Токарный станок тяжелый – | | | c , , .
alexxlab | 18.07.2020 | 0 | Токарный
разновидности станков и системы привода (150 фото)
Токарный станок – это универсальный агрегат, на котором можно вытачивать детали, сверлить отверстия, зенкеровать их, нарезать резьбу, а также выполнять многие другие операции. Если раньше станки можно было увидеть только на заводе, то в последнее время они уверенно завоевывают домашние мастерские, став вещью, обойтись без которой можно, но сложно.

Однако токарный станок – не дешевая покупка. Прежде чем его приобретать, стоит взвесить все «за» и «против», а главное – понять, какой именно станок вам нужен.

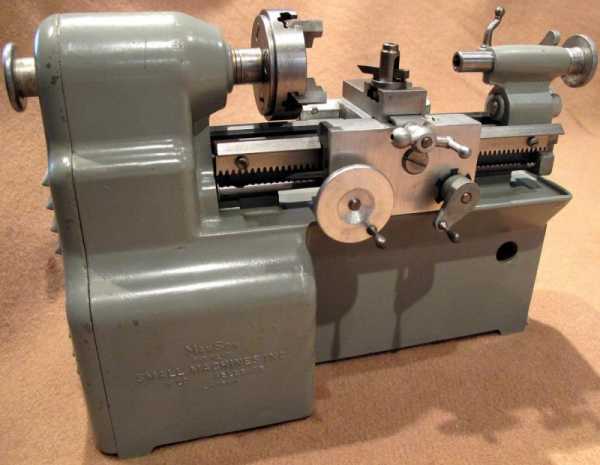
Конечно, крупногабаритные станки, какие используются на производстве, не влезут в мастерскую или гараж. Но это не нужно: существуют более компактные и простые модификации – настольные токарные станки по металлу, школьные станки, и мини-станки.
Краткое содержимое статьи:
Как устроен токарный станок
Для начала – посмотрим на фото токарного станка по металлу и расскажем несколько слов о его устройстве.

Основа станка – это станина, как правило, отлитая из чугуна. На ней расположены все остальные элементы.

Заготовка детали укрепляется между передней (шпиндельной) бабкой, на которой расположен шпиндель, и задней бабкой. Шпиндель представляет собой металлический вращающийся вал с коническим отверстием в центре. В нем можно закрепить патрон для детали, планшайбу и другие необходимые приспособления.
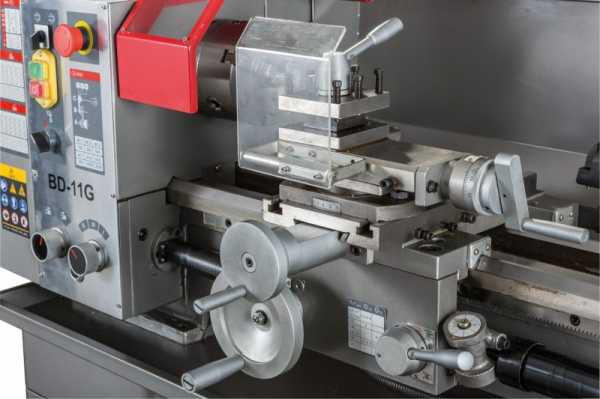
Кроме того, на передней бабке есть коробка передач с рычагами для регулировки частоты вращения шпинделя.
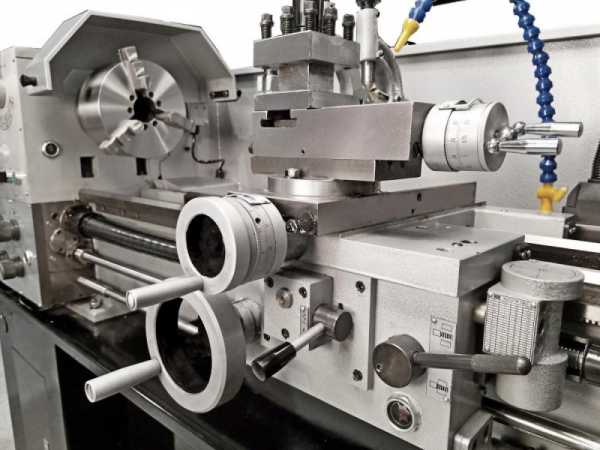
Задняя бабка – узел, который нужен для фиксации детали с другой стороны. Также на ней можно устанавливать метчики, сверла, и другие инструменты, которые требуются для обработки детали. Для этого предназначена пиноль – цилиндр, в центре которого, как и у шпинделя, есть коническое отверстие.

