Токарный станок тв – Токарный станок ТВ: 4, 16, 7
alexxlab | 03.09.2020 | 0 | Токарный
Токарный станок ТВ-4 (ТВ-6) – kombogeek.ru (Оформление сайта в мыслительном процессе автора)
Вернуться к Балкон-мастерская
Здесь будет располагаться инфа по имеющемуся токарно-винторезному станку ТВ-4
Вот и добрался я до темы, посвящённой, токарникам, а именно ТВ-шкам. За что отдельное спасибо надо сказать другу Алексею, который купил этот станок и любезно поставил его на мой балкон . Первым делом я примерил имеющийся сверлильный патрон ещё с моих сверлилок, в заднюю бабку, который, как оказалось подходит идеально После выгрузки станка из машины …
После подключения и проверки работоспособности двигателя, принялся разбираться с кулачками в патроне. Станок мы взяли с прямыми и обратными кулачками, только вот по неопытности и из-за спешки сразу не разобрались, что обратные кулачки некомплектные и вместо трёх номеров были только 2 номера и третий из другого набора. Из-за 1 неподходящего кулачка, схождение было либо так …
Сделал видео, по демонтажу и полной разборке передней бабки Нравится
Из-за большого количества грязи и налёта на валах, очень плохо слезали шестерни с валов.А не имея никакого опыта и знаний в подобной разборке, приходилось поначалу осторожничать при сдвигании шестерн с их посадочных мест. Все шестерни установлены таким образом, что понятно, что и за чем следует при сборке/разборке, но налёт, копоть и грязь немного сбивали с …
На данный момент процесс сборки уже окончен и бабка установлена на станину. Подшипники установлены все закрытого типа, кроме радиально-упоных. На шпинделе спереди установлены 2 радиально-упорных роликовых подшипника а сзади 4-го класса двухрядный После установки двухрядного, стопорное кольцо ставить стало некуда, т.к. прикрылось его посадочное место подшипником. Но я думаю, что это и не обязательно. …
Нарезал видео по разобранной бабке. Там показал как снял внутреннюю обойму подшипника со шпинделя и как зачистил саму бабку. Чуть позже дорежу видео по сборке бабки Нравится
Собрал видео по сборке передней бабки. Получилось длинновато, но зато всё, вроде, видно. Для приобретения подшипников, был выбран автомагазин, в котором имеются запчасти для отечественных авто. В качестве радиально упорных были установлены роликовые радиально-упорные 266272. Еще получилось установить двухрядный подшипник, с противоположной стороны от радиально-упорных, что не может не радовать. В тело бабки, внешняя обойма …
Со свободным временем и возможностью стало посложнее, но кое-что уже успел ещё сделать со станком. После сборки ПБ пришло время осваивать один из очень ответственных вопросов на токарном станке, а именно расточка кулачков. После съёма ПБ, переборки и установки её обратно, естественно появилась необходимость правильной её установки. Всё бы ничего, да вот только кулачки на …
Хотел рассказать, про различные замеры и осмотры. Поскольку немного страшновато смотреть и трогать сразу все узлы, втыкаю в суть на «пол шишечки». Рейка, которая крепится под станиной, уработана сильно и перестановка половинок местами не принесла совсем положителного эффекта. Зубья, хоть и все на месте, но сточены сильно : В каком состоянии шестерня не смотрел, ибо …
Пока решается вопрос с правильной обточкой кулачков, немного затарились резцами и кружком для точила Но без нюансов снова не обходится — диск установил, но при вращении имеется биение плоскости с алмазами. Как ни крути, круг снова замыкается и для устранения биения можно попытаться затокарить втулку, но затокарить сейчас не получается, т.к. не зажимают кулачки. Брал …
