1М65 станок токарный – Токарно-винторезный станок 1М65 | Характеристики | Описание | Цена
alexxlab | 10.06.2017 | 0 | Токарные станки
1М65 Станок токарно-винторезный универсальныйсхемы, описание, характеристики
Сведения о производителе токарно-винторезного станка 1М65
Изготовитель универсального токарно-винторезного станка 1М65 – Рязанский станкостроительный завод РСЗ, основанный в 1949 году.
Свой первый станок Рязанский станкостроительный завод выпустил 21 февраля 1949 года – это был токарно-винторезный станок 164 серии. В течение короткого времени заводом были запущены в призводство еще три серии токарных станков – 166, 165 в 1953 году, 163 в 1956 году.
По мере совершенствования конструкции станков завод выпускал все более современные модели – 1М63, 1М63Б, 1М63БФ101, 1М63Н, 16К30, 1А64, 16К40, 1М65, 1Н65.
На основе универсальных токарных станков Рязанским станкостроительным заводом был освоен выпуск токарных станков с ЧПУ – 16К30Ф3, 16М30Ф3, 16К40РФ3, 16Р50Ф3 и др.
Также заводом освоен выпуск современных токарных обрабатывающих центров с числом координат от 4 до 8, токарных станков с ЧПУ наклонной 1П756ДФ3 и горизонтальной компоновок, трубообрабатывающих станков 1А983, 1Н983 – для обработки концов труб диаметром до 460 мм, колесотокарных, вальцетокарных, станков для обработки глубоких отверстий и др.
1М65 станок токарно-винторезный универсальный. Назначение, область применения
Универсальный токарно-винторезный станок модели 1М65 заменил устаревшую модель станка этой же серии 165.
Токарно-винторезный станок модели 1М65 предназначен для обработки деталей средних и больших размеров, в условиях единичного и мелкосерийного производства. На станке можно производить наружное и внутреннее точение, включая точение конусов, растачивание, сверление и нарезание резьб – метрической, модульной, дюймовой и питчевой).
Технические характеристики и жесткость конструкция станины, каретки, шпинделя станка позволяют полностью использовать возможности работы на высоких скоростях резания с применением резцов из быстрорежущей стали или оснащенных пластинами из твердых сплавов при обработке деталей из черных и цветных металлов.
Суппорт станка имеет механическое перемещение верхней части, позволяющее производить точение длинных конусов. Точение коротких конусов также осуществляется движением верхней части суппорта.
Изменение величин подач и настройка на шаг нарезаемой резьбы осуществляются переключением зубчатых колес коробки подач и настройкой гитары сменных шестерен.
Суппорт имеет быстрое перемещение в продольном и поперечном направлениях, которое осуществляется от индивидуального электродвигателя.
Станок предназначен для обработки черных и цветных металлов с большими скоростями резания резцами из быстрорежущей стали и твердых сплавов.
Коробка подач закрытого типа обеспечивает нарезание стандартной резьбы. Точные резьбы нарезаются с применением сменных зубчатых колес, минуя коробку подач.
Изменение чисел оборотов шпинделя и скорости подачи суппорта осуществляются переключением зубчатых колес коробки скоростей и коробки подач при помощи рукояток.
Перемещение задней бабки и выдвижение пиноли выполняются вручную вращением маховичков.
Класс точности станка Н. Шероховатость обработанной поверхности V 6.
Техническая характеристика и жесткость станков позволяют полностью использовать возможности быстрорежущего и твердосплавного инструмента при обработке как черных, так и цветных металлов.
Вид климатического исполнения — УХЛ4 по ГОСТ 15150—69.
Класс точности — Н по ГОСТ 8—82Е.
Модификации токарного винторезного станка 1М65
165 – Ø 1000 универсальный токарно-винторезный
1Н65, 1Н65Ф1, 1Н65Г, 1Н65ГФ1 – Ø 1000 универсальный токарно-винторезный
16К50, 16К50П – Ø 1000 универсальный токарно-винторезный
1658, 1М658 – Ø 1000 универсальный токарно-винторезный
РТ28608, РТ539, РТ53901, РТ732, РТ366, РТ731 – Ø 1000 универсальный токарно-винторезный
Российские и зарубежные аналоги универсального станка 1М65
СА1000СФ2, СА110С, СА650С – Ø 1000 производитель – Станкостроительный завод Саста
CW61100M – Ø 1000 производитель – Dalian Machine Tool Group DMTG, Китай
C61100 – Ø 1000 производитель – Bochi Machine Tool Group Co.,ltd., Китай
CW61100Q, CW62100Q, CW61100C, CW62100C, CW61100B, CW61200B – Ø 1000 производитель – Shenyang Machine Tool (Group) Co., Ltd. SMTCL, Китай
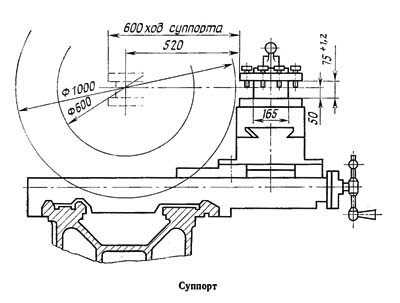
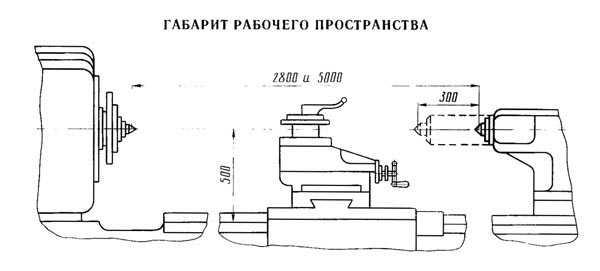
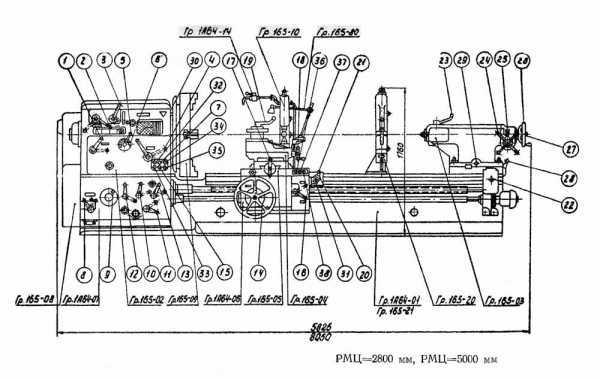
Габарит рабочего пространства токарного станка 1М65. Суппорт.
Габаритные размеры рабочего пространства токарного станка 1М65
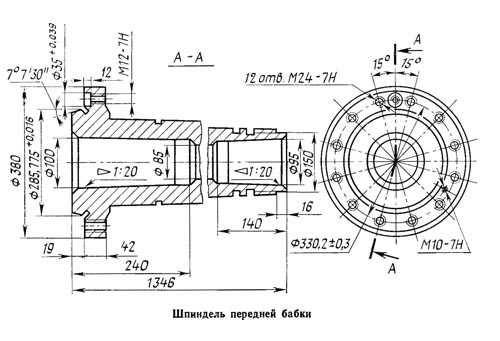
Посадочные и присоединительные размеры станка 1М65. Шпиндель
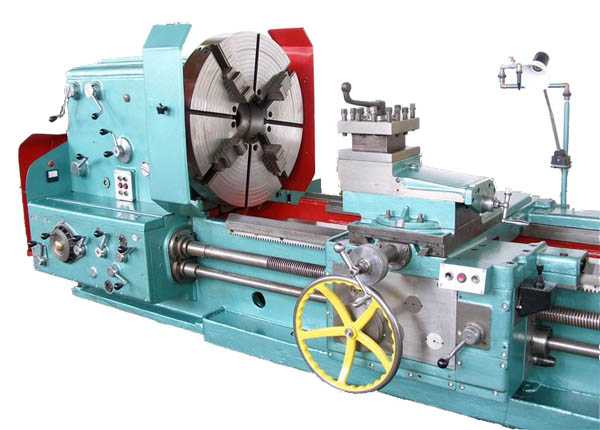
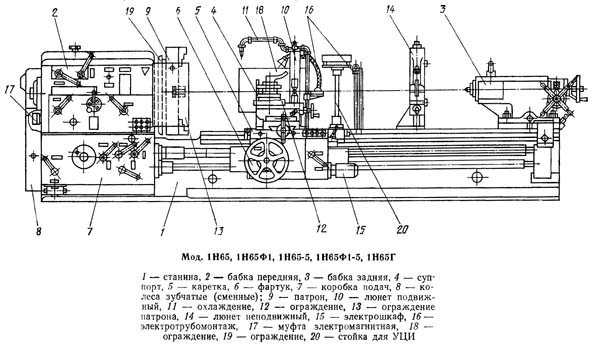
Общий вид универсального токарно-винторезного станка 1М65
Расположение составных частей токарного станка 1М65

Составные части токарного станка 1М65
- станина
- бабка передняя
- бабка задняя
- суппорт
- каретка
- фартук
- коробка подач
- колеса зубчатые (сменные)
- патрон
- люнет подвижный
- охлаждение
- ограждение
- ограждение патрона
- люнет неподвижный
- электрошкаф
- электротрубомонтаж
- муфта электромагнитная
- ограждение
- ограждение
- стойка для УЦИ
Расположение органов управления токарно-винторезным станком 1М65

Спецификация и назначение органов управления станком 1М65
- Настройка шпинделя на необходимое число оборотов
- Настройка шпинделя на необходимое число оборотов
- Настройка шпинделя на необходимое число оборотов
- Настройка шпинделя на необходимое число оборотов
- Настройка на нормальный или увеличенный шаг
- Настройка на нарезание правой или левой резьбы
- Пуск прямого вращения шпинделя
- Настройка на подачи и нарезание резьб метрической, модульной и дюймовой
- Настройка на величину подачи и шага резьбы
- Настройка на величину подачи и шага резьбы, включение ходового винта напрямую
- Настройка на величину подачи и шага резьбы
- Включение и выключение подачи (включение и выключение накидной шестерни)
- Настройка на подачу или нарезание резьбы (включение ходового пинта или ходового валика)
- Ручное продольное перемещение каретки
- Пуск обратного вращения шпинделя
- Настройка на резьбу или подачу (включение маточной гайки, блокирующее включение механической подачи)
- Ручное перемещение поперечных салазок
- Ручное перемещение резцовых салазок
- Поворот и крепление резцовой головки
- Включение продольной и поперечной механических подач и их реверс
- Включение ускоренных перемещений (продольного и поперечного)
- Ручное перемещение задней бабки
- Крепление пиноли
- Включение медленного или быстрого ручных перемещений пиноли
- Быстрое ручное перемещение пиноли
- Фиксация вращающегося центра
- Выключение упора задней бабки
- Поперечное перемещение задней бабки
- Включение электросети
- Выключатель местного освещения
- Толчковый пуск прямого вращения шпинделя
- Стоп главного привода
- Пуск охлаждения
- Стоп охлаждения
- Пуск прямого вращения шпинделя
- Стоп главного привода
- Пуск обратного вращения шпинделя
Описание конструкции токарно-винторезного станка 1М65. Суппорт.
Станина является базовой сборочной единицей, на которой монтируются все остальные сборочные единицы и механизмы станка.
На верхней части станины расположены три призматические направляющие, из которых передняя и задняя являются базой каретки, а средняя — базой задней бабки.
Внутри станины имеются наклонные люки для отвода стружки и охлаждающей жидкости в сторону, противоположную рабочему месту.
Под левой головной частью станины имеются ниши, в одной из которых смонтирован электродвигатель главного привода, а в другой — электронасос охлаждения с резервуаром для охлаждающей жидкости. Корыто для сбора охлаждающей жидкости выполнено монолитным с корпусом станины.
В правой части станины на передней стенке смонтирован кронштейн со встроенными в него опорами ходового винта и ходового вала.
Для предотвращения провисания ходового винта и ходового вала в станке с РМЦ = 5000 мм имеются две подвески.
Для станков моделей 1Н65Г и 1Н65ГФ1 в станине имеется выемка, в которой установлен съемный мостик.
Бабка передняя устанавливается на левой головной части станины, фиксируется штифтами и крепится болтами. В корпусе ее смонтированы: электромагнитная муфта для торможения шпинделя, шпиндельный узел, звено увеличения шага в 8 раз, механизм изменения направления перемещения каретки или нарезании резьб, механизм настройки скоростей шпинделя, вилки перемещения, рукоятки и другой детали, система смазки и электрошкаф.
Шпиндель смонтирован на трех опорах качения, из которых передняя и задняя регулируемые.
Бабка задняя перемещается по направляющим станины от редуктора ручного перемещения вращением валика.
В пиноль бабки встроен вращающийся шпиндель, у которого подшипники передней опоры регулируются с помощью гаек.
В шпинделе бабки задней имеется прорезь для лапок хвостового режущего инструмента.
Суппорт крестовой конструкции имеет продольное перемещение вместе с кареткой по направляющим станины, а поперечное по направляющим каретки.
Оба перемещения осуществляются механически при помощи крестового переключателя и вручную вращением маховика и рукоятки каретки.
Резцовые салазки, несущие четырехпозиционную резцедержку, перемещаются вручную и механически по направляющим поворотной части, которую можно повернуть вокруг оси на любой угол.
Каретка станков с устройством цифровой индикации снабжена преобразователем линейных перемещений, который соединяется с винтом поперечных перемещений с помощью сильфонной муфты.
Отсчет поперечного перемещения может осуществляться по лимбу и по табло УЦИ.
Фартук станка выполнен закрытого типа со съемной передней крышкой. Движение суппортной группе передается механизмом фартука от ходового вала или ходового винта.
Благодаря наличию в фартуке четырех электромагнитных муфт управление механическим перемещением суппортной группы сосредоточено в одной рукоятке, причем направление включения рукоятки совпадает с направлением подачи.
Возможно включение быстрого хода суппорта в направлении наклона рукоятки управления.
Благодаря обгонной муфте, вмонтированной в фартук, включение быстрого хода возможно при включенной подаче. Электродвигатель ускоренного хода установлен на фартуке.
В фартуке смонтирован механизм предохранительной муфты, исключающий поломку станка при перегрузках.
Коробка подач закрытого типа со съемной передней крышкой.
Механизм коробки подач позволяет получить первый ряд подач и все нарезаемые на станке резьбы, не прибегая к изменению настройки сменных шестерен.
Для получения второго ряда подач устанавливаются сменные колеса: a = 42, b = c = 126.
В состав станка входит патрон четырехкулачковый несамоцентрирующий диаметром 1000 мм.
Для обработки нежестких деталей станок снабжен двумя люнетами — подвижным и неподвижным.
Люнет подвижный крепится на каретке и поддерживает деталь непосредственно около резца. Диаметр охвата сухарями обеспечивается в пределах от 70 до 250 мм.
Люнет неподвижный устанавливается на направляющих станины в любом месте и закрепляется болтом, с помощью прихвата.
Он снабжен сухарями и роликами, которые устанавливаются в зависимости от условий обработки.
Диаметр охвата обрабатываемой детали в люнете неподвижном обеспечивается в пределах от 70 до 380 мм.
1М65 Станок универсальный токарно-винторезный. Видеоролик.
Технические характеристики токарного станка 1М65
| Наименование параметра | ДИП-500 (1д65) | 165 | 1м65 | 1н65 |
|---|---|---|---|---|
| Основные параметры | ||||
| Класс точности по ГОСТ 8-82 | Н | Н | Н, П | Н, П |
| Наибольший диаметр обрабатываемой заготовки над станиной, мм | 1000 | 1000 | 1000 | 1000 |
| Наибольший диаметр обрабатываемой заготовки над суппортом, мм | 620 | 600 | 600 | 650 |
| Наибольшая длина заготовки (РМЦ), мм | 5000 | 2800, 5000 | 3000, 5000, 8000 | 1000, 3000, 5000 |
| Высота устанавливаемого резца, мм | 45 х 45 | 50 | ||
| Наибольшая масса заготовки в центрах, кг | 5000 | 5000 | 5000 | |
| Шпиндель | ||||
| Диаметр сквозного отверстия в шпинделе, мм | 100 | 85 | 85 | 128 |
| Наибольший диаметр зажимаемого прутка, мм | 80 | 80 | 120 | |
| Наибольший крутящий момент на шпинделе, кН/м | 9,5 | |||
| Число ступеней частот прямого вращения шпинделя | 12 | 24 | 24 | 24 |
| Частота прямого вращения шпинделя, об/мин | 4,25..192 | 5…500 | 5…500 | 5…500 |
| Размер внутреннего конуса в шпинделе | КМ 6 | 100, 1:20 | 100, 1:20 | 100, 1:20 |
| Конец шпинделя по ГОСТ 12595-72 | 1-15М | 1-15М | 2-15М | |
| Диаметр стандартного патрона, мм | 1000 | |||
| Торможение шпинделя | есть | есть | есть | есть |
| Подачи | ||||
| Наибольшее продольное перемещение суппорта РМЦ=3000, мм | 2520 | 2710 | 700, 2700, 4500 | |
| Наибольшее поперечное перемещение суппорта, мм | 600 | 600 | 600 | |
| Цена деления лимба при продольном перемещении, мм | нет | 0,1 | 0,1 | 0,1 |
| Цена деления лимба при поперечном перемещении, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Наибольшее продольное перемещение на оборот лимба, мм | 10 | 50 | 50 | 50 |
| Наибольшее поперечное перемещение на оборот лимба, мм | 12 | 6 | 6 | 6 |
| Число ступеней продольных подач | 32 | 32 | 40 | |
| Пределы продольных подач, мм/об | 0,225..3,15 | 0,20..3,05 | 0,20..3,05 | 0,05..3,05 |
| Пределы поперечных подач, мм/об | 0,114..1,6 | 0,07..1,04 | 0,07..1,04 | 0,017..1,04 |
| Наибольшее продольное усилие резания Pz, кН | 12 | 12 | 41 | |
| Наибольшее поперечное усилие резания Pх, кН | 780 | 780 | ||
| Скорость быстрых перемещений суппорта, продольных, м/мин | нет | 2,16 | 3 | 3 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | нет | 0,735 | 1 | 1 |
| Количество нарезаемых резьб метрических | 22 | 44 | ||
| Пределы шагов нарезаемых резьб метрических, мм | 1..14 | 1…120 | 1…120 | 1…120 |
| Количество нарезаемых резьб дюймовых | 36 | 31 | ||
| Пределы шагов нарезаемых резьб дюймовых | 2..28 | 28…¼ | 28…¼ | 28…¼ |
| Количество нарезаемых резьб модульных | 13 | 37 | ||
| Пределы шагов нарезаемых резьб модульных | 0,25..3,5 | 0,5…30 | 1…120 | 0,5…30 |
| Количество нарезаемых резьб питчевых | нет | нет | нет | нет |
| Выключающие упоры продольные | нет | нет | ||
| Выключающие упоры поперечные | нет | нет | ||
| Резцовые салазки (верхний суппорт) | ||||
| Наибольшее перемещение резцовых салазок, мм | 240 | 240 | 240 | |
| Цена деления лимба перемещения резцовых салазок, мм | 0,05 | 0,05 | 0,05 | 0,05 |
| Число ступеней подач | 40 | |||
| Пределы продольных подач, мм/об | 0,017..1,04 | |||
| Скорость быстрых перемещений, мм/мин | 1 | |||
| Наибольший угол поворота, град | ±90° | |||
| Цена одного деления угла поворота, град | 1° | |||
| Задняя бабка | ||||
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 6 | Морзе 5 | Морзе 5 | |
| Наибольшее перемещение пиноли, мм | 300 | 300 | 300 | |
| Наибольшее перемещение пиноли с установленным инструментом, мм | 280 | |||
| Диаметр пиноли, мм | 120 | |||
| Наибольшее перемещение пиноли в поперечном направлении, мм | ±30 | ±15 | ||
| Электрооборудование | ||||
| Количество электродвигателей на станке | 1 | 3 | 4 | 3 |
| Электродвигатель главного привода, кВт | 17 | 22 | 22 | 22 |
| Электродвигатель быстрого хода суппорта, кВт | нет | 1,5 | 1,5 | 1,5 |
| Привод насоса смазки | Встроен | С12-54 | ||
| Насос охлаждения (помпа) | ПА-22 | ПА-22 | 0,12 | |
| Суммарная мощность всех электродвигателей, кВт | 23,62 | |||
| Габариты и масса станка | ||||
| Габариты станка (длина ширина высота) РМЦ=2800,3000, мм | 8000 х 1700 х 1620 | 5825 х 2100 х 1760 | 6140 х 2200 х 1760 | 6140 х 2200 х 1770 |
| Масса станка РМЦ=3000, кг | 11500 | 12500 | 12800 | 12800 |
Связанные ссылки. Дополнительная информация
Каталог справочник токарно-винторезных станков
Паспорта и схемы к токарно-винторезным станкам и оборудованию
Справочник деревообрабатывающих станков
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Наименование характеристики | Ед. изм. | Параметры |
Размеры обрабатываемых изделий | ||
Наибольший диаметр обрабатываемого изделия над станиной | мм | 1000 |
Наибольший диаметр обрабатываемого изделия над суппортом | мм | 600 |
Расстояние между центрами (РМЦ) | мм | 3000; 5000 |
Наибольшая длина обрабатываемого изделия | мм | 3000; 5000 |
Шпиндель | ||
Диаметр отверстия в шпинделе | мм | 85 |
Конец шпинделя по ГОСТ 12595-72 |
| 1-15М |
Количество скоростей |
| 24 |
Частота вращения шпинделя | об/мин | 5…500 |
Коробка подач | ||
Количество подач |
| 32 |
Подача |
|
|
продольная | мм/об | 0,20…3,05 |
поперечная | мм/об | 0,07…1,04 |
Наибольшее усилие резания, допускаемое механизмом подач |
|
|
продольное | кгс | 1200 |
поперечное | кгс | 780 |
Параметры нарезаемых резьб | ||
Пределы шагов нарезаемых резьб |
|
|
метрических | мм | 1-120 |
модульных | модуль | 0,5-30 |
дюймовых | ниток/дюйм | 0,25-28 |
питчевых | питч | нет |
Суппорт | ||
Число резцов, установленных в резцедержателе |
| 4 |
Высота резца, устанавливаемого в резцедержателе | мм | 50 |
Наибольшее расстояние от оси центров до кромки резцедержателя | мм | 520 |
Наибольшее продольное перемещение | мм | 2710; 4780 |
Наибольшее поперечное перемещение | мм | 600 |
Цена одного деления лимба |
|
|
В продольном направлении | мм | 0,1 |
В поперечном направлении | мм | 0,05 |
Резцовые салазки | ||
Наибольшее перемещение салазок | мм | 240 |
Наибольший угол поворота | град | ±90 |
Цена одного деления шкалы поворота | град | 1 |
Цена одного деления лимба | мм | 0,05 |
Задняя бабка | ||
Центр в шпинделе по ГОСТ 13214-79 |
| Морзе 5 |
Наибольшее перемещение пиноли | мм | 300 |
Поперечное смещение | мм | ±15 |
Электрооборудование | ||
Привод станка |
|
|
Число оборотов | об/мин | 1460 |
Мощность | кВт | 22 |
Тип |
| 4А180S4У3 |
Привод насоса охлаждения |
|
|
Число оборотов | об/мин | 2800 |
Мощность | кВт | 0,12 |
Тип |
| ПА-22 |
Привод насоса смазки |
|
|
Тип |
| С12-54 |
Габариты и масса | ||
Габаритные размеры станка |
|
|
Длина (в зависимости от РМЦ) | мм | 6140; 8180 |
ширина | мм | 2200 |
высота | мм | 1760 |
Масса станка (в зависимости от РМЦ) | кг | 12800; 15750 |
www.stanoktehpasport.ru
Токарно-винторезный станок 1Н65: характеристики, инструкция
Ранее был широко распространено оборудование Рязанского завода 1М65 — токарно-винторезный станок. Модель 1Н65 — это следующая модификация с усовершенствованными основными узлами, расширенными возможностями изготовления сложных контуров детали. Согласно данным, указанным в паспорте, диаметр заготовки может быть не более 500 мм. Этого размера хватает для изготовления большинства цилиндрических изделий протяжённой формы.
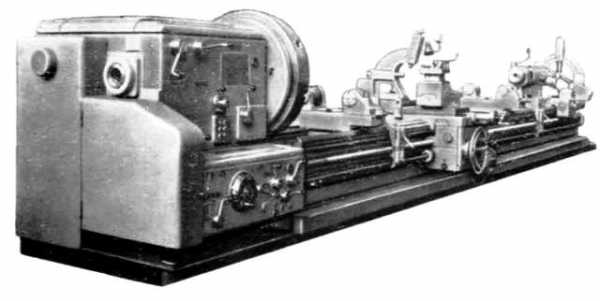
 Токарно-винторезный станок 1Н65
Токарно-винторезный станок 1Н65Технические возможности оборудования
Принципы универсальности заложены в конструкции токарно-винторезного станка 1Н65. Обработка деталей осуществляется продольным и поперечным движением режущего инструмента. Для этого используется 2 отдельных электродвигателя, положение осей отслеживается датчиками положения.
Устройство токарно-винторезного станка 1Н65
Благодаря такой конструкции на одном станке 1Н65 можно получать как цилиндрические детали, так и конические продолжительной формы. Вращение заготовки осуществляет мощный шпиндельный узел, имеющий несколько ступеней. Коробка передач срабатывает автоматически либо вручную. Скоростей может быть две или три. Также регулируется подача электронным методом.
Контроллер ЧПУ токарно-винторезного станка 1Н65 осуществляет автоматическую синхронизацию вращения шпинделя и движения инструмента. Ось С (так именуется главный узел) может иметь возможность позиционирования, что является опцией. Кулачками зажимаются тела вращения для нарезания резьбы или изготовления фасок, переходов. Можно обрабатывать отличные от круглой формы заготовки. К таким деталям режущий инструмент подходит со стороны торца.
При использовании станка 1Н65 получают детали методом развальцовки. Зажимая длинные заготовки, скручивают стержни. Мощный шпиндель тянет деталь по траектории вращения, а зажим на задней бабке удерживает второй конец в неподвижном состоянии.

Общий вид токарно-винторезного станка 1Н65
Характеристики оборудования
Перечислим основные технические характеристики для станка 1Н65:
- Высота центров: над станиной 500 мм, над суппортом 325. Согласно паспорту деталь может быть больше указанных размеров, если она помещается в выемке — диаметр заготовки может быть до 1400 мм. Её длинна не более 390.
- Длина заготовки варьируется в зависимости от модификации: 1Н65Ф1, 1Н65, 1Н65Г и 1Н65ГФ1 = 3 м; 1Н65-5 и 1Н65Ф1-5 =5 м; 1Н65-0 и 1Н65Ф1-0 = 1 м.
- Для зажима заготовок применяется конус метрический длиной 100 мм.
- В шпиндель станка 1Н65 входит цилиндрическая заготовка максимальным диаметром 128 мм.
- Резцедержатель вмещает до 4 позиций.
- Максимально возможный вес заготовки 5 тонн.
Скачать паспорт (инструкцию по эксплуатации) токарно-винторезного станка 1Н65
Количество нарезаемых резьб:
- Метрический вид до 44 штук.
- Шаг резьбы измеряется модулем —37.
- При дюймовом виде реза до 31.
Электрические характеристики
Паспорт станка устанавливает максимальные обороты шпинделя 500 мин-1. Продольное перемещение может происходить с максимальной скоростью 3000 мм/мин, поперечное движение осей не превышает 1000. Мощность шпиндельного двигателя = 22 кВт. Усилие реза влияет на скорость обработки = 41 кН.
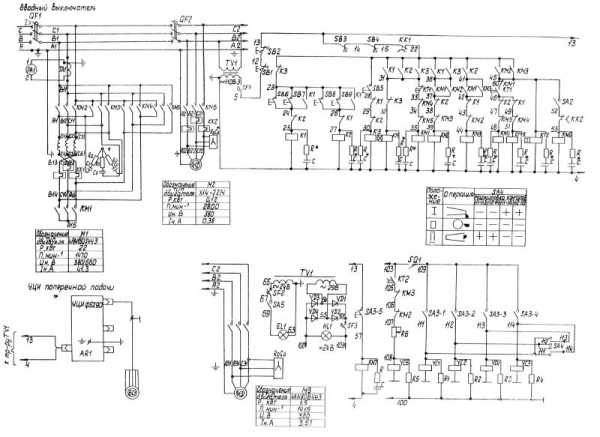
Электрическая схема станка токарно-винторезного 1Н65
Шпиндельный узел имеет возможность торможения. Главный двигатель питается от сети переменного тока при трехфазном подключении от сети 380В частотой 50 Гц. Всего приводов 3: основной, поперечной и продольной осей.
Описание характеристик станка включает мощности двигателей:
- Шпиндельного узла — 22 кВт.
- Продольной оси и поперечного движения инструмента — 1,5 кВт.
Частоты вращения главного и вспомогательных двигателей равны соответственно: 1470 и 1415 мин-1.
Размеры и вес станка 1Н65
От максимально возможного размера заготовки зависит и вес самого станка:
- 1Н65 и 1Н65Г = 12,8 т.
- 1Н65Ф1 и 1Н65ГФ1 = 12,85 т.
- 1Н65-5 = 15,75 т.
- 1Н65Ф1-5 = 15,8 т.
- Н65-0 = 9,85 т.
- 1Н65Ф1-0 = 9,9 т.
Паспорт определяет одинаковую ширину станины для всех модификаций 1Н65 = 2,2 м. Общая высота варьируется от 1700 до 1770 мм. Учитывается конец шпинделя передней бабки длина = от 2 до 15 м.
Паспорт станка 1Н65 устанавливает несколько дополнительных размеров, влияющих на выбор диаметра и длинны заготовки:
- Параметры патрона. Наружный диаметр = 1 м, масса = 421 кг. Пруток может быть не больше отверстия в шпинделе =128 мм. При внутреннем зажиме кулачков требуется отверстие заготовки не менее 210 мм. Наибольший диаметр заготовки при фиксировании в наружных кулачках не более 870 мм.
- Пиноль станка 1Н65 перемещается на расстояние не более 300 мм.
- Высота устанавливаемого резца = 50 мм.

Патрон токарно-винторезного станка 1Н65
Перед выбором оборудования составляется таблица: скоростей станка 1Н65, мощностей двигателей, габаритных размеров и других параметров. Это помогает сравнить плюсы и минусы станков определенных версий.
Преимущества оборудования Рязанского завода
Для поперечного движения инструмента используется отдельный узел — фартук. Он состоит из набора шестерен и механизмов переключения передач. Предназначение элемента заключается в осуществлении равномерного перемещения при реализации различного вида реза.
Равномерное движение суппорта необходимо, когда нарезается резьба. Через механизмы производится переключение для других видов. Так, дюймовый шаг, как и модульный, отличается от метрического. Геометрически правильный конус получить можно только с помощью точной механики станка 1Н65.
Выделим некоторые особенности станка:
- В основу станка заложена повышенная жесткость станины. Точную кинематику обеспечивают шлифованные направляющие из металлов повышенной прочности.
- Обладатели станков предыдущей серии 1М65 отметили надежность конструкции и долговечность отдельных узлов. Этого получилось добиться за счет использования легированных сталей, закаленных и отшлифованных.
- В кинематике пиноли используется две скорости перемещения. Это упрощает обработку методами сверления и зенкерования.
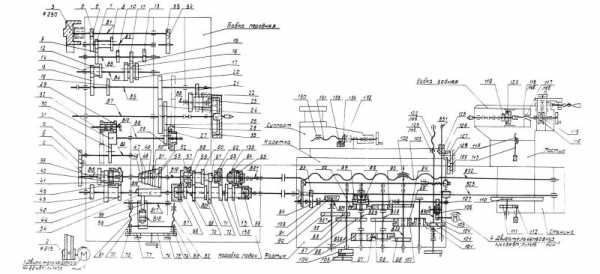
Кинематическая схема токарно-винторезного станка 1Н65
Дополнительные характеристики конструкции
Фартук может управляться только от одной рукоятки, что значительно упрощает и ускоряет манипуляции оператора со станком 1Н65. Пиноль оснащена вторым шпиндельным узлом, настройка высоты которого производится за счет регулируемых подшипников. Цифровая индикация продольного движения повышает наглядность процесса при осуществлении реза.
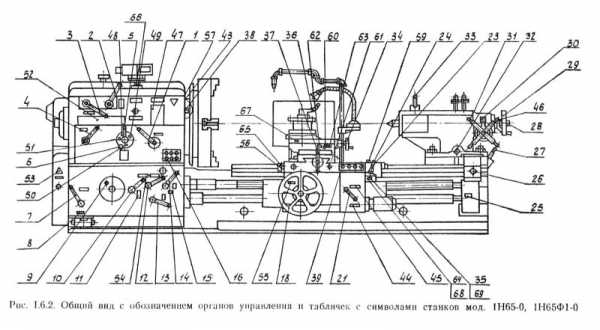
Общий вид с обозначением органов управления станка 1Н65
Безопасность персонала, обслуживающего станок, обеспечивают замки безопасности. Их установка штатно располагается на калитках и шторках. По желанию заказчика возможны другие варианты исполнения.
Торможение шпиндельного узла осуществляет муфта электромагнитная, установленная на торце оси механического привода. В зону реза подается охлаждающая жидкость от отдельного насоса, мощностью 0,12 кВт. Стружка и отработанные материалы отводятся по наклонным желобам под действием силы тяжести.
В середине станины станка 1Н65 располагается выемка, служащая основанием под удерживающий мостик. Последний служит опорой для длинных заготовок и предохраняет от провисания. Для самого нагруженного узла (шпинделя) применяются регулируемые опоры качения.
Цифровой отсчет показаний перемещения продольного производится по лимбу. Электромагнитные муфты осуществляют переключение привода на поперечный внутри фартука. В последнем установлен электродвигатель, соединяемый обгонной муфтой с шестернями механизма.
Для предохранения от поломки сложного набора шестерен применена муфта, которая сломается при высокой нагрузке. Коробка передач станка 1Н65 оснащена сменными колесами для реализации подходящей резу скорости. Патрон шпинделя является самоцентрирующимся. Для повышения жесткости детали во время вращения вала устанавливаются люнеты у основания и в зоне реза.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
| Модель станка | 165 | 1М65 |
| Класс точности по ГОСТ 8-82 | Н | Н, П |
| Наибольший диаметр обрабатываемой заготовки над станиной, мм | 1000 | 1000 |
| Наибольший диаметр обрабатываемой заготовки над суппортом, мм | 600 | 600 |
| Наибольшая длина заготовки (РМЦ), мм | 2800, 5000 | 3000, 5000, 8000 |
| Наибольшая масса заготовки в центрах, кг | 5000 | 5000 |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | 85 | 85 |
| Наибольший диаметр зажимаемого прутка, мм | 80 | 80 |
| Наибольший момент на шпинделе, кН/м | ||
| Наибольшее продольное усилие резания Pz, кН | 1200 | 1200 |
| Наибольшее поперечное усилие резания Pх, кН | 780 | 780 |
| Число ступеней частот прямого вращения шпинделя | 24 | 24 |
| Частота прямого вращения шпинделя, об/мин | 5…500 | 5…500 |
| Размер внутреннего конуса в шпинделе, М | 100, 1:20 | 100, 1:20 |
| Конец шпинделя по ГОСТ 12595-72 | 1-15М | 1-15М |
| Подачи | ||
| Наибольшее продольное перемещение суппорта РМЦ=3000, мм | 2520 | 2710 |
| Наибольшее поперечное перемещение суппорта, мм | 600 | 600 |
| Цена деления лимба при продольном перемещении, мм | 0,1 | 0,1 |
| Цена деления лимба при поперечном перемещении, мм | 0,05 | 0,05 |
| Наибольшее продольное перемещение на оборот лимба, мм | 50 | 50 |
| Наибольшее поперечное перемещение на оборот лимба, мм | 6 | 6 |
| Число ступеней продольных подач | 32 | 32 |
| Пределы продольных подач, мм/об | 0,20…3,05 | 0,20…3,05 |
| Пределы поперечных подач, мм/об | 0,07…1,04 | 0,07…1,04 |
| Наибольшее перемещение резцовых салазок, мм | 240 | 240 |
| Скорость быстрых перемещений суппорта, продольных, м/мин | 2,16 | 3 |
| Скорость быстрых перемещений суппорта, поперечных, м/мин | 0,735 | 1 |
| Количество нарезаемых резьб метрических | ||
| Пределы шагов нарезаемых резьб метрических, мм | 1…120 | 1…120 |
| Количество нарезаемых резьб дюймовых | ||
| Пределы шагов нарезаемых резьб дюймовых | 28…¼ | 28…¼ |
| Количество нарезаемых резьб модульных | ||
| Пределы шагов нарезаемых резьб модульных | 0,5…30 | 1…120 |
| Количество нарезаемых резьб питчевых | ||
| Пределы шагов нарезаемых резьб питчевых | ||
| Задняя бабка | ||
| Центр в шпинделе по ГОСТ 13214-79 | Морзе 5 | Морзе 5 |
| Наибольшее перемещение пиноли, мм | 300 | 300 |
| Наибольшее перемещение пиноли с установленным инструментом, мм | 280 | |
| Электрооборудование | ||
| Количество электродвигателей на станке | 3 | 4 |
| Электродвигатель главного привода, кВт | 22 | 22 |
| Электродвигатель быстрого хода, кВт | 1,5 | 1,5 |
| Насос смазки | — | С12-54 |
| Насос охлаждения (помпа) | ПА-22 | ПА-22 |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота) РМЦ=2800,3000, мм | 5825 х 2100 х 1760 | 6140 х 2200 х 1760 |
| Масса станка РМЦ=3000, кг | 12500 | 12800 |
| Система управления | ||
| Без ЧПУ, УЦИ | ||
vsestankitut.com
Токарно-винторезный станок ДИП-500: паспорт, характеристики , видео
Токарно-винторезный станок ДИП-500 стал выпускаться вместо токарного станка 165-ой линейки. С его помощью стало возможно обрабатывать крупногабаритные заготовки в условиях мелкосерийного и единичного производствах. Благодаря своей высокой надежности и качеству изготовления станок поставлялся на экспорт.
 Токарно-винторезный станок ДИП-500
Токарно-винторезный станок ДИП-500На сегодняшний день эти модели не выпускаются, но можно подобрать их современные аналоги.
История создания модели
Первым в СССР началу выпуска универсальных токарно-винторезных станков положил завод в Москве «Красный пролетарий» в тридцатых годах двадцатого века. В своих маркировках станков завод имел лозунг станкостроения СССР — ДИП. Расшифровывается эта аббревиатура так – «догнать и перегнать». В дальнейшем ДИП-500 стало выпускать предприятие Рязанского станкостроительного завода в пятидесятых годах двадцатого века, и он получил маркировку 1М65.
- Передняя бабка
- Вид сбоку
- Задняя бабка и станина
Обозначение модели
В маркировке токарно-винторезного станка ДИП-500: ДИП означает уже вышеуказанный лозунг, а 500 — это значение высота центров над станиной — 500 миллиметров.
Скачать паспорт токарного станка 1М65 (ДИП-500)
В маркировке ЭНИМС (Экспериментальный научно-исследовательский институт металлорежущих станков), модель 1М65 расшифровывается:
1 — это обозначение номера группы токарных станков;
М — это обозначение о проведенной модернизации базовой модели;
6 — это обозначение типа станков;
5 — это обозначение основной характеристики модели станка — значение высоты центров над станиной — 500 миллиметров.
Назначение модели
Токарно-винторезный станок ДИП-500 используется для механической обработки металлических и полимерных заготовок (из чугуна, стали, фторопласта и т.п.) типа тел вращения. При помощи этого токарного станка выполняют все виды токарных работ: начиная с подрезки торцов и заканчивая нарезкой различной резьбы.
Описание
Станок ДИП-500 — это оборудование токарной группы, являющийся универсальным, его возможно использовать в различных сферах промышленности для токарных операций для изготовления продукции. С его помощью существует возможность выполнять вышеизложенные работы с нормальной точностью (Н) и высокой производительностью. За все время эксплуатации станок зарекомендовал себя высокой надежностью благодаря качеству изготовления и простотой в обслуживании, а также не требовал к себе высокого внимания, особых условий при эксплуатации.
Главным движением — движением резания в этом станке является вращение заготовки, которая обрабатывается в патроне или центрах. Вспомогательное движение — движение подачи, при помощи которого осуществляется передвижение режущего инструмента.
Режущим инструментом для данного типа оборудования являются токарные резцы различных типов с пластинами из твердых сплавов и быстрорежущих материалов, а также сверла, развертки, зенковки, зенкера и разный резьбонарезной инструмент и приспособления.
В паспорте данного станка имеется практическая информация по техническим характеристикам и обслуживанию, благодаря которой он имел некоторые преимущества при работе, а именно существует возможность:
- выполнять режущие операции на высоких скоростях;
- точить длинные и короткие конуса благодаря механическому перемещению суппорта;
- достигать показателя шероховатости поверхности Ra = 1,6;
- изменять обороты шпиндельного вала переключением рукояток коробки скоростей;
- регулировать величину подачи с широком диапазоне;
- выполнять нарезку стандартных резьб;
- с помощью маховичков можно выдвинуть пиноль и передвинуть заднюю бабку;
- применяя метод смены зубчатых колес настраивать величины шагов нарезаемых резьб и перемещения суппорта;
- отдельным электродвигателем суппорта перемещать его в поперечном и продольном направлениях в ускоренном режиме.
Технические характеристики

Основные технические характеристики
Конструкция ДИП-500
Основными конструктивными элементами станков токарной группы являются: станина, передняя и задняя бабки.
Как и у всех станков токарной группы, так и у ДИП-500 главным конструктивным элементом является станина, к ней присоединяются передняя и задняя бабка, суппорт, а уже к ним все остальные конструктивные элементы.
Станина изготавливается цельнолитая из чугуна, вверху у нее расположены салазки для продольного передвижения суппорта, а в середине расположены под наклоном от рабочего места лючки для ухода стружки и смазывающая охлаждающей жидкости.
Передняя бабка расположена слева, устанавливается она с помощью штифтов и закрепляется болтами. В ней находятся: шпиндельный вал, коробка переключения скоростей, коробка переключения подач, система смазки с масляным насосом и электрощит управления. Внизу располагаются: циркуляционный электронасос с емкостью для смазывающей охлаждающей жидкости и механизм главного привода с электродвигателем.
Задняя бабка расположена справа, она передвигается по направляющим на станине при помощи редуктора, который приводится в движение вращением его маховичка. В пиноль встроили вращающийся вал, которая перемещается так же методом вращения маховичка.
Современные аналоги
Современными аналогами ДИП-500 являются такие модели станков как Stalex C6140W, Proma SPF-1000PH/1500PH/2000PH, MetalMaster MLM 460X1500, Jet GH-1840 ZX DRO и ряд других станков. Подробнее об этом оборудовании вы можете прочитать в статье об аналогах советских токарных станков.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
Станок токарно-винторезный 1М65
Станок предназначен для выполнения разнообразных токарных работ, включая точение конусов и нарезание резьб: метрических, дюймовых, модульных, питчевых.
Особенности конструкции станка:
-
жесткость, виброустойчивость и температурная стабильность конструкции позволяют получать необходимую точность обработки
-
две призматические направляющие станины в сочетании с высокой надежностью других узлов обеспечивают длительный срок эксплуатации станка с сохранением первоначальной точности
-
частота обратного вращения шпинделя в 1,3 раза выше, чем прямое, что сокращает время обработки резьб
-
точение длинных конусов производится одновременным выполнением продольной подачи суппорта и подачи резцовых салазок при соответствующем их повороте
-
коробка подач обладает высокой жесткостью кинематической цепи, имеет две электромагнитные муфты дистанционного переключения передач без остановки станка
-
все силовые зубчатые колеса кинематической цепи изготовлены из легированной стали, закалены и отшлифованы
-
ограждения зоны резания и патрона, электрические и механические блокировки гарантируют безопасную работу на станке
-
высокая мощность привода и жесткость станка, широкий диапазон частоты вращения шпинделя и подач позоляют полностью использовать возможности прогрессивных инструментов при обработке различных материалов
__________________________
Скачать паспорт на cтанок токарно-винторезный 1М65
Паспорт на cтанок токарно-винторезный 1М65
__________________________
Технические характеристики на cтанок токарно-винторезный 1М65
| Наибольшая длина обрабатываемой заготовки | 3000 мм |
| Наибольший диаметр обрабатываемой заготовки | 1000 мм |
| Количество скоростей шпинделя | 24 |
| Частота вращения шпинделя | 5- 500 об/мин |
| Количество подач | 32 |
| Подача, мм/об: | |
| Продольная | 0,20-3,05 |
| Поперечная | 0,07-1,04 |
| Количество нарезаемых резьб: | |
| Метрических | 44 |
| Модульных | 37 |
| Дюймовых | 31 |
| Шаг нарезаемой резьбы: | |
| Метрической | 1-120 мм |
| Модульной, модуль | 0,5-30 |
| Дюймовой, ниток на дюйм | 28 |
| Габариты | 7180х2200х1760 мм |
| Макс. масса заготовки, обрабатываемой на станке | 5000 кг |
| Масса станка | 15750 кг |
ostankah.ru
Станок токарно-винторезный 1М65 (РМЦ 8000)
Если Вам необходимо купить Станок токарно-винторезный 1М65 (РМЦ 8000) звоните по телефонам:
в Москве +7 (499) 372-31-73
в Санкт-Петербурге +7 (812) 245-28-87
в Минске +375 (17) 246-40-09
в Екатеринбурге +7 (343) 289-16-76
в Новосибирске +7 (383) 284-08-84
в Челябинске +7 (351) 951-00-26
в Тюмени +7 (3452) 514-886
в Нижнем Новгороде +7 (831) 218-06-78
в Самаре +7 (846) 201-07-64
в Перми +7 (342) 207-43-05
в Ростове-на-Дону +7 (863) 310-03-86
в Воронеже +7 (473) 202-33-64
в Красноярске +7 (391) 216-42-04;
в Абакане, Альметьевске, Архангельске,
Астрахани, Барнауле, Белгороде, Благовещенске, Брянске, Владивостоке, Владимире, Волгограде, Вологде, Иваново, Ижевске, Иркутске, Йошкар-Оле, Казани, Калуге, Кемерово, Кирове, Краснодаре, Красноярске, Кургане, Курске, Кызыле, Липецке, Магадане, Магнитогорске, Майкопе, Мурманске, Набережных Челнах, Нижнекамске, Великом Новгороде, Новокузнецке, Новороссийске, Новом Уренгое, Норильске, Омске, Орле, Оренбурге, Пензе, Перми, Петрозаводске, Пскове, Рязани, Саранске, Саратове, Севастополе, Симферополе, Смоленске, Сыктывкаре, Тамбове, Твери, Томске, Туле, Улан-Удэ, Ульяновске, Уфе, Хабаровске, Чебоксарах, Чите, Элисте, Якутске, Ярославле и в других городах
По всей России бесплатный номер 8 (800) 775-16-64.
В странах СНГ — Беларуси, Туркменистане, Узбекистане, Украине, Таджикистане, Молдове, Азербайджане, Кыргызстане, Армении в городах Бишкек, Баку, Ереван, Минск, Ашхабад, Кишинев, Душанбе, Ташкент, Киев и других для покупки оборудования типа Станок токарно-винторезный 1М65 (РМЦ 8000) звоните на любой удобный номер, указанный на нашем сайте, или оставьте свои контакты под кнопкой ЗАКАЗАТЬ ЗВОНОК вверху сайта – мы сами Вам перезвоним.
stanok-kpo.ru