Токарный станок модслея – 1800 . ( ) / .
alexxlab | 01.10.2019 | 0 | Токарный
Генри Модсли – механик и станкостроитель
22.8.1771 — 14.2.1831
“Англичанин-хитрец, чтоб работе помочь,
Вымышлял за машиной машину;”
В. Богданов
Aнглийский механик и промышленник.
Создал токарно-винторезный станок с механизированным суппортом (1797), механизировал производство винтов, гаек и др.
Ранние годы провел в Вулвиче под Лондоном. В 12 лет стал работать набивальщиком патронов в Вулвичском арсенале, а в 18 лет он лучший кузнец арсенала и слесарь-механик, в мастерской Дж. Брама – лучшей мастерской Лондона. Позже открыл собственную мастерскую, потом завод в Ламбете. Создал “Лабораторию Модсли”. Дизайнер. Машиностроитель. Создал механизированный суппорт токарного станка, собственной конструкции.
Придумал оригинальный набор сменных зубчатых колес. Изобрел поперечно-строгальный станок с кривошипно-шатунным механизмом. Создал или усовершенствовал большое количество различных металлорежущих станков.
Строил для России паровые корабельные машины.
С начала XIX века начался постепенный переворот в машиностроении. На место старому токарному станку один за другим приходят новые высокоточные автоматические станки, оснащенные суппортами.
Начало этой революции положил токарный винторезный станок английского механика Генри Модсли, позволявший автоматически вытачивать винты и болты с любой нарезкой. Винторезный станок, сконструированный Модсли, представлял собой значительный шаг вперед. История его изобретения так описывается современниками. В 1794-1795 годах Модсли, еще молодой, но уже весьма опытный механик, работал в мастерской известного изобретателя Брамы. Основными изделиями мастерской были придуманные Брамо ватер-клозеты и замки. Спрос на них был очень широкий, а ручным способом изготавливать их было трудно. Перед Брамой и Модсли стояла задача увеличить число деталей, изготавливаемых на станках. Однако старый токарный станок был для этого неудобен. Начав работу по его усовершенствованию, Модсли в 1794 году снабдил его крестовым суппортом.
Нижняя часть суппорта (салазки) устанавливались на одной раме с задней бабкой станка и могла скользить вдоль ее направляющей. В любом ее месте суппорт мог быть прочно закреплен при помощи винта. На нижних салазках находились верхние, устроенные подобным же образом. С помощью них резец, закрепленный винтом в прорези на конце стального бруска, мог перемещаться в поперечном направлении. Движение суппорта в продольном и поперечном направлениях происходило с помощью двух ходовых винтов. Подвинув резец с помощью суппорта вплотную к заготовке, жестко установив его на поперечных салазках, а затем перемещая вдоль обрабатываемой поверхности, можно было с большой точностью срезать лишний металл.
При этом суппорт выполнял функцию руки рабочего, удерживающего резец. В описываемой конструкции, собственно, не было еще ничего нового, но она была необходимым шагом к дальнейшим усовершенствованиям.
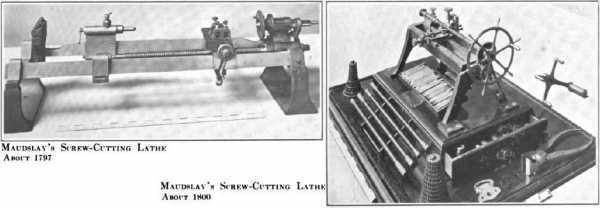
Уйдя вскоре после своего изобретения от Брамы, Модсли основал собственную мастерскую и в 1798 году создал более совершенный токарный станок. Этот станок стал важной вехой в развитии станкостроения, так как он впервые позволил автоматически производить нарезку винтов любой длины и любого шага. Как уже говорилось, слабым местом прежнего токарного станка было то, что на нем можно было нарезать только короткие винты. Иначе и быть не могло-ведь там не было суппорта, рука рабочего должна была оставаться неподвижной, а двигалась сама заготовка вместе с шпинделем.
В станке Модсли заготовка оставалась неподвижной, а двигался суппорт с закрепленным в нем резцом. Для того чтобы заставить суппорт перемещаться на нижних салазках вдоль станка, Модсли соединил с помощью двух зубчатых колес шпиндель передней бабки с ходовым винтом суппорта. Вращающийся винт вкручивался в гайку, которая тянула за собой салазки суппорта и заставляла их скользить вдоль станины. Поскольку ходовой винт вращался с той же скоростью, что и шпиндель, то на заготовке нарезалась резьба с тем же шагом, что была на этом винте.
Для нарезки винтов с различным шагом при станке имелся запас ходовых винтов. Автоматическое нарезание винта на станке происходило следующим образом. Заготовку зажимали и обтачивали до нужных размеров, не включая механической подачи суппорта. После этого соединяли ходовой винт со шпинделем, и винтовая нарезка осуществлялась за несколько проходов резца. Обратный отход суппорта каждый делался вручную после отключения самоходной подачи.
Таким образом, ходовой винт и суппорт полностью заменяли руку рабочего. Мало того, они позволяли нарезать резьбу гораздо точнее и быстрее, чем на прежних станках. В 1800 году Модсли внес замечательное усовершенствование в свой станок – взамен набора сменных ходовых винтов он применил набор сменных зубчатых колес, которые соединяли шпиндель и ходовой винт (их было 28 с числом зубьев от 15 до 50). Теперь можно было при помощи одного ходового винта получать различные резьбы с разнообразным шагом. В самом деле, если требовалось, например, получить винт, у которого ход в n раз меньше, чем у ходового, нужно было заставить заготовку вращаться с такой скоростью, чтобы она делала n оборотов за то время, пока ходовой винт получал свое вращение от шпинделя, этого было легко добиться, вставив между шпинделем и винтом одно или несколько зубчатых передаточных колес. Зная число зубьев на каждом колесе, не трудно было получить требуемую скорость. Меняя комбинацию колес, можно было добиваться разного эффекта, например, нарезать правую резьбу вместо левой.
На своем станке Модсли выполнял нарезку резьб с такой изумительной точностью и аккуратностью, что это казалось современникам почти чудом. Он, в частности, нарезал регулировочные винт и гайку для астрономического прибора, который в течение долгого времени считался непревзойденным шедевром точности. Винт имел пять футов длины и два дюйма в диаметре с 50-ю витками на каждый дюйм. Резьба была такой мелкой, что ее невозможно было рассмотреть невооруженным глазом. В скором времени усовершенствованный Модсли станок получил повсеместное распространение и послужил образцом для многих других металлорежущих станков.
