Токарный станок мк6056 технические характеристики: Токарно винторезный станок МК6056 – цена, отзывы, характеристики с фото, инструкция, видео
alexxlab | 11.05.2023 | 0 | Токарный
Токарно винторезный станок МК6056 – цена, отзывы, характеристики с фото, инструкция, видео
Токарно винторезный станок МК6056 предназначен для выполнения разнообразных токарных работ:
обтачивания и растачивания цилиндрических и конических поверхностей, нарезания наружных и внутренних метрических, дюймовых, модульных и питчевых резьб, а также сверления, зенкерования, развертывания,и т.п.
Отклонение от цилиндричности 7 мк, конусности 20 мк на длине 300 мм, отклонение от прямолинейности торцевой поверхности на диаметре 300 мм – 16 мк.
Станки оснащены механическим фрикционом, приводом быстрых перемещений суппорта, задняя бабка имеет аэростатическую разгрузку, направляющие станины закалены HRCэ 49…57.
Станки моделей МК6056, МК6057(Г), МК6058(Г) отличаются наибольшей длиной обрабатываемой детали.
Станок с буквой Г отличается наличием выемки в станине, позволяющей обрабатывать детали большего диаметра.
Выемка в станине при необходимости может быть закрыта “мостиком”.
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ МК6056, МК6057(Г), МК6058(Г)
| Характеристика | МК6056 | |
|---|---|---|
| Наибольший диаметр заготовки, устанавливаемой над станиной | 500 мм | |
| Наибольший диаметр обрабатываемой заготовки | ||
| над станиной | 500 мм | |
| над суппортом | 290 мм | |
| над выемкой в станине (только для модели с буквой Г) | 710 мм | |
| Наибольшая длина обрабатываемой заготовки | ||
| МК6056 | 1000 мм | |
| МК6057, МК6057Г | 2000 мм | |
| МК6058, МК6058Г | 1500 мм | |
| Диаметр цилиндрического отверстия в шпинделе | 55 мм | |
| Количество скоростей шпинделя | ||
| прямого вращения | 22 | |
| обратного вращения | 9 | |
| Диапазон частот вращения шпинделя | 16. | |
| Количество подач суппорта | ||
| продольных | 24 | |
| поперечных | 24 | |
| Наибольшая высота резца | 25 мм | |
| Пределы рабочих подач суппорта | ||
| продольных | 0,050…2,8 мм/об | |
| поперечных | 0,025…1,4 мм/об | |
| Пределы шагов нарезаемых резьб | ||
| метрических | 0,5…112 мм | |
| модульных | 0,5. ..112 модулей ..112 модулей | |
| дюймовых | 56…0,5 ниток на 1″ | |
| питчевых | 56…0,5 питчей | |
| Скорость быстрых перемещений суппорта | ||
| продольных | 3,8 м/мин | |
| поперечных | 1…9 м/мин | |
| Наибольший крутящий момент | 1 кН*м | |
| Мощность привода главного движения | 11 кВт | |
| Суммарная потребляема мощность | 12,5 кВт | |
| Габаритные размеры станка | ||
| длина | МК6056 2800 мм МК6057(Г) 3852 мм МК6058(Г) 3367 мм | |
| ширина | 1265 мм | |
| высота | 1485 мм | |
| Масса | ||
| МК6056 | 3100 кг | |
| МК6057, МК6057Г | 3680 кг | |
| МК6058, МК6058Г | 3400 кг | |
| Род тока питающей сети | Переменный трехфазный | |
| Частота тока | 50 Гц | |
| Напряжение | 380 В | |
Комплект поставки МК6056
- Комплект сменных зубчатых колес 1 комплект
- Резцедержатель 4-х позиционный 1 штука
- Патрон 3-х кулачковый 1 штука
- Центр МОРЗЕ-5 ПТ 1 штука
- Центр вращающийся А-1-5-Н-П 1 штука
- Инструмент для обслуживания станка 1 комплект
технические характеристики, описание основных узлов, чертежи, паспорт
Токарно-винторезный станок повышенной точности МК6056, основное назначение которого выполнять самые разнообразные токарные работы, а также для нарезания метрической, дюймовой и питчевой резьб.
