Токарный станок полуавтомат: Токарный полуавтомат с ЧПУ модель CNC-S20 фирмы TOP-TURN
alexxlab | 16.11.1991 | 0 | Токарный
Токарные одношпиндельные полуавтоматы
Главная / ЧПУ станок / Токарный станок / Токарные одношпиндельные полуавтоматы
Токарные одношпиндельные полуавтоматы подразделяются на центровые и патронные, в зависимости от способа крепления обрабатываемой заготовки. Для обработки длинных заготовок, например, длинных ступенчатых валиков, применяют центровые полуавтоматы, на которых обрабатываемая заготовка крепится в центрах передней и задней бабок. Короткие заготовки большого диаметра обрабатываются на патронных полуавтоматах с закреплением заготовки в патроне. Такое подразделение является условным, иногда на центровых полуавтоматах может быть установлен патрон, а на патронных – задняя бабка с центром. Наиболее распространена горизонтальная компоновка одношпиндельных токарных полуавтоматов.
Заготовки деталей сложной конфигурации могут обрабатываться несколькими резцами одновременно (рис. 1) или одним резцом, перемещающимся по копиру (рис. 2). По этому признаку различают
По этому признаку различают
Рис. 1. Многорезцовая обработка на одношпиндельном полуавтомате.
Для обработки заготовок деталей, имеющих центральное отверстие, применяют токарно револьверные полуавтоматы, имеющие продольный суппорт с многогранной револьверной головкой. Цикл работы полуавтомата может быть автоматизирован на механической или на гидроэлектрической базе.
Рис. 2. Копировальная обработка на токарном полуавтомате.
Конструкции современных полуавтоматов предусматривают возможность оснащения их устройствами для автоматической загрузки заготовок и выгрузки деталей, что превращает полуавтомат в станок с полностью автоматизированным циклом, т. е. в автомат.
Основные размеры одношпиндельного токарного полуавтомата – наибольший диаметр обработки над суппортом и наибольшая длина обрабатываемой заготовки.
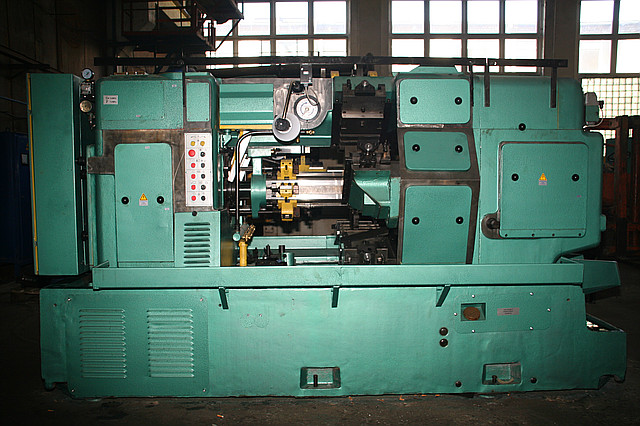
На рис. 3, показан одношпиндельный токарный полуавтомат 1730 с механической базой автоматизации. Станок предназначен для обработки заготовок в центрах инструментами из быстрорежущей стали или твердосплавными. Общая компоновка полуавтомата сходна с компоновкой обычного токарного станка. На основании 1 установлена станина 2, на которой располагаются передняя бабка 5 и задняя бабка 3. По направляющим станины перемещается продольный суппорт 4. Сзади расположен поперечный суппорт для отрезки, прорезания канавок и подобных работ. Кинематическая схема полуавтомата представлена на рис. 4.
Станок предназначен для обработки заготовок в центрах инструментами из быстрорежущей стали или твердосплавными. Общая компоновка полуавтомата сходна с компоновкой обычного токарного станка. На основании 1 установлена станина 2, на которой располагаются передняя бабка 5 и задняя бабка 3. По направляющим станины перемещается продольный суппорт 4. Сзади расположен поперечный суппорт для отрезки, прорезания канавок и подобных работ. Кинематическая схема полуавтомата представлена на рис. 4.
Рис. 3. Одношпиндельный токарный полуавтоматический станок 1730.
Шпиндель приводится от электродвигателя (N = 10 кВт, n = 1455 об/мин) через клиновые ремни и зубчатую передачу (α/б)*(18/80). Сменные шестерни α и б служат для настройки скорости главного движения.
Рабочая подача продольного суппорта (S1) осуществляется по схеме: шпиндель – зубчатая передача 76/76 * 22/68 * 68/73 * в/г – зубчатая пара 28/20 (при включенной кулачковой муфте 1) – муфта обгона 2 – зубчатая пара 20/78 – ходовой винт (t = 12 мм). Сменными шестернями в и г настраивают величину подачи.
Сменными шестернями в и г настраивают величину подачи.
Поперечный суппорт получает движение только при перемещении продольного суппорта. Закрепленная на продольном суппорте рейка (m = 4) поворачивает шестерню z = 15 и далее движение передается через зубчатую передачу 25/25 * 28/22 * д/е цилиндрическому кулачку 3, в пазу которого скользит ролик 4, закрепленный на поперечном суппорте. Сменные шестерни д и е предназначены для настройки рабочей поперечной подачи (S2).
Для быстрого перемещения обоих суппортов одношпиндельный токарный полуавтомат
1730, имеет отдельный электродвигатель (N = 1 кВт, n = 1450 об/мин). Муфта обгона 2 позволяет передавать быстрое вращение по цепи 34/64 – муфта обгона – 20/78 без выключения муфты 1.Муфта 5 предохраняет механизмы от перегрузок. С помощью маховичков 6, 7 и 8 производятся перемещения суппортов при наладке вручную.
Автоматический цикл работы станка состоит из быстрого подвода, рабочей подачи, быстрого отвода суппортов в исходное положение и остановки шпинделя, Затем рабочий снимает готовую деталь, устанавливает новую заготовку и пускает станок.
Управление автоматическим циклом производится с помощью специального механизма электроавтоматики 6 (см. рис. 3), удобно расположенного спереди станка.
Установка длин рабочих и холостых ходов обоих суппортов сводится к установке упоров на рейке механизма электроавтоматики. В СССР был налажен выпуск двух моделей одношпиндельных многорезцовых автоматов с механической базой автоматизации, их основные технические параметры приведены ниже.
Одношпиндельный многорезцовый автомат 1A720
- Максимальный диаметр обрабатываемой поверхности над суппортом 200 мм;
- Длина обрабатываемой заготовки 320 мм;
- Диапазон скоростей станка 146-1400 об/мин;
- Мощность приводного электродвигателя 7 кВт;
- Масса 20 кН.
Одношпиндельный многорезцовый автомат 1A730
- Максимальный диаметр обрабатываемой поверхности над суппортом 320 мм;
- Длина обрабатываемой заготовки 800 мм;
- Диапазон скоростей станка 56-710 об/мин;
- Мощность приводного электродвигателя 14 кВт;
- Масса 34 кН.
Широкое распространение получили одношпиндельные токарные полуавтоматы с гидравлической базой автоматизации. Использование гидравлики в приводе подач облегчает автоматизацию цикла и упрощает наладку, снижая тем самым вспомогательное время наладки токарного станка. Отечественное станкостроение выпускает гидрофицированные токарные полуавтоматы, работающие по многорезцовому принципу и по принципу копирования.