Выдающееся достижение Модсли принесло ему громкую и заслуженную славу. Действительно, хотя Модсли нельзя считать единственным изобретателем суппорта, его несомненная заслуга состояла в том, что он выступил со своей идеей в самый нужный момент и облек ее в наиболее совершенную форму. Другая его заслуга была в том, что он внедрил идею суппорта в массовое производство и тем способствовал ее окончательному распространению. Он же первый установил, что каждый винт определенного диаметра должен иметь резьбу с определенным шагом. До тех пор, пока винтовая нарезка наносилась вручную, каждый винт имел свои особенности. Для всякого винта изготовлялась своя гайка, обычно не подходившая ни к какому другому винту.
Введение механизированной нарезки обеспечило единообразие всех резьб. Теперь любой винт и любая гайка одного диаметра подходили друг к другу вне зависимости от того, где они были изготовлены. Это было начало стандартизации деталей, имевшей чрезвычайно большое значение для машиностроения.
Один из учеников Модсли, Джеймс Несмит, в последующем сам сделавшийся выдающемся изобретателем, писал в своих воспоминаниях о Модсли, как о зачинателе стандартизации. “Он перешел к распространению важнейшего дела единообразия винтов. Можно назвать это усовершенствованием, но вернее будет назвать это переворотом, произведенным Модсли в машиностроении. До него не было никакой системы в соотношении между числом витков нарезки винтов и их диаметром. Каждый болт и гайка были пригодны только друг для друга и не имели ничего общего с болтом соседних размеров.
Поэтому все болты и соответствующие им гайки получали специальные маркировки, обозначавшие принадлежность их друг к другу. Любое смешение их вело к бесконечным затруднениям и расходам, неэффективности и неразберихи – часть машинного парка должна была постоянно использоваться для ремонта.
Только тот, кто жил в относительно ранние дни производства машин, может иметь правильное представление о неприятностях, препятствиях и расходах, которые вызывало подобное положение, и только тот правильно оценит великую заслугу, оказанную Модсли машиностроению”.
maxpark.com
История токарного станка
Содержание
История токарного станка 2
Суппорт 7
Нартов Андрей Константинович_ 13
Генри Модсли_ 14
Литература 15
История токарного станка
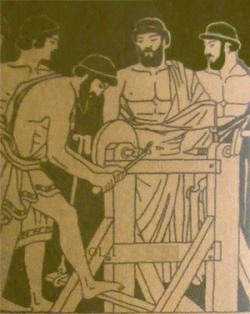
История относит изобретение токарного станка к 650 гг. до н. э. Станок представлял собой два установленных центра, между которыми зажималась заготовка из дерева, кости или рога. Раб или подмастерье вращал заготовку (один или несколько оборотов в одну сторону, затем в другую). Мастер держал резец в руках и, прижимая его в нужном месте к заготовке, снимал стружку, придавая заготовке требуемую форму.
Позднее для приведения заготовки в движение применяли лук со слабо натянутой (провисающей) тетивой. Тетиву оборачивали вокруг цилиндрической части заготовки так, чтобы она образовала петлю вокруг заготовки. При движении лука то в одну, то в другую сторону, аналогично движению пилы при распиливании бревна, заготовка делала несколько оборотов вокруг своей оси сначала в одну, а затем в другую сторону.
В XIV – XV веках были распространены токарные станки с ножным приводом. Ножной привод состоял из очепа – упругой жерди, консольно закрепленной над станком. К концу жерди крепилась бечевка, которая была обернута на один оборот вокруг заготовки и нижним концом крепилась к педали. При нажатии на педаль бечевка натягивалась, заставляя заготовку сделать один – два оборота, а жердь – согнуться. При отпускании педали жердь выпрямлялась, тянула вверх бечевку, и заготовка делала те же обороты в другую сторону. Примерно к 1430 г. вместо очепа стали применять механизм, включающий педаль, шатун и кривошип, получив, таким образом, привод, аналогичный распространенному в XX веке ножному приводу швейной машинки. С этого времени заготовка на токарном станке получила вместо колебательного движения вращение в одну сторону в течение всего процесса точения.В 1500 г. токарный станок уже имел стальные центры и люнет, который мог быть укреплен в любом месте между центрами.
На таких станках обрабатывали довольно сложные детали, представляющие собой тела вращения, – вплоть до шара. Но привод существовавших тогда станков был слишком маломощным для обработки металла, а усилия руки, держащей резец, недостаточными, чтобы снимать большую стружку с заготовки. В результате обработка металла оказывалась малоэффективной. Необходимо было заменить руку рабочего специальным механизмом, а мускульную силу, приводящую станок в движение, более мощным двигателем.
Появление водяного колеса привело к повышению производительности труда, оказав при этом мощное революционизирующее действие на развитие техники. А с середины XIV в. водяные приводы стали распространяться в металлообработке.
В середине XVI Жак Бессон (умер в 1569 г.) – изобрел токарный станок для нарезки цилиндрических и конических винтов.
В начале XVIII века Андрей Константинович Нартов (1693-1756), механик Петра первого, изобретает оригинальный токарно-копировальный и винторезный станок с механизированным суппортом и набором сменных зубчатых колес. Чтобы по-настоящему понять мировое значение этих изобретений, вернемся к эволюции токарного станка.
В XVII в. появились токарные станки, в которых обрабатываемое изделие приводилось в движение уже не мускульной силой токаря, а с помощью водяного колеса, но резец, как и раньше, держал в руке токарь. В начале XVIII в. токарные станки все чаще использовали для резания металлов, а не дерева, и поэтому проблема жесткого крепления резца и перемещения его вдоль обрабатываемой поверхности стола весьма актуальной. И вот впервые проблема самоходного суппорта была успешно решена в копировальном станке А.К.Нартова в 1712 г.
К идее механизированного передвижения резца изобретатели шли долго. Впервые эта проблема особенно остро встала при решении таких технических задач, как нарезание резьбы, нанесение сложных узоров на предметы роскоши, изготовление зубчатых колес и т.д. Для получения резьбы на валу, например, сначала производили разметку, для чего на вал навивали бумажную ленту нужной ширины, по краям которой наносили контур будущей резьбы. После разметки резьбу опиливали напильником вручную. Не говоря уже о трудоемкости такого процесса, получить удовлетворительное качество резьбы таким способом весьма трудно.
А Нартов не только решил задачу механизации этой операции, но в 1718-1729 гг. сам усовершенствовал схему. Копировальный палец и суппорт приводились в движение одним ходовым винтом, но с разным шагом нарезки под резцом и под копиром. Таким образом, было обеспечено автоматическое перемещение суппорта вдоль оси обрабатываемой заготовки. Правда, поперечной подачи еще не было, вместо нее было введено качание системы “копир-заготовка”. Поэтому работы над созданием суппорта продолжались. Свой суппорт создали, в частности, тульские механики Алексей Сурнин и Павел Захава. Более совершенную конструкцию суппорта, близкую к современной, создал английский станкостроитель Модсли, но А.К. Нартов остается первым, кто нашел путь к решению этой задачи.
