Токарный универсальный станок с чпу: купить станок токарно револьверный универсальный из Болгарии от компании BULSTAN
alexxlab | 29.11.2020 | 0 | Токарный
| Системы управления | |||||
| FANUC 0iTD + Manual Guide i | да | да | да | да | да |
| HEIDENHAIN MANUAL Plus 620 | да | да | да | да | да |
| SIEMENS 840D SolutionLine + ShopTurn | да | да | да | да | да |
| Ручные револьверные инструментальные системы | |||||
| Быстрозажимный револьверный резцедержатель | Algra TGA-R-300* | Algra TGA-R-300* | Parat RD 4* | Parat RD 4* | |
| Быстрозажимный револьверный резцедержатель Coromant Capto | Capto C5/Multifix C* | ||||
| Максимальное поперечное сечение резца, мм | 32х32 | 32х32 | 50×50 | 50×50 | |
| Максимальное сечение резца, мм | 32х32 | ||||
| Ручные инструментальные системы | |||||
| Быстрозажимный резцедержатель | MultiSuisse B | MultiSuisse C* | MultiSuisse C* | MultiSuisse D* | MultiSuisse D* |
| Высота резца, мм | 32х32* | 40×40* | 32х32* | ||
| Максимальное поперечное сечение резца, мм | 25×25 | 25×25 | 25×25* | 32×32 | 32×32 |
| Рабочий диапазон | |||||
| Высота оси шпинделя над станиной, мм | 150 | 250 | |||
| Высота центров над станиной, мм | 250 | 394 | |||
| Наибольший диаметр обработки над суппортом, мм | 170 | 290 | 290 | 515 | 740 |
| Наибольший диаметр обработки, мм | 320 | 520 | 520 | 800 | 1020 |
| Наибольший диаметр прутка, мм | 41/55* | 75/103* | 75/103* | 130 | 130 |
| Расстояние между центрами, мм | 750 | 950/1450* | 2000 | 2000 / 3000* / 4000* / 6000*/ 8000* | |
| Габариты | |||||
| Высота, мм | 1760 | 1800 | 1800 | 2115 | 2115 |
| Длина с конвейером для стружки направо, мм | 3300* | 4110*/4610* | 5450* | 5955* / 6955* / 7955* / 9955*/ 11955* | 5955* / 6955* / 7955* / 9955*/ 11955* |
| Длина с поддоном для стружки, мм | 2415 | 2790/3290* | 3930 | 4604 / 5632* / 6660* / 8604*/ 10604* | |
| Масса (без специальной оснастки), кг | cca 1600 | cca 2700/2900* | около 3800 | cca 7000 / 8000* / 9000* / 10000* / 11000* | cca 7000 / 8000* / 9000* / 10000* / 11000* |
| Ширина, мм | 1490 | 1560 | 1850 | 2325 | 2325 |
| Основной шпиндель | |||||
| Гидравлический зажим*, мм | 200* | 210 | 315/400* | 315/400* | |
| Диаметр шпинделя под передними подшипниками, мм | 70/90* | 120/150* | 120/150* | 180 | 180 |
| Запирающий замок шпинделя A2 (ISO 702-I) | A2-11 | A2-11 | |||
| Запирающий замок шпинделя CAMLOCK (ISO 702-II) | D11* | D11* | |||
| Максимальная частота вращения шпинделя на второй передаче, мин ̄1 | 1600 | 1600 | |||
| Максимальная частота вращения шпинделя на второй передаче, мм | 3500 | 2600 | 2600/2200* | ||
| Минимальная частота вращения шпинделя на первой передаче, мин ̄1 | 880 | 650 | 650 | 415 | 415 |
| Отверстие в шпинделе, мм | 42/57* | 77/105* | 77/105* | 133 | 133 |
| Передний конец шпинделя BAJONET (ISO702-III) | B5/B6* | B8/B11* | B8/B11* | ||
| Передний конец шпинделя CAMLOCK (ISO702-II) | D6* | D8/D11* | D8/D11* | ||
| Ручной зажим, мм | 160/200* | 250/315* | 250/315* | 400/500* | 400/500* |
| Автоматические инструментальные системы* | |||||
| Диаметр вала (согласно DIN 69880), мм | 20* | 30* | 30* | 50* | 50* |
| Количество позиций инструмента | 8* | 8* | 8* | 8* | |
| Количество позиций инструмента (DIN 69881) | 8* | 8* | 8* | 4* | 4* |
| Количество приводных позиций инструмента | 8* | 8* | 8* | 8* | |
| Максимальная частота вращения, мин ̄1 | 4000* | 4000* | 3400* | 3400* | |
| Максимальное поперечное сечение резца, мм | 16х16* | 20х16* | 20х16* | 32×25* | 32×25* |
| Максимальный крутящий момент, Нм | 20* | 20* | 35,7* | 35,7* | |
| Мощность двигателя вращающегося инструмента, кВт | 4,5* | 4,5* | 5,7* | 5,7* | |
| Муфта | B 15×12, DIN 5482* | B 15×12, DIN 5482* | |||
| Осевая револьверная головка без привода вращающегося инструмента* | SAUTER* | SAUTER* | SAUTER* | SAUTER* | SAUTER* |
| Осевая револьверная головка с приводом вращающегося инструмента* | SAUTER* | SAUTER* | SAUTER* | SAUTER* | SAUTER* |
| Задняя бабка | |||||
| Диаметр пиноли, мм | 60 | 80 | 80 | 120 | 120 |
| Диапазон прижимного усилия* (по заказу гидравлическое выдвигание пиноли), даН | 80-800* | 80-800* | 300/2500 | 300/2500 | |
| Конус в отверстии пиноли | MORSE 4 | MORSE 5 | MORSE 5 | MORSE 6 | MORSE 6 |
| Управление | ручное | ручное | ручное | ручное | ручное |
| Ход пиноли, мм | 120 | 160 | 160 | 210 | 210 |
| Ось X | |||||
Диапазон подачи поперечного суппорта, мм. мин. ̄1 мин. ̄1 |
1÷3000 | 1÷3000 | 1÷3000 | 1÷3000 | 1÷3000 |
| Рабочий ход, мм | 183 | 270 | 270 | 405/550* | 550 |
Ускоренная подача поперечного суппорта, мм. мин ̄1 мин ̄1 |
3000 | 3000 | 3000 | 5000 | 5000 |
| Ось Z | |||||
| Диапазон подачи продольного суппорта, мм.мин. ̄1 | 1÷5000 | 1÷5000 | 1÷5000 | 1÷5000 | 1÷5000 |
| Рабочий ход, мм | 790 | 950/1450* | 2110 | 1925 / 2925* / 3925* / 5925*/ 7925* | 1925 / 2925* / 3925* / 5925*/ 7925* |
Ускоренная подача продольного суппорта, мм. мин ̄1 мин ̄1 |
10000 | 5000 | 10000 | 6000/5000* | 6000/5000* |
| Привод шпинделя | |||||
| Крутящий момент на второй передаче S1, Нм | 52 | 132 | 132 | 761 | 761 |
| Крутящий момент на второй передаче S6, Нм | 70 | 180 | 180 | 1142 | 1142 |
| Крутящий момент на первой передаче S1, Нм | 210/238 | 525 | 525 | 2982 | 2982 |
| Крутящий момент на первой передаче S6, Нм | 285/350 | 715 | 715 | 4473 | 4473 |
| Мощность электродвигателя главного привода S1, кВт | 7 | 11 | 11 | 30 | 30 |
| Мощность электродвигателя главного привода S6, кВт | 10 | 15 | 15 | 45 | 45 |
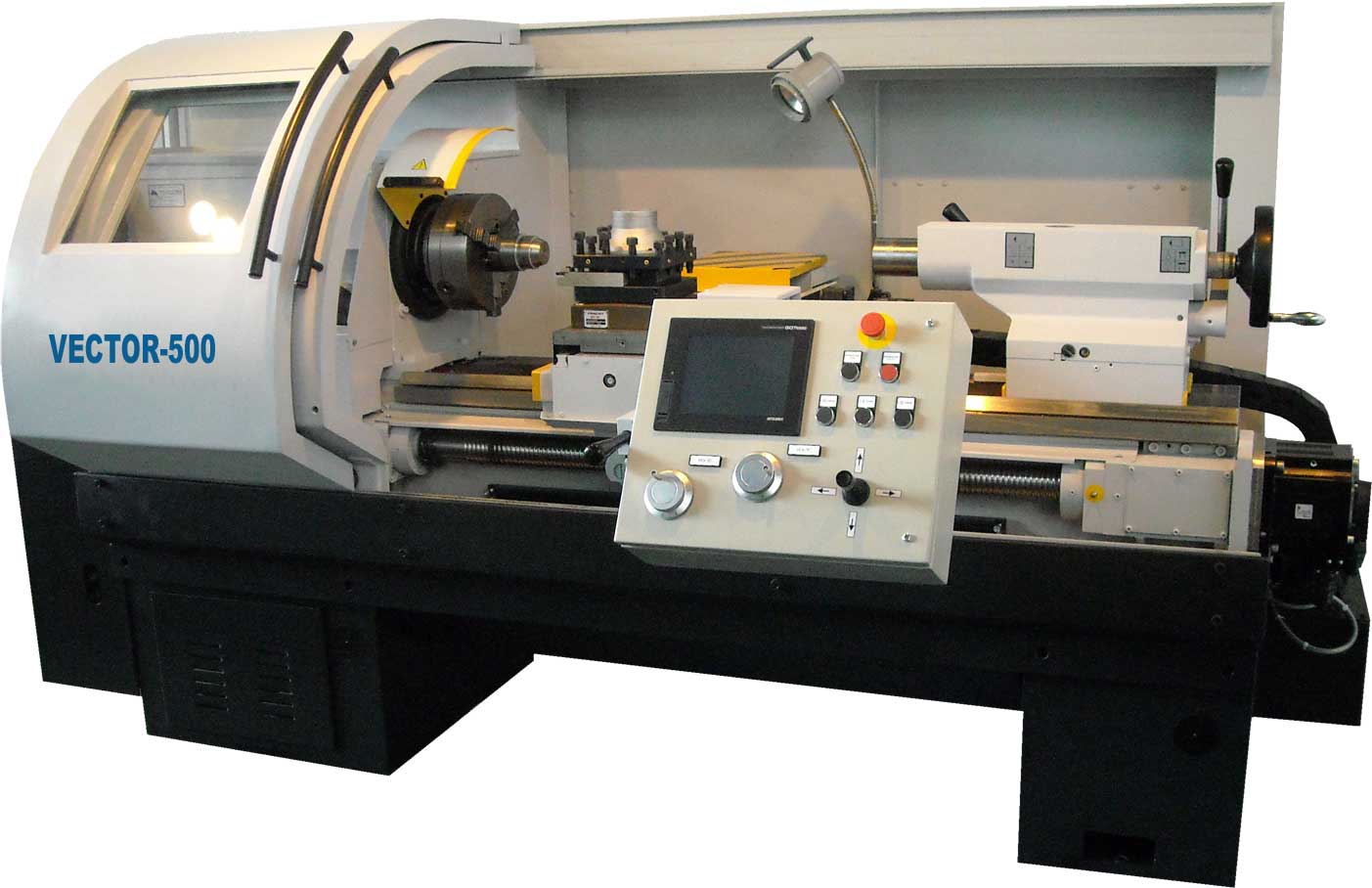
Универсальный токарный станок с ЧПУ SE520/1000 Trens (Словакия)
В сравнение
Trens (Словакия)
Артикул
TSE5201000Тип
С ЧПУДиаметр обработки над станиной
520 ммДиаметр обработки над супортом
290 ммОтверстие в шпинделе
77 ммДлина обработки
1000 ммМаксимальная скорость шпинделя
2600 об/минМаксимальная мощность шпинделя
15 кВтГабариты станка в плане
1560 x 1800 x 4110 ммВес станка
2700 кгКонтроллер
SIEMENS 840DРазмер патрона
250 мм
Спасибо, что решили поделиться!
Ваш отзыв будет опубликован через некоторое время после проверки модератором.
