Корвет токарный станок по металлу – Токарный станок Корвет: 401, 402, 403, 400
alexxlab | 23.10.2019 | 0 | Токарные станки
Корвет 402 – способный ассистент токаря
Рассмотрим в данной статье, зачем необходим станок модели Корвет 402, какова его конструкция и, конечно же, технические характеристики. Кроме того, уделим немного внимания эксплуатации данного типа оборудования и технике безопасности.
1 Назначение станка Корвет 402
Этот токарный станок незаменим при обтачивании разных заготовок, причем материал обрабатываемой детали может быть самым различным, начиная от прочного металла и заканчивая пластмассой. Кроме того, не имеет значения и размер изделия. Так для работ с заготовками большого диаметра можно установить в самоцентрирующийся патрон станка обратные кулачки. А подвижный и неподвижный люнет позволит работать с длинномерными элементами.
Рекомендуем ознакомиться
Стоит отметить и довольно обширный диапазон регулировки скорости подачи, а также частоты вращения шпинделя, еще задается и шаг нарезаемой резьбы. Если необходимо проточить деталь со смещением от центра, то в этом случае следует всего-то установить планшайбу на станок. Токарный Корвет 402 предназначен для проведения фасонных, цилиндрических, а также конических токарных работ. Еще с его помощью можно осуществить сверление, торцевание, нарезать дюймовую и метрическую резьбу, а также расточить деталь, выбрать галтели или же снять фаски.

2 Технические характеристики токарного инструмента
Для токарного станка Корвет 402 достаточно сети с 220 В и частотой 50 Гц, так что данный агрегат вполне можно приобретать и для домашнего использования. Что же насчет мощности, так она равна 750 Вт, а электродвигатель является асинхронного типа. При использовании можно настраивать шесть уровней скоростей. На холостом ходу шпиндель вращается с частотой как 100 об/мин, так и целых 1800 об/мин. Диаметр же сквозного отверстия этого вала – 20 мм.

Еще следует сказать пару слов и о таких характеристиках, как ход поперечного и поворотного суппортов, они составляют 110 и 50 миллиметров соответственно. Метрическая резьба нарезается с шагом от 0,5 до 3 мм, а дюймовая от 8 до 56 дюймов. Скорость же подачи детали колеблется в пределах 0,12–0,33 мм/об. За один проход такой токарный станок по металлу снимает максимум 0,3 миллиметра материала изделия, при этом радиальное биение шпинделя не превышает значения 0,01 мм. Также стоит обратить внимание на то, какой размер имеет державка резца, и каков наибольший диаметр обработки над станиной, параметры первого составляют 13х13, а второго – 220 миллиметров.
3 Конструкционные особенности и комплектация
Теперь рассмотрим, что же входит в комплектацию токарного станка по металлу Корвет 402. Итак, благодаря ременной передаче машина работает довольно тихо, кроме того, этот узел предохраняет движок от возможных перегрузок. А в случае незапланированного отключения электроэнергии, дабы не произошел самопроизвольный пуск агрегата, срабатывает магнитный пускатель. Суппорт перемещается по специальным салазкам в продольном и поперечном направлениях, при этом появляется возможность регулировать плавность хода и тем самым устранять люфт.

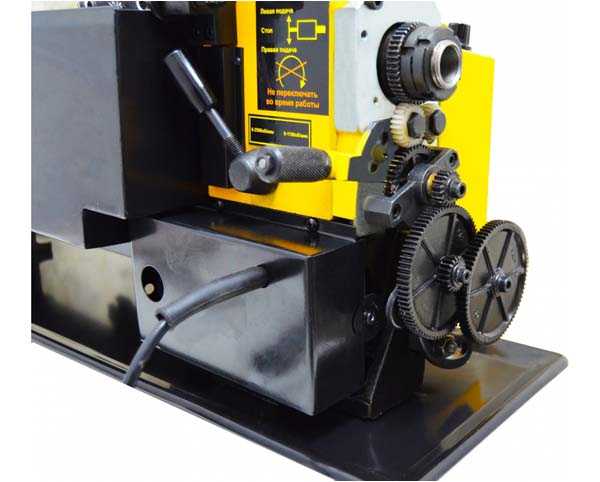
Также в комплекте со станком по металлу идет набор шестерен и таблица, которые незаменимы при нарезании резьбы, первые позволяют подобрать практически любой шаг, а последняя осуществить настройку машины. Кроме того, с помощью специального индикатора резец всегда точно попадает в заданное место. Если же вы желаете произвести коническое точение, то и тут все достаточно просто, есть даже специальный поворотный суппорт, который сделает эту операцию максимально удобной. Ну а когда необходимо работать с деталями, имеющими достаточно большую длину, то достаточно просто выставить боковое смещение задней бабки. Еще в комплектацию входит поддон и защитный кожух на этот токарный станок по металлу, делающий работу максимально безопасной.

4 Область применения и особенности эксплуатации
Как уже ясно, ЭНКОР Корвет 402 имеет довольно большую сферу использования и все благодаря великолепным характеристикам, широкому диапазону регулировки скоростей и, конечно же, большому выбору различных операций. В принципе и его габариты, и возможность работы от стандартной розетки позволяют использовать такой станок по металлу в быту, однако здесь огорчит немалая стоимость данного агрегата. Так что в основном он пользуется спросом на мелкосерийном производстве, где есть токарный цех.
Если необходимо изготовить какую-либо деталь, или же расточить, нарезать резьбу, без такого токарного станка не обойтись. А значит, он пригодится на станциях технического обслуживания и в небольших мастерских.

Итак, уже были затронуты практически все важные вопросы, кроме одного – как же работать на таком оборудовании по металлу? Вообще, Корвет 402 очень прост в эксплуатации. Но дабы не получить производственной травмы, следует придерживаться некоторых мер безопасности. Не устанавливайте токарный станок на скользкое покрытие и оградите рабочую зону. Работайте в спецодежде и убирайте волосы, также надевайте наушники и не забывайте использовать защитные очки и диэлектрический коврик. Дабы не нанести вред органам дыхания, приобретите респиратор и установите в мастерской хорошую вытяжную систему.