На рис. 5 показан общий вид гидрофицированного многорезцового центрового полуавтомата. На тумбах 1 и 3 установлена станина 7, на которой располагаются основные узлы станка. На левой части станины смонтирована шпиндельная бабка 8 с коробкой скоростей, сообщающей шпинделю 14 ступеней скорости. Переключение скоростей у одношпиндельного автомата производится с помощью двух двухвенцовых блоков и сменных шестерен.
На правой части станины на отдельных направляющих установлена задняя бабка 5 с вращающимся центром. Пиноль задней бабки перемещается посредством гидроцилиндра.
По наклонным направляющим станины (угол наклона 15° к вертикали) перемещаются с помощью гидроцилиндров, расположенных в левой части станины, верхний 6 и нижний 2 суппорты. Каждый суппорт имеет продольное рабочее (S1) и быстрое холостое перемещение, поперечное перемещение (S2), коcое и прямое врезание. В конце рабочего хода может быть произведен быстрый отвод резцов от детали, называемый «отскок».
Рис. 5. Гидрофицированный многорезцовый центровой одношпиндельный полуавтомат.
Статьи по станкам ЧПУ
Более 1000 статей о станках и инструментах, методах обработки металлов на станках с ЧПУ.
Предыдущая статья
Следующая статья
Остались вопросы?
Заполните форму и наши менеджеры свяжутся с вами
Как к вам обращаться:
Ваш номер телефона:
Нажимая кнопку «Отправить», Вы принимаете Условия и даёте своё согласие на обработку Ваших персональных данных, в соответствии с Политикой конфиденциальности
| Технические характеристики | НТ-502-011 |
|---|---|
| Класс точности «Н» по ГОСТ 8-77 | |
| Наибольший диаметр устанавливаемого изделия над станиной, мм | 500 |
| Наибольший диаметр устанавливаемого изделия над суппортом, мм | 250 |
| Наибольшая длина устанавливаемого изделия, мм – 710, 1100* | |
| Конец шпинделя (условный размер) по ГОСТ 12595 | 2-8m |
| Высота сечения устанавливаемых резцов, мм | 25…32 |
| Расстояние от низа основания станка до оси центров, мм | 1060±1. 2 2 |
| Конус в шпинделе задней бабки по СТСЭВ 147 | Морзе 5 |
| Пределы частоты вращения шпинделя, мин-1 | 40…1600 |
| Количество измененных в цикле частот вращения шпинделя (от прохода к проходу) | 2 |
| Габаритные размеры станка, мм: | |
| Длина | 3700±15 |
| Ширина | 1700±15 |
| Высота | 2120±10 |
| Масса НТ-502-011 станка, кг., не более | 5500 |
| Высота центров над продольным суппортом, мм | 60±0,37 |
| Наибольшее установочное и рабочее поперечное перемещение ползуна продольного суппорта, мм | 105±1.0 |
| Диаметр отверстия в шпинделе, мм | 60±0.74 |
| Наибольший крутящий момент на шпинделе, кнм при n 1500 мин-1 | 0,5 |
| Количество сменных копиров | 2 |
| Количество проходов в цикле | 2 |
| Наибольшее установочное продольное перемещение продольного суппорта, мм | 590, 1150* |
| Наибольшая длина обработки одним резцом с продольного суппорта, мм | 550, 1100* |
| Наименьший диаметр обработки с продольного суппорта, мм | 35 |
| Количество подач продольного суппорта | 99 |
| Пределы величин подач продольного суппорта, мм/мин | 3,5…2600 |
| Скорость быстрых перемещений продольного суппорта, мм/мин | 3000 |
| Наибольшее установочное поперечное перемещение ползуна поперечного суппорта, мм | 160 |
| Высота центров над поперечным суппортом, мм | 60±0. 37 37 |
| Наибольшее установочное продольное перемещение поперечного суппорта, мм | 400, 800* |
| Наибольшее рабочее поперечное перемещение ползуна поперечного суппорта, мм | 160 |
| Количество подач поперечного суппорта | 99 |
| Пределы подач поперечного суппорта, мм/мин | 3,5…2600 |
| Стабильность останова поперечного суппорта по жесткому упору, мм (при S=200 мм/мин) | ±0.02 |
| Скорость быстрых перемещений ползуна поперечного суппорта, мм/мин | 3000 |
| Наибольшее перемещение пиноли задней бабки, мм | 160 |
| Наибольшее установочное перемещение задней бабки, мм | 400, 800* |
| Диаметр поршня пневмоцилиндра задней бабки, мм | 200 |
| Автоматический зажим пиноли задней бабки | имеется |
| Объем резервуара охлаждающей жидкости, л | 100 |
| Производительность насоса подачи сож, л/мин | 45# |
| Объем маслованны, л | 16 |
| Производительность насоса циркуляционной смазки, л/мин | 5 |
| Электропривод | тип «Размер 2М-5-21/11» |
| Род тока питающей сети | переменный трехфазный |
| Частота тока, Гц | 50 |
| Напряжение, В | 380/220 |
| Электродвигатель главного движения: | |
| Мощность, кВт | 11 |
| Крутящий момент, Нм | 72 |
| Синхронная частота вращения, мин-1 | max1500 |
| Электродвигатели привода подач суппортов: | |
| Крутящий момент, Нм | 23 |
| Частота вращения, мин-1 | max1500 |
| Электродвигатель насоса подачи СОЖ: | |
| Тип | ПА-45 |
| Мощность, кВт | 0,15 |
| Частота вращения, мин-1 | 2800 |
| Электродвигатель насоса циркуляционной смазки: | |
| Тип | ДПТ 21-4-АОЛ21-4 или 4ААМ63А4* |
| Мощность, кВт | 0,27…0,25# |
| Частота вращения, мин-1 | 1400…1380# |
| Электродвигатель насоса гидростанции: | |
| Тип | 4А100S4 |
| Мощность, кВт | 3 |
| Синхронная частота вращения, мин-1 | 1470 |
| Суммарная мощность установленных на станке электродвигателей, кВт | 22,8 |
| Техническая характеристика гидрооборудования | |
| Производительность насоса, л/мин | 30 |
| Рабочее давление в гидросистеме, мПа | 2,5 |
| Емкость бака, л | 63 |
| Марка масла | ИГП-18 |
| Техническая характеристика пневмооборудования | |
| Рабочее давление в пневмосистеме, мПа | 0,35…0,4 |
| Расход воздуха за 1 цикл, м3, не более | 0,0125 |
| Очистка воздуха от влаги | имеется |
Гидрокопировальные токарные станки полуавтоматы
Содержание страницы
- 1.
 Компоновка и устройство гидрокопировального токарного полуавтомата
Компоновка и устройство гидрокопировального токарного полуавтомата - 2. Гидрокопировальный суппорт
- 3. Кинематическая схема гидрокопировального станка
1. Компоновка и устройство гидрокопировального токарного полуавтомата
Гидрокопировальные токарные полуавтоматы (ГТП), как и многорезцовые и многорезцово-копировальные станки, являются типовыми горизонтальными одношпиндельными полуавтоматами, предназначенными для черновой и чистовой (однопроходной или многопроходной) токарной обработки в центрах деталей типа валов с прямолинейными и криволинейными образующими Благодаря возможности быстрой переналадки эти полуавтоматы эффективно применяются не только в массовом и крупносерийном, но и в серийном производстве. Они легко встраиваются в автоматические линии. В качестве примера токарного гидрокопировального полуавтомата рассмотрим специальный станок модели ЕМ473-1-02А.
