Токарный станок иж 250 характеристики: 250-ИТВ Станок токарно-винторезный повышенной точности универсальный. Паспорт, схемы, характеристики, описание
alexxlab | 25.03.2023 | 0 | Токарный
ИЖ-250П Станок токарно-винторезный повышенной точности. Паспорт, схемы, характеристики, описание
Ижевским машиностроительным заводом было выпущено множество агрегатов, инструментов и оборудования за всю свою историю деятельности. Токарный станок ИЖ 250 стал одним из самых популярных агрегатов, спрос на который сохраняется и сейчас. Было выпущено несколько модификаций этого оборудования, которые часто используют и на больших, и на маленьких предприятиях.
С помощью ИЖ 250 можно выполнять множество видов токарных задач в цанге, центрах или патроне. Токарный станок по металлу ИЖ может изготовить метрические, дюймовые и модульные резьбы.
Сведения о производителе токарно-винторезного станка ИЖ-250П
Производитель токарно-винторезного станка модели ИЖ-250П — Ижевский машиностроительный , основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П
— станок токарно-винторезный повышенной точности универсальный, Ø 270 - 1И611ПМФ3
— станок токарный повышенной точности с ЧПУ, Ø 320 - 1ИС611В
— станок токарно-винторезный высокой точности универсальный, Ø 270 - 95-ТВ (95ТВ)
— станок токарно-винторезный, Ø 250 - 95ТС-1 (ИС1-1)
— станок токарно-винторезный повышенной точности универсальный, Ø 250 - 161-А, 161-АМ (Удмурт-2)
— станок токарно-винторезный универсальный, Ø 350 - 250-ИТВ (ИЖ 250-ИТВ)
— станок токарно-винторезный высокой точности универсальный, Ø 300 - 250-ИТП (ИЖ 250-ИТП)
— станок токарно-винторезный повышенной точности универсальный, Ø 300 - 250ИТВМ (ИЖ 250ИТВМ)
— станок токарно-винторезный высокой точности универсальный, Ø 300 - 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМ Ф1
01, 250ИТВМ.03, 250ИТВМ Ф1
— станок токарно-винторезный высокой точности, Ø 300 - 250ИТВМ Ф2
— станок токарный высокой точности с оперативной системой управления ОСУ, Ø 320 - 1711ИФФ3
— станок фрезерный вертикальный с ЧПУ и АСИ, 300 х 230 - 1715ИФФ3
— станок фрезерный горизонтальный с ЧПУ и АСИ, Ø 320 - 1336м
— станок токарно-револьверный, Ø 420, Ижевск, Киев - ИЖ-Т-400 (1623)
— станок токарно-винторезный универсальный, Ø 400 - ИЖ-250
— станок токарно-винторезный универсальный, Ø 250 - ИЖ-250П
— станок токарно-винторезный повышенной точности, Ø 250 - ИТ-42
— станок токарный с ЧПУ, Ø 320 - ТП500Ф3, ТП1000Ф3
— станок токарный с наклонной станиной с ЧПУ, Ø 250, Ø 500
Назначение ИЖ 250
Токарный станок по металлу ИЖ 250 обеспечивает высококачественное исполнение заключительных операций. Чтобы произвести точение, не требующее большой точности, и, оказывающее солидные нагрузки на станок, стоит выбрать другую модификацию оборудования – 250 ИТП. Для удовлетворения спроса Ижмаш выпустил несколько модернизированных вариантов ИЖ 250:
Для удовлетворения спроса Ижмаш выпустил несколько модернизированных вариантов ИЖ 250:
- ИЖ 250 ИТВМ.03 имеет большее расстояние между центрами, позволяющее легко обрабатывать детали нестандартной формы.
- ИЖ 250 ИТВМФ1 – агрегат, имеющий цифровой индикатор, что повышает удобство, точность и эффективность работы.
- ИЖ 250 ИТПМ используется для токарных операций невысокой точности.
ИЖ-250П Токарно-винторезный станок повышенной точности. Назначение, область применения
Токарно-винторезный станок повышенной точности ИЖ-250П создан на базе модели ИЖ-250 — станка нормальной точности.
Основным отличием станка ИЖ-250П от базовой модели — конструция подшипников шпинделя: вместо роликовых шпиндельных подшипника на станке установлены бронзовые разрезные регулируемые подшипники скольжения.
Станки токарно-винторезные моделей ИЖ-250П предназначены для токарной обработки в центрах, патроне или цанге, а также для нарезания резьб метрической, модульной и дюймовой для эксплуатации на крупных и малых предприятиях.
Станки могут применяться в инструментальном и приборостроительном производстве, связанном с точной обработкой небольших по размерам деталей.
Станок ИЖ-250ПП имеет повышенный класс точности и применяется для выполнения более точных работ.
Особенности конструкции токарно-винторезного станка ИЖ-250П
Шпиндель токарно-винторезного станка ИЖ-250П установлен на бронзовые разрезные регулируемые подшипники скольжения и имеет 22 скорости вращения: 12 чисел оборотов от редуктора через клиноременную передачу и 10 скоростей через коробку скоростей в передней бабке.