Немного скопилось проделанных действий, касательно этого станка, так что пора бы поделиться. После очистки патрона сначала получилось заменить рейки, приехавшие из Ростова на дону Они подошли как и положено тому быть, за исключением того, что стандартные штифты из старых реек вылезли почти легко, а в новые не вставились до конца. Конусность, с которой они сделаны, …
Запилил видео про стачивание кулачков Нравится
Эх, ну никак не получается начать пользоваться станком. Очередные проблемы встают на пути неопытного токаря , ну да ладно. Собрал 2 видео, о выставлении бабки и про попытку проточить кулаки. Всё показываю как есть и в том порядке, в котором я всё делаю. Так что окончания эпопеи ещё нет и продолжение ещё следует. Видео получились …
В продолжение моей истории немного расскажу о том, какой процесс идёт со станком. После неудачной проточки кулачков, принялся за суппорт с фартуком. Как снимать не имел ни малейшего понятия, поэтому начал сверху вниз, откручивая всё то, что видел и думал, что надо откручивать. Весь процесс заснял, как обычно на видео, но его пока не сделал. …
Сначала решил вопрос несоосности отверстий в фартуке и кроватке вала автоподачи. У кроватки с одной стороны заткнул пластилином отверстия С другой стороны залил холодной сваркой Взял холодную сварку такого типа, которая немного жидкая, замешал её и напихал в отверстия, залив немного больше После суток застывания, лишнее легко откололось отвёрткой, а нужное осталось. Оставшееся немного подточил …
Поставив на место фартук, накинул плиту суппорта и притянул её к фартуку. Вот тут возникло новое препятствие в виде уголков, которые притягивают суппорт к станине, со стороны фартука После прикладывания уголков по месту стало ясно, что их необходимо стачивать примерно на 0,3мм каждый, чтобы суппорт начал притягиваться к станине. Причем, как оказалось, износ был больше …
Хоть и черепашьими шагами, но немного продвигаюсь с вопросом переборки суппорта. Видео всё никак не могу сделать,т.к. с суппортом ещё остались незаконченные моменты. Примерочная сборка суппорта показала, что надо хотя бы распилить гайку поперечки, чтобы была временная компенсация люфтов Гайку распилил болгаркой, диском 0,8мм Зажал в имеющиеся небольшие тисочки и сделал пару дырок. Именно дырок, …
Ну вот и всё. Уж на сколько я упёртый, но даже меня становится маловато. Собрал суппорт, снова проточил кулаки, да вот только проточка дошла до того, что у кулаков «мясо» уже сточилось неприлично много Итог многострадальных дней пока только опечаливает По замерам биения — 9 десяток на вылете 17см от края кулаков. 🙁 Нравится
kombogeek.ru
Токарный станок ТВ 16: технические характеристики, правила эксплуатации
Токарные станки ТВ 16 выпускались в послевоенное время на многих станкостроительных заводах в разных республиках Советского Союза (Казахстан, Украина, Беларусь). В основном станки ТВ 16 использовались в разных учебных заведениях для обучения детей, которые получали бесценный опыт по токарной обработке. Хотя в наше время станок ТВ 16 уже снят с производства, его еще можно встретить в школах, училищах, частных мастерских и т. п.
ТВ 16 спроектирован на основе чехословацкого станка TOS MN80, и, несмотря на то, что ТВ 16 выпускались на разных станкостроительных предприятиях, особенных отличий у них не было. Они могли отличаться лишь формами литья, а все остальные внутренние механизмы и комплектующие были идентичными.
Сам станок небольших габаритов. Он выполняет такие функции, как обработка различных видов метала, растачивание, сверление, нарезание резьбы, торцевание и т. д.
Основные элементы и конструкции станка
- Чугунная литая станина.Служит опорой для всех механизмов и составляющих деталей.
- Передняя бабка. Место, где находится шпиндель станка и патрон, в котором закрепляется заготовка.
- Задняя бабка. Используется для фиксации при креплении на длинных заготовках, а также для закрепления в нее сверл и режущих инструментов для сверления деталей.