Данный станок, выпускаемый Ейским станкостроительным заводом, предназначен для черновой и чистовой обработки деталей типа валов диаметром до 250 мм и длиной до 710 мм с прямолинейными и криволинейными образующими методом копирования одним или несколькими резцами, а также подрезки торцов и проточки канавок. Имеет один копировальный и один подрезной суппорты. Система копирования однокоординатная. Станок имеет 14 скоростей вращения шпинделя: 100, 125, 160, 200, 250, 315, 400, 500, 630, 800, 1000, 1250, 1600, 2000 мин-1 — и две автоматически переключаемые скорости вращения шпинделя.
Имеет один копировальный и один подрезной суппорты. Система копирования однокоординатная. Станок имеет 14 скоростей вращения шпинделя: 100, 125, 160, 200, 250, 315, 400, 500, 630, 800, 1000, 1250, 1600, 2000 мин-1 — и две автоматически переключаемые скорости вращения шпинделя.
В основу станка положен принцип однокоординатной гидрокопировальной системы для позиционных перемещений. Вращение шпинделя обеспечивается электродвигателем через кинематическую цепь шпиндельной бабки, рабочие и ускоренные подачи копировального суппорта — гидроприводом. Также от гидропривода работают ползуны копировального и поперечного суппортов, задняя бабка, смена копиров, поворот резцовой головки Станок имеет наладочный и полуавтоматический режимы работы.
Компоновка станка замкнутая, образующая жесткую раму, прямоугольного сечения с направляющими на передней поверхности, по которым перемещается каретка копировального суппорта, и направляющими на нижней поверхности, на которых базируются поперечный суппорт и задняя бабка. На верхней части станины размещаются механизм установки копиров, командоаппарат и жесткий упор для каретки копировального суппорта На левом торце крепится гидроцилиндр привода каретки копировального суппорта.
На верхней части станины размещаются механизм установки копиров, командоаппарат и жесткий упор для каретки копировального суппорта На левом торце крепится гидроцилиндр привода каретки копировального суппорта.
Копировальный суппорт имеет ход каретки 825 мм, ползуна — 165 мм, пределы рабочих подач от 10 до 1250 мм/мин и две автоматически переключаемые подачи Как и скорости, они нужны для черновой и чистовой обработки. У поперечного суппорта ход составляет 125 мм, а подача от 10 до 630 мм/мин. Электродвигатель асинхронный двухскоростной 735/1470 мин-1 и 17/25 кВт.
Основными составными частями станка являются (рис. 1): основание 8, станина 5, бабка шпиндельная 1, бабка задняя 7, суппорт копировальный 4, суппорт поперечный 3, привод копировального суппорта, механизм установки копиров, механизм щупа, командоап- параты копировального 2, поперечного суппортов и задней бабки, гидрооборудование, электрооборудование, педаль 9, и привод патрона, охлаждение, транспортер стружки 10, ограждение 6.
Рис. 1. Токарный гидрокопировальный полуавтомат ЕМ473
Шпиндель смонтирован на подшипниках качения 4-го и 5-го классов точности. Передней опорой служат радиальный роликовый двухрядный подшипник с коническим отверстием и упорнорадиальный шариковый сдвоенный подшипник, воспринимающий осевое усилие. Задняя опора шпинделя — радиальный роликовый двухрядный подшипник.
Копировальный суппорт состоит из каретки и ползуна. Каретка перемещается по направляющим станины от гидроцилиндра. Настройка величин подач каретки копировального суппорта и ползуна поперечного суппорта бесступенчатая и выполняется дросселями. Ограничение величины рабочего хода каретки копировального суппорта на каждом проходе, автоматическое переключение скоростей и подач, включение в работу поперечного суппорта производятся установкой соответствующих лепестков управления на дорожках линейки командоаппарата (рис. 2). Ползун копировального суппорта перемещается к оси центров станка с помощью гидроцилиндра Поршень гидроцилиндра через шток жестко соединен с кареткой, а корпус — с ползуном Перемещение ползуна к оси центров при отсутствии копира ограничивается упором.
Настроечные перемещения чернового и чистового копиров в горизонтальном и вертикальном направлениях задаются с помощью винтовых передач, отсчет положения — по лимбам. Смена копиров выполняется плунжерами гидроцилиндров.
Рис. 2. Командоаппарат копировального суппорта гидрокопировального станка: 1 — пульт управления; 2 — упоры; 3 — блок конечных выключателей; 4 — копир; 5 — щуп.
Механизм щупа крепится к гидроцилиндру ползуна копировального суппорта с задней стороны. Он состоит из корпуса, в котором размещен следящий золотник, и рычага с наконечником щупа. При движении наконечника щупа по копиру движения рычага передаются через толкатель на следящий золотник, который распределяет поток масла в соответствующие полости гидроцилиндра ползуна, обеспечивая на изделии воспроизведение профиля копира. Наконечник щупа, независимо от хода рычага, имеет дополнительный регулировочный ход для точной настройки резца на диаметральный размер, обеспечиваемый с помощью винтовой и клиновой передач.
Командоаппарат станка выполнен восьмидорожечным (см. рис. 2) и смонтирован на верхней плоскости станины. Состоит он из бесконтактных выключателей 3, укрепленных на кронштейне, и держателей с лепестками 2 на линейке, закрепленной на каретке копировального суппорта.
По заказу станок оснащается двухпозиционной резцедержкой с резцовой головкой. Резцедержка предназначена для автоматической смены инструмента при переходе от черновой обработки к чистовой Смена производится гидравлически поворотом шпинделя резцедержки от двух плунжеров.
Станок оснащен автоматически включающимся при подведенных ползунах охлаждением.
Поперек оси станка в средней части основания установлен двухшнековый транспортер для удаления стружки. Имеется централизованная циркуляционная смазочная система, состоящая из станций смазки шпиндельной бабки и станции смазки суппортов.
2. Гидрокопировальный суппорт
Работа гидравлического копировального устройства, являющегося основой станка, базируется на использовании так называемых следящих золотников. Особенность этих золотников в том, что их перемещение вызывает одинаковое по величине и направлению перемещение поршня гидроцилиндра, связанного с суппортом. Профиль заготовки, зажатой пинолью 10 гидроцилиндра задней бабки 9, обрабатывается одним резцом 5 (рис. 3) . Резец устанавливают на копировальном суппорте 3, привод которого в продольном и поперечном направлениях осуществляется гидравлической следящей системой 1 и 4, управляемой по специальному копиру 8 или по эталонной детали. Размеры копира точно соответствуют размерам детали.
Особенность этих золотников в том, что их перемещение вызывает одинаковое по величине и направлению перемещение поршня гидроцилиндра, связанного с суппортом. Профиль заготовки, зажатой пинолью 10 гидроцилиндра задней бабки 9, обрабатывается одним резцом 5 (рис. 3) . Резец устанавливают на копировальном суппорте 3, привод которого в продольном и поперечном направлениях осуществляется гидравлической следящей системой 1 и 4, управляемой по специальному копиру 8 или по эталонной детали. Размеры копира точно соответствуют размерам детали.