Конец шпинделя резьбовой М68х6. Стандартный патрон Ø200 мм устанавливается на промежуточный (переходной) фланец, который навинчивается на резьбу до упора. Диаметр отверстия в шпинделе Ø 33 мм под пруток Ø 30 мм. Конус Морзе 5.
Редуктор установлен в левой тумбе станка и представляет собой четырехосную коробку скоростей, получающую движение от фланцевого электродвигателя. От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
От редуктора через клиноременную передачу движение передается на шпиндель. На приводном валу редуктора расположены фрикционная пластинчатая муфта и тормоз. Муфта обеспечивает включение-выключение вращения шпинделя, а тормоз уменьшает время вращения шпинделя.
Коробка подач получает движение через гитару от коробки скоростей передней бабки.
Шаг резьбы и скорость подачи выбирается рукоятками на передней крышке коробки подач.
Суппорт станка получает движение от ходового вала, соединенного с выходным валом коробки подач. При нарезании резьбы движение суппорта обеспечивается ходовым винтом, при этом ходовой вал вращаться не должен.
Фартук суппорта преобразует вращательное движение ходового вала или ходового винта в продольное и поперечное движение суппорта. Фартук, также, обеспечивает ручное продольное перемещение суппорта от маховика.
Электрооборудование, установленное на станке ИЖ-250П:
- Электродвигатель привода главного движения асинхронный, двухскоростной — 1420/2800 об/мин, мощностью — 2,6/3 кВт, трехфазный 380 В, тип ФТ42-4/2.

- Электродвигатель привода маслонасоса смазки асинхронный с короткозамкнутым ротором — 1400 об/мин, мощностью — 0,18 кВт, трехфазный 380 В, тип АОЛ12-4
- Электродвигатель привода насоса охлаждения — 2800 об/мин, мощностью — 0,125 кВт
- Магнитный пускатель нереверсивный с катушкой на 380В, тип ПМИ-1
- Магнитный пускатель реверсивный с катушкой на 380В для перекючения направления вращения электродвигателя главного движения, тип ПМИ-1Р
- Реле тепловое двухполюсное для защиты электродвигателей, тип РТ-1
Основные технические характеристики токарно-винторезного станка ИЖ-250П
Изготовитель — Ижевский машиностроительный завод Ижмаш. Начало серийного выпуска — 1963 год.
- Наибольший диаметр заготовки типа Диск, обрабатываемой над станиной — Ø 250 мм
- Наибольший диаметр заготовки типа Вал, обрабатываемой над суппортом — Ø 125 мм
- Расстояние между центрами — 500 мм
- Высота центров — 150 мм
- Мощность электродвигателя — 2,6/3 кВт
- Вес станка полный — 1,5 т
Шпиндель токарно-винторезного станка ИЖ-250П
- Конец шпинделя — резьбовой М68х6
- Внутренний (инструментальный) конус шпинделя — Морзе 5
- Диаметр сквозного отверстия в шпинделе — Ø 33 мм
- Наибольший диаметр обрабатываемого прутка — Ø 30 мм
- Пределы чисел прямых оборотов шпинделя в минуту (22 ступени) — 16.
 .2000 об/мин
.2000 об/мин
Подачи и резьбы токарно-винторезного станка ИЖ-250П
- Пределы продольных подач — 0,07..2,17 мм/об
- Пределы поперечных подач — 0,01..1,08 мм/об
- Пределы шагов резьб метрических — (24 шт) 0,2..6 мм
- Пределы шагов резьб модульных — 0,2..6 модулей
- Пределы шагов резьб дюймовых — 24..3,5 ниток на дюйм
Конструктивные особенности устройства
Токарно-винторезный станок данной модели благодаря некоторым особенностям конструкции обладает рядом особых характеристик. Перечислим эти конструктивные особенности.
- Ходовой винт смазывается автоматически при выполнении резьбонарезных операций.
- Параметры подач и скорости вращения шпинделя могут регулироваться в большом диапазоне.
- Фартук ИЖ-250 оснащен специальным механизмом останова, который позволяет выполнять точение на станке по жесткому упору и защищает коробку и механизмы подач от вероятных перегрузок.

- Фиксация резцовой головки агрегата осуществляется по беззазорной схеме, что обеспечивает высокую точность и жесткость ее установки и положения в процессе выполнения обработки.
- Для выбора скорости вращения шпинделя используется система преселективного управления, которая позволяет заранее при выполнении определенной технологической операции подготовить его последующее включение с заданными параметрами и осуществить его, когда это потребуется.
- Приводные ремни за счет специальной конструкции шпиндельного узла меняются очень быстро и просто, разбирать его для этого нет необходимости.
- Нарезание различных типов резьбы на ИЖ-250 (метрической, модульной, дюймовой) осуществляется не посредством смены шестерен в его гитаре, а за счет универсальности коробки подач.
- Станина ИЖ-250 выполнена из особой марки чугуна – хромоникелевого, а тщательно отшлифованные направляющие на ней закалены с использованием токов высокой частоты.
Управление подачами на станке данной модели реализовано по мнемоническому (облегчающему запоминание) принципу и осуществляется при помощи рукоятки. Согласно этому принципу, направление перемещения рукоятки совпадает с движением подачи, которую будет совершать суппорт агрегата с его резцовой головкой.