- Привод. Осуществляется от индивидуального электродвигателя, мощь которого от 0,4 до 0,5 кВт. Многоступенчатые шкивы шпинделя и электродвигателя имеющие 6 скоростей вращения шпинделя — 1600 об./мин.
Механизмы подач. Главная роль их — настройка продольных подач и нарезание резьбы.
Суппорт. К основным функциям суппорта относятся перемещение и закрепление резцов.
Фартук. Крепится к каретке суппорта. Передвижение фартука вручную происходит через зубчатую передачу и рейку, вращением маховика лимба. А также перемещается с помощью гайки ходового винта, включение и выключение гайки происходит с помощью рукоятки.
- Электрооборудование. Выполняет включение и выключение оборудования, защищает реверс двигателя от коротких замыканий и скачков напряжения, а также служит для блокировки. По технике безопасности станок должен быть обязательно заземлен, для этого предусмотрена колодка на боковой панели стола, для провода заземления.
- Стол. Агрегат крепится на деревянный стол с помощью крепежных винтов, в левой тумбе находится привод и электрооборудование, там же — конечный выключатель, который автоматически выключает электродвигатель.
Характеристики станка ТВ-16
Максимальные размеры обрабатываемой детали над станиной не более ∅ 160 мм, а над суппортом не более ∅ 90 мм, максимальная длина в центрах 250 мм. ТВ 16 имеет увеличенную ширину отверстия в шпинделе, показатель которой 18 мм, больше чем на станке ТВ 4.
Параметры станка:
- Классы точности токарного станка — ТУ ТВ-16−0001
- Высота центров — 85 мм.
- Самая большая длина обтачивания в патроне — 250 мм.
- Длина — 1150 мм.
- Высота — 1200 мм.
- Ширина — 600 мм.
- Масса — 180 кг.
Суппорт и подачи:
- Продольное передвижение суппорта — 260 мм.
- Наибольшее передвижение резцовых салазок — 100 мм.
- Количество продольных ступеней подач суппорта — 19
- Лимиты продольных рабочих подач суппорта — от 0,01 до 0,5 мм/об.
- Лимиты поперечных рабочих подач суппорта — нет.
- Количество метрической нарезаемой резьбы — 19
- Шаг нарезаемой метрической резьбы — от 0,2 до 3
- Шаг нарезаемой дюймовой резьбы — нет
- Шаг питчевой нарезаемой резьбы — нет
- Шаг модульной нарезаемой резьбы — нет
- Количество резцов в резцедержателе — 4
- Предельные величины державки для резца ШхВ — 12×15
- Высота поверхности резцов соответственно линии центров — 10 мм.
- Число резцовых головок — 1
- Мера одного деления лимба продольного — 0,5 мм.
- Мера одного деления лимба поперечного — 0,05 мм.
- Передвижение одного оборота лимба продольное — 32 мм.
- Передвижение одного оборота лимба поперечное — 1,5 мм.
 Шпиндель:
Шпиндель:
- Резьбовой конец шпинделя — М39×4
- Диаметр патрона — 100 мм.
- Диаметр отверстия шпинделя — ∅18 мм.
- Предельный диаметр прутка — ∅17 мм.
- Конус отверстия шпинделя Морзе — № 3
- Количество передач частот прямого вращения шпинделя — 6
- Количество прямого вращения шпинделя — от 160 до 1600 оборотов в минуту.
- Количество передач частот обратного вращения шпинделя — 6
- Количество обратного вращения шпинделя — от 160 до 1600 оборотов в минуту.
- Блокировка рукояток — не имеет
- Торможение шпинделя — не имеет
Задняя бабка:
- Конус отверстия Морзе задней бабки — № 1
- Перемещение пиноли на длину — 65 мм.
- Перемещение одного деления пиноли лимба — 0,5 (линейки 1 мм)
- Смещение задней бабки поперечное — ±5
- Поперечное смещение на 1 деление — не имеет
Электрическое оборудование станка:
Главный привод – электродвигатель 0,5 кВт.