Кроме того, обязательно следите за микроклиматом в рабочем помещении, так как влажность в нем должна быть менее 80%. Не перегружайте станок по металлу, так как это негативно скажется на ее эксплуатационном периоде. Следите за своим рабочим местом, содержите его в порядке и используйте оборудование строго по назначению. И только тогда машина прослужит вам долго и станет верным помощником.
tutmet.ru
Поставщиком настольного токарно-винторезного станка является Энкор-Инструмент-Воронеж, ООО, основанное в 1992 году. Адрес сайта: http://www.enkor.ru/, сайт интернет-магазина www.enkor24.ru. Производитель – компания Shanghai Joye Import & Export Co., Ltd., Китай, г. Шанхай, основанная в июле 2003 года. Корвет-400 станок токарно-винторезный настольный. Назначение, область примененияТокарный станок по металлу «Корвет 400» предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения. Выпускается взамен станка Корвет-401. Станок Корвет-400 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ:
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации. В сравнении с предлагаемыми на рынке малогабаритными станками – он прост в эксплуатации, надежен и долговечен. Станок работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц. Станок может эксплуатироваться в следующих условиях:
Особенности конструкции токарного станка по металлу «Корвет 400»:
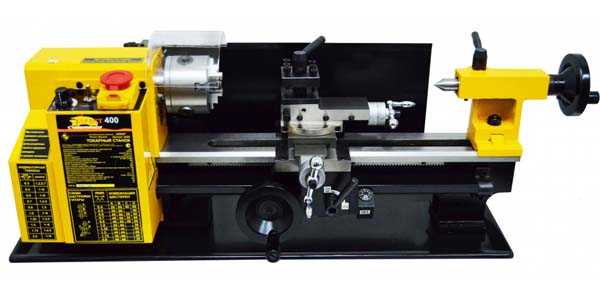
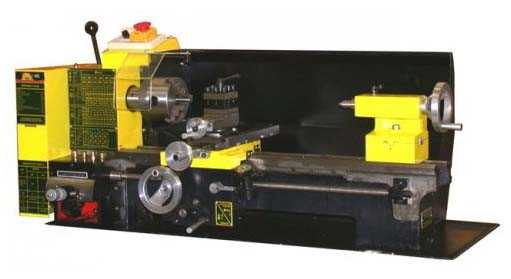
Общий вид токарно-винторезного станка Корвет-400
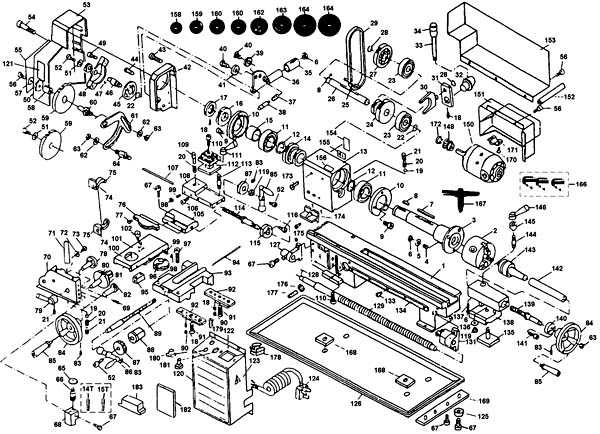
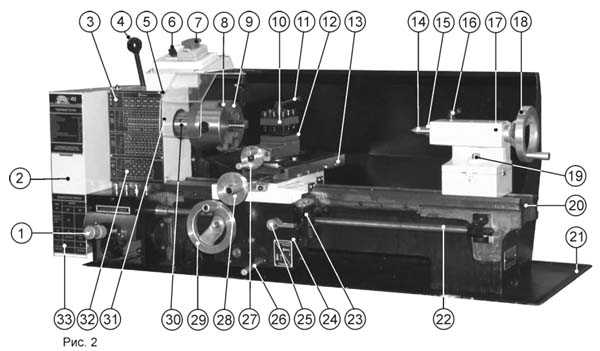
Расположение составных частей токарно-винторезного станка Корвет-400
Расположение составных частей токарно-винторезного станка Корвет-400. Смотреть в увеличенном масштабе Спецификация составных частей токарно-винторезного станка Корвет-400
Схема сборки токарно-винторезного станка Корвет-400
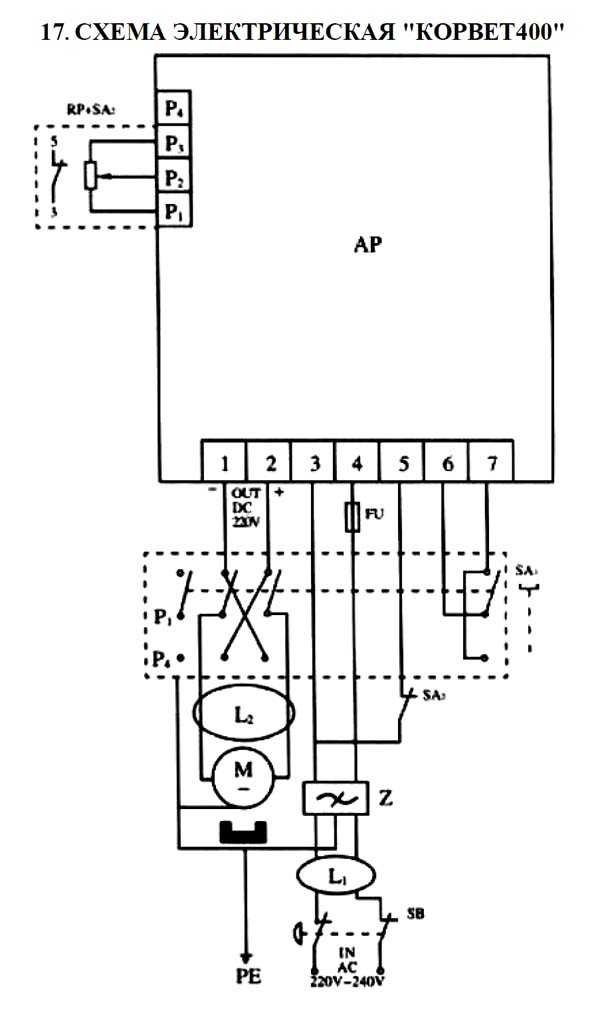
Схема сборки токарно-винторезного станка Корвет-400. Смотреть в увеличенном масштабе Схема электрическая токарно-винторезного станка Корвет-400
Описание работы электрической схемы токарного станка Корвет-400Станок подключается к розетке сети 220В. 50Гц с помощью вилки с заземляющим контактом. Перед подключением необходимо проверить надёжность соединения станка с заземляющим контактом вилки. Для включения станка необходимо:
Изменение частоты вращения прямо пропорционально напряжению, поступающему от преобразователя AR1. Выключить станок можно тремя способами:
В любом случае, для возобновления работы включить вращение можно только так, как было описано выше. Поэтому для временного отключения вращения пользуйтесь регулятором, плавно уменьшая частоту вращения. Кнопку аварийного отключения используйте по назначению. От перегрузок и короткого замыкания электрооборудование станка защищено предохранителем FU1. В случае его перегорания установите аналогичный предохранитель или обратитесь в центр сервисного обслуживания. Видео токарно-винторезного станка Корвет-400Технические характеристики станка Корвет-400
Связанные ссылки. Дополнительная информация Каталог справочник настольных токарных станков Паспорта и схемы к токарным настольным станкам и оборудованию Корвет-400 Паспорт настольного токарного станка, (pdf) 1,9 Мб, Скачать | ПродукцияНовости |

stanki-katalog.ru