Согласно этому принципу, направление перемещения рукоятки совпадает с движением подачи, которую будет совершать суппорт агрегата с его резцовой головкой.
Токарный станок ИЖ-250: технические характеристики, модификации
Ижевский машиностроительный завод на протяжении длительного времени своего существования успел выпустить на рынок большое количество моделей оборудования для обработки металлопродукции.
Одной из ключевых моделей такой аппаратуры является ИЖ 250 — токарный станок, которым пользуются и в наши дни. В этой статье мы рассмотрим главные конструктивные особенности, технические характеристики, а также ознакомимся с правильным подбором оборудования.
Назначение
Главной задачей, которую ставит перед собой токарный станок ИЖ 250, является выполнение широкого перечня токарных работ в кулачковых или цанговых патронах. Кроме того, его повсеместно используют для создания модульных, метрических и дюймовых резьб.
Кроме того, его повсеместно используют для создания модульных, метрических и дюймовых резьб.
На протяжении нескольких десятков лет выпуска этой модели завод старался модернизировать собственную продукцию для решения еще большего спектра задач.
Так, например, модель ИТВМФ1 имеет в своей конструкции систему цифровой индикации. В модели ИТВМ.03 инженеры добились увеличения межцентрового расстояния. Ну а субмодель ИТПМ предназначается для успешного выполнения работ с меньшей степенью точности.
Какие задачи решает агрегат?
Токарный, а точнее, токарно-винторезный, станок ИЖ-250 относится к многофункциональному оборудованию и призван механизировать труд токаря при работе с деталями в центрах, цанге или патроне.
Он широко используется при формировании различных резьбовых конструкций (метрическая, дюймовая, модульная). Данное оборудование устанавливается, как в цехах больших заводов, так и в мастерских малых предприятий при серийном производстве, выпуске небольших партий продукции или ремонте различной техники.
Достаточная степень точности при работе с небольшими по размеру деталями позволяет применять ИЖ-250 в приборостроении, машиностроении и изготовлении инструментов.
Сведения о производителе токарно-винторезного станка ИЖ-250
Производитель токарно-винторезного станка модели ИЖ-250 — Ижевский машиностроительный , основанный в 1807 году.
История станкостроения на Ижевском машиностроительном начинается 28 июля 1930 г. после выхода приказа №181 о создании станкостроительного отдела.
Первой продукцией станкостроительного производства на заводе стал токарный станок с внешней трансмиссией.
Наиболее массовыми моделями универсальных токарных станков, выпущенными в разное время, стали «Удмурт», «Удмурт-2» (161-АМ), ИЖ-250, 1И611П, 1ИС611В, 95ТС, 250ИТВМ, 250ИТВМФ1 и токарный станок с ЧПУ ИТ42.
Станки, выпускаемые машиностроительным заводом Ижмаш
- 1И611П
— станок токарно-винторезный повышенной точности универсальный Ø 270 - 1И611ПМФ3
— станок токарный повышенной точности с ЧПУØ 320 - 1ИС611В
— станок токарно-винторезный высокой точности универсальный Ø 270 - 95-ТВ (95ТВ)
— станок токарно-винторезный Ø 250 - 95ТС-1 (ИС1-1)
— станок токарно-винторезный повышенной точности универсальный Ø 250 - 161-А, 161-АМ (Удмурт-2)
— станок токарно-винторезный универсальный Ø 350 - 250-ИТВ (ИЖ 250-ИТВ)
— станок токарно-винторезный высокой точности универсальный Ø 300 - 250-ИТП (ИЖ 250-ИТП)
— станок токарно-винторезный повышенной точности универсальный Ø 300 - 250ИТВМ (ИЖ 250ИТВМ)
— станок токарно-винторезный высокой точности универсальный Ø 300 - 250ИТВМ.
 01, 250ИТВМ.03, 250ИТВМ Ф1
01, 250ИТВМ.03, 250ИТВМ Ф1
— станок токарно-винторезный высокой точности Ø 300 - 250ИТВМ Ф2
— станок токарный высокой точности с оперативной системой управления ОСУ Ø 320 - 1336м
— станок токарно-револьверный Ø 420, Ижевск, Киев - ИЖ-Т-400 (1623)
— станок токарно-винторезный универсальный Ø 400 - ИЖ-250, ИЖ-250П
— станок токарно-винторезный повышенной точности универсальный Ø 250 - ИТ-42
— станок токарный с ЧПУ Ø 320
Основные технические характеристики
Базовая модель токарного станка имеет следующие основные технические параметры:
- максимальный диаметр детали при установке над станиной (категория «Диск») – 25 см;
- максимальный диаметр детали, устанавливаемой над суппортом (категория «Вал») – 12,5 см;
- расстояние между точками крепления – 50 см;
- высота расположения центров – 150 мм;
- стандартная мощность электродвигателя – 2400 и 3000 Вт;
- полная масса оборудования – 1500 кг.

Обеспечивается класс точности обработки В по ГОСТ 8–82.
