Токарный станок от 4 – Станок ОТ-4. Такие вообще бывают? – Промышленные станки
alexxlab | 27.10.2019 | 0 | Токарный
Оценить токарный ОТ-4(аналог 1П611) – На опознание
Вынужден продолжить тему…… сегодня забрал станок себе. Прямо на месте сняли редуктор с электродвигателем, дабы найти причину сломанного рычага переключения скоростей. Вскрытие показало несколько “слизанных начисто” шестерёнок. Завтра при наличии времени попробую с ними разобраться и буду заказывать новые…. (ещё нужно найти где можно заказать). Притом на одной из шестерен уцелело всего два зуба. Понимаю, что скорее всего переключали скоростя без остановки. Но и шестерни слабоватые видимо. Видел последствия небрежного обращения на 1А616, так там только края шестерён сплющенные, а здесь начисто слизало. Постараюсь сфотографировать – отчитаюсь.
Кроме того проблематика в поперечнй подаче – ну уж очень туго идёт и кусок пластины из под ласточкиного хвоста торчит. Непонятно что и как регулировали шаловливые ручки. Надеюсь что разборка, чистка всё исправят.
Болты в резцедержке выкрутить не удастся – расплющенные в пирамидку. Тут думаю болгарка поможет и однозначно новые болты, только посоветуйте, какие лучше – под внутренний шестигранник или наружный квадрат?
Осмотрел ящички с принадлежностями:
Я так понимаю, это сменные шестерни в гитару и цанги. Только непонятно куда и как эти цанги вкручиваются….. вот бы где посмотреть.
Есть в комплекте и планшайба с тремя зажимчиками – с ней всё ясно, но неясно что это?
– поводковый патрон? ( подозреваю, что вкручивается вместо трёхкулачкового а в средину КМ и специальный поводок на заготовку, который упрётся в пазы этого патрона. Так ли это?
Но вот это для меня оказалось наибольшей загадкой: Как будто огромная лапка от швейной машинки 🙂 может это и не от токарного станка вовсе?
www.chipmaker.ru
ОТ-5 Станок токарно-винторезный повышенной точности облегченный схемы, описание, характеристики
Сведения о производителе токарно-винторезного станка ОТ-5
Производителями токарно-винторезного станка ОТ-5 были Одесский станкостроительный завод и Кироваканский завод прецизионных станков г. Кировокан – Ванадзор
.В настоящее время выпуск станков прекращен.
Станки, выпускаемые Одесским станкостроительным заводом
ОТ-5 токарно-винторезный станок облегченный повышенной точности. Назначение, область применения
Облегченный токарный станок ОТ-5 спроектирован на базе токарного станка 16Б05П и может применяться в передвижных ремонтных мастерских.
Токарный станок ОТ-5 предназначен для выполнения различных токарных работ высокой точности, выполняемых в центрах, цанге, патроне и планшайбе, а также для нарезания метрических, дюймовых и модульных резьб.
Станок обеспечивает качество обрабатываемой поверхности и точность работы (точность размеров, геометрических форм) высокого класса.
Станок предназначен для использования в климатических условиях — У.4.1. по ГОСТ 15150—69
Основные конструктивные особенности
- Установка вариатора на специальной плите, не имеющей контакта с тумбой, а также независимая подвеска фартука станка обеспечивают снижение уровня вибрации при обработке и повышают качество обрабатываемой поверхности.