 Поставщиком настольного токарно-винторезного станка является Энкор-Инструмент-Воронеж, ООО, основанное в 1992 году. Адрес сайта: http://www.enkor.ru/, сайт интернет-магазина www.enkor24.ru. Производитель – компания Shanghai Joye Import & Export Co., Ltd., Китай, г. Шанхай, основанная в июле 2003 года. Корвет-402 станок токарно-винторезный настольный. Назначение, область примененияТокарный станок по металлу «Корвет 402» предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения. Станок Корвет-402 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ:
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации. В сравнении с предлагаемыми на рынке малогабаритными станками – он прост в эксплуатации, надежен и долговечен. Станок работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц. Станок может эксплуатироваться в следующих условиях:
Особенности конструкции токарного станка по металлу «Корвет 402»:
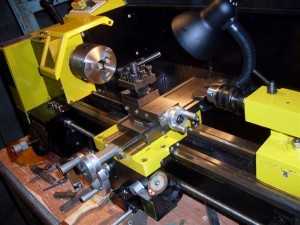
Общий вид токарно-винторезного станка Корвет-402
Расположение составных частей токарно-винторезного станка Корвет-402
Спецификация составных частей токарно-винторезного станка Корвет-402
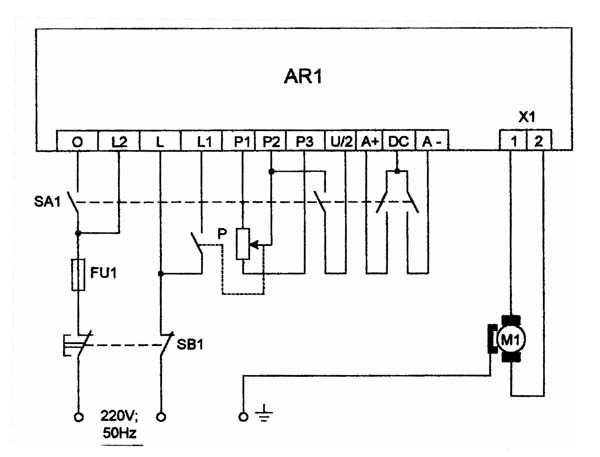
Схема электрическая токарно-винторезного станка Корвет-402
Описание работы электрической схемы токарного станка Корвет-402Станок подключается к розетке сети 220В, 50Гц с помощью вилки с заземляющим контактом. Перед подключением необходимо проверить надёжность соединения станка с заземляющим контактом вилки. Для включения станка необходимо:
Выключить станок можно четырьмя способами:
Видео токарно-винторезного станка Корвет-402Технические характеристики станка Корвет-402
Связанные ссылки. Дополнительная информация Каталог справочник настольных токарных станков Паспорта и схемы к токарным настольным станкам и оборудованию Корвет-402 Паспорт настольного токарного станка, (pdf) 3,4 Мб, Скачать Корвет-402 Схема и детали сборки настольного токарного станка, (pdf) 2,1 Мб, Скачать | ПродукцияНовости |
stanki-katalog.ru
Поставщиком настольного токарно-винторезного станка является Энкор-Инструмент-Воронеж, ООО, основанное в 1992 году. Адрес сайта: http://www.enkor.ru/, сайт интернет-магазина www.enkor24.ru. Производитель – компания Shanghai Joye Import & Export Co., Ltd., Китай, г. Шанхай, основанная в июле 2003 года. Корвет-401 станок токарно-винторезный настольный. Назначение, область примененияТокарный станок по металлу «Корвет 401» предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения. Станок Корвет-401 является настольным универсальным токарно-винторезным станком и предназначается для всевозможных токарных работ:
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации. В сравнении с предлагаемыми на рынке малогабаритными станками – он прост в эксплуатации, надежен и долговечен. Станок работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц. Станок может эксплуатироваться в следующих условиях:
Особенности конструкции токарного станка по металлу «Корвет 401»:
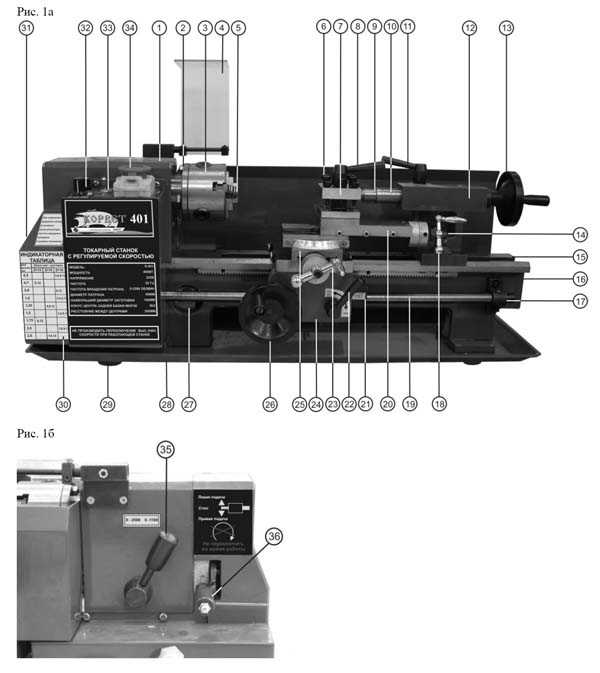
Общий вид токарно-винторезного станка Корвет-401
Расположение составных частей токарно-винторезного станка Корвет-401
Расположение составных частей токарно-винторезного станка Корвет-401. Смотреть в увеличенном масштабе Спецификация составных частей токарно-винторезного станка Корвет-401
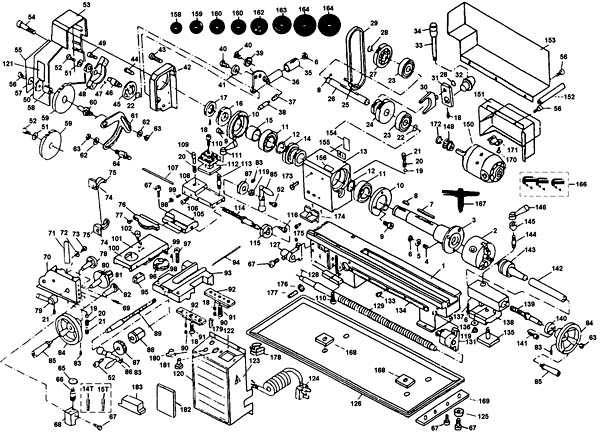
Схема сборки токарно-винторезного станка Корвет-401
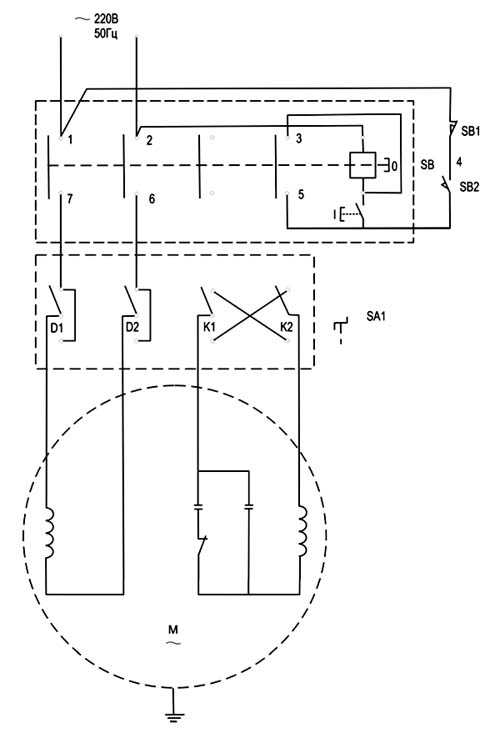
Схема сборки токарно-винторезного станка Корвет-401. Смотреть в увеличенном масштабе Схема электрическая токарно-винторезного станка Корвет-401