Конструкторские особенности строения
Конструктивные решения обеспечивают такие ключевые особенности станка:
- увеличенный диапазон передач и частоты вращения шпинделя;
- автоматизация смазки ходового винта при нарезании резьбы;
- расположение механизма остановки станка в фартуке, обеспечивающее жесткий упор;
- закрепление режущего инструмента без зазоров;
- преселективное управление вращением шпинделя;
- универсальная конструкция коробки передач;
- особая конструкция шпинделя, упрощающая установку и замену приводных ремней;
- высокопрочная станина их хромоникелевого чугуна.
Управление подачами осуществляется одним рычагом по мнемоническому принципу, при этом резцовая головка перемещается на суппорте в соответствии с перемещением ручки.
Общий вид
Как и любой токарно-винторезный станок, он состоит из таких основных узлов и деталей: суппорт, бабки (передняя и задняя), коробка передач, несущая станина, шпиндель, шестеренчатая гитара, ходовой вал, фартук, коробка для регулирования подач, тумба оборудования, электрическое оборудование. Токарно-винторезный станок (ТВС) отличается наличием ходового винта для нарезания резьбы.
Токарно-винторезный станок (ТВС) отличается наличием ходового винта для нарезания резьбы.
Габариты рабочего пространства
Важной характеристикой ТВС считаются габариты рабочего пространства, определяющие максимальные размеры обрабатываемой заготовки.
Основные критерии – расстояние между точками фиксации детали (500 мм) и максимальный диаметр заготовки (250 мм). Кроме того, важно учитывать размеры суппорта и его крепления, что позволяет определить предельные размеры режущего инструмента.
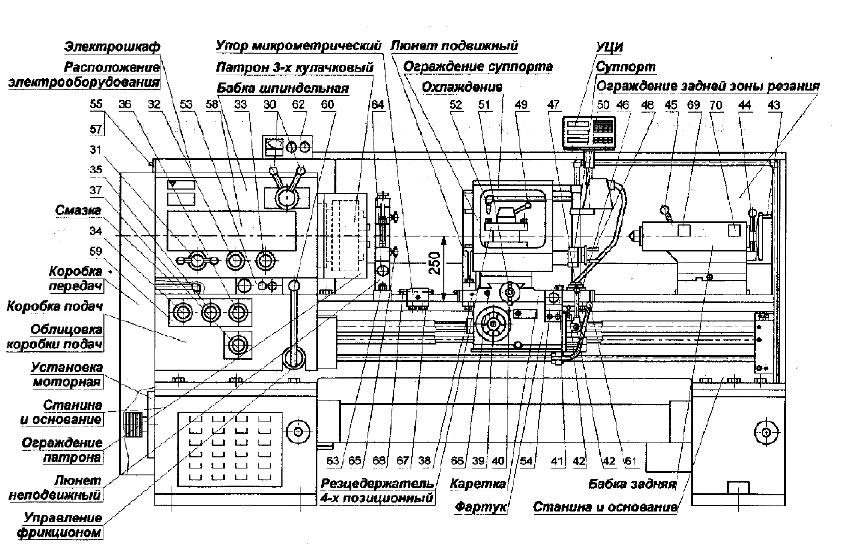
Перечень и расположение органов управления
ТВС ИЖ-250 имеет закрытый фартук, с помощью которого производится движение суппорта в различных направлениях вручную или автоматизировано. Для нарезания резьбы используется ходовой винт.
Управление подачей производится рукояткой. Блокирующее устройство предотвращает одномоментное включение разных направлений подачи, ходового валика и винта.
В систему управления станком входят следующие элементы:
- маховик выбора и ручка переключения частоты вращения шпинделя;
- рукоятки установки подач и шага резьбы;
- рукоять трензеля и перебора;
- штурвал ручной продольной и поперечной подачи;
- ручка крепления резцедержателя и гайки ходового винта; штурвал верхних салазок;
- рукоятки закрепления пиноли и задней бабки;
- ручка реверсивной подачи;
- колесо движения пиноли;
- маховик верньера;
- рукоятка пуска и остановки;
- винт регулировки предохранительного устройства;
- наборный пульт;
- сетевой выключатель;
- выключатели охлаждения, маслонасоса, блока индикации, освещения, аварийной остановки;
- цифровое табло и кнопки вызова на нем информации и сброса ее.

Шпиндель
В ТВС ИЖ-250 шпиндель смонтирован на подшипниках скольжения из бронзы, с возможностью регулировки. Частота вращения может изменяться в широких пределах.
Предусмотрена 22-х ступенчатая ее регулировка, причем 12 ступеней устанавливается за счет клинового ремня, а 10 ступеней – с помощью коробки в передней бабке. Пределы изменения скорости – от 15 до 2000 об/мин.
На конце шпинделя выполнена резьба М68х6, что позволяет устанавливать стандартный патрон (диаметр 200 мм) через промежуточный фланец с резьбой. В шпинделе предусмотрено отверстие диаметром 33 мм для прутка размером 30 мм. Тип инструментального конуса – Морзе 5.
Подачи и резьбы
Подача суппорта осуществляется в ручном или механическом режиме в продольном и поперечном направлении. Ручное перемещение производится с помощью соответствующего штурвала. Параметры механической подачи:
- диапазон подачи в продольном направлении – 0,06-2,18 мм/об;
- диапазон поперечной подачи – 0,01-1,07 мм/об.