Установленную на специальной плите, заднюю бабку можно передвигать вдоль станины. Таким образом можно отрегулировать расстояние между ней и шпинделем, и прочно зафиксировать заготовку детали. Подвижная задняя бабка нужна и тогда, когда требуется просверлить в детали сквозное отверстие.
Параллельно оси станка перемещается каретка, на которой укреплен суппорт. На суппорте стоит резцедержатель, головка которого способна поворачиваться и вести резец не только продольно, но и в поперечном направлении. Головку резцедержателя можно фиксировать под различными углами.
Основные параметры токарного станка

Первый параметр – это расстояние между центрами передней и задней бабки (РМЦ). От него зависит наибольшая длина детали, которую можно обрабатывать на данном станке. Ось вращения между центрами является основной осью станка.

Второй параметр – максимальный диаметр обработки над станиной, измеряемый в миллиметрах. По нему определяют максимальный диаметр детали, которую можно установить в станок.

Наконец, важная характеристика – диаметр центрового отверстия шпинделя, куда можно установить заготовку. Особенно это важно при обработке прутковых деталей.
Как шпиндель, так и пиноль задней бабки должны быть хорошо отцентрованы и вращаться ровно, с минимальным биением. Для маленького домашнего станка это особенно важно.

Станина должна быть устойчивой и прочной, тогда вибрации, возникающие при работе станка, будут сведены к минимуму, и можно будет качественно обрабатывать на нем детали.

Хорошие станки оснащены коробкой передач на несколько скоростей (чаще всего – на две).
Некоторые станки имеют переключатель реверса. Реверс – это возможность менять направление движения резца. Такая функция бывает полезной во многих случаях.

Заглянув в инструкцию по эксплуатации токарного станка, предназначенного для работ по металлу, можно найти и другие технические характеристики:

Габариты (длина, ширина) и масса (в килограммах). Как правило, длина станков, которые можно поставить в своей домашней мастерской, не превышает 170 сантиметров, а ширина – 60 сантиметров. Весят «домашние» станки максимум 200 килограммов.

Мощность привода в киловаттах (до 0,6 кВт). Питающее напряжение в вольтах (В) и тип подключения к сети. К сожалению, не все станки работают от обычной трехфазной сети переменного тока.

Включение станка – осуществляется с помощью кнопки, а у некоторых моделей – с помощью реостата.

Число оборотов. У односкоростных станков оно варьируется от 0 до 1500 оборотов в минуту. У двухскоростных – 0-500 об/мин на первой скорости, и 0-2500 об/мин на второй скорости.

Дешевый или дорогой, простой или универсальный
Для работы дома лучше выбрать универсальный станок по металлу. Сложно угадать, что именно с его помощью придется изготавливать или ремонтировать – фронт работ у домашнего мастера очень широкий, и есть вероятность, что узкоспециализированный станок будет простаивать без дела.

Токарные станки различаются и по цене, и по оснащенности. Иногда не требуется тратить лишние деньги, чтобы приобрести дорогой станок с полным комплектом всевозможных приспособлений, ведь многие из них могут никогда не понадобиться. Целесообразнее купить более простой агрегат, а потом оснастить его теми устройствами, которые нужны вам.
Разновидности станков
Настольные, они же – токарные мини-станки по металлу. Обратите внимание, что некоторые модели этого типа выпускаются без задней бабки, что может существенно затруднить работу. В целом это станки наиболее простой конструкции: малые габариты, малый вес, достаточно легкая и неустойчивая станина.

Школьные станки, больше размером, чем предыдущие. У них имеется коробка передач на две скорости, и реверс.

