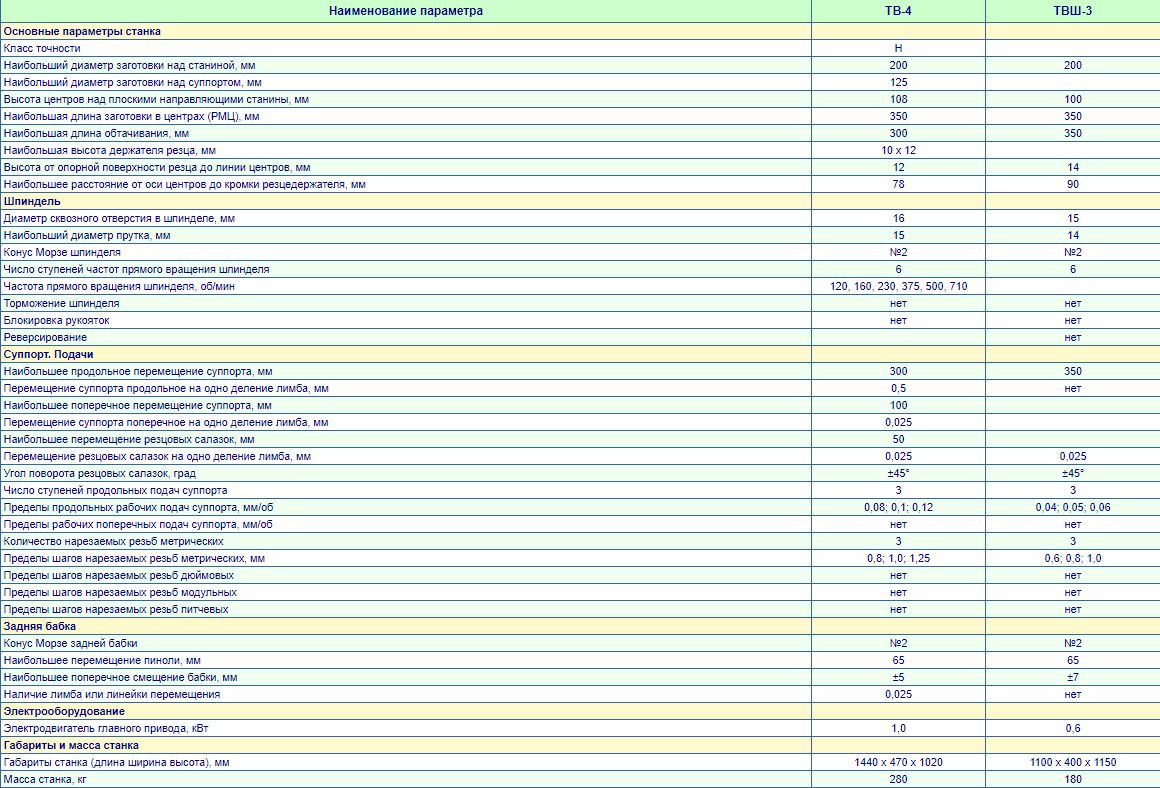
Основные технические характеристики станка ТВШ-3
| Наименование параметра | ТВ-4 | ТВШ-3 | |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | Н | ||
| Наибольший диаметр заготовки над станиной, мм | 200 | 200 | |
| Наибольший диаметр заготовки над суппортом, мм | 125 | ||
| Высота центров над плоскими направляющими станины, мм | 108 | 100 | |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 350 | 350 | |
| Наибольшая длина обтачивания, мм | 300 | 350 | |
| Наибольшая высота держателя резца, мм | 10 х 12 | ||
| Высота от опорной поверхности резца до линии центров, мм | 12 | 14 | |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 78 | 90 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 16 | 15 | |
| Наибольший диаметр прутка, мм | 15 | 14 | |
| Конус Морзе шпинделя | №2 | №2 | |
| Число ступеней частот прямого вращения шпинделя | 6 | 6 | |
| Частота прямого вращения шпинделя, об/мин | 120, 160, 230, 375, 500, 710 | ||
| Торможение шпинделя | нет | нет | |
| Блокировка рукояток | нет | нет | |
| Реверсирование | нет | ||
| Суппорт. Подачи | |||
| Наибольшее продольное перемещение суппорта, мм | 300 | 350 | |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,5 | нет | |
| Наибольшее поперечное перемещение суппорта, мм | 100 | ||
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 | ||
| Наибольшее перемещение резцовых салазок, мм | 50 | ||
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 | 0,025 | |
| Угол поворота резцовых салазок, град | ±45° | ±45° | |
| Число ступеней продольных подач суппорта | 3 | 3 | |
| Пределы продольных рабочих подач суппорта, мм/об | 0,08; 0,1; 0,12 | 0,04; 0,05; 0,06 | |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | |
| Количество нарезаемых резьб метрических | 3 | 3 | |
| Пределы шагов нарезаемых резьб метрических, мм | 0,8; 1,0; 1,25 | 0,6; 0,8; 1,0 | |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет | |
| Пределы шагов нарезаемых резьб модульных | нет | нет | |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | |
| Задняя бабка | |||
| Конус Морзе задней бабки | №2 | №2 | |
| Наибольшее перемещение пиноли, мм | 65 | 65 | |
| Наибольшее поперечное смещение бабки, мм | ±5 | ±7 | |
| Наличие лимба или линейки перемещения | 0,025 | нет | |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,0 | 0,6 | |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1440 х 470 х 1020 | 1100 х 400 х 1150 | |
| Масса станка, кг | 280 | 180 |
- Токарно-винторезный станок школьный ТВШ-3. Паспорт, 1970
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Батов В.П. Токарные станки., 1978
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Тепинкичиев В.К. Металлорежущие станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Чернов Н.Н. Металлорежущие станки, 1988
Список литературы:
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
ТН-1 Станок токарно-винторезный настольный универсальный схемы, описание, характеристики
Сведения о производителе настольного токарного станка ТН-1
Производитель настольного токарного станка ТН-1 – Мичуринский завод Прогресс, основанный в 1957 году.
Токарные настольные станки серии Универсал
Первая модель настольного токарного станка Универсал с двумя круглыми направляющими была разработана организацией ЭНИМС (Экпериментальный научно-исследовательский институт металлорежущих станков). За основу был взят станок Unimat SL австрийской фирмы EMCO. За 40 лет продано свыше 600 тысяч станков.
Станок начал производиться серийно на предприятии Московский станкостроительный завод СтанкоКонструкция.
Во второй половине 80-х годов конструкция станка была значительно переработана: начиная с модели Универсал-3 вместо двух круглых направляющих появилась одна большего диаметра посередине станины и передняя бабка больше не отсоединялась от станины. Станок начали серийно выпускать сразу несколько заводов:
Настольный токарно-винторезный станок ТН-1. Назначение, область применения
Станок ТН-1 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ при массе детали до 5 кг, в том числе:
- проточка и расточка цилиндрических и конических поверхностей
- сверление
- отрезка
- нарезка метрических резьб
- подрезка торцов
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками – он прост в эксплуатации, надежен и долговечен.