- Коробка подач обеспечивает возможность нарезания большого количества метрических, модульных резьб и получения широкого диапазона продольных и поперечных подач без смены шестерен гитары. Шпиндель установлен в оригинальных радиальных и упорных гидростатических подшипниках, что в сочетании с жесткой конструкцией станка позволяет производить уникальную по точности токарную обработку.
В автоматическую линию не встраивается.
Класс точности П по ГОСТ 8—82Е.
Разработчик — Одесское СКБ специальных станков.
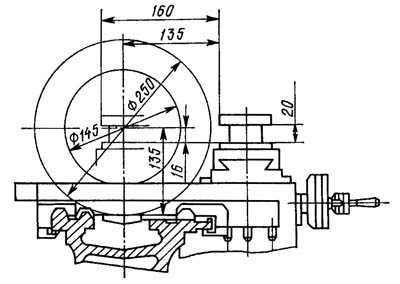
ОТ-5 Габаритные размеры рабочего пространства токарно-винторезного станка
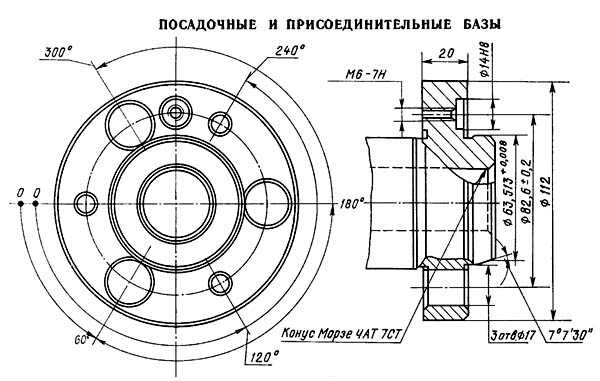
ОТ-5 Посадочные и присоединительные базы токарно-винторезного станка
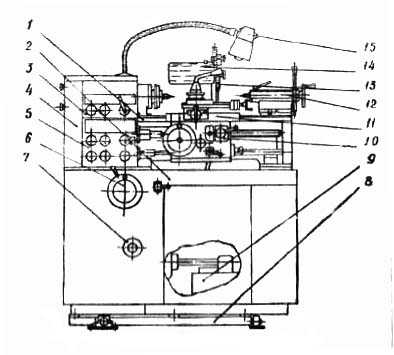
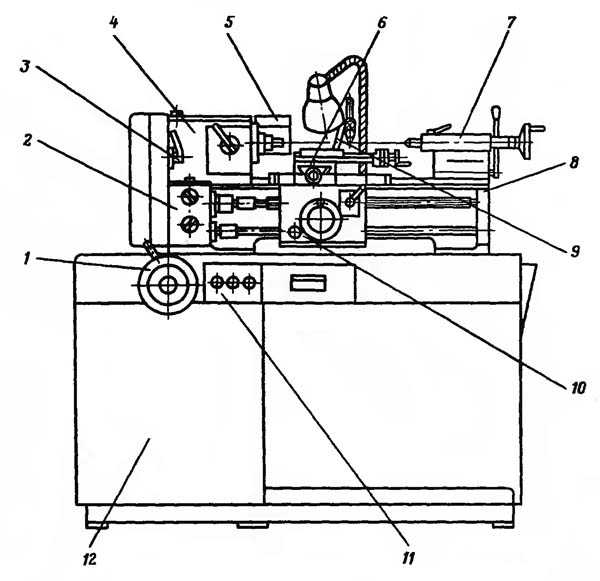
ОТ-5 Общий вид токарно-винторезного станка


ОТ-5 Расположение составных частей токарно-винторезного станка
Перечень составных частей токарно-винторезного станка ОТ-5
- Станина – 16Б05П.111.000
- Тумба – ОТ-5.121.000
- Бабка передняя – ОТ-5.221.000
- Гитара – 16Б05П.311.000
- Коробка подач – 16Б05П.321.000
- Вариатор – 16Б05П.211.000
- Переключатель – ОТ-5.821.000
- Рама – ОТ-5.131.000
- Агрегат смазочный – 16Б04П.411.000
- Фартук – 16Б04П.331.000
- Суппорт – 16Б05П.341.000
- Бабка задняя – ОТ-5.231.000
- Охлаждение – ОТ-5.511.000
- Ограждение – ОТ-5.611.000
- Электрооборудование – ОТ-5.811.000
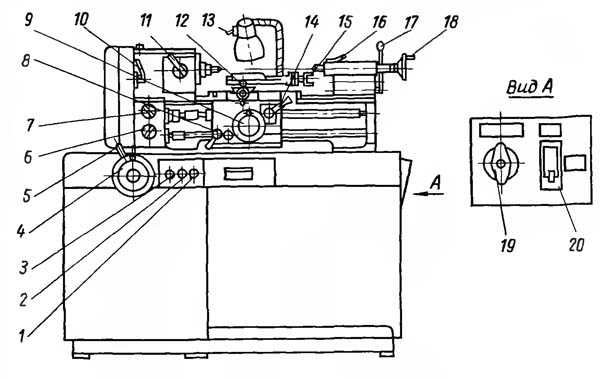
ОТ-5 Расположение органов управления токарно-винторезным станком
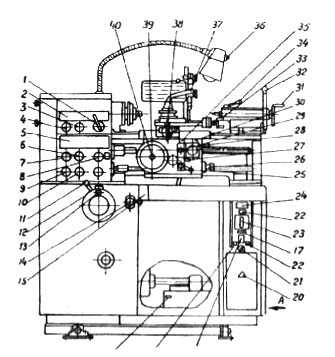
Перечень органов управления токарно-винторезным станком ОТ-5
- 1. Рукоятка перебора скоростей
- 2. Рукоятка звена увеличения шага резьбы
- 3. Рукоятка реверса привода подачи
- 6. Рукоятка переключения подач и резьб
- 7. Рукоятка переключения подач и резьб
- 8. Рукоятка включения ходового винта или ходового валика
- 9. Рукоятка переключения подач и резьб
- 10. Рукоятка переключения подач и резьб
- 11. Рукоятка переключения скоростей вариатора
- 13. Маховичок изменения чисел оборотов шпинделя
- 14. Рукоятка управления вращением шпинделя
- 21. Выключатель охлаждения
- 23. Вводной автомат
- 25. Рукоятка включения предохранительного устройства фартука
- 26. Маховичок настройки величины тягового усилия
- 28. Рукоятка включения маточной гайки
- 29. Кнопка переключения продольной и поперечной подачи суппорта
- 31. Маховичок перемещения пиноли задней бабки
- 32. Рукоятка зажима задней бабки
- 33. Рукоятка перемещения верхней каретки
- 34. Рукоятка зажима пиноли задней бабки
- 36. Выключатель освещения
- 37. Рукоятка зажима резцедержателя
- 38. Рукоятка ручного поперечного перемещения
- 39. Маховичок ручного продольного перемещения
- 40. Кнопка включения маховичка и лимба продольной подачи
ОТ-5 Кинематическая схема токарно-винторезного станка
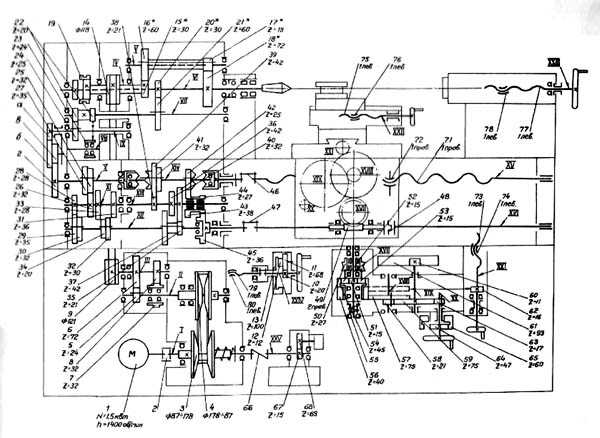
Схема кинематическая токарно-винторезного станка ОТ-5. Скачать в увеличенном масштабе
Кинематическая схема станка позволяет осуществлять следующие операции:
- главное движение — вращение шпинделя
- движение подачи — перемещение резца
- вращение насоса смазки
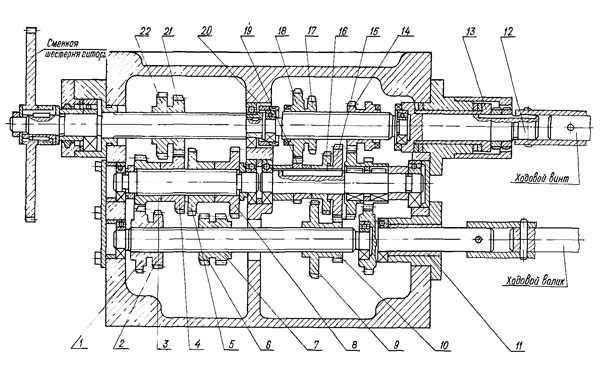
ОТ-5 Вариатор токарно-винторезного станка
Вариатор (бесступенчатая коробка скоростей)
Вариатор состоит из собственно вариатора и двухступенчатой коробки скоростей (коробки переключения диапазонов).