Обратите внимание,
мы не публикуем отзывы:
- написанные ЗАГЛАВНЫМИ буквами
- содержащие ненормативную лексику или оскорбления
- не относящиеся к потребительским свойствам конкретного товара
- рекламного характера (содержащие контактную информацию и ссылки на другие сайты)
Оборудование, которое могло бы вас заинтересовать
Станки серии SE выполнены на базе универсальных токарных станков повышенной точности и оснащены современными системами ЧПУ Siemens, предназначены для еденичного и среднесерийного производства.
По требованию поставщика данный файл высылается клиентам, сообщившим данные о ранее купленном оборудовании
Закрыть
Внимание! Изображения товара, приведенные на сайте metall.dukon.ru, включая цвет, размер, могут отличаться от реального внешнего вида товара. Возможны изменения конструкций, технических характеристик, внешнего вида, комплектации товара, не ухудшающие его потребительских качеств, без предварительного уведомления потребителя. В случае любых сомнений перед покупкой уточняйте технические характеристики и комплектацию на официальном сайте производителя, а также у менеджеров отдела продаж. Внешний вид, наличие необходимых характеристик и комплектации проверяйте в момент получения товара.
В случае любых сомнений перед покупкой уточняйте технические характеристики и комплектацию на официальном сайте производителя, а также у менеджеров отдела продаж. Внешний вид, наличие необходимых характеристик и комплектации проверяйте в момент получения товара.
Окончательная цена может отличаться от цен, указанных на сайте.
Bomar, Ingro, BDS Maschinen, Haco и др.
16М30Ф3 Станок токарный патронно-центровой с ЧПУСхемы, описание, характеристики
Сведения о производителе токарного станка с ЧПУ 16М30Ф3
Производитель токарного станка 16М30Ф3 – Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года – это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков – 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели – 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ – 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983, 1Н983 – для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
Станки, выпускаемые Рязанским станкостроительным заводом РСЗ
16М30Ф3 Станок токарный патронно-центровой с числовым программным управлением (ЧПУ). Назначение, область применения
Токарный станок с ЧПУ 16М30Ф3 предназначен для токарной обработки поверхностей деталей типа тел вращения со ступенчатым и простым криволинейным профилями и для нарезания резьбы; применяется в условиях единичного и мелкосерийного производства в цехах машиностроительных заводов и других отраслях промышленности.
Станок 16М30Ф3 оснащен системой программного управления «Электроника НЦ-31».
Со станком 16М30Ф3 поставляются транспортер для уборки стружки и пневмопатрон.
Шероховатость обработанных на станке поверхностей:
- цилиндрических Ra 2,5 мкм по ГОСТ 2789—73;
- конических и фасонных Rz 20 мкм по ГОСТ 2789—73.
Класс точности станка П по ГОСТ 8—77.
Станок 16М30Ф3 предназначен для внутренних и экспортных поставок.
Основные конструктивные особенности станка: широкий диапазон регулирования скоростей шпинделя и подач, жесткость основных узлов станка; перемещение пиноли задней бабки и зажима патрона механизировано; на четырехпозиционный резцедержатель можно устанавливать восемь инструментальных блоков; применение накладных стальных закаленных направляющих в сочетании с опорами качения гарантирует длительное сохранение точности станка; переключение 12 ступеней частоты вращения шпинделя автоматическое; применены быстроходные приводы подач с обратной связью; повышены нормы точности станка; механизировано удаление стружки с помощью транспортера; корректировка и редактирование программ производятся непосредственно на станке.
Разработчик — Рязанское специальное конструкторское бюро станкостроения (РСКБС).
История токарно-винторезного станка 16М30Ф3
В 1934 году на Московском станкостроительном заводе “Красный пролетарий” осваивается выпуск тяжелых универсальных токарно-винторезных станков станков ДИП-300, ДИП-400, ДИП-500. В качестве прототипа был избран токарно-винторезный станок немецкой фирмы VDF.
В 1944 году производство этих станков было передано на Рязанский станкостроительный завод РСЗ.
В 1956 году запущена в производство первая модель 163-й серии – 163 – РМЦ 1400, 2800.
В 1968 году запущено в производство следующее поколение серии – модель 1м63, 1м63Б.
С 1973 года начало серийного выпуска токарных станков: 16К30, 16К30Ф3, 1М63Бф101, 16М30Ф3, 1П756ДФ3.
Станки 163 серии производились, также, в Тбилиси – 1Д63А, 1М63Д, 1М63ДФ101.
В 1992 году начало серийного выпуска последней модели 163 серии 1М63Н.
Обозначение универсального токарного станка
Например: 16К30Ф3, 16М30Ф3, 16Р30Ф3, 16М40.
- 1 – токарный станок (группа)
- 6 – токарно-винторезный станок (подгруппа)
- М – поколение станка (Б, К, М, Р)
- 30 – высота центров над станиной:
- 25 – Ø 500 мм
- 30 – Ø 630 мм
- 40 – Ø 840 мм
- 50 – Ø 1000 мм
- 70 – Ø 1400 мм
- 150 – Ø 3000 мм
- П – исполнение станка с повышенной точностью по ГОСТ 8-82
- Ф3 – исполнение станка с системой ЧПУ
- Ф3-33 – исполнение станка с системой ЧПУ 2Р22
- Ф3141 – исполнение станка с системой ЧПУ НЦ-31 и станцией управления СЕВ23/23-30 (Болгария)
- Ф3171 – исполнение станка с системой ЧПУ НЦ-31 и комплектным электроприводом 03ТS-1386 (Чехия)
Модификации токарно-винторезного станка 16М30Ф3
- 16М30Ф3-33 – 1988, УЧПУ 2Р22, Электродвигатели постоянного тока – Главный привод: DYNAMO MP160L / 160L, Приводы подач: 47МВО-2с-М
- 16М30Ф3-121 – 1989, УЧПУ НЦ-31, станция управления СЕС 30/30-30 (Болгария)
- 16М30Ф3-171 – 1990, УЧПУ НЦ-31, Комплектный электропривод 03ТS-1386 в шкафном исполнении производства Чехии
- 16М30Ф3-141 – 1991, УЧПУ НЦ-31, станция управления СЕВ 23/23-30 или CEB 40/30-30 (Болгария)
16М30Ф3 Габарит рабочего пространства токарного станка с ЧПУ
Габарит рабочего пространства токарного станка с ЧПУ 16М30Ф3141
Габарит рабочего пространства токарного станка с ЧПУ 16М30Ф3. Смотреть в увеличенном масштабе
Габарит рабочего пространства токарного станка с ЧПУ 16М30Ф3-33
Габарит рабочего пространства токарного станка с ЧПУ 16М30Ф3-33. Смотреть в увеличенном масштабе
Габарит рабочего пространства токарного станка с ЧПУ 16М30Ф171, 16М30Ф3141
Габарит рабочего пространства токарного станка с ЧПУ 16М30Ф3-33. Смотреть в увеличенном масштабе
16М30Ф3 Чертеж шпинделя токарного станка с ЧПУ
Чертеж шпинделя токарного станка с ЧПУ 16М30Ф3
Чертеж шпинделя токарного станка с ЧПУ 16М30Ф3. Смотреть в увеличенном масштабе
16М30Ф3 Общий вид токарного станка с ЧПУ
Фото токарного станка с ЧПУ 16М30Ф3
Фото токарного станка с ЧПУ 16М30Ф3
Фото токарного станка с ЧПУ 16М30Ф3. Смотреть в увеличенном масштабе
Фото токарного станка с ЧПУ 16М30Ф3
16М30Ф3 Расположение составных частей токарного станка с ЧПУ
Расположение составных частей токарного станка с ЧПУ 16М30Ф3141
Расположение составных частей токарного станка с ЧПУ 16М30Ф3. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
16М30Ф3-141 Спецификация составных частей токарного станка с ЧПУ
- 1. ЭлектроТрубоМонтаж – 16М30Ф3141.81.000
- 7. Ограждение подвижное – 16М30Ф3.11.000
- 10. Короба – 16М30Ф3.14.000
- 11. Встройка датчика по оси “X” – 16М30Ф3.27.000
- 12. Бабка задняя – 16М30ФЗ.31.000
- 13. Упоры поперечные – 16М30Ф3.35.000
- 14. Упоры продольные – 16М30Ф3.34.000
- 15. Пара винтовая – 16М30Ф3.55.000
- 16. Привод поперечных подач – 16М30Ф3.65.000
- 17. Гидроразводка – 16М30Ф322.75.000
- 18. Разводка смазки – 16М30Ф3.78.000
- 24. Защита направляющих – 16М30Ф31.15.000
- 25. Резцедержатель – 16М30Ф31.40.000
- 26. Стойка – 16М30Ф31.44.000
- 27. Каретка – 16М30Ф31.52.000
- 28. Охлаждение – 16М30Ф31.74.000
- 33. Станция управления – 16М30Ф3-3141.80.000
- 34. Пульт управления – 16М30Ф3-3121.
 84.000
84.000 - 39. Короба соединительные – 16К30Ф30.16.000
- 40. Встройка датчика нарезки резьбы – 16К30Ф3121.23.000; 1П756ДФ321.23.000
- 41. Устройство для перемещения – 16К30Ф30.26.000
- 46. Механизм сцепления – 16К30Ф30256.000
- 47. Фартук – 16К30Ф302.60.000
- 52. Станина – 16К30Ф323.10.000
- 53. Ограждение – 16К30Ф323.12.000
- 54. Бабка шпиндельная – 16К30Ф322.20.000
- 55. Пара винтовая – 16К30Ф323.34.000
- 57. Пневморазводка – 16К30Ф323.68.000
- 58. Привод продольных подач – 16К30Ф323.72.000
- 59. Гидрозамок – 16К30Ф323.76.000
- 65. Пульт оперативный – 16К30Ф353.24.000
- 70. Резцедержатель трехсторонний – 1П756ДФ313.42.000
- 71. Держатель расточной – 1П756ДФ313.43А.000
- 72. Держатель осевого инструмента – 1П756ДФ313.44.000
- 73. Пневмопатрон – 1П756ДФЗ11.90.000
- 78. Станция управления – СЕВ 23/23-30 (производства НРБ)
Кожуха защитные – 16М30Ф3. 12.000
12.000
Станция управления СЕB 23/23-30 (Болгария)
Станция представляет групповой электропривод для металлорежущих машин с приводом главного движения 30 kW и двумя приводами подач с длительными крутящими моментами 23 Nm
Технические параметры
- Напряжения питающей сети 3~380V
- Частота питающей сети 50Hz
- Номинальный ток 50А
- Режим работы S1
- Номинальная скорость вращения для главного привода 600 об/мин
- Максимальная скорость вращения для главного привода 3500 об/мин
- Максимальная скорость вращения для привода подачи 2000 об/мин
Комплектность электропривода
1. Металлический шкаф содержит:
- Преобразователь постоянного тока серии SDC-1V – 2 шт (подачи)
- Преобразователь постоянного тока серии MDC-2-30 (главное движение)
- Дроссель типа PK – 02715
- Сервоавтотрансформатор
- Трансформатор типа ТВ-380/240/18/13-2,5
- Устройство для питания тормоза
- Защиту от коротких замыканий
- Коммутационную аппаратуру
2. Двигатели постоянного тока
Двигатели постоянного тока
- Электродигатель постоянного тока главного движения типа МР 160L
- Электродигатель постоянного тока продольной и поперечной подачи типа 4МХ – 2шт. (Вместо двигателей МХ можно типа МТ)
16М30Ф3 Расположение органов управления токарным станком с ЧПУ
Расположение органов управления токарным станком с ЧПУ 16М30Ф3-33
Расположение органов управления токарным станком с ЧПУ 16М30Ф3. Смотреть в увеличенном масштабе
Пульт управления токарным станком с ЧПУ 16М30Ф3-33
Пульт управления токарным станком с ЧПУ 16М30Ф3. Смотреть в увеличенном масштабе
Пульт управления токарным станком с ЧПУ 16М30Ф3-33
Пульт управления токарным станком с ЧПУ 16М30Ф3. Смотреть в увеличенном масштабе
Перечень органов управления токарного станка с ЧПУ 16М30Ф3-33
- Педали управления выдвижением пиноли задней бабки
- Рукоятка зажима пиноли задней бабки
- Квадрат зажима корпуса задней бабки на станине
- Квадрат для перемещения пиноли задней бабки
- Квадрат смещения корпуса задней бабки по мостику
- Рукоятка зажима стойки пульта
- Педали зажима пневмопатрона
- Панель пульта управления станком
- 8.