Токарно-винторезные станки. Они больше подходят для гаража, чем для дома, имеют прочную станину, благодаря которой при работе почти не возникают ненужные вибрации.
 Шпиндель в таких станках вращается почти без биения. Минусов у них только два: габариты и высокая цена.
Шпиндель в таких станках вращается почти без биения. Минусов у них только два: габариты и высокая цена.

Универсальные токарно-фрезерные станки.

Фото токарного станка по металлу






































Также рекомендуем посетить:
Тяжелые токарные станки
Стабильность гарантирует сверхточные результаты обработки
+ Станина
Станки серии NWD принципиально оснащены станиной с 4-мя направляющими из массивного чугуна. На две направляющие опирается токарный суппорт, в то время как остальные направляющие служат для приемки передней бабки, люнетов или роликовых опор. Данный принцип гарантирует не только абсолютную стабильность и точность, но и беспрепятственное перемещение суппорта по всей длине зоны обработки. Через широкие отверстия осуществляется быстрое удаление стружки, таким образом точность направляющих не нарушается под термическим влиянием горячей стружки.
+ Передние бабки
Высокая стабильность передних бабок обусловлена зарекомендовавшими себя технологиями фирмы Herkules: корпусы из высококачественного чугуна, главные валы из кованой стали, цельноточеные приводные и распределительные валы, зубчатые колеса с закаленной и отшлифованной боковой поверхностью, а также специальные термостойкие подшипниковые узлы. С этими конструктивными элементами передние бабки идеально оснащены для высоких крутящих моментов и точности вращения без радиального биения.
+ Задние бабки
В качестве противоупора для передней бабки задняя бабка, изготовленная из высококачественного машинного литья, должна соответствовать таким же требованиям по стабильности, точности вращения без радиального биения и виброустойчивости. Главная подшипниковая опора увеличенного размера обеспечивает вращение всей главной пиноли и позволяет применять встроенные в вал большие центра. Таким образом обеспечивается зажим заготовок в центрах до механического предела нагрузки.
+ Токарный суппорт и салазки станины
В зависимости от пожеланий заказчика вальцетокарные станки фирмы Herkules конструируются с одним или двумя токарными суппортами, оснащенными инструментальными ползунами и/или револьверными головками. Обе оси суппорта (направления X и Z) исполнены с гидростатическими направляющими с захватами снизу по принципу «один насос для каждого кармана». Салазки (ось Z) приводятся беззазорно по принципу «ведущий/ведомый» с усилием подачи в 30 тонн, так что даже проведение операций с двух сторон не влияет на точность обработки. Гидростатические направляющие защищены прочными телескопическими настилами.
+ Управление ЧПУ типа CNC
Высокую точность тяжелых токарных станков обеспечивают и встроенные, сверхсовременные системы ЧПУ. Стандартно станки серии NWD оснащаются управлением Siemens Sinumerik 840Dsl. Фирма Herkules предлагает специально разработанные и зарекомендовавшие себя пакеты программного обеспечения для любого применения.
www.herkules-machinetools.ru
Современные отечественные токарно-винторезные станки
Федеральное агентство по образованию
Государственное Образовательное Учреждение Высшего Профессионального образования
Ростовский Государственный Экономический Университет «РИНХ»
Филиал в п. Матвеев Курган
Задание
На тему: “Современные отечественные
токарно-винторезные станки”
Дисциплина: “Машины и оборудование”
п. Матвеев Курган
2007 г.
Содержание
Введение
1. Особенности конструкций современных токарных станков
2. Современные отечественные токарно-винторезные станки
2.1 Токарно-винторезный станок модели 1И611П
2.2 Токарно-винторезный станок модели 1А616П