Описание работы электрической схемы токарного станка Корвет-401Станок подключается к розетке сети 220В. 50Гц с помощью вилки с заземляющим контактом. Перед подключением необходимо проверить надёжность соединения станка с заземляющим контактом вилки. Для включения станка необходимо:
Изменение частоты вращения прямо пропорционально напряжению, поступающему от преобразователя AR1. Выключить станок можно тремя способами:
В любом случае, для возобновления работы включить вращение можно только так, как было описано выше. Поэтому для временного отключения вращения пользуйтесь регулятором, плавно уменьшая частоту вращения. Кнопку аварийного отключения используйте по назначению. От перегрузок и короткого замыкания электрооборудование станка защищено предохранителем FU1. В случае его перегорания установите аналогичный предохранитель или обратитесь в центр сервисного обслуживания. Видео токарно-винторезного станка Корвет-401Технические характеристики станка Корвет-401
Связанные ссылки. Дополнительная информация Каталог справочник настольных токарных станков Паспорта и схемы к токарным настольным станкам и оборудованию Корвет-401 Паспорт настольного токарного станка, (pdf) 1,75 Мб, Скачать | ПродукцияНовости |

stanki-katalog.ru
Станки по металлу Энкор Корвет|Обзор
Токарное оборудование позволяет решать ключевые производственные задачи на различных промышленных (и не только) объектах. Данный тип станков способен закрывать текущие потребности техники на высоком уровне, что снижает затрат и обеспечивает высокую рентабельность.
Производитель
Производственная компания «Энкор» начинает свою историю с 1992 года. На современном этапе это – крупный объект производственно-торговой сферы деятельности, который имеет широкую сеть представительств. Также по всей стране разбросаны розничные торговые точки, что открывает возможность для потребителей приобрести качественное оборудование в непосредственной близости.
География сотрудничества компании с распространителями и поставщиками комплектующих охватывает множество стран Европы и Китая.
Компания «Энкор» владеет несколькими брендами, под которыми на рынок выходит множество разнотипной продукции. Профильными направлениями деятельности является выпуск переносных и промышленных станков.
3 года назад открылось мощное производство в Воронеже. Здесь налажен выпуск труб и фитингов для отопительных систем и для водоснабжения. Цеха оснащены современным оборудованием, а для работ используется только качественное сырье. Таким образом, производителю удалось создать крупное предприятие, поставляющее на рынок более 130 наименований продукции.
После продажи товара компания «Энкор» предлагает сопровождение каждого изделия после его реализации. Гарантия распространяется на каждый инструмент и оборудование. Для удобства пользователей представительства обслуживающих центров охватывает большинство регионов страны.
Модельный ряд
Компания «Энкор» поставляет на рынок широкий ассортимент различного промышленного оборудования. Токарные станки также представлены в нескольких популярных модификациях.
Станок «Корвет-401».
Станок токарный настольный Энкор Корвет 401.
Предназначен для работы с малыми и средними металлическими деталями. Мощность электродвигателя, приводящего систему в движение, составляет 500 Вт, а расстояние между центрами равно 300 мм. Предельный диаметр обработки над станиной равен 180 мм. Стоимость токарного станка примерно 1700 долл.