Вторая половина XVIII в. в станкостроении ознаменовалась резким увеличением сферы применения металлорежущих станков и поисками удовлетворительной схемы универсального токарного станка, который мог бы использоваться в различных целях.
В 1751 г. Ж. Вокансон во Франции построил станок, который по своим техническим данным уже походил на универсальный. Он был выполнен из металла, имел мощную станину, два металлических центра, две направляющие V-образной формы, медный суппорт, обеспечивающий механизированное перемещение инструмента в продольном и поперечном направлениях. В то же время в этом станке отсутствовала система зажима заготовки в патроне, хотя это устройство существовало в других конструкциях станков. Здесь предусматривалось крепление заготовки только в центрах. Расстояние между центрами можно было менять в пределах 10 см. Поэтому обрабатывать на станке Вокансона можно было лишь детали примерно одинаковой длины.
В 1778 г. англичанин Д. Рамедон разработал два типа станков для нарезания резьб. В одном станке вдоль вращаемой заготовки по параллельным направляющим передвигался алмазный режущий инструмент, скорость перемещения которого задавалась вращением эталонного винта. Сменные шестерни позволяли получать резьбы с разным шагом. Второй станок давал возможность изготавливать резьбу с различным шагом на
детали большей длины, чем длина эталона. Резец продвигался вдоль заготовки с помощью струны, накручивавшейся на центральную шпонку.
В 1795 г. французский механик Сено изготовил специализированный токарный станок для нарезки винтов. Конструктор предусмотрел сменные шестерни, большой ходовой винт, простой механизированный суппорт. Станок был лишен каких-либо украшений, которыми любили украшать свои изделия мастера прежде.
Накопленный опыт позволил к концу XVIII века создать универсальный токарный станок, ставший основой машиностроения. Его автором стал Генри Модсли. В 1794 г. он создал конструкцию суппорта, довольно несовершенную. В 1798 г., основав собственную мастерскую по производству станков, он значительно улучшил суппорт, что позволило создать вариант универсального токарного станка.
В 1800 г. Модсли усовершенствовал этот станок, а затем создал и третий вариант, содержавший все элементы, которые имеют токарно-винторезные станки сегодня. При этом существенно то, что Модсли понял необходимость унификации некоторых видов деталей и первым стал внедрять стандартизацию резьб на винтах и гайках. Он начал выпускать наборы метчиков и плашек для нарезки резьб.
Одним из учеников и продолжателей дела Модсли был Р. Робертс. Он улучшил токарный станок тем, что расположил ходовой винт перед станиной, добавил зубчатый перебор, ручки управления вынес на переднюю па
нель станка, что сделало более удобным управление станком. Этот станок работал до 1909 г.
Другой бывший сотрудник Модсли – Д. Клемент создал лоботокарный станок для обработки деталей большого диаметра. Он учел, что при постоянной скорости вращения детали и постоянной скорости подачи по мере движения резца от периферии к центру скорость резания будет падать, и создал систему увеличения скорости.
В 1835 г. Д. Витворт изобрел автоматическую подачу в поперечном направлении, которая была связана с механизмом продольной подачи. Этим было завершено принципиальное совершенствование токарного оборудования.
Следующий этап – автоматизаци
mirznanii.com
Кто изобрел токарный станок
Современный токарный станок — путь от идеи к реализации
С чего всё начиналось
Вообще-то нечто подобное было известно еще в рабовладельческой Элладе за несколько сотен лет до нашей эры. Принцип получения тел вращения, при котором необходимо вращать заготовку, прикасаясь к её поверхности более прочным и остро заточенным предметом, придумать оказалось легко.
 Старинный токарный станок с ножным приводом
Старинный токарный станок с ножным приводомНе было и проблем с источником энергии, поскольку здоровых и крепких рабов наличествовало в избытке. В более цивилизованные времена привод такого станка осуществлялся туго натянутой тетивой от лука. Но тут имелось существенное ограничение – скорость оборотов падала по мере раскручивания тетивы, поэтому в Средние века появились модели токарных станков с ножным приводом.
Устройство и принцип работы токарного станка с ЧПУ
Весьма отдалённо они напоминали швейную машинку — потому, что включали в себя традиционный кривошипно-шатунный механизм. Это оказалось весьма позитивным сдвигом: вращающаяся заготовка теперь не имела попутных колебательных движений, заметно усложняя работу мастера, и ухудшая качество обработки.
Вместе с тем к началу XVI века токарный станок по-прежнему имел ряд существенных ограничений:
 Токарный станок с канатным ручным приводом от маховика
Токарный станок с канатным ручным приводом от маховика- Держать резец следовало вручную, поэтому при продолжительной обработке металла рука токаря сильно уставала.
- Поддерживающий длинные заготовки люнет крепился отдельно от станка, а поэтому его установка и поверка были довольно длительными.
- Проблема удаления стружки так и не была решена: требовался подмастерье, который время от времени смахивал стружку с руки мастера.
- Не был решён и вопрос равномерного перемещения резца по мере обработки: всё определялось квалификацией и опытом мастера.
Последующие несколько сотен лет были истрачены на конструирование привода вращения подвижного центра станка, в котором крепилась обрабатываемая заготовка. Наиболее удачной оказалась конструкция Жана Бессона, который впервые применил для этих целей водяной привод.
Станок оказался довольно громоздким, но именно на нём впервые была нарезана резьба. Произошло это в середине XVI века, а уже через несколько лет механик Петра I Андрей Нартов изобрёл механизированный станок, на котором можно было нарезать резьбу с изменяемой скоростью вращения подвижного центра. Характерной особенностью станка Нартова оказалось также наличие сменного блока шестерён.
Кто же изобрёл суппорт?
Станок токарно-винторезный. СуппортСуппорт – ключевой узел современного токарного станка, всё остальное могло в той или иной степени быть заимствовано из других механизмов. Вместе с тем имея приспособление для точного перемещения металлорежущего инструмента вдоль обрабатываемой поверхности, причём по всем трём координатам, можно было бы говорить о полнофункциональном станке для производства токарных работ. Но, как и в большинстве других случаев из истории техники, единоличное авторство в изобретении суппорта установить невозможно.
Что говорит о приоритете Андрея Нартова?
 Большой токарно-копировальный станок, построенный Нартовым в 1718-1729 годах
Большой токарно-копировальный станок, построенный Нартовым в 1718-1729 годах- В копировальном станке Нартова самоходный суппорт появился в 1712 году, в то время как Генри Модсли представил свой вариант только в 1797 году.
- Совместное перемещение копира и суппорта в варианте станка Нартова впервые производилась при помощи одного механизма – ходового винта.
- Изменение скорости поперечной подачи технически обеспечивалось разным шагом резьбы на ходовом винте.