2.3 Токарно-винторезный станок модели 1К62Б
2.4 Токарно-винторезный станок модели 1К620
2.5 Токарно-винторезный станок модели 163
3. Новые модели тяжелых токарных станков
Заключение
Литература
Введение
Станкостроительная промышленность в быстром поступательном движении индустрии должна играть одну из основных ролей. От уровня развития станкостроения в большой степени зависит качественное и количественное развитие всей машиностроительной промышленности.
Несмотря на возрастание роли процессов ковки, штамповки, а также литья и прокатки, обработка деталей со снятием стружки до сих пор остается в металлообработке доминирующей, так как окончательные размеры деталей, их форма и правильное взаимное расположение поверхностей, особенно в связи с чрезвычайно возросшими требованиями к точности в производственных условиях в основном могут быть получены только путем резания металла.
В дореволюционной России парк металлорежущих станков составлял всего 75 тыс. единиц: в предвоенный 1940 – 710 тыс. единиц, а в настоящее время станочный парк превышает 3 млн. единиц.
Во всех странах мира группа токарных станков в общем объеме металлообрабатывающего оборудования занимает 26 – 40%
В нашей стране эта группа станков составляет около 40%, причем значительная часть из них представляет собой универсальные токарные и токарно-винторезные станки.
Такое отношение выпуска станков объясняется тем, что почти у всех машин и механизмов основным видом движения, как рабочих органов, так и промежуточных элементов привода является вращательное движение, поэтому подавляющее большинство деталей машин и механизмов представляет собой тела вращения, обработку которых наиболее удобно производить на станках токарной группы.
В настоящем выпуске рассматриваются современные отечественные и зарубежные модели токарных и токарно-винторезных станков, а также кинематика и конструкция наиболее распространенных отечественных моделей токарно-винторезных станков средних размеров.
1. Особенности конструкций современных токарных станков
Развитие конструкции токарных станов за последние 10–15 лет определялось в первую очередь повышенными требованиями к точности обработки деталей и достижениями в области резания металлов. За этот период времени появились новые марки твердых сплавов и быстрорежущих сталей, а также алмазный режущий инструмент.
Современные токарные станки быстроходны, обладают высокой мощностью, имеют повышенную жесткость и виброустойчивость, долговечны и надежны в работе, что в совокупности обеспечивает высокую производительность и точность обработки деталей.
Большинство отечественных токарных станков обладают большей быстроходностью и мощностью, чем аналогичные зарубежные модели станков.
Американские модели токарных станков легкой серии с диаметром обработки деталей от 400 до 650 мм существенно уступают аналогичным моделям отечественных станков по быстроходности и особенно по мощности. Например, модель 17Е5 с максимальным диаметром обработки детали 450 мм имеет пределы чисел оборотов от 25 до 1000 об/мин, а мощность всего 3,7 кВт.
Однако следует заметить, что в США наряду с легкой серией выпускают также тяжелую серию токарных станков тех же размеров. Например, токарно-винторезный станок тяжелой серии модели 1610Е с максимальным диаметром обработки 450 мм имеет пределы чисел оборотов в минуту от 14 до 1800, а мощность его главного электродвигателя составляет 15 квт.
2. Современные отечественные токарно-винторезные станки
2.1 Токарно-винторезный станок модели 1И611П
Универсальный токарно-винторезный станок модели 1И611П выпускается Ижевским машиностроительным заводом и предназначен для выполнения самых разнообразных токарных и резьбонарезных работ повышенной точности в условиях мелкосерийного производства. На станке обеспечивается возможность нарезания метрической, дюймовой и модульной резьбы.
