1 м 63 токарный станок – 1М63 – технические характеристики токарного станка
alexxlab | 23.01.2021 | 0 | Токарные станки
1М63 – какие умения проявит этот токарно-винторезный станок? + видео
Токарно-винторезный станок 1М63 всего через пару лет отметит свое пятидесятилетие. Но даже сейчас он пользуется огромной популярностью на территории постсоветского пространства. Рассмотрим все особенности этого оборудования и уделим внимание ремонту, ведь о нем ничего не сказано даже в паспорте агрегата.
1 Как устроен такой станок?
Из названия становится ясно, что такие машины совмещают в себе несколько типов задач, и поэтому их можно назвать универсальными. Агрегаты этой группы предназначены для выполнения ряда токарных работ, в том числе точение конуса, нарезание различных типов резьбы, растачивание, сверление и т. д. На таком оборудовании обрабатывают детали средних и крупных размеров. Оно пользуется спросом как в условиях единичного, так и мелкосерийного производства, так что это незаменимый агрегат частных мастерских.
В далеком 1968 году модель 1М63 пришла на смену станку 163 и пользуется спросом почти полвека благодаря своим достоинствам. К ним относится надежность и долговечность, высокое качество и точность обработки, простота обслуживания и безопасность. Обсудим составные части и чем примечательна его электрическая схема. И хотя о многом расскажет паспорт оборудования, мы попробуем сделать это понятнее.
К основным элементам этого типа станка относится станина, электрооборудование, задняя и передняя бабка, коробка подач и защитные элементы. Среди последних следует отметить ограждение патрона и защитный кожух. Также составными частями модели 1М63 можно назвать сменные шестерни, фартук, суппорт и электродвигатель. Управление агрегатом идет посредством специальных ручек, кнопок, тумблеров и переключателей. А вот оценить работоспособность можно взглянув на сигнальные лампы, показывающие наличие напряжения в сети, состояние электромагнитного тормоза и аварийный индикатор. В комплектацию также входит подвижный люнет и трехкулачковый патрон диаметром 400 мм.

Элементы станка 1М63
Рекомендуем ознакомиться
А вот неподвижный люнет 1М63, четырехкулачковый патрон диаметром 500 мм, а также конусная линейка, резьбоуказатель и резцедержатель можно приобрести за дополнительную плату. В паспорте станка приведена схема расположения всех элементов и указаны их габариты.
Суппорт движется в продольном и поперечном направлении. При этом перемещение элемента делается как вручную, так и посредством механического привода. Машина укомплектована специальным устройством, ускоряющим движение суппорта. Коробка подач выполняет одну из самых главных функций – отвечает за точение различных заготовок и нарезание резьбы. Ее шестеренный механизм состоит из приводов ходового винта и вала, а также механизма выбора вида работ. А вот передача крутящего момента от элементов коробки скоростей на коробку подач происходит посредством гитары. При бесступенчатом изменении частоты вращения за передачу крутящего момента отвечает фрикционный вал 1М63.
2 Какую информацию почерпнуть из маркировки?
Прежде чем рассматривать характеристики, которыми обладает токарно-винторезный станок модели 1М63, скажем пару слов о расшифровке цифровых и буквенных обозначений модели. Единая система условных обозначений станков была принята в далеком 1937 году. Символ, занимающий первую позицию, в нашем случае “1”, обозначает номер группы, а именно – токарный тип. Далее следует поколение машины либо обозначение завода изготовителя. Эта информация зашифрована в букве “М”. А вот то, что агрегат относится к винторезной подгруппе, можно понять по символу “6”, занимающему третью позицию. По последней цифре можно определить высоту центров, расположенных над станиной. В нашем случае она составляет 315 мм.

Токарно-винторезный станок
Однако на этом маркировка может не заканчиваться, существуют различные модификации модели 1М63, уделим немного внимания и им. Если в станине агрегата предусмотрена выемка, то после основного обозначения модели будет стоять еще буква “Г”. Обозначения Ф1, Ф2 и Ф3 говорят, что устройство оснащено системой цифровой индикации УЦИ, позиционной системой числового управления или контурной системой ЧПУ соответственно.
