Токарный станок окоф: ОКОФ, код 330.28.41.21 — Станки токарные металлорежущие
alexxlab | 04.02.2023 | 0 | Токарный
Амортизационная группа станок токарный
ОКОФ 330.28.41.3 — Станки металлообрабатывающие прочиеОКОФ 330.28.41.3 — Станки металлообрабатывающие прочие
Классификатор: ОКОФ ОК 013-2014
Код: 330.28.41.3
Наименование: Станки металлообрабатывающие прочие
Дочерних элементов: 4
Амортизационных групп: 2
Прямых переходных ключей: 4
В классификации основных средств, включаемых в амортизационные группы, код 330.28.41.3 числится в следующих группах:
© 2020 okof2.ru — Общероссийский классификатор основных фондов с расшифровкой и поиском
Определение амортизации | Порядок амортизации и правила
В бухгалтерском учете амортизация относится к периодическим затратам на стоимость нематериального актива. Как и в случае амортизации материальных активов, нематериальные активы обычно списываются в течение срока полезного использования актива. Он представляет собой снижение стоимости нематериального актива в результате использования или устаревания.
Нематериальные активы отражены в балансе. Но с течением времени, когда вы амортизируете эти активы, амортизированная сумма накапливается на счете противо-активов. Следовательно, уменьшается чистая стоимость нематериальных активов. Периодические суммы амортизации списываются в отчете о прибылях и убытках по мере их возникновения. Принимая во внимание, что в отчете о движении денежных средств эти расходы добавляются к чистой прибыли в операционной части.Это потому, что они представляют безналичные расходы.
Амортизация нематериальных активовПримеры нематериальных активов, которые компания может амортизировать, включают в себя следующее:
В зависимости от обстоятельств, некоторые торговые марки или объекты гудвилла могут не уменьшаться в стоимости с течением времени. Поэтому вы не можете их амортизировать.
Поэтому вы не можете их амортизировать.
В Международных стандартах финансовой отчетности (МСФО) правила и стандарты амортизации нематериальных активов описаны в Международном стандарте бухгалтерского учета 38: Нематериальные активы.В Соединенных Штатах согласно Общепринятым принципам бухгалтерского учета (GAAP) правила и стандарты амортизации нематериальных активов описаны в Отчете о стандартах финансовой отчетности № 142: Гудвилл и другие нематериальные активы.
Амортизация ссудАмортизация ссуды состоит из распределения основной суммы и процентных платежей в течение срока действия ссуды. Распределите амортизированный заем и погасите его согласно графику или таблице амортизации.Существуют различные типы этого графика, такие как прямая линия, убывающий баланс, аннуитет и таблицы амортизации с увеличивающимся балансом. Амортизация ипотеки является распространенным явлением.
Если вы хотите повысить ценность своей организации, нажмите здесь, чтобы загрузить рабочую таблицу Know Your Economics.
Участник лаборатории стратегического финансового директора Extra
Получите доступ к своему плану выполнения модели стратегического ценообразования в лаборатории SCFO. Пошаговый план, чтобы установить ваши цены, чтобы максимизировать прибыль.
Нажмите здесь, чтобы получить доступ к вашему Плану выполнения.Не член лаборатории?
Нажмите здесь, чтобы узнать больше о SCFO Labs
См. Также:
Амортизация по прямой линии
Ускоренный метод амортизации
Двойной метод снижения амортизации
Срок учета гудвилла
.
Амортизационные расходы – AccountingTools
Амортизационные расходы – это списание нематериального актива в течение ожидаемого периода его использования, которое отражает потребление актива. Это списание приводит к уменьшению остатка активов с течением времени. Сумма этого списания указывается в отчете о прибылях и убытках, как правило, в строке «износ и амортизация».
Учет расходов по амортизации – это дебет по счету расходов по амортизации и зачисление на счет накопленной амортизации.Накопленный амортизационный счет отображается на балансе как контрсчет, а также связан с позицией нематериальных активов и позиционируется после нее. В некоторых балансах он может быть агрегирован с накопленной статьей амортизации, поэтому указывается только чистый баланс.
Амортизация почти всегда рассчитывается линейным методом. Методы ускоренной амортизации не имеют большого смысла, поскольку трудно доказать, что нематериальные активы используются более быстро в первые годы их срока полезного использования.
Амортизация чаще всего используется для постепенного списания нематериальных активов. Примерами нематериальных активов являются:
Broadcast лицензий
Copyrights
Патенты
лицензии такси
Торговые марки
Амортизационные расходы Пример
ABC Corporation тратит 40 000 $, чтобы приобрести лицензия на такси, срок действия которой истекает и выставляется на аукцион через пять лет.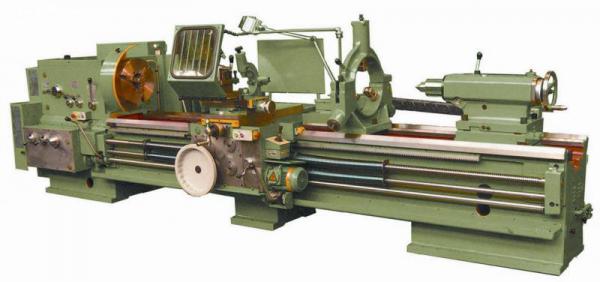 Это нематериальный актив, который должен амортизироваться в течение пяти лет до истечения срока его действия. Ежегодная запись в журнале представляет собой дебет в размере 8 000 долларов США на счете расходов по амортизации и кредит в размере 8 000 долларов США на накопленном счете амортизации.
Это нематериальный актив, который должен амортизироваться в течение пяти лет до истечения срока его действия. Ежегодная запись в журнале представляет собой дебет в размере 8 000 долларов США на счете расходов по амортизации и кредит в размере 8 000 долларов США на накопленном счете амортизации.