Содержание:
- 1 История создания
- 2 Детальное описание конструкции и ТТХ
- 2.1 Основные технические характеристики
- 2.2 Станина
- 2.3 Механизм подач
- 2.4 Привод
- 2.5 Электрооборудование
- 2.6 Электрическая схема
- 2.7 Стол
- 2.8 Передняя бабка
- 2.9 Задняя бабка
- 2.10 Кинематическая схема
- 2.11 Фартук
- 2.12 Суппорт
- 3 Достоинства и недостатки
- 4 Правила эксплуатации и техника безопасности
- 4.1 Паспорт, руководство по эксплуатации
- 5 Где заказать и купить
История создания
Универсальный токарно-винторезный станок повышенной точности МК6056 разрабатывался и серийно выпускался с 1991 года Московским станкостроительным заводом им. Ефремова. Он глубоко модернизированная версия моделей 16К20 и 16К25, которая была создана с учётом мировых трендов в области станкостроения. В настоящее время снят с производства.
Детальное описание конструкции и ТТХ
Станок модели МК6056 рассчитан на обработку заготовок из чёрных и цветных металлов и сплавов, длиной, не превышающей 1000 мм и диаметром не более 630 мм. Кроме различных токарных операций, на нем возможна нарезка всех типов резьбы.
Кроме различных токарных операций, на нем возможна нарезка всех типов резьбы.
При необходимости токарный станок МК-6056 может укомплектовываться системой цифровой программной индикации, которая имеет возможность фиксировать продольное и поперечное перемещение суппорта. Наличие блока цифровой индикации обеспечивает заметное увеличение производительности механической обработки, снижает психофизиологическую нагрузку на оператора и облегчает условия его труда.
В частности, исключаются случайные ошибки «человеческого» фактора, связанные с неверным определением направления движения резца или другого рабочего инструмента. В связи с универсальностью конструкции токарного станка МК-6056 его техническое обслуживание необходимо выполнять соответственно специфики выполняемых операций.
Основные технические характеристики
Ввиду периодических изменений отдельных параметров окончательные характеристики токарного станка МК-6056 приводятся в техническом паспорте на данное оборудование, которой можно скачать в конце статьи.
Станина
Станина токарного станка МК-6056 – полая, коробчатой формы двухтумбового исполнения. В полости, которая расположена в левой тумбе, размещается привод системы охлаждения и смазки, в правой части расположены полки для хранения сменного инструмента и приспособлений. Двигатель главного привода установлен на регулируемых кронштейнах, которые имеются с тыльной стороны.
В станине размещаются также ходовые вал и винт, а также рейки, предназначенные для монтажа привода быстрых перемещений суппорта. По желанию заказчика токарный станок МК-6056 может быть смонтирован на станине специальной формы с выемкой, предназначенной для установки заготовок увеличенного диаметра
В нижней части станины имеются четыре симметрично расположенных прилива с отверстиями для крепления станка на фундамент.
Механизм подач
Входной вал механизма подач токарного станка МК-6056 жёстко соединён с узлом коробки подач, которая осуществляет управление скоростями вращения шпинделя.
Привод
Привод токарного станка МК-6056 включает электродвигатель главного движения со шкивом и клиноременной передачей, а также автономный привод станции подачи смазки. Для управления значениями крутящего момента на приводе натяжение ремней можно регулировать. Все подвижные элементы привода ограждаются съёмными защитными кожухами.
Электрооборудование
Токарного станка МК-6056 рассчитан на работу от трёхфазной сети переменного тока напряжением 380 В, при частоте 50…60 Гц. Цепь управления действует от понижающего трансформатора и рассчитана на напряжение 110 В. Осветительная сеть работает при напряжении 24 В.