Первый (ведущий) вал 2 вариатора приводится во вращение фланцевым электродвигателем через зубчатую полумуфту. Вторая половина муфты выполнена заодно с валом 2, на котором установлены неподвижный (в осевом направлении) диск 4 и подпружиненный скользящий диск 3, образующие ведущий шкив вариатора. От этого шкива вращение посредством широкого клинового ремня передается валу 7 через ведомый шкив вариатора, состоящий из неподвижного диска 5 и управляемого скользящего диска 6.
Кроме ведомого шкива, на валу 7 расположены зубчатые колеса 8 и 9. Зубчатое колесо 9 снабжено наружным и внутренним зубчатым венцом полумуфтой. Зубчатое колесо 8, перемещаясь по шлицам вдоль вала 7, переключает диапазоны скоростей выходного вала вариатора. На этом валу посажен ведущий шкив клиноременной передачи, связывающей вариатор с передней бабкой. Для натяжения передачи корпус 11 коробки скоростей вариатора может поворачиваться на стакане 10, закрепленном на корпусе 1 вариатора. Поворот корпуса 11 производится при помощи стяжной гайки 21, после чего корпус закрепляется винтами на стакане 10.
Механизм управления вариатором и коробкой скоростей расположен сверху на корпусе вариатора. Маховичок 12 управляет перемещением скользящего диска 6, рукоятка 16 служит для переключения шестерен в коробке скоростей. Планетарная передача 20—19—18—17 связывает маховичок 12 с диском 13, на котором установлено кольцо 14 с лимбом 15. На лимбе нанесены две шкалы скорости вращения шпинделя, одна — для прямого включения шпинделя, вторая — для включения шпинделя через перебор.
Для отсчета показаний шкал служат две пары указательных штрихов, нанесенных на прозрачном щитке, расположенном над лимбом. При переключении скоростей вариатора щиток перемещается вместе с рукояткой 16. Для отсчета следует пользоваться той парой указательных штрихов, которая в данный момент находится в верхнем положении.
ОТ-5 Шпиндельная бабка токарно-винторезного станка
В корпусе передней бабки собраны:
- шпиндель
- перебор
- привод резьб и подач с трензелем
- механизм управления
Приемный шкив 8 передней бабки установлен на втулке 11, соосной со шпинделем 4. Слева от шкива расположена муфта 10 прямого включения шпинделя, справа — зубчатые колеса перебора 2, 6, 7,11.
Шпиндель станка вращается в прецизионных подшипниках качения.
В передней опоре шпинделя установлены роликовый двухрядный подшипник и два шариковых радиально-упорных, в задней — шариковый радиальный подшипник.
Задняя опора шпинделя и левая опора втулки 11 шкива 8 расположены в стакане 9. При замене приводных ремней этот стакан нужно снимать.
Передаточное отношение перебора передней бабки равно 1/8 Управление перебором 6, 7 и муфтой 10 прямого включения осуществляется одной рукояткой. Рядом с шестерней перебора 11 на шпинделе 4 расположено зубчатое колесо 3 привода резьб и подач. Зубчатое колесо 1, расположенное на первом валу 12 привода резьб и подач, может соединяться либо с зубчатым колесом перебора 11, либо с зубчатым колесом 3, сидящим на шпинделе. Это дает возможность при включенном переборе получить увеличение шага резьб
Изменение направления подачи
или нарезаемой резьбы осуществляется трензелем, состоящим из двойного зубчатого колеса 13, скользящего зубчатого колеса 15 и паразитного колеса 16. Колеса 15 посажено на шлицы выходного вала 14, на конец которого надевается одно из сменных колес гитары.Рукоятки управления механизмами передней бабки расположены на передней стенке бабки. Спереди к корпусу бабки 5 прикреплен литой кожух, в котором установлены кнопки управления главным электродвигателем.
Смазка механизмов передней бабки — централизованная, от смазочного агрегата.
ОТ-5 Коробка подач токарно-винторезного станка
Коробка подач станка (рис. 12) в сочетании с гитарой позволяет устанавливать требуемые передаточные отношения для нарезания резьб с различным шагом и получения различных продольных и поперечных подач.
В коробке подач имеются следующие механизмы:
- Механизм основного ряда (зубчатые колеса 3, 4, 1, 2, 5, 8, 6, 7)
- Механизм множительный (зубчатые колеса 9, 10, 19, 15, 16, 17, 18)
- Механизм смещения ряда (зубчатые колеса 21, 22, 3, 4)
- Механизм переключения передачи движения на ходовой валик или на ходовой винт (полумуфта 14)
- Механизм прямого включения ходового винта (полумуфты 12, 14, 18, 20)
- Механизм переключения (на рисунке не показаны)
Механизм основного ряда дает возможность получить четыре передаточных отношения, пропорциональные четырем шагам метрических или модульных резьб.
Умножая эти передаточные отношения на передаточные отношения множительного механизма (1/4, 1/2, 1, 2) и на передаточные отношения механизма смещения ряда (1,1 1/4), можно нарезать метрические и модульные резьбы при постоянной настройке гитары.
Механизмы переключения расположены на плите под крышкой коробки подач. Рукоятки переключения находятся на крышке спереди.