Станок поставляется в токарно-револьверном исполнении. При необходимости имеется возможность переналадки станка из токарно-револьверного исполнения в токарно-центровой. При этом револьверная головка снимается со станка, устанавливается задняя бабка и на суппорт устанавливается подвижная резцедержка.
Дополнительные принадлежности к настольному токарному станку ТН-1
Дополнительные принадлежности, входящие в комплект поставки служат для того, чтобы осуществлять с помощью несложных переналадок другие исполнения станка, токарно-центровое, фрезерно-сверлильное, шлифовальное, фуговальное, заточное, для работы лобзиком, для работы дисковой пилой, расточное.
Резцедержки
В комплект поставки входят две резцедержки
- подвижная резцедержка
- неподвижная резцедержка
С помощью подвижной резцедержки, смонтированной на каретке можно обрабатывать конусные поверхности и нарезать резьбы.
В каретке расположены два винта, которые с помощью сухарей крепят каретку к ползуну суппорта.
В общем случае каретка может быть установлена в любом из пазов ползуна суппорта в соответствии с требованиями наладки.
Для обработки конусных поверхностей каретку следует установить на ползуне так, чтобы первоначально нулевой штрих шкалы каретки совпадал с риской на левом торце ползуна. Такая установка осуществляется с помощью одного винта 5 в основании каретки, который вворачивается в специально предусмотренное для этой цели резьбовое отверстие, расположенное на верхней плоскости ползуна между двумя Т-образными пазами. Цена деления шкалы каретки 1
ВНИМАНИЕ! После разворота каретки на требуемый угол необходимо, во избежание аварии, надежно зафиксировать ее крепежным винтом, как было описано выше.
Неподвижная резцедержка крепится к ползуну суппорта с помощью винта и сухарь, входящего в один из Т-образных пазов ползуна.
Задняя бабка
С помощью задней бабки можно производить обработку изделий в центрах.
При этом заднюю бабку устанавливают и фиксируют с учетом длины обрабатываемой детали. Один конец детали зажимают в каком либо приспособлении (трехкулачковый патрон, поводковый патрон) установленном на шпинделе, а второй конец детали поджимают центром (подвижным или НЕ подвижным) Поджим осуществляется перемещением пиноли 2 от маховика 5. После поджима пиноль зажимается сухарем 6.
Центр задней бабки может также служить для поджима других приспособлений входящих в комплект станка.
Цанговый зажим
Зажим состоит из втулки 1, цанги 3 и гайки 2.
Втулка с цангой вставляются в конусное отверстие шпинделя, а гайка наворачивается на шпиндель по резьбе. С помощью этой гайки в цанге, перемещающейся вдоль своей оси, зажимается заготовка или режущий инструмент, вставленные в ее внутреннее цилиндрическое отверстие.
Фрезерно-сверлильное устройство токарного станка ТН-1
Устройство представляет собой стойку 3, по направляющим которой перемещается стол 4. Перемещение осуществляется вращением маховичка 1 жестко связанного с ходовым винтом 2.
Заготовка крепится к столу прихватами 11 с помощью шпилек 10, гаек 9, винтов 8 и сухарей входящих в Т-образные пазы стола. Для того, чтобы наладить станок на фрезерные или сверлильные работы необходимо стойку закрепить на суппорте станка с помощью планок 6 и винтов 5, как это показано на рис. 16.
ТН-1 Габариты рабочего пространства токарного станка. Эскиз суппорта
Габариты рабочего пространства токарного станка тн-1
ТН-1 Посадочные и присоединительные базы токарного станка. Эскиз шпинделя
Эскиз шпинделя токарного станка тн-1
ТН-1 Посадочные и присоединительные базы токарного станка. Эскиз револьверной головки
Эскиз револьверной головки токарного станка тн-1
Общий вид токарно-винторезного станка ТН-1
Фото токарно-винторезного станка тн-1
Фото токарно-винторезного станка ТН-1. Смотреть в увеличенном масштабе
Фото токарно-винторезного станка тн-1
Расположение составных частей токарно-винторезного станка ТН-1 в токарно-центровом исполнении
Расположение основных узлов токарного станка тн-1
Расположение составных частей токарно-винторезного станка ТН-1 в токарно-револьверном исполнении
Расположение основных узлов токарного станка тн-1
Перечень основных узлов станка ТН-1 в токарно-револьверном исполнении
- привод
- шпиндельная бабка
- электродвигатель
- суппорт
- станина
- револьверная головка
- коробка электрооборудования
При работе с прутком на суппорте устанавливается солдатик, состоящий из винта 1, стойки 2 и гайки 3. В стойке 2 крепится винтом 1 отрезкой резец.
Схема кинематическая токарно-винторезного станка ТН-1
Кинематическая схема токарного-винторезного станка тн-1
Схема кинематическая токарно-винторезного станка ТН-1. Смотреть в увеличенном масштабе
Цепь привода главного движения токарного станка тн1
В этой цепи вращение шпинделя осуществляется от электродвигателя 1 через клиноременную передачу. Предусмотрено 9 рабочих частот вращения шпинделя.
Две ступени (200 и 271 об/мин) можно получить, если шкив 2, жестко сидящий на валу электродвигателя 1, соединить ремнем с промежуточным шкивом 4, а тот, в свою очередь по ручью «а»— со шкивом 5, свободно вращающимся относительно вала электродвигателя 1, Со шкива 5 по одному из двух свободных ручьев «в» или «с» вращение передается непосредственно на шкив 6, жестко связанный со шпинделем.
Одна ступень (650 об/мин) получается путем передачи вращения со шкива 5 прямо на шкив 6, минуя промежуточные шкивы 4 и 5.
Еще две ступени 525 и 1000 об/мин) можно получить, если на шкив 2 надеть сменный шкив 3, чтобы торец, на котором имеются кулачки, был обращен наружу Со шкива 3, как и в первом случае, вращение передается на промежуточный шкив 4, а с него, по ручью «в» на шкив 5, который передает вращение шкиву 6 по ручьям «а» или «с».
Оставшиеся четыре ступени (1200, 1700, 2800 и 3200 об/мин) получаются, если вал электродвигателя 1 соединить со шкивом 5 через шкив 3 с помощью кулачков, имеющихся на одном из торцев последнего. Тогда по любому из четырех ручьев вращение можно передавать на шкив 6.
Цепь привода подач
Перемещение суппорта вправо и влево осуществляется ходовым винтом VII.
Вращение на ходовой винт передается непосредственно со шпинделя жестко закрепленным на кем зубчатым колесом 7.
Через зубчатое колесо 8 вращение передается зубчатыми колесами 9 и А, далее на промежуточный валик VI. Имеется два варианта передачи вращения на этот валик:
- первый вариант (на схеме обозначен сплошной линией) через блок зубчатых колес Б-В и колесом Г
- второй вариант (на схеме обозначен пунктирной линией) через зубчатые колеса Б и В
Первый вариант используется для осуществления подачи при обычном точении, второй при нарезании резьбы.