Рис. 3. Схема работы токарно-копировального полуавтомата
При продольной подаче каретки щуп 7 скользит по копиру 8 и, в зависимости от его профиля, поднимается или опускается Перемещаясь вверх, щуп передвигает золотник 6 управления копировальным гидроцилиндром в верхнее положение. При этом масло поступает в верхнюю полость годроцилиндра, а из нижней — сливается в бак. В результате салазки 2 и резец 5 поднимаются на такую же высоту, на какую щуп 7 поднялся по шаблону 8. Аналогично происходит и движение резца вниз. Если же щуп 7 движется по горизонтальному участку шаблона 8, то золотник, находясь в среднем положении, перекрывает поступление масла в цилиндр и резец 5 не перемещается вертикально. Во время продольного перемещения гидросуппорта упоры, расположенные на его командоаппарате, последовательно нажимают на конечные выключатели, в результате чего выполняются быстрый проход над необрабатываемыми участками детали, быстрый подвод и отвод, переключение скоростей, включение поперечного суппорта. Здесь же установлен и конечный выключатель, отключающий все движения на станке.
При обработке наклонных поверхностей гидросуппортом, когда складываются горизонтальная и вертикальная составляющие подачи, автоматический регулятор настраивает результирующую подачу примерно равной горизонтальной составляющей, независимо от угла наклона профиля копира. Переходы по прорезке канавок, снятию фасок, подрезке торцов выполняются резцами, установленными на поперечном суппорте 12, который приводится в движение с помощью плоского копира 15 с наклонной поверхностью. Копир перемещается с помощью гидроцилиндра 11. На станке возможна обработка поверхности в несколько проходов. Он может комплектоваться устройством активного контроля, позволяющим обрабатывать поверхности с точностью до 0,04. . .0,06 мм.
На рис. 4 показана принципиальная схема гидравлического привода суппорта токарно-копировального полуавтомата Копировальный суппорт 10, имеющий поперечное перемещение, жестко связан с корпусом 7 следящего золотника и со штоком поршня неподвижного гидроцилиндра 9 поперечной подачи. Продольная подача салазок суппорта осуществляется с помощью гидроцилиндра 4. Плунжер 8 следящего золотника прижимается пружиной к рычагу 6, наконечник которого (щуп) находится в контакте с неподвижным шаблоном или эталонной деталью. Таким образом, рычаг 6 удерживает плунжер золотника в определенном положении относительно копира При перемещении щупа вверх или вниз плунжер получит такое же перемещение.
Рис. 4. Схема следящего гидрокопировального привода
При смещении плунжера вверх масло от насоса 13 по трассам X и II поступает в среднюю полость корпуса 7, а затем по трассе VII — в нижнюю полость цилиндра 9, и поршень вместе с суппортом 10 получит движение в том же направлении, что и плунжер. Вместе с суппортом будет перемещаться и корпус 7 золотника, который в результате займет первоначальное положение относительно плунжера (как показано на схеме). Подача масла через золотник прекратится, и суппорт остановится. То же произойдет при перемещении плунжера золотника по шаблону вниз.
Таким образом, перемещение щупа, а вместе с ним и плунжера вверх или вниз вызывает такое же перемещение поршня гидроцилиндра и связанного с ним суппорта 10 с резцом. Поэтому резец, повторяя движение щупа, будет обрабатывать деталь по профилю копира. Масло, вытесняемое из верхней полости цилиндра 9 (при движении поршня вверх) или из нижней полости (при движении вниз), идет по трассам VI или VII, затем через крайние выточки в корпусе золотника поступает в трассу V или IV, далее — в трассу III и через дроссель 1 сливается в бак.
В процессе обработки каретке суппорта, помимо поперечного перемещения салазок (следящая подача — одна координата), сообщается и продольное перемещение (задающая подача — другая координата). При этом масло от насоса 13, пройдя по трассам X, II и VIII, через распределительное устройство (на схеме не показано) подается в правую полость цилиндра 4 и шток поршня перемещает каретку суппорта влево. Масло из левой полости цилиндра по трассе IX через автоматический регулятор скорости 3 и дроссель 2 сливается в бак. Таким образом, резец может получать движение подачи по двум координатам. Результирующая подача резца определяется величиной проходных сечений дросселей 2 и 1, первый из которых регулирует скорость продольной, а второй — поперечной подачи. Клапан 12 предохраняет систему от перегрузки и отводит излишки масла в бак.
3. Кинематическая схема гидрокопировального станка
Cхема построена на широком использовании гидравлического привода (рис. 5). Привод главного движения — четырехваловая коробка скоростей — расположен в шпиндельной бабке.
Крутящий момент от двигателя передается клиноременной передачей 200-230 на первый вал коробки скоростей. Затем с помощью электромагнитных муфт ЭМ! и ЭМ2 через зубчатые колеса 24-23 и 26-25 — на второй вал. Сменные зубчатые колеса 20-19 связывают второй и третий валы. Включение передач 6-7 и 22-21 осуществляется зубчатой муфтой. От шкива второго вала 4 вращение передается реле контроля скорости (РКС). Торможение шпинделя выполняется тормозной муфтой (не показана). Уравнение кинематического баланса главного привода имеет следующий вид:
nшп = 735(1470) • 200/230 • 0,985 • 24/35(35/44) × a/b • 25/62 (51/51) мин-1,
где а и b — сменные колеса 20 и 19 соответственно.
Задняя бабка имеет общие направляющие с поперечным суппортом. Перемещение пиноли осуществляется подачей масла под давлением в правую или левую полость гидроцилиндра, закрепленного на правом торце бабки. Шпиндель задней бабки, как и шпиндель передней бабки, смонтирован на подшипниках качения 4-го и 5-го классов точности. При зажатой в центрах детали гидравлический подпятник, закрепленный в шпинделе бабки, разгружает подшипник от осевой нагрузки, воспринимаемой им при отсутствии заготовки. На бабке смонтирован командоаппарат (конечный выключатель и регулируемый по положению кулачок), сигнализирующий о поджатом положении.
Рис. 5. Кинематическая схема станка ЕМ473-1-02А
Каретка поперечного суппорта базируется с нижней стороны станины (как бы на потолке) на направляющих и выполняет установочное перемещение вдоль оси шпинделя с помощью реечной передачи 18-13. Рабочая подача ползуну суппорта сообщается гидроцилиндром. Перевод с быстрого на рабочий ход выполняет золотник от кулачка, установленного на ползуне Крайние положения ползуна ограничиваются конечными выключателями и регулируемым жестким упором.
Просмотров: 1 600
Одиночный полуавтоматический токарный станок для тяжелых условий эксплуатации Производители, поставщики и экспортеры в Индии Лучшие поставщики и производители в Индии
Мощный одиночный полуавтоматический токарный станок.
| |||||||||||||||||||||||||||||||||||||||||||||||
ДОПОЛНИТЕЛЬНЫЕ ПРИНАДЛЕЖНОСТИ: (ЗА ДОПОЛНИТЕЛЬНУЮ ОПЛАТУ) : | |||||||||||||||||||||||||||||||||||||||||||||||
|
Китай Полуавтоматический токарный станок (C6132 C6136 C6140 C6150 C6166) Токарный станок с двигателем Поставщики и фабрика – Купить Полуавтоматический токарный станок (C6132 C6136 C6140 C6150 C6166) Токарный станок с двигателем
Китай Полуавтоматический токарный станок (C6132 C6136 C6104 Двигатель) Поставщики токарных станков и фабрика – Купить полуавтоматический токарный станок (C6132 C6136 C6140 C6150 C6166) Токарный станок с двигателем – TIMEWAYГлавная > Выставочный зал
Особенности:
1. Токарные станки для нарезания резьбы на трубах оснащены задним и передним 4-х кулачковым электрическим патроном, управление простое и удобное.