Ставка, по которой амортизация начисляется на расходы в этом примере, была бы увеличена, если бы дата аукциона должна была быть проведена на более раннюю дату, поскольку тогда срок полезного использования актива будет уменьшен.
Связанные курсы
Учет нематериальных активов
Учет основных средств
Как проводить аудит основных средств
.Амортизация нематериальных активов
– AccountingTools
Амортизация нематериальных активов включает последовательное снижение учтенной стоимости нематериального актива в течение прогнозируемого срока его службы. Амортизация относится к списанию актива в течение ожидаемого периода использования (срока полезного использования). Нематериальные активы не имеют физического вещества. Примерами нематериальных активов являются:
Нематериальные активы не имеют физического вещества. Примерами нематериальных активов являются:
Нематериальные активы обычно приобретаются у других компаний или учитываются в результате приобретения другой компании, и поэтому они гораздо реже регистрируются в учетных записях, чем материальные основные средства.Однако нематериальные активы, учитываемые как часть приобретений, часто имеют значительные размеры, поэтому метод амортизации и связанный с ними срок полезного использования могут оказать глубокое (и отрицательное) влияние на отчетную прибыль приобретающей компании. Приобретающая организация нередко переживает годы убытков, поскольку она постепенно списывает нематериальные активы, связанные с приобретением.
После начала амортизации она редко изменяется, если нет свидетельств того, что стоимость амортизируемого нематериального актива обесценилась.В этом случае происходит немедленное списание остаточной стоимости нематериального актива в сумме обесценения. На этом этапе вы должны оценить, изменился ли срок полезного использования актива, и изменить расчет амортизации для включения не только нового срока полезного использования, но и остаточной (уменьшенной) балансовой стоимости актива.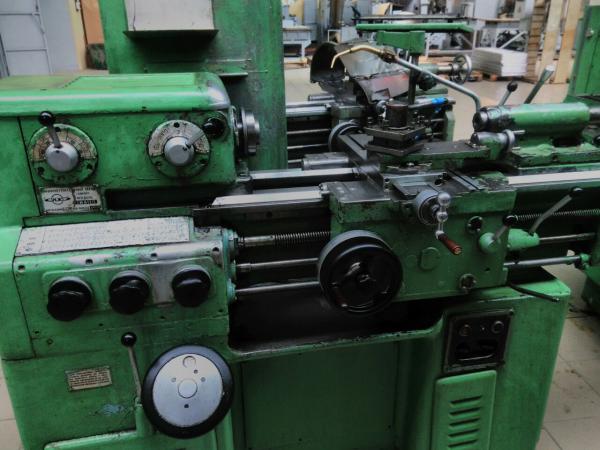 Эти изменения должны быть хорошо документированы, поскольку они будут проверяться аудиторами компании в рамках ежегодного аудита.
Эти изменения должны быть хорошо документированы, поскольку они будут проверяться аудиторами компании в рамках ежегодного аудита.
Например, ABC International приобретает другую компанию и в результате признает актив списка клиентов на сумму 1 000 000 долларов США.ABC решает амортизировать этот нематериальный актив в течение следующих пяти лет по ставке 200 000 долларов в год. По истечении одного года балансовая стоимость актива была уменьшена до 800 000 долларов, но теперь, по оценкам ABC, рыночная стоимость актива составляет всего 300 000 долларов, а оставшийся срок полезного использования – всего два года. Соответственно, ABC берет на себя обесценение в размере 500 000 долларов США, чтобы списать стоимость актива до 300 000 долларов США, а затем повторно устанавливает соответствующую амортизацию в размере 150 000 долларов США в каждый из следующих двух лет. По истечении этого времени актив в списке клиентов будет иметь нулевую балансовую стоимость в учетных записях ABC.
Связанные курсы
Учет нематериальных активов
Учет основных средств
Как проводить аудит основных средств
.
330.28.4 Оборудование металлообрабатывающее и станки \ КонсультантПлюс
330.28.4 | Оборудование металлообрабатывающее и станки |
330.28.41 | Оборудование металлообрабатывающее |
330.28.41.1 | Станки для обработки металлов лазером и станки аналогичного типа; обрабатывающие центры и станки аналогичного типа |
330. | Станки для обработки металла путем удаления материала с помощью лазера, ультразвука и аналогичным способом |
330.28.41.12 | Центры обрабатывающие, агрегатные станки и многопозиционные станки для обработки металлов |
330.28.41.12.110 | Центры металлообрабатывающие |
330.28.41.12.120 | Станки агрегатные металлообрабатывающие |
330.28.41.12.130 | Станки многофункциональные металлообрабатывающие |
330.28.41.2 | Станки токарные, расточные и фрезерные металлорежущие |
330.28.41.21 | Станки токарные металлорежущие |
330.28.41.21.110 | Станки токарные металлорежущие без числового программного управления |
330.28.41.21.120 | Станки токарные металлорежущие с числовым программным управлением |
330. | Станки сверлильные, расточные или фрезерные металлорежущие; гайконарезные и резьбонарезные металлорежущие станки, не включенные в другие группировки |