 1. Лампа сигнальная “Сеть включена”
1. Лампа сигнальная “Сеть включена” - 8.2. Лампа сигнальная “Готовность станка”
- 8.3; 8.4; 8.5; 8.6. Лампы показывающие номера диапазонов скорости шпинделя
- 8.7. Тумблер включения освещения
- 8.8. Тумблер включения охлаждения
- 8.9. Тумблер “Стоп подача”
- 8.10. Тумблер включения смазки каретки
- 8.11. “Общий Стоп”
- 8.12. Переключатель выбора режимов пиноли
- 11.1. Переключатель паузы смазки каретки
- 11.2. Кнопка толчковой смазки каретки
- 11.3. Тумблер включения подачи по оси X в ручном режиме
- 11.4. Кнопка включения ускоренного хода(по осям Z и X
- 11.5. Тумблер включения подачи по оси Z в ручном режиме
- 11.6. Маховичок перемещения по оси X с ценой деления 0,005 мм
- 11.7. Маховичок перемещения по оси Z с ценой деления 0,01 мм
16М30Ф3 Схема кинематическая станка
Кинематическая схема станка 16М30Ф3
Кинематическая схема станка 16М30Ф3. Смотреть в увеличенном масштабе
Смотреть в увеличенном масштабе
Схема кинематическая принципиальная токарного станка с ЧПУ 16М30Ф3 приведена для понимания связей и взаимодействия основных элементов станка.
От электродвигателя, помещенного на кронштейне, закрепленном на задней стенке станины, вращение передается клиновыми ремнями на приводной вал бабки шпиндельной, которая обеспечивает получение двух диапазонов частот вращения шпинделя, переключаемых по программе. Регулирование в пределах диапазона осуществляется за счет двигателя постоянного тока по программе.
Шпиндель получает любую частоту вращения в пределах 8…2000 об/мин, (частота вращения задается только целым числом).
Конструкция основных узлов токарного станка 16М30Ф3
Станина цельнолитая на тумбе Направляющие станины под каретку выполнены: передняя – призматическая, задняя – плоская. Направляющие под заднюю бабку выполнены: передняя – плоская, задняя – призматическая.
Направляющие под каретку закалены. Внутри станины имеются наклонные люки (окна) для отвода стружки и охлаждающей жидкости.
Внутри станины имеются наклонные люки (окна) для отвода стружки и охлаждающей жидкости.
На левой тумбе сзади крепится электродвигатель главного привода.
Бабка шпиндельная установлена на левой (головной) части станины: Передней опорой шпинделя является двухрядный роликоподшипник, работающий в паре с упорно радиальным шарикоподшипником. Задней опорой является двухрядный роликоподшипник.
Изменение частоты вращения шпинделя в пределах диапазона достигается изменением частоты вращения главного привода (электродвигателя постоянного тока). Переключение с одного диапазона на другой осуществляется гидроцилиндрами за счет перемещения блока зубчатых колес.
Бабка задняя перемещается по направляющим станины на четырех радиальных шарикоподшипниках, установленных в мостике. На направляющих станины задняя бабка закрепляется при помощи двух планок четырьмя болтами. Поперечное смещение корпуса бабки относительно мостика производится с помощью двух винтов и гайки, установленной в мостике.
Перемещение пиноли осуществляется вручную и гидравлически.
Управление гидроцилиндром производится посредством двух педалей.
16М30Ф3 Поворотный резцедержатель станка
Поворотный резцедержатель станка 16М30Ф3
Пример установки инструмента на станке с ЧПУ 16М30Ф3
Пример установки инструмента на станке с ЧПУ 16М30Ф3. Смотреть в увеличенном масштабе
Шпиндельная бабка токарного станка с ЧПУ 16М30Ф3
Бабка шпинделя токарного станка с ЧПУ 16М30Ф3
Бабка шпинделя токарного станка с ЧПУ 16М30Ф3. Смотреть в увеличенном масштабе
Схема централизованной смазки токарного станка с ЧПУ 16М30Ф3
Схема централизованной смазки токарного станка с ЧПУ 16М30Ф3
Схема централизованной смазки токарного станка с ЧПУ 16М30Ф3. Смотреть в увеличенном масштабе
Электродвигатели, установленные на станке 16М30Ф3-141
- М1 – MP160L 30 кВт – Электродвигатель главного привода (поставляется с комплектным электроприводом СЕС 30/30-30 НРБ)
- М2 – 4А90LБУ3 1,5 кВт – Электродвигатель станции смазки
- М3 – Х14-22М 0,125 – Встроен в насос охлаждение СОЖ
- М4 – Вентилятор – Встроен в М1
- М5 – А01012-4 0,08 кВт – Электродвигатель насоса дозаторной смазки
- М7 – ДПТ-П-2214-С2 0,5 кВт – Электродвигатель резцедержки
- М8 – 4MTBC 30 Нм – Электродвигатель постоянного тока привода подач по оси “X”
- М9 – 4MTBC 30 Нм – Электродвигатель постоянного тока привода подач по оси “Z”
- М10 – ЭМГ-53 0,55 кВт – Электродвигатель механизма выбора диапазонов скорости шпинделя
Читайте также: Справочник заводов производителей токарных станков
Технические характеристики станка 16М30Ф3141
| Наименование параметра | 16К30ФС353 | 16М30Ф3-141 |
|---|---|---|
| Основные параметры станка | ||
| Класс точности станка П по ГОСТ 8—82 | П | П |
| Наибольший диаметр обрабатываемого изделия над станиной, мм | 630 | 670 |
| Наибольший диаметр обрабатываемого изделия над суппортом, мм | 320 | 320 |
| Наибольшая длина обрабатываемого изделия, мм | 1400 | 1500, 3000 |
| Наибольшая масса обрабатываемого изделия, мм | 850 | |
| Шпиндель | ||
| Диаметр отверстия в шпинделе, мм | 71 | |
| Наибольший диаметр прутка проходящего через отверстие в шпинделе, мм | 70 | 80 |
| Количество скоростей шпинделя (обшее/ по программе) | 24/ 12 | |
| Пределы оборотов шпинделя, об/мин | 6,3. .1600 .1600 | 8..2000 |
| Конец шпинделя по ГОСТ 12593-72 | 11М | 11М |
| Наибольший крутящий момент на шпинделе, кНм | 3,40 | 2,29 |
| Суппорт | ||
| Наибольшее перемещение суппорта: продольное/ поперечное (рмц=1500, 3000), мм | 1200/ 300 | 1260/2700 330 |
| Высота резца, устанавливаемого в резцедержателе, мм | 32 | 32 |
| Количество инструментов, устанавливаемых в резцедержатель, мм | 4, 8 | 5..9 |
| Время смены инструмента, с | 4 | |
| Максимальная скорость продольной подачи при нарезании резьбы, мм/мин | 2400 | |
| Наибольшая величина подачи в режиме автоматического управления, мм/мин | 2400 | |
| Размеры нарезаемых метрических резьб, мм | 0,01…20,47 | |
| Диапазон скоростей подач (продольных и поперечных), мм/мин | 0,01. .20,47 .20,47 | 1..4000 |
| Скорость быстрых ходов (продольных/ поперечных), мм/мин | 6000/ 5000 | 10000/ 10000 |
| Дискретность задания перемещения (продольного/ поперечного, мм | 0,05/ 0,01 | 0,001/ 0,001 |
| Точность перемещения (продольного/ поперечного, мм | 0,098/ 0,032 | |
| Наибольшая скорость в режиме ручного управления, мм/об | 1,5 | |
| Наибольшее усилие подачи (продольное/ поперечное), кН | 15/ 5 | 20/ 20 |
| Задняя бабка | ||
| Центр шпинделя задней бабки по ГОСТ 13214-67 | Морзе 6 | |
| Наибольшее перемещение пиноли, мм | 240 | |
| Наибольшее перемещение пиноли от гидроцилиндра, мм | 100 | |
| Параметры систем ЧПУ | ||
| Обозначение системы ЧПУ | НЦ-31 | НЦ-31 |
| Количество управляемых координат (всего/ одновременно | 2/ 2 | 2/ 2 |
| Тип датчика нулевого положения | ||
| Тип датчика обратной связи | Фотоимпульсные | |
| Электрооборудование и приводы станка | ||
| Электросеть | 380/220 В,50 Гц | |
| Количество электродвигателей на станке | 6 | 9 |
| Электродвигатель главного привода, кВт | 22 | 30 |
| Электродвигатель приводов подач, кВт | 2,8 | 30 Нм |
| Электродвигатель резцедержки, кВт | 0,5 | 0,5 |
| Электродвигатель станции смазки, кВт | 0,12 | 1,5 |
| Электродвигатель насоса охлаждения, кВт | 1,5 | 0,125 |
| Суммарная мощность электродвигателей, кВт | 50 | |
| Суммарная мощность станка, кВт | ||
| Габариты и масса станка | ||
| Габариты станка (длина х ширина х высота), мм | 5290 х 3470 х 2105 | 5290 х 3875 х 2130 |
| Масса станка с ЧПУ, кг | 7800 | 8000 |
- Станок токарный патронно-центровой 16М30Ф3-33.
 Руководство по эксплуатации 16М30Ф3-33.00.000 РЭ. Рязань, 1988
Руководство по эксплуатации 16М30Ф3-33.00.000 РЭ. Рязань, 1988 - Станок токарный патронно-центровой 16М30Ф3141. Руководство по эксплуатации 16М30Ф3141.00.000 РЭ. Рязань, 1990
- Станок токарный патронно-центровой 16М30Ф3171. Руководство по эксплуатации 16М30Ф3171.00.000 РЭ. Рязань, 1991
- Ачеркан Н.С. Металлорежущие станки, Том 1, 1965
- Батов В.П. Токарные станки., 1978
- Белецкий Д.Г. Справочник токаря-универсала, 1987
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1972. (1к62)
- Денежный П.М., Стискин Г.М., Тхор И.Е. Токарное дело, 1979. (16к20)
- Модзелевский А. А., Мущинкин А.А., Кедров С. С., Соболь А. М., Завгородний Ю. П., Токарные станки, 1973
- Схиртладзе А.Г., Новиков В.Ю. Технологическое оборудование машиностроительных производств, 1980
- Тепинкичиев В.