Станок «Корвет-402»
Токарный настольный Энкор Корвет 402
имеет повышенную мощность, которая составляет здесь 750 Вт.
При этом, расстояние между центрами и диаметр обработки также увеличены – 500 и 220 мм соответственно.
Стоимость оборудования существенно увеличивается – 3100 долл.
Станок «Корвет-403»
идентичен предыдущей модели, с тем отличием, что расстояние между центрами увеличено до 750 мм. Стоимость станка чуть увеличена до 3200 долл.
Расстояние между центрами составляет 1000 мм. Диаметр обработки равен 330 мм.
По своим возможностям данный станок предназначен для промышленного производства.
«Корвет-601».

Корвет 601
Наибольшие размеры и технические показатели имеет эта модель.
Оборудование имеет мощность двигателя в 1500 Вт.
Расстояние между центрами составляет 1000 мм. Диаметр обработки равен 330 мм.
По своим возможностям данный станок предназначен для промышленного производства.
Видео
Отзывы о продукции
Пользователи сходятся в положительном мнении об оборудовании. Особенно выделяют низкую стоимость при приемлемом качестве работы. Для покупателей важным фактором выступает износостойкость станка и высокая производительность. Среди отзывов часто встречается положительное мнение о внешнем виде токарного инструмента. Простота управления и надежная работа всех узлов заслуживают положительных оценок пользователей.
Токарные станки «Энкор Корвет» становятся надежными помощниками при организации производственного процесса и заслуживают высоких оценок по результатам эксплуатации.
Назначение
Токарные станки для обработки металла серии «Корвет» ориентированы на качественную и глубокую работу с металлом разного типа и свойств, а также пригодны для работы с деревом, пластиком. При работе реализуется активное точение поверхности. Среди перечня возможных работ следует выделить следующие:
- Точение различного вида.
- Торцевание заготовки.
- Нарезка метрической (дюймовой) резьбы.
- Сверление различной сложности и пр.
Сфера применения токарного оборудования от компании «Энкор Корвет» охватывает все промышленное производство и сервисное обслуживание техники различного назначения. Такая популярность основана на отличных эксплуатационных характеристиках оборудования и большому набору возможных операций. Универсальность станка и возможность работы от стандартной розетки открывают возможности для повсеместного применения.
Использование токарного станка просто: при необходимости изготовить деталь рассчитанных размеров, или расточить ее, нарезать резьбу – в таких задачах токарный станок становится лучшим решением.
Таким образом, токарный станок является неотъемлемой составной частью любой мастерской и сервисного центра. С его помощью можно выполнять множество текущих задач в кратчайшие сроки и с минимальными затратами.
Технические характеристики
Токарное оборудование имеет как общетехнические характеристики, так и характерные только данному профилю особенности конструкции и работы. Множество моделей данного типа оборудования имеют отличия между собой, но есть некоторые особенности, которые встречаются у большинства моделей.
Питание от сети 220 В. Этот параметр представляет возможность использовать станок повсеместно без необходимости дополнительной подготовки места установки оборудования. Частота работы составляет 50 Гц. Иными словами, токарный станок может быть установлен не только на промышленном производстве, но и в домашних условиях.
Мощность станка является наиболее изменяемым параметром и служит отправной точкой для пользователей при выборе изделия. Электродвигатель, служащий силовым агрегатом системы, выдает мощность до 1500 Вт и выше, но для работы наиболее востребованной является мощность в 750 Вт. С помощью переключения скоростей этот показатель можно настраивать под конкретную задачу. Передач может быть около 6.
Также при выборе важно обращать внимание на такие показатели, как ход поперечного и поворотного суппортов – как правило, они составляют около 100 и 50 мм соответственно. С помощью настройки можно регулировать шаг нарезания резьбы в метрическом и дюймовом варианте.
Резец обеспечивает равномерное снятие металла с заготовки на глубину, которую устанавливает специалист.
Устройство станка
Устройство токарного станка претерпело некоторые доработки за время его активной эксплуатации, хотя технология базовых элементов не изменила главных принципов работы.
Одним из важнейших узлов системы является станина. Это неподвижная часть станка, состоящая из 2 ребер, расположенных вертикально. Между этими ребрами располагаются поперечные перекладины, которые обеспечивают жесткость и неколебимость статора.
Для прочной фиксации станка станина имеет ножки, количество которых определяется длиной станины.
Передняя бабка выполняет важную задачу в конструкции — здесь крепится сама заготовка и осуществляется равномерное вращение. В этом месте располагаются узлы, которые регулируют скорость вращения детали. Это такие элементы, как:
- Шпиндель.
- Подшипники.
- Шкив.
- Коробка скоростей.
Главный элемент передней бабки — это шпиндель. Справа на нем есть резьба, к которой прикрепляются специальные патроны, необходимые для фиксации детали. Шпиндель монтируется на 2 подшипника. От состояния, исправности и настройки шпинделя зависит точность работы станка.
Гитара с шестернями предназначена для передачи вращения. Также она работает для переноса крутящего момента на вал коробки передач. Этот процесс важен для нарезки резьбы с различными параметрами.
Сейчас токарное оборудование оснащается полыми моделями шпинделей. Этот тип конструкции пришел на смену монолитным изделиям. Корпус этого элемента оборудования должен обладать свойствами, которые способны выдерживать работу с большой массой деталей, при максимальном натяжении ремня, при большом нажиме резца.
Наладка системы токарного станка требует высокой точность и внимания к выполнению работы. Так, подшипники и шпиндель, а также ось, должны в работе создавать единый механизм. В процессе эксплуатации эта система не должна создавать биений в работе, которые могут возникать при ошибках в расточке отверстия в шпинделе.
Благодаря подшипникам удается гарантировать устойчивость шпинделю. Дополнительно эту задачу выполняет механизм регулировки тяги. С помощью особой расточенной втулки он крепится к правому подшипнику. С внешней стороны эта расточка полностью совпадает с гнездом на корпусе бабки.
Коробка скоростей служит важным элементом для управления работой всего станка. К шкиву также крепится зубчатая шестерня, которая насаживается на шпиндель.