По индивидуальному заказу изготавливаются машины с механическим приводом верхнего суппорта и обозначаются они символами “А” и “М”. Если речь идет о мощном быстроходном оборудовании либо агрегатах повышенной точности, тогда завершать модель будут символы “Б” и “П” соответственно. Станки, оснащенные копировальным устройством, обозначаются заглавной буквой “К”. Увидев на последней позиции символ “Д” можно определить, что агрегат был собран на Тбилисском станкостроительном заводе им. Кирова.
3 Неисправности и ремонт – стоит ли пробовать самому?
А теперь о том, чего нет в паспорте, а именно о ремонтных работах. Если на оборудование распространяется гарантия, то не нужно пытаться наладить его самостоятельно, в этом случае лучше довериться специалистам. То же самое, если у вас нет соответствующих навыков в этой сфере, потому что капитальный ремонт предполагает полную разборку станка, промывку всех его деталей и замену вышедших из строя элементов новыми.

Ремонт токарно-винторезного оборудования
Наиболее уязвимыми частями станины выступают направляющие, часто они нуждаются в шлифовке
. В суппортной группе чаще всего восстановлению подлежат резцедержатель и направляющие. Если двигатель агрегата не отвечает, то, вероятно, вышла из строя схема. Зачистите контакты и при необходимости замените проводки. Ремонт задней бабки заключается в шабровке плиты и корпуса, а также расточке отверстий. Если добрались до коробки скоростей, то обязательно замените все изношенные детали новыми. Также не подлежит ремонту и часто нуждается в полной замене неподвижный люнет 1М63.4 Станок в цифрах – пару слов о характеристиках
Открыв паспорт станка, вы можете ознакомиться с показателями этого агрегата, но и тут мы уделим им немного внимания. Длина станка составляет 5250 мм, а высота и ширина – 1550 и 1780 мм соответственно. Весит же этот агрегат почти 6 тонн, при этом он может обрабатывать детали массой до 3,5 тонн.
Паспорт агрегата 1М63
Величина подач составляет 0,06–1,4 мм/об, 0,024–0,518 и 0,019–0,434 мм/об для продольных, поперечных и резцовых салазок соответственно. Шаг метрической резьбы колеблется в пределах от 1 до 224 мм. Для дюймовых он составляет 28–0,25 ниток/дюйм, а модульных и питчевых – до 56 модулей и от 112 питч соответственно. Ускоренное перемещение суппорта равно для поперечного 2 м/мин, а продольного – 5,2 м/мин. Агрегат оснащен главным приводом мощностью 15 кВт. Максимальный диаметр заготовки колеблется в пределах от 350 до 700 мм в зависимости от расположения детали. Длина обрабатываемого элемента может достигать 3 м. Если желаете узнать еще больше об этом типе оборудования, то кроме паспорта с указанием характеристик и комплектации загляните и в ГОСТ.
tutmet.ru
| Класс точности | Н | Н |
| Диаметр отверстия шпинделя, мм | 105/70 | 85/128 |
| Размер конца шпинделя передней бабки по DIN: | 11М | 1-15М |
| Наибольший диаметр обрабатываемого изделия, мм: | ||
| – над станиной | 630 | 1000 |
| – над суппортом | 350 | 650 |
| Наибольшая длина обрабатываемого в центрах изделия, мм | 750, 1500, 3000, 5000, 8000 | 1000, 2800 (3000), 5000, 8000, 10000, 12000 |
| Наибольший крутящий момент на шпинделе, кНм | 3 | 9.5 |
| Количество ступеней частот вращения шпинделя | ||
| Максимальный вес устанавливаемого изделия в центрах, кг: | 3500 | 8000* |
| Пределы частот вращения шпинделя, об/мин: | 10-1250 | 5…500 |
| Пределы рабочих подач суппорта, мм/об: | ||
| -продольных | 0,06…1,0/ | 0,20…3,05 |
| -поперечных | 0,024…0,368/ | 0,07…1,04 |