 К. Металлорежущие станки, 1973
К. Металлорежущие станки, 1973 - Чернов Н.Н. Металлорежущие станки, 1988
- Пикус М.Ю. Справочник слесаря по ремонту станков, 1987
Список литературы
Полезные ссылки по теме
| Диапазон обработки |
|
|
| Диаметр детали над направляющими станины | 500 | мм |
| Зажимной диаметр патрона | 170 (210) | мм |
| Поперечный ход (ось Х) | 190 | мм |
| Максимальная длина обрабатываемой детали | 300 | мм |
|
|
|
|
| Приводы подач |
|
|
| Быстрая подача по осям X/Z | 30/30 | м/мин |
| по оси Y* | 22,5 | м/мин |
|
|
|
|
| Главный шпиндель |
|
|
| Фланец шпиндельной головки | 140 h5 | мм |
| Диаметр в переднем подшипнике | 100 | мм |
| Отверстие в шпинделе | 42 | мм |
|
|
|
|
| Главный привод |
|
|
| Мощность привода переменного тока | 15 | кВт |
| Крутящий момент | (100% ED) 95 | Нм |
| Число оборотов | 20 – 6000 | 1/мин |
|
|
|
|
| Ось C |
|
|
| Число оборотов | 0-300 | 1/мин |
| Крутящий момент | 95 | Нм |
| Точность позиционирования при останове | ±0,003 |
град.
|
|
|
|
|
| Привод инструмента |
|
|
| Число приводных инструментов | 12 |
|
| Мощность привода | (40% ED) 5,4 | кВт |
| Крутящий момент | (40% ED) 18 | Нм |
| Максимальное число оборотов | 5000 | 1/мин |
|
|
|
|
| Ось Y * |
|
|
| Величина перемещения | ±40 | мм |
|
|
|
|
| Задняя бабка |
|
|
| Ход задней бабки, автоматический | 350 | мм |
| Конус пиноли задней бабки | MT4 |
|
| Усилие поджима, максимальное | 600 | даН |
|
|
|
|
| Гидравлика |
|
|
Объем заполнения приблизит.
|
40 | л. |
| Давление, макс. | 50 | бар |
| Давление для зажимного приспособления, макс. | 50 | бар |
| Установка подачи | СОЖ |
|
| Объем приблизит. | 120 | л. |
| Мощность насоса | 0,8 | кВт |
| Производительность насоса при | 6 бар 20 | л/мин |
|
|
|
|
| Система подачи консистентной смазки |
|
|
Объем приблизит.
|
2 | л. |
|
|
|
|
| Электрическое подключение | (5 проводная система, L1, L2, L3, N, PE) |
|
| Общая подключаемая нагрузка приблизит. | 27 | кВА |
| Напряжение | 400 | В |
| Частота | 50 | Гц |
| Предохранитель (с задержкой срабатывания) | по VDE 0100 50 | A |
| Допустимые колебания напряжения | от 400В ±10 % |
|
|
|
|
|
| Приемка |
|
|
| Приемка станка по стандарту | DIN 8605 |
|
|
|
|
|
| Условия эксплуатации |
|
|
| Температура окружающей среды | от + 15 до + 35ºC |
|
| Максимальная относительная влажность | 75 % |
|
| Максимальная высота над уровнем моря | 1 000 | м над уровнем моря |
|
|
|
|
| Вес |
|
|
Нетто вес станка без транспортера стружки приблизит.
|
3 680 | кг |
| Нетто вес станка при перевозке приблизит. | 3 980 | кг |
| автотранспортом |
|
|
|
|
|
|
| Размеры |
|
|
| Станок без транспортера стружки Д x Ш x В примерно | 3 460 x 2 315 x 1 810 | мм |
|
|
|
|
| * опция ось Y (Pos. B-C7100) |
|
|
Универсальный токарный станок MASTURN 550/820
Универсальный токарный станок с ЧПУ MASTURN предназначен для точных токарных операций штучного и мелкосерийного производства.
Простые станки, подходящие для штучного и мелкосерийного производства деталей.
Большая точность, производительность, простое обслуживание.
– Постоянная скорость нарезания – качественно обработанная деталь.
– Графическая симуляция работы.
– Обработку можно проводить в ручном режиме как и на стандартном обычном токарном станке, так и в автоматическом цикле с поддержкой системы ЧПУ, действующей на основе прочих циклов.
– Программу можно создать с помощью программирования по контурам или DIN-программирования.
– Условия нарезания и геометрические формы детали вводятся с помощью клавиатуры в систему управления и в ней автоматически обрабатываются.
– По желанию заказчика возможно поставить ПО по созданию программ и их осуществлению на Вашем ПК.
Главной рабочей операцией является токарная обработка наружных, торцевых поверхностей и внутренних поверхностей, сложных по форме деталей, а также изготовление наружной и внутренней, цилиндрической и конусной резьбы.
Повышенная точность станка соответствует стандарту ISO 1708
ТЕХНИЧЕСКИЕ ДАННЫЕ |
| MASTURN 550i CNC 800 / 1500 | MASTURN 550i CNC LIVE TOOL 1500 | MASTURN 820i CNC 2000 / 3000 / 4500 | MASTURN 820i CNC LIVE TOOL 2000 / 3000 |
|
| А8 (А11) | А8 (А11) | А8 (А11) |
|
Рабочий диапазон | |||||
Рабочий диаметр над станиной | мм | 550 | 550 | 820 | 820 |
Макс. диаметр над поперечным суппортом | мм | 350 | 350 | 530 | 530 |
Межцентровое расстояние | мм | 900 / 1600 | 1500 | 2000 / 3000 / 4500 | 2000 / 3000 |
Макс. обрабатываемый диаметр | мм | 500 | 332 | 720 | 340 |
Макс. масса заготовки – одностороннее закрепление | кг | 400 | 400 | 1000 | 1000 |
Макс. масса заготовки – задняя бабка + люнет | кг | 1000 | 1000 | 3000 | 3000 |
Оси | |||||
Ход оси Х | мм | 285 | 267 | 370 | 300 |
Ход оси Z | мм | 890 / 1590 | 1517 | 2000 / 3000 / 4500 | 1928 / 2928 |
Ускоренная подача X | м/мин | 10 | 10 | 10 | 10 |
Ускоренная подача Z | м/мин | 10 | 10 | 10 / 7,5 / 10 | 10 / 7,5 |
Главный привод | |||||
Мощность двигателя | кВт | 17 | 17 | 22 | 22 |
Автоматическая коробка передач |
| 2 ступени | 2 ступени | 2 ступени | 2 ступени |
Диапазон оборотов шпинделя | мин-1 | 0 – 3000 | 0 – 3000 | 0 – 1800 | 0 – 1800 |
Максимальный момент на шпинделе | Нм | 1300 | 1300 | 2150 | 2150 |
Инструментальная головка | |||||
|
| 8-позиционная револьверная головка / *MULTIFIX C | 8-позиционная револьверная головка, инструменты с приводом | 8-позиционная револьверная головка / *MULTIFIX D1 | 8-позиционная револьверная головка, инструменты с приводом |
Максимальный профиль резца | мм | 20х20 / 32х32 | 20х20 | 25х25 / 40х40 | 25х25 |
Задняя бабка | |||||
Конус Морзе | – | 5 | 5 | 6 | 6 |
Ход пиноли / диаметр пиноли | мм | 160 / 90 | 160 / 90 | 225 / 115 | 225 / 115 |
Габариты и масса станка | |||||
Длина | мм | 2538 / 3238 | 3238 | 4000 / 5000 / 6000 | 4000 / 5000 |
Ширина | мм | 1920 | 1920 | 2055 | 2055 |
Высота | мм | 1755 | 1755 | 1863 | 1863 |
Масса станка | кг | 3200 / 3400 | 3500 | 4900 / 5300 / 6500 | 4900 / 5300 |
Система управления |
| HEIDENHAIN / SIEMENS | |||
Токарный станок с ЧПУ PINACHO SE 250 (Испания)
Характеристики:
Токарно-винторезные станки с ЧПУ Pinacho серии SE – является бюджетной версией станков с ЧПУ созданными на базе токарно-винторезных станков серии SC с классическими горизонтальными направляющими обеспечивающими жесткость в обработке. Станок оснащен системой ЧПУ Siemens 808, автоматическим переключением диапазонов вращения шпинделя, ШВП по осям Х и Z. За счет несложного программирования системы ЧПУ и быстрой переналадки с одной детали на другую данные станки отлично подходят для обработки деталей на мелкосерийном производстве со сложным наружным и внутренним контуром, расточки, нарезания резьбы, канавок, радиусов и пр. токарных операций. Автоматическое переключение диапазонов шпинделя позволяет выбрать подходящий режим для обработки различных материалов. Дополнительное оснащение гидравлическим патроном, люнетами, и револьверной головкой на 8 позиций, увеличенным отверстием в шпинделе еще больше расширяет возможности применения данного оборудования в токарной обработке.
Базовые модели SE – позволяют производить обработку над станиной деталей Ø402, 502 и 352 мм, максимальной длиной 750, 1000, 1500 и 3000мм. Шпиндель имеет отверстие Ø42, 58 и 80мм. Все базовые модели оснащены кабинетной защитой, автоматической станцией смазки, системой подачи СОЖ, рабочим освещением ручным резцедержателем с комплектом быстросменных блоков и соответствуют всем нормам безопасности СЕ.
Особенности станка PINACHO SE 250:
- увеличение отверстия в шпинделе для моделей SC250 – 105мм и SC325-155мм (опция)
- установка второго (заднего) патрона для станков с увеличенным отверстием в шпинделе (опция)
- установка гидравлического 3-х кулачкового или цангового патрона
- линейка пиноли задней бабки для измерения выдвижения, установлена дополнительно с лимбом.
- транспортер для сбора стружки
- револьверная головка на 8 позиций с комплектом державок для осевого инструмента
Технические характеристики:
|
Расстояние между центрами |
1000/1500 мм |
|
Высота центров |
250 мм |
|
Максимальный диаметр обработки над станиной |
502 мм |
|
Максимальный диаметр обработки над суппортом |
440 мм |
|
Максимальный диаметр обработки над салазками суппорта |
310 мм |
|
Ширина станины |
300 мм |
|
Диаметр отверстия в шпинделе |
58 мм |
|
Тип крепления патрона на носок шпинделя |
A2-6 / Camlock № 6 |
|
Метрический конус в шпинделе |
MT-4 |
|
Количество диапазонов вращения шпинделя |
3 |
|
Диапазон скорости вращения шпинделя |
0–2300 об/мин |
|
Рабочие подачи по осям x/z |
0-5000 мм/мин |
|
Ускоренные подачи по осям x/z |
7/7 мм/мин |
|
Диаметр ШВП по оси z |
40/10 мм |
|
Диаметр ШВП по оси x |
20/5 мм |
|
Поперечное перемещение суппорта |
235 мм |
|
Диаметр пиноли задней бабки |
68 мм |
|
Ход пиноли задней бабки |
200 мм |
|
Внутренний конус пиноли задней бабки |
MT-4 |
|
Количество позиций инструмента |
4 |
|
Максимальное сечение резца |
25х25 мм |
|
Мощность главного привода |
5,5 кВт |
|
Мощность привода помпы подачи СОЖ |
0,37 кВт |
|
Длина станка |
3100/3650 мм |
|
Ширина станка |
1260 мм |
|
Высота станка |
1785 мм |
|
Вес станка |
1580/1930 мм |
Базовая комплектация:
- Cистема ЧПУ SIEMENS 808D
- Ручной резцедержатель
- Графическое отражение процесса обработки
- Редактор профиля программ
- Автоматическое переключение диапазонов
- Электронные маховики по осям X и Z
- Система подачи СОЖ
- Низковольтное освещение рабочей зоны
- Полное ограждение станка
- Два фиксированных центра
- Переходная втулка в конус шпинделя
- Инструкция по эксплуатации
- Автоматическая система смазки
- Уровневые болты и опоры
- CE Сертификат
- Гарантия 2 года
- Точность станка по DIN 8605
Дополнительное оснащение:
- Увеличенное отверстие шпинделя 105 мм
- Автоматический 4-х позиционный резцедержатель
- Автоматическая 8-ми позиционная револьверная головка
- Универсальный 3-х кулачковый патрон
- Комплекты сырых и каленых кулачков
- 4-х кулачковый патрон с независимыми кулачками
- Планшайба
- Люнеты подвижные
- Люнеты неподвижные
- Инструментальная оснастка
- Вращающийся центр
- Конвейер для сбора стружки
- Гидравлический 3-х кулачковый патрон
- Трансформатор
- Сверлильный патрон
- Цанговый патрон
- Цанги
Высокоточные станки с ЧПУ – виды, типы и основные функции
14.01.2019
Токарные станки являются важной частью обработки материала. Основная задача токарных станков – механическая обработка заготовок, придание им определенной формы: конусообразная, сферическая, цилиндрическая и т.д. Токарные станки также проделывают дыры путем сверления и нарезают резьбу. Под ЧПУ понимается числовое программное управления, которое используется на современных предприятиях. Токарными станками управляет компьютерная программа с высокой точностью, не допускающая ошибок и обеспечивающая наибольшую точность правильности исполнения работы, а самое главное – её качество.
Основные функции токарных станков:
- изготовление мелких деталей: винты, диски, гайки и т.д.;
- сверление отверстий и нарезка резьбы;
- точение и обработка внутренних и внешних поверхностей.
Высокоточные станки с ЧПУ делятся на основные группы:
- Карусельные станки. Предназначены для работы с невысокими крупными деталями цилиндрический и конусовидной формы. В некоторых случаях используется оборудование с несколькими стойками.
- Токарно-винторезные станки являются самым распространенным видом станков. Используется на небольших производствах малой серии. Установка системы ЧПУ позволяет сделать обработку заготовок более массовой. Станки данного типа являются наиболее функциональными.