С валиком VI жестко связано зубчатое колесо 11. С этого колеса на колесо 14, закрепленное на левом конце ходового винта, вращение можно передать либо через пару зубчатых колес 12 и 13 и тогда суппорт будет перемещаться влево, либо через зубчатое колесо 11, что обеспечит перемещение суппорта вправо. Все три колеса 11, 12 и 13) смонтированы на поворотном устройстве 12 и находятся в постоянном зацеплении с центральным зубчатым колесом 10. Таким образом, можно осуществлять перемещение суппорта как вправо, так и влево при одном и том же направлении вращения шпинделя.
Имеется также возможность отключать подачу суппорта без останова вращения шпинделя. Это обеспечивается расцеплением зубчатых колес 7 и 8 с помощью того же поворотного устройства.
Поперечное перемещение суппорта осуществляется от маховичка 38 через винт VIII.
Кинематическая цепь револьверной головки
Перемещение корпуса револьверной головки осуществляется при вращении штурвала 25 через передачу зубчатое колесо 26 рейка 27 Зубчатое колесо 26 закреплено на оси штурвала 25, а рейка 27 на салазках револьверной головки.
Поворот инструментального диска 39 на одну позицию осуществляется следующим образом. При перемещении корпуса револьверной головки вправо одно плечо рычага 29, упирается в упор 30 закрепленный в салазках револьверной головки и рычаг 29, поворачиваясь вокруг своей оси вторым плечом выводит фиксатор 31 из зацепления с звездочкой 38. При этом сжимается пружина 32. При дальнейшем перемещении корпуса 28 револьверной головки упор 34 входит в один из шести винтовых пазов барабана 33. При этом барабан 33 начинает поворачиваться. Одновременно поворачивается вал X синхронно с барабаном 33 и через конические зубчатые колеса 36, 37 вал IX с инструментальным диском 39 и звездочкой 38. При дальнейшем движении вправо рычаг 29 соскакивает с упора 30 и пружина 32 заводит фиксатор 31 в соответствующую впадину звездочки 38 фиксируя инструментальный диск револьверной головки 39. Одновременно поворачивается и барабан 35 с регулируемыми упорами. При этом напротив упора 34 располагается соответствующий упор. При движении влево барабан 33 вращается упором 34 в обратном направлении. Кулачки муфты проскальзывают, отжимая пружину 36. Упор 34 выходит из паза кулачка 33. При дальнейшем движении влево осуществляется рабочий ход.
Кинематическая цепь подвижной резцедержки станка ТН-1
Кинематическая цепь подвижной резцедержки станка тн-1
Перемещение подвижной резцедержки осуществляется от маховичка 39 через винт XI.
Неподвижная резцедержка станка ТН-1
Неподвижная резцедержка токарного станка тн-1
Кинематическая цепь задней бабки
Перемещение пиноли задней бабки осуществляется от маховичка 40 через винт XII.
Привод шпинделя и сменные зубчатые колеса цепи привода подач токарного станка тн-1
Привод шпинделя и сменные зубчатые колеса станка тн-1
Схема электрическая токарно-винторезного станка ТН-1
Электрическая схема токарного станка тн-1
Основные технические характеристики станка ТН-1
| Наименование параметра | ТН-1М | ТН-1 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности | Н | Н |
| Наибольший диаметр заготовки, устанавливаемой над станиной, мм | 150 | 150 |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | 90 | 90 |
| Высота центров над плоскими направляющими станины, мм | 75 | 75 |
| Наибольшая длина заготовки, обрабатываемой в центрах (РМЦ), мм | 350 | 350 |
| Наибольшая диаметр заготовки, обрабатываемой в патроне, мм | 70 | 70 |
| Наибольшая диаметр сверления по стали, мм | 6 | 6 |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 15 | 15 |
| Присоединение патрона к шпинделю. Конец шпинделя | М27х2 | М27х2 |
| Конус Морзе шпинделя | Морзе 2 | Морзе 2 |
| Число ступеней частот прямого вращения шпинделя | 9 | 9 |
| Частота прямого вращения шпинделя, об/мин | 200, 271, 525, 650, 1000, 1200, 1700, 2800, 3200 | 200, 271, 525, 650, 1000, 1200, 1700, 2800, 3200 |
| Число ступеней частот обратного вращения шпинделя | 9 | 9 |
| Частота обратного вращения шпинделя, об/мин | 200, 271, 525, 650, 1000, 1200, 1700, 2800, 3200 | 200, 271, 525, 650, 1000, 1200, 1700, 2800, 3200 |
| Наибольший крутящий момент на шпинделе, Нм | 1,2 | 1,2 |
| Торможение шпинделя | нет | нет |
| Блокировка рукояток | нет | нет |
| Суппорт. Подачи | ||
| Наибольшее продольное перемещение суппорта, мм | 350 | 350 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,05 | 0,05 |
| Наибольшее поперечное перемещение суппорта, мм | 90 | 90 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,05 |
| Число ступеней продольных подач суппорта | 6 | 6 |
| Пределы продольных рабочих подач суппорта, мм/об | 0,05; 0,75; 0,1; 0,125; 0,150; 0,175 | 0,05; 0,75; 0,1; 0,125; 0,150; 0,175 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет |
| Количество нарезаемых резьб метрических | 18 | 18 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..2,5 | 0,2..2,5 |
| Пределы шагов нарезаемых резьб дюймовых | нет | нет |
| Пределы шагов нарезаемых резьб модульных | нет | нет |
| Пределы шагов нарезаемых резьб питчевых | нет | нет |
| Высота резца, мм | 8 | 8 |
| Подвижная резцедержка | ||
| Наибольшее перемещение верхних (резцовых) салазок, мм | ||
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,05 |
| Угол поворота резцовых салазок, град | нет | ±90° |
| Револьверная головка | ||
| Количество позиций | 6 | 6 |
| Диаметр базового отверстия под инструментальные державки, мм | 14 | 14 |
| Рабочий ход (ручное перемещение), мм | 40 | 40 |
| Установочное перемещение, мм | 50 | 50 |
| Задняя бабка | ||
| Конус Морзе пиноли | Морзе 2 | Морзе 2 |
| Наибольшее перемещение пиноли, мм | 30 | 30 |
| Электрооборудование. Привод | ||
| Параметры питающей сети | 220 В, 50 Гц | 220 В, 50 Гц |
| Электродвигатель главного привода, кВт | 0,55 | 0,55 |
| Синхронная частота вращения электродвигателя главного привода, об/мин | 3000 | 3000 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 825 х 410 х 280 | 825 х 410 х 300 |
| Масса станка, кг | 80 | 85 |
Полезные ссылки по теме. Дополнительная информация
Паспорта к настольным токарным станкам и оборудованию
Каталог справочник настольных токарных станков
Токарный станок ТВ-3 (ТВШ-3): технические характеристики
Для обучения специальности токарь предприятиями поставлялись в школы и ПТУ небольшие станки с простым управлением и повышенной степенью безопасности. На модели ВТ 3 изготавливаются детали длиной до 300 мм и весом до 5 кг. Оборудование отличается высокой точностью обработки класса Н и подходит для полного технологического цикла изготовления деталей.