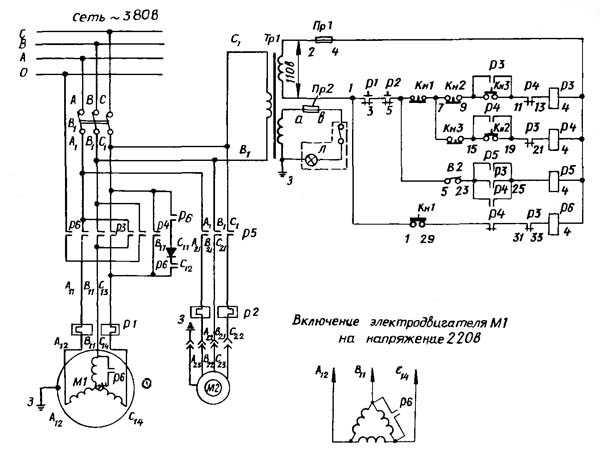
ОТ-5 Схема электрическая токарно-винторезного станка
Основные технические характеристики станка ОТ-5
| Наименование параметра | 16Б05П | 16Б04П | ОТ-5 |
|---|---|---|---|
| Основные параметры станка | |||
| Класс точности | П | П | П |
| Наибольший диаметр заготовки над станиной, мм | 250 | 200 | 250 |
| Наибольший диаметр заготовки над суппортом, мм | 145 | 115 | 145 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 500 | 350 | 500 |
| Высота центров над плоскими направляющими станины, мм | 135 | 108 | 135 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 135 | 110 | 135 |
| Высота резца, установленного в резцедержателе, мм | 16 | 12 | 16 |
| Наибольшая высота держателя резца, мм | 20 | 17 | 20 |
| Шпиндель | |||
| Диаметр отверстия в шпинделе, мм | 26,5 | 24 | 26 |
| Наибольший диаметр прутка, проходящий через отверстие в шпинделе, мм | 25 | 23,5 | 25 |
| Наибольший диаметр прутка, проходящий через отверстие в цанге, мм | 16 | 16 | |
| Центр шпинделя по ГОСТ 13214-67 | Морзе 4 | Морзе 4 | Морзе 4 |
| Конец шпинделя по ГОСТ 12593-72 | 4К | 4К | 4К |
| Число ступеней частот прямого вращения шпинделя | б/с регулирование | б/с регулирование | б/с регулирование |
| Частота прямого вращения шпинделя, об/мин | 35..3500, 30..3000 | 35..3500, 30..3000 | 30..3000 |
| Торможение шпинделя | есть | есть | есть |
| Блокировка рукояток | |||
| Суппорт. Подачи | |||
| Наибольшее поперечное перемещение суппорта, мм | 160 | 135 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,02 | 0,02 | 0,02 |
| Количество подач суппорта продольных | 28 | 28 | 28 |
| Количество подач суппорта поперечных | 28 | 28 | 28 |
| Пределы подач суппорта продольных, мм/об | 0,02..0,35 | 0,02..0,35 | 0,02..0,35 |
| Пределы подач суппорта поперечных, мм/об | 0,01..0,175 | 0,01..0,175 | 0,01..0,175 |
| Шаги нарезаемых метрических резьб, мм | 0,2..28 | 0,2..28 | |
| Шаги нарезаемых модульных резьб, мод | 0,1..14 | 0,1..14 | |
| Шаги нарезаемых дюймовых резьб, ниток на дюйм | 5..96 | 5..96 | |
| Наибольшее перемещение верхних (резцовых) салазок, мм | 110 | 80 | 110 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 | 0,02 | 0,02 |
| Наибольший угол поворота резцовых салазок, град | ±45° | ±45° | ±45° |
| Задняя бабка | |||
| Конус Морзе задней бабки | Морзе 3 | Морзе 3 | Морзе 3 |
| Наибольшее перемещение пиноли, мм | 85 | 70 | 85 |
| Перемещение пиноли на одно деление лимба, мм | 0,02 | 0,02 | 0,02 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 1,5 | 1,1 | 1,5 |
| Электродвигатель насоса охлаждающей жидкости, кВт | 0,12 | 0,12 | 0,12 |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 1510 х 725 х 1360 | 1310 х 690 х 1360 | 1510 х 725 х 1360 |
| Масса станка, кг | 705 | 660 | 720 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
stanki-katalog.ru
16У04П Станок токарно-винторезный повышенной точности схемы, описание, характеристики
Сведения о производителе токарного настольного станка 16у04п
Токарно-винторезный станок 16У04П выпускался в СССР предприятием Кироваканский завод прецизионных станков г. Кировокан (сегодня г. Ванадзор), Армения.
Основным назначением станка было обучение токарному делу в школах, профтехучилищах, техникумах, широко используются в лабораториях, учебных и ремонтных мастерских.
Станки, выпускаемые Кироваканским заводом прецизионных станков
16У04П токарно-винторезный станок повышенной точности. Назначение, область применения
Токарно-винторезные станки повышенной точности моделей 16У04П предназначены для выполнения различных токарных работ в центрах, в цанге, в патроне, для нарезания метрических, модульных и дюймовых резьб.
Станок 16У04П является универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ в мастерских школ для политехнического обучения.
16У04П Габаритные размеры рабочего пространства станка
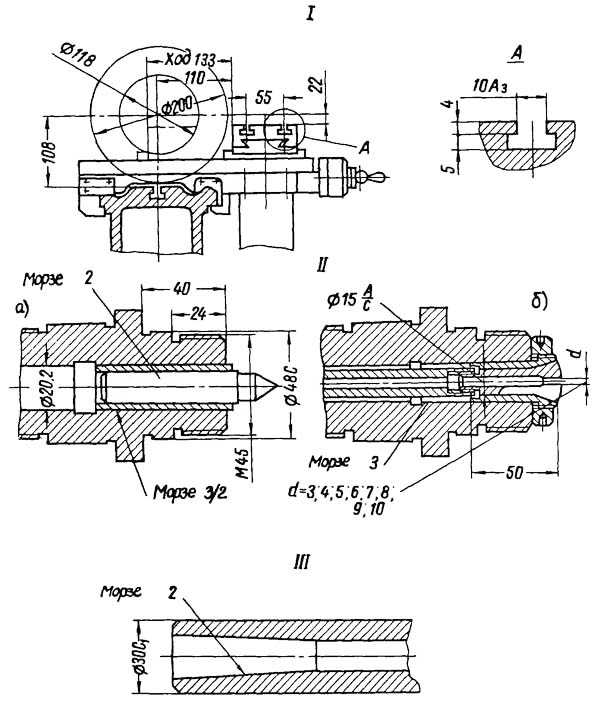
I – эскиз суппорта станка 16У04П
II – эскизы конца шпинделя
- а) эскиз конца шпинделя под центр
- б) эскиз конца шпинделя под цангу
III – эскиз пиноли задней бабки
16У04П Общий вид токарно-винторезного станка


16У04П Расположение составных частей токарно-винторезного станка
Спецификация составных частей токарно-винторезного станка 16У04П
- Вариатор
- Коробка подач
- Гитара
- Передняя бабка
- Кожух
- Суппорт
- Задняя бабка
- Станина
- Система охлаждения
- Фартук
- Электрооборудование
- Тумба
16У04П Расположение органов управления токарно-винторезным станком
Спецификация органов управления токарно-винторезного станка 16У04П
- Кнопка “Стоп-тормоз”
- Кнопка прямого вращения шпинделя
- Кнопка обратного вращения шпинделя
- Маховичок изменения чисел оборотов шпинделя
- Рукоятка вариатора
- Рукоятка переключения величин продольных подач
- Рукоятка переключения величин продольных подач и включения ходового винта
- Кнопка выключения вращения маховичка