- Автоматические и полуавтоматические станки предназначены для обработки и производства деталей, имеющих сложную форму. К ним относится оборудование, способное обеспечить высокую точность токарных работ. Следуя из названия, автоматический токарный станок используется для массового производства небольших деталей.
Как правильно выбрать оборудование с ЧПУ:
- Первоначально всё зависит от характера проделываемых работ. Станки с ЧПУ наиболее подходят для массового производства, в случае с единичным производством можно обойтись универсальными станками.
- При работе с крупными деталями наиболее подойдут станки карусельные и токарно-винторезные.
- В зависимости от формы детали рассматривается большое количество серий станков. Это является универсальным для каждого типа детали.
Токарный станок требует внимательного отношения. Только оно обеспечит целостность всех деталей и обрабатываемых материалов. Вот как происходит работа токарного станка:
- При предварительной подготовке новичкам подойдут симуляторы токарных станков. Только после этого можно приступать к полноценной работе на станке.
- Вся основная работа, то есть обработка детали, проходит за счет вращения. Для изменения формы детали используются инструменты, находящиеся на станке.
- Работать на станках с ЧПУ может даже не опытный работник, так как большинство работы выполняет программа и возможная ошибка со стороны человека сводится к нулю. При отсутствии ЧПУ за станком должен работать только профессионал. В случае работы специалиста со станком с ЧПУ, первому нужно лишь задать конкретную программу и выбрать режим обработки, оптимальной для рабочей заготовки.
- Работа со станками всегда требует осторожности и аккуратности, но при работе на станке с ЧПУ вероятность получения травмы и любой риск значительно меньше. Если в работе станка произойдет какой-либо сбой, программа прекратится и станок остановится. Это обеспечивает высокий уровень безопасности при работе с ЧПУ.
Рассмотрим подробнее каждый вид используемых станков.
Карусельные станки используются в таких отраслях производства, как создание медицинского оборудования, робототехника и космонавтика. Работы в данных отраслях должны проходить с максимальной точность. За это отвечают специальные детали, способные различить самую маленькую ошибку в работе станка и обработки детали, вплоть до микронов. Датчики контроля перемещений резца по всей области обеспечивают наивысшую точность на производстве. Различия обычного карусельного станка и карусельного станка с ЧПУ невелика: во втором лишь находится автоматизированный управляющий центр, представляющий собой компьютер из дисплея и клавиатуры упрощенной версии.
При этом карусельный станок разделяют на два вида: с одной или двумя стойками. Отличие их состоит в том, что двустоечные станки применяются в работе с крупными деталями диаметром от 2,5 до 3 метров. Одна стойка не сможет обеспечить необходимую длину резца и мощность двигателя, в чем и уступает двустоечному станку. Одностоечные станки используются для обработки деталей диаметром до 2 метров.
Токарно-револьверные станки отличаются наличием одной детали – поворотного барабана (револьверная головка). Его основная функция заключается в обеспечении работы нескольких инструментов по обработке одной детали, за счет чего сокращается не только время производства, но и процесс проходит за одну установку станка и не требует дальнейшей переустановки. В некоторых случаях возможно задействование одновременно 12 разных инструментов. Таким образом, одновременно может проводиться несколько разных процессов: резьба, сверление, оттачивание заготовки и т.д.
Токарно-револьверные станки разделяются на ручные и станки с ЧПУ. Определяющим при выборе станка данного типа является следующее:
- Как можно большая длина заготовки, ее диаметр и радиус.
- Максимальная скорость вращения при обработке.
- Бесступенчатое регулирование оборотов, позволяющее настроить конкретную процедуру по обработке заготовки.
В случае с токарно-револьверными станками с ЧПУ работа производится полностью автоматизировано. По своим функциям токарно-револьверные станки превосходят токарно-винторезные. В случае с последним была необходимость создавать линию из нескольких агрегатов. Принцип работы винторезных станков основан на передачи заготовки от одного инструмента к другому, тогда как токарно-револьверные способны совершать разную работу одновременно. Чтобы данный процесс проходил без ошибок, необходимо точно определить нужные инструменты и настроить их правильным образом, особенно актуально при обработке сложных деталей с высокими требованиями к обрабатываемой поверхности.
Важной деталью токарно-револьверного станка является шпиндель, так как одну из главных ролей в обработке заготовки играет его вращательный момент. Сам по себе шпиндель – это основная часть любого токарного станка, во время обработки вращающаяся вместе с обрабатываемой деталью. Производительность токарного станка зависит от того, насколько мощная конструкция шпинделя в нем установлена. Чем массивнее конструкция шпинделя, тем более крупные детали может обрабатывать станок.
Также в станках с ЧПУ изменилось расположение станины, на которой монтируются все механизмы. Ее расположение стало наклонным – от 30 до 60 градусов. Снизился уровень засоров частей путем оснащения аппаратов защитными кожухами.
Таким образом, основным и главным плюсом работы на высокоточных станках с ЧПУ является автоматизированная и точная работа станка, позволяющая увеличить объем обработки заготовок, сэкономить время и увеличить качество обрабатываемой заготовки. Всю основную работу выполняет программа, действующая по заданному алгоритму.
Мы рекомендуем
«АТМ Групп» предлагает Вашему вниманию свежий список станков, которые пользуются наибольшим спросом
Лучшие производители и поставщики токарных станков с ЧПУ в США
Токарный станок с ЧПУ – один из многих инструментов, используемых для обработки с ЧПУ. Токарный станок с ЧПУ – это станок, в котором материал или деталь удерживается на месте и вращается с помощью главного шпинделя, когда режущий инструмент, работающий с материалом, устанавливается и перемещается по различным осям. В этой статье мы ранжируем крупнейших производителей и поставщиков токарных станков с ЧПУ в Соединенных Штатах в Thomasnet по их годовому доходу, чтобы помочь вам лучше найти поставщика.
Лучшие поставщики токарных станков с ЧПУ в США
В этой таблице содержится информация о ведущих поставщиках токарных станков с ЧПУ на ThomasNet, упорядоченная по годовой расчетной выручке. Также включены дополнительные сведения о местонахождении штаб-квартиры каждой компании, а также краткое изложение деятельности компании ниже.
Компания | Главный офис | Годовая оценка Выручка | |
1. | DMG Mori | Hoffman Estates, IL | 298,89 миллионов долларов |
2. | Hanwha International, LLC | Тинек, Нью-Джерси | 217,78 миллионов долларов |
3. | Ellison Technologies | Санте-Фе-Спрингс, Калифорния | 134 доллара.26 миллионов |
4. | Murata Machinery USA, Inc. | Шарлотт, Северная Каролина | 82,35 миллиона долларов |
5. | Grizzly Industrial | Bellingham, WA | 74,49 миллиона долларов |
6. | JTEKT Toyoda Americas Corp. | Arlington Heights, IL | 57 долларов.41 миллион |
7. | Milltronics | Вакония, Миннесота | 30 миллионов долларов |
8. | Star CNC Machine Tool Corp. | Roslyn Heights, NY | 25,54 миллиона долларов |
9. | Lomar Machine & Tool Co. | Хортон, Мичиган | 24 доллара.32 миллиона |
10. | Index Corp. | Ноблсвилл, IN | 22,12 миллиона долларов |
Информация с веб-сайтов Thomasnet.com, dnb.com и компаний.
Краткие сведения о компании
DMG Mori по индивидуальному заказу производит токарные и фрезерные станки, системы управления, фрезерные станки с поперечной колонной, ультразвуковое обрабатывающее и режущее оборудование, электроинструменты, сверлильные станки и средства автоматизации.Их токарно-фрезерное оборудование включает ЧПУ, универсальные, автоматические, вертикальные, прецизионные и шпиндельные токарные станки. Также доступны бывшие в употреблении и восстановленные токарные и фрезерные станки, запасные части и сервисные продукты. Области применения включают в себя связь, автомобилестроение, аэрокосмическую промышленность, приборостроение, гидравлику, пневматику, электронику, валовую промышленность, медицину и производство насосов.
Hanwha International, LLC – производитель токарных автоматов с ЧПУ для мехатронной промышленности.У них есть револьверные токарные станки. Также предлагаются финансовые, управляющие, страховые, инвестиционные, охранные, инженерные и строительные услуги.
Ellison Technologies продает токарные станки с ЧПУ, в том числе горизонтальные токарные центры. Их типы включают двухосные, четырехосные, вспомогательные шпиндели, двухшпиндельные, швейцарские и многошпиндельные. Характеристики включают в себя различные размеры, межцентровые расстояния и варианты технических характеристик для удовлетворения различных потребностей обработки. Их области применения включают стержни, валы и зажимные приспособления.
Murata Machinery USA, Inc. производит многошпиндельные токарные центры с ЧПУ для аэрокосмической, автомобильной, медицинской, нефтяной и газовой промышленности. Некоторые из их обрабатывающих центров являются многооперационными, прецизионными, компактными, 3-осевыми портальными роботами-загрузчиками, возможностью работы с живым инструментом во всех положениях револьверной головки и управлением шпинделем по оси C. Их машины подходят как для малых, так и для больших объемов производства.
Grizzly Industrial производит деревообрабатывающее и металлообрабатывающее оборудование. Их продукция включает фуганки, токарные станки, строгальные станки, сверлильные станки, мельницы, шлифовальные машины, сварочные машины, ленточные и настольные пилы, пылеуловители, барабанные и ленточные шлифовальные машины.
JTEKT Toyoda Americas Corp. поставляет Y и программируемые токарные станки с осью W и горизонтальной коробкой, а также токарные станки с линейным перемещением для токарных и фрезерных операций с высоким крутящим моментом или скоростью. Их типы шпинделей включают вспомогательные, противоположные или зеркальные шпиндели с двойным приводом и шпиндели с прямым приводом. Доступны варианты крепления головки под прямым углом. Также предоставляются услуги по профилактическому обслуживанию и обучению установке.
Milltronics производит фрезерные и токарные станки с ЧПУ. Их продукция включает в себя обрабатывающие центры с линейным направлением, станины со сплошной головкой, коленные фрезы с ЧПУ, токарные центры с наклонной станиной и комбинированные токарные станки.Также имеется бывшее в употреблении оборудование.
Star CNC Machine Tool Corp. производит станки для производства небольших, сложных и точных металлических компонентов для медицинской, автомобильной и авиационной промышленности. Доступны такие продукты, как токарные автоматы с ЧПУ швейцарского типа, системы управления движением и системы управления движением.
Lomar Machine & Tool Co. – производитель специализированных мастерских, специализирующийся на ремонте машин, инструментах, приспособлениях, калибрах и испытательном оборудовании. Их возможности включают гибку, пайку, обжим, шлифование, токарные работы, фрезерование, фрезерование с ЧПУ, изготовление, обжимку, а также сварку MIG и TIG.
Index Corp. – производитель токарных станков. Доступны патроны, станки с ЧПУ, многошпиндельные и высокоточные токарные станки, подходящие для производства деталей с автоматической токарной обработкой и сложных токарных деталей с ЧПУ в малых и средних размерах. Также доступны услуги автоматизации и интеграции технологий. Они обслуживают автомобильную, автомобильную, медицинскую и аэрокосмическую промышленность, машиностроение, электротехнику и электронику, а также производителей жидкостей, средств управления и инструментов.
Лучшие поставщики токарных станков с ЧПУ
Эта таблица содержит информацию о самых разных поставщиках токарных станков с ЧПУ Thomasnet, ранжированных по годовой расчетной выручке. Сертификация собственности – это сертификация разнообразия на уровне компании. Как правило, эта сертификация не является отраслевой, но требует, чтобы не менее 51% компании принадлежало, управлялось и контролировалось меньшинством или группой. Также включены дополнительные сведения о местонахождении штаб-квартиры каждой компании, а также краткое изложение деятельности компании ниже.