Сведения о производителе
Основой для создания станка ТВ 3 послужила модель немецкого токарного оборудования, вывезенного с Германии после окончания ВОВ. Удобный малогабаритный агрегат, имеющий простейшую конструкцию, предназначался для обучения навыкам токаря в школах и ПТУ.
Производство ТВ3 запустили на нескольких предприятиях. Основным производителем стал Верхнетуринский машиностроительный завод. В городе Энгельс студенты техникума обработки металлов на практических занятиях испытывали оборудование. По результатам их работы в проектную документацию были внесены изменения.
Построенный в 1737 году, завод специализировался на выпуске военной продукции: ядра, штыки, оснастка для кораблей. В марте 1917 года предприятие реконструировали и наладили производство запасных частей для железнодорожных вагонов.
В 1941 года завод полностью перешел на выпуск военной продукции. После окончания войны в его цехах продолжали выпускать снаряды, гранаты. Официально предприятие занималось производством мирной продукции:
- механические лебедки;
- дисковые мельницы;
- настольные токарные станки;
- лесопосадочные машины.
Начиная с 60 годов токарный станок ТВ 3 стали массово выпускать несколько предприятий. Простота конструкции и высокая степень безопасности позволили разместить заказы на производство оборудования в исправительных учреждениях. Часть настольных агрегатов сразу же поступала в детские колонии для обучения подростков нужной профессии.
Назначение, область применения
Токарно-винторезный станок ВТ 3 создан для обучения специальности токаря учащихся школ, профессионально-технических училищ и техникумов. Он также обозначается как ВТШ-3 – школьный. Оборудование имеет простое устройство с повышенной степенью безопасности. На нем производят основные токарные операции:
- обработка цилиндрической поверхности;
- вытачивание конусов;
- подрезка и протачивание канавок;
- отрезная;
- сверление отверстий задней бабкой;
- нарезка метрической резьбы.
На станке изготавливаются единичные детали, запчасти для ремонта оборудования и автомобилей.
Справка! Компактный агрегат с точностью обработки класса Н устанавливают в передвижных ремонтных мастерских. На нем вытачивают элементы запорной арматуры и фитинги водопроводов, газовых систем, деталей для ремонта подвижного состава, включая корабли.
Техническая характеристика
Токарно-винторезный станок ВТ 3 работает от бытовой сети 220 В. Его технические характеристики:
- мощность электродвигателя 0,6 кВт;
- наибольший диаметр заготовки над суппортом 80 мм;
- над станиной 200 мм;
- максимальное межцентровое расстояние 350 мм;
- наибольшая масса заготовки 5 кг;
- размеры стебля резца 10×12 мм;
- диаметр патрона 100 мм;
- число ступеней вращения заготовки 6;
- диаметр отверстия шпинделя 15 мм;
- наибольшее продольное перемещение суппорта 300 мм;
- продольных подач 6;
- угол поворота резцовых салазок 45⁰;
- количество нарезаемых резьбы 3;
- перемещение пиноли задней бабки 65 мм;
- габариты напольного станка 1440×470×1020 мм;
- масса 280 кг.
Точность обработки на оборудовании соответствует классу Н.
Важно!
Для работы с цельной заготовки через шпиндель пропускается прокат с максимальным сечением 14 мм.
Расположение составных частей и органов управления
Токарный станок ВТ 3 имеет литую станину коробчатой формы, на которой крепятся все узлы агрегата:
- передняя бабка;
- гитара;
- коробка подач;
- передаточный механизм;
- суппорт;
- фартук;
- ходовой вал и винт;
- корыто для стружки;
- защитный кожух;
- задняя бабка;
- электродвигатель.
Станина сверху имеет направляющие для перемещения суппорта и задней бабки. Между опорами передней стойки внизу установлен двигатель. Он соединен с ведущим валом коробки скоростей ременной передачей. Шпиндель получает вращение посредством зубчатого зацепления с блоком шестерен.
Коробка подач соединяется с приводом через передаточный механизм. Она позволяет нарезать резьбу трех типоразмеров. Сменные шестерни не входят в комплект станка. Количество подач ограничено тремя.
На корпусе передней бабки расположены рукоятки:
- переключения скорости вращения шпинделя;
- включения ходового винта;
- реверса – изменение направления вращения ходового винта;
- включения ходового винта и вала.
Ниже находится рукоятка переключения шага резьбы и величины подачи.
Фартук расположен в передней части суппорта. Его механизм, состоящий из муфт и зубчатых зацеплений, превращает вращательное движение винта и вала в поступательное, продольное.
На фартуке расположены:
- маховик ручного продольного перемещения;
- рукоятка включения механической подачи;
- ручка включения подачи винтом.
Четыре каретки на суппорте обеспечивают поперечное и продольное перемещение резца относительно детали, поворот инструмента при нарезке конусов и снятии фасок. Рукоятка сверху над резцедержкой закрепляет инструмент в нужном положении. Резец зажимается болтами вручную. В оси вращения выставляется пластинами, подкладываемыми под стебель. Кнопочный блок пуска станка находится на передней стойке ниже корыта под стружку.
Кинематическая схема
Конструктивные узлы и их характеристики
Ременная передача от двигателя приводит в движение ведущий вал станка. Одновременно она предохраняет привод от перегрузок. Передняя бабка представляет собой коробку скоростей со шпиндельным узлом. Она имеет 3 вала с шестернями. В зависимости от комбинации зацепления инструмент получает вращение определенной частоты.
На конце шпинделя установлен патрон, в котором крепится заготовка. Резец перемещается продольно вместе с суппортом и в поперечном направлении механизмом салазок. Механическое движение обеспечивается зацеплением с шестернями фартука.
Задняя бабка передвигается только вручную. На месте она фиксируется болтами, прижимающими снизу сухари к направляющим. Они закручиваются гаечным ключом. В торце узла маховик с ручкой для перемещения пиноли. Сверху рычаг зажимающего механизма.
Компактные и легко управляемые станки ВТ 3 не выпускаются с 90 годов. Но они по-прежнему продолжают работать в гаражах, домашних и ремонтных мастерских. Простое оборудование легко восстановить и запустить самостоятельно.
Поделиться в социальных сетях
С-1 Станок токарный настольный часовой. Схемы, описание, характеристики
Сведения о производителе токарного станка С-1
Производитель токарного часового станка модели С-1 – Пензенский часовой завод “Заря”. Станок выпускался в 50-е годы прошлого века.
Станок С 1 изготовлен по бразцу станка Schaublin 70 швейцарской фирмы Schaublin, основанной в 1915 году.
На просторах страны можно встретить станки С-1 производства Дубненский литейно-механический завод “Октябрь” – г. Дубно Ровенской области, Украина.