2. Конусное токарное приспособление может выполнять нарезку конусной и конусной резьбы.
3. Все шестерни и шпиндель закалены и отшлифованы, что обеспечивает нормальный нагрев шпинделя и работу трансмиссии.
4. Высококачественный винт используется для тяжелой резки.
Отправить запросЧат сейчас
Подробнее о продукте
Наш персонал всегда находится в духе «постоянного совершенствования и совершенства», и вместе с выдающимися превосходными товарами, выгодной ценой и хорошим послепродажным обслуживанием, мы стараемся получить каждый доверие клиентов к вертикально-фрезерным станкам, станкам VMC, универсальным токарным станкам. Наша компания использует эффективную маркетинговую стратегию для быстрого расширения масштабов, захвата рынка и закладки прочной основы для будущей жесткой конкуренции и устойчивого развития компании. В последние годы наша компания всегда настаивала на глубоком совершенствовании и развитии корпоративной культуры, а также постоянно обогащала и улучшала значение корпоративной культуры.
Характеристики:
1. Токарно-карусельный станок для нарезания резьбы оснащен передним и задним 4-х кулачковым электрическим патроном, операция проста и удобна.
2. Приспособление для токарной обработки конуса позволяет нарезать конусную и коническую резьбу.
3. Все шестерни и шпиндель закалены и отшлифованы, что обеспечивает нормальный нагрев шпиндельной коробки и работу трансмиссии.
4. Для тяжелой резки используется высококачественный винт.
5. Основной двигатель с большим крутящим моментом обеспечивает достаточную мощность для выполнения тяжелых функций токарной обработки трубной резьбы.
6. Токарные станки для нарезания резьбы в основном используются на нефтяных месторождениях, например, для изготовления нефтяных труб, бурильных штанг и т. д. Задняя опора подходит для обработки длинных труб.
Technical parameter:
Model | Units | Q-390 | Q-440 | Q-520 | |||||||||
Capacity | Swing over bed | mm | 1000 | 1000 | 1200 | ||||||||
Swing Over Cross Slide | мм | 610 | 610 | 710 | |||||||||
710 | |||||||||||||
0002 Distance between centers | mm | 1500/3000 | 1500/3000 | 1500/3000 | |||||||||
Pipe threading range | mm | 190- 380 | 270-430 | 330-510 | |||||||||
Bed width | mm | 755 | 755 | 755 | |||||||||
X-axis travel | mm | 520 | 520 | 520 | |||||||||
Z-axis travel | мм | 1350/2850 | 1350/2850 | 1350/2850 42 Макс. | кг | 6000 | 6000 | 6000 | |||||
Spindle | Spindle bore | mm | 390 | 440 | 520 | ||||||||
Ступени скорости шпинделя | ступени | 9 | 9 | 9 | |||||||||
Spindle speed | rpm | 6-205 | 4.9-180 | 4. | |||||||||
Chuck size | mm | 850 | 1000 | 1000 | |||||||||
Тип патрона | – | 4002 4 -JAIN | – | 4002 4 -jaw Electric 9000 9000 4002 4 -JAIN 400254 – | 9000 4002 4 -haw Electric | 4002 4 -jaw Electric | 4-jaw electric | 4-jaw electric | |||||
Turret | Turret type | – | Manual 4 stations | Manual 4 станции | Ручная 4 позиции | ||||||||
Размер хвостовика | мм | 45×45 | |||||||||||
Feed | X-axis feed range(steps) | mm/r | 0. | 0,05-0,75 (32) | 0,05-0,75 (32) | ||||||||
x-осевая корм | MM/MIN | 488788878878878878878878878878878878887887888788878887888787887887887887888788878887888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888888780002 1870||||||||||||
Z-axis feed range(steps) | mm/r | 0.1-1.5(32) | 0.1-1.5(32) | 0.1-1.5 (32) | |||||||||
Z-axis rapid feed | mm/min | 3740 | 3740 | 3740 | |||||||||
Thread Cutting | Компания метрической резьбы и диапазон | мм | 1-15 (23) | 1-15 (23) | 1-15 (23) | 91-15 (23) | 91-15 (23) 9000 | 91-15 (23) 9000 | 9 1-15 (23). № дюймовой резьбы и диапазон | T.P.I. | 2-28(22) | 2-28(22) | 2-28(22) |
Tailstock | Tailstock quill diameter | mm | 140 | 140 | 140 | ||||||||
Tailstock quill taper | – | MT6 | MT6 | MT6 | |||||||||
Ход пиноли задней бабки | мм | 300 30024 0029 | 300 | ||||||||||
Power | Main motor power | kw | 22 | 22 | 22 | ||||||||
Rapid motor | кВт | 1,5 | 1,5 | 1,5 | |||||||||
Молотовая мощность. | kw | 0.125 | 0.125 | 0.125 | |||||||||
Others | Machine dimensions | cm | 490/640x210x170 | 500/650x210x170 | 500/650x210x180 | ||||||||
Вес машины | 12800/14300 | 13000/14500 | 15000/16500 | ||||||||||
Accessories:
Standard: √ 4-jaw chuck √ Вертикальный 4-ступенчатый инструмент после √ Устойчивый отдых √ Следуйте REST √ Блок поворота конуса √ Рабочая лампа √ Система охлаждения √ Руководство оператора | Дополнительный: ★ 3-чет ★ DRO 9000 2 |
29 9000 2
229.
Качество нашего полуавтоматического токарного станка (C6132 C6136 C6140 C6150 C6166) Токарный станок с двигателем обеспечивается нашей непрерывной системой технологических инноваций, строгими процедурами контроля качества и активным обслуживанием клиентов. Мы стремимся улучшить наше влияние и ведущую силу и надеемся стать лидером и драйвером развития отрасли. Мы всегда настаиваем на независимом развитии и полны решимости развивать собственный бренд.Hot Tags: токарные станки с трубной резьбой, Китай, поставщики, завод, купить, Универсальные круглошлифовальные станки Mahcines, Большие плоскошлифовальные станки, Токарные станки с ЧПУ, Параллельные токарные станки с ЧПУ, Вертикально-фрезерные станки, Универсальные горизонтальные фрезерные станки
Запрос
Связанные выставочные залы
Высокоточная горизонтальная металлическая наклонная станина TCK6340S …
Гидравлический плоскошлифовальный станок с быстрым подъемом.
 ..
..ручная плоскошлифовальная машина
Станина с металлическим зазором CA6161 Токарный станок
X6336 Универсальные горизонтальные и вертикальные наколенники…
X716 Вертикальная горизонтальная кровать для тяжелых условий эксплуатации Универсальная …
Barrett: 40 Years Of The .50-Caliber Authority
Через полчаса после того, как он посидел, чтобы узнать, как Ронни Барретт построил оружейную компанию, которая носит фамилию, компанию, расположенную в его родном городе Мерфрисборо, штат Теннеси, и в настоящее время празднующую 40 лет в бизнесе, он поделился только одной вещью, которую вы ожидаете. Нет, не проблема разогреться до его темы. Ронни отвечает на сообщение и так быстро и с энтузиазмом пересказывает воспоминания, что мой ноутбук практически дымится.