Термин «суппорт» (от французского слова support – поддерживаю) впервые ввёл в обиход Шарль Плюме, а уже станок, построенный его соотечественником Жаном Вокансоном, практически походил на тот, с которым ныне работают все токари.
У этого механизма появились точные для своего времени V-образные направляющие, а суппорт имел возможность перемещаться не только в поперечном, но и в продольном направлениях. Тем не менее, здесь тоже не всё было в порядке – в частности, отсутствовал патрон, где закреплялась бы обрабатываемая заготовка.
Это существенно суживало технологические возможности оборудования: например, была невозможной токарная обработка заготовок, которые имели разную длину. Да и вообще выполнять какие-либо другие операции, кроме нарезки резьбы на винтах, болтах и пр.
И тут на исторической сцене появляется Генри Модсли.
Универсальный токарный станок – время пришло
Во многих отраслях человеческой созидательной деятельности пальма первенства достаётся тому, кто не столько изобрёл нечто, но ещё и смог при этом аналитически верно обобщить опыт предыдущих поколений. Генри Модсли – не исключение.
Токарный станок Г. Модсли 1798 гНет оснований утверждать, что Модсли примитивно украл схему суппорта у Андрея Нартова. Да, во времена Петра I не особо приветствовались связи с Англией, но зато крепкими были взаимоотношения с Голландией. Но учитывая то, что голландцы, в свою очередь, часто принимали у себя английских предпринимателей и просто мастеров, вполне вероятно, что об изобретении Нартова очень скоро стало известно и на берегах туманного Альбиона (хотя Модсли и сам мог узнать о станке Нартова, поскольку в те годы занимался строительством паровых машин для России).
Величие Генри Модсли в другом – он представил на суд заинтересованных лиц (а в Англии к тому времени промышленная революция шла полным ходом) концепцию первого, по-настоящему универсального станка для выполнения различных токарных операций. Оборудования, в котором органично были решены все проблемы токарного способа обработки изделий.
 Токарные станки Генри Модсли Первый суппорт у Модсли имел крестообразную конструкцию: для перемещения по направляющим имелись два ходовых винта. Но в 1787 году Модсли кардинально изменил порядок движений инструмента и заготовки: последняя оставалась неподвижно закреплённой, а вдоль её образующей теперь скользил суппорт. Для реализации этого изменения Модсли соединил один из ходовых винтов суппорта с передней бабкой при помощи зубчатой передачи (тот нюанс, до которого не додумался Нартов). В результате нарезание резьбы стало выполняться автоматически, а вручную производился лишь отвод суппорта после обработки детали.
Токарные станки Генри Модсли Первый суппорт у Модсли имел крестообразную конструкцию: для перемещения по направляющим имелись два ходовых винта. Но в 1787 году Модсли кардинально изменил порядок движений инструмента и заготовки: последняя оставалась неподвижно закреплённой, а вдоль её образующей теперь скользил суппорт. Для реализации этого изменения Модсли соединил один из ходовых винтов суппорта с передней бабкой при помощи зубчатой передачи (тот нюанс, до которого не додумался Нартов). В результате нарезание резьбы стало выполняться автоматически, а вручную производился лишь отвод суппорта после обработки детали.Добавив позже в станок комплект сменных зубчатых колёс, Модсли добился того, что теперь присуще любому токарному станку – универсальности и технологического удобства работы.
Видео: Управление токарным станком
Похожие статьи
promtu.ru
История развития токарного станка
Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
ГОУ ВПО Череповецкий Государственный Университет
Институт Педагогики и Психологии
кафедра: профессионального образования
Доклад по дисциплине:
История развития науки, техники и технологий:
«История развития токарного станка».
Выполнила
студентка
группы 4ПО-41
Никифорова Т.В.
Проверил доцент:
Златоустов В. Д.
Череповец 2007
Токарные станки бы
i-perf.ru
Артефекты: История токарного станка

Еще в начале развития человечества, у первобытных людей, возникла острая потребность делать отверстие в каменном топоре и других первых орудиях труда, чтобы надеть на них деревянную ручку.
Длительные поиски способа изготовления отверстия и его «модернизация», помогли человеку создать примитивное механическое устройство, которое состояло из выгнутой палки, к концам которой крепились волосы из хвостов диких животных, которое спиралью обвертывало заостренную c одного конца другую палку из твердой породы дерева.
Технология изготовления отверстия была следующей: в каменное углубление, где нужно было сделать отверстие, вставлялась заостренная палка (сверло) и туда подсыпался песок, второй конец палки-сверла удерживался специальной деревянной планкой в вертикальном положении. Вращая примитивное сверло вперед-назад, заостренная палка давила на песчинки, которые вгрызались в камень, снимая с него слой за слоем. Углубление становилось все глубже и впоследствии превращалось в отверстие. Такой процесс сверления забирал много времени и сил. Он стал для человека толчком в понимании того, что твердые материалы можно обрабатывать путем их резания, то есть постепенно слой за слоем срезать твердую породу.
По-видимому именно это первое механическое устройство и стал основой для создания токарного станка, как для обработки древесины, так и для металла.
Среди архивных документов, которые информируют нас о создании токарного станка, есть такие, из которых видно, что мастера древнего Египта еще 1500 лет до нашей эры, применили этот способ для резания и обточки цилиндровых форм разной конфигурации. Кроме того, они усовершенствовали этот способ, додумавшись вращать не инструмент, а заготовку!
Несмотря на то, что это был очень примитивный и громоздкий станок, однако он заложил базу современных метало- и дереворежущих токарных станков.
Древнеегипетский токарный станок имел следующую конструкцию: толстая деревянная доска-основа была положена на несколько опор-основ. В современном станке это называется станина, которая опирается на две опоры. На станине располагаются рабочие части станка.
К деревянной толстой доске – основы были прикреплены две массивных колодки, которые служили для крепления заготовки. В современном станке их роль исполняют левая (передняя) и правая (задняя) бабки.
Каждая массивная деревянная колодка имела заостренные держатели. Их острие направлялось друг на друга и держало в своих центрах заготовку, одновременно исполняя роль оси, вокруг которой и вращалась заготовка. Так же и в наши дни токарный станок по дереву имеет на передней бабке трезуб в центре которого острый конус, а в заднюю бабку, которая стала передвижной, установлен конусный центр, который может выдвигаться. Благодаря задней передвижной бабке между центрами можно зажать разной длины заготовку.
В современных токарных станках по металлу роль трезубца выполняет шпиндель, на котором крепится патрон, который своими раздвижными кулачками зажимает заготовку. Если заготовка имеет значительную длину, ее второй конец поддерживает вращающийся центр, установленный в заднюю бабку. Иногда, на токарных станках для обработки металла заготовку обтачивают только в центрах. Для этого в патрон тоже зажимают центр.