Станок модели 1И611П является одним из наиболее современных представителей токарно-винторезных станков с высотой центров 130 мм и расстоянием между центрами 500 мм. В соответствии с этими параметрами максимальный диаметр обрабатываемой детали, устанавливаемой над станиной станка, не должен превышать 250 мм, а деталей, устанавливаемых над нижней частью суппорта ‑ 125 мм. Наибольший диаметр прутка, который проходит через отверстие шпинделя ‑ 24 мм.
Максимальная длина обтачивания с механической подачей суппорта составляет 500 мм. Наибольшее перемещение суппорта в поперечном направлении от руки или от механизма подач равно 180 мм. Цена деления продольного лимба соответствует 0,1 мм, а поперечного лимба – 0,02 мм. Верхние салазки имеют ручное перемещение до 120 мм. Цена деления лимба верхних салазок – 0,05 мм.
Направляющие верхних салазок могут быть повернуты на 70 градусов в сторону рабочего и на 90 градусов от рабочего. На стенке имеется четырехсторонний быстродействующий резцедержатель, в который могут быть установлены резцы с поперечным сечением не более 16´16 мм.
Шпиндель станка имеет фланцевый передний конец с коротким центрирующим конусом и с внутренним конусом Морзе №4. Станок снабжается самоцентрирующим трехкулачковым патроном повышенной точности диаметром 160 мм, поводковым патроном и планшайбой с пазами.
Пиноль задней бабки имеет конус Морзе №3. Наибольшая длина перемещения пиноли составляет 85 мм. Величину перемещения пиноли можно определить по линейке с ценой деления 1 мм и по лимбу с ценой деления 0,05 мм. К станку прилагается конусная линейка с наибольшей длиной точения конуса 170 мм и предельным поворотом ±10 градусов. Для обработки деталей из пруткового материала диаметром 6 – 14 мм станок снабжен цанговым патроном.
К станку прилагаются продольный и поперечный жесткие упоры, по которым можно работать с автоматическим включением подач суппорта, и поперечный упор для ручной установки суппорта, позволяющий производить обработку с более высокой точностью.
2.2 Токарно-винторезный станок модели 1А616П
Токарно-винторезный станок модели 1А616П, изготавливаемый Средневолжским станкостроительным заводом, является универсальным станком повышенной точности и предназначен для разнообразных токарных работ в условиях индивидуального и мелкосерийного производства, выполняемых в центрах или патроне, в том числе для нарезания резьб: метрической, дюймовой, модульной и питчевой.
Высота центров станка равна 165 мм, а максимальное расстояние между центрами – 710 мм. Наибольший диаметр обрабатываемой детали класса дисков, устанавливаемой над станиной, составляет 320 мм, а максимальный диаметр детали класса валов, закрепляемых в центрах над нижней частью суппорта, не должен превышать 180 мм.
Сквозь отверстие шпинделя проходит пруток диаметром до 34 мм. Наибольшая длина обтачивания детали с механической подачей суппорта равна 660 мм, т.е. на 50 мм меньше, чем максимальное расстояние между центрами.
Без дополнительных сменных колес на станке модели 1А616П можно нарезать резьбы повышенной точности: метрические с шагом от 0,5 до 24 мм; дюймовые с числом ниток на 1 дюйм от 56 до 1; модульные с шагом в модулях от 0,25 до 5,5 мм и питчевые с шагом в питчах от 128 до 2.
Предусмотрена возможность нарезания особо точных резьб путем исключения из кинематической цепи зубчатых передач коробки подач и применения специальных прецизионных сменных зубчатых колес.
2.3 Токарно-винторезный станок модели 1К62Б
Токарно-винторезный станок модели 1К62Б (рис. 4) универсального типа повышенной точности выпускается станкостроительным заводом «Красный пролетарий» им. А.И. Ефремова на основе базового станка модели 1К62 с высотой центров 215 мм и расстоянием между центрами 710, 1000 и 1400 мм.