«Я был большим стрелком, у меня был «узи», пистолеты, винтовки, и мне всегда хотелось собрать побольше. Мы с братом стреляли каждую пятницу и субботу», — вспоминает он. «Мы выходили в поле, расставляли их всех и просто стреляли. Боже, это было весело».
«А как насчет .50 BMG?» Я спрашиваю.
«Первым я выстрелил в тот, который сделал сам», — сказал он с ухмылкой. Примечательно, учитывая, что Ронни три четверти своего времени в торговле оружием был мистером .50 BMG, о чем свидетельствует примерно треть армий мира, использующих Barrett .50 способами, которые навсегда изменили современную войну.
Вообще-то, к нам присоединяется еще один не сюрприз, когда к нам присоединяется сын Ронни, Крис. Я познакомился с Крисом, известным новатором в области огнестрельного оружия и самостоятельным бизнесменом, несколько лет назад, и после этого узнал о его главной роли, которая выходит далеко за рамки «снятия старого блока». Без сомнения, Крис уже слышал все это раньше, и сейчас он сидит сложа руки и позволяет Старшему бежать.
Во-первых, Ронни подтверждает дикую легенду о том, что изначально вызвало его амбиции. «Новый 1982 год — у меня была фотостудия, и мне позвонили: «Можешь приехать прямо сейчас? У нас есть лодка на озере Перси Приста. Нужны фотки, а наш фотограф не показал». Я сказал: «Да».
A .50-кал. На носу лодки был установлен Браунинг, продукт нэшвиллской компании RAMO, Inc., которая надеялась, что динамичное изображение поможет им получить государственный заказ. Хотя картина была отмечена наградами, контракта не было. Тем не менее костяшки домино падали.
«Я вернулся к Пони Мэйплз (Рамо) и сказал ему, что думаю сделать свою собственную винтовку. Он хотел продать мне один из своих за 3200 долларов — большие деньги по тем временам», — говорит Барретт. «Я сказал, что [мой дизайн] должен быть чем-то легким для игры, что я думаю о затворе с Т-образным болтом. Пони сказал, что если бы кто-нибудь когда-нибудь выпустил полуавтоматический 50-й калибр, это был бы товар, который можно было бы продать. Поэтому я ответил: «Ну, хорошо, я спроектирую и построю один, и если он будет хорошо выглядеть, вы, ребята, можете его сделать. » Затем я пошел домой и на обеденном столе начал рисовать, как я хотел, чтобы он выглядел. ».
Стремление Ронни Барретта построить свою собственную винтовку — полуавтомат калибра .50 BMG — превратило гараж его отца в мастерскую по гибке и сварке стали. Всего за несколько месяцев Барретт с некоторой помощью изготовил рабочую руку для выстрела из плеча.
Отсутствие инженерного или машиностроительного опыта не остановило молодого человека. «Мой отец занимался производством мебели, так что у меня был опыт работы с инструментами, и для моего фотобизнеса я сделал все столы, верстаки и реквизит. Я тоже неплохо рисовал, поэтому я отнес эти наброски своего полуавтомата в магазин, чтобы посмотреть, не помогут ли они мне сделать прототип. Они сказали, что это выглядит довольно хорошо, но мне нужно правильно преобразовать его. Я даже не знал, что размеры должны быть указаны в тысячных долях, и все такое, — сказал он, посмеиваясь.
«Я узнал. Нашел слесаря Боба Митчелла, у которого в небольшой мастерской были мельница, токарный станок, шлифовальный станок и сверлильный станок. Мы начинали в 5 часов после нашей обычной работы и работали до поздней ночи. Кроме того, я работал с парнем из Шотландии Гарри Уотсоном, чтобы согнуть металл». Через несколько месяцев Барретт и его наставники изготовили полуавтоматический пистолет калибра .50 BMG с плечом, длиной около 5 футов и весом почти 30 фунтов.
«Эта винтовка выстрелит несколько раз, а потом заклинит», — признается Ронни. «Его нужно было несколько доработать, поэтому я начал вторую версию, прежде чем усовершенствовать первую. У второго была шестигранная стальная [рама]. Он был намного менее громоздким и более привлекательным, и это фирменный дизайн, который мы используем до сих пор».
Фотография, которую Ронни Барретт сделал для потенциального государственного подрядчика, получила награду и пробудила творческие инстинкты молодого фотографа, которые в конечном итоге привели к созданию одноименной винтовки.
«Тот, который я взял на Хьюстонскую оружейную выставку, — говорит Ронни, — хотя на самом деле я его еще не закончил. Затвора не было, только держатель, поэтому я вставил туда палку, чтобы нельзя было дернуть затвор. Я показал на выставке видео первого прототипа, и никто не заметил, что это два разных орудия. Я взял депозиты от трех человек. Затем я разместил объявление в Shotgun News обошлась мне в 2300 долларов, и от этого я получил больше заказов».
Всего за шесть месяцев начинающий дизайнер оружия создал и построил два разных прототипа, занялся маркетингом и продал больше, чем ожидалось. «Я вернулся к Пони Мэйплз и сказал: «Вот они». Но он вложил все свои силы в попытки получить контракт на поставку пулеметов ВМФ. Так что я просто отказался от идеи работать с производителем. Я решил просто продолжать делать их сам».
Жонглируя требованиями в фотостудии, Ронни и его партнеры запустили производство. «В доме, который я арендовал у отца, был старый открытый гараж, где я начал сгибать [детали рамы] и настроил сварочный аппарат после того, как убедил город разрешить мне запустить там линию 220. Я гнул сталь, а Гарри приходил сваривать все вместе. Другой друг, Том Исабон, изготавливал наши мелкие детали, болты и прочее, на ручном фрезерном станке. Таким образом, мы сделали 30 орудий с опозданием на несколько месяцев из-за уже принятых заказов. Я потерял на них деньги, и мне пришлось поднять цену, чтобы построить еще одну партию. Опять потерял деньги, но не так много. Наконец-то получил небольшую [прибыль] от третьей партии. Я узнавал о литье по выплавляемым моделям и других способах делать вещи, которые были бы более эффективными».
Через шесть месяцев Барретту удалось построить два последовательных прототипа винтовки. Затем он принял заказы и погрузился в производственный процесс, чтобы получить больше продукции.
Результатом стала любовь с первого взгляда к любителям крупнокалиберного оружия, начиная со ставшего культовым профиля Barrett, состоящего из толстостенных стальных штамповок, из которых состояли приклад и ствольная коробка. Пока Ронни решал проблемы с питанием, проектировал надежный магазин на 10 патронов и укротил устрашающий калибр 0,50 калибра. удар с отдачей/стволом и запатентованным дульным тормозом «наконечник стрелы», молва распространилась быстро. В раннем обзоре American Rifleman отметил: «Barrett M82A1 завоевал широкую популярность… благодаря своей прочной конструкции, простоте разборки и высокой скорострельности».
Дядя Сэм хочет Барреттс
«Позвонил парень по имени Дик Свон и попросил винтовку. Он работал в этой отрасли, производил крепления для прицелов для винтовок H&K и разработал AR для спецопераций», — объясняет Барретт, когда его спрашивают, как он перешел в военную сферу. «Дик взял меня под свое крыло и настоял на том, чтобы я был на выставке AUSA в Вашингтоне». Ежегодно организуемая Ass’n of the U.S. Army, это выдающаяся выставка военной техники и сопутствующих товаров в Америке.