В первых токарных станках вращение заготовки имело переменный характер – вперед назад. Для этого среднюю часть бечевы спиралью обматывали вокруг заготовки. Водя вперед-назад загнутой палкой, к концам которой крепилась бечева, подмастер приводил в движение заготовку. Как только заготовка вращалась в сторону мастера, он подводил к ее поверхности кончик крепко зажатого в руках резца и снимал нужного размера стружку. Когда вращение начиналось в обратную сторону, происходил холостой ход.
Вдоль основы (станины) токарного станка помещалась еще одна доска, которая служила опорой для резца. На нее была нанесена измерительная шкала, чтобы мастер знал насколько делений нужно передвигать резец. В современном токарном станке для дерева эту роль исполняет металлическая подставка.
Первые письменные сведения о применении станка с помощью которого обрабатывали древесину и мягкие металлы, можно прочитать и в произведениях Гомера. Римский архитектор Ветрувий в I веке до нашей эры тоже писал о применении токарных станков для обработки донышка медных цилиндров.
В рукописях Плиния Старшего, мы можем читать первую запись о том, кто создал токарный станок более приближенный к современному. Ученый и государственный деятель I века н.э. Плиний приписывал его создание Феодору Самосскому.
Из тех же греческих рукописей известно, что жил этот изобретатель на острове Си в Эгейском море и был лучшим мастером в ювелирном и механическом деле, архитектуре и строительстве. Вынужденный по приказу тирана острова за очень короткий срок, изготовить двенадцать новых металлических замков для дверей храма и перстень он понял, что без совершенствования токарного станка ему не успеть вовремя сделать заказа.
Здесь нужно отметить, что на токарных станках того времени, по большей части изготовляли деревянные изделия и очень мало из металла: меди, серебра, золота, бронзы. Все металлы были тверже древесины, а потому держа резец в руках мастеру нужно было прикладывать значительную силу, чтобы снять даже очень тонкий слой поверхности из металла.
Два дня провел Феодор Самосский за доской, на которой рисовал схему такого токарного станка, который бы помог ему вовремя выполнить заказ. Лишь на третий день он призвал своих помощников, которые вместе с ним по его эскизам изготовили детали, а затем собрали новый токарный станок. Теперь в передней бабке, где раньше находился заостренный держатель — пробуравлено отверстие в который был вставлен железный вал так, что его концы торчали из обеих сторон бабки. Внешний — был загнут как колено, а внутренний — прямой и заостренный под конус. От согнутого колена шла вниз железная тяга, соединяющаяся с небольшой деревянной дощечкой, второй конец которой свободно крепился к основе станка. На сам вал — рядом с бабкой, было надето тяжелое круглое точило. Задняя бабка осталась без изменений.

Новая конструкция токарного станка работала так: мастер, нажимая ногой на дощечку, приводил в действие присоединенную к ней тягу, которая тянула за собой колено, и тем самым вращала вал вместе с точилом. Как только давление на дощечку прекращалось, тяжелое точило по инерции продолжало вращаться, поднимая колено, тягу и дощечку, вверх, в начальное положение. Тогда нужно было опять нажать на дощечку, и вал с точилом опять продолжал вращаться в одну сторону, но уже быстрее. Так постоянно нажимая на дощечку-педаль, мастер вынуждал постоянно вращаться вал все быстрее и быстрее в одну сторону. Теперь зажатая в центрах заготовка постоянно вращалась в одну сторону с большей, чем раньше скоростью. Мастер самостоятельно регулировал скорость вращения заготовки. Лучше происходил и процесс резания металла, хоть резец, пока еще, мастеру нужно было держать в руках.
По свидетельству рукописи это произошло более двух с половиной тысячелетия назад на острове Самос!
Сегодня, листая старые гравюры и геммы того времени, можно встретить изображение бога Любви, который точит свои стрелы на станке, сделанном греческим мастером.
Еще лет тридцать назад, кое-где можно было встретить мастеров заточки ножниц и ножей, которые ходили по дворам с переносным станком, который по принципу действия был похож на станок Феодора.
Благодаря созданию такого механизма вращения заготовки, был вложен второй кирпичик в создание современного токарного станка и увеличения производительности труда токаря.
Но если на станке Феодора легко было вытачивать изделия из дерева, немного тяжелее из золота и бронзы, то совсем невозможно было обрабатывать изделия из железа, которое было намного тверже. Поэтому при его обработке был нужен двигатель помощнее, чем нога человека. Ища возможности увеличить мощность станка, изобретатели токарного дела вынуждены были снова применить принцип вращения заготовки взад-вперед. Это дало возможность немного увеличить мощность, но не решило проблемы.
Беря за основу станок Феодора изобретатели добавили к нему другие устройства. Под потолком мастерских закрепляли гибкую, упругую жердь. К ее свободному концу привязывали бечеву, которая спускалась к станку и спиралью наматывалась один раз вокруг зажатой в центрах заготовки. Свободный конец бечевы закреплялся, как и в Феодора, к дощечке-педали. Нажимая на дощечку-педаль, мастер вынуждал вращаться заготовку, одновременно сгибалась жердь. Но как только мастер отпускал педаль, жердь разгибалась, при этом с силой вращала заготовку в обратном направлении.
Несмотря на увеличение мощности, при такой конструкции, скорость вращения заготовки все еще была маленькой, что и не давало возможности точно обтачивать изделия из железа.
Продолжая поиски совершенствования токарного станка для обработки железа, изобретатели начали применять маховое колесо. От него вращение на шпиндель передавалось с помощью ременчатой передачи, а вращение заготовки опять стало непрерывным и в одну сторону. Движение маховому колесу предавал помощник мастера.
Так и перешли в ХVІ век эти два вида токарных станков. До наших дней сохранились древние токарные станки на которых любили вытачивать разные изделия вельможи того времени.
Несмотря на то, что это был очень примитивный и громоздкий станок, однако он заложил базу современных метало- и дереворежущих токарных станков.
С увеличением мощности и скорости вращения заготовки оказалось, что для обработки железа рука мастера, который держит резец, слишком слаба. Нужно было искать возможность заменить ее более надежным приспособлением, которым стал держатель резца Андрея Нартова, русского изобретателя.
Из архивных документов на которых представлен рисунки и проекты Андрея Нартова видно, что это был творчески одаренный человек, который имел техническое мышление. Еще, будучи юношей и учась токарному делу, он почувствовал неудобство того, что резец держит рука человека. Став мастером он сосредоточил свое вдохновение на создание приспособления, которое бы держало резец. Им было сделаны много черновиков и составлено проектов в которых резец зажимался и перемещался вдоль заготовки. Но еще прошло немало времени пока он придумал и сделал в 1709 году экспериментальный образец держателя для резца, который к тому же можно было перемещать.