Для обработки металла важно иметь возможность переключать передачу между основными на среднюю передачу – так удается подобрать оптимальный режим обработки. Перебор позволяет сделать на станке в 2 раза больше передач.
Обобщенно говоря, электродвигатель вырабатывает энергию, которая с помощью ременной передачи и коробки передач передается на шпиндель.
Важный элемент конструкции – суппорт.
Именно здесь располагается место для крепления резцов. Другое оборудование инструмента, которое применяется для обработки необходимых деталей, также фиксируется именно здесь. Суппорт обладает высокой подвижностью, что открывает возможности для резца активно перемещаться в установленном направлении для работы с заготовкой.
Особое внимание при работе с деталями повышенной длины следует уделять соответствию горизонтальной линии станка длине этой заготовки. С учетом данной потребности суппорт способен перемещаться в 4 направлениях от центральной точки станка.
Для продольных движений предназначены салазки. Это горизонтальные направляющие станины.
Также в конструкции предусмотрены нижние салазки, которые также называют поперечными. Это приспособление служит основой для поворотной части суппорта. Здесь задается угол расположения заготовки относительно фартука.
Вместе с передней бабкой, фартук скрывает части механизма, которые связывают суппорт и зубчатую рейку, а также ходовой винт. Пульт управления станком и всеми комплектующими механизмами вынесен наружу и удобен для регулировки хода.
Задняя бабка имеет подвижную верхнюю часть, которая способна перемещаться по перпендикулярной оси, которая находится снизу. Такие возможности предназначены для работ по точению деталей в форме конуса. Вал проходит через стенку бабки. Для его регулировки предназначен рычаг на задней панели. Для крепления составных деталей токарного оборудования используются простые болты.
Технически конструкции токарных станков обладают высоким сходством. Отличия характерны для крупного промышленного оборудования, которое производится с учетом будущих условий эксплуатации.
stanki-info.ru
Токарный станок по металлу корвет, фрезерный станок корвет
Здравствуйте, сегодня мы поговорим с вами о станках марки Корвет. Немного рассмотрим модельный ряд данной фирмы, ну и конечно рассмотрим сами станки. А именно рассмотрим станки такого типа как токарный станок по металлу корвет, фрезерный станок корвет и токарно-фрезерный станок марки корвет.
Для обработки металлических заготовок, а также изделий из древесины и разного вида пластмасс, путем обработки заготовки с помощью точения используют токарный станок по металлу корвет модели 401.
На данной модели токарного станка есть возможность выполнять такие виды работ как: растачивание, нарезка резьбы, снятие фаски и другие виды токарных работ, как по металлу, так и по дереву. Если возникает необходимость в обработке заготовки большого диаметра, тогда производят установку обратных кулачков в бабку патрона. Для обработки детали большой длины используется подвижной люнет. Так же возможно выполнение операции со смещением от центра вращения.
Для выполнения сверления и фрезерных работ, а так же операций по шлифовке заготовок изделий из металла, древесины и пластмассы применяют фрезерный станок корвет модели 415.
На данной модели станков применяется асинхронный двигатель с мощностью 1000 Ватт. С рабочим напряжением 220 Вольт. В станке данного типа применена ременная передача между двигателем и шпиндельным валом. Скорость вращения шпиндельного вала, регулируемая с частотой от100 до 1750 оборотов в минуту. Ход рабочего стола в продольной плоскости равен 400 мм, а поперечной плоскости 145мм. Для удобства работы с разного вида заготовками, так же можно менять угол наклона шпиндельного вала. При сверлении наибольший диаметр отверстия составляет 25мм.
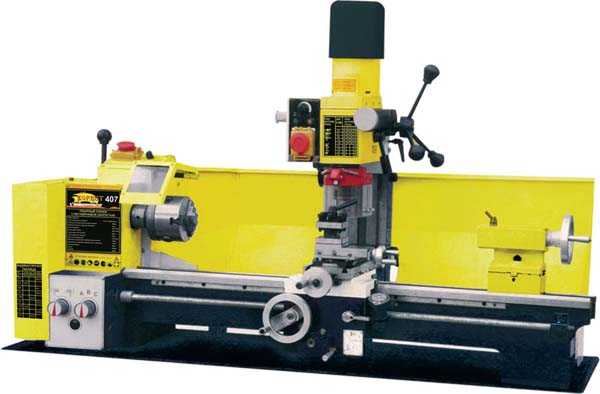
Теперь рассмотрим третий вариант – это токарно-фрезерный станок корвет модели 407. Применяется для выполнения токарных работ, а так же вертикального фрезерования деталей, выполнения работ по шлифовке и сверлению отверстий в изделиях из металла, древесины и пластмасс.
Конструктивно этот станок изготовлен из двух. Поэтому он имеет два двигателя: для выполнения токарных операций используется двигатель асинхронный. Для выполнения фрезерных работ используют двигатель коллекторного типа. Так же для выполнения фрезерных работ, станок комплектуется специальными тисками. Так же в режиме работы фрезерного станка можно выполнять работы по концевому торцеванию.
omashinostroenie.com
Корвет-407 Станок токарно-фрезерный настольный схемы, описание, характеристики
Поставщиком настольного токарно-фрезерного станка является Энкор-Инструмент-Воронеж, ООО, основанное в 1992 году. Адрес сайта: http://www.enkor.ru/, сайт интернет-магазина www.enkor24.ru.
Производитель – компания Shanghai Joye Import & Export Co., Ltd., Китай, г. Шанхай, основанная в июле 2003 года.
Корвет-407 станок токарно-фрезерный настольный. Назначение, область применения
Токарно-фрезерный станок по металлу «Корвет 407» предназначен для обработки заготовок из металла, древесины, всех видов пластмассы методом точения и фрезерования.
Конструктивно данный станок состоит из токарного станка Корвет-403 и фрезерного станка Корвет-417. Соответственно все технические характеристики, относящиеся к Корвет-403 и Корвет-417 относятся и к станку Корвет-407.
Станок имеет два двигателя: для токарной операции асинхронный, для фрезерной операции коллекторный.