Резцовые салазки:
- Угол поворота ± 60 град.
- Одно деление шкалы поворота — 1 град.
Другие характеристики
- Блокировка — есть
- Резьбоуказатель — нет
- Предохранение от перегрузки — есть
Правила эксплуатации
 Перед тем как начать работать, нужно выставить обороты шпинделя, в зависимости от выполняемой работы меняют шестерни подач в гитаре станка, по специальной таблице. На шпиндель устанавливается патрон и планшайба, также в патрон станка устанавливается обрабатываемая заготовка и затягивается. При обработке детали в центрах подводят заднюю бабку. В резцедержатель устанавливаются и закрепляются нужные резцы для обработки детали. Далее выполняется запуск агрегата кнопкой «пуск», завершается работа нажатием кнопки «стоп».
Перед тем как начать работать, нужно выставить обороты шпинделя, в зависимости от выполняемой работы меняют шестерни подач в гитаре станка, по специальной таблице. На шпиндель устанавливается патрон и планшайба, также в патрон станка устанавливается обрабатываемая заготовка и затягивается. При обработке детали в центрах подводят заднюю бабку. В резцедержатель устанавливаются и закрепляются нужные резцы для обработки детали. Далее выполняется запуск агрегата кнопкой «пуск», завершается работа нажатием кнопки «стоп».
Чтобы обороты шпинделя были в обратном направлении, рукоятку переключателя перемещают назад. После окончания работы нужно обязательно ставить ручку в нейтральное «выключенное» положение, так как кнопка «стоп» не снимает напряжение станка, а только выключает электродвигатель. Для продольных подач, а также для нарезания резьбы включается маточная гайка с помощью рукоятки.
Нельзя допускать чрезмерного нагревания шпинделя, если такое происходит, значит, необходимо сменить смазку. Очень важно следить за нагревом подшипников, чтобы в дальнейшем своевременно устранить неполадки.
tokar.guru
Токарно-винторезный станок ТВ-16: характеристики, паспорт, видео
Учебный токарно-винторезный станок ТВ-16 является малогабаритным оборудованием для обработки деталей из металла. Он разработан для выполнения элементарных токарных операций, таких как точение и растачивание, и работ средней степени сложности, например, нарезание резьбы, сверление отверстий и прочее. Токарный станок по металлу для школы разработан с целью обеспечения промышленного образования молодежи в мастерских различных учебных заведений. Габаритные параметры составляют 115 ×60 × 120 см, вес устройства – 180 кг.
 Учебный советский токарно-винторезный станок ТВ-16
Учебный советский токарно-винторезный станок ТВ-16
Технические характеристики токарного станка ТВ-16
Допустимые размеры обрабатываемой заготовки не могут превышать ∅ 160 мм над станиной, при этом над суппортом не более ∅ 90 мм, в центрах (РМЦ) максимально возможная длина ограничивается 250 мм. Настольный токарно-винторезный станок ТВ-16 имеет увеличенную, по сравнению с моделью ТВ-4, ширину сквозного отверстия в шпинделе, показатель которой составляет 18 мм.

Технические характеристики ТВ-16
Скачать паспорт токарно-винторезного станка ТВ-16
Узлы станка
- Литая станина из чугуна. Представляет опору и основание всех составных деталей и механизмов. Обладает тремя продольными направляющими пазами, обеспечивающими движение суппорта и фиксацию задней бабки. Ходовой винт и рейка расположены в лицевой области.
- Передняя бабка. Обеспечивает вращение заготовки.
- Привод. Представлен индивидуальным асинхронным электродвигателем. Показатели мощности составляют 0,4 — 0,5 квт, а скорость вращения — 1400 об/мин.
- Механизм подач. Основная функция состоит в настройке продольных подач и нарезании резьбы.