Это была металлическая колодка — каретка с зажатым в ней резцом, которую насаживали на горизонтальную зубчатую линейку-рельс. С линейкой сцеплялось зубчатое колесо, когда оно вращалось, передвигался и рельс, а вместе с ней и держатель резца. Передача движения к рельсу была рассчитана так, чтобы можно было соотносить скорость держателя со скоростью обработки заготовки. Как только резец снимал стружку с поверхности заготовки, держатель перемещал его на следующий, потом еще дальше — на всю длину заготовки.
С получением этого устройства токарю уже не нужно было держать в руках резец, напрягать руку, чтобы его не вырвало во время работы. Токарь теперь только управлял устройством резания: перемещал резец вдоль и поперек заготовки, снимал стружку нужной толщины и подавал резец. Держатель, придуманный А.Нартовым, вошел в историю создания техники под названием «суппорт», который переводится с французского языка как «поддерживать».
Кроме А. Нартова делом совершенствования токарного станка Феодора, занимались и другие механики того времени. В Западной Европе такой же механизм появился на 150 лет раньше в 1565 году его придумал француз Жак Бесон.
Почти тоже именно сделал в 1794 году и англичанин Генри Модслей, но он настолько усовершенствовал сам суппорт токарного станка, что благодаря нему стало возможно изготовлять большие партии однотипных деталей к разным машинам. Как же был устроен суппорт Грамма. Модслея?
Изобретатель обеспечил свой станок горизонтальными плоскостями, на которых передвигался суппорт и задняя бабка. На самом суппорте были устроены направляющие канавки, перпендикулярные к направляющим плоскостям станка. В этих канавках, в свою очередь, передвигалась каретка с зажатым в ней резцом. Кроме того, она могла передвигаться и вертикально. Новый суппорт предоставлял возможность четко, быстро и равномерно перемещать резец вдоль и поперек заготовки, снимая четко определенную толщину металла.
Для того чтобы равномерно перемещать суппорт вдоль обрабатываемой детали Г. Модслей повторил изобретение А.Нартова — ходовой винт станка, который и до сих пор является одной из главных его деталей. По винту передвигалась каретка суппорта, как только рабочий вращал ручку этого винта. Г. Модслей так же как А.Нартов сделал перемещение суппорту автоматическим с помощью ходового винта, который вращался от шпинделя станка. Это дало возможность изготовлять механическим способом винты. Так токарный станок стал еще и токарно-винторезным.
Вскоре суппорт Модслея был введен в устройство других станков. Им было сделано еще несколько важных изобретений в машиностроении.
Вот такой длинный путь прошел такой невидимый в современном производстве станок.
Автор: Igkremen
publicistik.blogspot.com
Краткий исторический обзор развития токарного станка
Поразительно, но изобретение токарного станка состоялось за много веков до появления электричества, в VII веке до нашей эры, на территории Древнего Египта. На фресках того периода изображены примитивные устройства для обработки дерева или рога с помощью резца. Закрепленную деталь вращал подмастерье-невольник, а мастер снимал с нее стружку. Следующий прорыв в токарном деле состоялся на рубеже нашей эры. Неизвестный изобретатель догадался использовать тетиву лука в качестве привода движущего элемента. Теперь мастер мог работать один, без подсобников.
Работа на станке в Древнем Египте
В Средние века лучшим токарным оборудованием считались немецкие станки. Они обладали ножным приводом, с XVI века оснащались кривошипно-шатунным механизмом и стальным зажимным центром. Это было довольно совершенное для своей эпохи оборудование, на нем вытачивались разнообразные тела вращения. Повышение мощности было ограничено мускульной силой человека.
В XVII веке появились частично механизированные станки. Заготовка вращалась от привода водяного колеса, резец приводился в действие вручную. В следующем веке русский изобретатель А.К. Нартов собрал опытный образец революционно-нового станка. В его разработке был использован механизированный суппорт для продольного движения резца вдоль детали, сменные зубчатые колеса и функция нарезки резьбы. Бурное развитие металлообработки в Европе во многом определилось изобретением Нартова.
В начале XIX столетия англичанин Генри Модсли запатентовал универсальный токарный станок, причем конструкция суппорта оказалась на удивление совершенной.
Токарный станок Модсли
Родиной автоматизации токарной металлообработки стали США. Здесь были изобретены револьверные станки, внедрена стандартизация машиностроительного оборудования и первые системы безопасности. Уже в конце XIX века на американском токарном оборудовании имелись автоматические функции — остановка режущего лезвия при достижении заданного размера, автоподстройка скорости фронтальной расточки и т.д. Любой современный токарный станок с ЧПУ оснащается таким функционалом в обязательном порядке.
В двадцатом столетии к семейству токарно-винторезных станков прибавились токарно-карусельные, автоматизированные и роботизированные механизмы, многошпиндельные модели и оборудование для продольного точения. Появились программируемые станки и токарно-фрезерные обрабатывающие центры. Рекордсменом среди токарных станков считается штучное изделие компании «Вальдрих Зиген». Имея поворотное основание диаметром пять метров, он способен обрабатывать заготовки весом до пяти тонн. Дальнейшее совершенствование токарного оборудования развивается с учетом высоких требований к точности заданных размеров, чистоте обрабатываемой поверхности, эргономичности и безопасности.
www.shtray.ru
Генри Модслей • ru.knowledgr.com
Генри Модслей (произношение и записывающий) (22 августа 1771 – 14 февраля 1831) был британским новатором станка, инструментом, и умрите производитель и изобретатель. Его считают отцом-основателем технологии станка.
Молодость
Отец Модслея, также названный Генри, служил мастером по ремонту колес и кузовов автомобиля в Королевских Инженерах. Будучи раненным в действие он стал владельцем магазина в Королевском Арсенале, Вулидж, Лондоне. Там он женился на молодой вдове, у Маргарет Лонди и их было семь детей, среди которых молодой Генри был пятым. В 1780 отец Генри умер. Как много мальчиков его эры, Генри начал свою работу в производстве довольно молодого; к возрасту 12, он был «порошковой обезьяной», одним из мальчиков, нанятых в заполняющихся патронах в Арсенале. После двух лет он был передан магазину плотника, сопровождаемому штамповочным прессом кузнеца, где в возрасте пятнадцати лет он начал обучение как кузнец. Он, кажется, специализировался на более легком, более сложном виде работы штамповочного пресса. В течение его времени в Арсенале Maudslay также работал на Королевском Литейном заводе, где установленном инновационная горизонтальная бурильная машина в 1772.