330.28.41.22.110 | Станки сверлильные металлорежущие |
330.28.41.22.120 | Станки расточные металлорежущие |
330.28.41.22.130 | Станки фрезерные металлорежущие |
330.28.41.22.140 | Станки гайконарезные и резьбонарезные металлорежущие, не включенные в другие группировки |
330.28.41.23 | Станки для снятия заусенцев, заточные, шлифовальные или станки для прочей доводки металлов |
330.28.41.23.110 | Станки для снятия заусенцев металлообрабатывающие |
330.28.41.23.120 | Станки заточные металлообрабатывающие |
330. | Станки шлифовальные металлообрабатывающие |
330.28.41.23.190 | Станки для прочих видов финишной обработки металлов |
330.28.41.24 | Станки продольно-строгальные, пильные, отрезные или станки для прочей резки металла |
330.28.41.24.110 | Станки продольно-строгальные металлообрабатывающие |
330.28.41.24.120 | Станки пильные металлообрабатывающие |
330.28.41.24.130 | Станки отрезные металлообрабатывающие |
330.28.41.24.140 | Станки зубообрабатывающие |
330.28.41.24.190 | Станки для прочих видов обработки металлов резанием |
330.28.41.3 | Станки металлообрабатывающие прочие |
330.28.41.31 | Машины гибочные, кромкогибочные и правильные для обработки металлов |
330. | Машины гибочные металлообрабатывающие |
330.28.41.31.120 | Машины кромкогибочные металлообрабатывающие |
330.28.41.31.130 | Машины правильные металлообрабатывающие |
330.28.41.32 | Ножницы механические, машины пробивные и вырубные для обработки металлов |
330.28.41.32.110 | Ножницы механические металлообрабатывающие |
330.28.41.32.120 | Машины пробивные металлообрабатывающие |
330.28.41.32.130 | Машины вырубные металлообрабатывающие |
330.28.41.33 | Машины ковочные или штамповочные и молоты; гидравлические прессы и прессы для обработки металлов, не включенные в другие группировки |
330.28.41.33.110 | Машины и молоты ковочные |
330. | Машины и молоты штамповочные |
330.28.41.33.130 | Прессы гидравлические |
330.28.41.33.190 | Прессы для обработки металлов, не включенные в другие группировки |
330.28.41.34 | Станки для обработки металлов, спеченных карбидов металла или металлокерамики без удаления материала, не включенные в другие группировки |
330.28.41.34.110 | Аддитивные установки синтеза на подложке |
(введено Изменением 8/2022 ОКОФ, утв. Приказом Росстандарта от 30.08.2022 N 835-ст) | |
330.28.41.34.120 | Аддитивные установки прямого подвода энергии и материала |
(введено Изменением 8/2022 ОКОФ, утв. Приказом Росстандарта от 30.08.2022 N 835-ст) | |
330.28.49 | Станки прочие |
330. | Станки для обработки камня, дерева и аналогичных твердых материалов |
330.28.49.11 | Станки для обработки камня, керамики, бетона или аналогичных минеральных материалов или для холодной обработки стекла |
330.28.49.11.110 | Станки для обработки камня, керамики, бетона или аналогичных минеральных материалов |
330.28.49.11.120 | Станки для холодной обработки стекла |
330.28.49.12 | Станки для обработки дерева, пробки, кости, твердой резины, твердых пластмасс или аналогичных твердых материалов; оборудование для нанесения гальванического покрытия |
330.28.49.12.110 | Станки деревообрабатывающие |
330.28.49.12.111 | Станки деревообрабатывающие круглопильные, ленточнопильные и лобзиковые |
330.28.49.12. | Станки деревообрабатывающие строгальные |
330.28.49.12.113 | Станки деревообрабатывающие фрезерные, шипорезные, шлифовальные и полировальные |
330.28.49.12.114 | Станки деревообрабатывающие сверлильные, пазовальные и долбежные |
330.28.49.12.115 | Станки деревообрабатывающие универсальные и комбинированные и бытовые |
330.28.49.12.116 | Станки деревообрабатывающие специализированные |
330.28.49.12.119 | Станки деревообрабатывающие прочие |
330.28.49.12.120 | Станки для обработки пробки, кости, твердой резины, твердых пластмасс или аналогичных твердых материалов |
330.28.49.12.130 | Оборудование для нанесения гальванического покрытия |
330.28.49.23.191 | Столы поворотные |
330. | Столы делительные |
330.28.49.23.193 | Плиты станочные магнитные |
 28.41.11
28.41.11 28.41.22
28.41.22 28.41.23.130
28.41.23.130
 28.41.33.120
28.41.33.120 28.49.1
28.49.1 112
112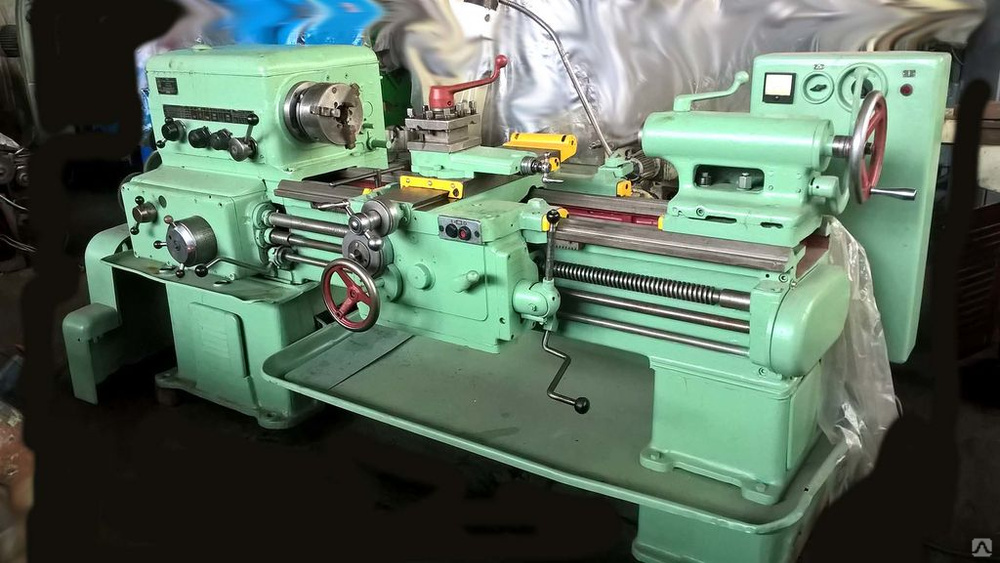 28.49.23.192
28.49.23.192Токарный станок Определение и значение | Dictionary.com
- Основные определения
- Викторина
- Связанный контент
- Примеры
- Британский
Показывает уровень оценки в зависимости от сложности слова.