Станки, выпускаемые Пензенским часовым заводом “Заря”
С-1 Станок токарный настольный часовой. Назначение, область применения
Станок С-1 является настольным прецизионным токарным станком и предназначается для всевозможных мелких чистовых токарных работ в приборостроении, при производстве инструмента, для часовой индустрии. Станок снабжен устройством фрезерования и шлифования.
Для выполнения массовых операций в основных цехах часового производства целесообразно использовать токарный станок модели С-1А. Станок С-1а имеет рычажный суппорт, рычажный цанговый зажим на передней и задней бабке, и не имеет фрезерного и шлифовального приспособлений.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Сверление и ряд других работ
- Несложные фрезерные и доводочные работы
- Шлифование
Комплект поставки токарного станка с-1
- Станина
- Передняя бабка, имеющая ручной винтовой цанговый зажим. Шпиндель на подшипниках скольжения
- Задняя бабка, винтовая
- Винтовой суппорт с резцедержателем
- Люнет
- Контрпривод основной
- Контрпривод для приспособлений
- Приспособление для фрезерования
- Приспособление для шлифования
- Комплект цанг из 15 шт, для передней бабки
- Передний центр
- Поводковая планшайба
- Задний центр
- Комплект цанг из 4 шт для фрезерного приспособления
- Запасные части к станку
- ключи
Выбор люфта переднего подшипника производятся гайкой, помещенной на шпинделе и стопорящейся винтами. Выбор люфта заднего подшипника производится гайкой, помещенной на заднем конце подшипника.
Если задний подшипник сработался и не поддается регулировке гайкой, то следует подогнать имеющуюся в нем прокладку.
Выбор люфтов в суппортах производится при помощи клиньев.
Габаритные размеры рабочего пространства токарного станка С-1
Габаритные размеры рабочего пространства токарного станка С-1
Фото токарного станка С-1
Фото токарного станка С-1
Фото токарного станка С-1
Фото токарного часового станка Schaublin-70
Фото токарного часового станка Schaublin-70
Фото токарного часового станка Schaublin-70
Фото токарного часового станка Schaublin-70. Смотреть в увеличенном масштабе
Фото токарного часового станка Schaublin-70
Фото токарного часового станка Schaublin-70. Смотреть в увеличенном масштабе
Общий вид токарного станка С-1
Общий вид токарного станка С-1
Общий вид токарного станка С-1. Смотреть в увеличенном масштабе
Расположение органов управления токарным станком С-1
Расположение органов управления токарным станком С-1
Особенности конструкции станка и дополнительных приспособлений для станка с-1
Суппорт станка перемещается от руки вдоль станины и укрепляется в требуемом положении маховичком-гайкой 1 установленным под суппортом.
После установки и закрепления суппорта в нужном положении резец укрепляется на резцовой части суппорта и может перемещаться в поперечном направлении от маховичка 2, а в продольном — от маховичка 3. Величина поперечного и продольного перемещений суппорта регулируется лимбом с точностью до 0,1 мм.
Кроме того, резцовая часть суппорта может быть повернута на угол до 90°.
Для использования токарного станка при сверлении на заданную глубину пиноль задней бабки станка имеет деления. Каждое деление пиноли равно 1 мм.
Всего на пиноли имеется 70 делений.
Для выполнения сверлильной работы обрабатываемая деталь устанавливается в патроне передней бабки, сверло же укрепляется или непосредственно в пиноли задней бабки, или в патроне, вставляемом в заднюю бабку. Бабка подводится к обрабатываемой детали, закрепляется от продольного перемещения рукояткой 4, после чего вращением маховичка 5 сверлу сообщается подача, глубина же, на которую следует просверлить отверстия, контролируется по делениям пиноли.
При обработке детали в центрах на место сверла устанавливается задний центр, а пиноль закрепляется рукояткой 6 для предупреждения продольного перемещения.
Для закрепления детали в цанговом патроне пользуются маховичком 7 цангодержателя.
При обработке длинных и тонких деталей, т. е. деталей, длина которых в 10—12 раз больше диаметра, во избежание их прогиба устанавливают неподвижный (концевой) люнет, показанный на фиг. 16.
К рассматриваемому станку прилагаются устройства для фрезерования и шлифования, что придает ему некоторую универсальность, особенно необходимую при использовании станка в опытных цехах и лабораториях.
Устройство шлифования и фрезерования для станка С-1
Устройства для фрезерования и шлифования крепятся на суппорте станка.
На фиг. 17 показано устройство для шлифования, а на фиг. 18 — устройство для фрезерования. Рукоятка 1 служит для перемещения фрезерных салазок в вертикальном направлении, рукоятка 2 — для зажима ограничителя хода фрезы, а рукоятка 3 — для закрепления суппорта фрезы от вертикального перемещения (рукоятка для зажима клина).
Кинематическая схема устройств фрезерования для станка С-1
Кинематика передачи движения от приводного шкива контрпривода к шпинделю фрезы показана на фиг. 19.
На фиг. 19 с правой стороны показан двухступенчатый шкив, приводящийся в движение круглым ремнем от контрпривода устройства. Через вал движение передается к паре косозубых колес z1 и z2. От колеса z2 движение передается шпинделю, в котором при помощи цанги крепится фреза.
Для более полного использования фрезерного приспособления станок имеет еще одно устройство, которое дает возможность делить обрабатываемую деталь при фрезеровании на нужное число частей.
Для этой цели на торцах приводного шкива бабки с левой и правой сторон расположен ряд концентрических окружностей с надсверленными отверстиями. С левой стороны шкива располагаются три окружности, разделенные на 100, 60 и 48 равных частей, с правой же стороны располагается окружность, разделенная на 12 равных частей.
Для того чтобы шпиндель передней бабки с укрепленной на нем деталью не мог повертываться во время обработки, в одно- из отверстий входит стопорный штифт. Перед поворотом обрабатываем мой детали стопорный штифт выводится из отверстия, деталь поворачивается на нужный угол, и штифт снова вводится в соответствующее отверстие. Передняя бабка станка имеет два штифта — один для отверстий, расположенных с левого, а другой — для отверстий, расположенных с правого торца шкива.1
Кинематическая схема передачи движения от электродвигателя к шпинделю станка, а также к шпинделю шлифовального и фрезерного устройств приведена на фиг. 20. Станок приводится в движение от электродвигателя мощностью 0,52 кВт, делающего 1400 об/мин.
На валу электродвигателя установлен трехступенчатый шкив. Две ступени для плоского ремня предназначены для передачи движения основному контрприводу станка, а третья ступень для круглого ремня предназначена для передачи движения контрприводу устройства.
Кинематическая схема токарного станка С-1
Кинематическая схема токарного станка С-1
Передняя бабка токарного станка С-1
Передняя бабка токарного станка С-1
Передняя бабка токарного станка С-1. Смотреть в увеличенном масштабе
С-1 Станок токарный настольный часовой. Видеоролик.