Замок с подвижными вырезами
Модслей приобрел такую хорошую репутацию своего умения, что Джозеф Брама (изобретатель гидравлического пресса) призвал свои услуги. Брама недавно проектировал и запатентовал улучшенный тип замка, основанного на принципе стакана, но испытывал затруднения при производстве сложного замка по экономической цене. Послав за Модслеем по рекомендации одного из его сотрудников, Брама был удивлен обнаружить, что ему было только восемнадцать лет, но Модслей продемонстрировал свою способность и начал работу над семинаром Брамы на Денмарк-Стрит, Св. Эгидии. Именно Модслей построил замок, который был показан в витрине Брамы с уведомлением, предлагающим вознаграждение 200 гиней любому, кто мог выбрать его. Это сопротивлялось всем усилиям в течение сорока семи лет. Модслей проектировал и сделал ряд специальных инструментов и машин, которые позволили замку быть сделанным по экономической цене.
Гидравлический пресс
Брама проектировал гидравлический пресс, но имел проблемы при запечатывании и поршня и поршневого прута, где это вписалось в цилиндр. Обычный метод был упаковкой гашиша, но давления были слишком высоки для этого, чтобы работать. Maudslay придумал идею кожаной моечной машины чашки, которая дала прекрасную печать, но не предложила сопротивления движению, когда давление было выпущено. Новый гидравлический пресс работал отлично после того. Но Maudslay, кто сделал крупный вклад в его успех, получил мало кредита на него.
Режущий токарный станок винта
В то время, когда Модслей начал работать на Браму, типичный токарный станок работался педалью, и рабочий держал режущий инструмент против работы. Это не допускало точность, особенно в сокращении железа. Модслей проектировал держателя инструмента, в которого режущий инструмент будет зажат, и который скользил бы на точно наструганных поверхностях, чтобы позволить режущему инструменту перемещаться в любом направлении. Отдых понижения был помещен leadscrew, к которому власть была передана через пару изменчивых механизмов так, чтобы это поехало в пропорции к превращению работы. Этот позволенный винт пронизывает, чтобы быть точно сокращенным. Изменение механизмов дало различные передачи. Способность токарного станка отдыха понижения Модслея произвести части точности коренным образом изменила производство машинных компонентов.
Недоразумение много лет сохранялось, что Джеймс Нэсмит утверждал, что Maudslay был оригинальным изобретателем отдыха понижения. К середине 20-го века сообщил, что историки поняли, что Maudslay не был первым человеком когда-либо, который будет строить отдых понижения или будет использовать один на токарном станке. Но он был фактически человеком, который объединил отдых понижения, leadscrew, и коробки передач в машине точности, которая популяризировала понятие и заставила современную промышленность широко принимать его.
Оригинальный сокращающий винт токарный станок Модслея в Музее наук в Лондоне.
Продвижение и брак
Модслей показал себя, чтобы быть столь талантливым, что после одного года девятнадцатилетний был сделан менеджером семинара Брамы. В 1791 он женился на горничной Брамы, Саре Тиндель. У пары должно было быть четыре сына вместе. Томас Генри, старшее, и Джозеф, самое молодое, впоследствии присоединились к их отцу в бизнесе. Уильям, второе, стал инженером-строителем и был одним из основателей Учреждения Инженеров-строителей.
В 1797, работая на Браму в течение восьми лет, Модслей попросил увеличения его заработной платы только 30-х у недели. Брама отказался от своего запроса. Этот отказ определил Модслея, чтобы начать дело на его собственном счете.
Его собственный бизнес
Модслей получил небольшой магазин и кузницу на Уэллс-Стрит от Оксфорд-Стрит. В 1800 он переехал в помещение большего размера на Маргарет-Стрит, Кавендиш-Сквер.
После более ранней работы Сэмюэлем Бентэмом его первая крупнейшая комиссия должна была построить серию 42 деревообрабатывающих машин, чтобы произвести деревянные блоки оснащения (каждое судно потребовало тысяч) для военно-морского флота при сэре Марке Изамбарде Брунеле. Машины были установлены в специальных Портсмутских Заводах Блока, которые все еще выживают, включая часть оригинального оборудования. Машины были способны к созданию блоков 130 000 судов год, нуждаясь только в десяти мужчинах низкой квалификации, чтобы управлять ими по сравнению с этими 110 квалифицированными рабочими, необходимыми перед их установкой. Это было первым известным примером специализированного оборудования, используемого для механической обработки на фабрике типа сборочного конвейера.
Сокращение винта
Maudslay также развил первый промышленно практический сокращающий винт токарный станок в 1800, позволив стандартизацию размеров нити винта впервые. Это позволило понятие взаимозаменяемости (идея, которая уже утверждалась) быть практически примененным к основным деталям. Перед этим нити винта обычно делались, разбиваясь и регистрируя (то есть, с квалифицированным использованием от руки долот и файлов). Орехи были редки; металлические винты, когда сделано вообще, обычно были для использования в древесине. Металлические болты, проходящие через древесину, развивающуюся к металлическому закреплению с другой стороны, обычно закреплялись непереплетенными способами (такими как заключение или опрокидывание против моечной машины). Maudslay стандартизировал нити винта, используемые в его цехе, и произвел наборы сигналов и умирает, который последовательно делал бы основные детали к тем стандартам, так, чтобы любой болт соответствующего размера соответствовал любому ореху того же самого размера. Это было важным шагом вперед в технологии семинара.
Дизайн токарного станка
Хотя Maudslay не был первым человеком, который изобретет отдых понижения (как много писателей утверждали), и мог не быть первый изобретатель, который объединит свинцовый винт, отдых понижения и набор коробок передач все на одном токарном станке (Джесси Рэмсден, возможно, сделала это в 1775; доказательства скудны), он – конечно, человек, который ввел остальной части мира побеждающую трехчастную комбинацию свинцового винта, отдыха понижения и коробок передач, зажигая большой прогресс в станках и в техническом использовании нитей винта.
Maudslay изобрел первый микрометр скамьи, способный к измерению к одной десятитысячной дюйма (0.0001 в ≈ 3 мкм). Он назвал его «лордом-канцлером», поскольку это использовалось, чтобы уладить любые вопросы относительно точности мастерства.
К 1810 Maudslay нанимал восемьдесят рабочих и исчерпывал комнату на его семинаре, таким образом, он переехал в помещение большего размера в Вестминстер-Бридж
Дорога, Ламбэт. Maudslay также принял на работу многообещающего молодого чертежника Адмиралтейства, Джошуа Филда, который, оказалось, был так талантлив, что Maudslay взял его в партнерство. Компания позже стала Maudslay, Sons & Field, когда сыновья Модслея стали партнерами.
Морские двигатели
Работы Ламбэт Модслея начали специализироваться на производстве морских паровых двигателей. Тип двигателя, который он использовал для судов, был дизайном рычага стороны, в котором луч был установлен рядом с цилиндром. Это экономило на высоте в тесных машинных отделениях пароходов. Его первый морской двигатель был построен в 1815 17 h.p., и приспособленный к пароходу Темзы назвал Ричмонд. В 1823 двигатель Maudslay привел в действие Молнию, первое приведенное в действие паром судно, которое будет уполномочено Королевским флотом. В 1829 двигатель рычага стороны 400 h.p., законченных для НА СЛУЖБЕ ЕЕ ВЕЛИЧЕСТВА ВООРУЖЕННЫХ СИЛ ВЕЛИКОБРИТАНИИ Ди, был самым большим морским двигателем, существующим в то время.