- Маховичок ручного продольного перемещения суппорта
- Рукоятка трензеля
- Рукоятка перебора
- Рукоятка ручного поперечного перемещения суппорта
- Выключатель освещения
- Рукоятка включения маточной гайки и продольной подачи
- Рукоятка перемещения верхней каретки
- Рукоятка зажима пиноли задней бабки
- Рукоятка зажима задней бабки
- Маховичок перемещения пиноли задней бабки
- Выключатель охлаждения
- Автоматический выключатель
16У04П Схема кинематическая токарно-винторезного станка
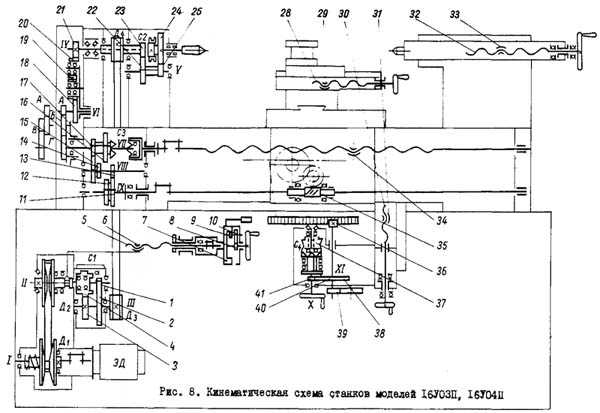
Схема кинематическая токарно-винторезного станка 16У04П. Смотреть в увеличенном масштабе
Конструкция токарно-винторезного станка 16У04П
Вариатор станка
Узел состоит из вариатора с широким клиновым ремнем и двухступенчатой коробки скоростей. Первый вал вариатора I приводится во вращение фланцевым электродвигателем 9. На валу I расположен подпружиненный шкив 2. Второй вал 4 вариатора с диском 5 являются одновременно ведущим валом коробки скоростей, на нем расположены две шестерни. Переключение ступеней коробки скоростей осуществляется перемещением вдоль вала малой шестерни 7. Корпус 6 коробки скоростей установлен на стакане 8, прикрепленном к корпусу вариатора 3 и при помощи резьбовой втулки и двух винтов поворачивается относительно корпуса вариатора для натяжения ременной передачи, соединяющей вариатор с передней бабкой.
Механизм управления вариатором и коробкой скоростей (рис.12) расположен сверху на корпусе вариатора. Маховичок управления I переводит диск вариатора. При помощи рукоятки 2, расположенной на фланце лимба осуществляется переключение скоростей коробки скоростей. Маховичок управления связан планетарной передачей со шкалами настройки чисел оборотов шпинделя. На детали 3 нанесены две шкалы, соответствующие прямому включению шпинделя и включению шпинделя через перебор.
Передняя бабка
В корпусе I передней бабки смонтированы шпиндель 5, перебор и механизм управления.
Приемный шкив 3 передней бабки установлен на втулке 4, соосной шпинделю.
Вращение шпинделя передается непосредственно от шкива при включении зубчатой муфты 6 или через перебор с передаточным отношением 1:4.
В передней опоре шпинделя установлен роликовый двухрядный подшипник, воспринимающий радиальные нагрузки.
Задние опоры шпинделя и приводного шкива расположены в стакане 2.
В задней опоре шпинделя установлены два радиально-упорных подшипника, воспринимающих осевые нагрузки.
На левом конце шпинделя за опорой установлена шестерня 10, передающая вращение приводу подач и движение при нарезании резьб. В шпинделе имеется коническое отверстие для установки переходной втулки и упорного центра.
Управление передвижными шестернями и муфтой производится рукояткой II, расположенной на крышке, укрепленной на передней стенке корпуса бабки.
Смазка механизмов в опор шпинделя в передней опоре производится разбрызгиванием, в задней опоре – смазка фитильная.
Передняя бабка устанавливается и закрепляется слева сверху на станине.
Гитара
Корпус гитары прикреплен к передней бабке. В корпусе расположен качающийся трензель I и приклон гитары 4.
Трензель управляется рукояткой, расположенной снаружи на корпусе гитары. Рукоятка управления трензелем имеет жесткую фиксацию.
На приклоне гитары устанавливаются сменные шестерни для нарезания резьб.
Приклон поворачивается на фланце 3 выходного валика коробки подач и закрепляется в нужном положении гайкой.
Возможна установка различных наборов сменных шестерен, обеспечивающих различные варианты настройки привода подачи.
Корпус гитары закрывается крышкой 2. На внутренней поверхности крышки находится таблица настройки гитары.
Коробка подач
При постоянной настройке гитары, коробка подач позволяет получить одну величину шага резьбы и четыре различных подачи. Вращение первому валику I коробки подач передается шестернями гитары. Коробка подач управляется двумя рукоятками 4, расположенными на передней крышке 3.
Смазка коробки подач фитильная. Масло заливается через отверстие под пробку в верхней крышке 2.
Фартук
Фартук сообщает суппорту продольное перемещение. При нарезании резьбы движение винту передается посредством маточной гайки 5, при точении – реечной шестерней I. В корпусе фартука собран механизм, передающий движение от ходового валика к реечной шестерне. Сзади на корпусе фартука 6 находятся направляющие, по которым перемещается маточная гайка. На валу червячного колеса 4 находится перегрузочная кулачковая муфта 2, рукоятка управления которой расположена на передней стенке фартука.
Управление включением продольной подачи и маточной гайки выполнено при помощи одной рукоятки 7, чем обеспечивается необходимая блокировка. Смазка механизмов фартука происходит от шестерни 3, погруженной в масляную ванну.
16У04П Схема электрическая токарно-винторезного станка

16У04П Установочный чертеж токарно-винторезного станка

16У04П Станок токарно-винторезный повышенной точности. Видеоролик.