- Фартук. Обеспечивает перемещение резцедержателя от ходового винта к суппорту. Включенная гайка фартука обеспечивает автоматическую подачу, ручное передвижение производится в случае ее отключения, посредством прокручивания маховика с лимбом.
- Суппорт. Обеспечивает закрепление и движение резцов.
- Задняя бабка. Служит для закрепления крупных элементов, используется при протачивании отверстий. Режущий инструмент закрепляется с помощью задней бабки.
- Стол. Установку следует закрепить на деревянном столе, фиксируя его винтами. Привод и электрическое оборудование располагается в тумбе стола слева.
- Электрооборудование. Предназначено для защиты устройства от коротких замыканий, гарантия реверса двигателя, предохраняет от перепадов напряжения в сети.
Видео-обзор станка
Особенности
Настройка механизмов и узлов
Фиксации подшипников шпинделя производится с использованием гайки. Грамотная подборка распорных втулок поможет исключить появление осевого люфта. Важно создать правильное натяжение ремней клиноременной передачи, не слишком сильное, однако недопустимо проскальзывание их на шкивах. Регулирование производится с использованием эксцентрикового механизма, с последующей фиксацией.
Перед монтированием токарного станка ТВ-16 совершается чистка и смазка шестерен. Используя клинья и винты реализуется корректировка пробелов в направляющих каретки суппорта, верхних и поперечных салазок.
Конусная обработка изделия в центрах предполагает сдвиг корпуса задней бабки относительно ее плиты. Использование винтов помогает точно настроить нужное месторасположение.
Особенности монтажа
На первоначальном этапе установки нужно переместить станок к окончательному месту расположения, а затем произвести распаковку. В дополнительной упаковке поставляется стол. Для максимально точной фиксации нужно закрепить станок на деревянной поверхности стола 6-ю винтами, которые закрепляли его в транспортировочном ящике. На шкив привода следует установить приводной ремень. Особое внимание уделяется корректному присоединению провода заземления, его следует провести через специально предназначенные отверстия в станине и зафиксировать болтом.
Грамотная установка предусматривает выравнивание горизонтали с помощью уровня. Используя предохранители следует провести кабельную электропроводку от группового распределительного щита. Финальная стадия заключается в аккуратном удалении антикоррозийной смазки со всех узлов и поверхностей.

Суппорт ТВ-16
Перед началом эксплуатации важно произвести детальный осмотр и проверку всех деталей и узлов. Первичная проверка правильности работы происходит как вхолостую, так и с применением нагрузки.
Правила эксплуатации
Перед тем как приступить к точению необходимо выбрать количество оборотов заготовки по специально разработанной схеме. Специфика совершаемой обработки влияет на установку сменных шестерен механизма подач. На шпинделе фиксируется патрон или планшайба. Нужно установить и закрепить резцы на резцедержателе. Деталь, подвергаемая обработке, фиксируется в патроне или центрах. При проведении обработке в центрах, необходимо подвести заднюю бабку. Запуск машины выполняется нажатием кнопки «пуск», прекращение работы механизмов — «стоп».
При возникновении необходимости в реверсе шпинделя, ручку переключателя следует развернуть в положение «назад». Важно обратить внимание, что на отметке «стоп» отключается только электродвигатель, поэтому по окончанию обработки, для безопасного обесточивания, переключатель должен быть зафиксирован на отметке «выключено».
Посмотрите видео по устройству гитары.
Избыточный нагрев шпинделя свидетельствует о потребности смены смазки и проверки качества его соединений, важно следить за состоянием подшипников в процессе работы для своевременного устранения неисправностей.
Техника безопасности
Только профессиональному работнику, который разбирается в технических особенностях, может быть поручено обслуживание станка. Для предотвращения появления несчастных случаев следует придерживаться важных правил:
- Запрещено очищение и смазка элементов станка в процессе его работы.
- Нельзя покидать станок включенным, предварительно стоит отключить его или дождаться полной остановки.