Токарно-винторезные станки, выполненные на базе станка модели 1К62, занимают первое место среди отечественных моделей станков токарной группы. Максимальный диаметр обрабатываемой детали, устанавливаемой над станиной этих станков, составляет 400 мм, а наибольший диаметр детали,
mirznanii.com
Тяжелый токарный станок – Лучшее видео смотреть онлайн
Опубликовано: меньше минуты назад
592 056 просмотров
Опубликовано: меньше минуты назад
16 077 просмотров
Опубликовано: меньше минуты назад
668 042 просмотра
Опубликовано: меньше минуты назад
2 110 просмотров
Опубликовано: меньше минуты назад
5 594 просмотра
Опубликовано: 41 минуту назад
114 132 просмотра
Опубликовано: 6 минут назад
3 663 просмотра
Опубликовано: меньше минуты назад
67 982 просмотра
Опубликовано: 18 минут назад
87 просмотров
Опубликовано: меньше минуты назад
2 266 просмотров
Опубликовано: меньше минуты назад
3 083 просмотра
Опубликовано: меньше минуты назад
120 просмотров
Опубликовано: меньше минуты назад
236 просмотров
Опубликовано: меньше минуты назад
1 312 просмотров
Опубликовано: меньше минуты назад
23 просмотра
Опубликовано: меньше минуты назад
121 106 просмотров
Опубликовано: меньше минуты назад
60 просмотров
Опубликовано: меньше минуты назад
15 просмотров
Опубликовано: меньше минуты назад
44 465 просмотров
luchshee-video.ru
Как выбрать токарный станок? |
Для обработки различных объектов используются тяжелые машины, среди которых особую роль играет, конечно, токарный станок. В больших заводах токарные станки являются поддерживаемые подготовленных к этому сотрудников. Чем более современное оборудование, тем меньше требует вмешательства человека. Решив купить токарный станок , необходимо учитывать, по крайней мере, несколько вопросов, чтобы наш выбор оказался более чем удачная.
Важные параметры и характеристики токарных станков
Для начала следовало бы сказать, что такое токарный станок. Это машина которая предназначена в первую очередь для обработки предметов, имеющих, как правило, площадь поверхности вращения, чаще всего форма:
- цилиндра;
- конуса;
- шара.
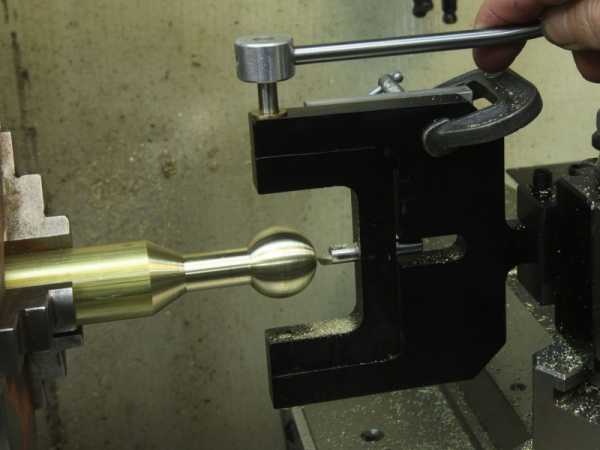
Инструмент предназначен чтобы точить , резать, сверлить….. В токарном станке используются соответствующие инструменты обработки, такие как сверла, ножи, или же специализированные инструменты для выполнения резьбы. Любые действия, произведенные с помощью токарного станка, называются точением.
Как работает токарный станок? Так вот, заготовка на токарном станке вращается, а затем с ее поверхности с помощью специальных ножей снимается нужный слой. Стоит отметить, что заготовку отнюдь не держит в руках токарь, она крепится в специальный держатель — патрон в котором размещены зажимные токарные кулачки, по сути они и
navro.org
СТАНИНА ТЯЖЕЛОГО ТОКАРНОГО СТАНКА МОДЕЛИ 1660
ЖЕЛЕЗОБЕТОННЫЕ ДЕТАЛИ МАШИН
Научно-исследовательский и проектно-технологический институт машиностроения (НИИПТМАШ, г. Краматорск) разработал проект железобетонной станины тяжелого токарного станка модели 1660.
Железобетонная станина (рис. 60) представляет собой балочную монолитную транспортабельную конструкцию, состоящую из двух многопролетных балок, жестко соединенных между собой короткими железобетонными поперечинами (диафрагмами), и опорной части под переднюю бабку. В верхней части балок расположены плоские направляющие в виде чугунных отливок корытообразного сечения, длиной около 9 м. Для обеспечения связи и совместной работы направляющих с бетоном в их продольные ребра заделаны анкеры диаметром 16 мм из арматуры периодического профиля. К ним приваривают кондукторные полосы, служащие промежуточным звеном связи между направляющими и стальным арматурным каркасом. Связь направляющей со стальной опорной плитой, предусмотренной для точной установки и надежного крепления передней бабки на опоре, осуществляется приваркой анкеров, заделанных в торцы направляющих.