Технические характеристики станка 16У04П
| Наименование параметра | 1603 | 1Е604 | 16У03П | 16У04П |
|---|---|---|---|---|
| Основные параметры станка | ||||
| Класс точности | П | П | П | П |
| Наибольший диаметр заготовки над станиной, мм | 160 | 200 | 160 | 200 |
| Наибольший диаметр заготовки над суппортом, мм | 80 | 100 | 90 | 118 |
| Высота центров, мм | 85 | 100 | 86 | 108 |
| Наибольший заготовки в центрах (РМЦ), мм | 250 | 350 | 250 | 350 |
| Наибольшая высота держателя резца, мм | ||||
| Высота от опорной поверхности резца до линии центров, мм | 10 | 12 | 10 | 12 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 90 | 110 | ||
| Наибольшие размеры сечения державки резца, мм | 10 х 10 | 12 х 12 | ||
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 20 | 20 | 20,2 | 20,2 |
| Наибольший диаметр прутка в патроне, мм | 18 | 18 | 20 | 20 |
| Наибольший диаметр прутка в цанге, мм | 12 | 12 | 10 | 10 |
| Конус отверстия в шпинделе | Морзе 3 | Морзе 3 | Морзе 3 | Морзе 3 |
| Число ступеней частот прямого вращения шпинделя | Б/ступ | Б/ступ | Б/ступ | Б/ступ |
| Частота прямого вращения шпинделя, об/мин | 56..3150 | 56..3150 | 80..4000 | 70..3500 |
| Число ступеней частот обратного вращения шпинделя | Б/ступ | Б/ступ | Б/ступ | Б/ступ |
| Частота обратного вращения шпинделя, об/мин | 56..3150 | 56..3150 | 80..4000 | 70..3500 |
| Торможение шпинделя | нет | нет | нет | нет |
| Блокировка рукояток | нет | нет | нет | нет |
| Суппорт. Подачи | ||||
| Наибольшее продольное перемещение суппорта, мм | 250 | 250 | 232 | 350 |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,1 | 0,1 | 0,5 | 0,5 |
| Перемещение суппорта продольное на один оборот лимба, мм | 20 | 20 | 100 | 100 |
| Наибольшее поперечное перемещение суппорта, мм | 95 | 115 | 110 | 135 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,02 | 0,02 | 0,025 | 0,025 |
| Перемещение суппорта поперечное на один оборот лимба, мм | 2 | 2 | 2 | 2 |
| Наибольшее перемещение резцовых салазок, мм | 60 | 60 | 100 | 120 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,02 | 0,02 | 0,02 | 0,02 |
| Перемещение резцовых салазок на один оборот лимба, мм | 2 | 2 | 2 | 2 |
| Угол поворота резцовых салазок, град | ±90° | ±90° | ±45° | ±45° |
| Число ступеней продольных подач суппорта при постоянной настройке гитары | 4 | 4 | ||
| Пределы продольных рабочих подач суппорта, мм/об | 0,01..0,3 | 0,01..0,3 | 0,04..0,32 | 0,04..0,32 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет | нет | нет | нет |
| Диаметр ходового вала, мм | 18 | 18 | ||
| Диаметр и шаг ходового винта, мм | 26 х 5 | 26 х 5 | ||
| Количество нарезаемых резьб метрических | ||||
| Пределы шагов нарезаемых резьб метрических, мм | 0,2..3,0 | 0,2..3,0 | 0,25..3 | 0,25..3 |
| Пределы шагов нарезаемых резьб дюймовых | 40..8 | 40..8 | 80..10 | 80..10 |
| Пределы шагов нарезаемых резьб модульных | 0,3..1,0 | 0,3..1,0 | 0,1..1,25 | 0,1..1,25 |
| Пределы шагов нарезаемых резьб питчевых | нет | нет | нет | нет |
| Задняя бабка | ||||
| Диаметр пиноли, мм | 35 | 35 | ||
| Конус отверстия пиноли задней бабки | Морзе 2 | Морзе 2 | Морзе 2 | Морзе 2 |
| Наибольшее перемещение пиноли, мм | 55 | 55 | 35 | 70 |
| Перемещение пиноли на одно деление линейки, мм | 1 | 1 | 1 | 1 |
| Перемещение пиноли на одно деление лимба, мм | 0,04 | 0,04 | ||
| Поперечное смещение задней бабки, мм | ±6 | ±6 | ||
| Электрооборудование | ||||
| Электродвигатель главного привода, кВт (об/мин) | 1,1 (1400) | 1,1 (1400) | 0,6 (1370) | 0,8 (1370) |
| Электродвигатель насоса СОЖ, кВт | 0,125 | 0,125 | ||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота), мм | 1080 х 560 х 1170 | 1180 х 590 х 1185 | 1270 х 725 х 1250 | 1380 х 730 х 1250 |
| Масса станка, кг | 500 | 525 | 670 | 750 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
С-1 Станок токарный настольный часовой. Схемы, описание, характеристики
Сведения о производителе токарного станка С-1
Производитель токарного часового станка модели С-1 – Пензенский часовой завод “Заря”. Станок выпускался в 50-е годы прошлого века.
Станок С 1 изготовлен по бразцу станка Schaublin 70 швейцарской фирмы Schaublin, основанной в 1915 году.
На просторах страны можно встретить станки С-1 производства Дубненский литейно-механический завод “Октябрь” – г. Дубно Ровенской области, Украина.
Станки, выпускаемые Пензенским часовым заводом “Заря”
С-1 Станок токарный настольный часовой. Назначение, область применения
Станок С-1 является настольным прецизионным токарным станком и предназначается для всевозможных мелких чистовых токарных работ в приборостроении, при производстве инструмента, для часовой индустрии. Станок снабжен устройством фрезерования и шлифования.
Для выполнения массовых операций в основных цехах часового производства целесообразно использовать токарный станок модели С-1А. Станок С-1а имеет рычажный суппорт, рычажный цанговый зажим на передней и задней бабке, и не имеет фрезерного и шлифовального приспособлений.
Станок позволяет производить следующие виды токарных работ:
- Проточку и расточку цилиндрических и конических поверхностей
- Подрезку торцов
- Отрезку
- Сверление и ряд других работ
- Несложные фрезерные и доводочные работы
- Шлифование
Комплект поставки токарного станка с-1
- Станина
- Передняя бабка, имеющая ручной винтовой цанговый зажим. Шпиндель на подшипниках скольжения
- Задняя бабка, винтовая
- Винтовой суппорт с резцедержателем
- Люнет
- Контрпривод основной
- Контрпривод для приспособлений
- Приспособление для фрезерования
- Приспособление для шлифования
- Комплект цанг из 15 шт, для передней бабки
- Передний центр
- Поводковая планшайба
- Задний центр
- Комплект цанг из 4 шт для фрезерного приспособления
- Запасные части к станку
- ключи
Выбор люфта переднего подшипника производятся гайкой, помещенной на шпинделе и стопорящейся винтами. Выбор люфта заднего подшипника производится гайкой, помещенной на заднем конце подшипника.