Компания | Главный офис | Годовая оценка Выручка | |
1. | Hanwha International, LLC | Тинек, Нью-Джерси | 217,78 миллионов долларов |
2. | Grizzly Industrial | Bellingham, WA | $ 74.49 миллионов |
3. | Lomar Machine & Tool Co. | Хортон, Мичиган | 24,32 миллиона долларов |
4. | Машины Ганеша | Чатсуорт, Калифорния | 10,67 миллионов долларов |
5. | Harris Machine Tools, Inc. | Хьюстон, Техас | $ 8.2 миллиона |
6. | Станки Revolution | North Salt Lake, UT | 7,15 миллиона долларов |
7. | Лагун Инжиниринг | Харбор-Сити, Калифорния | 6,21 миллиона долларов |
8. | Инновационные машинные решения | Моффетт Филд, Калифорния | $ 1.2 миллиона |
9. | Kaste Industrial Machine Sales, Inc. | Энфилд, Коннектикут | Менее 1 миллиона долларов |
10. | Dan’s Machine Tool, Inc. | Анахайм, Калифорния | Менее 1 миллиона долларов |
Информация с веб-сайтов Thomasnet.com, dnb.com и компаний.
Краткие сведения о компании
Hanwha International, LLC – производитель токарных автоматов с ЧПУ для мехатронной промышленности. У них есть револьверные токарные станки. Также предлагаются финансовые, управляющие, страховые, инвестиционные, охранные, инженерные и строительные услуги.
Grizzly Industrial производит деревообрабатывающее и металлообрабатывающее оборудование. Их продукция включает фуганки, токарные станки, строгальные станки, сверлильные станки, мельницы, шлифовальные машины, сварочные машины, ленточные и настольные пилы, пылеуловители, барабанные и ленточные шлифовальные машины.
Lomar Machine & Tool Co. – производитель специализированных мастерских, специализирующийся на ремонте машин, инструментах, приспособлениях, калибрах и испытательном оборудовании. Их возможности включают гибку, пайку, обжим, шлифование, токарные работы, фрезерование, фрезерование с ЧПУ, изготовление, обжимку, а также сварку MIG и TIG.
Ganesh Machinery производит токарные автоматы, станки с ЧПУ и прецизионные токарные станки. К их типам относятся токарные станки, шпиндели, наклонные станины, двигатели и токарные станки. К различным функциям относятся зажимы, винты, поворотные положения, органы управления, экраны, иглы, задние бабки и зазоры.Услуги включают поддержку по телефону, выезд, профилактическое обслуживание и интеграцию систем под ключ. Обслуживались аэрокосмическая, медицинская, автомобильная, электронная, гидроэнергетика, вторичный рынок и другие отрасли.
Harris Machine Tools, Inc. занимается продажей нового и подержанного оборудования. Их продукция включает ЧПУ и обычные станки, такие как токарные станки, фрезерные станки, сварочное оборудование, сверла, пилы и прессы. Их услуги включают в себя оценку и покупку целых заводов, отделов, подразделений или отдельных единиц оборудования и промышленных активов.
Revolution Machine Tools – дистрибьютор бывших в употреблении токарных станков с ЧПУ для промышленного применения. К их типам относятся токарные станки с подкладкой под полом, вертикальные и высокоскоростные токарные станки. Также предлагаются услуги по техническому обслуживанию и ремонту.
Lagun Engineering производит токарные станки с ЧПУ. Их прецизионные токарные станки с горизонтальной станиной оснащены двухкоординатным ЧПУ и имеют постоянную скорость резания 30–2800 об / мин с закаленными и шлифованными направляющими, валами и шестернями.
Innovative Machine Solutions занимается продажей токарных станков с ЧПУ.Также доступны токарные центры с ЧПУ и тяжелые токарные станки с ЧПУ с поворотным механизмом. Их услуги включают техническое обслуживание, ремонт, метрологию, машиностроение, электротехнику, перемещение оборудования, восстановление, переоборудование и модернизацию.
Kaste Industrial Machine Sales, Inc. является дистрибьютором бывших в употреблении токарных центров с ЧПУ, в состав которых входят улавливатели деталей, 12-позиционные револьверные головки, конвейеры для стружки и контактные щупы для инструментов. Также предоставляются услуги по оценке, аукциону, консигнации и ликвидации.Они распространяют другое бывшее в употреблении металлообрабатывающее оборудование, такое как листогибочные прессы, шлифовальные станки, ножницы и гидроабразивные станки.
Dan’s Machine Tool, Inc. занимается распространением и реконструкцией оборудования с ЧПУ и ручного станочного цеха, включая прецизионные станки для токарной обработки и нарезания резьбы. Они предлагают услуги по профилактическому обслуживанию, диагностическому осмотру, ремонту и восстановлению. Также доступны покупка, продажа и продажа бывшего в употреблении оборудования и запасных частей.
Заключение
Выше мы составили рейтинг ведущих производителей и поставщиков токарных станков с ЧПУ в США.Мы надеемся, что эта информация помогла вам в поиске поставщиков. Чтобы узнать больше об этих компаниях или составить собственный список поставщиков, посетите Thomas Supplier Discovery, где есть информация о других аналогичных продуктах.
Статьи по теме
Ведущие производители и поставщики высокопроизводительных лодок в СШАследующая статья »Больше от Machinery, Tools & Supplies
Наши продукты | Евротек
Инновационный дизайн, производство мирового класса и старинное мастерство являются эксклюзивными для Eurotech, североамериканского партнера группы ведущих европейских производителей современного токарного и фрезерного оборудования с ЧПУ.
Многоосевой токарно-фрезерный станок
Самые быстрые в мире горизонтальные токарно-фрезерные станки от 4 до 14 осей. Предназначен для обработки без участия оператора. Выполнение как стандартной универсальной токарной обработки, так и комплексной обработки сложных деталей за 1 операцию, комбинируя приводные инструменты, ось C, ось Y и вспомогательный шпиндель. Быстрее нет!
Посмотреть все модели Eurotech Elite
Вертушка
Новый Eurotech SPINNER! Этот немецкий производитель высоких технологий, основанный в 1949 году,
вырос до более чем 500 сотрудников и производит более тысячи станков
каждый год! Модель TTC300: шпиндель A2-8, двойная револьверная головка, двойной шпиндель, ось Y на верхней револьверной головке.
Посмотреть все модели спиннеров Eurotech
.
__________________________________________________________________________
Все заводы и продукция Eurotech соответствуют стандартам CE, ISO, DIN и UL
—————————— ————————————————– ————————————————– ——————
Eurotech демонстрируют наивысшую доказанную рентабельность инвестиций в отрасли. Точность, скорость и способность работать в течение длительного времени без вмешательства пользователя выделяют наши машины.Все наше оборудование основано на передовых технологиях.
SwissTurn
Самые быстрые в мире 6-11-осевые автоматические токарные станки с ЧПУ швейцарского типа. Предназначен для обработки без участия оператора. Выполнение как стандартной универсальной токарной обработки, так и комплексной обработки сложных деталей за 1 операцию, комбинируя приводные инструменты, ось C, ось Y, ось B и вспомогательный шпиндель.
Посмотреть все модели Eurotech Swissturn
Высокопроизводительные патроны с ЧПУ
Eurotech – ведущий европейский производитель современных, высокоскоростных и высокопроизводительных патронов с ЧПУ
, предназначенных для высокоточной, полностью автоматизированной обработки в больших объемах без участия оператора.
Модель TD-30-YS-800: шпиндель A2-6, револьверная головка на 12 позиций по оси Y (16 опций), двойной шпиндель.
Посмотреть все модели патронов с ЧПУ Eurotech
Токарный центр с ЧПУ, Токарный станок с ЧПУ, Поставщики и производители Китай
Обычные экономичные токарные станки с ЧПУ имеют две оси, X и Z. Токарный центр имеет много осей, 3 оси, 4 оси, 5 осей и так далее. Помимо функции токарной обработки и фрезерования, он обладает функцией высокой производительности. Время зажима и время сокращаются.
Таким образом, токарный центр с ЧПУ имеет следующие характеристики:
(1) Высокая адаптируемость, подходит для обработки разнообразных и мелкосерийных деталей.
В традиционном автоматическом или полуавтоматическом токарном станке, обрабатывающем новую деталь, обычно необходимо отрегулировать станок или принадлежности станка, чтобы упростить их использование.
Станок адаптируется к требованиям обработки деталей, в то время как при использовании токарного станка с ЧПУ для обработки деталей различной формы требуется только перепрограммировать или изменить процесс обработки
Программа (программное обеспечение) может быстро удовлетворить требования обработки и значительно сократить время технической подготовки для замены аппаратного обеспечения станка
Подходит для разнообразной, поштучной или мелкосерийной обработки.
(2) Высокая точность обработки и стабильность
Благодаря интеграции высоких и новых технологий, таких как машины и электричество, точность обработки станков с ЧПУ обычно выше, чем у обычных станков. Разработка станков с ЧПУ.
Процесс обработки контролируется компьютером в соответствии с программой предварительного ввода, что позволяет избежать низкого технического уровня оператора.
Разница в качестве продукции, вызванная различиями.Для некоторых деталей сложной формы на обычных станках практически невозможно их выполнить.
Но станок с ЧПУ только компилирует более сложную программу, чтобы можно было достичь цели, при необходимости также может использовать компьютерное программирование или компьютер для расчета
Компьютерная обработка. Кроме того, на процесс обработки станка с ЧПУ не влияют физические и эмоциональные изменения оператора.
(3) Он имеет более высокую производительность и более низкую стоимость обработки
Под производительностью станка в основном понимается время, необходимое для обработки детали, включая время маневра и вспомогательное время.номер
Скорость шпинделя и скорость подачи токарного станка можно регулировать в широком диапазоне, также можно использовать плавное регулирование скорости. Во время обработки можно выбрать лучшую скорость резания.
Для оптимизации параметров резания значительно повышена производительность,
Стоимость обработки снижается, особенно для деталей массового производства, чем больше партия, тем ниже стоимость обработки.
Для массового производства, особенно массового производства, особое внимание следует уделять эффективности обработки, исходя из предпосылки обеспечения качества обработки
Стабильность процесса, технология его обработки и единичная небольшая партия различаются.Например, выбор приспособления, расположение траектории инструмента и расположение инструмента
Следует тщательно продумать место и порядок использования, а соответствующее содержание будет представлено в следующем разделе.
Противоположность массовому производству – штучное производство. Самая важная особенность штучного производства – обеспечение высокого качества первого прохода, особенно единичного качества.
Детали сложной формы с высокими требованиями к точности. Во-вторых, по сравнению с успешностью штучного производства.Штучное производство
Используемый процесс ЧПУ отличается от массового производства в аспектах траектории инструмента, расположения инструмента и установки точки смены инструмента. И серийное производство
По сравнению с производством, при поштучном производстве следует избегать слишком долгого времени на подготовку к производству.
▷ Подержанные токарные и токарные станки по металлу
Покупайте и продавайте подержанные токарные, токарные и токарные станки на Surplex
- Индекс
- Что такое токарный станок?
- Токарные станки по металлу – конструкция и использование
- Что можно сделать на токарном станке по металлу?
- Кто умеет работать на токарном станке по металлу?
- Покупайте и продавайте по доступной цене бывшие в употреблении токарные и токарные станки
- Обзор производителей станков по металлу и токарного станочного оборудования
Что такое токарный станок?
Токарный станок – это оборудование для обработки длинномерных металлических изделий на осесимметричные детали.Наряду с фрезерными станками, токарные станки являются центральным обрабатывающим центром в металлообработке и являются преемником традиционных токарных станков. Поэтому они являются частью основного оборудования, необходимого для каждой операции по обработке металла. Превращение этого оборудования из токарного станка в токарный полностью по металлу гарантирует в среднем гораздо более высокое качество производимых инструментов, которые в гораздо меньшей степени зависят от способностей человека, работающего на токарном станке.
- Прецизионные инструменты для обработки металлов
- Поворотный процесс зажима
- Диапазон от небольших настольных станков до больших токарных станков
Мощный электродвигатель приводит заготовку в непрерывное вращательное движение, которое может составлять несколько тысяч оборотов в минуту.Инструменты, необходимые для компонентов, прикреплены к револьверу. Нужный инструмент подается к вращающемуся корпусу с помощью суппорта инструмента, и процесс абляционного зажима запускается с помощью точно регулируемых направляющих. Токарные станки по металлу доступны в виде мини-токарных станков, небольших настольных станков, а также больших тяжелых токарных станков длиной несколько метров.