Арматурный каркас балок выполнен в виде единого пространственного каркаса из продольных рабочих стержней, изготовленных из горячекатаной арматуры периодического профиля диаметром 28 мм, и двухветвенных хомутов диаметром 10 мм. Концы хомутов приварены к кондукторным полосам.
Диафрагмы армируют четырьмя нижними, двумя средними и пятью верхними рабочими стержнями периодического профиля диаметром 20 мм. Хомуты выполняют из гладкой арматурной стали класса А-І (Ст. 3) диаметром 6 мм. Для увеличения жесткости станины в поперечном направлении диафрагмы усилены диагональными стержнями периодического профиля диаметром 20 мм.
Опорная часть под переднюю бабку армируется продольными стержнями, фигурными каркасами и сеткой из стержней периоди-
|
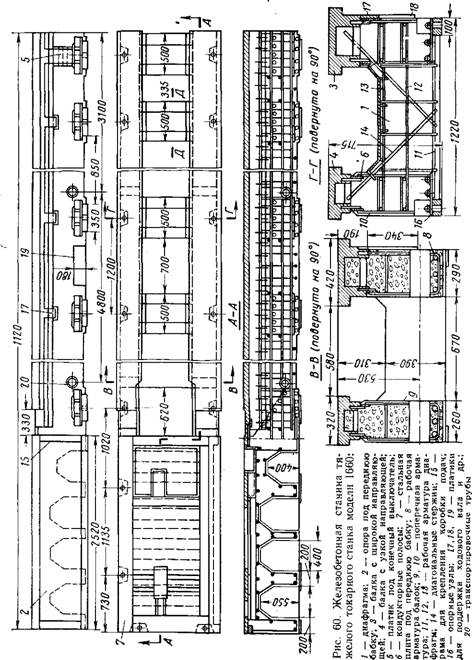
Чесного профиля, связывающих металлические закладные частй в пространственную конструкцию. В передней верхней части плиты смонтирован масляный бак, представляющий собой сварной короб со сливным патрубком. Коробку подач станка крепят к сварной раме с бобышками, приваренными к опорной плите.
Станина опирается опорными узлами на регулируемые клиновые башмаки. Опорные узлы представляют собой сварную конструкцию, состоящую из опорного и промежуточного платиков и кармана под ключ.
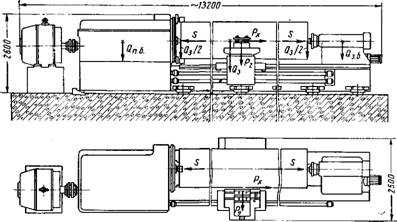
Рис. 61. Схема станка и нагрузок, возникающих при резании |
Для крепления кронштейнов ходового вала и винта, а также другого неподвижного оборудования предусмотрены закладные детали — платики. В балках железобетонной станины есть транспортировочные отверстия, образованные стальными трубами, которые жестко заделаны в бетоне.
Для защиты бетонных поверхностей станины от механического разрушения падающей стружкой диафрагма облицована металлическим листом толщиной 3 мм.
Станина испытывает действие различных нагрузок (рис. 61). От задней бабки: половина веса заготовки, собственный вес, внецентренное растягивающее усилие, отрывающие и сжимающие усилия, крутящий момент в направлении Ру, изгибающий момент от усилий обжатия заготовки центрами и горизонтальной составляющей от веса заготовки; от передней бабки: половина веса заготовки, собственный вес, внецентренное растягивающее усилие, приложенное к верхней части станины, и крутящие моменты, передаваемые шпинделем в направлении Ру. Вес задней бабки и изделия приложены с эксцентриситетом к станине.
ЮЗ
Действуют также нагрузки от усилий резания. Из практикй эксплуатации станка установлено, что наиболее опасно усилие подпора изделия задней бабкой, которое в некоторых случаях доходит до 100 т. Усилие резания Pz = 10 т, направленное перпендикулярно к плоскости зеркала направляющих, создает изгибающий момент в вертикальной плоскости. Составляющая сил резания Ру = 8 т, направленная вдоль резца, создает изгибающий момент в горизонтальной плоскости и крутящий — в вертикальной плоскости, перпендикулярной продольной оси станины. Составляющая резания Рх и усилие подачи равны по величине и противоположны по знаку.
Станину можно рассчитывать, используя принцип независимости действия сил на общие горизонтальные и вертикальные нагрузки, на местные нагрузки и на транспортирование.
Исходными положениями при расчете будут следующие: конструкция должна работать без трещин, растягивающие напряжения не должны превышать расчетных, остаточные деформации должны отсутствовать, упругие деформации для железобетонной станины должны быть меньше, чем у металлической.
В результате заводских испытаний железобетонной станины при сборке
msd.com.ua