Если задний подшипник сработался и не поддается регулировке гайкой, то следует подогнать имеющуюся в нем прокладку.
Выбор люфтов в суппортах производится при помощи клиньев.
Габаритные размеры рабочего пространства токарного станка С-1
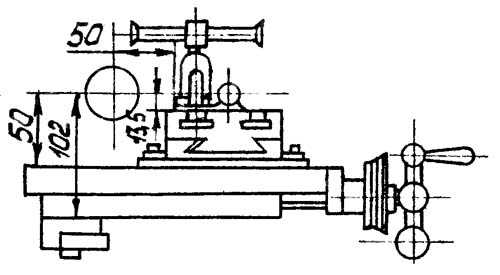
Габаритные размеры рабочего пространства токарного станка С-1
Фото токарного станка С-1

Фото токарного станка С-1

Фото токарного станка С-1
Фото токарного часового станка Schaublin-70

Фото токарного часового станка Schaublin-70

Фото токарного часового станка Schaublin-70
Фото токарного часового станка Schaublin-70. Смотреть в увеличенном масштабе
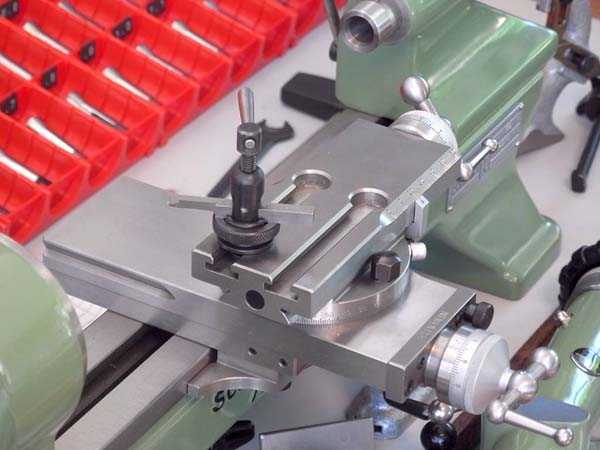
Фото токарного часового станка Schaublin-70
Фото токарного часового станка Schaublin-70. Смотреть в увеличенном масштабе
Общий вид токарного станка С-1
Общий вид токарного станка С-1
Общий вид токарного станка С-1. Смотреть в увеличенном масштабе
Расположение органов управления токарным станком С-1
Расположение органов управления токарным станком С-1
Особенности конструкции станка и дополнительных приспособлений для станка с-1
Суппорт станка перемещается от руки вдоль станины и укрепляется в требуемом положении маховичком-гайкой 1 установленным под суппортом.
После установки и закрепления суппорта в нужном положении резец укрепляется на резцовой части суппорта и может перемещаться в поперечном направлении от маховичка 2, а в продольном — от маховичка 3. Величина поперечного и продольного перемещений суппорта регулируется лимбом с точностью до 0,1 мм.
Кроме того, резцовая часть суппорта может быть повернута на угол до 90°.
Для использования токарного станка при сверлении на заданную глубину пиноль задней бабки станка имеет деления. Каждое деление пиноли равно 1 мм.
Всего на пиноли имеется 70 делений.
Для выполнения сверлильной работы обрабатываемая деталь устанавливается в патроне передней бабки, сверло же укрепляется или непосредственно в пиноли задней бабки, или в патроне, вставляемом в заднюю бабку. Бабка подводится к обрабатываемой детали, закрепляется от продольного перемещения рукояткой 4, после чего вращением маховичка 5 сверлу сообщается подача, глубина же, на которую следует просверлить отверстия, контролируется по делениям пиноли.
При обработке детали в центрах на место сверла устанавливается задний центр, а пиноль закрепляется рукояткой 6 для предупреждения продольного перемещения.
Для закрепления детали в цанговом патроне пользуются маховичком 7 цангодержателя.
При обработке длинных и тонких деталей, т. е. деталей, длина которых в 10—12 раз больше диаметра, во избежание их прогиба устанавливают неподвижный (концевой) люнет, показанный на фиг. 16.
К рассматриваемому станку прилагаются устройства для фрезерования и шлифования, что придает ему некоторую универсальность, особенно необходимую при использовании станка в опытных цехах и лабораториях.
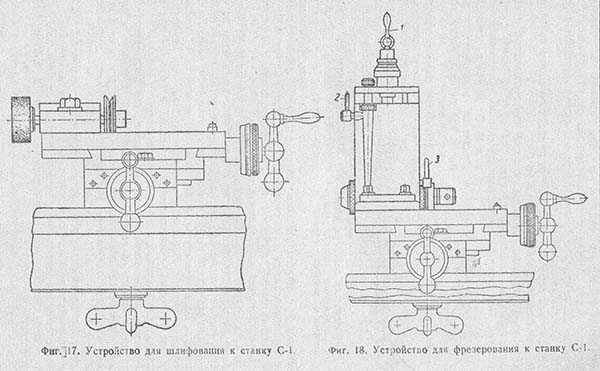
Устройство шлифования и фрезерования для станка С-1
Устройства для фрезерования и шлифования крепятся на суппорте станка.
На фиг. 17 показано устройство для шлифования, а на фиг. 18 — устройство для фрезерования. Рукоятка 1 служит для перемещения фрезерных салазок в вертикальном направлении, рукоятка 2 — для зажима ограничителя хода фрезы, а рукоятка 3 — для закрепления суппорта фрезы от вертикального перемещения (рукоятка для зажима клина).
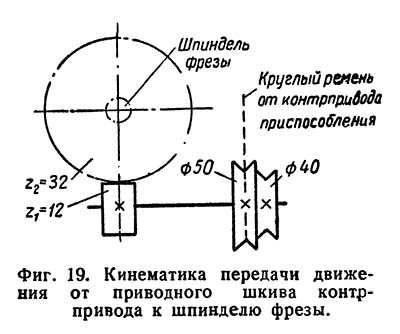
Кинематическая схема устройств фрезерования для станка С-1
Кинематика передачи движения от приводного шкива контрпривода к шпинделю фрезы показана на фиг. 19.
На фиг. 19 с правой стороны показан двухступенчатый шкив, приводящийся в движение круглым ремнем от контрпривода устройства. Через вал движение передается к паре косозубых колес z1 и z2. От колеса z2 движение передается шпинделю, в котором при помощи цанги крепится фреза.