[лейт]
/ leɪð /
Сохрани это слово!
См. синонимы для: lathe / lathed / lathing на сайте Thesaurus.com
Показывает уровень оценки в зависимости от сложности слова.
сущ.
станок для обработки дерева, металла и т. д., который удерживает материал и вращает его вокруг горизонтальной оси относительно инструмента, формирующего его.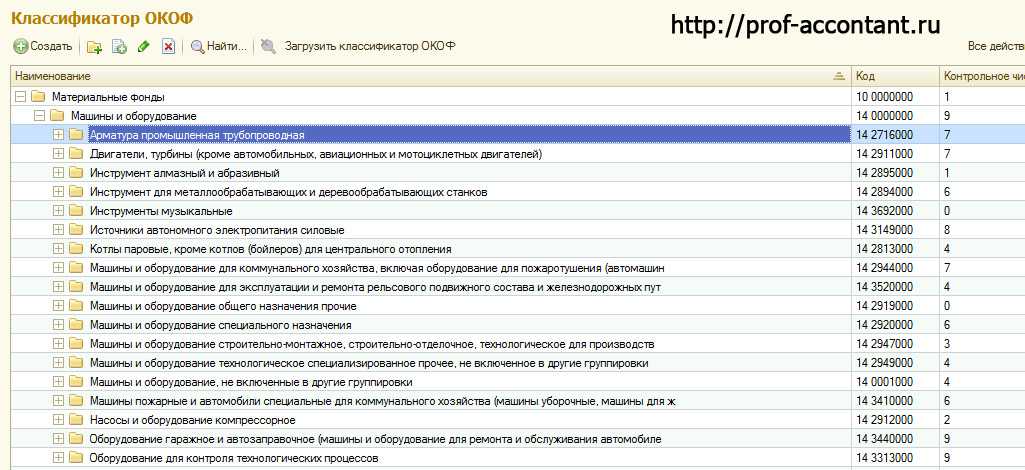
глагол (используется с дополнением), обрешетка, обрешетка.
для резки, придания формы или другой обработки на токарном станке.
ВИКТОРИНА
ВЫ ПРОЙДЕТЕ ЭТИ ГРАММАТИЧЕСКИЕ ВОПРОСЫ ИЛИ НАТЯНУТСЯ?
Плавно переходите к этим распространенным грамматическим ошибкам, которые ставят многих людей в тупик. Удачи!
Вопрос 1 из 7
Заполните пропуск: Я не могу понять, что _____ подарил мне этот подарок.
Происхождение токарного станка
1300–50; Среднеанглийский: рама, подставка, токарный станок; сравните древнескандинавское hlath stack (см. lade), датский -lad in væverlad weaver’s batten, savelad saw bench
СЛОВА, КОТОРЫЕ МОЖНО СПУТАТЬ С lathe
lath, latheСлова рядом lathe
поздний тип звезда, поздняя древесина, латекс, латексная краска, планка, токарный станок, пена, пена, лати, обрешетка, токарный молоток
Dictionary.com Unabridged
На основе Random House Unabridged Dictionary, © Random House, Inc.
Слова, относящиеся к токарному станку
минарет, шпиль, шпиль, колокольня, бур, дрель, шлифовальный станок, мельница, строгальный станок, пила, формовщик
Как использовать токарный станок в предложении
Творческое письмо в комнате 205 оттачивает мои литературные навыки, как токарный станок.
Моя учительница, принесшая волшебство в комнату 205|Сьюзен Джейн Гилман|20 июля 2009 г.|DAILY BEAST
На противоположной стороне переулка из токарного станка вылетают искры, когда молодой человек в защитных очках точит металл .
Стрельба из трущоб на песчаных улицах Мумбаи|Амитава Кумар|24 ноября 2008|DAILY BEAST
Рядом с тем местом, где стоял Дэвид Арден, стоял токарный станок, и под его ногами были стружка и осколки.
Мат|Джозеф Шеридан Ле Фаню
Если под рукой имеется наждачный круг, установленный в полировальную головку или токарный станок, это можно легко сделать.

Мальчик-механик, Книга 2|Разное
Владелец токарного станка по дереву или металлу может легко сконструировать инструмент, с помощью которого можно будет быстро поворачивать дюбеля любого размера.
Мальчик-механик, Книга 2|Разное
При отсутствии полного оснащения токарных станков любитель может сделать их дешево из кусков железной трубы.
Мальчик-механик, Книга 2|Разное
При необходимости шлифовальный станок легко помещается в центр токарного станка, а наждачную бумагу можно заменить в любое время.
Мальчик-механик, Книга 2|Разное
Определения слова lathe в Британском словаре (1 из 2)
lathe 1
/ (leɪð) /
сущ.
станок для придания формы, растачивания, торцовки или нарезания резьбы в металле, дереве и т. д., в котором заготовка вращается вокруг горизонтальной оси против неподвижной инструмент
глагол
(tr) для придания формы, растачивания или нарезания резьбы в или на (заготовке) на токарном станке
Слово Происхождение слова токарный станок
, возможно, планка C15 опора скандинавского происхождения; сравните древнедатский lad lathe, древнеанглийский hlæd heap
Британские определения словаря для токарного станка (2 из 2)
Токарный станок 2
/ (leɪð) /
Существительное
Британская история. English læth District
English læth District
Collins English Dictionary – Complete & Unabridged 2012 Digital Edition © William Collins Sons & Co. Ltd., 1979, 1986 © HarperCollins Издательство 1998, 2000, 2003, 2005, 2006, 2007, 2009 гг., 2012
Введение – Mini-lathe.com
Если вы не знакомы с металлообрабатывающими станками и токарными работами, эта страница поможет вам понять некоторые основные концепции, терминологию и возможности. По сути, токарный станок, будь то деревообработка или металлообработка, вращает цилиндрическую заготовку вдоль своей оси и удаляет материал из заготовки, чтобы придать ей определенную форму.