Основные технические характеристики станка С-1
| Наименование параметра | Т-65 | С-1 | Т-28 |
|---|---|---|---|
| Основные параметры станка | |||
| Наибольший диаметр заготовки над станиной, мм | 120 | 170 | 130 |
| Наибольший диаметр заготовки над суппортом, мм | 30 | 50 | 14 |
| Высота центров над плоскими направляющими станины, мм | 65 | 102 | 65 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 200 | 350 | 220 |
| Наибольшая длина обтачивания без перестановки суппрта, мм | 70 | 95 | 55 |
| Наибольшая высота держателя резца, мм | 7 х 7 | 10 х 15 | 8 х 8 |
| Высота от опорной поверхности резца до линии центров, мм | 6 | 13.5 | 6 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 50 | 30 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 10 | 20 | 10 |
| Конус Морзе шпинделя | № 1 | нет | № 0 |
| Число ступеней частот прямого вращения шпинделя | 3 | 11 | 3 |
| Частота прямого вращения шпинделя, об/мин | 77, 66, 55 | 3100..1500 | 1440, 2500, 4300 |
| Суппорт. Подачи | |||
| Наибольшее поперечное перемещение суппорта, мм | 70 | 98 | 55 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Наибольшее перемещение резцовых салазок, мм | 70 | 95 | 55 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Угол поворота резцовых салазок, град | ±90° | ±90° | ±60° |
| Задняя бабка | |||
| Конус задней бабки | Морзе №1 | Морзе №1 | Морзе №0 |
| Наибольшее перемещение пиноли, мм | 45 | 80 | 45 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 0,25 1400 об/мин | 0,52 2700 об/мин | 0,27 2800 об/мин |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 675 х 300 х 250 | 1000 х 660 х 1000 | 650 х 255 х 222 |
| Масса станка, кг | 19 | 70 | 25 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог. Купить справочник. Купить базу данных: Прайс-лист информационных изданий
технические характеристики токарно-винторезного станка по металлу
Токарно-винторезный станок ТВ-4 используется для обучения токарному делу учащихся школ, профессиональных училищ, колледжей.
В современных условиях он все чаще применяется в частных небольших токарных мастерских, а также для мелкосерийного производства. Успешно выполняет классические токарные операции.

Краткая история
Это оборудование производится Ростовским комбинатом учебного оборудования с начала 1970 х годов. Из-за специфики своего применения данный станок назывался «Школьник».
Индустриализация требовала профессиональных кадров, поэтому страна снабжала современными по тем меркам технологиями все средние учебные заведения.
На Ростовском комбинате данный станок выпускается и по сей день, поскольку продолжает пользоваться спросом в частных мастерских и для любителей токарного дела.
Также есть еще завод на Украине в г. Грождно, который также выпускает серию данного оборудования. Но Ростовский комбинат считается все же основным производителей этой функциональной мобильной конструкции.
Назначение и область применения школьного токарно-винторезного станка по металлу
Поскольку оборудование изначально выпускалось, как учебное оно отличается небольшими габаритами. Поэтому не подходит для обработки крупных деталей.
Токарно-винторезный станок ТВ-4 предназначен для обработки деталей до 12 см в диаметре и до 30 см по длине. Этого вполне достаточно для тех, у кого токарное дело – хобби и есть необходимость в штучной обработке деталей.
Станок позволяет проводить следующие виды токарных работ:
- подрезка торцов;
- отрез;
- нарезание метрических резьбы;
- сверление;
- проточка и расточка отверстий.
Школьный станок снабжен всеми узлами полноценного токарного инструмента.
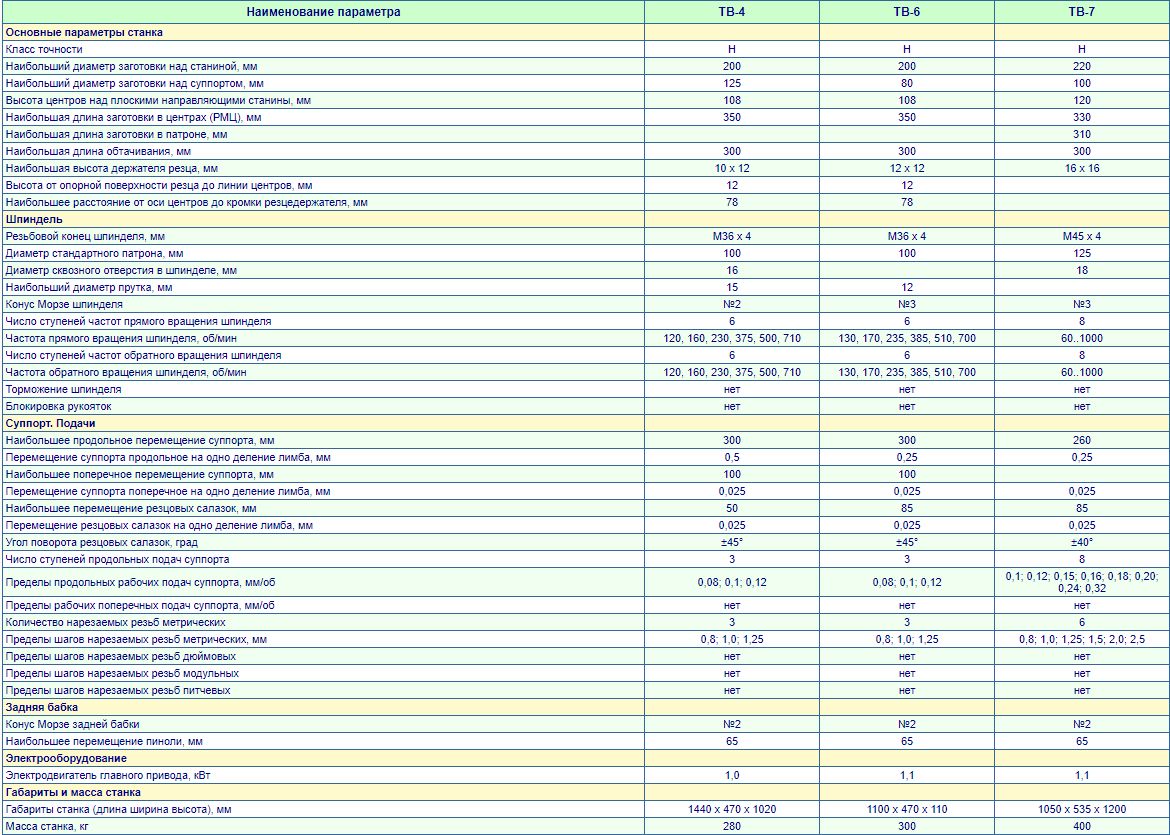
Технические характеристики
Мощность электродвигателя рассматриваемого оборудования составляет 0.6 КВТ. При этом полный вес станка составляет 280 кг, что позволяет ему легко располагаться в бытовых условиях.
Основные параметры
К основным параметрам ТВ-4 относятся:
- расстояние между центрами – 35 см;
- наибольшая длина обтачивания – 30 см;
- максимальный диаметр заготовки, обрабатываемой над верхней частью суппорта – 125 мм;
- диаметр, обрабатываемый над станиной – 20 см.