В состав электрооборудования входят:
- Электродвигатели.
- Электромагнитные муфты.

- Защитно-пусковые автоматы.
- Элементы системы управления.
- Сигнальные устройства.
- Коммутирующие устройства.
Компоновка всех элементов электросхемы управления – в специальном защитном шкафу, которые устанавливается с тыльной стороны станка. Шкаф снабжён предохранительным устройством.
Коммутационная аппаратура предназначена для контроля длительности функционирования токарного станка МК-6056 в режиме холостого хода. Пуск электродвигателей производится электромеханическим способом, путём нажатия соответствующих кнопок, размещённых на пульте управления. Изменение направления вращения шпинделя выполняется переключением необходимых рукояток.
При включении электродвигателя крутящий момент на соответствующие узлы передаётся с помощью электромагнитной муфты. Контроль значений рабочих параметров схемы управления производит оператор, следя за показаниями амперметра. При перегрузке привода по мощности или крутящему моменту остановка токарного станка МК-6056 выполняется автоматически.
Электрическая схема
Стол
Включает в себя фартук, каретку и суппорт с резцедержателем, конструктивная компоновка которых выполнена по фронту обслуживания токарного станка МК-6056. Перемещение суппорта осуществляется по продольным направляющим салазок.
Отсчёт текущих показаний перемещения – при помощи масштабных линеек, имеющихся на корпусе. Аналогичные линейки имеются и на корпусе каретки. Для текущего регламентного обслуживания все измерительные приспособления снабжены визирным указателем.
Передняя бабка
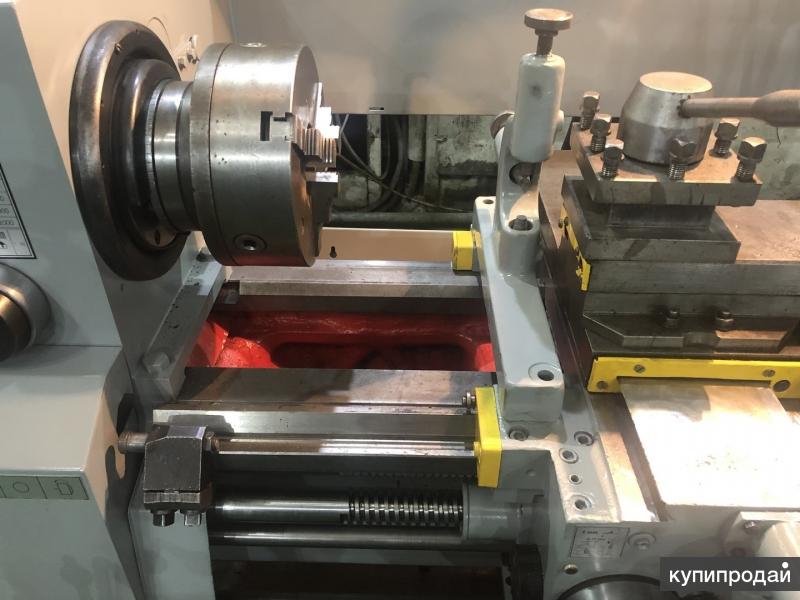
В корпусе передней бабки токарного станка МК-6056 установлена шпиндельная головка с трёхкулачковым патроном, имеющим отверстие диаметром 250 мм. Конус Морзе – 5 ПТ. Точное позиционирование шпиндельной головки выполняется на предприятии – изготовителе и в подналадке не нуждается.
Изменение расположения передней бабки по горизонтали возможно после снятия корпуса узла коробки подач. Контроль параметров регулировки производится при помощи специального винта, проворачивая которые добиваются совмещения осей шпинделя и задней бабки.
Контроль параметров регулировки производится при помощи специального винта, проворачивая которые добиваются совмещения осей шпинделя и задней бабки.
В корпусе передней бабки токарного станка МК-6056 установлена также электромагнитная муфта, при помощи которой производится корректировка времени, необходимого для полного торможения шпинделя станка.