На токарном станке по дереву режущие инструменты обычно прижимают к опоре и вручную перемещают туда-сюда и вперед-назад по поверхности изделия, придавая им форму, например ножку стола.
На токарных станках по металлу режущие инструменты жестко удерживаются в резцедержателе, установленном на подвижной платформе, называемой кареткой. Инструмент перемещается внутрь и наружу с помощью маховиков и вперед и назад либо путем вращения маховика, либо под действием тока от токарного станка. В результате материал может быть удален с заготовки под очень точным контролем для получения действительно прецизионных форм.
В результате материал может быть удален с заготовки под очень точным контролем для получения действительно прецизионных форм.
Типичная размерная точность составляет одну тысячную долю дюйма (0,001″) или одну десятую миллиметра. Из-за присущей токарному станку вращательной природы подавляющее большинство производимых на нем работ имеют в основном цилиндрическую форму. Несмотря на это, токарный станок является чрезвычайно универсальной машиной, способной производить удивительное разнообразие предметов, используемых в основном в качестве составных частей механических систем.
Изучив базовую терминологию токарного станка, ознакомьтесь с дополнительными сведениями на страницах возможностей и функций.
Терминология
Чтобы получить хорошее представление о токарном станке, вам необходимо знать названия различных компонентов, как показано ниже.
Каретка, в обведенной области, состоит из фартука, вертикальной отливки, на которой установлен маховик каретки, и седла (не показан), Н-образной отливки, которая перемещается по направляющим, к которым крепится фартук .
Размеры токарного станка
При сравнении размеров и рабочих мощностей токарных станков по металлу необходимо учитывать несколько основных размеров:
Диаметр поворота заготовки: 9018 на шпиндель, не задевая станину. Это первое из двух чисел, используемых для описания размера токарного станка по металлу. В случае токарных станков 7×10 или 7×12 это 7″.
Расстояние между центрами: Самая длинная деталь, удерживаемая между центром передней бабки и центром задней бабки. (дополнительную информацию см. в глоссарии ниже). Это второе из двух чисел, используемых для описания размера станка. Исходя из этого, можно ожидать, что 7×10 вместит 10 дюймов между центрами, 7×12 — 12 дюймов и 7×14 — 14 дюймов. На самом деле, из-за желаемого маркетинга, 7×10 на самом деле всего лишь 7×8. 7×12 и 7×14 — это то, что вы от них ожидаете.
Поворот над кареткой: Диаметр наибольшей заготовки, которая может вращаться над кареткой, не задев ее. На токарных станках 7x это около 4″
На токарных станках 7x это около 4″
Диаметр сквозного отверстия шпинделя: Диаметр отверстия, проходящего через шпиндель. На токарных станках 7x (или на любом токарном станке со шпинделем с конусом Морзе № 3) он составляет около 3/4″. При обработке относительно длинной заготовки свободный конец заготовки может проходить через шпиндель, если его диаметр не больше диаметра сквозного отверстия.
Вот таблица, суммирующая некоторые размеры для 7×12 и 9×20 токарный станок:
| 7×12 | 9×20 | |
|---|---|---|
| Качели над кроватью | 7″ | 9″ |
| Расстояние между центрами | 12″ | 20″ |
| Поворотная тележка | 4″ | 5″ |
| Конус шпинделя | #3МТ | #3МТ |
| Диаметр сквозного отверстия шпинделя | 3/4″ | 3/4″ |
| Конус задней бабки | #2МТ | #2МТ |
Глоссарий терминов для токарных и фрезерных станков
Фартук: Передняя часть узла каретки, на которой установлен маховик каретки.
Станина: Основная опорная отливка по всей длине станка.
Между центрами: 1. Способ удержания заготовки путем установки ее между центром шпинделя передней бабки и центром шпинделя задней бабки (см. Центр). Заготовка захватывается и приводится в движение собакой.
2. Размер, представляющий максимальную длину заготовки, которую можно обточить между центрами. Токарный станок 7 × 10 имеет расстояние 10 дюймов между центрами; у токарного станка 7 × 12 расстояние между центрами составляет 12 дюймов. Поскольку чем дольше, тем лучше, производители токарных станков иногда завышают это число.
Сверло: Заостренный режущий инструмент, такой как сверло или токарное сверло, используемый для удаления металла или другого материала с заготовки.
Твердый сплав: Чрезвычайно твердый, термостойкий и износостойкий материал, используемый для изготовления режущих инструментов. В контексте станков обычно относится к карбиду вольфрама. Несмотря на то, что он очень твердый, он хрупкий и может трескаться при ударе.
Несмотря на то, что он очень твердый, он хрупкий и может трескаться при ударе.
Каретка: Узел, который перемещает резцедержатель и режущий инструмент по направляющим.
Маховик каретки: Колесо с рукояткой, используемое для перемещения каретки вручную с помощью реечной передачи.
Замок каретки: Механизм для фиксации каретки на направляющих, чтобы седло не перемещалось по направляющим во время операций торцевания. Стандартная функция для большинства больших токарных станков, но не для мини-токарных станков. Хотя легко добавить.
Литье: Металлический компонент, которому придают определенную форму путем заливки расплавленного металла в полую форму желаемой формы. После того, как металл остынет и затвердеет, фасонную отливку извлекают из формы и удаляют лишний металл, известный как оплавление.