Узлы в станке классические, с определенными техническими характеристиками, которые позволяют выполнять все токарные работы, характерные для этого вида оборудования.
Шпиндель
Располагается в передней, шпиндельной бабке и его основная функция – вращать рабочую заготовку посредством трехкулачкового патрона. От приемного шкива получает 6 цифр оборотов. Максимум – 710 об/мин.
Наибольший диаметр обрабатываемого прутка на шпинделе – 15 мм. Конец шпинделя резьбовой – М36х4.

Суппорт и подачи
Предназначен для перемещения режущего инструмента. Имеет 4 каретки:
- Первая — перемещается по направлению станины.
- Вторая – перемещается по поперечным направляющим первой каретки, перемещает режущий инструмент в поперечном направлении.
- Третья – от среднего положения в обе стороны поворачивается на 45 градусов.
- Четвертая – несет резцедержатель и перемещается в продольном направлении по третьей каретке.
Резцовые салазки
Резцовые салазки по техническим характеристикам предполагают смещение на 5 см.

Задняя бабка
Ее еще называют упорной бабкой. Это конструктивная деталь, главная функция которой – поддержка с помощью центра второго конца заготовки. Она фиксирует будущую деталь.
Расположена на основании, которое равномерно перемещается по направляющим станины. В упорной бабке расположена пиноль, передвигающаяся в продольном направлении. Ее движение осуществляется маховиком.

Электрооборудование
Привод осуществляется от асинхронного электродвигателя ~220В. Через клиномерные передачи и одноступенчатый шкив движение передаётся ходовому валу, коробки скоростей.
Также к электрическому оборудованию относится электрический щит, трансформатор, плавкие вставки. Щиток электрооборудования и магнитный пускатель расположены в правой тумбе, а сам электродвигатель с кнопочной станцией – в левой.
Общие размеры (габариты) и вес
Станок относится к легкому классу оборудования. Его параметры в мм 1100х470х1020. Класс по точности обработки Н, что позволяет допускать погрешность не больше 10 мкм.
Благодаря своим комфортным размером подходит даже для установки в квартире или на балконе. Поэтому станок и пользуется популярностью у бытовых мастеров.
Общая конструкция и принцип работы
Тумба данного станка изготовлена из толстостенной листовой стали. Дополнительно монтируют ребра жесткости. В задней части тумбы расположен электродвигатель. На лицевой части – блок управления работой, в том числе кнопка реверс, а также включения/выключения.
На задней тумбе, которая имеет П-образную форму, также имеются ребра жесткости вверху и снизу. Внутри этой конструкции содержится электрощит со всем основным электрооборудованием данного механизма.
В левой части станины расположена шпиндельная бабка, к которой подключена коробка для переключения скоростей. Вращение шпинделя происходит за счет трехкулачкового патрона.
От блока шпинделя к коробке скоростей вращение передает передаточный механизм. Особенностью механизма данного станка является то, что здесь невозможно установить другие пары шестерней, а потому передаточное соотношение всегда одинаковое.
Рисунки и описание устройства
Основой всего станка является станина. Она коробчатой формы с двумя призматическими направляющими. Передняя направляющая, перемещает каретку, а задняя – упорную бабку. Спереди станины расположен ходовой винт и рейка.
Общий вид


Общий чертеж
Расположение органов управления
К органам управления токарно-винторезного станка относятся:
- рукоятки по установке чисел оборотов шпинделя;
- рукоятка нарезания левой и правой резьбы;
- изменение направления передач;
- рукоять переключения ходового валика;
- рукоять увеличения продольной механической подачи;
- приспособление для перемещения поперечной салазки;
- маховик для перемещения продольной каретки.
Кинематическая схема
Шпиндельная бабка
Это основной и главный функционирующий элемент любого токарно-винторезного станка. Деталь внешне представляет собой корпус из чугуна, куда входит шпиндель и коробка скоростей. Передает элемент вращения от электродвигателя к обрабатываемой заготовке.
Передняя шейка шпинделя вращается в двух упорно-радиальных подшипниках, в то время как задняя – только в радиальном. Чтобы у мастера была возможность регулировать напряжение оси на шпинделе имеются две гайки.
Коробка подач
Эта конструкция получает движение от самой коробки скоростей с помощью шестерен передаточного механизма. Конструкция данной детали позволяет получить метрическую резьбу с шагом 0.8, 1.0, 1.25 мм. Также можно получить продольную подачу суппорта в этих же пределах, на один оборот шпинделя.
Спереди на крышке коробки подач находится рукоять, при помощи которой регулируются резьбы и подачи. В конструкции коробки подач данной модели исключается возможность одновременного вращения ходового винта и ходового валика.
Чтобы смазывать механизм коробки подач в конструкции существует корыто для заливки масла. Во время эксплуатации важно следить, чтобы в этом корыте всегда присутствовало небольшое количество масла для смазки.
Фартук
При помощи фартука есть возможность осуществлять продольную механическую и ручную передачи от ходового валика и винта. Для ручной передачи необходимо повернуть маховик, а для механической – повернуть рукоять, которая запускает кулачковую муфту.
Суппорт
Эта деталь конструкции необходима для закрепления и перемещения резца. В данном варианте оборудования он снабжен четырьмя салазками.
Задняя бабка
Это упорная бабка, которая расположена на основании и закрепляет второй конец детали при обработке. Пиноль упорной бабки имеет коническое отверстие. В него входит упорный центр или любой другой инструмент, необходимый в данный момент для обработки заготовки.
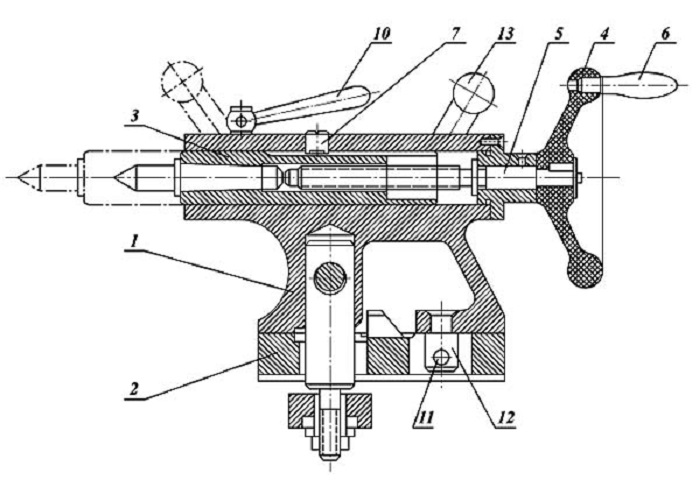
Схема электрическая принципиальная
Инструкция по первому запуску и эксплуатации
Монтаж и установку станка ТВ-4 должны выполнять строго профессионалы. Перед первым запуском обязательно ознакомиться с инструкцией по эксплуатации, а также с техникой безопасности.
Для монтажа оборудования необходимо обустроить фундамент не меньше 10 см. Оптимальный вариант – бруски или бетонная конструкция.