- Обязательно присутствие хорошего освещения на рабочем месте.
- Появление каких-либо неисправностей предполагает немедленное прекращение работы и обращение за помощью к специалисту по наладке.
В случае возникновения аварийной ситуации необходимо незамедлительно отсоединить станок от электросети.
- Организовывайте надежное заземление.
Современные аналоги
На сегодняшний день новые станки модели ТВ-16 сняты с производства и не изготавливаются на заводах. Токарные станки по металлу модели JET BD-7 и BD-X7 представляют собой идентичные варианты от всемирно известного производителя. К характерным особенностям можно отнести высокое качество, удобство регулировки оборотов с помощью ручки (не ремнями), продольная подача и вращение шпинделя в обе стороны, высокая мощность двигателя. Также аналогами являются Optimum TU1503V, Proma SM-300E, Triod LAMS-02/300 и др.
Представителями более старших аналогичных моделей являются станок TSA-16 от польского производителя и чешский MN-80A, которые имеют идентичные производственные возможности и эксплуатационные характеристики. Токарный станок ТВ-16 до сих пор является конкурентоспособным, имеет ряд неоспоримых преимуществ перед другими более современными моделями, которые сегодня поставляются на рынок зарубежными компаниями.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Токарный станок ТВ-11: устройство и предназначение
Токарный станок ТВ-11 входит в серию станочного оборудования, которое разрабатывалось как учебное, для оснащения мастерских школ, технических училищ. Все они сконструированы в настольном варианте. Но токарный станок серии ТВ-11 разрабатывался не только в виде учебного, но и с целью использования его в промышленных условиях. Поэтому токарный станок ТВ-11 нашел применение в мастерских малого и среднего бизнеса, а также при комплектации различных передвижных мастерских.
Изготавливается настольный токарный станок ТВ-11 на станкостроительном заводе в Ростове на Дону. По сравнению с другими подобными типами станков, токарный станок ТВ-11 обладает улучшенными экономическими показатели и не высокими затратами на его эксплуатацию.
 Токарный станок ТВ-11
Токарный станок ТВ-11Предназначение и область применения.
Настольный токарный станок ТВ-11 разработан с целью обрабатывания на нем металлов и других материалов с высокой точностью на чистовых и получистовых режимах. Паспорт станка предусматривает его работу с любыми видами металлов. Вес ТВ-11 составляет всего 240 кг, что позволяет использовать его в помещениях, расположенных на этажах высотных зданий и в передвижных мастерских, в которых установлены электрические щитки с классом напряжения 380 В.
На винторезном станке ТВ можно выполнять следующие работы:
- протачивать и растачивать поверхности, имеющие форму цилиндра или конуса;
- сверление отверстий различных диаметров;
- шлифование изделий из различных материалов;
- отрезать заготовки необходимых размеров;
- нарезание различных резьб с применением метчиков и плашек;
- подрезка торцов заготовок.
Устройство станка ТВ-11
Устройство станка ТВ-11 состоит из следующих основополагающих узлов и механизмов:
Станина
Станина ТВ-11 предназначена для закрепления на ней отдельных узлов и механизмов. Станина имеет жесткую конструкцию. Жесткость обеспечивается диагональными ребрами. Она выполнена из чугуна и имеет коробчатую форму. На станине расположены передние, задние и средние салазки. Для предания твердости, поверхности салазок подвергались термической обработке, а затем они были тщательно отшлифованы.
Назначение салазок следующее:
- передняя и задняя обеспечивает движение каретки. Они защищаются от действий факторов окружающей среды специальными щитками, имеющих телескопическую конструкцию;
- по средним салазкам перемещается задняя бабка
Станина закрепляется на столе, состоящей из двух тумб, соединенных между собой плоской емкостью для сбора отработанной стружки и жидкостей.
Коробка скоростей
Она работает в автоматическом режиме и обеспечивает регулирование вращения шпинделя. Она является связующим узлом для передачи вращения от двигателя главного хода к шпинделю. Коробка скоростей установлена на специальной плите, расположенной сзади левой тумбы стола.