Нарезание резьбы происходит при включении ходового винта. С помощью рукояток устанавливаются ее параметры. Станок способен обеспечить такие диапазоны шагов для резьбы разного типа:
- метрическая – 0,1-6,2 мм;
- модульная – 0,2-6,5 модулей;
- дюймовая – 3,5-26 ниток на дюйм.
Важно!
Одновременное включение подачи суппорта и ходового винта исключает блокировка.
Передняя бабка
В передней бабке ТВС ИЖ-250 расположены такие элементы: приемный шкив, шпиндель, перебор (1:8) и звено резьбового шага.
Она обеспечивает дополнительное регулирование вращения шпинделя через шестеренчатую гитару.
Фрикционная муфта
Фрикционная муфта станка выполнена в виде консоли и предназначена для передачи вращательного момента рабочим узлам. В ИЖ-250 она имеет квадратную форму и содержит 8 основных элементов.
Тормоз редуктора
Ускорить снижение скорости вращение и произвести полную остановку позволяет тормоз, который соединяется с фрикционной муфтой. В ТВС ИЖ-250 установлено качественное тормозное устройство, обеспечивающее высокую надежность и безопасность.
В ТВС ИЖ-250 установлено качественное тормозное устройство, обеспечивающее высокую надежность и безопасность.
Коробка подач
Устройство коробки подач станка требует внимательного изучения перед работой на оборудовании. Она задает скорость перемещения суппорта и ходового винта.
При проведении токарных работ крутящий момент от шпинделя передается на вал коробки клиновым ремнем, а при нарезании резьбы – через шестеренчатую гитару.
Управление осуществляется 4-мя рукоятками. Они включают движение суппорта или ходового винта, а также параметры подачи и резьбы.
При небольшой скорости вращения переключение допускается на ходу. Для правильной установки существуют таблицы резьбы и подачи.
Схема кинематическая
Кинематика узлов ТВС ИЖ-250 достаточно сложна, а ее схема предназначена для специалистов. Основной привод осуществляется электродвигателем через редуктор, обеспечивающий 12 ступеней регулировки скорости вращения.
Далее, вращательное движение передается через ременную передачу. Приемный шкив размещен в передней бабке, где расположен перебор для установки дополнительных скоростных ступеней.
Приемный шкив размещен в передней бабке, где расположен перебор для установки дополнительных скоростных ступеней.
Упрощенно схему можно проиллюстрировать следующим образом. Редуктор в виде 4-х осной коробки передач расположен в левой тумбе станка.
От него клиновидный ремень передает вращение шпинделю. На приводном валу редуктора предусматривается фрикционная муфта с тормозом.
От шпинделя движение переходит в коробку подач, откуда через выходной вал вращательный момент передается на ходовой валик суппорта или ходовой винт для нарезания резьбы. В фартуке суппорта вращение преобразуется в поступательное перемещение.
Электрическая принципиальная схема
Принципиальная электрическая схема оборудования приведена ниже. В ТВС ИЖ-250 установлена следующая электрическая аппаратура:
- Асинхронный, трехфазный электродвигатель ФТ42-4/2 с переключением мощности 2,6 и 3 кВт и скорости 1420 и 2800 об/мин для обеспечения основного привода.
- Электродвигатель асинхронного типа с короткозамкнутым ротором мощностью 0,2 кВт и скоростью 1400 об/мин для маслонасоса.

- Двигатель мощностью 0,12 кВт, скоростью 2800 об/мин для охлаждающего насоса.
- Пускатель ПМИ-1.
- Реверсивный пускатель для главного электродвигателя – ПМИ-1Р.
- Тепловое реле РТ-1 для защиты электродвигателей.
- Автоматические выключатели на 63–100 А.
Электрическая схема обеспечивает запуск и отключение электродвигателей, управление скоростным режимом, защиту от непредвиденных обстоятельств.
Нюансы эксплуатации и паспорт
Станок следует эксплуатировать в строгом соответствии инструкции на оборудование. Наладку должен производить специалист.
Особенности эксплуатации:
- Электрооборудование работает от трехфазной электрической сети напряжением 380 В.
- Подключение к сети производится через пакетный и автоматический выключатель.
- В ряде моделей рассматриваемой серии регулировка скорости не производится редуктором. Для этого изменяется мощность подаваемого электрического сигнала. В этом случае устанавливаются электродвигатели повышенной мощности (до 5,5 кВт).

Коробка подач обеспечивает широкие возможности варьирования подачей и параметрами резьбы. Для правильного использования их необходимо пользоваться стандартными таблицами для установки рычагов. Точность поперечных перемещений инструмента увеличивает верньер (точность возрастает до 0,005 мм/об).
Паспорт станка вы бесплатно можете скачать по ссылке — Паспорт токарного станка ИЖ-250
Специфика конструкции станка
Наибольший диаметр детали, которую может обработать агрегат над станиной – 240 мм. Заготовка, обрабатываемая над суппортом, может иметь диаметр до 168 мм. Самая большая длина заготовки составляет 0,5 м.
Частота прямого вращения шпинделя имеет широкий диапазон – от 63 до 3150 об/мин. Обратное вращение шпинделя может производиться с такой же скоростью. Шаг метрической резьбы составляет от 0,2 до 24 мм.