| – резцовых салазок | 0,019…0,31 | 0,07…1,04 |
| Пределы шагов нарезаемых резьб: | ||
| – метрических, мм | 1…224 | 1…120 |
| – дюймовых, число ниток/дюйм | 28…0,25 | 28…1/4 |
| – модульных, модуль | 0,25…56 | 0,5-30 |
| – питчевых, питч | 112…0,5 | 96…1 |
| Мощность электродвигателя главного привода, кВт: | 15 | 22 |
| Масса, кг | 4420, 5060, 5970 | 9850, 12800, 15750 |
| Габаритные размеры, мм: | ||
| – длина | 2950, 3740, 5240 | 4100, 6140, 8180 |
| – ширина | 1780 | 2200 |
| – высота | 1550 | 1770 |
rsz-stankocenter.ru
Наименование характеристики | Ед. измерения | Значение |
Обрабатываемые заготовки | ||
Наибольший диаметр устанавливаемой заготовки над станиной | мм | 700 |
Наибольший диаметр обрабатываемой заготовки |
|
|
над станиной | мм | 630 |
над суппортом | мм | 350 |
в люнете | мм | 20…350 |
Наибольшая длина обрабатываемой заготовки (в зависимости от РМЦ) | мм | 750; 1400; 1500; 2000; 2800; 3000; 4000; 5000; 8000; 10000 |
Наибольший вес изделия, обрабатываемого в центрах | кг | 2000 |
Высота резца, устанавливаемого в резцедержателе | мм | 32 |
Шпиндель | ||
Размер конца шпинделя передней бабки по DIN | 11М | |
Внутренний конус в шпинделе бабки шпиндельной (метрический) | 80 | |
Количество ступеней частот вращения шпинделя | 22 | |
Диаметр цилиндрического отверстия в шпинделе | мм | 65 |
Пределы частот вращения шпинделя | об/мин | 10—1250 |
Пределы рабочих подач |
|
|
продольных | мм/об | 0,064 – 1,025 |
поперечных | мм/об | 0,0256 – 0,378 |
Параметры нарезаемых резьб | ||
Пределы шагов нарезаемых резьб |
|
|
метрических | мм | 1—192 |
дюймовых | ниток/дюйм | 24—0,25 |
модульных | модуль | 0,5—48 |
питчевых | питчи | 96—1 |
Суппорт | ||
Пределы скоростей быстрых перемещений суппорта, не менее |
|
|
продольное | мм/мин | 5200 |
поперечное | мм/мин | 2000 |
Привод | ||
Наибольшее усилие резания, Px, допускаемое механизмом подач, при подачах |
| |
продольное | кН | 6,80 |
поперечное | кН | 3,7 |
Наибольший крутящий момент на шпинделе | кНм | 3 |
Мощность главного привода | кВт | 15 |
Габариты и масса | ||
Габаритные размеры (вместе с электрооборудованием) |
|
|
длина (в зависимости от РМЦ) | мм | 2950; 3550; 3700; 4200; 4950; 5250; 6230; 7250; 10300; 12470 |
ширина | мм | 1690 |
высота | мм | 1420 |
Масса | кг | 4200; 4600; 4840; 5100; 5560; 5750; 6530;9000; 11800; 13200 |
www.stanoktehpasport.ru
1м63
Назначение и устройство токарно-винторезного станка 1м63
Данный токарно-винторезный станок нормальной точности 1м63 предназначен для выполнения различных токарных работ, таких как обтачивание цилиндрических поверхностей, подрезание торцов, протачивание канавок, отрезание обработанной детали, растачивание внутренних цилиндрических поверхностей, сверление, зенкерование, развертывание, обработка конических поверхностей, а также для нарезания метрической, дюймовой и питчевой резьб. Высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позволяют полностью использовать возможность прогрессивных инструментов при обработке различных матералов.
Устройство и работа основных узлов токарного станка 1м63

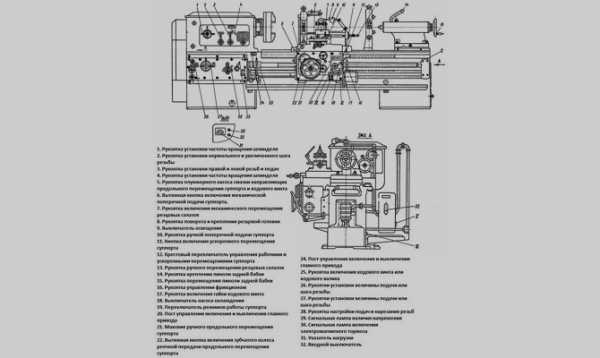
Токарный станок 1м63 состоит из следующих основных узлов:
Станины 1, коробки подач 2, гитары сменных колес 3, передней бабки 4 со шпинделем 6, электрошкафа 5, фартука 7 и суппорта 9, подвижного 8 и неподвижного 10 люнетов, задней бабки 11, электродвигателя для ускоренного перемещения суппорта 13, механизма поддержки ходового винта и вала 14.