Морской бизнес двигателя был развит третьим сыном Генри, Джозефом Модслеем (1801 – 1861). Он обучался в судостроении в Northfleet и, с Джошуа Филдом, стал партнером в фирме своего отца, торгуя как Модслей, Сыновья и Филд Севера Ламбэт.
В 1838, после смерти Генри, работы Ламбэт поставляли 750 h.p. двигателей для королевства Изамбард известное Западное Великое Брунеля SS, первый специальный трансатлантический пароход. Они запатентовали двойной цилиндр прямой действующий двигатель в 1839. Они ввели некоторые самые ранние единицы толчка винта для судов, включая одно для первого парохода винта Адмиралтейства, в 1841. К 1850 фирма поставляла больше чем двести судов паровыми двигателями, хотя господству фирмы бросал вызов дизайн двигателя ствола Джона Пенна. Они показали свои двигатели на Международной выставке 1862 года.
Тоннель Темзы
В 1825 Марк Изамбард Брунель начал работу над Тоннелем Темзы, предназначенным, чтобы связать Rotherhithe с Уоппингом. После многих трудностей этот первый тоннель под Темзой был успешно закончен в 1842. Тоннель не был бы возможен без инновационного щита туннелирования, разработанного Марком Брунелем, и построил Maudslay Sons & Field на их работах Ламбэт. Maudslay также поставлял паровые насосы, которые были так важны для хранения туннельных сухих работ.
Более поздняя жизнь
Около конца его жизни Maudslay развил интерес к астрономии и начал строить телескоп. Он намеревался купить дом в Норвуде и построить частную обсерваторию там, но умер, прежде чем он смог достигнуть своего плана. В январе 1831 он простудился, пересекая Ла-Манш после посещения друга во Франции. Он был болен в течение четырех недель и умер 14 февраля 1831. Он был похоронен в кладбище Св. Марии Magdalen Вулидж; он проектировал мемориал, расположенный в его Часовне Леди.
Много выдающихся инженеров обучались в его цехе, включая Ричарда Робертса, Дэвида Нейпира, Джозефа Клемента, сэра Джозефа Витуорта, Джеймса Нэсмита (изобретатель парового молота), Джошуа Филд и Уильям Мюр.
Генри Модслей играл свою роль в развитии машиностроения, когда это было в своем младенчестве, но он был особенно новаторским в разработке станков, которые будут использоваться в технических цехах во всем мире.
Компания Модслея была одним из самых важных британских технических предприятий девятнадцатого века, наконец закрывшись в 1904.
Произношение и правописание
В фамилии Модслея, как на другие британские имена с терминалом неподчеркнутый слог – да, такие как Линдси или Барклай, предельный слог объявлен как//или сокращение этого; это поэтому кажется тем же самым как «Модсли». Много книг записали его фамилию с «e» как «Модсли»; но это, кажется, ошибка, размноженная через цитату более ранних книг, содержащих ту же самую ошибку.
См. также
Библиография
- Джон Кэнтрелл и Джиллиан Куксон, редакторы, Генри Модслей и Пионеры Века машин, 2002, Tempus Publishing, Ltd, свинец, (ISBN 0-7524-2766-0) Это – коллекция эссе различных специалистов и включает биографии Модслея, Робертса, Нейпир, Мягкий, Whitworth, Nasmyth и Muir, а также счет лондонской Технической Сцены во время Модслея и счет фирмы от смерти Модслея в 1831 до ее упадка в 1904.
- Coad, Джонатан, Портсмутские Заводы Блока: Bentham, Brunel и начало Промышленной революции Королевского флота, 2005, ISBN 1-873592-87-6.
Внешние ссылки
ru.knowledgr.com
Токарный станок — развитие технологий от древности до наших дней
Сегодня токарные работы выполняются с применением сложнейших станков с автоматикой управления, а самые первые станки для выполнения токарных работ появились много веков назад еще до нашей эры. Изначально такой станок состоял из двух частей, между которыми помещали заготовку. Обработку заготовки осуществляли мастер и подмастерье. Подмастерье вращал заготовку, а мастер срезал стружку резцом. Это был, конечно же, весьма трудоемкий способ придания детали нужной формы.

Токарный станок с ножным приводом
В дальнейшем для вращения заготовки стали применять лук, тетива которого была обвивалась петлей вокруг обрабатываемой детали. При перемещении лука заготовка поворачивалась вокруг своей оси. В XV веке появились токарные станки с ножным приводом. Этот механизм включал в себя педаль, кривошип и шатун. Принцип действия ножного привода этого станка легко понять, представив себе ножную швейную машинку.
Появление станков с ножным приводом привело к изменению технологий обработки деталей. Теперь заготовка вращалась в станке только в одном направлении. Для обработки металла таким станкам не хватало мощности, но, тем не менее из древесины можно было изготовить весьма сложные по форме детали.
Обработка металла стала возможной с появлением водяного колеса. В начале XVIII века механик Петра I Андрей Нартов изобрел станок, с помощью которого стало возможным механизировать процесс нарезания резьбы на валу. Этот токарно-копировальный станок с суппортом в дальнейшем был усовершенствован самим Нартовым, но универсальным называть его было бы преждевременным.
Станок, который приблизился к универсальному, был изобретен в середине XVIII французом Ж. Вокансоном. Этот станок был оснащен двумя металлическими центрами, двумя направляющими, тяжелой станиной и медным суппортом, благодаря которому инструмент мог перемещаться как в продольном, так и в поперечном направлении.
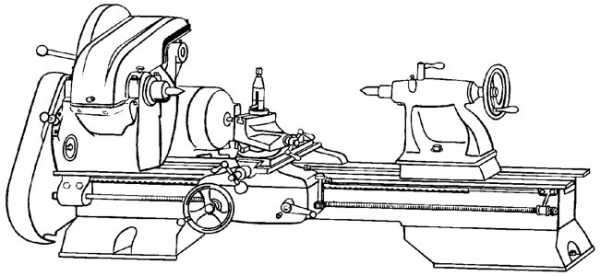
Универсальный токарный станок был создан в конце XVIII века Генри Модсли, усовершенствованная модель этого станка была разработана им же в 1800 году. Но Модсли продолжал работу, и вскоре появился механический станок, оснащенный всеми элементами, которые имеются и в современном оборудовании. Автоматизированные станки для выполнения различных видов токарных и фрезерных работ были созданы американцами.
www.what-this.ru