А также станок токарно-винторезный работает с такими нюансами:
- Автоматическое смазывание ходового винта при нарезании резьбы.

- Большой диапазон регулировки скорости оборотов шпинделя и подачи.
- Фартук станка оборудован остановом, способным защитить от перегрузок и, благодаря которому точение может производиться по жёсткому упору.
- Отсутствие зазоров при креплении резца, которое повышает жёсткость и точность её положения в процессе работы.
- Наличие преселективного управления, которое позволяет выбрать скорость работы шпинделя, подготовить станок к следующей операции.
- Удобное строение шпиндельного узла, позволяющее достаточно быстро и легко менять приводные ремни, без разбора самого узла.
- Универсальная коробка передач позволяет нарезать любые виды резьбы, не меняя при этом шестерни на гитаре.
- Станина изготовлена из чугуна с добавками хрома и никеля, направляющие очень гладкие и закалены токами высокой частоты.
- Мнемонический принцип подачи выполняется рычагом, перемещение которого совпадает с направлением движения резца.
Работа станка ИЖ 250
Насколько используется модель сегодня
Серийный выпуск ТВС ИЖ-250 начат в 1964 году, но и в наши дни станок не потерял актуальности. Базовая модель практически не претерпела изменений.
Базовая модель практически не претерпела изменений.
Современные технологии позволили повысить качество сборки оборудования, что увеличило точность обработки и долговечность техники. В то же время, отличительной особенностью станка является низкая стоимость, универсальность, простота настройки и эксплуатации.
Отличия модификаций
Инженерная мысль не стоит на месте, и серийно освоены модифицированные станки, которые вобрали в себя лучшее черты ИЖ-250, но приобрели и специфические особенности.
ИЖ 250 ИТВМ 01 и 03
Станок выделяется увеличенными габаритами рабочего пространства. Межцентровой расстояние составляет 700 мм. Диаметр заготовок типа «Вал» увеличен до 170 мм.
ИЖ 250 ИТВМФ1
Модель оснащена дисплеем с современной индикацией.
ИЖ 250 ИТПМ
Приоритет в станке отдается токарным работам. Обеспечивается класс обработки П по ГОСТ 8–82. Масса – 1200 кг.
Из последних модификаций можно выделить модель ИЖ-250 СЦИ, оснащенную точной индикацией (до 100 мкм по диаметру). Станок обеспечивает линейную компенсацию при износе инструмента.
Станок обеспечивает линейную компенсацию при износе инструмента.
Токарный станок ИЖ-250 популярен уже более 50 лет. Его отличает достаточно высокая точность обработки деталей и повышенная надежность.
Современные модификации вполне конкурентоспособны с другими станками более поздних разработок. Данное оборудование можно рекомендовать, как крупным бизнесменам, так и ИП для обустройства небольшого производства.
Назначение и область применения станка
Возможных форм и размеров предметов, которые можно обработать, насчитывается сотни. Станок по металлу используется в промышленных целях свыше 50 лет. За это время он успел зарекомендовать себя с положительной стороны. Главные отличительные особенности, которые делают его востребованным, – это безукоризненная точность, универсальность, надежность и безопасность.