Форма обычно изготавливается из специальной смеси песка и вяжущего и делится на две половины, которые отделяются для удаления готовой отливки. Может также относиться к процессу изготовления отливки.
Может также относиться к процессу изготовления отливки.
Процесс литья используется для изготовления большинства крупных металлических компонентов станков. Необработанные отлитые компоненты обрабатываются станками для формирования прецизионных сопряженных поверхностей, таких как направляющие токарного станка или стол фрезерного станка.
Центр: Прецизионно отшлифованный конический цилиндр с заостренным концом под углом 60° и стержнем с конусом Морзе. Удерживается в задней бабке токарного станка для поддержки конца длинной заготовки. Может также использоваться в шпинделе передней бабки для поддержки работы между центрами на обоих концах. Также процесс точного позиционирования заготовки на одной линии с дрелью или фрезой.
Подвижный центр — это центр со встроенными подшипниками для уменьшения трения; мертвая точка не имеет подшипников, поэтому наконечник необходимо смазывать, чтобы центр и заготовка не перегревались из-за трения.
В качестве глагола — Точно расположить заготовку так, чтобы центр заготовки или центр элемента, такого как отверстие, был концентричен с осевой линией токарного станка или шпинделем фрезерного станка. Может также применяться для центрирования поворотного стола или другого приспособления, удерживающего заготовку, концентрично со шпинделем фрезерного станка.
Может также применяться для центрирования поворотного стола или другого приспособления, удерживающего заготовку, концентрично со шпинделем фрезерного станка.
Центровочное сверло: 1. Короткое укороченное сверло, используемое для формирования направляющего отверстия для сверления и неглубокого потайного отверстия для крепления конца заготовки к центру.
2. Процесс сверления заготовки центрирующим сверлом
Осевая линия: Воображаемая линия, проходящая от центра шпинделя через центр ползуна задней бабки и представляющая собой центральную ось токарного станка, вокруг которой вращается заготовка.
Патрон: Зажимное устройство для закрепления заготовки на токарном станке или для удержания сверла в задней бабке. Сверлильные патроны иногда называют патронами Jacobs Chucks, торговой маркой, которая популяризировала этот тип патронов.
Соединение: Подвижная платформа, на которой крепится инструментальный пост; можно установить под углом к заготовке. Также известен как составной слайд и составной отдых.
Также известен как составной слайд и составной отдых.
Составной маховик: Колесо с ручкой, используемое для перемещения составного ползуна внутрь и наружу. Также известен как комбикорм.
Зенковка: 1. Для сверления неглубокого плоскодонного отверстия, немного большего размера и концентрического с ранее просверленным отверстием, чтобы головка винта могла быть утоплена под поверхностью заготовки. С помощью специальной зенковки или концевой фрезы просверливают отверстие так, чтобы дно было ровным.
2. Отверстие, просверленное этим процессом.
Зенковка: 1. Для формирования неглубокого конусообразного отверстия вокруг просверленного отверстия меньшего диаметра. Зенковка часто используется, чтобы головка винта с плоской головкой была на одном уровне или немного ниже поверхности, в которой используется винт.
2. Режущий инструмент, похожий на сверло, с конусообразным наконечником, используемый для прорезания зенкерного отверстия. Часто сочетается с коротким наконечником сверла как «комбинированное сверло и зенкер» или центрирующее сверло.
Часто сочетается с коротким наконечником сверла как «комбинированное сверло и зенкер» или центрирующее сверло.
Поперечная подача: Маховик или кривошип, который перемещает поперечные салазки за счет вращения винта. Также действие по перемещению поперечного суппорта с помощью маховика поперечной подачи.
Поперечный суппорт: Платформа, которая перемещается перпендикулярно оси станка под управлением маховика поперечного суппорта.
Маховик для поперечных салазок: Колесо с рукояткой, используемое для перемещения поперечных салазок внутрь и наружу. Также известен как поперечная подача.
Режущий инструмент: Инструмент для резки или удаления металла или другого материала. Может относиться к любому типу режущего инструмента, такого как сверло, развертка или токарное долото. Токарное долото обычно имеет квадратное сечение с заостренным концом на одном конце. Он изготовлен из очень твердого и термостойкого материала, такого как быстрорежущая сталь или разновидность карбида.
Мертвая точка: Токарный центр, изготовленный из цельного куска стали без подшипников, обычно используемый для поддержки конца задней бабки относительно длинной гибкой заготовки. Поскольку подшипников нет, наконечник необходимо хорошо смазать, чтобы он не нагревался из-за трения. См. также: Живой центр.
Собака: Также известна как Токарная собака или Dogleg. Г-образный переходник, обычно изготовленный из чугуна, с отверстием для заготовки и стопорным винтом для фиксации заготовки. Используется для зажима заготовки и приложения к ней вращательного усилия, когда заготовка установлена между центрами вместе с планшайбой.
Собачка входит в отверстие в планшайбе для приложения усилия к заготовке. Используется вместо патрона, особенно в работе до 1940-х годов, и/или при нарезании конусов путем смещения задней бабки.
Ласточкин хвост или направляющая типа «ласточкин хвост»: Поверхность скольжения между двумя близко подходящими компонентами на станке, таком как поперечная направляющая токарного станка. Ласточкин хвост гарантирует, что два компонента могут двигаться точно линейно с очень небольшим движением из стороны в сторону.
Ласточкин хвост гарантирует, что два компонента могут двигаться точно линейно с очень небольшим движением из стороны в сторону.
Назван так потому, что при виде с торца он похож на форму голубиного хвоста. Также распространенный тип соединения, используемый в деревообработке и названный так по той же причине.