В режиме токарного станка можно выполнять все виды токарных работ:
- проточка и расточка цилиндрических, фасонных и конических поверхностей
- сверление, снятие фасок
- растачивание
- отрезка
- нарезание метрической резьбы
- нарезание дюймовой резьбы
- подрезка торцов – торцевание
- для обработки заготовок большого диаметра возможна установка обратных кулачков в самоцентрирующийся патрон
- для обработки заготовок большой длины возможна установка подвижного и неподвижного люнета
- при установке планшайбы можно выполнять токарную операцию со смещением от центра вращения
- широкий диапазон регулировки частоты вращения и скорости продольной подачи увеличивает арсенал применяемого режущего инструмента
Фрезерная часть станка Корвет-407 состоит из прикрепленной к станине вертикальной стойки, на которой закреплена шпиндельная бабка с приводом и шпинделем с патроном для зажима сверла или фрезы. На суппорте вместо токарного резцедержателя устанавливаются специальные тиски для закрепления детали.
Коллекторный двигатель имеет мощность 550 ватт и через шестеренчатую коробку передач соединяется со шпиндельной головкой. Скорость вращения головки плавно регулируется в двух диапазонах от 50 до 2500 оборотов.
Шпиндельная бабка вертикально подводится к заготовке при помощи специального рычага, затем вертикальная подача фрезы регулируется маховиком точной подачи. Продольные и поперечные перемещения заготовки осуществляются обычными движениями суппорта токарного станка.
В режиме фрезерного станка можно выполнять:
- концевое и торцевое фрезерование
- сверление
- шлифование
- В отличие от станка Корвет417 станок не имеет наклона шпиндельной бабки, т.е. не имеет возможности фрезеровать под углом
Традиционная наглядная компоновка станка в сочетании с отработанной кинематической схемой позволяет уверенно обеспечить токарную обработку с классом точности «Н» в течение длительного срока эксплуатации.
В сравнении с предлагаемыми на рынке малогабаритными станками – он прост в эксплуатации, надежен и долговечен.
Станок работает от однофазной сети переменного тока напряжением 220 В частотой 50 Гц.
Станок может эксплуатироваться в следующих условиях:
- температура окружающей среды от 1 до 35 °С
- относительная влажность воздуха до 80 % при температуре 25 °С
Особенности конструкции токарной части станка по металлу «Корвет 407»:
- На станок установлен асинхронный двигатель
- Ременная передача делает работу станка малошумной и предохраняет двигатель от перегрузки
- Магнитный пускатель исключает самопроизвольный пуск после временного отключения электропитания
- Реверс вращения шпинделя
- Ступенчатая регулировка частоты вращения шпинделя
- Коробка передач для изменения скорости автоматической подачи суппорта
- Комплект сменных шестерен дает возможность нарезать метрическую и дюймовую резьбу практически с любым шагом
- Станок имеет таблицу для настройки станка при нарезании резьбы
- Для точного попадания резца в ручей предшествующего прохода при нарезании резьбы имеется индикатор нарезания резьбы
- Для точной подачи суппортов имеются лимбы с делением шкалы 0.025мм
- Продольное и поперечное перемещение суппортов по салазкам типа «ласточкин хвост» с возможностью регулировки плавности хода и устранения люфта
- Поворотный суппорт для конического точения деталей небольшой длины
- Для конического точения деталей большой длины задняя бабка имеет боковое смещение, которое выставляется по шкале
- Станок комплектуется поддоном
- Для безопасной работы имеется защитный кожух с концевым выключателем
- Большой выбор оснастки
Общий вид токарно-фрезерного станка Корвет-407
Расположение составных частей токарно-фрезерного станка Корвет-407

Спецификация составных частей токарно-фрезерного станка Корвет-407
- Рычаг (переключения скорости автоматической подачи)
- Кожух гитары
- Наклейка (настройки автоматической подачи каретки)
- Рычаг натяжения ремня
- Передняя бабка
- Магнитный пускатель
- Переключатель (направления вращения шпинделя)
- Патрон (трёхкулачковый, самоцентрирующийся)
- Кулачки (трёхкулачкового патрона)
- Магнитный пускатель
- Щиток электрический
- Ручка регулятора скорости
- Колпак защитный
- Кожух
- Лимб подачи и контроля глубины точной обработки
- Рычаг вертикальной подачи шпиндельной бабки
- Винт фиксации
- Рычаг переключения скорости «Высокая/Низкая»
- Защитный экран
- Ручка фиксации резцедержателя
- Резцедержатель
- Ручка фиксации (положения пиноли)
- Задняя бабка
- Маховик перемещения пиноли
- Защитный кожух
- Пиноль (задней бабки)
- Центр
- Маховик (подачи поворотного суппорта)
- Суппорт поворотный
- Индикатор нарезания резьбы
- Поперечный суппорт
- Ручка (управления разъёмной гайкой ходового винта)
- Каретка
- Рычаг (включения автоматической подачи)
- Маховик (подачи поперечного суппорта)
- Маховик (ручной подачи каретки)
- Станина
- Ходовой винт (подачи каретки)
- Поддон для стружки
- Защитный щиток
Схема электрическая токарно-фрезерного станка Корвет-407
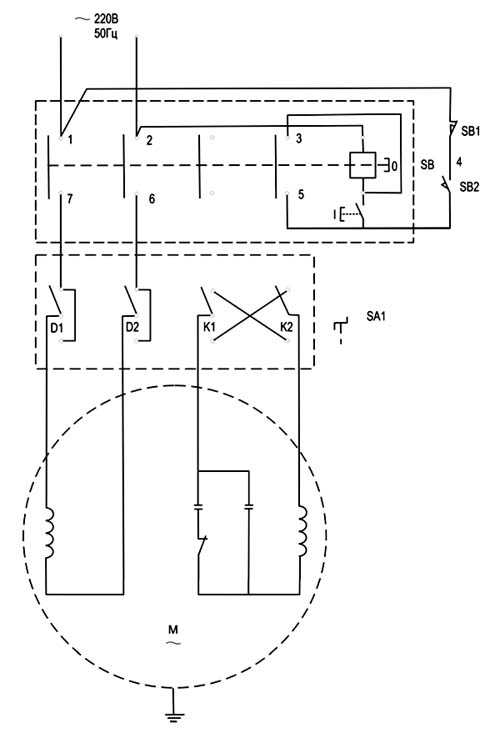
Описание работы электрической схемы токарной части станка Корвет-407
Станок подключается к розетке сети 220В, 50Гц с помощью вилки с заземляющим контактом. Перед подключением необходимо проверить надёжность соединения станка с заземляющим контактом вилки.