Кинематическая схема коробки обеспечивает 12 положений с различными оборотами вращения, из них 9 в прямом направлении и 3 в обратном направлении. Для управления вращательным движением на станке предусмотрена электромагнитная муфта. Коробка скоростей на винторезном станке ТВ связана с электрическим двигателем главного хода клиноременной передачей.
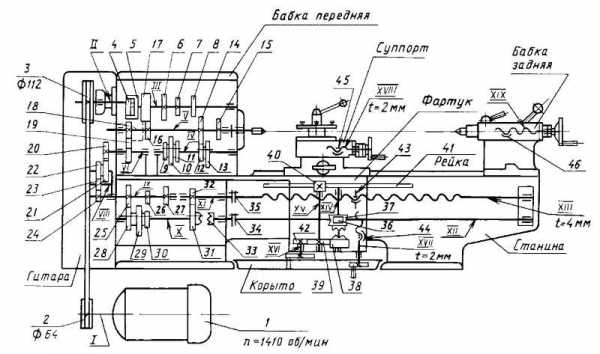
Кинематическая схема станка ТВ-11
Передняя (шпиндельная) бабка
Она предназначена для закрепления и поддержания заготовок при их обработках. Модель станка предусматривает конструкцию шпиндельной бабки в виде редуктора, который может обеспечить вращения шпинделя с различными соотношениями скоростей. Она расположена с левой стороны станины. Соотношения скоростей прописаны в паспорте токарного станка. Шпиндель передней бабки на винторезном станке ТВ приводится в действие от АКС через плоскоременную передачу, которая связывает выходной вал коробки со шпинделем. Вращение шпинделя осуществляется в роликовых цилиндрических и радиально-упорных шариковых подшипниках. На конце шпинделя закреплен трехкулачковый патрон, в который закрепляется обрабатываемая заготовка. Заготовку можно также закреплять и в планшайбу, которая навинчивается на резьбовую часть патрона.
Задняя бабка
Задняя бабка токарно-винторезного станка ТВ-11 обеспечивает фиксацию длинных заготовок, если их необходимо располагать в обрабатывающем центре. Она служит также для того, чтобы на ней крепить различные инструменты и приспособления, такие как метчики, развертки, плашки, сверла и другие зенкерные инструменты. Она крепится при помощи эксцентрикового зажима. Управление осуществляется специально служащей для этих целей рукояткой. Если производятся работы с тяжелыми заготовками, то для более надежного крепления бабки применяются дополнительные винты. Задняя бабка токарно-винторезного станка ТВ-11 снабжена пинолью, имеющей коническую форму. В нее вставляется либо упорный центр, либо различные инструменты для обработки деталей. Для перемещения пиноли в горизонтальной плоскости применяется винт, который приводится в действие маховиком. Для крепления пиноли в определенном положении служит рукоятка.
Каретка, верхний суппорт
Механизм каретки и верхнего суппорта служит для крепления и перемещения в поперечной плоскости различного инструмента и приспособлений, применяемых при обработке деталей. Конструкция суппорта позволяет перемещать инструмент в любом направлении. Продольное перемещение обеспечивает каретка, а поперечное — салазки. Все эти детали установлены на суппорте. На суппорте также расположен резцедержатель, который перемещается вместе с ним. Режущий инструмент помещается в резцедержатель и закрепляется сверху болтами.
Шпиндель
Шпиндельное устройство в модели ТВ-11 предназначено для закрепления в нем обрабатываемые детали, которым передается вращательное движение. Шпиндель снабжен резьбой, посредством которой на нем закрепляется планшайба.
Коробка подач
Данный агрегат является промежуточным звеном между гитарой станка и его ходовым винтом и валом. Именно ею передается крутящий момент на винт и вал. Эти все механизмы предназначены для изменения шага при нарезании резьбы.