Лицевая пластина: Металлическая пластина с плоской поверхностью, которая устанавливается на шпиндель токарного станка для удержания деталей неправильной формы.
Облицовка: Токарная операция, при которой металл удаляется с конца заготовки для создания гладкой перпендикулярной поверхности или грани. Режущий инструмент перемещается по направляющим, поворачивая маховик с поперечными салазками, также известный как поперечная подача.
Штифт: Отрезок из стали или латуни с ромбовидным поперечным сечением, который входит в зацепление с одной стороной ласточкина хвоста и может регулироваться с помощью винтов для устранения любого провисания в ползунке ласточкина хвоста. Используется для регулировки ласточкиного хвоста для оптимальной герметичности и компенсации износа.
Используется для регулировки ласточкиного хвоста для оптимальной герметичности и компенсации износа.
Полугайка или полугайка: Гайка, состоящая из двух половинок, которые зажимают ходовой винт под управлением рычага полугайки для перемещения каретки под действием силы, приводимой от ходового винта. Полугайка обычно имеет длину 6-10 полных витков резьбы для распределения движущей силы по большей площади.
Полугайка: Рычаг Рычаг для сцепления каретки с ходовым винтом для перемещения каретки под действием силы.
Маховик: Колесо, поворачиваемое вручную для перемещения компонента токарного станка или другого станка. Часто будет иметь ручку, отходящую от передней поверхности. Рукоятка облегчает быстрое вращение маховика.
Высота: Расстояние между вершиной шпинделя (или патрона) и столом фрезерного станка или сверлильного станка.
Передняя бабка: Основная отливка установлена на левом конце станины, в которой установлен шпиндель. В нем находятся шестерни переключения скорости вращения шпинделя.
В нем находятся шестерни переключения скорости вращения шпинделя.
Быстрорежущая сталь (HSS): Сплав стали, используемый для режущих инструментов, таких как токарные долота и сверла. HSS обладает высокой устойчивостью к потере твердости из-за нагрева от трения. При использовании для токарных станков заготовка из быстрорежущей стали шлифуется до нужной формы на настольном шлифовальном станке.
Прерванное резание: Операция резания на токарном или фрезерном станке, при которой поверхность, вдоль которой движется режущий инструмент, имеет зазоры или отверстия. Таким образом, режущее действие инструмента «прерывается» каждый раз, когда он проходит через такое отверстие.
Из-за вибрации, вызванной этим процессом, необходимо соблюдать особую осторожность, чтобы убедиться, что режущий инструмент и заготовка надежно закреплены, чтобы они не болтались. На фрезерном станке головка должна быть надежно зафиксирована, чтобы она не соскальзывала.
Патрон Jacobs: Стандартный сверлильный патрон, в котором используется внешнее кольцо с зубчатым зацеплением и шпонка патрона, которая входит в зацепление с кольцом с зубчатым зацеплением, чтобы очень плотно удерживать сверло. До появления «бесключевых» патронов они повсеместно использовались на ручных дрелях и сверлильных станках. Jacobs — торговая марка, которая часто используется как общее название для патронов этого типа.
Конус Jacobs: Одна из нескольких стандартных спецификаций для конических хвостовиков инструментов. Конические валы на инструментах входят в зацепление с соответствующим конусом в токарном станке, сверлильном станке, шпинделе фрезерного станка или на поворотном столе или подобных инструментах.
Конусы прецизионно обработаны, и при правильном сопряжении и отсутствии масла и песка инструмент плотно и соосно удерживает шпиндель станка. После сопряжения инструменты, удерживаемые конусом, необходимо удалить, высвободив их, вбивая мягкий стержень с задней части инструмента с помощью молотка или винта для приложения усилия.
Ходовой винт: Прецизионный винт, проходящий по всей длине станины. Используется для привода каретки под действием силы при точении и нарезании резьбы. Меньшие ходовые винты используются внутри поперечного суппорта и компаунда для точного перемещения этих частей.
Промышленные токарные станки имеют отдельный привод для механической подачи и резервный ходовой винт для нарезания резьбы, чтобы уменьшить ненужный износ ходового винта.
Подвижный центр: Токарный центр со встроенными шарикоподшипниками, которые позволяют наконечнику вращаться независимо от конического конца, чтобы уменьшить трение при использовании центра для поддержки конца заготовки. См. Мертвая точка.
Длинный конус: Конус, вырезанный на токарном станке, который обычно слишком длинный, чтобы его можно было вырезать из-за смещения компаунда. На многих токарных станках задняя бабка состоит из двух компонентов, верхняя часть которых может быть смещена относительно оси станка.
Заготовка просверлена по центру на обоих концах и поддерживается между центрами с помощью собачки для перемещения заготовки. Задняя бабка смещена на нужный угол конусности. При перемещении каретки по направляющим режущий инструмент остается параллельным оси токарного станка, но заготовка обрезается по конусу, поскольку он смещен.
Токарные станки промышленного класса иногда имеют конусную насадку, позволяющую нарезать длинные конусы без смещения задней бабки. По мере того, как каретка перемещается по направляющим, конусное приспособление перемещает поперечные салазки внутрь или наружу с постоянной скоростью, что приводит к конусообразному разрезу.
Станок: Станок, такой как токарный станок, сверлильный станок или фрезерный станок, предназначенный для придания формы металлу и другим материалам с высокой степенью точности. Типичная размерная точность составляет порядка тысячных долей дюйма или сотых долей миллиметра. Станки могут варьироваться от размера настольного компьютера до огромных машин весом в несколько тонн, используемых для промышленных работ.
Механическая обработка: Процесс придания формы металлу или другому материалу с использованием станков, таких как токарный станок или фрезерный станок. Большинство операций механической обработки, таких как сверление или токарная обработка, отрезают лишний материал, оставляя желаемую форму и размеры.