Для включения станка необходимо:
- установить защитный щиток в рабочее положение (в крайне нижнее) SB2
- освободить кнопку аварийного отключения станка SB1, сдвинув крышку в сторону
- выбрать направление вращения кулачкового патрона переключателем SA1
- включить станок нажатием зелёной кнопки SB
Выключить станок можно четырьмя способами:
- переключатель SA1 установить в нейтральное положение
- откинуть защитный щиток в верхнее положение
- нажать кнопку аварийного отключения
- отключить сетевую вилку из розетки
Схема электрическая фрезерной части станка Корвет-407

Описание работы электрической схемы фрезерной части станка Корвет-407
Станок подключается к розетке сети 220В, 50Гц с помощью вилки с заземляющим контактом. Перед подключением необходимо проверить надежность соединения станка с заземляющим контактом вилки (VDE).
Для включения станка необходимо:
- вставить электрическую вилку (VDE) шнура питания станка в розетку с напряжением 220 В
- установить регулятор скорости W4.7K в крайнее положение, поворачивая его ручку против часовой стрелки до щелчка
- освободить крышку аварийного отключения магнитного пускателя (KJD-12)
- нажать зелёную кнопку (I) магнитного пускателя (KJD-12)
- повернуть по часовой стрелке до щелчка ручку регулятор скорости W4.7K
Изменение частоты вращения регулируется потенциометром W4.7K.
Частота вращения прямо пропорциональна напряжению, поступающему от преобразователя KBLC-240D.
Выключить станок можно четырьмя способами:
- нажать красную кнопку (О) магнитного пускателя (KJD-12)
- нажать крышку аварийного выключателя (KJD -12)
- повернуть против часовой стрелки до щелчка ручку регулятор скорости W4.7K
- отсоединить подключающую вилку из розетки
В любом случае, для возобновления работы включить вращение шпинделя можно только так, как было описано выше. Поэтому для временного отключения вращения шпинделя пользуйтесь ручкой регулятора скорости W4.7K или красной кнопкой (О) магнитного пускателя (KJD -12).
Крышку аварийного выключателя (KJD-12) используйте по назначению.
От перегрузок и короткого замыкания электрооборудование станка защищено предохранителем FUSE. В случае его перегорания установите аналогичный предохранитель или обратитесь в центр сервисного обслуживания.
Технические характеристики станка Корвет-407
| Наименование параметра | Корвет-407 |
|---|---|
| Основные параметры станка | |
| Наибольший диаметр заготовки над станиной, мм | 220 |
| Наибольший диаметр заготовки над суппортом, мм | |
| Наибольшая длина заготовки в центрах (РМЦ), мм | 750 |
| Рекомендуемая глубина точения за один проход, мм | 0,2 |
| Максимальная глубина точения за один проход, мм | 0,3 |
| Максимальный размер державки резца, мм | 13 х 13 |
| Максимальная масса заготовки обрабатываемой в патроне, мм | 123,5 |
| Максимальная масса заготовки обрабатываемой в центрах, мм | 120,5 |
| Шпиндель | |
| Диаметр сквозного отверстия в шпинделе, мм | 20 |
| Конус Морзе шпинделя | Морзе 3 |
| Число ступеней частот прямого вращения шпинделя | 6 |
| Частота прямого вращения шпинделя, об/мин | 100, 250, 350, 500, 900, 1800 |
| Диаметр токарного патрона, мм | 100 |
| Наибольшее радиальное биение шпинделя, мм | 0,01 |
| Суппорт. Подачи | |
| Наибольшее продольное перемещение каретки суппорта, мм | |
| Перемещение суппорта продольное на одно деление лимба, мм | 0,025 |
| Наибольшее поперечное перемещение суппорта, мм | 110 |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,025 |
| Наибольшее перемещение верхних (резцовых) салазок (поворотного суппорта), мм | 50 |
| Перемещение резцовых салазок на одно деление лимба, мм | 0,025 |
| Угол поворота резцовых салазок, град | ±45° |
| Число ступеней продольных подач суппорта | |
| Пределы продольных рабочих подач суппорта, мм/об | 0,11..0,30 |
| Пределы рабочих поперечных подач суппорта, мм/об | нет |
| Количество нарезаемых резьб метрических | 12 |
| Пределы шагов нарезаемых резьб метрических, мм | 0,5..3,0 |
| Пределы шагов нарезаемых резьб дюймовых | 8..56 |
| Пределы шагов нарезаемых резьб модульных | нет |
| Пределы шагов нарезаемых резьб питчевых | нет |
| Задняя бабка | |
| Конус Морзе задней бабки | №2 |
| Наибольшее перемещение пиноли, мм | 40 |
| Фрезерная обработка | |
| Максимальный диаметр сверления, мм | 16 |
| Максимальный диаметр концевой фрезы, мм | 13 |
| Максимальный диаметр торцевого фрезерования, мм | 25 |
| Конус Морзе фрезерного шпинделя | №3 |
| Частота вращения фрезерного шпинделя, об/мин | 50..1100, 120..2500 |
| Наибольшее радиальное биение фрезерного шпинделя, мм | 0,02 |
| Максимальная масса обрабатываемой заготовки, мм | 60 |
| Электрооборудование | |
| Номинальное напряжение питания, В | 220 в 50 Гц |
| Электродвигатель главного привода токарного станка, кВт | 0,75 |
| Электродвигатель главного привода фрезерного станка, кВт | 0,55 коллекторный |
| Габариты и масса станка | |
| Габариты станка (длина ширина высота), мм | 1250 х 570 х 820 |
| Масса станка, кг | 150 |
Связанные ссылки. Дополнительная информация
Каталог справочник настольных токарных станков
Паспорта и схемы к токарным настольным станкам и оборудованию
Корвет-407 Паспорт настольного токарного станка, (pdf) 3,0 Мб, Скачать
stanki-katalog.ru