Токарные станки по металлу – Устройство и способы использования
Токарный станок состоит из трех основных групп компонентов: рамы, системы привода и системы направляющих инструментов.Рама выдерживает вес механических компонентов. Они имеют очень прочную конструкцию, чтобы машины могли выдерживать большие нагрузки и работать точно. Используются сварные конструкции и монолитные литые металлические каркасы, которые увеличивают срок службы устройства и обеспечивают возможность приобретения бывшего в употреблении токарного станка по металлу без каких-либо конструктивных проблем. В зависимости от размера токарного станка по металлу, возможно, придется отрегулировать основание, чтобы выдерживать давление и колебательные силы.
Вторая группа компонентов состоит из электродвигателя и редуктора.Выбранная передача может варьироваться от одноступенчатой цилиндрической зубчатой передачи до высокопроизводительного гидротрансформатора для исключительно тихих вращательных движений. Шпиндель и задняя бабка также являются частью редуктора и используются для фиксации заготовки в нужном положении. Тем, кто хочет приобрести бывшие в употреблении токарные станки, следует обратить особое внимание на следующие области: высокая точность соосности и безлюфтовая задняя бабка необходимы для точных заготовок. Однако покупатели подержанных токарных станков по металлу могут быть готовы согласиться с более высокими допусками, чем в более новых моделях при некоторых обстоятельствах.В целом бывшие в употреблении токарные станки по-прежнему обладают значительной стабильностью.
Токарные станки в действииТретий компонент, система наведения инструмента, в простейшем исполнении состоит из рельса, по которому инструменты подаются с помощью токарного шпинделя. Если речь идет о покупке бывшего в употреблении токарного или токарного станка, эти компоненты необходимо тщательно проверить. Бывшие в употреблении токарные станки по металлу часто поставляются с журналом испытаний, поскольку они уже использовались. Этот журнал содержит информацию о соосности и люфте шпинделя, записываемую через регулярные промежутки времени.Эти ключевые компоненты также могут пройти капитальный ремонт. В зависимости от конструкции токарного станка также могут быть включены различные автоматизированные компоненты, которые направляют обрабатывающие инструменты к вращающейся заготовке в соответствии с предварительно сконфигурированной программой. В настоящее время часто доступны опции для автоматического переключения инструментов и деталей.
Для токарных станковтакже требуются принадлежности и различное оборудование. Корпус защищает зону вокруг токарного станка от стружки и стружки, которые вылетают во время токарной обработки металла, а охлаждающая смазка обеспечивает равномерное удаление стружки с обрабатываемой детали.Высокоэффективное освещение позволяет постоянно контролировать этапы обработки детали. Если токарный станок подержанный, аксессуары и навесное оборудование могут отсутствовать или это могут быть дополнительные детали. Даже если производители не обязаны держать запас принадлежностей для старых и бывших в употреблении токарных станков, большинство стремятся предложить ряд основных услуг для бывшего в употреблении оборудования.
Что можно сделать на токарном станке по металлу?
Все, что требует осесимметричного или почти симметричного поперечного сечения, можно изготавливать на токарном станке.В первую очередь это касается всех типов валов и линейных осей. Зубчатые рейки, зубчатые колеса или асимметричные коленчатые и распределительные валы также могут изготавливаться на токарных станках. Хотя обычные токарные станки по-прежнему широко используются, фрезерные станки с ЧПУ все чаще используются для токарной обработки металла при производстве отдельных деталей. Они автоматически завершают процесс токарной обработки в соответствии с предварительно настроенной программой.
Кто умеет работать на токарном станке по металлу?
К работе на токарном станке допускаются только квалифицированные специалисты, если он не является автоматическим токарным станком.Оператор токарного станка должен пройти несколько лет обучения и обладать конкретными теоретическими и практическими знаниями. Оператор должен знать не только о материалах и правилах обработки, но и обо всех важных для безопасности аспектах работы с токарным станком. Однако благодаря обширной автоматизации современные токарные станки по металлу требуют гораздо меньшего взаимодействия со стороны оператора по сравнению с обычными токарными станками. Прядильная стружка, высокие скорости вращения и высокие температуры делают рабочее место токарного станка очень сложным.Как правило, недостаточно просто надеть соответствующую защитную одежду, поэтому обязательно пройти инструктаж по технике безопасности при любых работах на токарном станке.
Купить и продать по доступной цене бывшие в употреблении токарные и токарные станки
Surplex.com часто выставляет на продажу подержанные токарные станки из широкого ассортимента доступного токарного оборудования, а это значит, что вы можете найти именно то, что ищете. В подержанном состоянии токарные станки обычно продаются на промышленных аукционах. Предлагаемое оборудование столь же разнообразно, как и области применения, от небольших токарных станков, токарных станков с двигателями, обычных токарных станков с ручным управлением до автоматических токарных станков и современных токарных станков с ЧПУ.Например, вы можете дешево приобрести подержанный токарный станок для обучения или значительно увеличить производство, используя подержанный токарный станок с ЧПУ.
Большинство выставленных на продажу токарных станков поступает с рынка подержанных машин Германии, Австрии или Швейцарии. Однако растущая интернационализация нашей платформы означает, что существует также большое количество машин из других европейских стран. Вы можете увидеть местонахождение токарного станка, который собираетесь приобрести, на странице информации о продукте.
Вы также можете продавать свои старые и бывшие в употреблении токарные и токарные станки через Surplex, независимо от того, маленький ли это токарный станок со столом или большой токарный станок.Просто свяжитесь с нами, чтобы уточнить детали. Продажа бывших в употреблении токарных станков по металлу через Surplex дает вам шанс получить хорошие цены. Обратитесь к нашим опытным менеджерам проектов для получения дополнительной информации.
Обзор производителей токарного и токарного оборудования по металлу
Токарные и токарные станки даже в рабочем состоянии остаются прецизионными станками, которые позволяют создавать изделия высочайшего качества. Однако само оборудование должно было быть высококачественным с самого начала, поэтому тем, кто хочет купить подержанный токарный станок, следует сосредоточиться на производителях, известных своим высоким качеством.
Престижные производители токарных станков включают BERNARDO, BOEHRINGER, BOLEY, COLCHESTER, EMCO, GILDEMEISTER, MATRA, OKUMA, OPTIMUM, QUANTUM, TORNOS, WEILER и WABECO.
Курсы по обработке с ЧПУ | UTI
Взгляд изнутри на классы ЧПУ UTI
Вы когда-нибудь задумывались, что вы узнаете на курсе ЧПУ?
Будучи студентом программы UTI по технологии обработки с ЧПУ, предлагаемой Техническим институтом NASCAR, вы изучите базовые навыки механического цеха, как интерпретировать чертежи, продвинутые операции ручного фрезерования и все, что между ними.К концу В рамках этой 36-недельной программы вы будете обладать ценными знаниями и навыками, чтобы начать свою карьеру в индустрии ЧПУ.
Перед тем, как начать какое-либо обучение, может быть полезно изучить классы, которые предполагает программа, чтобы вы имели представление о том, чего ожидать. Продолжайте читать, чтобы узнать, чему вы научитесь в каждом курсе по станкам с ЧПУ:
Базовые навыки механического цеха
В этом вводном курсе вы научитесь безопасно работать с оборудованием в условиях механической обработки.Вы также узнаете о ручных инструментах, типах пил, пильных полотнах, установке, снятии и сварке. Этот курс в первую очередь посвящен правильному уходу и использование полуточного измерительного оборудования.
В обрабатывающей промышленности требуется ежедневное использование математики. В этом курсе вы научитесь демонстрировать навыки использования дробей и использовать математику, прецизионное измерительное оборудование и правильную компоновку деталей для ручной обработки. Вас также представят к использованию ручного инструмента на сверлильном станке.
Ключевые выносы
- Как управлять оборудованием и безопасно работать в среде механической обработки
- Правильный уход и использование различного инструмента и полупоточного измерительного оборудования
- Как использовать и применять математические концепции, относящиеся к отрасли ЧПУ
Использованные инструменты и технологии
- Давление сверления, вертикальные и горизонтальные ленточные пилы, шлифовальные станки, ручные токарные станки, ручные фрезы и токарные и обрабатывающие центры с ЧПУ
- Ленточная пила и сверлильный станок
- Прецизионное измерительное оборудование, такое как линейки, штангенциркуль, регулируемые угольники, комбинированные наборы, транспортиры, скосы, поверхностные пластины и мерные блоки
Математика, материалы и техническое обслуживание
В этом курсе вы узнаете о составе черных и цветных металлов и методах термообработки.Вы также узнаете о различных методах определения твердости материалов и шкалах измерения.
Чтобы улучшить свои математические навыки, вы продемонстрируете навыки алгебраических вычислений, а также вычисления соотношений и пропорций. Кроме того, вы узнаете об использовании прецизионного измерительного оборудования и о том, как поддерживать машины в механическом цехе, узнав, почему и когда проводить периодическое обслуживание.
Ключевые выносы
- Основы составов черных и цветных металлов, методы термообработки, методы определения твердости материалов и шкалы измерений
- Как рассчитать соотношения, пропорции и алгебраические уравнения применительно к отрасли ЧПУ
- Как использовать прецизионное измерительное оборудование и обслуживать машины посредством периодического технического обслуживания
Использованные инструменты и технологии
- Прецизионное измерительное оборудование, такое как микрометры и индикаторы погружения, шкала твердости по Роквеллу и рефрактометр
Устный перевод чертежей / макета задания
В этом курсе вы начнете читать чертежи, чтобы узнать об их расположении и представленной информации.Понимая части и соответствующие им отпечатки, вы получите представление о взаимосвязях между элементами.
Вы научитесь пользоваться ручным токарным станком после того, как научитесь правильной работе и технике владения инструментом, а также познакомитесь с ручным фрезерным станком. Обсуждаемые темы включают режущие инструменты для конкретных заводов, а также зажимные приспособления и зажимные приспособления. Вы будете использовать математика, прецизионное измерительное оборудование и правильное расположение деталей для ручной обработки.
Ключевые выносы
- Введение в чтение чертежей
- Правильная работа и техника владения инструментом
- Использование ручных токарных и фрезерных станков
- Как использовать математику, прецизионное измерительное оборудование и правильное расположение деталей для ручной обработки
Использованные инструменты и технологии
- Ручные токарные станки, вертикальные фрезерные станки и различное оборудование для верстки, в том числе разметочные диски, компоновочная жидкость, комбинированные наборы, делители, трамваи, кернеры, транспортиры и суппорты
Основы ручной обработки
Темы, рассматриваемые в этом курсе, включают ручные токарные операции и настройку вертикального фрезерования.Вас обучат навыкам, необходимым для правильного и точного использования ручных токарных и фрезерных станков для создания различных деталей.
Курс завершается беседой о ручном шлифовальном оборудовании, а также информацией о шлифовальных кругах. Вы также научитесь безопасно снимать заусенцы с деталей и затачивать режущие инструменты.
Ключевые выносы
- Ручной токарный станок
- Вертикальная фрезерная установка
- Введение в ручное шлифовальное оборудование и шлифовальные круги
- Как безопасно удалять заусенцы с деталей и затачивать режущие инструменты
Использованные инструменты и технологии
- Пьедестал шлифовальные, ручные токарные и фрезерные
Ручная обработка на токарном станке
В этом курсе вы научитесь понимать ручное нарезание резьбы на токарном станке и точение конуса.Вы также получите навыки, необходимые для правильного и точного использования ручного фрезерного станка для создания различных деталей. Курс завершается с беседой об операциях с индексирующей головкой.
Ключевые выносы
- Ручной токарный станок для нарезания резьбы
- Токарная обработка конуса
- Операции с индексирующей головкой
Использованные инструменты и технологии
- Ручные токарно-фрезерные станки
Ручная обработка на стане
В этом курсе студенты углубляются в продвинутые операции ручного фрезерования.Вас обучат навыкам, необходимым для правильного и точного использования ручного фрезерного станка для создания различных деталей. Особое внимание уделяется угловому фрезерованию. и сложные операции фрезерования, а также вы изучите концепции геометрии и тригонометрии, необходимые для точного выполнения этих операций.