Управляющие рукоятки, установленные на корпусе данного узла, производят также реверсирование вращения шпинделя. При проверке работоспособности токарно-винторезного станка модели МК6056 повышенной точности обязательно контролируют степень натяжения ремней передачи, расположенных в передней бабке.
Задняя бабка
Задняя бабка токарного станка МК-6056 представляет собой корпус с отверстием, внутри которого расположена подвижная пиноль с отверстием под центр, предназначенный для поддержания противоположного торца обрабатываемой заготовки. Для передвижения задней бабки по направляющим станины имеется управляющий маховичок.
Жёсткость центрирования заготовки обеспечивается рукояткой, которой выполняется прижим задней бабки к станине токарного станка МК-6056. Усилие этого прижима можно изменять при помощи установочных винтов.
Конструкцией стокарного станка МК-6056 предусмотрена регулировка параметров соосности центров задней бабки и оси трёхкулачкового патрона шпиндельной головки.
Кинематическая схема
Фартук
Фартук обеспечивает передачу необходимого значения крутящего момента от электрического привода главного движения до механизмов токарного станка МК-6056, которые установлены в его суппорте. Предусмотрена регулировка значения рабочего усилия, которое передаётся на суппорт.
Текущее значение усилия устанавливается по данным таблицы, имеющейся на корпусе данного узла, и, при необходимости, корректируется вращением гайки. Рекомендуется не изменять значения первичных настроек, которые были установлены производителем оборудования.
Суппорт
Предназначен для установки и управления перемещением резцедержателя с закреплённым в нём металлообрабатывающим инструментом. С целью сокращения времени, необходимого для выполнения вспомогательных операций механической обработки изделий, суппорт токарного станка МК-6056 снабжён отдельным приводом, который реализует ускоренные перемещения.
С целью сокращения времени, необходимого для выполнения вспомогательных операций механической обработки изделий, суппорт токарного станка МК-6056 снабжён отдельным приводом, который реализует ускоренные перемещения.
Заводская комплектация токарного станка МК-6056 включает четырёхпозиционный резцедержатель поворотной конструкции. Фиксация и поворот рабочей головки в необходимое положение производится при помощи специальной рукоятки. При необходимости резцедержатель станка может быть выставлен в любом требуемом положении.
Достоинства и недостатки
В числе технологических преимуществ рассматриваемого токарного станка МК-6056 – возможность более точно позиционировать подвижные узлы, пользуясь показаниями системы цифровой индикации. Применение подобной системы особенно оправдывает себя в конце рабочей смены, когда рабочий утомляется, и его реакция на необходимость в изменении режимов обработки может оказаться замедленной.
К позитивным особенностям токарного станка МК-6056 следует отнести также лёгкость и удобство переналадки инструмента, что осуществляется простой установкой соответствующего быстросменного блока. Наличие фиксирующего эксцентрика уменьшает время, необходимое для выполнения подобных вспомогательных операций.
Наличие фиксирующего эксцентрика уменьшает время, необходимое для выполнения подобных вспомогательных операций.
Положительная особенность оборудования – совпадение многих функций управляющих элементов, начиная от ручек включения шпинделя, и заканчивая системой торможения шпинделя. В связи с этим обучение персонала работе на токарном станке МК-6056 происходит быстро и не встречает практических затруднений.
Основным ограничением технологических возможностей токарного станка МК-6056 считается недостаточная его комплектация приспособлениями – люнетами, которые облегчают его применение при механической обработке заготовок малой жёсткости. Указывается также на малоудачную конструкцию механизма зажима резца в задней бабке при производстве операции сверления, поскольку отсутствует упор, который предотвращал бы самопроизвольное вращение сверла.
Правила эксплуатации и техника безопасности
Основные правила техники безопасности при работе на токарном станке МК6056 соответствуют нормам, приводимым в ГОСТ EN 12478-2006 и ГОСТ 12.