Используется для обработки различных деталей, размеры указаны в технических характеристиках устройства. Применяется по большей части на крупных, небольших по масштабу приборостроительных и инструментальных фирмах страны.
PINACHO SC 250 x 1500 РУЧНОЙ СТАНОК
PINACHO SC 250 x 1500 РУЧНОЙ СТАНОК – Modern Tool Ltd. PINACHO SC 250 x 1500 РУЧНОЙ СТАНОК – Modern Tool Ltd.Звоните для получения дополнительной информации: (403) 236 – 1150
Статус:
На складе:
ОСНОВНЫЕ ХАРАКТЕРИСТИКИ:
- ПОСТОЯННАЯ МОЩНОСТЬ, 3 ДИАПАЗОНА РЕГУЛИРУЕМОЙ СКОРОСТИ ПРИВОДА ОТ 30 ДО 2800 ОБ/МИН
- ПРОСТОТА ИСПОЛЬЗОВАНИЯ И ОТЛИЧНАЯ ПОДДЕРЖКА ДЛЯ ВЫСОКОТОЧНЫХ РАБОТ
- С ВЫСОКОЙ СКОРОСТЬЮ СНЯТИЯ стружки ПРИ ЧЕРНОВОМ ТОЧЕНИИ
ПРЕИМУЩЕСТВА:
- ОЧЕНЬ УНИВЕРСАЛЬНЫЙ ДЛЯ ОБРАБОТКИ БОЛЬШИХ И МАЛЕНЬКИХ ДЕТАЛЕЙ, ПОСТОЯННАЯ МОЩНОСТЬ ВО ВСЕМ ДИАПАЗОНЕ ОБОРОТОВ
- ОЧЕНЬ ВЫСОКОЭФФЕКТИВНОЕ ПРОИЗВОДСТВО
- ОТЛИЧНОЕ КАЧЕСТВО ОТДЕЛКИ ДЕТАЛЕЙ МАШИНЫ, МАКСИМАЛЬНАЯ ТОЧНОСТЬ
СТАНДАРТНЫЕ ПРИНАДЛЕЖНОСТИ:
- ОБОРУДОВАНИЕ С ХЛАДАГЕНТОМ
- ПЕРЕХОДНАЯ ВТУЛКА
- ЗАДНИЙ БРЫЗГОВИК ЗАЩИТНЫЙ ПАТРОН
- 2 СТАЦИОНАРНЫХ ЦЕНТРА
- АВАРИЙНАЯ ОСТАНОВКА
- ИНДИКАТОР РЕЗЬБЫ
- ГЛАВНЫЙ ВЫКЛЮЧАТЕЛЬ
- КВАДРАТНАЯ ИНСТРУМЕНТАЛЬНАЯ СТОЙКА И КЛЮЧ
- НИЗКОНАПРЯЖЕННОЕ ОСВЕЩЕНИЕ
- ПОДДОН ДЛЯ СБОРА СТРУЖЕК
- ЖЕСТКИЙ ЗАЩИТНЫЙ ВИНТ
- РУКОВОДСТВО ПО ЭКСПЛУАТАЦИИ
- ВЫРАВНИВАЮЩИЕ ПЛИТЫ
- ЦЕНТРАЛИЗОВАННАЯ СМАЗКА ПОПЕРЕЧНЫХ НАПРАВЛЯЮЩИХ КАРЕТКИ И КОЛЕСНИЦЫ
- ВЕРХНЯЯ ЗАЩИТА
Спецификации:
- Центральное расстояние 60
- ВЫСОТА ПО ЦЕНТРУ 10
- КАЧАЮЩАЯСЯ НАД КРОВАТЬЮ 20
- ПОВОРОТ НАД ПРОРЫВОМ 28
- ДЛИНА ЗАЗОРА ОТ ЛИЦЕВОЙ ПЛИТЫ 6 12
- ПОВОРОТ НА КАРЕТКЕ 17
- ПОВОРОТ НА ПОПЕРЕЧНЫХ НАПРАВЛЯЮЩИХ 12
- ПОПЕРЕЧНЫЙ ХОД ХОДА 9-3/4″
- СТОЙКА ИНСТРУМЕНТА 5
- МАКС.
 РАЗМЕРЫ ИНСТРУМЕНТА 1 x 1
РАЗМЕРЫ ИНСТРУМЕНТА 1 x 1 - ОТВЕРСТИЕ ГЛАВНОГО ШПИНДЕЛЯ СТАВКИ 2-1/2 x 4
- НОСОК ГЛАВНОГО ШПИНДЕЛЯ/ЗАМОК A2-8/8
- ГЛАВНЫЙ ШПИНДЕЛЬ КОНУС МОРЗЕ (MT) 4
- ДИАПАЗОН СКОРОСТЕЙ 40–2300 об/мин
- №. ДИАПАЗОНА СКОРОСТЕЙ 3
- ДИАПАЗОН СКОРОСТИ 1 85–200 об/мин
- ДИАПАЗОН СКОРОСТИ 2 200–465 об/мин
- ДИАПАЗОН СКОРОСТИ 3 465–1250 об/мин
- NORTON BOX NO.
 OF PITCH 44
OF PITCH 44 - ПРОДОЛЬНАЯ ПОДАЧА 0,05–0,752
- ПОПЕРЕЧНАЯ ПОДАЧА 0,02–0,296
- МЕТРИЧЕСКАЯ РЕЗЬБА 0,5–7,5
- РЕЗЬБЫ WHITWORTH В T.P.I. 60-4
- МОДУЛЬНАЯ РЕЗЬБА 0,25–3,75
- ШАГ ДИАМЕТРИЧЕСКОЙ РЕЗЬБЫ 120-8
- РЕЗЬБА В СОЕДИНИТЕЛЬНОМ ВИНТЕ 1/4
- ДИАМЕТР ЦИЛИНДРА ЗАДНЕЙ БАБКИ 2-1/2
- ХОД ЗАДНЕЙ БАБКИ 7-.

- ЗАДНЯЯ БАККА КОНИЧЕСКАЯ (MT) 4
- ФИКСИРОВАННАЯ СТАБИЛЬНАЯ ПРОИЗВОДИТЕЛЬНОСТЬ 5-1/2
- ОСТАТОЧНАЯ ЕМКОСТЬ 3-3/4
- МОЩНОСТЬ ГЛАВНОГО ДВИГАТЕЛЯ 5,5 кВт
- МОЩНОСТЬ ДВИГАТЕЛЯ НАСОСА 0,2 кВт
- ЕМКОСТЬ БАКА С ХЛАДАГЕНТОМ 92 л
- ГАБАРИТНЫЕ РАЗМЕРЫ (Д x Ш x В) 126 x 37 x 69
- ВЕС 3704 фунта
- ТОЧНОСТЬ ПРИЕМКИ DIN 8605
Modern Tool Ltd. Главный офис
Главный офис
11488 – 70th Street SE, Калгари, AB T2C 4Y3
Телефон: (403) 236 – 1150
Факс: (403) 236 – 4277
Modern Tool Ltd. (Эдмонтон)
4820 – Элениак-роуд, Эдмонтон, AB T6B 2S1
Телефон: (780) 465-9471
Факс: (780) 465-6951
Modern Tool Ltd. (Онтарио)
1215 Ringwell Drive, Ньюмаркет, ON, L3Y 8T8
Телефон: (905) 235-4199
Факс: (905) 235-8355
Информационный бюллетень
Подпишитесь, чтобы быть в курсе всей последней информации и сезонных акций!