Американский M107 защищает свободу во всем мире. Его внешний вид несколько изменился, но он по-прежнему включает в себя многие фундаментальные элементы дизайна своего предшественника: M82A1.
«Дик сказал мне принести винтовку. Хотя я не мог позволить себе собственную будку, он пытался заманить меня к другу, продающему приборы ночного видения. Мы поднялись в гостиничные номера, я встретил парня и сказал ему, что у меня есть только винтовка для установки этого [прибора] ночного видения; это заставило бы его подразделения выглядеть маленькими. Он согласился, и на следующий день я вальсировал эту большую пушку через парадную дверь, — сказал Барретт, смеясь над собственной дерзостью. «Я демонстрировал его [в течение] трех дней, раздавая брошюры военным со всего мира. Вскоре мне стали звонить из разных стран. Израиль был первым, кто искал информацию, но фактически Швеция отдала первый заказ. Они беспокоились о советском флоте и думали, что наша винтовка будет тем самым, чтобы приставать к этим кораблям. Прежде чем я успел выполнить заказ, Советский Союз начал разваливаться, и в итоге шведы забрали 100».
Кажется, первыми винтовками Барретта, использовавшимися в бою, были винтовки, которые ЦРУ приобрело на дне и передало афганским повстанцам, сражавшимся с советскими оккупантами. Хотя подробности можно найти на barrett.net, Ронни не упоминает об этом.
«Моя первая продажа в США была для ВВС, — вспоминает он, — которые хотели получить его для очистки взлетно-посадочных полос от неразорвавшихся боеприпасов. 20 мм, которые они использовали для этой работы, разорвали асфальт. Калибр .50 был идеальным. Вскоре мне позвонили из Куантико (USMC), а затем проявила интерес армия. Это было время, когда у обоих были [операторы, развернутые] в Центральной и Южной Америке, интересные вещи.
«Мой друг-майор вскоре сказал мне: «Теперь мы видели твою винтовку, и нам понадобится много винтовок в следующий раз [начинаются проблемы].» И довольно скоро это произошло». Изобретатель сделал паузу для эффекта. “Буря в пустыне.”
История собиралась поставить небольшой сборочный цех в Теннесси на быстрый набор. «Другой армейский майор связался с нами, желая купить 200 винтовок. В конце концов он согласился на половину этой суммы, а я сэкономил 100 для морских пехотинцев», — сказал Барретт. «Великобритания звонила и тоже хотела 100 винтовок. Хотя у нас их не было, я взял заказ и деньги, а потом все мы, около 10 сотрудников, включая меня, работали всю рождественскую неделю, чтобы построить эти 100 винтовок. Мы начали в 5 утра и продолжали до 11 каждую ночь. В то время магазин был небольшим зданием за моим домом. В день Рождества [приятель из Нэшвилла] и я были на обочине моей собственности, БУМ-БУМ-БУМ, стреляя из тех винтовок, которые направлялись в Кувейт.
«Готовясь к «Бури в пустыне», винтовка Barrett M82A1 стала официальной винтовкой Корпуса морской пехоты. В тот момент (армия США) SOCOM думали, что они будут переводить деньги через морскую пехоту, чтобы закупить их Barretts, но каким-то образом это означало, что все армейские спецподразделения, у которых уже были наши винтовки, должны были отправить их обратно, а этого никто не хотел. Так что армия также сделала это официально».
Винтовки Барретта, которые были выданы всем подразделениям вооруженных сил США, за исключением новых Космических сил, появились в результате обширных разработок их изобретателя (справа).
Солдаты Войны в Персидском заливе вскоре сообщили о ошеломляющей способности нейтрализовать грузовики, бронетранспортеры и другие тяжелые цели на расстоянии более 1000 ярдов. Сражения с легкими целями также имели далеко идущие последствия, что породило дискуссию о важной роли мощного .50: Anti-material? Противопехотные? Универсальная платформа? Все согласны с тем, что этот новый множитель силы стал поворотным моментом в развитии стрелкового оружия, который дал армиям большую досягаемость и большую мобильность, чем когда-либо.
Не прошло и 10 лет, как любитель выходного дня, инженер-самоучка и одаренный предприниматель воспользовался внезапным рвением, чтобы создать собственную винтовку, чтобы вызвать уважение у мировых элитных стрелков и военного начальства, ответственного за защиту национальных интересов. Как будто в этом нет ничего экстраординарного, Ронни пожимает плечами и говорит: «Я всегда мог делать все, что хотел. Это просто моя природа. Как пожилой человек, я теперь знаю, что если Бог хочет, чтобы что-то было сделано, Он сделает это. Много раз с наименее вероятными людьми. Вот откуда ты знаешь, что это Бог».
С тех пор компания Barrett Firearms стала обязательным поставщиком для военных. Около 75 стран, одобренных Государственным департаментом, предоставили своим войскам винтовки Barrett, включая все подразделения США, за исключением новых Космических сил. Большой M82A1, официально обозначенный армией США как M107 в 2002 году, по-прежнему составляет львиную долю, но интерес вызывают и другие конструкции, совсем недавно — Mark 22 Mod 0 (MRAD) с продольно-скользящим затвором. Его официальное принятие USSOCOM в 2019 году стало беспрецедентным вторым ударом молнии, что сделало Ронни и Криса Барреттов единственной командой отца и сына, разработавшей официальные служебные винтовки США.
Но связь с вооруженными силами США выходит за рамки бизнеса. Солдаты часто делятся значимым опытом с персоналом Barrett с пылом лояльности к бренду, которому могут позавидовать другие фирмы. Возьмем, к примеру, одну конкретную вирусную историю, которая продолжает крушить Интернет не только на сайтах, посвященных военным и любителям огнестрельного оружия. Правда ли, что американский снайпер, столкнувшийся с неполадками на поле боя, набрал линию помощи компании прямо из «песочницы»? Ронни закатывает глаза и ведет посетителя в фабричный цех. «Это Дон Кук, — объявляет он, — человек, который ответил на звонок».
«Да, велась стрельба, и много чего», — кивает Кук, сам бывший морской пехотинец. «Вызывающему нужно было вернуться в бой, но курок его винтовки заклинил. После того, как он объяснил, стало ясно, что губки для подачи журналов согнуты. Я видел это раньше и описал, как он мог снять крышку и использовать затворную раму, чтобы вернуть их на место. Я сразу же услышал, как он работает над этим. Вскоре я услышал более громкую стрельбу — это был он! — и он закричал: «Спасибо!», а затем снова начал стрелять, прежде чем я успел даже спросить, в какой части он был».
Но на этом дело не закончилось, как демонстрирует Кук, хватая нижнюю часть ствольной коробки M107, чтобы показать, как компания впоследствии перепроектировала и усилила рампу подачи, чтобы предотвратить повторение такой проблемы. Ронни разделяет приверженность Barrett поддержке военных клиентов и отношения, которые он разделяет с ними. “Я люблю это. Это позволило мне познакомиться с некоторыми из лучших людей в мире. Когда мы встречаемся, многие солдаты хотят пожать нам руку или обнять; некоторые плакали, рассказывая, как наши винтовки спасли им жизнь». Он делает глубокий вдох. «Это очень полезно».