Фартук
Токарный станок ТВ-11 в своей конструкции имеет такой узел, который называется фартуком. Он связан с ходовым винтом и валом и обеспечивает поступательное движение суппорта в четырех направлениях. На наружной стороне фартука размещен щиток управления подачами. С помощью фартука осуществляются продольная и поперечная подача суппорта.
Передвижение суппорта осуществляться в ручном или автоматическом режиме, посредством коробки передач. В фартуке размещены муфты, обеспечивающие передвижение суппорта, как в прямом, так и в реверсном направлении. Для предотвращения ошибок при включении винта и ходового вала, предусматривается блокировочное устройство. В фартуке смонтирован и механизм, защищающий коробку передач от перегрузок.
Электрооборудование станка
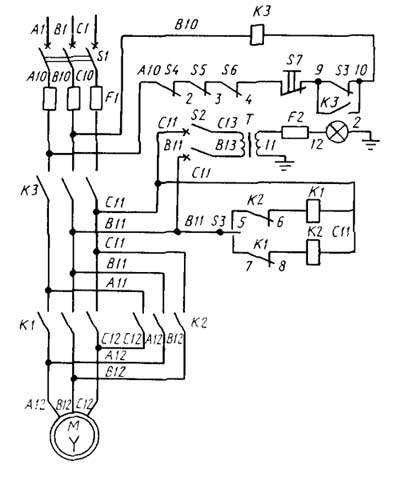
Электрическая схема станка ТВ-11
Электрооборудование станка приведено в его паспорте. При обзоре электросхемы следует обратить внимание на то, что жизнедеятельность станка обеспечивается тремя асинхронными электрическими двигателями:
- двигатель, приводящий в движение главные механизмы, связанные с прямым назначением станка;
- двигатель системы охлаждения;
- двигатель ускоренных перемещений.
Для приема напряжения от внешней сети, на станке имеется вводной блок. Схема управления размещена в отдельном щитке.
Электропитания станка осуществляется на нескольких классах напряжения, а именно:
- электрические двигатели работают на напряжении 0,4 кВ переменного тока;
- в целях безопасности, для местного освещения применяется класс напряжения 24 В;
- цепи управления работают на двух классах напряжения: 110 В переменного напряжения и 12 В постоянного напряжения.
Пониженные напряжения в 110, 24 и 12 В получают от понижающего трансформатора. Для питания схем управления и освещение применяется другой вводный щиток.
Электрическая схема предусматривает защиту электродвигателей от технологических нарушений, в частности от перегрузки и КЗ. От перегрузок электрические двигатели защищаются тепловыми реле, реагирующими на повышение тока статорной цепи. Устройства защиты установлены во вводном блоке. Защита всей электрической схемы от технологических нарушений осуществляется вводным автоматическим выключателем.
Система смазки
Токарный процесс не может осуществляться без бесперебойной работы всех вращающихся узлов и механизмов. Для того чтобы все трущиеся и вращающие детали меньше изнашивались, следует следить за работой системы смазки.
Смазке ТВ-11 подлежат следующие узлы и механизмы, которые подвергаются трущимся воздействиям: механизмы передней и задней бабки, вращающие узлы коробки подач, все направляющие, расположенные на станине, трущиеся и вращающие узлы каретки.
Токарный механизм включает в себя следующие узлы, обеспечивающие работу систему смазки: масляный резервуар, устройства фильтрации масла (всасывающие, сливные и фильтры очистки), шестеренчатый насос, распределительные устройства и другие детали.
Токарный станок ТВ-11 имеет два потока подачи масла. Масло подает с помощью шестеренчатого насоса.
Первый поток смазывает шпиндельное устройство, опорные шкивы, все шестеренчатые передачи, опоры шпиндельного узла и другие детали.
Второй поток смазывает каретку, салазки и распределители.
Для контроля масла в системе применяется масляный указатель.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru