Карусельный токарный станок – Токарно-карусельный станок – назначение, устройство, характеристики
alexxlab | 07.08.2020 | 0 | Токарные станки
Станки карусельные токарные. Станок с ЧПУ для обработки металла: характеристики
На предприятиях используются токарные станки нескольких видов. Предназначены они могут быть для выполнения самых разных работ, связанных с обработкой заготовок из металла и дерева. Одним из самых востребованных типов этого оборудования являются станки карусельные токарные.
Общее описание
Предназначен станок этой разновидности для обработки изделий, имеющих большой вес и диаметр и незначительную высоту. Это могут быть, к примеру, разного рода шестерни, маховики и т. д. Токарные работы на таком оборудовании могут производиться с заготовками диаметром до 2,5 м. Существует несколько разновидностей таких станков, немного отличающихся по конструкции и эксплуатационным характеристикам.
Типы токарных карусельных станков
В первую очередь оборудование этого типа классифицируется на одностоечное и двухстоечное. Вторая разновидность используется для обработки заготовок очень больших диаметров. В конструкции станка этого типа, помимо всего прочего, предусмотрен дополнительный резцовый верхний суппорт с горизонтальной подачей. Режущие инструменты в двухстоечном станке крепятся в резцедержателях бокового и верхнего суппортов, а также в гнездах револьверной головки. На станине такого агрегата имеются две стойки, связанные между собой перекладиной. Последняя несет на себе два суппорта. Перемещается перекладина по направляющим стоек.

Одностоечный токарно-карусельный станок может применяться только для работы с заготовками диаметром до 1,25 м. Это оборудование отличается тем, что в его конструкцию входит вертикальный суппорт с револьверной головкой и боковой суппорт, оснащенный резцедержателем на вертикальной подаче. Диаметр стола такого агрегата не превышает 1,6 м.
Также станки карусельные токарные классифицируются на автоматы и полуавтоматы. На оборудовании первого типа изделия изготавливаются или из прутков, или из штучных заготовок. На полуавтоматах обрабатывают только пруток. Разумеется, как и станок любого другого типа, карусельный может дополняться ЧПУ.
Особенности конструкции
Основными узлами и механизмами токарно-револьверного станка являются:
Такие станки могут оснащаться суппортами нескольких разновидностей. Револьверные предназначены для обработки заготовок снаружи. Расточные суппорты используются для прорезания канавок в изделиях, а также, соответственно, для расточки. Боковые узлы этого типа также применяются для обработки наружных поверхностей заготовок. Чаще всего их используют для нарезания канавок и снятия фасок.
Токарные работы на таком агрегате выполняются на основании трех видов движения: перемещения траверсы и суппортов, а также вращения стола. При этом на производствах могут использоваться станки карусельные стандартные, высокоточные и тяжелые.

Дополнительные элементы
При желании на карусельный токарный станок можно устанавливать сторонние узлы и механизмы, повышающие его функционал. К таким элементам относят, к примеру, разного рода шлифовальные и фрезерные устройства. Помимо этого, при использовании дополнительных узлов на оборудовании такого типа можно производить долбление.
Применение
Использоваться станки карусельные токарные могут для изготовления самых разных изделий. Поэтому применяют их на предприятиях многих специализаций. Очень часто такие станки устанавливаются в цехах заводов такой сферы народного хозяйства, как машиностроение. Используется это оборудование при производстве гидроэлектростанций, сборке атомных станций и т. д. Помимо собственно токарной обработки деталей, на карусельных станках можно выполнять такие операции, как:
сверление;
расточка;
прорезывание кольцевых канавок;
точение цилиндрических и конических поверхностей;
развертывание;
зенкерование и т. д.

Принцип работы
Функционируют станки карусельные токарные по простому принципу. Заготовка крепится на столе в горизонтальном положении посредством специальных кулачков. Главным движением при работе является вращение самого стола. К вспомогательным относят движение револьверной головки, перемещение поперечины в вертикальном положении и т. д. Заготовка на станке этого типа может одновременно обрабатываться сразу с нескольких сторон.
Карусельные станки с ЧПУ
Современное промышленное оборудование этого типа по сравнению с обычным имеет ряд неоспоримых преимуществ. К таковым можно отнести в первую очередь высокие показатели производительности, а также точность обработки деталей. Представляет собой ЧПУ особый вид компьютера с установленным на нем программным обеспечением. Обработка деталей в данном случае производится по разработанным инженерами чертежам. Составляются они в специальном графическом ПО.
Именно такие станки в настоящее время используются на предприятиях сферы народного хозяйства чаще всего. С их применением за счет повышения количества и качества обрабатываемых деталей можно сделать производство максимально рентабельным.
Облегчает работу использование такого оборудования и специалистам-токарям. Все, что требуется от оператора такого станка — это следить за бесперебойностью его работы и качеством выходящих из-под резца инструментов. Использовать такие станки для обработки деталей можно в том числе и в выходные, а также в праздничные дни. Ведь в данном случае за работой сразу нескольких агрегатов может следить только один оператор.

Токарно-карусельный станок 1512
Модель 1512 является одной из самых производительных и надежных, а поэтому широко используется на предприятиях разных отраслей промышленности. Существует несколько модификаций этого одностоечного станка, отличающихся по конструкции. Во многих случаях эти агрегаты могут дополняться ЧПУ.
Схема токарно-карусельного станка базовой модели 1512 представлена вашему вниманию ниже. К основным особенностям этого агрегата можно отнести:
планшайбу диаметром 1112 мм;
возможность обработки заготовок диаметром до 1,25 м;
18 скоростей стола;
мощность в 30 кВт.
Одной из самых популярных разновидностей этого агрегата является 1512Ф3. Эта модель обычно дополняется ЧПУ.
Станок карусельный 1512Ф3 с ЧПУ: технические характеристики
От базовой модели этот агрегат отличается прежде всего отсутствием бокового суппорта. Предназначен станок 1512Ф3 для обработки особенно сложных деталей. Именно поэтому он часто дооборудуется числовым программным обеспечением. Использовать его можно для работы с заготовками как из черных металлов, так и из цветных. Характеристики токарно-карусельный станок с ЧПУ 1512Ф3 имеет следующие:
максимальный диаметр заготовки — 1,25 м;
максимальная высота обрабатываемой детали — 1 м;
пределы частот вращения стола — 1,6/315 об/мин;
мощность главного электродвигателя — 70 кВт;
габариты — 4050х4590х5400;
масса — 17000 кг.

Таким образом, карусельный токарный станок — оборудование производительное, надежное и очень востребованное. С его использованием можно изготавливать самые разные детали, зачастую очень сложной конфигурации. При этом в особенности качественными получаются изделия, обработанные на агрегатах этого типа, оборудованных ЧПУ.
fb.ru
Карусельный станок – это… Что такое Карусельный станок?
- Карусельный станок
- металлорежущий станок токарной группы, предназначенный для обработки изделий большой массы с относительно небольшой длиной l по сравнению с диаметром D (l /D l /D Токарный станок), применявшиеся ранее. Отличительной особенностью К. с. (рис.) является вертикальное расположение шпинделя. На его верхнем конце находится планшайба, на которой с помощью кулачков, имеющих радиальное перемещение, устанавливается и закрепляется обрабатываемое изделие. Изделие совершает главное вращательное движение, а инструмент, закрепленный на суппорте, — поступательное движение подачи. Шпиндель станка частично разгружен, т.к. массу изделия и силы резания воспринимают круговые направляющие планшайбы. К. с. выпускаются одностоечные и двухстоечные, или портальные. Одностоечные К. с. обычно имеют вертикальный и боковой суппорты, двухстоечные — 2 вертикальных и 1 или 2 боковых. На одном из вертикальных суппортов часто устанавливают поворотную револьверную головку (См. Револьверная головка). Привод механизмов К. с. обычно осуществляется от нескольких, а у тяжёлых К. с. — от многих электродвигателей, которые во время обработки передают движение шпинделю с планшайбой, суппортам при их рабочих и холостых (ускоренных) движениях, а также служат для закрепления поперечины, включения тормоза и т.д.
Д. Л. Юдин.
Одностоечный карусельный станок.
Большая советская энциклопедия. — М.: Советская энциклопедия. 1969—1978.
- Карусельно-шлифовальный станок
- Карфаген (город-гос-во в Сев. Африке)
Смотреть что такое “Карусельный станок” в других словарях:
КАРУСЕЛЬНЫЙ СТАНОК — КАРУСЕЛЬНЫЙ СТАНОК, металлорежущий станок токарной группы для обработки крупногабаритных деталей, закрепляемых обычно в специальном приспособлении планшайбе (диаметром до 1,6 м) либо в нескольких суппортах, совершающих движение по кругу … Современная энциклопедия
КАРУСЕЛЬНЫЙ СТАНОК — металлорежущий станок токарной группы с вертикальным расположением шпинделя для обработки крупных заготовок … Большой Энциклопедический словарь
Карусельный станок — КАРУСЕЛЬ, и, ж. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
карусельный станок — металлорежущий станок токарной группы с вертикальным расположением шпинделя для обработки крупных заготовок. * * * КАРУСЕЛЬНЫЙ СТАНОК КАРУСЕЛЬНЫЙ СТАНОК, металлорежущий станок токарной группы с вертикальным расположением шпинделя для обработки… … Энциклопедический словарь
КАРУСЕЛЬНЫЙ СТАНОК — металлореж. станок токарной группы для обработки крупногабаритных деталей типа дисков. К. с. имеют горизонтально рас полож. планшайбу. Различают одностоечные К. с. с планшайбой диам. до 1600 мм и двухстоечные с планшайбой большего диаметра. К. с … Большой энциклопедический политехнический словарь
Токарно-карусельный станок — … Википедия
карусельный — ая, ое. carrousel m. 1. устар. Отн. к карусели (рыцарской игре). Карусельный круг с площадкою, двумя одноколками и 4 верховыми лошадками со всем верховым прибором .. так же готовы всегда 8 рапир и 24 тупоконечных копей. 1760 е гг. Яковкин Ист.… … Исторический словарь галлицизмов русского языка
КАРУСЕЛЬНЫЙ — КАРУСЕЛЬНЫЙ, карусельная, карусельное. прил. к карусель. Карусельное катанье. ❖ Карусельный станок (тех.) вертикальный, вращающийся токарный станок для обработки металла. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
карусельный — станок [Словарь иностранных слов русского языка
станок — технологическая машина, предназначенная для обработки материалов с целью получения заготовок или готовых изделий либо для получения новых материалов из сырья. Станки являются основным видом оборудования механических цехов машиностроительных и… … Энциклопедия техники
dic.academic.ru
1553 Станок токарно-карусельный двухстоечныйСхемы, описание, характеристики
Сведения о производителе токарно-карусельного станка 1553
Разработчиком и изготовителем токарно-карусельного станка 1553 является Краснодарский станкостроительный завод Седина, основанный в 1911 году.
В 1915 году был выпущен первый токарный станок. В 1922 предприятие получило своё современное название — в честь токаря Седина Г. М.
В 1935 году был выпущен первый токарно-карусельный станок модели 152, а к 1937 г. определился приоритетный профиль завода — станкостроение, и в первую очередь — производство токарно-карусельных станков.
В настоящее время завод Седина это – ПАО Краснодарский завод тяжелого станкостроения, ПАО Седин.
Станки токарно-карусельные производства Краснодарского станкостроительного завода, КСЗС
Станки токарно-карусельные
Токарно-карусельные станки применяют для обработки тяжелых деталей большого диаметра и сравнительно небольшой длины. На этих станках можно выполнять почти все токарные операции.
Горизонтальное расположение плоскости круглого стола (планшайбы), на котором закрепляется заготовка, значительно облегчает ее установку и выверку. Кроме того, шпиндель разгружен от изгибающих сил, что обеспечивает более высокую точность обработки деталей. Токарно-карусельные станки изготовляют двух типов; одностоечные и двухстоечные. Станки с планшайбой диаметром до 1600 мм обычно одностоечные, а станки с планшайбами большего диаметра — двухстоечные.
1553 Станок токарно-карусельный двухстоечный. Назначение, область применения
Станок токарно-карусельный двухстоечный начал выпускаться заводом в 1951 году и в 1968 году был заменен на более совершенную модель 1М553.
Токарно-карусельный двухстоечный станок 1553 предназначен для токарной обработки заготовок различных деталей из черных и цветных металлов в условиях единичного, мелкосерийного и серийного производства.
На станке можно производить обтачивание и растачивание цилиндрических и конических поверхностей, протачивание и подрезка торцовых поверхностей, прорезание кольцевых канавок, сверление отверстий, зенкерование и развертывание центральных отверстий в крупногабаритных деталях класса дисков и втулок, высота которых не превышает 1,5—2 диаметров. Протачивание торцовых поверхностей можно производить с постоянной скоростью резания.
Наиболее характерными деталями, обрабатываемыми на карусельном станке 1553, являются маховики, заготовки зубчатых колес, диски турбин, бандажи и т.п.
В основном исполнении станок имеет два верхних поворотных суппорта. Вращение планшайбы — реверсивное.
Токарно-карусельный станок 1553 имеет обычную для двухстоечных токарно-карусельных станков компоновку.
Левый верхний поворотный суппорт используют для обработки наружных и внутренних конических поверхностей.
Правый верхний суппорт с пятипозиционной револьверной головкой предназначен для обработки отверстий.
При горизонтальной подаче верхних суппортов можно обрабатывать торцовые поверхности.
Боковой суппорт служит для обработки наружных цилиндрических поверхностей, а при горизонтальной подаче — для обработки торцов, прорезки канавок, снятия фасок, для обработки фасонных поверхностей.
Базовые детали станка обладают достаточно высокой жесткостью, что в сочетании со значительной мощностью привода главного движения обеспечивает высокопроизводительную обработку заготовок деталей на силовых и скоростных режимах резания.
Поперечина может перемещаться вверх-вниз по направляющим стоек и фиксироваться в нужном положении в зависимости от высоты обрабатываемой заготовки.
Верхние суппорты перемещаются по горизонтальным направляющим поперечины, ползуны — по вертикали в направляющих поворотных салазок. Ползун может быть установлен под углом к оси вращения планшайбы для обработки конических поверхностей.
Движения двухстоечном в токарно-карусельном станке 1553
- Движение резания — вращение планшайбы с заготовкой
- Движения подач — горизонтальное и вертикальное перемещения верхних суппортов (левый верхний суппорт, кроме того, может перемещаться под углом к оси вращения детали), горизонтальное и вертикальное перемещения бокового суппорта
- Вспомогательные движения:
- быстрые холостые перемещения суппортов
- перемещение траверсы по направляющим стоек
- зажим траверсы
- поворот револьверной головки
Принцип работы токарно-карусельного станка 1553
Обрабатываемая деталь закрепляется на планшайбе, которой сообщается вращательное движение в горизонтальной плоскости. Режущие инструменты закрепляются в боковом и верхних суппортах. Боковой суппорт 3 служит в основном для обточки наружных поверхностей, выточки канавок и подрезки торцов; в его четырехпозиционной головке закрепляются резцы различных типов. Верхний поворотный суппорт Б используется для обработки наружных и внутренних конических поверхностей. Верхний суппорт Г имеет пятипозиционную револьверную головку, в которой закрепляются инструменты, предназначенные главным образом для обработки отверстий.
Конструктивные особенности токарно-карусельного станка 1553
Станок снабжен блокирующим механизмом, устраняющим возможность одновременного включения рабочей подачи и ускоренного хода суппортов.
Для облегчения вертикальных перемещений ползунов суппорты снабжены пружинными механизмами уравновешивания. Конструкция коробок подач -обеспечивает возможность установки приспособлений для обработки конусных поверхностей без разворота верхнего поворотного суппорта.
Механизмы перемещения и зажима траверсы сблокированы и расположены в портале.
Общий вид токарно-карусельного станка 1553

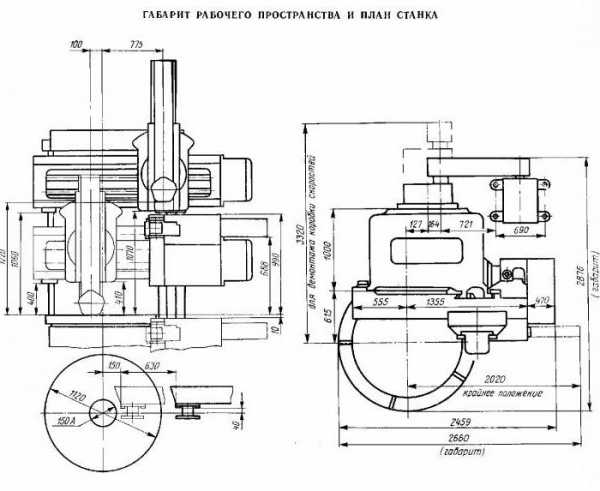
Расположение составных частей токарно-карусельного станка 1553
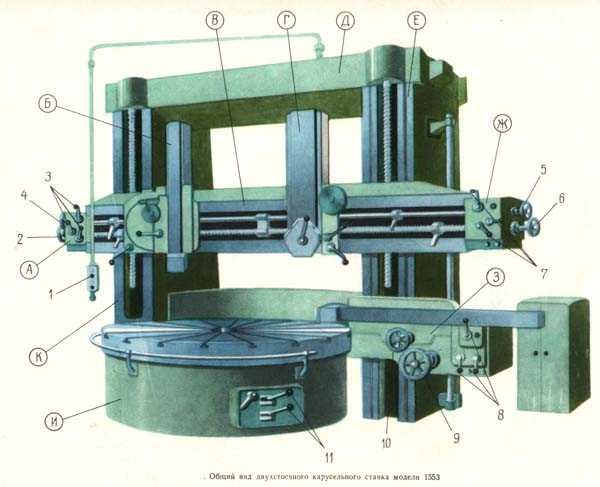
Перечень составных частей станка 1553. Основные узлы станка
- А — коробка подач левого верхнего суппорта
- Б — левый верхний поворотный суппорт с резцедержателем
- В — траверса
- Г — правый верхний суппорт с револьверной головкой
- Д — портал с механизмом перемещения траверсы
- Е, К — стойки
- Ж — коробка подач правого верхнего суппорта
- 3 — боковой суппорт с коробкой подач
- И — станина с планшайбой и коробкой скоростей
Перечень органов управления токарно-карусельного станка 1553
- подвесная кнопочная станция
- маховичок ручного горизонтального перемещения верхнего суппорта с резцедержателем
- рукоятки переключения коробки подач верхнего суппорта с резцедержателем
- маховичок ручного вертикального перемещения верхнего суппорта с резцедержателем
- маховичок ручного вертикального перемещения верхнего суппорта с револьверной головкой
- маховичок ручного горизонтального перемещения верхнего суппорта с револьверной головкой
- рукоятка переключения коробки подач верхнего суппорта с револьверной головкой
- рукоятки переключения коробки подач бокового суппорта
- маховичок ручного вертикального перемещения бокового суппорта
- маховичок ручного горизонтального перемещения суппорта
- рукоятки переключения коробки скоростей
Кинематическая схема токарно-карусельного станка 1553

Схема кинематическая токарного карусельного станка 1553. Смотреть в увеличенном масштабе
Схема кинематическая токарного карусельного станка 1553. Смотреть в увеличенном масштабе
Узлы токарно-карусельного станка 1553
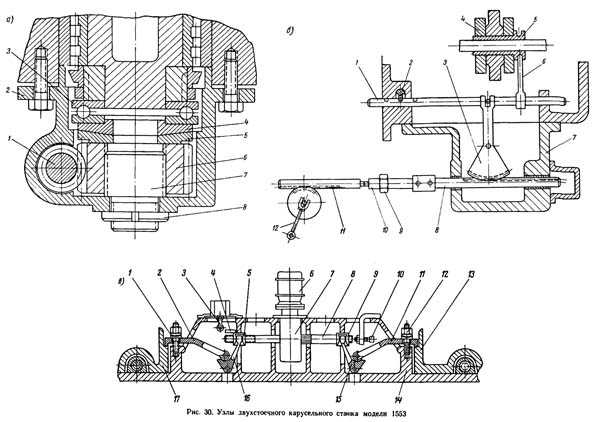
Узлы токарно-карусельного станка 1553. Смотреть в увеличенном масштабе
Подпятник шпинделя
Для повышения грузоподъемности и улучшения условий работы направляющих планшайбы у большинства современных карусельных станков предусмотрены шпиндельные подпятники механического или гидравлического типа.
В станке модели 1553 установлен регулируемый подпятник механического типа (рис. 30, а). Подпятник состоит из корпуса 2, шарикового упорного подшипника 3. сферических шайб 4 и 5, червяка 1, косозубого колеса, 6 и винта 7 с гайкой 8.
Шпиндель планшайбы упирается в верхнее кольцо шарикового упорного подшипника 3. Нижнее кольцо подшипника покоится на самоустанавливающихся сферических шайбах 4 и 5. Шайба 5 поджимается торцом косозубого колеса 6, навинченного на резьбовой конец винта 7, который посредством гайки 8 неподвижно закреплен в корпусе 2 подпятника.
В корпусе смонтирован также червяк 1, квадратный конец которого выходит за пределы корпуса. Этот квадрат используется для регулировки подпятника.
В зависимости от направления вращения червяка 1 косозубое колесо 6, перемещаясь по резьбе винта 7, приподнимает или опускает шпиндель планшайбы.
По данным ЭНИМС и Коломенского ЗТС, оптимальная величина разгрузки направляющих при подпятниках механического типа не зависит от числа оборотов и нагрузки на планшайбу и является величиной постоянной для данного типоразмера станка.
Для станка модели 1553 оптимальная величина разгрузки направляющих планшайбы составляет 0,04—0,05 мм. Разгрузку направляющих рекомендуется производить следующим образом.
Сначала насухо протереть направляющие станины и планшайбы и установить планшайбу на место.
Затем в одном из суппортов установить индикаторную стойку, а измерительный штифт индикатора привести в соприкосновение с центром планшайбы.
Далее следует провернуть планшайбу, вручную или от привода, на самом малом числе оборотов, не включая систему смазки направляющих планшайбы.
После этого, регулируя подпятник, следить по индикатору, чтобы планшайба поднялась на величину 0,04—0,05 мм.
Механизм управления коробки скоростей
На рис. 30, б показан один из механизмов управления подвижными блоками шестерен коробки скоростей станка модели 1553.
При повороте рукоятки 12 перемещаются рейки 11 и 8, связанные друг с другом регулировочной резьбовой муфтой 10 с контргайкой 9. Рейка 8 перемещается в подшипниках крышки 7 и находится в зацеплении с секторным рычагом 3, второй конец которого связан со штангой 1.
На правом конце штанги 1 закреплена пилка 6, находящаяся в контакте с втулкой 5 блока шестерен 4. Левый конец штанги имеет три прорези для фиксации различных рабочих положений подвижного блока шестерен 4. Фиксатор 2 установлен в приливе корпуса коробки.
Механизм закрепления траверсы
Механизмы перемещения и зажима траверсы сблокированы таким образом, что при нажиме на кнопку включения электродвигателя перемещения траверсы сначала включается привод, освобождающий траверсу, затем траверса перемещается в нужное положение, а по окончании перемещения она автоматически закрепляется на стойках станка.
Механизм закрепления траверсы двухстоечного карусельного станка модели 1553 показан на рис. 30, в в отжатом положении. Механизм состоит из червячного редуктора с фланцевым электродвигателем, двух рычажно-эксцентриковых зажимных устройств с винтовым приводом плавающего типа и конечного выключателя.
После включения электродвигателя 6 вращение через червячный редуктор 7 передается шлицевому плавающему валику 8. На левом конце валика 8 имеется резьба, которой он входит в подвижную гайку 5. На правом конце валика 8 неподвижно закреплена гайка 9. Обе гайки 5 и 9 имеют боковые пазы, в которые входят концы эксцентриковых рычагов 16 и 15. Зажимные рычаги 2 и 11 своими роликами покоятся на эксцентриковых участках рычагов 16 и 15. Короткие концы рычагов 2 и 11 упираются в направляющие стоек 17 и 13. Зажимные рычаги 2 и 11 прикреплены к траверсе шпильками 1 и гайками 12.
При вращении валика 8 гайки 5 и 9 начинают сближаться, а эксцентриковые рычаги 16 и 15 — поворачиваться к середине траверсы. Эксцентриковые участки рычагов 16 и 15, воздействуя через ролики на зажимные рычаги 2 и 11, приподнимают их, и последние, опираясь на задние направляющие стоек 17 и 13, надежно прижимают траверсу 14 к лицевым направляющим обеих стоек станка.
После достижения необходимого усилия закрепления траверсы 14 реле максимального тока автоматически выключает электродвигатель 6 механизма зажима траверсы. Гайки 12 служат для регулировки механизма.
В момент отжима валик 8 перемещается вдоль своей оси вправо, Пока не упрется в ограничительный винт 10. После этого гайка 5 с упором 4 будет перемещаться влево до тех пор, пока под действием упора 4 не сработает конечный выключатель 3, отключающий электродвигатель 6. К этому моменту зажимные рычаги займут первоначальное положение и освободят траверсу.
Величина отжатия прижимных рычагов регулируется соответствующей установкой конечного выключателя 3 и ограничителя 10.
1553 Станок токарно-карусельный двухстоечный универсальный. Видеоролик.
Технические характеристики токарно-карусельного станка 1553
| Наименование параметра | 1553 | 1Л532 |
|---|---|---|
| Основные параметры станка | ||
| Наибольший диаметр изделия, обрабатываемого вертикальным суппортам, мм | 2300 | 3150 |
| Наибольшая высота обрабатываемого изделия, мм | 1600 | 1600 |
| Диаметр планшайбы, мм | 2100 | 2800 |
| Наибольшая масса устанавливаемого изделия, кг | ||
| Вертикальные суппорты | ||
| Количество вертикальных суппортов | 2 | 2 |
| Наибольшее горизонтальное перемещение правого суппрта, мм | 1315 | 1720 |
| Наибольшее горизонтальное перемещение левого суппрта, мм | 1215 | 1720 |
| Наибольшее вертикальное перемещение правого суппрта, мм | 1315 | 1200 |
| Наибольшее вертикальное левого перемещение суппрта перемещение, мм | 1215 | 1200 |
| Цена деления лимба горизонтального и вертикального перемещения, мм | 0,05 | 0,05 |
| Горизонтальное и вертикальное перемещение за один оборот лимба, мм | 2,5 | 2,5 |
| Наибольший угол поворота ползуна суппорта, град | 30 | 30 |
| Цена деления лимба попорота ползуна суппорта, мин | 1 | 1 |
| Цена деления шкалы поворота ползуна суппорта, град | 1 | 1 |
| Наибольшие размеры сечения державки резца (ширина х высота), мм | 40 х 63 | 40 х 63 |
| Скорость установочных перемещений, мм/мин | 5..1800 | |
| Боковой суппорт | ||
| Наибольшее вертикальное перемещение бокового суппрта, мм | 1215 | |
| Наибольшее горизонтальное перемещение бокового суппрта, мм | 600 | |
| Поперечина | ||
| Наибольшее перемещение, мм | 1240 | |
| Скорость перемещения, мм/мин | 360 | |
| Выключающие упоры | Имеются | |
| Блокировка перемещения в процессе резания | Имеется | |
| Механика станка | ||
| Число скоростей планшайбы | 18 | 18 |
| Число оборотов планшайбы в минуту при прямом и обратном вращении, об/мин | 1,4..48 | 1,25..63 |
| Число подач суппортов | 12 | 18 |
| Вертикальные и горизонтальные подачи суппортов, мм/об | 0,2..9 | 0,04..16 |
| Наибольшее допускаемое усилие резания двумя суппортами, кгс | 6700 | |
| Скорость установочных перемещений суппортов, мм/мин | 5..1800 | |
| Электрооборудование и привод станка | ||
| Род тока питающей электросети | ~380 В, 50 Гц | ~380 В, 50 Гц |
| Количество трехфазных электродвигателей установленных на станке | 6 | |
| Количество однофазных электродвигателей установленных на станке | 5 | |
| Электродвигатель привода главного движения 1М1, кВт | 40 | 55 |
| Электродвигатель смазки (входит в комплект насоса) 1М2, кВт | ||
| Электродвигатель перемещения поперечины 1М3, кВт | 7,5 | |
| Электродвигатель зажима поперечины 1М4, кВт | 1,3 | |
| Электродвигатель установочных перемещений правого 2М1 и левого 3М1 суппортов, кВт | 3,0 | |
| Электродвигатель привода системы смазки поперечины 1М5, Вт | 10 | |
| Электродвигатель привода системы смазки правого суппорта 2М2 и 2М3, Вт | 10 | |
| Электродвигатель привода системы смазки левого суппорта 3М2 и 3М3, Вт | 10 | |
| Габарит и масса станка | ||
| Габарит станка (длнна х ширина х высота), мм | 5485 х 6120 х 4910 | |
| Масса станка, кг | 43000 |
Полезные ссылки по теме
Каталог справочник токарно-карусельных станков
Паспорта и руководства токарно-карусельных станков
Справочник деревообрабатывающих станков
Справочник КПО
Купить каталог, справочник, базу данных: Прайс-лист информационных изданий
stanki-katalog.ru
Токарно-карусельные станки серии 1516
Токарно-карусельный станок – особый вид металлообрабатывающего оборудования, который предназначен для работы с крупными заготовками большого диаметра, чья масса составляет десятки тонн. Особенностью конструкции таких машин является рабочий стол круглой формы. Такая его специфика заметно упрощает монтаж, выверку и фиксацию детали.
Токарно-карусельные станки необходимы для обтачивания поверхностей вращения посредством специального резца. Если агрегат укомплектован специальной револьверной головкой, то центральные отверстия в детали могут быть обработаны с помощью сверл, зенкеров или иных инструментов.

При выборе токарно-карусельного агрегата мастеру необходимо ориентироваться на такие ключевые характеристики как предельная высота и предельный диаметр конструкции, подвергаемой обработке. Основное движение резания детали осуществляется вращением рабочего стола, на котором зафиксирована заготовка.
На сегодняшний день в зависимости от количества стоек выделяют одно- и двухстоечные вариации карусельных машин. Агрегаты могут быть укомплектованы системой ручного управления или числовым программным управлением. Во втором случае станок может быть задействован при обработке заготовок, имеющих непростую конфигурацию. Он также используется на предприятиях и в цехах, где существует необходимость обрабатывать поверхности посредством криво- и прямолинейных образующих, нарезать нестандартные резьбы и прочее. Конструктивным отличием машин с программным управлением является отсутствие в первых бокового суппорта.

Токарно-карусельный промышленный станок с числовым управлением способен выполнять операцию по программе. Кроме того, программное управление подразумевает коррекцию положения режущего элемента. Программа, созданная оператором, самостоятельно изменяет интенсивность вращения шпинделя, определяет подачу, осуществляет перемещение инструмента. Все это повышает производительность труда за станком в разы.
Рассмотрим две популярных модели – агрегат 1516 и 1512, которые являются успешными продуктами Завода имени Седина. Это поможет нам разобраться в специфике данной техники.
Токарно-карусельный станок 1516
Токарно-карусельный станок 1516 – одностоечный агрегат, используемый для обработки металлических деталей в мелко- и крупносерийных цехах. Эта модель может похвастаться широким спектром операций, таких как растачивание, обтачивание, сверление и прочих. Кроме того, на станке возможно чистовое и получистовое обтачивание.

Конструкция токарно-карусельного станка 1516 включает вертикальный и горизонтальный суппорты. Вертикальный суппорт укомплектован 5-позиционной головкой, оснащенной системой автоматического поворота. Горизонтальный суппорт оснащен 4-позиционным резцедержателем.
Несмотря на то, что даже в своем базовом исполнении станок 1516 обладает серьезным функционалом, последний может быть расширен с помощью дополнительных опций, таких как самоцентрирующаяся планшайба, система охлаждения и узкоспециализированные приспособления для создания резьбы и обработки нестандартных поверхностей.

Агрегат 1516 укомплектован мощным электрическим двигателем основного привода, что является важным его преимуществом. Среди плюсов также стоит отметить:
- Отменную жесткость основных деталей агрегата, что обеспечивает максимально точную обработку заготовки.
- Надежность составных частей кинематической цепи.
- Возможность регулирования частоты оборотов планшайбы в широком диапазоне.
- Возможность выбора величин подач, что обеспечивает эффективное резание на высоких оборотах.
Упомянем ключевые характеристики модели 1516:
- Предельный диаметр заготовки – 160 см;
- Допустимая высота изделия – 100 см;
- Диаметр планшайбы – 140 см;
- Количество скоростей – 18 передач;
- Диапазон оборотов планшайбы – 5-250 мм;
- Мощность электромотора – 30 кВт;
- Габариты агрегата – 3170х3030х4100 мм;
- Масса – 20 тонн.
Токарно-карусельная модель 1512
Поскольку конструкция токарно-карусельного станка 1512 во многом схожа с моделью 1516, имеет смысл рассмотреть только те параметры агрегата, которые отличаются от характеристик 1516. Представим их в виде списка:
- Допустимый диаметр заготовки – 125 см;
- Предельная высота изделия – 100 см;
- Диаметр планшайбы – 112 см;
- Габариты – 2750х2975х4100 мм;
- Масса – 16.5 тонн.
По всем остальным параметрам токарный станок 1512 идентичен модели 1516.
Итоги
Токарно-карусельные станки – это незаменимые помощники, способные выполнять те задачи, с которыми не справится традиционный токарный станок. Если вам приходится работать с масштабными заготовками большого диаметра – без этих машин вам не обойтись.
Выбор в пользу моделей 1512 и 1516 – это уверенность в длительной эксплуатации станка без особых проблем. Это подтверждает многолетний опыт применения агрегатов Станкостроительного завода имени Седина по всей территории СНГ.
Рекомендуем почитать
prostostanok.ru
Карусельные станки – grease monkey
Карусельные станки применяют для обработки тяжелых деталей большого диаметра, но сравнительно небольшой длины. На них можно обтачивать и растачивать цилиндрические и конические поверхности, подрезать торцы, прорезать кольцевые канавки, сверлить, зенкеровать, развертывать и др. Основными размерами карусельных станков считают наибольшие диаметр и высоту обрабатываемой на станке заготовки. При этом каждая последующая по размеру модель станка позволяет обрабатывать заготовку, at 1,25 раза большую по диаметру, чем предыдущая, t. it is. у карусельных станков принят знаменатель размерного ряда ϕ = 1,26.

По компоновке карусельные станки подразделяют на одно- и двухстоечные. Двухстоечные станки предназначены для обработки деталей диаметром свыше 2000 mm. Карусельные станки, на которых обрабатывают детали диаметром свыше 6300 mm, выпускают поштучно, и их принято называть уникальными.
Станина 1 одностоечного карусельного станка (rice. 8.2) жестко скреплена со стойкой 9, имеющей вертикальные направляющие для перемещения по ним траверсы 6 и бокового суппорта 10 с четырехместным резцедержателем 12. На станине на круговых направляющих расположена планшайба 2 для установки на ней обрабатываемых деталей или приспособлений. Коробка скоростей размещена внутри станины. На горизонтальных направляющих траверсы может перемещаться вертикальный револьверный суппорт 5 с пятипозиционной револьверной головкой 4. Привод подач револьверного и бокового 10 суппортов осуществляется от коробок подач 7 and 11. Револьверный суппорт можно перемещать вручную маховичками 8, а боковой — маховичками 13. Станком управляют с пульта 3.
Одностоечный карусельный станок 1512 предназначен для токарной обработки крупных деталей типа корпусов, маховиков и т. п.
Техническая характеристика станка
Диаметр планшайбы, mm………………. 1120
Размеры обрабатываемых заготовок, mm:
- диаметр …………………….. До 1250
- высота …………………………До 1000
Частота вращения планшайбы, min-1…………. 5-250
Подача суппортов, мм/об……………….0,07-12,5
Мощность электродвигателя главного движения, кВт…… 30
Частота вращения электродвигателя главного движения, min-1……1460
Главное движение (вращение планшайбы) сообщается от электродвигателя М1 (rice. 8.3) через клиноременную передачу 230/266 коробку скоростей, коническую пару 28/28 и цилиндрическую передачу 25/125. Коробка скоростей имеет десять электромагнитных муфт ЭМ1—ЭМ10, переключая которые, можно получить 24 теоретических и 18 практических частот вращения планшайбы. Частоты вращения планшайбы с 1-й по 12 ступень изменяют включением соответствующих комбинаций электромагнитных муфт, при этом муфта ЭМ8 выключена, и передаточное отношение планетарного механизма iпл = 1/4 (муфты ЭМ9 и ЭМ 10 включены).
При включении 13-18 практических ступеней частот вращения планшайбы муфты ЭМ9 и ЭМ 10 выключены, а муфта ЭМ8 включена, и передаточное отношение планетарного механизма iпл = 1. Низшие 12 ступеней частот вращения планшайбы получают по следующей кинематической цепи:
Высшие шесть ступеней частот вращения планшайбы получают по кинематической цепи:
В коробке скоростей отсутствуют тормозные устройства, и торможение планшайбы осуществляется при одновременном включении трех электромагнитных муфт ЭМ8, ЭМ9 и ЭМ10, замыкающих две различные кинематические цепи, образующие «замок». Остальные муфты коробки скоростей при этом выключены.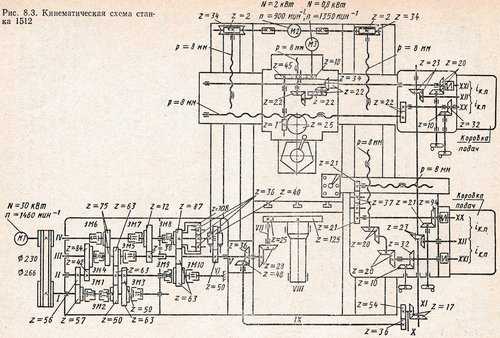
Подачи суппортов (револьверного и бокового) заимствуются от планшайбы через две независимые коробки подач (на рис. 8.3 не показаны), оснащенные электромагнитными муфтами с одинаковой кинематикой.
Горизонтальная подача револьверного суппорта осуществляется от планшайбы через зубчатые передачи 125/25, 28/28, 36/48, 36/54, 17/17, 23/23 на вал XII коробки подач. От коробки подач вращение получает вал XX механизма суппорта, и далее через зубчатые колеса 22/22 и винтовую пару с шагом р = 8 мм револьверный суппорт получает горизонтальную подачу.
Вертикальная подача револьверного суппорта. От планшайбы до вала XII коробки подач движение осуществляется по той же цепи; далее движение передается валу XXI, затем через конические зубчатые колеса 22/22, цилиндрическую передачу 22/22, коническую передачу 22/22 и винтовую пару с шагом р = 8 мм револьверный суппорт получает вертикальную подачу.
Ускоренное перемещение оба суппорта получают от отдельных электродвигателей, которыми снабжены коробки подач этих суппортов. Подъем и опускание траверсы осуществляют двумя ходовыми винтами с шагом р = 8 мм от электродвигателя М2 (N = 2 кВт; n = 900 min-1). Револьверная головка вертикального суппорта поворачивается от электродвигателя М3 (N = 0,8 кВт; n = 1350 min-1) через зубчатую передачу 18/34 34/45 и червячную пару 1/25.
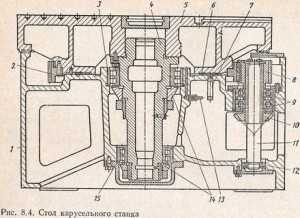
Стол станка является наиболее важным узлом, от которого в основном зависят геометрическая точность и параметры шероховатости обрабатываемых деталей, производительность, долговечность и надежность работы карусельного станка. Он должен иметь достаточную жесткость и виброустойчивость, высокую точность вращения. Направляющие и шпиндельные опоры стола должны иметь высокую работоспособность и долговечность с длительным сохранением первоначальной точности.
В корпусе 1 (rice. 8.4) установлен шпиндель 4, верхней и нижней опорами которого служат подшипники 3 and 15, регулируемые гайками 14. На шпинделе установлена планшайба 5. Вал 11 с коническим колесом 10 и цилиндрическим колесом 8 установлен в корпусе на опорах 9 and 12. Вращение от коробки скоростей передается на планшайбу через колеса 10, 8 and 2. Осевые нагрузки, действующие на планшайбу, воспринимают плоские направляющие 6 с текстолитовыми накладками. Смазывание направляющих и подшипника 3 — принудительное через штуцера 7 and 13. Остальные опоры смазываются стоком масла. Выточка в планшайбе сделана для возможности центрирования приспособлений.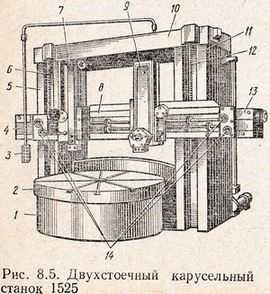
Двухстоечный карусельный станок 1525 (rice. 8.5) имеет следующие основные узлы: стол 1, планшайбу 2, стойки 5 and 11, скрепление между собой балкой 10. По вертикальным направляющим стоек с помощью вертикальных ходовых винтов 6 я 12 от отдельного электродвигателя может перемещаться траверса 8. По ее горизонтальным направляющим могут перемещаться два вертикальных револьверных суппорта 7 and 9. Суппорты приводятся в движение двумя одинаковыми коробками подач 4 and 13. В обычном исполнении станок не имеет бокового суппорта. С подвесной кнопочной станции д дистанционно управляют станком. Маховичками 14 осуществляют ручное перемещение суппортов. Коробки скоростей и подач оснащены электромагнитными муфтами, которые облегчают управление станком и работу суппортов станка по упорам.
По особому заказу для станка могут быть поставлены боковой суппорт с коробкой подач, правый вертикальный неповоротный суппорт, приспособления для обработки фасонных поверхностей, для нарезания резьб, для работы по упорам.
tehnar.net.ua
Токарно-карусельный станок 1512 | Металлорежущие станки
Токарно-карусельные станки применяют для обработки тяжелых деталей большого диаметра и сравнительно небольшой длины. На этих станках можно выполнять почти все токарные операции.
Горизонтальное расположение плоскости круглого стола (планшайбы), на котором закрепляется заготовка, значительно облегчает ее установку и выверку. Кроме того, шпиндель разгружен от изгибающих сил, что обеспечивает более высокую точность обработки деталей. Токарно-карусельные станки изготовляют двух типов; одностоечные и двухстоечные. Станки с планшайбой диаметром до 1600 мм обычно одностоечные, а станки с планшайбами большего диаметра – двухстоечные.
Токарно-карусельный станок мод. 1512
Станок универсальный, предназначен для токарной обработки крупных деталей типа корпусов, маховиков и т. п. Общий вид одностоечного токарно-карусельного станка показан на рис. 75. Станина 1 жестко скреплена со стойкой 9, имеющей вертикальные направляющие для перемещения по ним траверсы 6 и бокового суппорта 10 с четырехместным резцедержателем 12. На станине на круговых направляющих расположена планшайба 2 для установки на ней обрабатываемых деталей или приспособлений. Коробка скоростей размещена внутри станины. На горизонтальных направляющих траверсы может перемещаться вертикальный револьверный суппорт 5 с пятипозиционной револьверной головкой 4. Привод подач револьверного суппорта и бокового суппорта 70 осуществляется от коробок подач 7 и 11. Перемещения револьверного суппорта вручную производят маховичками 8, а бокового суппорта – маховичками 13. Управление станком осуществляется от пульта 3.
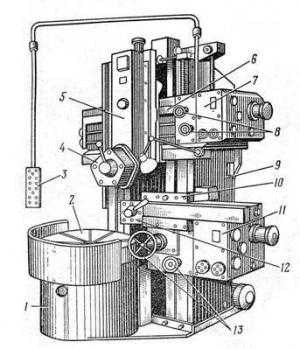
Рис. 75 Компановка токарно-карусельного станка
Кинематическая схема
Кинематическая схема станка приведена на рис. 76.
Главное движение
Главное движение (вращение планшайбы) сообщается от электродвигателя / через клиноременную передачу 2 – 3 на вал 1, затем через коробку скоростей, вал V конические зубчатые колеса 25 – 26 и колеса 21 – 28 передается планшайбе. Коробка скоростей оснащена восемью электромагнитными муфтами, переключение которых позволяет сообщить планшайбе 18 частоты вращения в пределах от 5 до 250 об/мин.
Двежения подачи
Подачи суппортов (револьверного и бокового) заимствуются от планшайбы через две независимые коробки подач с одинаковой кинематикой. Каждая коробка оснащена восемью электромагнитными муфтами, переключение которых дает возможность получить 16 величин подач для обоих суппортов.
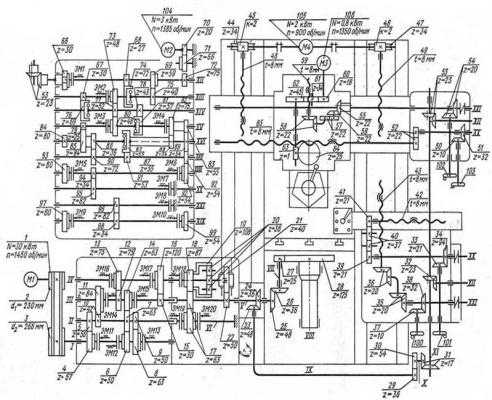
Рис. 76 Кинематическая схема станка мод. 1512
Горизонтальная подача револьверного суппорта. От вала VIII планшайбы через передачу 28 – 27, конические передачи 26 – 25, 24 – 23, передачу 29 – 30 и конические пары колес 31 и 53 движение передается на вал XII коробки подач (показана отдельно наверху слева). От коробки подач вращение получает вал XX механизма суппорта и далее через зубчатые колеса 52 и винтовую пару 65 горизонтальную подачу получает револьверный суппорт.
Вертикальная подача револьверного суппорта. От вала VIII планшайбы до вала XXI коробки подач вращение осуществляется по той же цепи: далее через конические зубчатые колеса 55 – 56, цилиндрическую пару колес 57, коническую пару 58 и винтовую пару 59 движение подачи получает револьверный суппорт.
Горизонтальная подача бокового суппорта. Как и прежде, движение идет от вала VIII планшайбы до вала XII коробки подач, затем через коробку подач на вал XX и далее через зубчатые колеса 39-41 и винтовую пару 42 получает подачу боковой суппорт.
Вертикальная подача бокового суппорта. От вала планшайбы до вала XII коробки подач движение идет по той же цепи, затем через коробку подач вращение получает вал XXI механизма суппорта и через конические зубчатые колеса 55 – 36 и винтовую пару 43 получает подачу боковой суппорт.
Прочие перемещения
Ускоренное перемещение оба суппорта получают от отдельного электродвигателя 104. Подъем и опускание траверсы осуществляются двумя ходовыми винтами 48 – 49 от электродвигателя 105.
Поворот револьверной головки вертикального суппорта производится от электродвигателя 106 через зубчатые колеса 60 – 61 – 62 и червячную пару 63-64.
Ручное перемещение револьверному суппорту сообщают ог маховичков и 103, а боковому суппорту – от маховичков КМ) и 101.
Похожие материалы
www.metalcutting.ru
Токарно-карусельный станок 1512
Одностоечный Токарно-карусельный станок 1512Обозначение Токарно-карусельный станок 1512:
Цифра 1: токарный станок
Цифра 5: токарно-карусельный станок
Цифра 12: максимальный диаметр обрабатываемой заготовки 1250мм
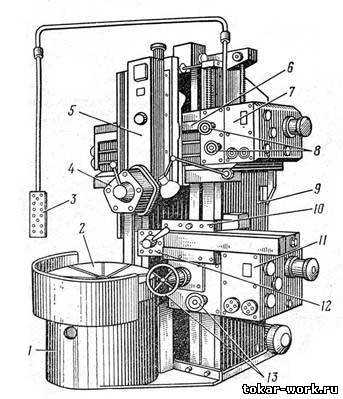
Общий вид Токарно-карусельный станок 1512:
1. Стол
2. Планшайба
3. Пульт
4. Пятипозиционная револьверная головка
5. Вертикальный суппорт
6. Поперечина или траверса
7. Коробка подач вертикального суппорта
8. Маховик ручного перемещения вертикального суппорта
9. Станина
10. Боковой горизонтальный суппорт
11. Коробка подач бокового суппорта
12. Четырехпозиционный резцедержатель
13. Маховик ручного перемещения бокового суппорта
Назначение Токарно-карусельный станок 1512:Одностоечный токарно-карусельный станок 1512 предназначен для токарной обработки крупногабаритных деталей диаметром до 1250мм. На данном станке можно выполнять различные виды работ: точение, растачивание как цилиндрических так и конических поверхностей, сверление, зенкерование, развертывание, прорезка канавок, точение плоских торцевых поверхностей, обработка фасонных поверхностей, отрезка и в некоторых случаях нарезания резьбы при установке специальных приспособлений.
Технические характеристики Токарно-карусельный станок 1512:
Наибольший диаметр обрабатываемой заготовки- 1250мм
Диаметр планшайбы – 1120мм
Наибольшая высота обрабатываемой заготовки – 1000мм
Наибольшая масса обрабатываемой заготовки – 4000кг
Крутящий момент на планшайбе – 20кН*м
Сила резания на вертикальном суппорте – 28кН
Ход ползуна вертикального суппорта – 700мм
Ход ползуна горизонтального суппорта – 630мм
Частота вращения планшайбы – 5…250об/мин
Число скоростей планшайбы – 18
Пределы регулирования рабочих подач – 0,035…12,5мм/об
Число ступеней подач – 18
Скорость установочных перемещений – 0,005…1,8м/мин
Электродвигатель главного привода:
Мощность – 30кВт
Частота вращения – 1460об/мин
Габариты: длинна, ширина, высота – 2880х2660х4100мм
Масса станка – 16500кг
www.tokar-work.ru