Для более полного использования фрезерного приспособления станок имеет еще одно устройство, которое дает возможность делить обрабатываемую деталь при фрезеровании на нужное число частей.
Для этой цели на торцах приводного шкива бабки с левой и правой сторон расположен ряд концентрических окружностей с надсверленными отверстиями. С левой стороны шкива располагаются три окружности, разделенные на 100, 60 и 48 равных частей, с правой же стороны располагается окружность, разделенная на 12 равных частей.
Для того чтобы шпиндель передней бабки с укрепленной на нем деталью не мог повертываться во время обработки, в одно- из отверстий входит стопорный штифт. Перед поворотом обрабатываем мой детали стопорный штифт выводится из отверстия, деталь поворачивается на нужный угол, и штифт снова вводится в соответствующее отверстие. Передняя бабка станка имеет два штифта — один для отверстий, расположенных с левого, а другой — для отверстий, расположенных с правого торца шкива.1
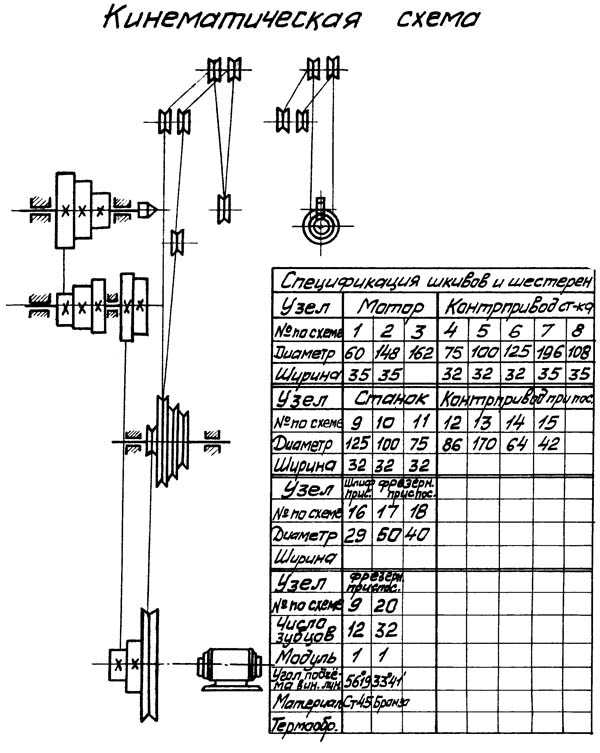
Кинематическая схема передачи движения от электродвигателя к шпинделю станка, а также к шпинделю шлифовального и фрезерного устройств приведена на фиг. 20. Станок приводится в движение от электродвигателя мощностью 0,52 кВт, делающего 1400 об/мин.
На валу электродвигателя установлен трехступенчатый шкив. Две ступени для плоского ремня предназначены для передачи движения основному контрприводу станка, а третья ступень для круглого ремня предназначена для передачи движения контрприводу устройства.
Кинематическая схема токарного станка С-1
Кинематическая схема токарного станка С-1
Передняя бабка токарного станка С-1
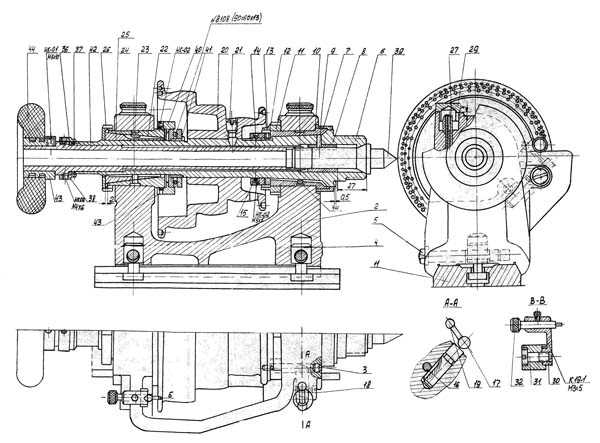
Передняя бабка токарного станка С-1
Передняя бабка токарного станка С-1. Смотреть в увеличенном масштабе
С-1 Станок токарный настольный часовой. Видеоролик.
Основные технические характеристики станка С-1
| Наименование параметра | Т-65 | С-1 | Т-28 |
|---|---|---|---|
| Основные параметры станка | |||
| Наибольший диаметр заготовки над станиной, мм | 120 | 170 | 130 |
| Наибольший диаметр заготовки над суппортом, мм | 30 | 50 | 14 |
| Высота центров над плоскими направляющими станины, мм | 65 | 102 | 65 |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 200 | 350 | 220 |
| Наибольшая длина обтачивания без перестановки суппрта, мм | 70 | 95 | 55 |
| Наибольшая высота держателя резца, мм | 7 х 7 | 10 х 15 | 8 х 8 |
| Высота от опорной поверхности резца до линии центров, мм | 6 | 13.5 | 6 |
| Наибольшее расстояние от оси центров до кромки резцедержателя, мм | 50 | 30 | |
| Шпиндель | |||
| Диаметр сквозного отверстия в шпинделе, мм | 10 | 20 | 10 |
| Конус Морзе шпинделя | № 1 | нет | № 0 |
| Число ступеней частот прямого вращения шпинделя | 3 | 11 | 3 |
| Частота прямого вращения шпинделя, об/мин | 77, 66, 55 | 3100..1500 | 1440, 2500, 4300 |
| Суппорт. Подачи | |||
| Наибольшее поперечное перемещение суппорта, мм | 70 | 98 | 55 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Наибольшее перемещение резцовых салазок, мм | 70 | 95 | 55 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,05 | 0,01 | 0,01 |
| Угол поворота резцовых салазок, град | ±90° | ±90° | ±60° |
| Задняя бабка | |||
| Конус задней бабки | Морзе №1 | Морзе №1 | Морзе №0 |
| Наибольшее перемещение пиноли, мм | 45 | 80 | 45 |
| Электрооборудование | |||
| Электродвигатель главного привода, кВт | 0,25 1400 об/мин | 0,52 2700 об/мин | 0,27 2800 об/мин |
| Габариты и масса станка | |||
| Габариты станка (длина ширина высота), мм | 675 х 300 х 250 | 1000 х 660 х 1000 | 650 х 255 х 222 |
| Масса станка, кг | 19 | 70 | 25 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог. Купить справочник. Купить базу данных: Прайс-лист информационных изданий
stanki-katalog.ru