- Калгари, Альберта
- Эдмонтон, Альберта
- Ванкувер, Британская Колумбия
- Ньюмаркет, Онтарио
- Саскатун, Саскачеван
- Атлантика Канада
Связаться с нами
Заполните форму ниже, и член нашей команды свяжется с вами в течение одного рабочего дня.
Высокоточный токарный станок 250-CNC A2-5 RTM – SCHAUBLIN MACHINES – Каталоги в формате PDF | Техническая документация
Добавить в избранное
{{requestButtons}}
Выдержки из каталога
250-CNC Tour de Haute Precision Hochpräzisions-Drehmaschine Высокоточный токарный станок микромеханический авиационный аэрокосмический медицинский стоматологический долговечный высокоточный Mode Cycle: Filetage Mode Zyklus: Gewindeschneiden Mode Cycle: Резьбонарезание Mode Cycle: Ebauche/Finition Mode Zyklus: Schruppen/Schlichten Mode Cycle: Черновое точение/чистовая обработка Mode Cycle: Pergage Mode Zyklus: Bohren Mode Cycle: сверление Различные опции – Verschiedene Optionen – Различные опции Бюстгальтеры RENISHAW для автоматической установки нуля Микроскоп для центра вспомогательных устройств с поддержкой RENISHAW RENISHAW-Arm автоматическая Werkzeug-Nullpunktstellung Werkzeug-Zentriermikroskop mit.
Aires de travail / Arbeitsbereiche / Рабочие зоны Revolver outils tournants (8) Revolver mit angetriebenen Werkzeugen (8) Вращающаяся револьверная головка с приводными инструментами (8) Broche – Spindel – Spindle 13 Nez de broche A2-5 – Spindelnase A2-5 – Spindle нос A2-5 Vitesse de la broche en min-1 Spindeldrehzahlen U/Min – Скорость вращения шпинделя в об/мин Vitesse de la broche en min-1 Spindeldrehzahlen U/Min – Скорость вращения шпинделя в об/мин Vitesses et puissances à la broche Spindeldrehzahlen und Leistungen Скорость вращения шпинделя и мощность Vitesses и пары à la broche Spindeldrehzahlen und Drehmomente Скорость и крутящий момент шпинделя Высокая…
Методы Données Capacités Hauteur de pointe au-dessus du banc Hauteur de pointe au-dessus du chariot Максимальный диаметр Tournage Максимальный диаметр admis au-dessus du chariot Longueur Maximum de Tournage Основная брошь; entraînement par moteur AC Puissance непрерывный / прерывистый Пара непрерывный / прерывистый Poupée A2-5 Broche pour pinces «Schaublin» Vitesse de broche Diamètre intérieur de la broche (sans clé de serrage) Passage de barre Maximum en pince Passage de barre Maximum en mandrin Automaticique Evacuateur de copyaux – Späneförderer – Конвейер для стружки Serrage pneumatique Force.
Technische Hauptdaten Arbeitsbereiche Spitzenhöhe über der Wange Spitzenhöhe über dem Schlitten Maximaler Drehdurchmesser Maximaler Durchmesser über dem Schlitten Maximaler Drehlänge Производительность Высота центров над станиной Высота центров над тележкой Максимальный диаметр поворота Максимальный поворот над тележкой Максимальная длина поворота Hauptspindel; AC-Motorantrieb Leistung Dauer- / Unterbrochen Крутящий момент непрерывный / прерывистый Главный шпиндель; приводом переменного тока Мощность постоянная / прерывистая Постоянный крутящий момент / прерывистый Spindelstock A2-5 Spindel für „Schaublin“ -Spannzangen Spindeldrehzahl…
Центры вертикального использования Vertikale Bearbeitungszenter Вертикальные обрабатывающие центры Центры вертикального использования Vertikale Bearbeitungszenter Вертикальные обрабатывающие центры Tour CNC de haute précision CNC Hochpräzisions-Drehmaschine Высокоточные токарные станки с ЧПУ Tours CNC de haute précision CNC Lachpräzissen High Precision-Drehmaschine * -broche / Gegenspindel / Sub spindle Tours CNC de haute précision CNC Hochpräzisions-Drehmaschinen Высокоточные токарные станки с ЧПУ Tours CNC de haute précision CNC Hochpräzisions-Drehmaschinen Высокоточные токарные станки с ЧПУ Tours CNC de haute précision CNC. ..
..
Все каталоги и технические брошюры SCHAUBLIN MACHINES
302
8 страниц
842 Mi
12 страниц
225 TM-CNC
4 страницы
125-CCN
8 страниц
48V/48V-15K
6 страниц
102 TM-CNC
8 страниц
102Mi-CF
8 страниц
60-100-160
8 страниц
HSM 330-510
8 страниц
102N-CF / 102N-VM-CF
8 страниц
Вертикальный обрабатывающий центр 51-5AX
6 страниц
Станки токарные высокоточные и серийные серии ЧПУ 136-7AX-Y
4 стр.