Конус Морзе: Конус определенных размеров, используемый для сопряжения соответствующих охватываемых и охватывающих частей таким образом, чтобы они плотно и концентрически сцеплялись друг с другом. Конусы бывают разных размеров, например № 0, № 1, № 2, № 3 и т. д., причем большее число соответствует большему размеру. Шпиндель мини-токарного станка имеет конус Морзе № 3, а цилиндр задней бабки имеет конус Морзе № 2.
Пилотное отверстие: Неглубокое отверстие, обычно конусообразное, просверливаемое в качестве начального отверстия перед тем, как просверлить более глубокое отверстие. Направляющее отверстие помогает гарантировать, что сверло входит в материал в нужном месте и не смещается и не смещается, когда долото начинает врезаться в просверливаемый материал.
Перо: Часть сверлильного станка, фрезерного станка, задней бабки токарного станка или другого станка, которая выдвигается и втягивается в часть станка под управлением ручного рычага или маховика. Как правило, пиноль имеет стандартный конус для удержания патрона или другого приспособления для крепления инструмента.
Конус R8: Стандартный конус, наиболее часто используемый для отверстия шпинделя и инструментальных хвостовиков фрезерных станков среднего размера. Конические хвостовики обеспечивают точную концентричность станков со шпинделем и противостоят боковым силам, возникающим при фрезеровании.
Конусы R8 считаются «саморазъединяющимися», т.е. для их отрыва от шпинделя при смене инструмента требуется небольшое усилие или вообще не требуется никакого усилия.
Рейка и шестерня: Зубчатая передача для перемещения линейной передачи (рейки) путем поворота круглой шестерни (шестерни). Используется для преобразования вращательного движения, обычно маховика, в управляемое линейное движение. Типичным примером является механизм фокусировки микроскопа.
Типичным примером является механизм фокусировки микроскопа.
Седло: Отливка, часто имеющая форму буквы «Н», если смотреть сверху, которая едет по дорогам. Наряду с фартуком он является одним из двух основных узлов, из которых состоит вагон.
Короткий конус: Конус, вырезанный на токарном станке, достаточно короткий по длине, чтобы его можно было обрезать, сместив компаунд под желаемым углом конуса.
Уступ: Точка, в которой заготовка резко меняется от одного диаметра к другому.
Шпиндель: Главный вращающийся вал, на котором установлен патрон или другое удерживающее устройство. Он установлен в прецизионных подшипниках и проходит через переднюю бабку. В более общем смысле основная вращающаяся часть станка.
Сквозное отверстие шпинделя: Размер, указывающий минимальный диаметр отверстия, проходящего через шпиндель. Заготовка меньшего диаметра может проходить через шпиндель, что облегчает работу с длинными заготовками.
На токарном станке это 3/4″, но его можно безопасно развернуть до 13/16″. Обратите внимание, что рядом с передней частью шпинделя отверстие сужается для удержания конического инструмента и больше 3/4″, если смотреть на шпиндель.
В наличии: 1. Кусок металла или другого материала, обрабатываемый на токарном станке
2. Исходный материал, такой как металлический стержень, который будет обрезан до рабочего размера и обработан на станке
Поворот: Размер, соответствующий наибольшему диаметру обрабатываемой детали на токарном станке. может вращаться. Все мини-токарные станки 7×10, 7×12 и 7×14 имеют 7-дюймовый поворот, а это означает, что максимальный размер обрабатываемой детали, которая может вращаться без удара о станину, составляет 7 дюймов в диаметре.
Связанный размер, Поворот над кареткой или Поворот над поперечными салазками, представляет собой заготовку максимального диаметра, которая может вращаться на поперечных салазках. Это около 4 дюймов на токарных станках 7x, поэтому любая заготовка длиннее примерно 3 дюймов не может быть больше 4 дюймов в диаметре.
Это около 4 дюймов на токарных станках 7x, поэтому любая заготовка длиннее примерно 3 дюймов не может быть больше 4 дюймов в диаметре.
Задняя бабка: Чугунный узел на правом конце токарного станка, который может скользить по направляющим и фиксироваться на месте. Используется для удержания длинных изделий на месте или для установки сверлильного патрона для сверления в конце изделия.
Маховик задней бабки: Колесо с ручкой, используемое для перемещения штока задней бабки внутрь и наружу отливки задней бабки.
Поршень задней бабки: Поршневой вал, который можно перемещать внутрь и наружу задней бабки, поворачивая маховик задней бабки. Также известен как перо. Имеет коническое внутреннее отверстие для хвостовика с конусом Морзе.
Вал или плунжер выдвигается или отводится вращением маховика задней бабки, расположенного на правом конце задней бабки. Шток обычно имеет маркировку в дюймах и/или миллиметрах и может быть заблокирован в определенной точке с помощью стопорного рычага.
Конусность: 1. Равномерное постепенное изменение диаметра заготовки.
2. Процесс резки заготовки для получения конического диаметра.
3. Конусная часть заготовки, вырезанная на токарном станке.
4. Конусный конец инструмента или шпинделя, соответствующий стандартному шаблону, такому как конус Морзе, конус Джейкобса или конус R8.
Сквозное отверстие: Отверстие, проходящее через шпиндель. Стержни меньшего диаметра, чем сквозное отверстие, могут проходить через отверстие, что позволяет обрабатывать концы стержня, которые в противном случае были бы слишком длинными для токарного станка.
Инструмент: Режущий инструмент, используемый для удаления металла с заготовки; обычно изготавливаются из быстрорежущей стали или карбида.
Заготовка для инструмента: Кусок быстрорежущей стали, из которого на настольном шлифовальном станке затачивают режущий инструмент. Обычно квадрат 5/16 дюйма на длину 2 1/2 дюйма для использования на мини-токарном станке.