Ветви генеалогического древа
Одновременно с резким скачком военных продаж M82 в начале 1990-х годов компания Barrett начала диверсификацию, перейдя в категорию винтовок с продольно-скользящим затвором. Несмотря на другую операционную систему, последующие модели 90 и 95 были почти стилистическими близнецами своего полуавтоматического предшественника. Эти 23 фунта. Бегемоты поставлялись с трубчатыми 29-дюймовыми стволами и предназначались исключительно под патрон .50 BMG. Обе модели щеголяли бортовыми сошками, съемными магазинами размером 2×6 и клиновидными дульными тормозами. В конце десятилетия однозарядная Модель 99, и в обзоре American Rifleman прокомментировано изменение «философии», представленное в «рынке начального уровня, который Барретт надеется использовать с винтовкой матчевого класса, стоимость которой значительно ниже соответствующей класса».
В холодный день в Швеции, в тонкой кожаной куртке, юный изобретатель получил признание за винтовку, которая четыре десятилетия спустя дала армиям всего мира беспрецедентную досягаемость и мобильность.
Еще большее изменение осталось незамеченным, поскольку это был дебютный вклад молодого сотрудника, который вскоре станет главным дизайнером. Крис Барретт перешел на полную ставку после окончания средней школы в 19 лет.96 и едва достиг подросткового возраста, когда выпустил M99. Это было только начало длинного творческого пути, который способствовал росту компании, добавил ей славы и обеспечил лояльность стрелков. Среди заслуживающих внимания вкладов:
• Патрон .416 Barrett (2007 г.) — с укороченной гильзой .50 BMG с зауженной шейкой, обеспечивающей большую энергию на дальнем расстоянии, чем его родоначальник;
• Карабины модели AR, кульминацией которых стало семейство REC7/REC10 (2008 г.) — малокалиберная платформа как в газопоршневой версии, так и в версии с прямым ударом: применение в правоохранительных органах, средства индивидуальной защиты и боевые винтовки;
• Высокоточная винтовка модели 98B калибра . 338 Lapua Mag. (2008 г.) — шаблон для современных снайперских винтовок; и
• Винтовка с продольно-скользящим поворотным затвором MRAD/Multi-Role Adaptive Design (2011 г.) — функциональная универсальность, включая взаимозаменяемость калибра, позволяет операторам адаптировать свои винтовки к изменяющимся условиям миссии. Винтовки по контракту SOCOM переходят с 7.62 NATO и .300 Norma на .338 Norma.
Рассказывая о своих знаменитых конструкциях огнестрельного оружия и боеприпасов после окончания средней школы, Крис Барретт говорит: «Чрезвычайно большая дальность — это то, кто мы есть и куда мы идем».
Попутно отец и сын оба были президентами компании, но в конце концов решили, что административные требования не позволяют наилучшим образом использовать их таланты. Ныне за этим столом сидит бывший налоговый инспектор Сэм Шалленбергер. Независимо от их места в организационной структуре, Ронни, Крис и другие работали вместе за кулисами, чтобы модернизировать компанию, чьи истоки столовой и гаражной мастерской были блестящими во времена становления, но устарели. В результате этого упреждающего толчка инженеры перешли от чертежей, составленных вручную, к программному обеспечению САПР и 3D-моделированию; Станки с ЧПУ заменили прежние инструменты, и Крис модернизировал фабрику в сторону бережливого производства, что одновременно ужесточило эффективность производства и контроль качества.
Тем не менее, Крис утверждает: «Моим самым большим достижением было то, что мы дали нам несколько директив, которые принесли большие выгоды и позволили нам нанять лучших парней. Как менеджеры, мы перешли от работы с людьми к их развитию. У нас есть план и резервная копия для всего, что мы делаем, и для каждого сотрудника. Мы самовоспроизводящаяся компания. Это помогло нам создать бренд, синонимичный сервису, который лучше, чем когда-либо, справляется с бюрократическими проволочками и удовлетворяет потребности клиентов». Если была проблема, Барретт исправлял ее.
Награды и признание приходят с разных направлений. Вот лишь некоторые из самых престижных: награда армии США за 2005 год «Десять величайших изобретений» за M107; 2006 Предприниматель года от мирового бухгалтерского гиганта Ernst & Young; Сертификаты Международной организации по стандартизации 9001 по управлению качеством; и законодательный орган Теннесси, назвавший модель 82 официальной винтовкой штата.
Кроме того, компания Barretts дважды получала награду «Винтовка года» в программе повышения квалификации Golden Bullseye от NRA Publications, а Ронни был удостоен индивидуальной награды «Пионер» в 2010 году. ведущий получатель голосов каждый раз, когда он баллотируется на выборах. Посетители его офиса не могут не заметить служебную табличку NRA Board, установленную на уровне глаз рядом с главной дверью. «NRA меняет выборы, и если бы не NRA… где была бы наша страна? Мы в движении, и сейчас, с отличным правлением, мы сильнее, чем когда-либо», — замечает он, затем подмигивает, добавляя: «Конечно, я думаю, было бы разумно переместить учредительные документы NRA в Теннесси. ».
Сотрудник Barrett Дон Кук ответил на телефонный звонок, который поместил его в военные знания США, помогая солдату, участвующему в перестрелке в пустыне, успешно ремонтировать поле боя.
Долгосрочный прогноз
Ронни Барретт перебирает стопки старых цветных снимков, раскладывая горсть на своем столе. — Посмотри на это, — вздыхает он. «О боже». Он появляется один со школьником Крисом и отцом в устаревшем камуфляже, позируя с дробовиками в руках. На следующем изображен парень в классической рубашке и брюках, занятый сгибанием стали в нижний ресивер. Есть бесчисленное множество других, которые помогают понять, почему эта 40-я годовщина является такой важной вехой.
Какими бы приятными ни были воспоминания, наша беседа также показывает, что Барретты привязаны к своему следующему десятилетию и даже больше. Однако, в отличие от других ведущих брендов огнестрельного оружия, этот прогноз не зависит от постоянного выпуска новых продуктов.
«У нас есть проекты, которые еще не вышли, но они готовы; возможно, в этом году появится новая винтовка», — намекает Ронни. Больше он ничего не говорит, но допускает: «…в ближайшем будущем, вероятно, будут [представления аксессуаров]. Сейчас наше время занято двумя [служебными] винтовками, MRAD Mark 22 и M107. Мы распроданы до 2024 года и работаем на полную мощность. Несколько лет у нас много государственных дел. В других случаях мы занимаемся нашими гражданскими делами».
Крис Баррет добавляет перспективу. «Мы какое-то время шли по этому пути, ориентированному на новый продукт, потому что мы креативны. Я не хочу быть критичным, но такой подход требует больших денег, техники и совсем другой культуры, чем у нас здесь. Я не вижу, чтобы мы производили, скажем, тысячи пистолетов с наценкой в 20 долларов или другие товары широкого потребления. Всегда найдется тот, кто сделает их дешевле. Но по нашей специальности никто не смог конкурировать. Вот почему мы лидируем.
«Мы посвятили себя созданию превосходных вещей дальнего действия. Это то, что мы делаем, и в рамках нашей ниши мы, безусловно, работаем над новыми вещами. Чрезвычайно дальняя дальность — это то, кто мы есть и куда мы идем», — говорит он. «В течение следующих 10 лет Barrett будет лидировать в запуске снарядов, которые поражают цели на расстояниях, которые раньше считались возможными.