Механизм не снабжен регулировкой уровня, а потому при монтаже важно отрегулировать перепады высоты. Лучше всего, если станок будет установлен на регулируемые опоры.
Есть несколько нюансов работы, которые обязательно учитывать:
- В качестве подготовки к рабочему процессу необходимо очистить механизм от антикоррозийной жидкости и заполнить емкость смазкой для коробки передач. Важно, чтобы был настроен заземляющий контур.
- Перед началом работы все рукояти должны быть расположены в исходном положении. Только после этого разрешено проводить стартовую настройку станка. Заготовку детали следует прочно зафиксировать между шпиндельной и упорной бабкой. На следующем этапе следует выставить нужный резец.
- После окончания рабочего процесса необходимо удалить стружку и металлическую пыль, которая собралась на станке после работы. Затем проверить нормальную работоспособность всех главных конструктивных деталей, чтобы в случае поломки вовремя ее обнаружить. Каждый раз перед запуском обязательно проверять уровень масла.
Станки ТВ-4 отличаются надежностью. Поэтому при правильной эксплуатации срок их службы практически неограничен. Важно только изначально его правильно монтировать.
Правила эксплуатации и ухода
Сам станок не рассчитан на массовое производство, поэтому при регулярной работе на нем важно следить за его нагрузкой.
Также при работе необходимо следить за наличием вибрации. Если на станке образуется вибрация, то его следует немедленно отключить и исправить данную неполадку. Обычно достаточно проверить и изменить крепление детали и рабочего инструмента.
Паспорт станка
Станок ТВ-4 не обладает повышенной функциональностью, но успешно работает с заготовками из твердосплавных металлов. Он специально сделан так, чтобы с ним без труда мог справиться и подросток. Паспортные характеристики оборудования:
- диаметр сквозного отверстия в шпинделе – 1.6 см;
- количество возможных оборотов в течение минуты – 120, 160, 230, 375, 500, 710;
- количество ступеней при прямом и обратном вращении – 6;
- максимальные габариты монтируемого инструмента 10х12 мм;
- суппорт имеет 3 продольных ступени передач;
- пиноль задней упорной бабки смещается до 6.5 см.
При планировке рабочего процесса необходимо учитывать, что в данном механизме нет конструкции для торможения шпинделя или блокировки рукоятей управления. За счет этой особенности происходит медленная остановка будущей обрабатываемой детали.
Полностью весь паспорт вы можете, бесплатно скачать по этой ссылке — Паспорт станка ТВ-4
Современные аналоги
Несмотря на надежность и прочность токарно-винторезного станка ТВ-4 у него есть современные аналоги, которые ничуть не уступают механизму по функциональности и возможностям к ним относятся:
- JET BD-7.
- JET BD-Х7.
- Optimum TU1503V.
- Proma SM-300E.
- Triod LAMS-02/300.
Первые две модели отличаются высоким качеством, а также удобством регулировки оборотов. Это марки известных мировых производителей, которые вполне могут конкурировать с ТВ-4 как в небольших мастерских, так и на школьных партах.
Токарно-винторезный станок Ростовского завода учебного оборудования, уже почти полвека служит верой и правдой в небольших мастерских и в бытовых условиях. Это функциональное, и в то же время надежное оборудование, которое поможет освоить любой токарный станок.
Легкий и небольшой по габаритам механизм поместится в любой мини-мастерской. Также его явными преимуществами становятся простота в эксплуатации и долговечность при службе.
Товар | CK6150A |
Макс. качели диам. над кроватью | Φ500 мм |
Макс. качели диам. над крестовиной | Φ390 мм |
Длина обработки (от центра к центру) | 750 мм / 1000 мм / 1500 мм / 2000 мм |
Ширина кровати | 400 мм |
Диаметр.шпинделя | Φ82 мм |
Конус шпинделя | 1: 20 / Φ90 |
конец шпинделя | Тип шпиндельной головки A2-8 |
Скорость шпинделя | 150-2500 об / мин |
Шаг скорости шпинделя | ступенчатая |
размер патрона | 250 мм |
Держатель инструмента | 4 станции |
Панель инструментов | 25X25 мм |
Мощность главного двигателя | 7.5 кВт |
Точность положения оси X / Z | 0,02 / 0,025 мм |
Повторяемость осей X / Z | 0,01 / 0,012 мм |
Крутящий момент оси X / Z | 6 / 10Н.м |
Перемещение по оси X / Z | 360/750 мм / 1000 мм / 1500 мм / 2000 мм |
Скорость быстрой подачи по оси X / Z | 8/10 М / МИН |
Ход втулки задней бабки | 150 мм |
Конус задней бабки | MT5 |
Размер |
Токарный станок с ЧПУ Спецификация станка с ЧПУ Токарный станок по дереву Копировальная насадка Sp2138
Токарный станок с ЧПУ SP2138
Номер модели: SP2138 Можно использовать токарные станки с ЧПУ (MACh4)
Технические характеристики для SP2138
1) Поворот над станиной: 140 мм
2) Поворот над фартуком: 75 мм
) Максимальное расстояние между центрами: 250 мм4) Скорость шпинделя: 100-2000 об / мин
5) Сквозное отверстие в шпинделе: 10 мм
6) Конус шпинделя: 10 мм
7) Конус задней бабки: MT2
8) Мощность главного двигателя: 150 Вт
9) MSX.скорость перемещения (XZ): 300 мм / мин
10) Скорость подачи (XZ): 200 мм / мин
11) Максимальное перемещение по оси Z: 150 мм
12) Максимальное перемещение по оси X: 100 мм
13) Двигатель оси X: 1,35 Нм
14) Двигатель оси Z: 1,35 Нм
15) Расположение инструмента: 2
16) Размер станка (ДхШхВ): 730x380x350 мм
17) Размер упаковки: 830x480x450 мм
18) Вес: 45/60 кг
.Высококачественный токарный станок с ЧПУ Спецификация
Высококачественный токарный станок с ЧПУ (экономичный)
Спецификация
9002
A: Мы являемся фабрикой и собственной торговой компанией.
Q: Как долго ваш срок доставки?
A: Обычно это 35 дней, если товар есть на складе.Для первого образца – 45 дней.
Q: Предоставляете ли вы образцы? это бесплатно или дополнительно?
A: Да, после оплаты 50% стоимости пресс-формы. После подтверждения образца оплатите остальные 50%.
Q: Каковы ваши условия оплаты?
A: 40% T / T заранее, баланс перед отгрузкой.
Если у вас есть другие вопросы, пожалуйста, свяжитесь с нами, как показано ниже:
Высокоточный токарный станок Cnc Cak6160v Fanuc Токарный станок с ЧПУ Спецификация
- Диаметр шпинделя:
- 52
- Макс.Диаметр поворота (мм):
0 штук выбрано, всего $ США
Посмотреть детали
- Стоимость доставки:
- Зависит от количества заказа.
- Время выполнения:
- 30 дней после получения оплаты
- Настройка:
Индивидуальный логотип (Мин.Заказ: 1 комплект)