Станина токарного станка 1м63
Станина является базовой сборочной единицей, на которой монтируются остальные сборочные единицы.
Станина цельнолитая с тумбами, имеет две призматические направляющих для каретки и две для задней бабки, из которых одна плоская. Внутри станины имеются наклонные люки (окна) для отвода стружки и охлаждающей жидкости. В правой тумбе помещается бак с эмульсией и электронасос. На левой тумбе сзади крепится электродвигатель главного привода.
Передняя бабка токарного станка 1м63
Передняя бабка установлена на левой головной части станины. Все зубчатые колеса кинематической цепи смонтированы на валах и шпинделе, изготовлены из хромистой стали, закалены и прошлифованы. Валы установлены на подшипниках качения. Шпиндель со сквозным отверстием и внутренними конусами имеет две опоры. Передняя опора – двухрядный подшипник с короткими цилиндрическими роликами. Задняя опора – радиально-упорный подшипник, работающий в паре с упорным шарикоподшипником. Изменение частоты вращения шпинделя достигается перемещением блоков шестерен по шлицевым валам при помощи двух рукояток, выведенных на переднюю стенку. Прямое и обратное вращение шпинделя осуществляется фрикционной механической муфтой, а торможение – электромагнитной муфтой.
Задняя бабка токарного станка 1м63
Задняя бабка перемещается по направляющим станины на четырех радиальных шарикоподшипниках, установленных в мостике. На направляющих станины бабка закрепляется при помощи двух планок четырьмя болтами. Поперечное смещение корпуса бабки относительно мостика производится с помощью двух винтов и гайки, установленной в мостике. Перемещение пиноли производится маховичком.
Суппорт токарного станка 1м63
Суппорт крестовой конструкции имеет продольное перемещение по призматическим направляющим станины и поперечное по направляющим каретки. Перемещение можно осуществлять вручную и механическим приводом. Имеется механизм для быстрого перемещения суппорта. Поворотная часть суппорта имеет направляющие для перемещения верхней части суппорта с резцовой головкой.
Фартук токарного станка 1м63
Фартук закрытого типа со съемной передней стенкой (крышкой). Движение суппорту передается через фартук от ходового винта или ходового вала. Механизм фартука снабжен четырьмя электромагнитными муфтами, что позволило сосредоточить управление на одной рукоятке, причем направления включения рукоятки совпадают с направлением движения подачи. В эту же рукоятку встроена кнопка быстрого хода суппорта. Благодаря наличию в фартуке обгонной муфты включение быстрого хода возможно при включенной подаче.
Коробка подач токарного станка 1м63
Коробка подач имеет две продольные расточки, в которых на подшипниках качения смонтированы валы. Зубчатые колеса изготовлены из хромистой стали и закалены. Коррегированные зубчатые колеса дают возможность нарезания двух типов резьб, метрической и дюймовой, без перестановки сменных зубчатых колес. При перестановке сменных зубчатых колес имеется возможность нарезания еще двух типов резьб – модульной и питчевой.
Сменные зубчатые колеса токарного станка 1м63
Расположенные на стенке корпуса передней бабки сменные зубчатые колеса позволяют осуществлять подачу и нарезание метрической, дюймовой, модульной и питчевой резьб в соответствии с паспортными данными.
Люнеты токарного станка 1м63
Для обработки нежестких деталей диаметром от 20 до 150 мм станок оснащен подвижным и неподвижным люнетами. Люнеты снабжены сменными роликами и сухарями, устанавливаемыми в зависимости от условия работы.
Охлаждение токарного станка 1м63
От электронасоса, установленного в правой тумбе станины, охлаждающая жидкость через трубопровод и шланг подается к инструменту, а затем стекает в два корыта, установленные спереди и сзади станка, откуда возвращается в бак электронасоса. Очистку корыт и бака необходимо производить не реже одного раза в месяц.
Особенности конструкции токарного станка 1м63
Жесткость, виброустойчивость и температурная стабильность технологической системы позволяют получать необходимую точность обработки.
Двух призменные направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности.
Частота обратного вращения шпинделя в 1,3 раза выше чем прямого, что сокращает время обработки резьб.
Точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте.
Точение коротких конусов производится механической подачей резцовых салазок, развёрнутых на нужный угол.
Коробка подач обладает высокой жесткостью кинематической цепи, все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы.
Ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке.

xn--80aezpj.net