Ключевые выносы
- Расширенное ручное фрезерование
- Угловое фрезерование
- Геометрия и тригонометрия для операций с ЧПУ
Использованные инструменты и технологии
Основы ЧПУ
Этот курс охватывает аспекты числового программного управления, применимые как к токарным, так и к фрезерным операциям.Охватываются такие темы, как автоматические устройства смены инструмента, блок управления станком, управление движением, системы координат и системы позиционирования. в деталях. Вы изучите такие концепции программирования, как адреса слов, коды G и M и команды перемещения инструмента.
Студенты также знакомятся со структурными частями программы ЧПУ, а также знакомятся с разговорным программированием. Вы узнаете о токарных станках с ЧПУ, а также о рабочих и инструментальных устройствах, а также о режущих инструментах, используемых при токарной обработке с ЧПУ.В этот курс включены подробные беседы о компоненте «Непрерывное совершенствование» обеспечения качества по сравнению с контролем качества.
Ключевые выносы
- Устройства автоматической смены инструмента
- Блок управления станком
- Управление движением
- Системы координат
- Системы позиционирования
- Концепции программирования, такие как адреса слов, коды G и M и команды перемещения инструмента
- Введение в диалоговое программирование
- Обеспечение качества vs.контроль качества
Использованные инструменты и технологии
- Симуляторы панели управления Haas
Токарная обработка с ЧПУ I
Программирование для токарных станков с ЧПУ является основным направлением этого класса. Студенты узнают о токарных станках с ЧПУ, инструментальных и зажимных приспособлениях, а также о режущих инструментах, используемых при токарной обработке с ЧПУ.
Используя материалы, изученные в этом классе, вы начнете писать свои собственные программы. Некоторые из многих рассматриваемых тем включают смену инструмента, нумерацию последовательностей, остановки программы, коды СОЖ и постоянные циклы, а также различные токарные операции.Непрерывный Компонент улучшения в анализе покупки и создания завершает курс.
Ключевые выносы
- Программирование для токарных станков с ЧПУ
- Смена инструмента
- Нумерация последовательностей
- Программа останавливается
- Коды охлаждающей жидкости
- Постоянные циклы
- Токарные операции
- Анализ покупки и изготовления
Использованные инструменты и технологии
- Симуляторы панели управления Haas
Токарный станок с ЧПУ II
Этот курс посвящен настройке и эксплуатации токарных центров с ЧПУ.Вы научитесь использовать кнопки панели управления, клавиши, циферблаты и ручки для управления токарным станком, а также для загрузки, отображения, редактирования и запуска программ. Вы также научитесь настраивать удержание устройств и учитывать различия в системах координат, геометрию инструмента и коррекции износа, а также вводить и проверять программы.
По завершении курса вы будете запускать программы с полной подачей, скоростью и быстродействием за счет использования автоматического режима. Вы также узнаете о компонентах непрерывного совершенствования как раз вовремя, и о шести сигмах.
Ключевые выносы
- Наладка и эксплуатация токарных центров с ЧПУ
- Как использовать кнопки панели управления, клавиши, циферблаты и ручки для управления токарным станком
- Как загружать, отображать, редактировать и запускать программы
- Как настроить зажимные приспособления и учесть различия в системах координат
- Как обработать геометрию инструмента и коррекции износа, а также ввести и подтвердить программы
- Как использовать автоматический режим для запуска программ с полной подачей, скоростью и возможностями ускорения
Использованные инструменты и технологии
Фрезерный станок с ЧПУ I
Этот курс начинается с ознакомления с различными типами фрезерных станков и типами инструментальных оправок, используемых на фрезерных станках.Основное внимание в курсе уделяется программированию для фрезерных станков с ЧПУ.
Будучи студентом, вы начнете писать свои собственные программы фрезерования, используя материалы, изученные в этом классе. Вы также выполните лабораторное упражнение по планированию материальных ресурсов (MRP), которое является частью программы непрерывного совершенствования.
Ключевые выносы
- Знакомство с различными типами фрезерных станков и типами инструментальных оправок, используемых в фрезерных станках
- Программирование для фрезерных станков с ЧПУ
- Как писать программы фрезерования
- Планирование материальных ресурсов (ППМ)
Использованные инструменты и технологии
- Симуляторы панели управления Haas
Фрезерный станок с ЧПУ II
Этот курс посвящен настройке и эксплуатации фрезерных станков с ЧПУ.Вы научитесь использовать кнопки панели управления, клавиши, шкалы и ручки для управления мельницей, а также для загрузки, отображения, редактирования и запуска программ. Вы также научитесь настраивать зажимных приспособлений и учета различий в системах координат, геометрии инструмента и коррекций износа, а также программ ввода и проверки.
По завершении курса вы будете запускать программы с полной подачей, скоростью и быстродействием за счет использования автоматического режима. Курс завершается компонентом «Непрерывное совершенствование» лабораторного упражнения по планированию ресурсов.
Ключевые выносы
- Настройка и эксплуатация фрезерных станков с ЧПУ
- Как использовать кнопки, клавиши, шкалы и ручки панели управления для управления мельницей
- Как настроить зажимные приспособления и учесть различия систем координат, геометрию инструмента и коррекции износа, а также программы ввода и проверки
- Как использовать планирование ресурсов мощности
Использованные инструменты и технологии
CAD и CAM
С помощью программного обеспечения САПР вы познакомитесь с различными типами геометрии, такими как каркасы, твердотельные модели и поверхности.Обсуждаются различные типы программного обеспечения, чтобы помочь студентам понять CAD / CAM. Используя программное обеспечение CAM, вы узнаете о такие траектории, как двухмерное контурное фрезерование, торцевое фрезерование, создание отверстий, карманов, контурное точение и трехмерное фрезерование.
Функции проверки и моделирования используются, чтобы гарантировать, что инструмент (ы) ведет себя, как ожидалось, и все детали обработки определены. Вы узнаете о постобработке, процессе, позволяющем программному обеспечению CAM писать программу ЧПУ.Курс завершается с обобщением непрерывного совершенствования управления изменениями.
Ключевые выносы
- Введение в различные траектории и типы геометрии, такие как каркасы, твердотельные модели и поверхности
- Как использовать функции проверки и моделирования
- Как использовать постобработку
- Управление изменениями в среде ЧПУ
Использованные инструменты и технологии
- Программа Mastercam для ПК
Гравировальный станок для распылителя с ЧПУ Кольцо для распыления воды Подходит для шпинделя 80 мм Универсальный охлаждающий токарный станок с ЧПУ Фрезерный сверлильный гравировальный станок –
- Убедитесь, что это подходит введя номер вашей модели.
- Распыление воды с ЧПУ для универсального охлаждения шпинделя 80 мм;
- Материал: хромирование, Количество форсунок: 6;
- Распыление воды на 360 градусов, быстрое охлаждение;
- Материал не ржавеет и имеет долгий срок службы;
- Шпиндель надежно закреплен.
Токарные станки с ЧПУ – что вам нужно знать
Каковы различные части токарного станка с ЧПУ? Как эти различные компоненты станка с ЧПУ сочетаются друг с другом?
Как правило, токарные станки с ЧПУ выпускаются в следующих основных конфигурациях:
- Горизонтальный
- Вертикальный
- Наклонная кровать
- Плоская кровать
- Стандартный
- Многоосевой
- Другие типы, e.грамм. Швейцарский тип, многошпиндельный, ось B
В зависимости от конфигурации токарные станки с ЧПУ могут иметь следующие компоненты.
Станина машиныСтанина токарного станка с ЧПУ или токарного центра с ЧПУ является основной базой для всего станка. Здесь устанавливаются различные компоненты машины. Например, шпиндельная бабка, в которой находится главный шпиндель станка; корпус задней бабки; Скольжение по осям X и Z; дополнительная ось Y; и вспомогательный шпиндель.
Чтобы обеспечить долговечность, Hwacheon производит станины машин из высококачественного чугуна Meehanite. Это помогает ограничить тепловую деформацию и обеспечивает прочную механическую стабильность. Это гарантирует, что обрабатываемые детали неизменно точны.
Главный шпиндельЧасто известный как сердце станка, главный шпиндель состоит из узла шпинделя и системы привода шпинделя. Это некоторые из движущихся частей станка с ЧПУ, в том числе двигатели, шестерни и патрон (подробнее об этом позже).Привод оси C, который помогает позиционировать материал, также будет собран вместе со шпинделем.
Держатели инструментов обычно устанавливаются на диск револьверной головки (вращающийся диск, позволяющий позиционировать и переключать инструменты), они включают в себя как фиксированные, так и стойкие держатели инструмента. Встроенная система привода спасательного инструмента.
Для обеспечения более высокого качества Hwacheon производит 100% собственных шпинделей и их частей. Они могут выдерживать стандартные или более высокие дополнительные диапазоны оборотов, работать с минимальным уровнем вибрации, в зависимости от требований приложения.
Вспомогательный шпиндель / Второй шпиндельОпционально отдельно от главного шпинделя вспомогательный шпиндель работает синхронно с главным шпинделем для выполнения первой и второй операции резания на токарном станке с ЧПУ. Это повышает эффективность и производительность за цикл. Названный вторым шпинделем , механизм имеет ту же мощность и мощность, что и основной шпиндель.
Разработанный с учетом потребностей конечных пользователей для достижения большей гибкости и производительности, вспомогательные шпиндели доступны в качестве опции на большинстве аппаратов Hwacheon серии Hi-TECH.
ПатронПатрон представляет собой тисковидную конструкцию, которая захватывает обрабатываемые детали. Он прикреплен к главному шпинделю, который вращает как патрон, так и заготовку.
Чтобы добиться большей производительности в производстве, вам следует рассмотреть токарные станки с ЧПУ, которые предлагают множество опций, позволяющих выбрать подходящий инструмент для ваших токарных работ. Некоторые станки Hwacheon обладают гибкостью и размерами, позволяющими обрабатывать сверхдлинные масляные трубы и другие применения с длинными валами.
НаправляющаяНаправляющая позволяет инструменту перемещаться по горизонтали и вертикали для обеспечения плавного процесса резания. Для обеспечения прочности этой конструкции необходимы жесткость и высочайшая точность.
Hwacheon включает в себя высокопрочные цельные направляющие коробки на всех осях для своей линейки станков Hi-TECH, чтобы сократить время между процессами и повысить точность обработки.
Передняя бабкаСостоит из главного двигателя, передняя бабка удерживает главный шпиндель, на котором установлен патрон.Чтобы обеспечить высокую производительность, вам необходимо подумать, может ли передняя бабка вашего станка выдерживать высокий крутящий момент на низкой скорости. Это важное соображение для твердых материалов.
Для серии Hi-TECH Hwacheon наша система зубчатой передачи обеспечивает мощность и стабильность. Узел трансмиссии и двигатель шпинделя также предназначены для ограничения передачи тепла и вибрации.
Задняя бабкабабки используется для обеспечения дополнительной силы поддержки на другом конце компоненты.Это необходимо при обработке длинных и сверхдлинных заготовок (например, валов).
Для станков Hwacheon серии Hi-TECH заднюю бабку можно запрограммировать на положение в полуавтоматическом режиме. Это позволяет ему обеспечивать прочную поддержку и большую точность обрабатываемых деталей.
Инструментальная револьверная головкаРевольверная головка дает возможность смены режущего инструмента, необходимого для обработки. Следовательно, он устанавливается на револьверной головке. Размер башни определяется количеством и размером инструментов, которые будут на ней установлены.
Для обеспечения стабильности и точности обработки револьверная головка, например, в Hwacheon Hi-TECH 550, обеспечивает мощное зажимное усилие, предлагая время индексации 0,2 с / установку для быстрой и более стабильной обработки.
Некоторые из доступных опций включают:
- Токарный станок с ЧПУ, ось Y (для операций вне центра)
- Улавливатель деталей токарного станка с ЧПУ (автоматическая разгрузка деталей)
- Устройство подачи прутка / магазин прутка токарного станка с ЧПУ (один пруток используется в устройстве подачи прутка, в то время как магазин используется для автоматических процессов, включающих несколько прутков).